Разливка стали
КУРС ЛЕКЦИЙ
ПО УЧЕБНОЙ
ДИСЦИПЛИНЕ
«РАЗЛИВКА
СТАЛИ»
ДЛЯ
СТУДЕНТОВ ОЧНО-ЗАОЧНОЙ
ФОРМЫ
ОБУЧЕНИЯ
ПО
СПЕЦИАЛЬНОСТИ
«МЕТАЛЛУРГИЯ
СТАЛИ»
Новокузнецк
2008
СОДЕРЖАНИЕ
1. КРИСТАЛЛИЗАЦИЯ СТАЛИ
1.1 Структура жидкого металла вблизи
температуры затвердевания
1.2 Кристаллизация стального слитка
.2.1 Механизм зарождения кристаллов
.2.2 Рост кристаллов
.2.3 Кристаллическая неоднородность
слитка
.2.4 Ликвационные процессы при
затвердевании слитка
.2.5 Усадочные процессы при
затвердевании слитка
.3 Газы в стали
.4 Неметаллические включения в стали
.4.1 Эндогенные неметаллические
включения
.4.2 Экзогенные неметаллические
включения
. СТРОЕНИЕ СЛИТКОВ
.1 Типы слитков
.2 Строение слитков спокойной стали
.3 Строение слитков кипящей стали
2.3.1 Строение механически
закупоренных слитков кипящей стали
.3.2 Строение химически закупоренных
слитков кипящей стали
.3.3 Преимущества и недостатки
использования кипящей стали по сравнению со спокойной
2.4 Строение слитков полуспокойной
стали
2.4.1 Преимущества и недостатки
использования полуспокойной стали по сравнению с кипящей
. СПОСОБЫ РАЗЛИВКИ СТАЛИ
4. ОБОРУДОВАНИЕ ДЛЯ РАЗЛИВКИ СЛИТКОВ
.1 Сталеразливочный ковш
.1.1 Футеровка сталеразливочных
ковшей
.1.2 Подготовка сталеразливочных
ковшей
.2 Промежуточные устройства для
разливки слитков
.3 Сменное оборудование для разливки
слитков
.3.1 Подготовка сменного
оборудования к разливке
. ТЕХНОЛОГИЯ РАЗЛИВКИ СТАЛИ
.1 Выбор температуры разливки стали
.2 Влияние температуры разливки на
качество стали
.3 Выбор скорости разливки стали
.4 Влияние скорости разливки на
качество стали
.5 Режимы разливки спокойной стали
.5.1 Защита металла от окисления при
разливке
.6 Режимы разливки кипящей стали
.6.1 Механическое закупоривание
слитков
.6.2 Химическое закупоривание
слитков
.6.3 Применение интенсификаторов
кипения
.6.4 Скоростная разливка стали
. КАЧЕСТВО СЛИТКОВ
.1 Химическая неоднородность слитков
.1.1 Зональная ликвация в слитках
спокойной стали
6.1.2 Зональная ликвация в слитках
кипящей и полуспокойной стали
6.2 Поверхностные дефекты слитков
.3 Дефекты макроструктуры слитков
.4 Контроль качества слитков
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
1. КРИСТАЛЛИЗАЦИЯ СТАЛИ
1.1 Структура жидкого
металла вблизи температуры затвердевания
Жидкие металлы с небольшим перегревом (на
100-2000С) над точкой плавления имеют большее сходство с твердыми телами, чем с
газами. Это относится и к железу.
Сходство жидкого металла с твердыми телами
проявляется в следующих основных моментах:
. Незначительное увеличение объема при плавлении
(для стали на 5%), при испарении объем увеличивается в тысячи раз.
. Изменение термодинамических функций состояния
вещества (энтальпия и энтропия) на порядок меньше, чем изменение
соответствующих функций при испарении:
 ;
; 
. Такие физические свойства, как
электропроводность, магнитная проницаемость, теплопроводность при плавлении
изменяются незначительно (на несколько процентов). При этом для твердых
металлов вблизи температуры плавления характерны некоторые свойства жидкости,
например - текучесть. Для жидкого металла вблизи температуры затвердевания
наоборот характерны ряд свойств твердых тел - сопротивляемость сдвигу. В то же
время газы практически не сопротивляются их формоизменению.
. Рентгеноструктурный анализ
показывает, что частицы в жидкостях, незначительно перегретых над точкой
кристаллизации расположены не беспорядочно, как в газах, а для них характерен
«ближний» порядок расположения частиц (как в твердых телах). Ближний порядок -
это геометрически правильное расположение атомов в определенных местах
элементарных кристаллических решеток в определенной последовательности и на
определенном расстоянии.
1.2
Кристаллизация стального слитка
Сталь в изложницах затвердевает в
виде кристаллов древовидной формы - дендритов. Процесс затвердевания
складывается из двух стадий: зарождение кристаллов и их последующий рост.
1.2.1
Механизм зарождения кристаллов
Различают два типа зарождения
кристаллов: гомогенное и гетерогенное. Гомогенное зарождение кристаллов - это образование
зародышей кристалла в объеме жидкой фазы. Гетерогенное зарождение кристаллов -
это образование зародышей кристалла на уже имеющейся межфазной поверхности
(неметаллические включения, стенки изложниц).
Механизм гомогенного зарождения
кристаллов
В жидком металле вблизи точки
кристаллизации непрерывно образуются группировки атомов с упорядоченной
структурой - зародыши твердой фазы. Однако одновременно происходит разрушение
большей части из них. Для того, чтобы зародыши стали термодинамически устойчивыми,
то есть способными к дальнейшему росту, необходимы определенные условия.
Условия гомогенного зарождения
кристаллов.
Переход жидкости в твердое состояние
и наоборот возможен, если свободная энергия системы (энергия Гиббса)
уменьшается. При температуре кристаллизации свободная энергия жидкой и твердой
фаз равны и следовательно образование зародыша невозможно. Поэтому необходимо
некоторое переохлаждение расплава. При конкретной величине переохлаждения
способными к дальнейшему росту оказываются те зародыши, размер которых превысит
критический.
Критический радиус зародыша
определяется по формуле:
 , (1)
, (1)
где  - межфазное натяжение на границе
жидкой и твердой фаз;
- межфазное натяжение на границе
жидкой и твердой фаз;
 - температура начала
кристаллизации;
- температура начала
кристаллизации;
 - скрытая теплота кристаллизации;
- скрытая теплота кристаллизации;
 - величина переохлаждения.
- величина переохлаждения.
То есть при увеличении степени
переохлаждения ()
критический радиус зародыша уменьшается и возрастает интенсивность образования
устойчивых зародышей.
Фактически для реализации механизма
гомогенного зарождения кристаллов необходимая величина переохлаждения
составляет  3000С. При
гетерогенном зарождении кристаллов достаточно переохлаждения в несколько
градусов.
3000С. При
гетерогенном зарождении кристаллов достаточно переохлаждения в несколько
градусов.
1.2.2 Рост
кристаллов
Зарождающийся кристалл имеет
правильную форму, однако через некоторое время правильный рост возникшего
кристалла прекращается и начинается преимущественный рост его вершин, то есть
ветвей дендрита (рис. 1а). Объясняется это тем, что количество тепла,
выделяющегося при кристаллизации, будет минимальным у вершин и максимальным у
центра граней. Это препятствует кристаллизации у граней.
Механизм роста кристалла следующий
(рис. 1а): от вершин кристалла вырастают оси первого порядка - стволы дендрита
(оси А), на них вырастают перпендекулярно направленные оси второго порядка (оси
m), на которых аналогичным образом вырастают оси третьего порядка (оси n) и
т.д.
При отсутствии направленного
теплоотвода оси во всех направлениях развиваются одинаково и кристалл
получается равноосным (рис. 1а). При направленном теплоотводе кристалл имеет
вытянутую форму (рис. 1б). Скорость роста кристаллов прямо пропорциональна
интенсивности теплоотвода.
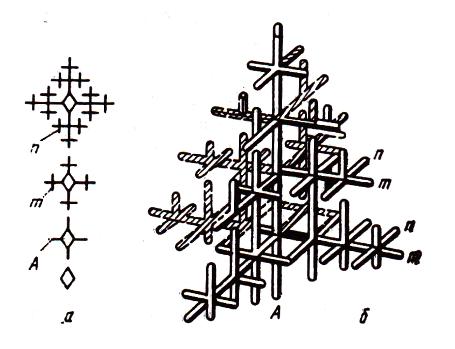
Рис. 1 - Схема роста кристалла
а - равноосного; б - выросшего в условиях
направленного теплоотвода
1.2.3 Кристаллическая
неоднородность слитка
Формирование кристаллической неоднородности
слитка связано с термофизическими процессами, происходящими при его
затвердевании.
В наружной части слитка под влиянием быстрого
отвода тепла стенками изложницы образуется зона мелких равноосных кристаллов.
Одновременное наличие большого числа зародышей не позволяет кристаллам
развиваться, так как они препятствуют росту друг друга. Таким образом,
образуется корковая зона слитка, состоящая из мелких равноосных кристаллов
(зона II на рис. 2).
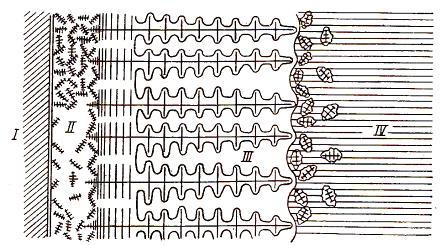
Рис. 2 - Схема кристаллизации слитка- стенки
изложницы; II - корковая зона слитка; III - зона столбчатых кристаллов; IV -
центральная зона слитка
Постепенно скорость охлаждения стали замедляется
за счет нагрева стенок изложницы, однако при этом продолжается интенсивный рост
кристаллов в сторону жидкого металла. В результате образуется зона столбчатых
кристаллов, вытянутых в направлении теплоотвода (зона III на рис. 2). Форма
кристаллов обусловлена условиями их роста. При кристаллизации соседние
кристаллы мешают друг другу и единственным направлением, в котором они могут
расти является жидкая сердцевина слитков. Рост столбчатых кристаллов
продолжается до тех пор, пока существует значительный теплоотвод. По мере
понижения температуры жидкого металла, а также вследствие образования зазора
между слитком и стенками изложницы (из-за уменьшения объема слитка при
затвердевании) рост кристаллов замедляется и затем вовсе прекращается.
Формирование последней кристаллической зоны
слитка, расположенной в осевой его части начинается в момент прекращения роста
столбчатых кристаллов. Как правило, центральная (осевая) часть слитка обогащена
повышенным количеством неметаллических включений, которые и становятся центрами
кристаллизации. В результате образуются крупные различно ориентированные
кристаллы (зона IV на рис. 2).
Факторы, влияющие на развитие кристаллической
неоднородности.
. Толщина стенок изложницы. Ширина зоны
столбчатых кристаллов возрастает с увеличением толщины стенок изложницы. Однако
данная зависимость справедлива до определенного предела, величина которого
зависит от размеров слитка, марки стали и т.д. Объясняется это тем, что данный
фактор может оказывать влияние только до момента образования зазора между
слитком и изложницей.
. Температура жидкой стали. Значительный перегрев
жидкой стали над температурой плавления к моменту начала кристаллизации
благоприятствует расширению зоны столбчатых кристаллов. Снижение температуры
разливки способствует получению мелкозернистой структуры. Это происходит по той
причине, что с повышением температуры разливаемого металла изложница успевает
больше нагреться и соответственно уменьшается скорость отвода тепла в начале
кристаллизации.
. Температура стенок изложницы. С повышением
температуры изложницы ширина зоны столбчатых кристаллов уменьшается, за счет
замедления теплоотвода.
. Теплопроводность материала изложницы. Скорость
затвердевания слитка прямо пропорциональна теплопроводности материала
изложницы. При увеличении теплопроводности стенок изложницы образуется более
широкая зона равноосных кристаллов.
. Скорость разливки стали. При увеличении
скорости разливки возрастает ширина зоны столбчатых кристаллов. Это объясняется
тем, что при медленной разливке металл сильнее остывает и кристаллизуется при
сохранении движения жидкости к концу наполнения изложницы. В то же время при
быстрой разливке кристаллизация протекает в относительно спокойном металле.
. Масса слитка. При увеличении массы слитка
возрастает ширина зоны столбчатых кристаллов. Это связано со снижением
охлаждающего влияния стенок изложниц при увеличении сечения слитка.
1.2.4 Ликвационные
процессы при затвердевании слитка
Ликвация - химическая неоднородность слитка.
Химическая неоднородность возникает в слитке вследствие того, что растворимость
ряда примесей в твердом железе ниже, чем в жидком. Поэтому растущие при
затвердевании оси кристаллов содержат меньшее количество примесей, чем исходная
сталь (избирательная кристаллизация), а оставшийся жидкий металл соответственно
обогащается повышенным количеством примесей.
Различают ликвацию двух видов: дендритную и
зональную.
