Производство стали в конвертерах
Задание
Интенсивность продувки: 3,5 м3/т·мин.
Марка стали 30ХГСА.
Температура металла 1740оС.
Температура чугуна 1420оС.
Доля чугуна 78 %.
Состав чугуна, %
|
С
|
Mn
|
Si
|
P
|
S
|
|
4
|
0,45
|
0,75
|
0,15
|
0,020
|
Состав скрапа, %
|
СMnSiPS
|
|
|
|
|
|
0,23
|
0,55
|
0,2
|
0,022
|
0,025
|
Состав извести, %
|
CaO
|
SiO2
|
MgO
|
Fe2O3
|
Al2O3
|
S
|
п.п.п.
|
|
89
|
1,23
|
1,52
|
0,82
|
0,45
|
0,04
|
6,94
|
Марганцевой руды , %
|
FeO
|
Fe2O3
|
MgO
|
MnO
|
SiO2
|
Al2O3
|
S
|
P
|
H2O
|
|
1,55
|
24,56
|
0,34
|
53,57
|
14,83
|
2,92
|
0,20
|
0,05
|
1,98
|
Уголь газовый 3,5 т
Емкость конвертера 350 т
Содержание
Задание
Введение
1. Расчет материального баланса
1.1 Исходные данные
1.2 Расчет технологических параметров плавки
1.2.1 Определение расхода дополнительного топлива
1.2.2 Определение среднего состава металлошихты и
количества примесей, окисляющихся к концу продувки
.2.3 Определение расхода извести
.2.4 Определение содержания окислов железа в шлаке
1.2.5 Предварительное определение количества и состава шлака
в конце продувки
.2.6 Определение состава металла в конце продувки
.2.7 Определение содержания фосфора в металле
.2.8 Определение содержания серы в металле
.2.9 Определение угара примесей чугуна и количество
образовавшихся окислов
.2.10 Уточнение количества и состава конечного шлака
.2.11 Баланс окислов железа в шлаке
.2.12 Расчет технического расхода кислорода
.2.13 Расчет количества и составов газов выходящих из
горловины конвертера
.2.14 Определение жидкого металла в конце продувки
1.3 Расчет раскисления и выхода жидкой и годной стали
.3.1 Расход необходимого количества ферросплавов для
раскисления
1.3.2 Проверка химического состава годной стали
2. Расчет теплового баланса
2.1. Приход тепла
2.1.1 Физическое тепло жидкого чугуна
2.1.2 Химическое тепло металлошихты
.1.3 Химическое тепло реакций шлакообразования
.1.4 Физическое тепло миксерного шлака
.1.5 Общий приход тепла на плавку
2.2 Расход тепла
2.2.1 Физическое тепло стали
2.2.2 Физическое тепло шлака
.2.3 Тепло, уносимое отходящими газами
.2.4 Тепло, уносимое выбросами металла
.2.5 Тепло, уносимое пылью отходящих газов
.2.6 Тепло диссоциации извести и плавикового шпата
.2.7 Тепло диссоциации окислов железа, внесенных шихтой и
футеровкой
.2.8 Тепло, уносимое корольками
.2.9 Общий расход тепла
.2.10 Избыток тепла
3. Разработка технологии конвертерной плавки
3.1 Шихтовые материалы для выплавки стали
3.2 Добавки, шлакообразующие материалы и ферросплавы
.3 Шихтовка плавки и загрузка конвертера
.4 Режим ведения плавки
.5 Технология выплавка стали марки 30ХГСА
.6 Выпуск плавки
.7 Раскисление стали
.8 Внепечная обработка стали в ковше
.9 Разливка стали
4. Расчет основных размеров кислородного конвертера
5. Расчет параметров и конструирование кислородной фурмы
5.1 Расчет сопла Ловаля
5.2 Разработка конструкции наконечника и фурмы
5.3 Расчет расхода воды на охлаждение фурмы
5.4. Определение рабочего давления кислорода перед гибким
шлангом фурмы
6. Футеровка кислородного конвертера
6.1 Материалы, применяемые для футеровки конвертера
6.2 Огнеупорные растворы и массы
.3 Конструкция футеровки конвертера
.4 Ремонт футеровки конвертера
7. Газоотводящий тракт конвертера
7.1 Охлаждение конвертерных газов
7.2 Установки без дожигания оксида углерода
Список литературы
Введение
Среди различных процессов производства стали, первое место в мировой
практике занял кислородно-конвертерный процесс, благодаря высоким
технико-экономическим показателям. Современное конвертерное производство
представляет собой сочетание технологий выплавки, внепечной обработки и
непрерывной разливки.
