Восстановление оси опорного катка трактора Т-4
Министерство сельского хозяйства Российской
Федерации
ФГОУ ВПО «Ульяновская государственная
сельскохозяйственная академия»
Кафедра «Технический сервис и ремонт машин»
Контрольная работа
ПО ДИСЦИПЛИНЕ «ТЕХНОЛОГИЯ РЕМОНТА МАШИН»
на тему «Восстановление оси опорного катка
трактора Т-4»
Выполнил:
Шадрин А.П.
Проверил:
Галактионов И.И.
Ульяновск 2011
Содержание
1.
Разработка структурной схемы разборки заданного изделия
.
Техническая характеристика узла
.
Выбор рационального метода восстановленной детали
.
Разработка маршрута восстановления детали
.
Технологические расчёты операций восстановления
.
Определение экономической эффективности восстановления деталей
Список
использованной литературы
Приложение
1. Разработка структурной схемы
разборки заданного изделия
Демонтаж опорных катков трактора Т-4 выполняется
в следующей последовательности:
поднять трактор;
установить трактор на поддерживающее
приспособление;
снять гусеницу;
раскрутить болт 5 (рис 1) и снять опорный каток
вместе с осью;
установить каток с осью на приспособление или
верстак;
открутить болты 4 (рис 1) крепления крышек
подшипника;
спрессовать опорный каток с оси вместе с
подшипниками.
Сборка ведётся в обратной последовательности.
После сборки заправить узел жидкой смазкой через
пресс-маслёнку.
Рис 1. Двубортный опорный каток трактора Т-4.
2. Техническая характеристика узла
Особенность ходовой системы трактора Т-4 -
применение полужесткой подвески с упругим элементом в форме поперечной полуэллиптической
рессоры, опорных катков с ребордами, гусеницы с поднятыми беговыми дорожками
без направляющих гребней, салазочных амортизационно-натяжных устройств с
винтовыми механизмами натяжения, полой прямоугольного сечения рамы тележки с
осью качения, совпадающей с осью ведущих колес и раскосом.
Восстанавливаемой деталью является ось опорного
катка. В процессе работы из-за действия нагрузок происходит ослабление посадок
и износ поверхностей под кронштейны оси и под направляющие опоры, что требует
восстановительного ремонта.
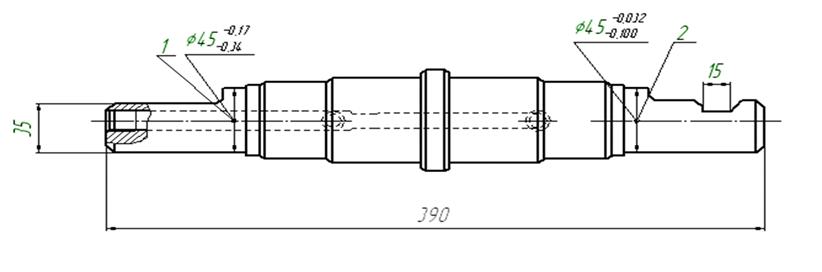
Из задания на курсовой проект принимаем величину
износа шеек равной 0,75 мм. Шейки диаметром 45 мм и длиной 15 мм
соответственно.
. Обоснование рационального способа
восстановления
демонтаж опорный каток восстановление
Выбираем рациональный способ
восстановления, руководствуясь тремя критериями:
технологическим критерием или
критерием применимости;
критерием долговечности;
технико-экономическим критерием
(отношением себестоимости восстановления к коэффициенту долговечности).
Согласно технологическому
критерию, по таблице 1 [3] устанавливаем, что дефекты оси опорного катка
трактора Т-4 могут быть устранены следующими способами: электроконтактной
наваркой стальной ленты, железнением, хромированием, наплавкой в среде
углекислого газа, наплавкой под слоем флюса;
При выборе рационального метода
восстановления по критерию долговечности используем коэффициентом долговечности
КД.
 (1)
(1)
где КИ - коэффициент
износостойкости; КВ - коэффициент выносливости; КСЦ -
коэффициент сцепляемости.
Определяем КД по
таблице 2 [3] для всех выбранных ранее способов:
Наплавка в среде углекислого
газа - КД = f(0,85;
0,9; 1,0) = 0,82.
Электроконтактная наварка
стальной ленты - КД = f(1,0;
0,8; 0,85) = 0,8.
Электромеханическая обработка -
КД = f(3,0; 1,2;
1,0) = 1,0.
Железнение - КД = f(1,1;
0,8; 0,7) = 0,7.
Наплавка под слоем флюса - КД
= f(0,9; 0,82; 1,0) =
0,82.