Дендритная ликвация - неоднородность стали в
пределах одного кристалла (дендрита). Возникает в результате избирательной
кристаллизации. Наибольшей склонностью к дендритной ликвации обладают сера,
фосфор, углерод. Отрицательное влияние дендритной ликвации сказывается в том,
что она вызывает в готовой стали появление полосчатой структуры: при прокатке
оси дендритов вытягиваются, образуя полосы обладающие неодинаковым составом и
свойствами.
Зональная ликвация - неоднородность состава
стали в различных частях слитка. Такая ликвация достигает больших абсолютных
значений, чем дендритная. Наибольшей склонностью к зональной ликвации обладают
те же элементы, что и для дендритной ликвации: сера, фосфор, углерод.
На возникновение зональной ликвации некоторое
влияние оказывает избирательная кристаллизация. Однако кроме этого значительную
роль играют процессы, приводящие к перемещению ликвирующих элементов из одной
части слитка в другую.
Такими процессами являются:
Диффузия примесей из двухфазной области в
оставшийся жидкий металл;
Конвективные потоки металла в изложнице,
приводящие к выносу ликватов в верхнюю и среднюю часть слитка;
Всплывание объемов загрязненного металла
вследствие разности плотностей.
1.2.5 Усадочные
процессы при затвердевании слитка
Вследствие уменьшения объема металла при
переходе из жидкого в твердое состояние в слитке возникает физическая
неоднородность. В верхней части слитка спокойной стали образуется
сосредоточенная усадочная раковина, объем которой составляет 2-5% от объема
слитка. Под усадочной в слитке всегда находится усадочная рыхлость и
пористость.
Решающее влияние на вид физической
неоднородности оказывают два параметра:
- Разность температур ликвидус
(температура начала кристаллизации) и солидус (температура завершения
кристаллизации) -  ;
;
Перепад температур в затвердевающих
объемах стали -  .
.
В зависимости от соотношения
указанных параметров различают три основных условия формирования зон слитка:
. При  затвердевание происходит
последовательно и с большой скоростью. Образуется сосредоточенная усадочная
раковина.
затвердевание происходит
последовательно и с большой скоростью. Образуется сосредоточенная усадочная
раковина.
. При  протекает последовательно-объемная
кристаллизация. Наряду с сосредоточенной усадочной раковиной появляется
пористость.
протекает последовательно-объемная
кристаллизация. Наряду с сосредоточенной усадочной раковиной появляется
пористость.
. При  происходит объемная кристаллизация,
сопровождающаяся зарождением и ростом кристаллов по всему объему и
рассредоточением в нем усадочных пустот в форме пористости.
происходит объемная кристаллизация,
сопровождающаяся зарождением и ростом кристаллов по всему объему и
рассредоточением в нем усадочных пустот в форме пористости.
1.3 Газы в
стали
Газы содержатся в стали в следующих
видах:
. Газовые пузыри;
. Соединения (оксиды, гидриды,
нитриды);
. Жидкие растворы - атомы или ионы,
распределенные между атомами и ионами жидкого металла;
. Твердые растворы - атомы или ионы,
внедренные в кристаллическую решетку металла.
При этом газы в любом виде оказывают
значительное влияние на свойства стали. В большинстве случаев содержание газов
в стали стараются понизить. Источниками газов может быть как непосредственно газовая
фаза (атмосфера), так и шихтовые или добавочные материалы, используемые для
производства стали. Рассмотрим основные газы, содержащиеся в стали.
Кислород
Так как атмосфера большинства
сталеплавильных цехов окислительная, то какое-то количество кислорода неизбежно
переходит из газовой фазы в металл. Источником кислорода также может быть
металлический лом с окислами железа (ржавчина). При содержании в стали
элементов, обладающих большим химическим сродством к кислороду, чем железо,
происходит окисление этих элементов с образованием оксидов. Большая часть
оксидов переходит в шлак, снижая количество растворенного в стали кислорода.
Часть таких элементов (марганец, кремний, алюминий, кальций) вводят в сталь
намеренно. Такой процесс называется раскислением, а элементы - раскислителями.
Раскислителем, хотя и более слабым по отношению к вышеперечисленным элементам,
является и всегда содержащийся в стали углерод. Отрицательное влияние кислорода
на свойства стали связано с оксидными включениями, которые не удаляются в шлак
и остаются в металле. Наиболее вредное влияние оказывают окислы,
располагающиеся в виде цепочек по границам зерен. Подробно влияние оксидов
рассмотрим в разделе 1.2.7 («Неметаллические включения в стали»).
Водород
Также как и в случае с кислородом
атмосфера сталеплавильных цехов неизбежно содержит некоторое количество
водорода или паров воды. Источниками водорода также могут служить шихтовые
материалы (металлический лом), ферросплавы, шлакообразующие материалы
(известь). Отрицательное влияние водорода сказывается в том, что он интенсивно
выделяется при переходе металла из одного аллотропического состояния в другое
(например из  -железа в
-железа в  -железо). В
результате нарушается сплошность металла и образуются внутренние разрывы стали
- флокены. Это приводит к значительному снижению прочности и пластичности
стали.
-железо). В
результате нарушается сплошность металла и образуются внутренние разрывы стали
- флокены. Это приводит к значительному снижению прочности и пластичности
стали.
Для уменьшения содержания водорода в
стали применяют следующие методы:
. Обработка стали вакуумом.
Содержание водорода в стали прямо пропорционально его давлению в газовой фазе.
Поэтому при снижении давления водорода в газовой фазе за счет помещения металла
в вакуумную камеру водород начинает удаляться из стали.
. Организация кипения ванны металла.
Кипение создается за счет образования пузырей CO. Внутри пузырей CO парциальное
давление водорода равно нулю, поэтому водород из металла переходит в газовые
пузыри и удаляется вместе с ними из стали.
. Продувка инертными газами. Обычно
используют аргон, как самый дешевый и доступный газ. Принцип действия данного
способа аналогичен предыдущему: при продувке через сталь проходят пузыри
аргона, в которых парциальное давление водорода равно нулю, поэтому водород
переходит в пузыри и удаляется вместе с ними из стали.
. Выдержка затвердевшей стали при
повышенных температурах. Так как размеры атомов водорода малы, то при
повышенных температурах они свободно диффундируют через кристаллическую решетку
металла.
. Добавки гидридообразующих
элементов. Некоторые редкоземельные металлы способы вступать во взаимодействие
с водород образуя соединения (гидриды). Соответственно при введении таких
элементов в металл содержание водорода в нем уменьшается.
. Снижение содержание влаги в
добавочных и шлакообразующих материалов. Для этого применяют прокаливание ферросплавов,
обжиг извести в специальных печах и т.д.
Азот
Также как кислород и водород, азот
почти всегда присутствует в атмосфере сталеплавильного цеха. Однако в отличие
от перечисленных газов интенсивность перехода азота в сталь при температурах
сталеплавильных процессов (1450-16000С) невелика, значительная скорость
проникновения атомов азота в металл возникает при высоких температурах
(25000С). Поэтому газовая фаза в большинстве случаев не является значительным
источником азота. Азот поступает в сталь из шихтовых материалов (чугун,
металлический лом) и ферросплавов. Отрицательное влияние азота на механические
свойства вызвана тем, что растворимость азота резко понижается при превращении
из -железа в -железо. В
результате при охлаждении стали получается перенасыщенный азотом твердый
раствор, из которого по границам зерен выделяются нитриды («старение металла»).
Это приводит к увеличению твердости, повышению хрупкости и снижению
пластичности. Для большинства марок сталей стремятся к понижению содержания
азота в металле, однако в ряде случаев (например для рельсовых сталей)
содержание азота намеренно повышают.
Для снижения содержания азота в
стали применяют следующие методы:
. Использование шихтовых материалов
с низким содержанием азота.
. Организация кипения ванны или
продувка инертными газами. Принцип действия аналогичен удалению водорода.
. Защита металла от соприкосновения
с атмосферой в зоне высоких температур (зона электрических при выплавке в
дуговых электросталеплавильных печах, зона контакта кислорода струи с металлом
при продувке кислородом).
. Использование для продувки
кислорода без примесей азота.
. Введение в сталь элементов,
обладающих значительным химическим сродством в азоту (алюминий). В результате
образуются прочные нитриды.
. Вакуумирование стали. Принцип
действия аналогичен удалению водорода.
1.4
Неметаллические включения в стали
Неметаллические включения - это
соединения, содержащихся в стали металлов (железо, марганец, кремний, алюминий
и др.) с неметаллами (кислород, азот, сера, фосфор и др.). Неметаллические
включения разделяют на две группы: эндогенные - образующиеся в процессе
металлургических реакций и экзогенные - механически попадающие в сталь.
сталь кристаллизация
слиток разливка
1.4.1
Эндогенные неметаллические включения
Основные виды эндогенных
неметаллических включений: оксиды, сульфиды, нитриды.
. Оксиды. Содержание окислов в стали
находится в пределах 0,006-0,040%. Следует отметить, что в стали редко
образуются свободные оксиды. Чаще всего они представляют собой сложные
химические соединения на основе кремнезема и глинозема. В большинстве случаев в
слитке оксидные включения имеют округлую форму (рис. 3а), которая изменяется на
вытянутую с рваными краями после деформации (рис. 3б).
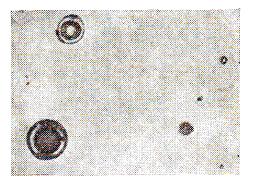

а б
Рис. 3 - Силикатные неметаллические включения
а - в стальных слитках; б - в рельсовой стали
после деформации
. Сульфиды. Растворимость серы в твердом железе
составляет менее 0,003%, поэтому практически вся растворенная в жидкой стали
сера при кристаллизации выделяется в виде самостоятельной фазы. В основном
встречаются сульфиды железа и марганца. Сульфиды в процессе затвердевания выпадают
в виде пленок, располагающихся по границам зерен (рис. 4).
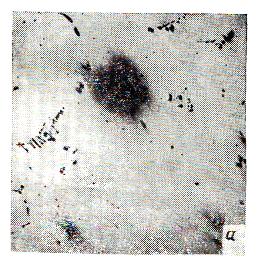
Рис. 4 - Цепочки сульфидов по границам зерен
В их состав входят легкоплавкие эвтектики
сульфида железа и низших оксидов железа и марганца. Температура плавления таких
эвтектик ниже температуры нагрева слитков под прокатку. Поэтому при нагреве они
расплавляются и вызывают красноломкость стали. Вредное влияние серы ослабляется
введением марганца, так как температура плавления образующегося сульфида марганца
значительно выше, температуры нагрева слитков под прокатку.
. Нитриды. Образование нитридов происходит при
введении в сталь элементов, обладающих значительным химическим сродством к
азоту (алюминий, титан). Нитриды титана образуются в жидкой стали в виде
правильных кубических кристаллов (рис. 5). Размеры нитридов титана зависят от
размера слитка и находятся в пределах 1-20 мкм.

Рис. 5 - Включения
нитридов титана (черные кубики)
Нитриды алюминия образуются, как в жидкой стали,
так и в период ее кристаллизации. Они располагаются по границам зерен в виде
цепочек, состоящих из мелких кристаллов (размеры до 2 мкм). Нитриды алюминия,
образующиеся в жидкой стали, имеют форму правильных прямоугольных кристаллов с
округленными гранями. Нитриды алюминия, образующиеся при кристаллизации стали,
имеют угловатые палочкообразные очертания.
В результате ликвации азота скопления, как
нитридов титана, так и нитридов алюминия образуются в центральной части слитка
в зоне столбчатых кристаллов. Влияние неметаллических включений на свойства
стали определяется следующими параметрами:
. Размеры и количество. Как правило, более
опасны мелкие неметаллические включения.
. Расположение. Наиболее выраженное
отрицательное влияние оказывают включения, расположенные по границам зерен.
. Форма. Глобулярные или округлые
неметаллические включения менее опасны, чем остроконечные.
Следует отметить, что большая часть
неметаллических включений самопроизвольно удаляется из металла: включения
укрупняются, всплывают и захватываются шлаком. Скорость их всплывания зависит
от размеров включений, вязкости стали и процессов смачивания включений металлом
и шлаком.
Меры, предупреждающие образование
неметаллических включений:
. Разливать сталь при повышенной температуре,
что приведет к снижению вязкости стали и облегчению всплывания неметаллических
включений на поверхность слитка.
. Защищать металл в период выпуска и разливки от
вторичного окисления.
. Выплавлять сталь с содержанием серы не выше
0,020-0,025%.
1.4.2 Экзогенные
неметаллические включения
Представляют собой частицы оставшегося в металле
шлака, частицы попавшей в металл футеровки желоба или ковша. Соответственно
причиной появления экзогенных включений являются затягивание остатков шлака
струей с поверхности слитка и разрушение огнеупоров в результате химического и
механического воздействия жидкой стали. Размеры экзогенных неметаллических
включений значительно превышают размеры эндогенных включений и могут доходить
до 15 мм. Для ликвидации загрязнения стали крупными включениями необходимо
выполнять требования технологических инструкций по разливке стали и повышать
стойкость огнеупоров.
2. СТРОЕНИЕ СЛИТКОВ
2.1 Типы слитков
В зависимости от степени раскисления выделяют
три типа сталей: спокойные, кипящие, полуспокойные. Раскисление - это удаление
из стали растворенного кислорода. Степень раскисления обуславливает различие в
строении слитков.