В создание и развитие кислородно-конвертерного процесса внесли вклад
инженеры и ученые многих стран. Еще Бессемер предложил продувать чугун чистым
кислородом сверху через фурму, погруженную в металл.
В 1925 г. Хаагом (Германия) опубликованы результаты работы томасовских
конвертеров на дутье с 50% кислорода - таким образом, началась практическая
реализация высказанных ранее идей.
Но обогащение дутья кислородом, как и всякое промежуточное решение, не
позволяло полностью решить все проблемы, возникающие перед сталеплавильным
производством, и поэтому на первый план выдвинулась задача использования в
качестве дутья чистого кислорода. Первые опыты по применению чистого кислорода
для продувки чугуна были осуществлены в 1932-1933 гг. практически одновременно
Н.И. Мозговым в СССР, Дуррером и Шварцем в Германии. Однако отсутствие техники
для получения из воздуха технически чистого кислорода в количествах,
достаточных для сталеплавильных процессов, исключало доведение этой идеи до
промышленного применения. Благодаря созданию такой техники при участии
академика П.Л. Капицы появилась возможность вести исследования по применению
кислородного дутья в конвертерных и других сталеплавильных процессах. Особенно
широко развернулись работы по применению чистого кислорода в послевоенный
период, когда обострилась необходимость в создании сталеплавильного процесса с
высокой производительностью, позволяющего получать сталь высокого качества в
больших масштабах, и уже было создано оборудование для получения в большом
количестве сравнительно дешевого чистого кислорода. Были опробованы различные
варианты подачи кислорода - сверху с погружением фурмы в расплав (Н.И.
Мозговой, Дуррер), снизу (Леллеп, В.В. Кондаков), сбоку (Дуррер, Хеллбрюге).
Однако из-за низкой стойкости дутьевых устройств и огнеупоров для футеровки
конвертеров, неудовлетворительного протекания шлакообразования долгое время не удавалось
создать работоспособный процесс.
Австрийским инженерам Суессу, Тринклеру, Хаутману, Ринешу и другим,
расположившим фурму над ванной, удалось решить как проблему стойкости фурм, так
и задачу улучшения шлакообразования. Первые промышленные кислородные конвертеры
с верхним дутьём были введены в эксплуатацию в Австрии в городах Линце и
Донавице в 1952-1953гг. Новый процесс получил несколько названий: 1). LD- процесс (с немецкого - фурменный
процесс в Линце); 2).ВОР-процесс (с английского - основной кислородный
процесс); 3). Просто кислородный конвертерный процесс. В СССР на
металлургическом заводе им. Петровского (г.Днепропетровск) и металлургическом
комбинате “Криворожсталь” в 1956-1957гг. Последующие годы характеризовались
появлением ряда разновидностей кислородно - конвертерного процесса.
Преимущества кислородно-конвертерного способа производства стали: более
высокая производительность одного работающего агрегата; экологическая чистота;
простота управления; низкие удельные капиталовложения, мощность производства
высококачественной стали широкого сортамента из чугуна различного химического
состава; переработка относительно большого количества металлолома. Все это
обеспечило его быстрое распространение в мире.
Количественный рост выплавки конвертерной стали сопровождался
качественным улучшением технологии и оборудования.
Применение многосопловых фурм вместо односопловых позволило увеличить
интенсивность продувки с 1,5-2 м3/(мин·т) до 3-4 м3/(мин·т) в конвертерах любой
емкости. Это привело к повышению их производительности и, как следствие, к
дальнейшему увеличению разрыва между производительностью кислородных
конвертеров и других сталеплавильных агрегатов. Производительность 400-т
конвертера - более 600 т/ч, что в 4 раза больше производительности 900-т мартеновской
печи и в 4-6 раз больше производительности самой мощной электропечи.