Наибольший коэффициент долговечности у
электромеханической обработки, КД = 1,0. Однако электроконтактная
наварка стальной ленты, наплавка в среде углекислого газа и наплавка под слоем
флюса также обеспечивает коэффициент долговечности КД ≥ 0,8.
Поэтому для принятия окончательного решения определяем технико-экономический
критерий по формуле 3.
 ,(2)
,(2)
где  - коэффициент долговечности
восстановленной поверхности;
- коэффициент долговечности
восстановленной поверхности;
 - себестоимость восстановления
соответствующей поверхности, руб.
- себестоимость восстановления
соответствующей поверхности, руб.
При обосновании способов
восстановления поверхностей значение себестоимости восстановления ,
определяется из выражения
 (3)
(3)
где Су - удельная
себестоимость восстановления, руб./дм2;
S - площадь
восстанавливаемой поверхности, мм2.
Находим площадь восстанавливаемой поверхности:
так как восстанавливаемых поверхностей две
площадь умножаем на 2
 мм2,(4)
мм2,(4)
где С - длина окружности шейки вала, мм;
D - диаметр шейки
вала, мм;
 - длина шейки вала,
мм.
- длина шейки вала,
мм.
Для электромеханической обработки:
 =36.03руб.
=36.03руб.
Для удобства составляем таблицу, куда заносим
рассчитанные значения для выбранных способов.
|
Способ
восстановления
|
СУ
|

|
|
Электромеханическая
обработка
|
85
|
36.03
|
36.03
|
|
Электроконтактная
наварка стальной ленты
|
80
|
33.9
|
42.38
|
|
Наплавка
в среде углекислого газа
|
75
|
31.8
|
38.78
|
|
Наплавка
под слоем флюса
|
110
|
46.63
|
56.87
|
По технико-экономическому критерию окончательно
принимаем способ восстановления изношенной шейки вала катка опорного трактора
Т-4 - электромеханическую обработку.
. Разработка маршрута восстановления
детали
После снятия и разборки вал нужно очистить от
остатков смазочных материалов, коррозии и прочих загрязнений. Для этого
используются различные моечные установки.
После мойки производится деффектация шейки с
помощью микрометра и индикатора часового типа. Определяют отклонения от
геометрической формы (конусность, овальность и т.п.) и от заданного размера.
По результатам деффектации назначают
механическую обработку - шлифование, с помощью которого восстанавливается
правильная геометрическая форма.
После шлифования проводят операцию
восстановления с помощью электромеханической обработки. Сначала в один проход
производится высадка металла шейки вторичного вала, затем следующим проходом
производится сглаживание.
После операции восстановления производится
микрометраж восстановленной шейки и делается вывод о годности детали.
Все операции заносим в маршрутную карту,
указываем оборудование, приспособления и инструмент
. Технологический расчёт операций
восстановления
Необходимо восстановить шейку под кронштейны оси
и под направляющие опоры диаметром 45мм и длиной 15мм.
Перед восстановлением деталь должна быть
тщательно вымыта в моечной машине, а затем проводится микрометраж и деффектация
шейки вала подлежащую восстановлению.
Производим вначале операцию высадки, затем
сглаживания.
Расчёт и выбор режимов перехода высадки.
Деталь устанавливают в центрах токарного станка
1К62, на котором смонтирована установка и технологическая оснастка для
выполнения операции электромеханического восстановления.
Скорость обработки, величину подачи, число
проходов и суммарную величину высадки, усилие высадки, усилие сглаживания и
силу тока выбираем по «Рекомендациям упрочнения и восстановления деталей машин
электромеханической обработкой».
Примем усилие высадки равной 100…120 кг с,
усилие сглаживания - 50…60 кг с.
Скорость перехода высадки закалённых деталей
должна находиться в пределах 1,5…2,5 м/мин, выбираем среднюю величину - 2
м/мин.
Определяем требуемую частоту вращения детали,
т.е. число оборотов шпинделя станка при высадке:
 (5)
(5)
где V - скорость,
V = 2 м/мин;
D - диаметр шейки
под кронштейн, D = 45мм.
 мин.-1
мин.-1
Принимаем по станку 12 об/мин,
величину подачи принимаем равной 1,5 мм/об. Силу тока при высадке принимаем
равной 550 А. Число проходов принимаем равным 2. Определяем машинное время перехода
высадки шейки:
 (6)
(6)
где  - расчётная длина обработки, мм;
- расчётная длина обработки, мм;
n - частота
вращения, мин-1; S- величина подачи, мм/об;
i - число
проходов.
 мин.
мин.
Рассчитываем переход сглаживания.
Скорость сглаживания в пределах 8…10
м/мин., принимаем среднюю величину 9 м/мин. Средняя величина подачи 0,3 мм/об.