Спокойная сталь раскисляется сильными
раскислителями (кремний, алюминий) и поэтому содержит малое количество
растворенного кислорода (<0,005%). Соответственно при разливке и
кристаллизации стали в изложницах газовые пузыри не образуются.
Кипящая сталь раскисляется марганцем, который
является гораздо менее сильным раскислителем, чем кремний и алюминий. При этом
окончательное раскисление кипящей стали производится углеродом, содержащемся в
стали. Поэтому при разливке в изложницы кипящая сталь содержит значительное
количество свободного кислорода (0,02-0,06%), что обуславливает образование
газовых пузырей (в основном CO). Поднимаясь к поверхности газовые пузыри
создают картину кипения.
Полуспокойная сталь является промежуточным типом
между спокойной и кипящей сталью. Она раскисляется кремнием и алюминием, но в
меньшем количестве, чем спокойная сталь. В результате газовые пузыри образуются
в гораздо меньшем количестве, чем в кипящей стали и картина кипения практически
отсутствует. По сути, полуспокойная сталь является недораскисленной спокойной
сталью или перераскисленной кипящей сталью.
2.2 Строение слитков
спокойной стали
Наружная зона слитка (зона 1 на рис. 6)
образуется в момент соприкосновения жидкой стали с холодными стенками
изложницы. Резкое переохлаждение металла приводит к одновременному
гетерогенному зарождению большого числа кристаллов на шероховатой поверхности
изложниц. В связи с чем кристаллы не успевают вырасти до значительных размеров
и принять определенную ориентацию. Толщина корковый зоны составляет 6-15 мм.
После нагрева изложницы скорость охлаждения
стали уменьшается и протекает при меньшем числе центров кристаллизации. В
результате образуется зона столбчатых кристаллов (зона 2 на рис. 6), состоящая
из крупных кристаллов вытянутых в направлении теплоотвода.
По мере нагревания изложницы и уменьшения
температуры жидкой стали происходит снижение интенсивности роста столбчатых
кристаллов и в момент образования зазора между слитком и стенками изложницы
(вследствие уменьшения объема стали при затвердевании) происходит остановка
направленной кристаллизации. С этого момента кристаллизация стали протекает за
счет теплоотвода между слитком и стенками изложницы через образовавшийся
газо-воздушный зазор. Центрами кристаллизации в большинстве случаев являются
неметаллические включения в объеме оставшейся жидкой стали. В результате
образуется зона крупных различно-ориентированных равноосных кристаллов (зона 3
на рис. 6). Также следует отметить, что в нижней части осевой зоны слитка
образуется зона мелких кристаллов (конус осаждения). Образование конуса
осаждения связывают с охлаждающим действием поддона на нижнюю часть слитка и оседанием
обломков кристаллов во время затвердевания.
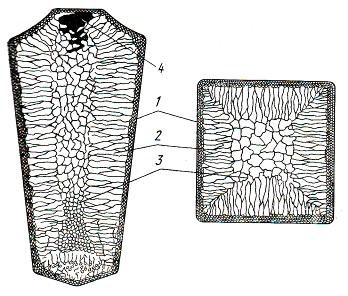
Рис. 6 - Строение слитка спокойной стали
- зона мелких равноосных кристаллов; 2 - зона
столбчатых кристаллов 3 - зона крупных равноосных кристаллов; 4 - усадочная
раковина
Усадочная раковина (зона 4 на рис. 6) образуется
в момент затвердевания последних порций металла. Причиной ее образования
является уменьшение объема металла при переходе из жидкого в твердое состояние.
Величина усадки составляет 2,0-5,3% в зависимости от химического состава стали.
Часть слитка с усадкой после прокатки отрезают и
отправляют в переплав. Поэтому с целью уменьшения обрези стремятся уменьшить
глубину проникновения усадочной раковины в слиток.
Для этого прибегают к мерам, обеспечивающим
более позднее затвердевание верхней части слитка:
. Спокойную сталь разливают в уширенные кверху
изложницы. В этом случае большая масса металла в верхней части слитка
способствует замедленному его охлаждению.
. Теплоизолируют боковые поверхности верха
слитка. Для этого на изложницу устанавливают прибыльную надставку, которую при
разливке заполняют жидким металлом. Боковые стенки прибыльной надставки
футерованы огнеупорами или снабжены теплоизоляционными вставками, благодаря
чему охлаждение металла замедляется.
. После наполнения изложницы поверхность жидкого
металла в прибыльной надставке засыпают теплоизолирующими или подогревающими
смесями. В качестве теплоизолирующих засыпок используют асбест, коксо-шлаковую
смесь. В качестве разогревающих засыпок используют смесь горючих и нейтральных
компонентов. В качестве горючих компонентов выступают: алюминий, ферросилиций,
древесный уголь. Нейтральные компоненты - шамот, боксит. Горючие компоненты
медленно окисляются с выделением тепла, обогревающего жидкий металл, а
нейтральные компоненты образуют теплоизоляционный слой, замедляющий отвод тепла
от верха слитка.
2.3 Строение слитков
кипящей стали
Особенности строения слитка кипящей стали
обусловлены процессами газообразования, протекающими одновременно с процессами
кристаллизации стали. В слитках кипящей стали не образуется концентрированная
усадочная раковина, усадка рассредоточена по многочисленным газовым полостям.
Поэтому для кипящей стали нет необходимости применять уширенные кверху
изложницы и ее разливают в уширенные книзу сквозные изложницы.
Для уменьшения химической неоднородности стали
процесс кипения прекращают вскоре после наполнения изложницы. Для этого
применяют два способа:
. Механическое закупоривание - накрывание слитка
массивной металлической крышкой.
. Химическое закупоривание - раскисление металла
в верхней части слитка алюминием.
Слитки, закупоренные различным способом, имеют
разное строение (рис. 7).
2.3.1 Строение
механически закупоренных слитков кипящей стали
Также как и в слитках спокойной стали в момент
начала кристаллизации образуется наружная корочка (зона 1 на рис. 7), состоящая
из мелких равноосных кристаллов. Ее толщина составляет от 2-8 мм до 25-40 мм в
зависимости от размера слитка. Образующаяся корочка получается плотной, так как
не содержит газовых пузырей. При интенсивном кипении металла в начальный момент
времени газовые пузыри всплывают на поверхность.
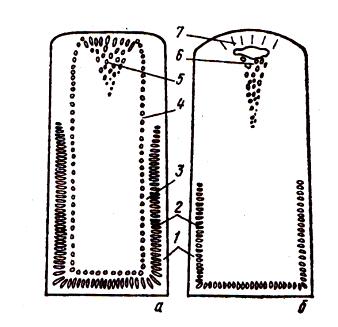
Рис. 7 - Строение слитков кипящей стали
а - механически закупоренного; б - химически
закупоренного; 1 - наружная корка; 2 - зона сотовых пузырей; 3 - промежуточная
плотная зона; 4 - зона вторичных пузырей; 5 - скопление пузырей; 6 - скопление
пузырей и усадочных пустот; 7 - «мост» плотного металла.
Вместе с ростом столбчатых
кристаллов образуется зона сотовых пузырей (зона 2 на рис. 7). Образование данной
зоны связано с уменьшением количества растворенного кислорода в стали, в
результате чего снижается интенсивность образования газовых пузырей и исчезает
мощный поток, выносящий их на поверхность слитка. Это, в свою очередь, приводит
к тому, что часть образовавшихся газовых пузырей остается в слитке между
столбчатыми кристаллами. Оставшиеся в слитке сотовые пузыри растут в том же
направлении, что и столбчатые кристаллы - в направлении теплоотвода. Их длина
может достигать 70-100 мм. Следует отметить, что высота зоны сотовых пузырей
составляет от  до
до  высоты
слитка. В верхней части слитка сотовые пузыри отсутствуют, так как они
вымываются поднимающимся снизу потоком газа. Высота зоны сотовых пузырей
возрастает при повышении скорости наполнения изложниц, снижении интенсивности
кипения и уменьшения окисленности металла.
высоты
слитка. В верхней части слитка сотовые пузыри отсутствуют, так как они
вымываются поднимающимся снизу потоком газа. Высота зоны сотовых пузырей
возрастает при повышении скорости наполнения изложниц, снижении интенсивности
кипения и уменьшения окисленности металла.
После формирования зоны сотовых
пузырей, теплопроводность которой мала, скорость теплоотвода снижается и
поэтому прекращается опережающий рост главных осей столбчатых кристаллов. В
результате фронт кристаллизации выравнивается и образующиеся газы вымываются с
более ровного фронта кристаллизации. Формируется плотная промежуточная зона
(зона 3 на рис. 7), состоящая из неориентированных кристаллов небольшого
размера.
После опускания крышки на изложницу
(механического закупоривания) кипение металла прекращается, так как газовые
пузыри больше не могут образовываться. Вследствие прекращения циркуляции
газовых пузырей по слитку уже сформировавшиеся на момент закрытия крышкой
пузыри фиксируются на границе затвердевания. В результате образуется зона
вторичных пузырей (зона 4 на рис. 7).
Кристаллизация центральной части
слитка происходит без существенного газовыделения и циркуляции газов. Из-за
повышенного содержания в верхней части слитка углерода и кислорода вследствие
ликвации, а также в результате всплывания газовых пузырей образуется зона
скопления пузырей CO (зона 5 на рис. 7). Скопление пузырей приводит к
образованию рыхлости, которая распространяется на глубину до 25% от высоты
слитка.
Верхнюю часть слитка после прокатки
удаляют из-за наличия газовых пузырей и неметаллических включений. Величина
обрези составляет: для рядовых сталей - 5-9%, для качественных сталей - 10-13%.
2.3.2 Строение
химически закупоренных слитков кипящей стали
Формирование и строение наружной
корочки слитка и зоны сотовых пузырей (зоны 1, 2 на рис. 7) в химически
закупоренных слитках аналогично этим же зонам в механически закупоренных
слитках. Вводимый в верхнюю часть слитка при химическом закупоривании алюминий
связывает растворенный в стали кислород в оксиды, поэтому прекращается кипение
металла и рост сотовых пузырей. Расход алюминия выбирают таким, чтобы при
дальнейшем затвердевании наблюдалось незначительное газовыделение, целью
которого является предотвращение образования концентрированной усадочной
раковины.
Также как и в механически
закупоренном слитке в верхней части химически закупоренного слитка наблюдается
скопления пузырей и усадочных пустот (зона 6 на рис. 7). Глубина ее
проникновения в слиток составляет 30-45% от высоты слитка.
При оптимальной раскисленности стали
над областью усадочной рыхлости образуется «мост» плотного металла (зона 7 на
рис. 7), толщина которого составляет 10% от высоты слитка. «Мост»
плотного металла изолирует пустоты от соприкосновения с атмосферой и окисления,
вследствие чего при прокатке пустоты завариваются и не приводят к образованию
дефектов поверхности. Обрезь с головной части слитка после прокатки при этом
составляет 3,5-6,0%.
Показателем оптимальной
раскисленности стали является образование выпуклой гладкой поверхности, как
показано на рис. 4б. При недостаточной раскисленности стали наблюдаются прорывы
поверхности слитка газовыми пузырями, нарушается сплошность «моста». В
результате часть пустот не заваривается и окисляется при контакте с атмосферой,
что приводит к увеличению обрези с головной части слитка после прокатки. Если
сталь перераскислена, то образуется недостаточно изолированная сверху глубокая
усадочная раковина со скоплением неметаллических включений. Обрезь с головной
части слитка после прокатки при этом также возрастает.
Основным параметром, определяющим
качество слитков кипящей стали, является толщина наружной корки слитка (зона 1
на рис. 7). В случае недостаточной толщины наружной корки слитка при нагреве
под прокатку сотовые пузыри могут выходить на поверхность и окисляться. В
результате при прокатке образуются поверхностные дефекты в виде рванин. Толщина
здоровой корки увеличивается при увеличении окисленности стали и снижении
скорости наполнения изложниц металлом. Кроме того, на толщину корковой зоны
слитка оказывает влияние химический состав стали. Так как углерод и марганец
снижают окисленность стали, то содержание этих элементов ограничивают в
пределах C < 0,27%, Mn < 0,60%.
2.3.3
Преимущества и недостатки использования кипящей стали по сравнению со спокойной
Преимущества:
. Повышенная пластичность, что
обусловлено химическим составом стали (практически отсутствуют алюминий и
кремний, ограничено содержание марганца и углерода).
. Пониженный расход ферросплавов.
Отсутствует необходимость использования кремнесодержащих ферросплавов при
раскислении и пониженный расход марганцесодержащих ферросплавов.
. Пониженная обрезь с головной части
слитка после прокатки из-за отсутствия концентрированной усадочной раковины в
верхней части слитка. В результате расходный коэффициент металла на прокат при
производстве заготовок в обжимном цехе снижается на 100-130 кг/т.
Недостатки:
. Повышенная химическая
неоднородность, что вызвано процессами циркуляции металла при его кипении.