Внедрение системы отвода конвертерных газов без
дожигания снизило капиталовложения в строительство цеха, сняло ограничения по
емкости конвертеров и интенсивности продувки, дало возможность использовать
содержащийся в отходящих газах СО в качестве топлива.
Автоматизация управления технологией конвертерной плавки с использованием
зондовых установок обеспечила возможность достижения заданных конечных
параметров металла при минимальных затратах.
Улучшение качества огнеупоров, факельное торкретирование футеровки
конвертеров повысили стойкость футеровки до 1500-2000 плавок. В мировой
практике достигнута стойкость футеровки более 3000 плавок.
Сочетание конвертеров с установками непрерывной разливки стали снизило
расход металла на прокат на 14-15%, повысило производительность труда на 5-15%,
уменьшило затраты условного топлива на 60-70 кг/т заготовок.
Новый этап в развитии конвертерного способа производства стали начался с
появлением комбинированных процессов, т.е. процессы предусматривающие продувку
кислородом через фурму сверху в сочетании с вдуванием через дно различными
способами тех или иных газов (нейтральных, кислорода и др.).Технология
комбинированной продувки, позволяя сочетать преимущества способов продувки
сверху и через дно, обеспечивает повышение многих показателей конвертерной
плавки.
В будущем предусматривается повысить долю стали, выплавляемой в
конвертерах значительно увеличить также долю стали, разливаемой непрерывным
способом и обработанной различными внепечными методами.
Намечается широко внедрять микролегированные стали для повышения
служебных характеристик металла, в частности, прочностных свойств (временное
сопротивление до 600-700 МПа), пластичности и штампу емкости.
Решение этих задач может быть обеспечено в конвертерных цехах, оснащенных
широким набором средств внепечной обработки металла и установками непрерывной
разливки.
Схемой развития и размещения черной металлургии на период до 2006 г.
предусмотрены сооружение именно таких новых конвертерных цехов, а также
модернизация действующих конвертерных цехов с использованием средств новой
техники. Намечено довести долю стали, выплавляемой в конвертерах, до 75%.
1. Расчет материального баланса
1.1 Исходные данные
Расчет материального баланса производится на 100 кг металлической завалки
(чугун + скрап). Доля чугуна 78%.
Химический состав чугуна, скрапа, металла перед
раскислением и готовой стали, приведен в таблице 1.
Таблица 1 - Состав исходных материалов и продуктов
|
Наименование материала
|
Содержание элементов, %
|
|
С
|
Mn
|
Si
|
P
|
S
|
Сr
|
|
Жидкий чугун
|
4
|
0,45
|
0,75
|
0,15
|
0,020
|
-
|
|
Стальной скрап
|
0,23
|
0,55
|
0,20
|
0,022
|
0,025
|
-
|
|
Металл перед Раскислением *
|
0,28
|
0,32
|
следы
|
0,015
|
0,020
|
-
|
|
Готовая сталь 30ХГСА
|
0,28-0,34
|
0,9-1,2
|
0,8-1,1
|
0,025
|
0,025
|
0,8-1,1
|
|
*Содержание марганца,
фосфора и серы в металле перед раскислением будет уточнено расчетом
|
Температура чугуна при заливке в конвертер принята
равной tчуг=1420 °С. Температура стали
(металла) в конце продувки tкм=1740
°С.
На основе практических данных принимаем расход
материалов и потери металла (в процентах от веса металлической завалки)
значения которых приведены в таблице 2.
Таблица 2 - Расход материала и потери металла
|
Наименование статей
|
Условные обозначения
|
Расход на 100кг металлозавалки,
кг(%)
|
|
|
принято
|
обычно
|
|
1.Марганцевая руда
|
Ммарг
|
1,156
|
-
|
|
2.Расход футеровки
|
Мф.
|
0,15
|
0,10-0,30
|
|
3.Потери железа в виде пыли
|
Мпыли
|
0,60
|
0,60-1,30
|
|
4.Потери железа в виде
корольков
|
Мкор.
|
0,30
|
0,20-0,60
|
|
5.Потери железа с выбросами
и выдувкой
|
Мвыбр.
|
1,00
|
1,0-2,0
|
|
6.Расход миксерного шлака
|
Мм.шл.