Сила тока 500 А.
Определяем требуемую частоту
вращения шпинделя:
 мин.-1
мин.-1
Принимаем по паспорту станка 1К62  мин-1.
мин-1.
Отсюда машинное время сглаживания
шейки равно:
 мин.
мин.
Рассчитаем общее технологическое
время высадки и сглаживания:
так как поверхностей восстановления
две общее время умножаем на 2
 мин.(7)
мин.(7)
Определяем штучное время на операцию
ЭМО детали оси катка опорного трактора Т-4
 мин.(8)
мин.(8)
 принимается 0,5…0,6 от
принимается 0,5…0,6 от  в
зависимости от уровня организации производства.
в
зависимости от уровня организации производства.
6. Определение экономической
эффективности восстановления деталей
Определим экономическую
эффективность восстановления изношенной оси катка опорного трактора Т-4.
В условиях рыночной экономики
как новые, так и восстанавливаемые детали реализуются потребителю по договорной
цене. Однако очень важно определить возможные максимальную и минимальную цены
на восстановленную деталь, при которых, с одной стороны, потребитель был бы
заинтересован приобрести ее вместо новой детали, а с другой стороны, ее
восстановление обеспечивало хотя бы нормативную рентабельность.
Определим максимальную цену
восстановления детали по формуле 9:
 ,(9)
,(9)
где КД - коэффициент
долговечности восстановленной детали, для нашего способа восстановления
(электромеханическая обработка) КД=1.
ЦН - цена новой
детали, на данный момент, в среднем стоимость оси катка опорного составляет 455
руб.
Соответственно определим
максимальную цену восстановленного вала:
 руб.
руб.
Определяем минимальную цену по
формуле 10:
 ,(10)
,(10)
где  - заводская себестоимость
восстановления детали; П - планируемая балансовая прибыль, руб. Заводская
себестоимость восстановления вала С3:
- заводская себестоимость
восстановления детали; П - планируемая балансовая прибыль, руб. Заводская
себестоимость восстановления вала С3:
где - себестоимость устранения дефекта
без учета затрат на очистку и дефектацию детали, руб., берем рассчитанное
значение СВ = 36.03 руб. из 3 раздела;  - стоимость
дополнительных работ, которые необходимо выполнить при восстановлении детали
(очистка, дефектация), руб.;
- стоимость
дополнительных работ, которые необходимо выполнить при восстановлении детали
(очистка, дефектация), руб.;  - затраты на приобретение
ремонтного фонда (стоимость изношенной детали), руб. Стоимость дополнительных
работ принимается
равным 10% от себестоимости устранения дефекта:
- затраты на приобретение
ремонтного фонда (стоимость изношенной детали), руб. Стоимость дополнительных
работ принимается
равным 10% от себестоимости устранения дефекта:
 ,(12)
,(12)
 руб. Стоимость
изношенной детали:
руб. Стоимость
изношенной детали:
 ,(13)
,(13)
 руб.
руб.
Заводская себестоимость
восстановления вала:
 руб.
руб.
Прибыль П определяется из
выражения 3.5:
 ,(14)
,(14)
где  - норма прибыли, в процентах,
принимаем в курсовом проектировании норму прибыли 25%
- норма прибыли, в процентах,
принимаем в курсовом проектировании норму прибыли 25%
 руб.
руб.
Определяем минимальную цену:  руб.
руб.
Таким образом, восстановленную ось катка
опорного трактора Т-4 целесообразно продавать по цене не выше 455 и не ниже 107
рублей. Но восстановленная деталь будет иметь низкий спрос вследствие небольшой
разницы в ценах на новую и на восстановленную детали.
Список
использованной литературы
1.Методика
определения экономической эффективности технологий и сельскохозяйственной
техники / А.В. Шпилько, В И Драгайцев, П.Ф. Тулапин и др - М. Издат. комплекс
«Родник», 1998. - 219 с.
2.Надежность и ремонт
машин / Под ред. В.В. Курчаткина. - М.: Колос, 2000. - 776 с.
3.Проектирование
технологических процессов ремонта и восстановления изношенных деталей:
методические рекомендации по выполнению курсового проекта / Новиков B.C.,
Очковский Н.А. - М: ФГОУ ВПО МГАУ, 2008. - 44 с.
4.Технология ремонта
машин / Е.А. Пучин, B.C.
Новиков, Н.А. Очковский и др. под ред. R.A.
Пучина. - М : КолосС, 2007. - 488 с.
5.Технология ремонта
машин. Проектирование технологических процессов восстановления деталей / А.А.
Махмутов. - Иркутск: ИрГСХА, 2003. - 99 с.: ил.