. Повышенная пористость слитка, так
как отсутствует концентрированная усадочная раковина.
. Повышенная неравномерность
механических свойств по высоте слитка из-за большей степени ликвации и
пористости.
. Ограниченность сортамента, так как
в узких пределах лимитировано содержание углерода, марганца, кремния и
легирование возможно только никелем, молибденом, медью.
2.4
Строение слитков полуспокойной стали
Полуспокойную сталь, также как и
кипящую разливают в уширенные книзу сквозные изложницы. При затвердевании в
изложницах наблюдается «искрение» - образование и выделение небольшого
количества CO. Длительность искрения является показателем оптимальной степени
раскисленности стали (должна составлять 10-40 с).
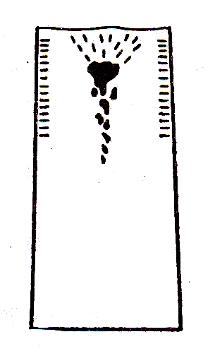
Рис. 8 - Строение слитка
полуспокойной стали
- наружная корка слитка; 2 - зона
сотовых пузырей; 3 -усадочная раковина; 4 - подусадочная рылость; 5 - «мост»
плотного металла.
В верхней части слитка расположены
сотовые пузыри (зона 2 на рис. 8), усадочная раковина (зона 3 на рис. 8) и под
ней усадочная рыхлость (зона 4 на рис. 8), доходящая до 35-45% от высоты
слитка. Сотовые пузыри расположены близко к поверхности слитка, так как
окисленность металла и интенсивность кипения недостаточны для формирования
корки слитка (зона 1 на рис. 8) большой толщины. При этом из-за недостаточной
окисленности стали газовые пузыри в нижней части слитка не образуются.
Расположение усадочных пустот в слитке зависит от степени раскисленности стали.
При нормальной раскисленности над усадочной рыхлостью образуется «мост»
плотного металла (зона 5 на рис. 8) толщиной 200-270 мм, который изолирует
раковину от атмосферы. В результате при прокатке усадочная рыхлость
заваривается не приводя к увеличению обрези, в этом случае обрезь с головной
части слитка составляет 2,5-5,0%. В случае перераскисления получается меньшая
толщина «моста» плотного металла. В результате усадочная раковина при прокатке
может выходить на поверхность и окисляться, что приводит к увеличению обрези с
головной части слитка.
Длина сотовых пузырей и высота зоны
их расположения зависят от раскисленности стали и скорости разливки. При
недостаточной раскисленности стали в результате чрезмерного выделения газов
возможно образование сотовых пузырей по всей высоте слитка, что нежелательно.
2.4.1
Преимущества и недостатки использования полуспокойной стали по сравнению с
кипящей
Преимущества:
. Меньше степень ликвации и
неравномерность свойств по высоте слитка.
. Пониженная пористость, так как
наличествует небольшая концентрированная усадочная раковина.
. Пониженная обрезь с головной части
слитка после прокатки из-за большей толщины «моста» плотного металла. В
результате расходный коэффициент металла на прокат при производстве заготовок в
обжимном цехе снижается на 20-50 кг/т.
Недостатки:
. Повышенный расход ферросплавов,
так как существует необходимость использования кремнийсодержащих ферросплавов.
. Незначительно меньшая пластичность
из-за повышенного содержания кремния и алюминия.
3. СПОСОБЫ РАЗЛИВКИ СТАЛИ
Существуют два основных способа
разливки стали в изложницы: разливка сверху и сифонная разливка.
При разливке сверху (рис. 9) сталь
из ковша 1 поступает в изложницы 2, устанавливаемые на поддонах 3. После
наполнения изложницы стопор 4 закрывают, ковш транспортируют к следующей
изложнице и цикл повторяют.
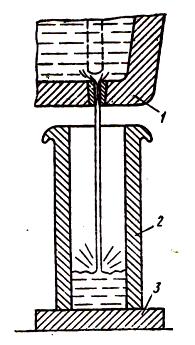
Рис. 9 - Схема разливки стали сверху
1 - сталеразливочный ковш; 2 - изложница; 3 -
поддон; 4 - стопор.
В ряде случаев при разливке сверху применяют
двухстопорные ковши, что позволяет одновременно наполнять две изложницы и
соответственно время разливки при этом сокращается.
Для уменьшения напора струи и разбрызгивания
металла на стенки изложницы разливку сверху в ряде случаев ведут через
промежуточные устройства: промежуточные ковши (рис. 10а) или промежуточные
воронки (рис. 10б).
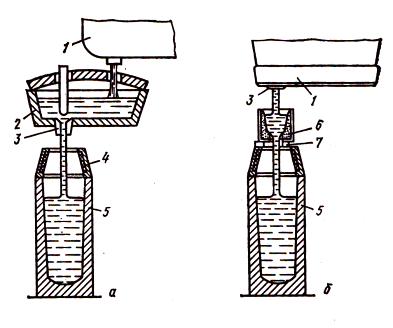
Рис. 10 - Разливка стали сверху через
промежуточные устройства
а - через промежуточный ковш; б - через
промежуточную воронку; 1 - сталеразливочный ковш; 2 - промежуточный ковш; 3 -
стакан; 4 - прибыльная надставка; 5 - изложница; 6 - промежуточная воронка; 7 -
подставка
Сифонная разливка (рис. 11) стали основана на
принципе сообщающихся сосудов. Жидкая сталь из ковша 1 поступает в
установленную на поддоне 5 центровую 2, а из нее по футерованным сифонным
кирпичом 6 каналам поддона поступает в изложницы 4 снизу. После наполнения всех
установленных на поддоне изложниц (число изложниц изменяется в пределах от 2 до
60) стопор 7 закрывают и ковш транспортируют к следующему поддону, где цикл
повторяется.
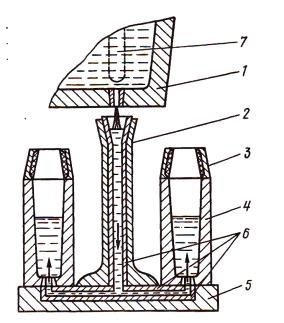
Рис. 11 - Схема сифонной разливки стали
- сталеразливочный ковш; 2 - центровая; 3 -
прибыльная надставка; 4 - изложница; 5 - поддон; 6 - сифонный кирпич; 7 -
стопор.
Каждый из рассмотренных способов разливки имеет
преимущества и недостатки по отношению к другому способу.
Преимущества сифонной разливки:
. Меньшая длительность разливки из-за
одновременной отливки нескольких слитков.
. Меньшая скорость подъема металла в изложнице,
что положительно сказывается на качестве слитков.
. Отсутствие поверхностных дефектов, вызванных
разбрызгиванием струи металла при ударе о дно изложницы или поддона (отсутствие
плен).
Недостатки сифонной разливки:
. Сложность и повышенная стоимость разливки
(расход сифонного кирпича, необходимость установки дополнительного оборудования
- центровых, затраты труда на сборку центровых и поддонов).
. Дополнительные потери металла в виде литников
(0,7-2,5% от массы стали).
. Необходимость нагрева металла до более высоких
температур, так как сталь дополнительно охлаждается в футерованных каналах.
Преимущества разливки сверху:
. Меньшая стоимость разливки, упрощенный процесс
подготовки оборудования к разливке.
. Отсутствие потерь металла на литники.
. Пониженная температура металла при разливке.
Недостатки разливки сверху:
. Более низкое качество поверхности из-за
наличия плен.
. Большая продолжительность разливки.
. Пониженная стойкость футеровки ковша из-за
большей длительности разливки.
Выбор того или иного способа разливки, в
основном, определяется маркой стали. Для рядовых марок сталей применяют
разливку сверху из-за дешевизны и простоты способа. Для качественных марок
сталей применяют сифонную разливку в связи с повышенными требованиями к
качеству поверхности слитков.
Потери металла в виде скрапа и недоливов при использовании
обоих способов составляют 0,6-1,9% от массы стали. Кроме того, как уже
упоминалось выше, при сифонной разливке дополнительно теряется 0,7-2,5% в виде
литников.
4. ОБОРУДОВАНИЕ ДЛЯ РАЗЛИВКИ СЛИТКОВ
4.1 Сталеразливочный
ковш
В сталеразливочный ковш выпускают металл из
сталеплавильного агрегата после окончания плавки.
Сталеразливочный ковш представляет собой
усеченный расширяющийся кверху конус, выполненный из стальных листов и
футерованный изнутри (рис. 12). К кожуху крепят две цапфы 1 с помощью цапфового
пояса, состоящего из двух групп кольцевых ребер 5 и двух групп поперечных и
продольных ребер жесткости 2. За цапфы ковш захватывают крюками мостового
крана, который транспортирует ковш и удерживает его над изложницами во время
разливки.
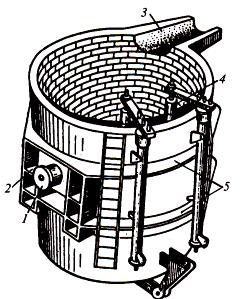
Рис. 12 - Сталеразливочный ковш
- цапфы; 2 - продольные и поперечные ребра
жесткости; 3 - носок; 4 - стопор; 5 - кольцевые ребра жесткости.
Вместимость ковшей составляет 5-480 т. Основными
параметрами, определяющими размеры ковша, являются: отношение диаметра кожуха к
высоте (обычно находится в пределах 0,75-0,90) и конусность стенок (составляет
3,0-3,5%).
Сталеразливочные ковши могут использоваться, как
только для разливки стали, так и для внепечной обработки. Ковши, предназначенные
только для разливки, должны кроме жидкой стали вмещать также шлак, который
предохраняет металл от быстрого охлаждения во время разливки. Масса шлака
составляет 2-3% от массы жидкой стали. Лишний шлак вытекает через носок 3 (рис.
12). Для ковшей, используемых для внепечной обработки стали, свободный объем
над уровнем металла должен составлять 300-500 мм в высоту. Это необходимо в
связи с возможным вспениваем и бурлением металла при внепечной обработке.
Для разливки стали в изложницы из ковша применяют
стакан со стопором (стопорные ковши) или шиберный затвор.
Сталеразливочный стакан
Имеет форму усеченного конуса с отверстием для
струи жидкого металла (рис. 13). Диаметр отверстия составляет 25-120 мм, а
высота стакана - 120-440 мм.
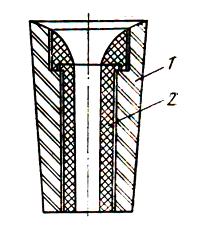
Рис. 13 - Сталеразливочный стакан
- корпус стакана; 2 огнеупорная вставка
Стакан вставляют в днище ковша в специальный
гнездовой кирпич (рис. 14а). Иногда вместо гнездового кирпича используют
набивное гнездо (рис. 14б). В этом случае зазор между стаканом и футеровкой
днища заполняют огнеупорной массой.
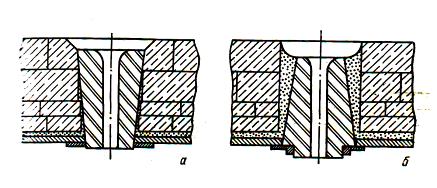
Рис. 14 - Способы установки сталеразливочного
стакана в ковше
а - с гнездовым кирпичом; б - в набивном гнезде
В качестве материала стакана выступают магнезит
или шамот. Магнезитовые стаканы применяю для ковшей большой емкости, так как в
процессе разливки они медленнее размываются жидкой сталью, чем шамотные
стаканы. В ковшах большой емкости применяют сужающиеся книзу стаканы, которые устанавливают
изнутри ковша. Для ковшей небольшой емкости применяют сужающиеся кверху
стаканы, закрепляемые снаружи с помощью упорной шайбы. Стакан служит одну
разливку.
Стопор
Предназначен для закрывания и открывания
отверстия стакана. Представляет собой металлический стержень диаметром 40-60 мм
(рис. 15).
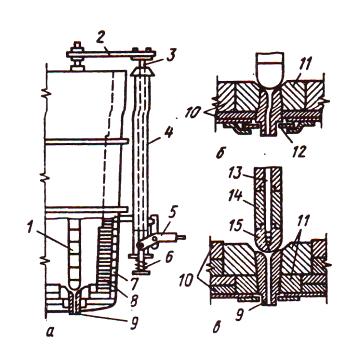
Рис. 15
а - стопорный механизм; б, в - установка в
сталеразливочном ковше; 1 - стопор; 2 - вилка; 3 - ползун; 4 - направляющая; 5
- рычаг; 6 - пружина; 7 - арматурный слой футеровки; 8 - рабочий слой
футеровки; 9 - стакан; 10 - футеровка дна ковша; 11 - гнездовой кирпич; 12 -
упорная шайба; 13 - стержень; 14 - шамотная труба; 15 - пробка.