|
0,50
|
0,45-1,10
|
|
7.Загрязнения вносимые
стальным скрапом
|
Мзагр.
|
0,40
|
0,3-2,0
|
|
8. Потери металла в ковше
при разливке
|
Мразл.
|
1,5
|
1,0-3,0
|
Примечание к таблице 2:
. Количество присаживаемого плавикового шпата колеблется
в пределах 0,200-0,600%. Расход его зависит от состава чугуна, дутьевого режима
плавки, режима подачи извести и ее качества. Например, с уменьшением содержания
марганца в чугуне расход плавикового шпата увеличивается. В некоторых случаях
для экономии дефицитного плавикового шпата разжижение шлака производится
бокситом, расход которого составляет 0,5-1,5% от веса металлической завалки.
2. Износ футеровки конверта обычно составляет 0,100-0,300% от веса
металлической завалки. С повышением содержания кремния в чугуне, температуры
выплавляемой стали и с увеличением окисленности конечного шлака износ футеровки
увеличивается. При таком расходе футеровки обеспечивается стойкость последней в
пределах 500-1000 плавок. Правильность выбранного износа футеровки проверяют
путем сопоставления расчетного и действительного (фактического) содержания
окиси магния в конечном шлаке. В случае значительного расхождения этих значений
принятый в расчете износ футеровки изменяется для получения точного
соответствия расчетного и фактического содержания окиси магния.
3. Потери железа в виде пыли с отходящими газами
составляют при использовании многоструйных фурм 0,600-1,300% от веса
металлической завалки. При этом запыленность отходящих газов равна 50-120 г/м3.
. Потери металла в виде корольков в шлаке составляют
2-5% от веса шлака или 0,200-0,600% от веса металлической завалки в зависимости
от консистенции конечного шлака.
Потери металла с выбросами и выдувкой составляют 1-2%
от веса металлической завалки и в значительной степени определяется условиями
продувки (дутьевым режимом, режимом присадок сыпучих материалов, характером
шлакообразования и т.д.)
. Количество попадающего в конвертер миксерного шлака
составляет 0,600-1,500% от массы чугуна или 0,45-1,100% от веса металлической
завалки
. Загрязненность стального скрапа (особенно
привозного) составляет 0,300-2,000%. Так как для охлаждения конвертерных плавок
применяются в основном заводской оборотный скрап, загрязненность скрапа в
учебных расчетах можно принимать к ближнему пределу.
. Потери металла при разливке определяется, прежде
всего, способом разливки. При достаточно высокой культуре производства эти
потери колеблются в пределах 1-3%.
Примерный химический состав неметаллической части
шихты, футеровки конвертера и других материалов приведен в таблице 3.
Таблица 3 - Состав исходных материалов
|
Наименование материала
|
Содержание компонентов,%
|
|
|
CaO
|
SiO2
|
MgO
|
Fe2O3
|
FeO
|
Al2O3
|
MnO
|
P2O5
|
CO2
|
H2O
|
S
|
|
|
Известь
|
89
|
1,23
|
1,52
|
0,82
|
-
|
0,45
|
-
|
-
|
5,55
|
1,39
|
0,04
|
|
|
Марганцевая руда
|
-
|
14,83
|
0,34
|
24,56
|
1,55
|
2,92
|
53,57
|
0,05
|
-
|
1,98
|
0,2
|
|
|
Смоломагнезитовый кирпич
|
5,8
|
3
|
88,7
|
1,25
|
-
|
1,25
|
-
|
-
|
-
|
-
|
-
|
|
|
Миксерный шлак
|
7,5
|
54,5
|
3,3
|
-
|
18,7
|
10,6
|
5
|
0,2
|
-
|
-
|
0,2
|
|
|
Загрязнение стального
скрапа
|
3
|
68
|
2
|
3
|
-
|
24
|
-
|
-
|
-
|
-
|
-
|
|
Зола угля
|
2,4
|
69,4
|
0,5
|
5,7
|
-
|
22
|
-
|
-
|
-
|
-
|
-
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 3а - Химический состав кокса, %
|
Хим.состав угля
|
Содержание элементов
|
|
Cг
|
Hг
|
Sг
|
Oг
|
Nг
|
Wг
|
Aг
|
|
Уголь
|
73
|
5,1
|
0,4
|
7,8
|
2
|
6,2
|
5,5
|
1.2 Расчет технологических параметров плавки
1.2.1 Определение расхода
дополнительного топлива
Соотношение между чугуном и скрапом в металлической завалке выбирается с
учетом состава и температуры заливаемого чугуна. В зависимости от условий,
сложившихся в том или ином заводе количество скрапа в шихте колеблется в
пределах 20-30% от веса металлической завалки.