Приложение
Схема сборки и разборки узла
Эскиз
Маршрутная карта
|
Участка
|
Операции
|
Наименование
и содержание операции
|
Оборудование
(код, наименование, инвентарный номер)
|
Приспособление
и инструмент (код, наименование)
|
коэф.
штучн времени.
|
Количество
рабочих
|
Кол.
одн. обр. деталей
|
Код
тарифной сетки
|
Объем
производственной нормы
|
ТП.З.
|
|
005
|
Моечная
|
ОМ
- 3360 - КГКБ
|
МЛ
- 51
|
|
|
|
|
|
|
|
|
|
ГОСНИТИ
|
|
|
|
|
|
|
|
|
010
|
Дефектовочная
|
|
Микрометр
МК 50
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
015
|
Шлифования
|
ЗА
- 433
|
ЭБ
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
020
|
Восстановление
|
1К62
|
УЭМО-2
|
|
|
|
|
|
|
|
025
|
Контрольная
|
|
Микрометр
МК 50
|
|
|
|
|
|
|
Операционная карта очистки
|
№
п/п
|
содержание
операции
|
оборудование
|
материал
|
t0C
|
|
|
|
|
Наименование
и марка
|
код
|
Количество,
г/л
|
|
|
|
1
|
ОМ
- 3360 - КГКБ
|
МЛ
- 51
|
|
|
|
25
|
90
|
|
|
|
|
|
|
|
Карта технологического процесса дефектации
|
Наименование,
марка, материал
|
Обозначение
изделия
|
Наименование
изделия
|
|
Участка
|
Операции
|
Наименование
и содержание операции
|
Контролируемый
параметр
|
Приспособление,
измерительный инструмент
|
Код
профессии
|
|
|
|
Ном.
доп.
|
Измеренное
значение
|
|
|
|
1
|
Замер
шейки 1
|

|
44.45
|
Микрометр
МК 50
|
|
|
2
|
Замер
шейки 2
|

|
44.80
|
Микрометр
МК 50
|
|
|
|
|
|
|
|
|
|
|
Операционная карта механической обработки
|
|
|
Наименование
операции
|
|
|
|
|
|
Номер
операции
|
|
|
|
Наименование
и марка материала
|
Масса
детали
|
Профиль
и размеры
|
твердость
|
масса
|
|
|
Сталь
20ХН
|
|
|
HRC-42
|
|
|
|
Кол.
одновремен. обрабат. деталей
|
Оборудование
(модель).
|
|
|
1
|
Круглошлифовальный
станок (3А-433)
|
|
|
Приспособление
(код и наименование)
|
|
|
охлаждение
|
|
|
|
|
|
|
|
|
Содержание
перехода
|
Инструмент
|
Расчетные
размеры
|
Режим
обработки
|
|
|
|
|
Вспом-ный
|
режущий
|
Измер-ный
|
 ØL
ммiV м/сS мм/об ØL
ммiV м/сS мм/об
|
|
|
|
|
|
|
|
|
|
1
|
Установить
деталь
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2
|
Шлифовать
шейку 1
|
|
ЭБ
|
|
44,95
|
15
|
1
|
150
|
1,5
|
|
|
|
|
|
3
|
Шлифовать
шейку 2
|
|
ЭБ
|
|
44,95
|
15
|
1
|
150
|
1,5
|
|
|
|
|
|
4
|
Снять
деталь
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Операционная карта восстановления
|
№
|
Оборудование
|
|
Станок
винторезный 1К62
|
Универсальная
державка
|
|
|
Микрометр
МК50
|
|
Содержание
перехода
|
Инструмент
|
Расчетный
размеры
|
Режимы
обработки
|
|
|
|
Вспомог
|
Упрочн
|
Измерит
|
D, мм
|
L, мм
|
|
S, мм/об
|
V, м/мин
|
n, мин-1
|
I,кA
|
I, шт.
|
T, мин
|
|
1
|
Установить
деталь
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2
|
Высадка
шейки 1
|
|
|
|
45
|
15
|
|
1,5
|
2
|
12
|
0,55
|
2
|
1,67
|
|
3
|
Высадка
шейки 2
|
|
|
|
45
|
15
|
|
1,5
|
2
|
12
|
0,55
|
2
|
1,67
|
|
4
|
Сглаживание
шейки 1
|
|
|
|
45
|
15
|
|
0,3
|
9
|
50
|
0,50
|
1
|
2
|
|
5
|
Сглаживание
шейки 2
|
|
|
|
45
|
15
|
|
0,3
|
9
|
50
|
0,50
|
1
|
2
|
|
6
|
Снять
деталь
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|