Снаружи металлический стержень 13 защищен от
воздействия жидкой стали шамотным трубками 14. Нижний конец стержня имеет
нарезку, на которую навинчивают огнеупорную пробку 15. Пробка выполняется из
высокоглиноземистого шамота. При длительной разливке стали стержень стопора
теряет прочность и может изгибаться. Поэтому зачастую применяют воздухоохлаждаемые
стопоры. Для этого стержень стопора делают полым, в полость вставляют трубку,
через которую подают сжатый воздух. Для подъема и опускания стопора служит
стопорный рычажный механизм. Ползун 3 с вилкой 2 и закрепленным в ней стопором
1 перемещается с помощью рычага 5 вручную или дистанционно посредством
механического или гидравлического привода. Стопор также, как и стакан служит
одну разливку, после чего его заменяют.
Шиберный затвор
Крепят к кожуху днища ковша под разливочным
стаканом, установленным снаружи ковша (рис. 16).
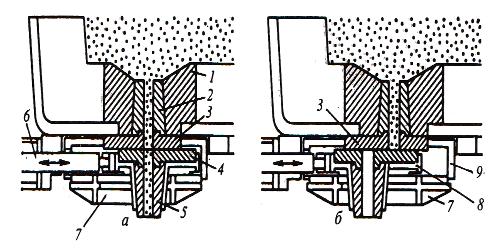
Рис. 16 - Шиберный затвор
а - в открытом положении; б - в закрытом
положении; 1 - гнездовой кирпич; 2 - разливочный стакан; 3 - неподвижная
огнеупорная плита; 4 - подвижная огнеупорная плита; 5 - стакан-коллектор; 6 -
шток гидроцилиндра; 7 - направляющая рамка; 8 - подвижный шибер; 9 -
неподвижный корпус.
Конструкция шиберного затвора включает в себя
неподвижный корпус 9 с вмонтированной в него огнеупорной плитой 4; подвижный
шибер 8 с вмонтированной огнеупорной плитой 3 и стаканом-коллектором 5; рамку
7, скрепленную прижимными болтами с корпусом. Рамка направляет движение шибера
и прижимает его к корпусу, в результате прижимая друг к другу огнеупорные
плиты. Силу прижатия можно регулировать путем вращения гаек прижимных болтов. В
огнеупорных плитах сделаны отверстия. Когда плиты расположены так, что
отверстия в них совпадают (рис. 13а), то сталь вытекает из ковша, а если
сдвинуть нижнюю плиту (рис. 13б), то струя прерывается. Перемещение шибера с
огнеупорной плитой осуществляется с помощью гидроцилиндра. Стакан-коллектор 5
формирует, вытекающую из ковша струю стали. Существуют поворотные затворы, в
которых совмещение отверстий в огнеупорных плитах достигается путем вращения
нижней плиты.
Огнеупорные плиты обычно выполняют
бикерамическими. Основа - спеченный магнезит, рабочий (контактный) слой -
плавленый магнезит. Шиберный затвор устанавливают в ковш в собранном виде. Срок
службы составляет 1-3 плавки. В ряде случаев ковш оборудуют двумя шиберными
затворами. При таком варианте после разливки плавки через первый шиберный
затвор ковш сразу же подают под следующую плавку, которую разливают через
второй затвор. Это исключает трудоемкую операцию подготовки ковша к каждой
второй плавке.
4.1.1 Футеровка
сталеразливочных ковшей
Футеровка может быть выполнена из формованных
огнеупоров или монолитной из огнеупорных масс. Следует отметить, что футеровка
ковшей предназначенных только для разливки стали и ковшей для внепечной
обработки выполняется из различных материалов в связи с разными условиями
работы.
Футеровка ковшей, предназначенных только для
разливки стали
. Футеровка из формованных огнеупоров (шамотного
кирпича)
Футеровку стен ковша выполняют двухслойной:
арматурный слой (примыкающий к кожуху) и рабочий слой (соприкасающийся с жидким
металлом и шлаком). В нижней части ковша толщину футеровки стен выполняют
большей, чем в верхней его части. Это делается по той причине, что в нижней
части ковша металл более длительное время находится под воздействием жидкого
металла. Срок службы арматурного слоя футеровки составляет 12-18 мес., рабочего
слоя - 10-19 плавок.
. Монолитная футеровка
В этом случае арматурный слой и днище ковша
выкладываю из шамотного кирпича, а рабочий слой выполняют монолитным из
огнеупорной массы на основе кремнезема. По способу изготовления различают
набивные и наливные монолитные футеровки. При изготовлении набивной футеровки
огнеупорную массу набивают между шаблоном и арматурным слоем кирпича с помощью
пескометных или трамбовочных машин. Наливную футеровку получают заливкой
жидкоподвижной смеси в зазор между шаблоном и арматурным слоем.
Использование монолитной футеровки обладает
рядом преимуществ по отношению к футеровке формованными огнеупорами:
Сокращение длительности ремонта ковша;
Более низкая стоимость за счет снижения расхода
шамотного кирпича;
Снижение трудозатрат.
Футеровка ковшей, предназначенных для внепечной
обработки стали
При внепечной обработке стали ухудшаются условия
для футеровки по следующим причинам:
1. Более высокая температура металла.
2. Увеличение длительности пребывания
металла в ковше.
. Активное перемешивание металла и
наличие основного шлака.
. Вдувание агрессивных по отношению к
футеровке добавок.
Поэтому для футеровки таких ковшей используют
основную и высокоглиноземистую футеровки. Основная и высокоглиноземистая
футеровки обладают более низкой термостойкостью и более высокой
теплопроводностью. Для предотвращения растрескивания футеровки при колебаниях
температуры и для предотвращения избыточного охлаждения жидкой стали в ковше
при выпуске и разливке применяют высокотемпературную эксплуатацию ковшей.
Сущность высокотемпературной эксплуатации состоит в том, что после окончания
кладки футеровки ее нагревают до 11000С горелкой и затем ковш подают под разливку.
При этом в процессе эксплуатации ковша не допускают снижения температуры
футеровки ниже 8000С. Для этого в промежутке между разливками ковш ставят на
стенд, накрывают футерованной крышкой и обогревают горелкой. Стойкость
футеровки при высокотемпературной эксплуатации ковшей достигает 40-50 плавок.
4.1.2 Подготовка
сталеразливочных ковшей
После окончания разливки из ковша сливают
оставшийся шлак и ковш охлаждают.
Стопорные ковши
На первом этапе удаляют отработанные стакан со
стопором, очищают стенки ковша от шлака и мусора. Затем в гнездовой кирпич
устанавливают новый стакан, обмазанный огнеупорной массой. После установки
стакан просушивают газовой горелкой для удаления влаги из зазора между стаканом
и гнездовым кирпичом. После это в ковш устанавливают предварительно
подготовленный новый стопор (набранный и просушенный). Перед подачей ковша под
желоб печи ползун стопорного механизма закрепляют с целью исключения поднятия
стопора под действием выталкивающей силы жидкой стали.
Ковши с шиберным затвором
Вначале снимают отработавший шиберный затвор,
удаляют стакан 2 (рис. 16). Затем устанавливают новый заранее подготовленный
затвор, прикрепляя его корпус к днищу ковша. Подвижный корпус затвора соединяют
со штоком гидроцилиндра 6 (рис. 16). Сборку шиберных затворов осуществляют в
специальном отделении разливочного пролета. Вначале затвор разбирают, отделяя
направляющую рамку 7 (рис. 16), подвижный и неподвижный корпусы 8 и 9 (рис.
16), из которых удаляют остатки огнеупоров. Затем с помощью огнеупорного раствора
в подвижном и неподвижном корпусах 8 и 9 (рис. 16) закрепляют огнеупорные плиты
3 и 4 8 и 9 (рис. 16), стакан-коллектор 5 8 и 9 (рис. 13). После чего затвор
собирают, обеспечивая требуемую силу прижатия огнеупорных плит друг к другу и
просушивают в специальной печи.
4.2 Промежуточные
устройства для разливки слитков
Промежуточный ковш
Применяют при разливке спокойной стали сверху
для уменьшения разбрызгивания струи при ударе о дно изложницы. Эффект
получается за счет уменьшении напора металла, так как высота ванны жидкой стали
в промежуточном ковше меньше по сравнению со сталеразливочным ковшом. Ковш
имеет стальной кожух и футерован изнутри шамотным кирпичом (рис. 17). В днище
устанавливают один или несколько стаканов со стопорами 1. Ковш накрывают футерованной
крышкой 3 для уменьшения теплопотерь. Емкость промежуточных ковшей составляет
до 35 т.
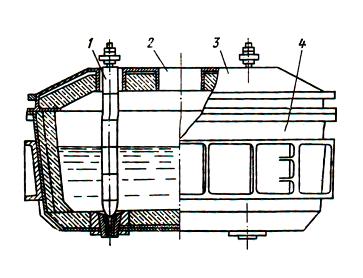
Рис. 17 - Промежуточный ковш
- стопор; 2 - окно для наполнения металлом; 3 -
крышка; 4 - корпус ковша.
Промежуточная воронка
Также, как и промежуточные ковши используют при
разливке спокойной стали сверху. Представляет собой металлический кожух,
футерованный огнеупорной массой из шамотного порошка и огнеупорной глины на
жидком стекле с добавкой графита. В нижней части воронок устанавливают
разливочный стакан. Воронки устанавливают на прибыльную часть изложницы или
подвешивают к сталеразливочному ковшу.
4.3 Сменное
оборудование для разливки слитков
Изложницы
Изложница представляет собой форму, в которую
разливается и в которой затвердевает сталь. Материалом изложниц чаще всего
служит ваграночный чугун, имеющий следующий химически состав: 3,3-4,0% C,
0,9-2,5% Si, 0,4-1,0% Mn, < 0,20% P, < 0,12 S.
Размеры изложниц определяются массой и размерами
слитка. Конфигурация изложниц (форма поперечного и продольного сечений слитка)
определяется маркой стали и дальнейшим переделом слитка. Поперечное сечение
изложниц может быть квадратным, прямоугольным, круглым или многогранным (рис.
18). Квадратные изложницы используют для отливки слитков, предназначенных для
производства сортового проката; прямоугольные - для производства сортового
проката и листа в зависимости от соотношения сторон; круглые - для труб, колес,
бандажей; многогранные - для кузнечных поковок.
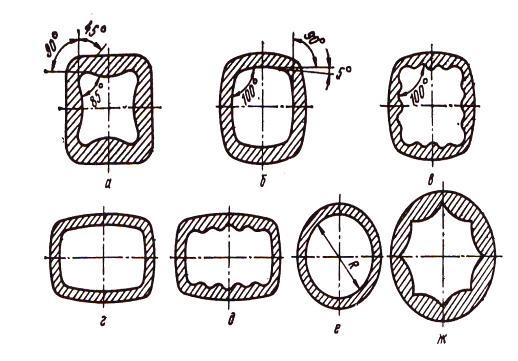
Рис. 18 - Формы поперечного сечения изложниц
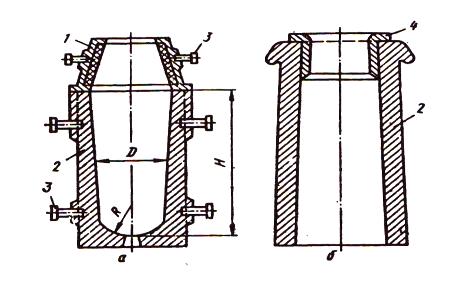
Рис. 19 - Изложницы для разливки спокойной стали
- прибыльная надставка; 2 - изложница; 3 -
цапфы; 4 - теплоизоляционные вкладыши
В ряде случаев для разливки спокойной стали
применяют уширенные книзу изложницы с теплоизоляционными вкладышами или
футеровкой в верхней части изложницы (рис. 19б). Для разливки кипящей и
полуспокойной стали также применяют бутылочной формы (рис. 20б). В этом случае
после наполнения изложницы верхнее отверстие закрывают пробкой или крышкой. Преимуществом
использования таких изложниц является меньшая степень химической неоднородности
стали, полученная в результате быстрой кристаллизация металла в суживающейся
части изложницы. Уширенные книзу изложницы изготавливают без дна (сквозными), а
уширенные кверху с дном. В дне изложниц находится отверстие. При сифонной
разливке в отверстие вставляется стакан, через который жидкая сталь поступает в
изложницу. При разливке сверху в отверстие вставляют вкладыш (пробку), который
предохраняет дно изложницы от размывания струей металла.
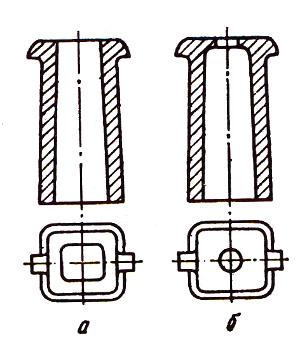
Рис. 20 - Изложницы для разливки кипящей и
полуспокойной стали
а - сквозная; б - бутылочная
В квадратных и прямоугольных изложницах в углах
выполняют закругления. Это делается для уменьшения опасности образования
плоскостей слабины на стыке растущих от смежных стенок изложницы дендритов.
Стенки квадратных и прямоугольных изложниц выполняют с выпуклостью или
вогнутостью для уменьшения вероятности образования горячих продольных трещин
нас слитках. С этой же целью внутреннюю поверхность изложниц делают волнистой.
Размеры изложниц оказывают значительное влияние
на качество слитков и параметры последующего передела слитков. Можно выделить
две основные характеристики:
1. Отношение высоты (до прибыльной
части) к среднему внутреннему диаметру -  . Данная характеристика оказывает
влияние на производительность прокатных станов, качество слитков (степень
химической неоднородности, развитие осевой рыхлости, возникновение продольных
трещин). При увеличении соотношения производительность прокатных станов
возрастает за счет уменьшения сечения слитка, степень химической неоднородности
при этом уменьшается за счет снижения длительности кристаллизации стали. Однако
в то же самое время увеличивается осевая рыхлость и повышается склонность к
образованию продольных трещин за счет увеличения ферростатического давления на
корочку слитка. Оптимальным с точки зрения влияния на вышеперечисленные факторы
является соотношение
. Данная характеристика оказывает
влияние на производительность прокатных станов, качество слитков (степень
химической неоднородности, развитие осевой рыхлости, возникновение продольных
трещин). При увеличении соотношения производительность прокатных станов
возрастает за счет уменьшения сечения слитка, степень химической неоднородности
при этом уменьшается за счет снижения длительности кристаллизации стали. Однако
в то же самое время увеличивается осевая рыхлость и повышается склонность к
образованию продольных трещин за счет увеличения ферростатического давления на
корочку слитка. Оптимальным с точки зрения влияния на вышеперечисленные факторы
является соотношение  для
спокойной углеродистой стали и
для
спокойной углеродистой стали и  - для легированной и качественной
углеродистой стали. Для слитков кипящей и полуспокойной стали отношение высоты
слитка к среднему диаметру находится в пределах . При этом для мелких слитков
(массой менее 1 т) оно достигает
- для легированной и качественной
углеродистой стали. Для слитков кипящей и полуспокойной стали отношение высоты
слитка к среднему диаметру находится в пределах . При этом для мелких слитков
(массой менее 1 т) оно достигает  . Увеличение соотношения в слитках
кипящей и полуспокойной сталью возможно в связи с отсутствием в них осевой
рыхлости.
. Увеличение соотношения в слитках
кипящей и полуспокойной сталью возможно в связи с отсутствием в них осевой
рыхлости.
. Конусность стенок изложниц. При
увеличении конусности слитка возрастает плотность макроструктуры слитков и
уменьшается осевая рыхлость. В то же время увеличение конусности вызывает появление
неравномерных нагрузок при прокатке. Поэтому для слитков спокойной стали
конусность составляет 2-4%. Для слитков, предназначенных в дальнейшем для
ковки, конусность составляет 3-6%. Для слитков кипящей и полуспокойной стали
конусность выбирают меньшей (0,9-1,3%), так как в них отсутствует осевая
рыхлость.
Стойкость изложниц составляет 60-100
плавок, расход изложниц 1,0-3,5% от массы разливаемой стали.
Прибыльные надставки
Устанавливают на уширенные кверху
изложницы при разливке спокойной стали. Бывают стационарными и плавающими.
Применяют стационарные надставки двух видов:
. Футерованные надставки (рис. 21а).
Состоят из чугунного корпуса 3, футерованного изнутри шамотным кирпичом 2.
Имеют сужающуюся кверху форму для уменьшения теплоотдающей поверхности и
облегчения снятия надставки. Масса прибыльной части (величина обрези с головной
части слитка после прокатки) составляет 12-16% от массы слитка, для мелких
слитков достигает 20%.
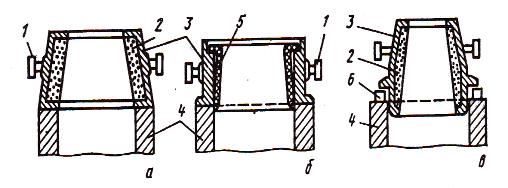
Рис. 21 - Прибыльные надставки
а, б - стационарные; в - плавающая
- цапфа; 2 - футеровка надставки; 3
- корпус надставки; 4 - изложница; 5 - теплоизоляционный вкладыш; 6 -
деревянная подставка
. Надставки с теплоизоляционными
вкладышами (рис. 21б). Состоят из чугунного или стального корпуса с
вертикальными стенками 3, что сделано для удобства крепления вкладышей 5.
Материалом для изготовления вкладышей служат песок, глина, асбестит с добавкой
связующих. Такие надставки имеют меньшую высоту и объем по сравнению с
футерованными надставками, что достигается за счет низкой теплопроводности
вкладышей. В результате обрезь с головной части слитка после прокатки снижается
на 2-5%.
Плавающие надставки (рис. 21в)
применяют при отливке крупных слитков. Нижнее основание надставки входит в
изложницу. До начала разливки надставку удерживают на изложнице с помощью
деревянных подставок 6, которые после наполнения изложницы металлом удаляют. К
преимуществу использования данного типа надставок можно отнести возможность их
перемещения в изложнице вместе со слитком при его усадке. Это исключает
подвисание слитка и образование продольных трещин.
Поддоны
Представляют собой чугунные плиты,
толщиной 100-200 мм. Служат для установки изложниц при разливке сверху и
изложниц с центровой при сифонной разливке. При разливке сверху в сквозные
изложницы (изложницы без дна) в поддоне делают выемку, в которую укладывают
сменный вкладыш. Материалом вкладыша является сталь или огнеупорный кирпич.
Назначение вкладыша - предотвратить размывание поддона струей металла. При
сифонной разливке в центре поддонов делают углубление и расходящиеся от него
открытые сверху каналы для укладки сифонного кирпича (рис. 22). Расход поддонов
составляет 0,1-1,0% от массы разливаемо стали.
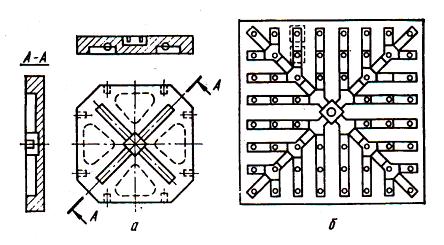
Рис. 22 - Поддоны для сифонной разливки стали
а - четырехместный; б - 60-местный
Центровая
Представляет собой чугунную или стальную
футерованную изнутри трубу. Центровая имеет расширяющуюся кверху форму и
утолщение в нижней части для обеспечения устойчивости на поддоне. Обычно выполняется
составной из двух половинок, скрепленных кольцами или клиньями. Это делается
для облегчения удаления литников и замены сифонного кирпича. Для обеспечения
нормального протекания процесса разливки центровая должна быть на 300-400 мм
выше изложниц с прибыльными надставками. Расход центровых составляет 0,05-0,5%
от массы разливаемо стали.
4.3.1 Подготовка
сменного оборудования к разливке
Подготовка изложниц
После освобождения от слитков изложницы
охлаждают до температуры 80-1100С путем выдержки на воздухе или за счет подачи
на поверхность изложниц распыленной воды через форсунки в специальных
«душирующих» устройствах. Затем производят очистку внутренней поверхности
изложниц от брызг застывшего металла и от окисленных пленок с использованием
металлических щеток или водой, подаваемой под давлением специальными
форсунками. После очистки изложницы продувают сжатым воздухом и смазывают.
Смазка служит для предотвращения прилипания брызг металла к стенкам изложниц
при разливке, а также для исключения приваривания слитка к изложнице. Ее
наносят на внутренние стенки изложниц вручную или механизированным способом
через форсунки. В качестве смазки применяют каменноугольную смолу,
каменноугольный лак, которые являются горючим веществом. При соприкосновении с
жидким металлом она сгорает, в результате чего в изложнице создается
восстановительная атмосфера и уменьшается окисление металла при разливке.
Температура изложницы перед смазкой должна составлять 80-1100С. Если
температура будет более 1100С, то смазка выгорит до начала разливки, если менее
800С - то смазка не успеет полностью сгореть в момент контакта с жидким
металлом и образует пузыри в корке слитка.
Подготовка прибыльных надставок
После каждой разливки поверхность футеруемых
прибыльных надставок обмазывают огнеупорно массой и затем порывают специальной
краской. Краска служит для предотвращения приваривания футеровки надставки к
слитку, основным компонентом краски является графит. Подготовленную надставку
просушивают газовой горелкой для ускорения высыхания нанесенной обмазки. Для
прибыльных надставок с теплоизоляционным и вкладышами процесс подготовки
заключается в установке в корпус новых вкладышей.
Подготовка поддонов
Поддоны для сифонной разливки после снятия
изложниц очищают от скрапа, из каналов поддона удаляют литники и сифонный
кирпич. Затем поддон продувают сжатым воздухом и укладывают новый сифонный
кирпич. Зазоры между кирпичом и стенками каналов поддона заполняют огнеупорной
массой. Стыки между кирпичами также промазывают огнеупорной массой. Температура
поддона должна быть не ниже 80-1000С для обеспечения быстрого высыхания
огнеупорной массы. После укладки сифонного кирпича поддон вновь продувают
сжатым воздухом.
Поддоны для разливки сверху после снятия
изложниц очищают от скрапа, шлака и мусора и продувают сжатым воздухом.
Подготовка центровых
После снятия с поддона центровую разбирают на
две половины, удаляют литники, сифонный кирпич и огнеупорную массу. Затем одну
из половин обмазывают изнутри огнеупорной массой и укладывают в нее шамотные
трубки и воронку, набранные на стальном стержне. Стержень служит для стягивания
шамотных трубок и воронки. После чего трубки также обмазывают сверху
огнеупорной массой и устанавливают вторую половину центровой и половины
скрепляют. В конце операции удаляют стальной стержень и центровую просушивают
для удаления влаги из огнеупорной массы.
Существует также упрощенный метод подготовки
центровых. Он заключается в следующем. На поддон одна на другую устанавливают
шамотные трубки, а сверху на них одевают центровую. После чего устанавливают
воронку, а в зазор между центровой и шамотными трубками засыпают песок. В этом
случае после разливки центровую с помощью крана поднимают вверх, в результате
чего песок высыпается и литник с сифонным кирпичом выпадает из центровой.
5. ТЕХНОЛОГИЯ РАЗЛИВКИ СТАЛИ
Температура и скорость разливки являются
основными технологическими параметрами, определяющими режим разливки стали.
Следует отметить, что данные параметры тесно взаимосвязаны между собой. Так
разливка металла с повышенной температурой происходит при более низкой скорости
и наоборот. Оптимальное соотношение температуры и скорости разливки подбирают
опытным путем с учетом способа разливки (разливка сверху или сифонный способ),
массы слитка, марки стали.
5.1 Выбор температуры
разливки стали
Сталь, выпускаемая из печи должна быть нагрета
на 100-1500С выше температуры плавления (температуры ликвидус), которая зависит
от химического состава стали.
Температуру ликвидус можно определить по
следующему уравнению:
tЛ
= 1539 - 79C - 12Si - 5Mn - 1,5Cr - 4Ni - 2Mo - 2V - 30P - 25S, (2)
где C, Si, Mn, Cr, Ni, Mo, V, P, S - содержание
углерода, кремния, марганца, хрома, никеля, молибдена, ванадия, фосфора и серы
соответственно, %.
Например, для стали марки 3сп (химический
состав: 0,18% C, 0,25% Si, 0,50% Mn, 0,05% Cr, 0,05% Ni, 0,020% P, 0,025% S) -
температура ликвидус составит 15180С. Соответственно температура стали на
выпуске должна составлять 1618-16680С.
Перегрев стали над температурой ликвидус
необходим по следующим причинам:
. Для обеспечения нужной температуры разливки,
которая при разливке сверху должна быть выше температуры ликвидус на 70-1100С,
а при сифонной разливке - выше на 90-1200С.
. Для компенсации потерь тепла за время выпуска,
выдержки стали в ковше до начала разливки. При выпуске и выдержке в ковше сталь
охлаждается на 30-600С.
5.2 Влияние температуры
разливки на качество стали
Повышенная температура разливки приводит к
ухудшению качества слитка, так как в этом случае увеличивается время
затвердевания стали в изложнице и в слитке сильнее развивается химическая
неоднородность. При увеличении температуры разливки также возрастает количество
растворенных в металле газов, что приводит к ухудшению свойств стали.
При пониженной температуре разливки повышается
вязкость металла, что затрудняет процесс всплывания неметаллических включений в
верхнюю часть слитка, откуда впоследствии они могут быть удалены в виде обрези.
В результате слиток оказывается загрязненным повышенным количеством
неметаллических включений. При сифонной разливке с пониженной температурой на
поверхности металла образуется корочка, завороты которой являются дефектом
слитка.
5.3 Выбор скорости
разливки стали
Скорость разливки стали характеризуется
скоростью подъема металла в изложнице. Обычно она находится в пределах 0,15-5
м/мин. Скорость разливки регулируют изменением диаметра разливочного стакана и
частичным перекрытием струи металла с помощью стопора или шиберного затвора.
Применение стаканов большого диаметра приводит к увеличению разницы скоростей
отливки первых и последних слитков в плавке, что негативно отражается на
качестве слитков. В этом случае быстрая разливка первых слитков приводит к
привариванию их к изложнице или поддону, образованию поверхностных дефектов,
снижению газовыделения из металла. Медленная разливка последних слитков
приводит к образованию плен, заворотов корки.
Также следует отметить, что при разливке стали
сверху скорость выше, чем при использовании сифонного способа. Это вызвано тем,
что при сифонной разливке одновременно отливают несколько слитков, что
позволяет достичь небольшой длительности плавки даже при малых скоростях
разливки.
5.4 Влияние скорости
разливки на качество стали
Повышенная скорость разливки приводит к
увеличению количества продольных трещин на поверхности слитка, а при разливке
кипящей стали приводит к уменьшению толщины корковой зоны слитка. Пониженная
скорость разливки, также как и пониженная температура приводит к появлению
заворотов корки.
5.5 Режимы разливки
спокойной стали
Спокойную сталь разливают, как сверху, так и
сифонным способом в уширенные кверху изложницы с прибыльными надставками.
Разливку сверху начинают медленно при не
полностью открытом стопоре для того, чтобы избежать разбрызгивания металла при
ударе о дно изложницы и образования плен на поверхности слитка. После
образования «подушки» жидкого металла разливку продолжают полной струей.
Скорость разливки при этом определяется диаметром сталеразливочного стакана.
Прибыльную часть слитка заполняют медленно с целью перевода усадочной раковины
в верхнюю часть слитка. При разливке сверху скорость разливки составляет
0,3-1,1 м/мин., в последние годы внедряют скоростную разливку - до 4,5 м/мин.
Однако применение скоростной разливки возможно только для сталей, имеющих
незначительную склонность к трещинообразованию.
При сифонной разливке нижнюю часть слитка, также
как и при разливке сверху заполняют с пониженной скоростью. В результате
взаимодействия металла верхней части слитка с кислородом атмосферы на
поверхности слитка образуется пленка из оксидов (корка), которая в процессе
разливки может заворачиваться к стенке изложницы. Поэтому после наполнения
нижней части изложницы скорость разливки выбирают исходя из состояния
поверхности металла в изложнице. Для предотвращения заворотов корки разливку
стараются вести так, чтобы между коркой и стенкой изложницы был рант жидкого
металла. Обычно скорость разливки сифонным способом составляет 0,15-0,7 м/мин.
Прибыльную часть слитка также заполняют с пониженной скоростью.
После окончания разливки состав со слитками
выдерживают в разливочном пролете без движения от 30 мин. до 2ч. в зависимости
от массы слитка и марки стали. Это служит для предотвращения увеличения степени
ликвации.
5.5.1 Защита металла от
окисления при разливке
В результате взаимодействия металла в верхней части
слитка с кислородом атмосферы на поверхности слитка образуется пленка из
оксидов (корка), которая в процессе разливки может заворачиваться к стенке
изложницы (дефект - заворот корки).
Для предотвращения образования дефекта заворот
корки применяют следующие способы защиты металла от окисления при разливке:
. Разливка под слоем жидкого шлака.
. Разливка под теплоизолирующими смесями или
материалами.
. Защита струи металла аргоном.
. Разливка с использованием материалов,
создающих в изложнице восстановительную атмосферу.
Разливка под слоем жидкого шлака
В этом случае на поверхности поднимающегося по
мере наполнения изложницы металла создается слой жидкого шлака, который
защищает сталь от окисления и охлаждения. Кроме того, в результате прилипания
шлака к стенкам изложницы между ними и поднимающимся металлом остается шлаковая
прослойка толщиной 1-3 мм, что обеспечивает получение чистой поверхности
слитка. Впоследствии шлак легко отделяется от слитка.
Шлак может заливаться в изложницу либо
образовываться экзотермическими смесями и брикетами.
В первом случае готовый шлак, выплавляемый в
специальной печи, заливают в изложницу после подъема металла на 150-200 мм.
Шлак состоит из 30-40% SiO2, 30-45% CaF2, а также Na2O, MgO, TiO2. Расход шлака
составляет 5-10 кг/т стали.
Во втором случае экзотермические смеси в
бумажных мешках или брикеты вводят в изложницу до начала разливки. Сгорая и
расплавляясь при разливке они образуют жидкий шлак. Экзотермические смеси
состоят из горючих компонентов (алюминий, магний, силикокальций) и окислителей
(натриевая селитра, марганцевая руда). Горючие компоненты смеси окисляются с
выделением тепла за счет кислорода, содержащегося в окислителях и, тем самым,
обеспечивают шлакообразование. При изготовлении брикетов в смесь добавляют 3-20%
жидкого стекла. Экзотермические смеси разделяют по скорости горения на быстро
сгорающие и медленно сгорающие. Быстро сгорающие смеси содержат магний и
селитру и сгорают с образованием шлака за 20-40 сек. Медленно сгорающие смеси
сгорают и расплавляются за время наполнения изложницы на 1/3 высоты и более.
Расход смесей и брикетов составляет 2,5-6,0 кг/т стали.
Недостатком данного способа является его
повышенная стоимость, поэтому он используется только при разливке легированных
и высоколегированных сталей, содержащих легко окисляющиеся компоненты.
Разливка под теплоизолирующими смесями или
материалами
В состав смесей входят малопроводные
неплавящиеся и частично плавящиеся материалы. В качестве неплавящихся
материалов выступают: слюда, асбестит, графито-опилочная смесь. Частично
плавящиеся материалы - зольно-графитовая или перлито-графитовая смеси.
Неплавящиеся материалы спрессованные в диски при наполнении изложницы плавают
на поверхности металла. Частично плавящиеся материалы загружают на дно
изложницы в бумажных мешках; при разливке металла они подплавляются и образуют
вязкий шлак. При этом нерасплавившаяся часть смеси выполняет роль
теплоизолятора. Расход смесей составляет 1,0-3,5 кг/т стали. Достоинство -
низкая стоимость.
Защита струи металла аргоном
На центровую устанавливают кольцевой устройство,
которое соединяется с днищем сталеразливочного ковша и охватывает во время
разливки струю металла. В кольцевую полость во время разливки подают аргон,
который защищает металл от окисления. Недостаток способа - сложность. Поэтому
применяют только для сталей, содержащих легкоокисляющиея элементы.
Разливка с использованием материалов, создающих
в изложнице восстановительную атмосферу
Наибольшее распространение получили следующие
материалы: деревянные рамки, петролатум.
. Разливка с использованием деревянных рамок. До
начала разливки в изложницу опускают деревянные рамки или диски. При контакте с
жидким металлом они сгорают, плавая на поверхности стали. Продукты сгорания
дерева создают в изложнице восстановительную атмосферу, что предохраняет металл
от окисления и повышает качество поверхности слитка. Недостатком способа
является то, что дерево сгорает быстрее, чем наполняется изложница.
. Разливка с петролатумом. Петролатум - побочный
продукт переработки нефти. До начала разливки его загружают в несмазанную
изложницу, которую закрывают крышкой. При контакте с жидким металлом петролатум
возгоняется и сгорает, тем самым, создавая в изложнице восстановительную
атмосферу. Возгоны осаждаются на стенках изложницы, создавая слой смазки, что
приводит к улучшению качества поверхности слитка.
5.6 Режимы разливки
кипящей стали
Кипящую сталь разливают, как сверху, так и
сифонным способом в уширенные книзу сквозные изложницы. При использовании обоих
способов разливки нижнюю часть изложницы заполняют с пониженной скоростью с
целью предотвращения образования плен на поверхности слитков. Затем скорость
разливки увеличивают. Она определяется диметром сталеразливочного стакана при
разливке сверху и сечением каналов сифонного кирпича при сифонной разливке. При
разливке кипящей стали скорость подъема металла в изложнице определяет толщину
корковой зоны слитка, поэтому скорость разливки вынуждены ограничивать. При
разливке сифонным способом скорость разливки находится в пределах 0,2-0,6 м/мин.,
что обеспечивает толщину корковой зоны 15-40 мм. При разливке сверху скорость
разливки стали составляет 0,5-1,0 м/мин., в результате при скорости разливки
1,0 м/мин. получают корковую зону толщиной 8-10 мм. Повышенная скорость при
разливке сверху обусловлена большей продолжительностью разливки плавки. После
наполнения изложницы сталь некоторое время кипит, а затем кипение прекращают с
целью уменьшения химической неоднородности слитка. Применяют механическое и
химическое закупоривание слитков.
5.6.1 Механическое
закупоривание слитков
При механическом закупоривании на поверхность
слитка укладывают массивную металлическую крышку, которая охлаждает верхнюю
часть слитка. Продолжительность кипения металла (время до установки крышки)
составляет 7-15 мин. Время кипения зависит от времени образования слоя твердого
металла, достаточного для укладки на него крышки (1/6 от толщины слитка).
Крышки снимают со слитков через 20-30 мин. после закупоривания.
5.6.2 Химическое
закупоривание слитков
При химическом закупоривании в слиток вводят
раскислители (алюминий), которые служат для ускорения кристаллизации верхней
части слитка. Продолжительность кипения стали (время до ввода раскислителей)
составляет 1-1,5 мин. Химическое закупоривание применяют для слитков большой массы
(более 6-8 т), так как при механическом закупоривании крупных слитков степень
химической неоднородности достигает значительных величин из-за продолжительного
кипения металла (7-15 мин.). Расход алюминия на закупоривание слитков
составляет 100-600 г на тонну стали. Показателем правильно выбранного расхода
алюминия служит выпуклая гладкая поверхность слитков. При недостаточном расходе
алюминия поверхность слитков получается рослой, а при избыточном - в ней
образуется концентрированная усадочная раковина. Для химически закупоренных
слитков обрезь с головной части после прокатки составляет 4-8% от массы слитка
против 8-13% для механически закупоренных слитков.
5.6.3 Применение
интенсификаторов кипения
Как уже упоминалось выше при разливке кипящей
стали сверху скорость вынуждены ограничивать в пределах не выше 1,0 м/мин. для
получения достаточной толщины корковой зоны слитка. Однако для увеличения
производительности отделений разливки сталеплавильных цехов скорость вынуждены
увеличивать. В этом случае для компенсации отрицательного влияния увеличения
скорости повышают окисленность стали путем введения в изложницу при разливке
интенсификаторов кипения. В результате увеличения окисленности стали повышается
интенсивность ее кипения и возрастает толщина корковой зоны слитка.
Интенсификаторы кипения представляют собой порошкообразные смеси следующего
состава: 70-85% прокатной окалины, 5-20% плавикового шпата, 0-10% натриевой
селитры, 0-13% коксика. Расход смесей составляет 200-850 г на тонну стали.
Применение интенсификаторов кипения позволяет увеличить скорость разливки до
2,0-2,5 м./мин. без снижения толщины корковой зоны слитка.
5.6.4 Скоростная
разливка стали
Данный способ применяется для химически
закупоренных слитков, при его использовании скорость разливки достигает 4-5
м/мин. Сущность данного способа залучается в следующем. При разливке кипящей
стали с повышенной скоростью газовые пузыри формируются у самой поверхности
слитка и не успевают вырасти до значительных размеров. В результате получается
слиток без корковой зоной с мелкими сотовыми пузырями. При нагреве под прокатку
наружный слой вместе с сотовыми пузырями окисляется и переходит в окалину. В
результате слиток получается без поверхностных дефектов.
6. КАЧЕСТВО СЛИТКОВ
6.1 Химическая
неоднородность слитков
Химическая неоднородность (ликвация) относится к
естественным дефектам слитка, то есть к возникающим неизбежно в процессе его
кристаллизации.
Степень ликвации определяется по формуле:
 ,
(3)
,
(3)
где  и
и  - максимальное и минимальное
содержание элемента в стали, определенное химическим анализом, %;
- максимальное и минимальное
содержание элемента в стали, определенное химическим анализом, %;
 - ковшовая проба по данному
элементу, %.
- ковшовая проба по данному
элементу, %.
Как уже отмечалось выше (п. 1.5)
ликвация в слитках бывает двух видов: дендритная (неоднородность стали в
пределах одного кристалла) и зональная (неоднородность состава стали в
различных частях слитка). При этом зональная ликвация достигает большей
абсолютной величины. Наиболее подвержены ликвации следующие элементы: сера,
фосфор, углерод. Рассмотрим зональную ликвацию в слитках различных типов.
6.1.1
Зональная ликвация в слитке спокойной стали
В корковой зоне слитка ликвация
отсутствует, так как из-за быстрой кристаллизации поверхностных слоев
ликвационные процессы не успевают развиться. В остальном зонах ликвация по
высоте слитка подчиняется следующей закономерности: в верхней части слитка
содержание элементов возрастает в направлении оси, в средней части слитка
ликвация незначительна, в нижней части слитка ликвация убывает к оси слитка.
Наличие отрицательной ликвации в нижней части слитка объясняется тем, что
примеси всплывают в верхнюю часть слитка. В слитке спокойной стали также
наблюдаются еще два вида зональных ликваций: V-образная и  - образная
ликвации. V-образная ликвация образуется под усадочной раковиной в результате
опускания в усадочные пустоты загрязненного примесями металла из прибыльной
части слитка. - образная
ликвация («усы») представляет собой скопление примесей в виде нитей или полос.
Причинами образования «усов» являются: выделение при кристаллизации пузырей
водорода, которые увлекают за собой другие примеси; опускание загрязненного
примесями металла в усадочные полости слитка по узким каналам между осями
дендритов.
- образная
ликвации. V-образная ликвация образуется под усадочной раковиной в результате
опускания в усадочные пустоты загрязненного примесями металла из прибыльной
части слитка. - образная
ликвация («усы») представляет собой скопление примесей в виде нитей или полос.
Причинами образования «усов» являются: выделение при кристаллизации пузырей
водорода, которые увлекают за собой другие примеси; опускание загрязненного
примесями металла в усадочные полости слитка по узким каналам между осями
дендритов.
Степень развития зональной ликвации
возрастает при увеличении скорости охлаждения стали, массы и поперечного сечения
слитка. Легирующие элементы (например никель) наоборот могут существенно
понизить степень зональной ликвации.
6.1.2
Зональная ликвация в слитках кипящей и полуспокойной стали
В целом зональная ликвация в слитках
кипящей стали выражена значительно сильнее, чем в слитках спокойной стали.
Особенно это касается механически закупоренных слитков в связи со значительной
продолжительностью кипения стали.
В механически закупоренном слитке
также как и в слитке спокойной стали в корковой зоне слитка ликвация отсутствует
вследствие быстрого затвердевания стали. В остальном объеме слитка до вторичных
пузырей имеет место отрицательная ликвация, так как при кипении ликвирующие
элементы выносятся в верхнюю часть слитка. В центральной части слитка внутри
вторичных пузырей содержание элементов возрастает в направлении от поверхности
к оси слитка и от нижней к верхней части слитка.
В химически закупоренном слитке
ликвация практически отсутствует в корковой зоне и зоне сотовых пузырей. В
остальном объеме слитка наблюдается повышение содержания элементов от нижней к
верхней части слитка и от поверхности к оси слитка. Также имеют место слабо
выраженные V-образная и - образная
ликвации.
Также как и в слитке спокойной стали
степень развития зональной ликвации возрастает при увеличении скорости
охлаждения стали и массы слитка. Кроме того, на развитие зональной ликвации
оказывает влияние продолжительность кипения металла в изложнице - с ее
увеличением ликвация возрастает.
В слитке полуспокойной стали
характер ликвации практически аналогичен ликвации в химически закупоренном
слитке кипящей стали.
6.2
Поверхностные дефекты слитков
Продольные наружные горячие трещины
При возникновении зазора между
слитками и стенками изложницы корка слитка может не выдержать ферростатического
давления жидкой стали и в результате образуются продольные разрывы - трещины.
Причиной образования продольных трещин также может служить разливка
нецентрированной струей металла. В этом случае струя может размывать корку слитка.
Ширина трещин составляет 1-3мм, а длина достигает 1 м. Обычно продольные
трещины образуются в углах слитка. Вероятность возникновения продольных трещин
возрастает при увеличении температуры и скорости разливки, так как в этом
случае медленнее нарастает толщина корки слитка. На вероятность образования
продольных трещин также оказывает влияние форма поперечного сечения слитка. С
уменьшением поверхности теплоотдачи медленнее нарастает корка слитка и
соответственно увеличивается вероятность появления трещин. В связи с этим
наибольшей склонностью к трещинообразованию обладают слитки круглого сечения, а
наименьшей - слитки прямоугольного сечения. Для предотвращения образования
продольных горячих трещин кроме снижения температуры и скорости разливки
эффективно применение изложниц с вогнутыми и волнистыми стенками.
Поперечные горячие трещины
Возникают в результате препятствия
свободной усадке затвердевающего слитка. Если в стенках изложницы имеются
выбоины или имеется зазор между изложницей и прибыльной надставкой, то жидкий
металл заполняет их и застывает в них. При дальнейшем затвердевании слиток
подвисает в этом месте, так как его длина уменьшается за счет усадки. В
результате под действием веса слитка корочка может разорваться (рис. 23).
Для исключения данного дефекта
необходимо тщательно контролировать качество поверхности изложниц и
обеспечивать плотное прилегание прибыльной надставки к изложнице.
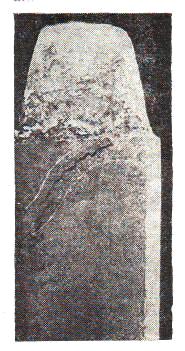
Рис. 23 -
Поперечная горячая трещина на слитке массой 17 т
Продольные наружные холодные трещины
Возникают при быстром охлаждении слитков в
температурном интервале ниже 6000С в результате термических и фазовых
напряжений. Наибольшей склонностью к возникновению продольных холодных трещин
обладают стали с содержанием углерода более 0,4% и легированные хромом,
марганцем, кремнием. Для предотвращения их образования следует уменьшать
скорость охлаждения слитков в указном температурном интервале за счет,
например, посадки слитков в нагревательные колодцы обжимного цеха в горячем
состоянии.
Плены
Образуются преимущественно при разливке сверху.
Представляют собой окисленные брызги и заплески (капли) металла, которые
застывают на стенках изложницы. Разбрызгивание металла возникает в результате
удара струи о дно изложницы. Заплески полностью не растворяются в жидкой стали,
так как их поверхность окислена и образуют на поверхности слитков дефекты в
виде плен (рис. 24а). Плены не свариваются с металлом и при прокатке, поэтому
на поверхности заготовок данный дефект также остается (рис. 24б).
сталь кристаллизация слиток разливка
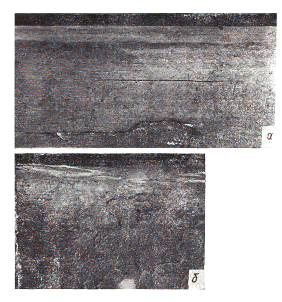
Рис. 24 - Плены на поверхности
а - слитка; б - заготовки
Для снижения вероятности образования плен
разливку начинают медленно, что позволяет уменьшить разбрызгивание струи. Кроме
того, для разливки применяют промежуточные устройства (промежуточные ковши и
воронки). В этом случае уменьшается напор струи за счет снижения высоты столба
жидкой стали в промежуточных устройствах. Это приводит к ослаблению удара струи
о дно изложницы и уменьшению разбрызгивания.
Заворот корки
Поверхностный дефект, образующийся
преимущественно при сифонной разливке стали. Механизм образования дефекта следующий.
При разливке слитков на поверхности образуется пленка из оксидов, которые
возникают при контакте элементов стали с кислородом атмосферы. Затвердевающий
под пленкой металл образует вместе с ней корку, в которой также присутствуют
всплывающие неметаллические и шлаковые включения. При наличии дефектов на
внутренней поверхности изложницы пленка пристает к стенкам изложницы и
поднимающийся снизу металл заворачивает ее. В месте заворота корки наблюдается
скопление неметаллических включений и газовых пузырей, образующихся в
результате взаимодействия кислорода в корке и углерода стали. При прокатке в
месте заворота корки образуются рванины. Пораженность слитков заворотами корки
увеличивается при снижении температуры и скорости разливки стали, а также при увеличении
содержания в стали легкоокисляющихся элементов (хром, алюминий, титан).
Возможности для повышения температуры и скорости разливки ограничены в связи с
увеличением при этом пораженности слитков продольными трещинами. Поэтому для
снижения вероятности образования данного дефекта применяют методы защиты
поверхности металла от окисления (см. п. 5.5.1).
6.3 Дефекты
макроструктуры слитков
Осевые межкристаллитные трещины
Образуются преимущественно по границам зерен в
осевой зоне слитка. Механизм образования таких трещин аналогичен механизму
возникновения наружных трещин. В конце периода кристаллизации слитка движущиеся
навстречу друг другу двухфазные зоны смыкаются в осевой зоне. Так как к этому
моменту прекращается поступление в изложницу жидкого металла, то скорость
усадки в осевых объемах становится выше скорости усадки наружных слоев слитка.
В результате в осевых объемах возникают растягивающие напряжения, а в
периферийных - сжимающие. При достижении растягивающими напряжениями
критической величины возникают межкристаллитные трещины (рис. 25).
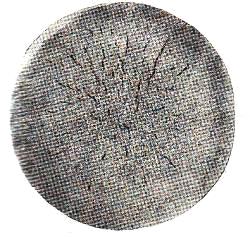
Рис. 25 -
Межкристаллитные трещины в сечении заготовки из стали 45ХН
Наибольшей склонностью к образованию
межкристаллитных трещин обладают низкоуглеродистые стали, легированные хромом,
никелем. Снижению пораженности данным видом дефекта способствует посадка
слитков в нагревательные колодцы обжимного цеха с температурой не менее 9000С.
Расслоение (расслой)
По внешнему виду данный дефект напоминает
межкристаллитные трещины. Обнаруживается при порезке заготовок после прокатки и
представляет собой видимый разрыв сплошности на торцах заготовок (рис. 26).

Рис. 26 - Осевые расслоения в квадратной
заготовке кипящей стали сечением 80×80 мм
В большинстве случаев в месте расслоения
обнаруживается значительная концентрация неметаллических включений (силикатов
или алюминатов). Поэтому при прокатке расслой не заваривается. Причиной
появления данного дефекта являются: нарушение технологии выплавки и раскисления
стали, увеличенная продолжительность кипения металла в изложнице.
Флокены
Представляют собой внутренние разрывы стали,
которые обнаруживаются в изломе в виде пятен округлой или овальной формы (рис.
27).
Причиной образования флокенов является водород, который
выделяется при затвердевании стали в макропустотах с образованием молекул.
Напряжения, создаваемые давлением водорода, суммируясь с другими внутренними
напряжениями вызывают образование надрывов в металле. Флокены резко ухудшают
механические свойства стали (прочность и пластичность) и могут привести к
аварийным поломкам деталей.
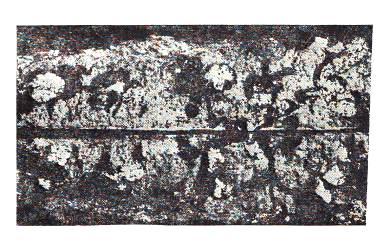
Рис. 27 - Дефект
«флокены» в изломе образцов стали
Для снижения количества флокенов в стали
применяют следующие методы:
1. Обжиг извести и прокаливание ферросплавов.
2. Защита струи металла от окисления при
разливке.
. Термическая обработка слитков
(гомогенизация, отжиг).
. Замедленное охлаждение проката (в
специальных ямах или термосах).
.4
Контроль качества слитков
Предварительный контроль качества слитков и
прокатанных из него заготовок проводят с целью исключения некачественного
металла из дальнейшего передела. Кроме того, это позволяет контролировать
соблюдение технологии выплавки и разливки стали и оперативно вносить
корректирующие воздействия при выявленных отклонениях.
Контроль качества поверхности слитков,
поступающих непосредственно из сталеплавильных цехов на нагревательные колодцы
обжимного цеха в горячем состоянии, осуществляется в потоке визуально. В
результате слитки с грубыми дефектами отбраковываются и отправляются на
переплав. Более мелкие дефекты (плены, рванины, трещины и т.д.) зачищаются
после прокатки на специальных машинах огневой зачистки, установленных в потоке
прокатных станов. Оставшиеся дефекты удаляются с заготовок после их остывания
путем зачистки газовыми резаками на складах прокатных цехов.
Слитки, поступающие после отливки на склад, там
же проходят контроль качества поверхности. Обнаруженные при осмотре на складе
дефекты удаляют огневой зачисткой (газовыми резакми) или вырубкой
пневматическим зубилом. И только после этого направляются для прокатки в
обжимные цеха.
Контроль макроструктуры слитков производят при
помощи проб, отобранных от заготовок после прокатки. Дефекты макроструктуры
оценивают на темплетах после травления образцов (чаще всего в соляной кислоте).
Оценку производят по специальной пятибалльной шкале согласно требований
соответствующих ГОСТов.
Для ответственных марок сталей производят также
контроль микроструктуры. Для этого образцы исследуют под микроскопом с целью
выявления неметаллических включений.
В последнее время для контроля качества слитков
внедряют методы неразрушающего контроля: магнитная и ультразвуковая
дефектоскопия. Метод магнитной дефектоскопии заключается в регистрации
рассеяния наведенного магнитного поля на структурных неоднородностях и
дефектах. Его применяют для обнаружения поверхностных дефектов и дефектов,
лежащих на небольшой глубине. Ультразвуковой метод позволяет обнаружить
внутренние дефекты, расположенные на значительной глубине и потому является
более эффективным.
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
1.
Воскобойников В.Г. Общая металлургия: учебник для вузов / В.Г. Воскобойников,
В.А. Кудрин, А.М. Якушев. - М.: ИКЦ «Академкнига», 2002. - 768 с.
.
Власов Н.Н. Разливка черных металлов / Н.Н. Власов, В.В. Корроль, В.С. Радя. -
М.: Металлургия, 1987. - 272 с.
.
Явойский В.И. Металлургия стали / В.И. Явойский [и др.] - М.: Металлургия,
1973. - 816 с.
.
Айзатулов Р.С. Теоретические основы сталеплавильных процессов / Р.С. Айзатулов
[и др.] - М.: МИСИС, 2002. - 320 с.