В настоящем расчете принято количество скрапа в шихте
- 22% и количество чугуна - 78%.
Избыточное тепло чугуна Qизб рассчитывается на 100 кг чугуна. Во время продувки
выгорит следующее количество основных примесей чугуна:
Qизб = 103·[(8,35-0,1·В)·Si + 1,6·Mn +
3,8·C + 2 + 0,0195·tчуг] -
[(0,44 + 0,64·В)·Si + 0,17·Mn +
0,785·С + 20,4]·tм
где знаки элементов - окислившееся их количество, % от
веса чугуна;
В - желаемая основность шлака (CaO/SiO2). Принимаем 3,2;
tчуг - температура заливаемого чугуна, 0С;
tм - температура металла на выпуске, 0С.
С = 4-0,28 = 3,72%, Mn = 0,45-0,32 = 0,13%, Si = 0,75%
Qизб = 103·[(8,35 - 0,1·3,2)·0,75 + 1,6·0,13 + 3,8·3,72 + 2 +
0,0195·1420]
[(0,44 + 0,64·3,2)·0,75 + 0,17·0,13 + 0,785·3,72 + 20,4]·1740
=
= 50056,5 - 43862,442= 6194,058 ккал/100кг чугуна.
При таком избытке тепла чугуна расход
металлолома-охладителя (на 100 кг металлозавалки) составит:
Gл. =  ,
,
qл = Ств.·tпл.
+ qскрыт.+ (tм. - tпл.)·Сж. ,
где
Ств - теплоемкость плавления лома, равная 0,167 ккал/кг;
tпл -
температура плавления лома, оС (принимается равной температуре плавления
выплавляемой стали), принимаем 1520 оС;
qскрыт - скрытая
теплота плавления лома, равная 68 ккал/кг;
tм - температура
металла в конце продувки, оС;
Сж
- теплоемкость жидкого лома, равная 0,2 ккал/кг.
qл =
0,167.·1520. + 68.+ (1740. - 1520.)·0,2 = 365,84 ккал/кг..
Gл. =  = 14,48 кг/100кг металлозавалки.
= 14,48 кг/100кг металлозавалки.
Таким образом, замкнутый тепловой баланс при всех
заданных параметров процесса, может быть только при расходе лома 14,48% и
расходе чугуна 85,52%.
При 22% лома в шихте избыток лома составит:
∆Gл. =
22 - 14,48 = 7,52 кг или %
В этом случае недостаток тепла составит:
Qнед. = ∆Gл.· qл = 7,52·365,84 =2751,12 ккал.
Этот недостаток тепла необходимо компенсировать вводом
в конвертер дополнительного топлива. В нашем варианте принят уголь следующего
состава, %:
Cг =73; Hг
=5,1; Sг =0,4; Oг =7,8; Nг =2;
Wг =6,2; Aг=5,5
Теплотворная способность угля составит:
QНР = 81·С + 246·Н - 26·(О - S) - 6·W =
81·73 + 246·5,1 - 26·(7,8 - 0,4) - 6·6,2 = 6938 ккал/кг угля.
Принимаем величину усвоения топлива от сжигания угля
равной 28% (обычно 27-32%), расход угля составит:
qуголь =  =
=  = 1,416
кг/100 кг металлозавалки или 14,16кг/т.
= 1,416
кг/100 кг металлозавалки или 14,16кг/т.
В этом случае при расчете шихты необходимо ввести
расход угля в количестве 1,416 кг/100 кг металлозавалки.
1.2.2 Определение среднего состава
металлошихты и количества примесей, окисляющихся к концу продувки
Количество примесей, внесенных металлической шихтой,
приведено в таблице 4.
Таблица 4 - Количество внесенных примесей
|
Наименование материала
|
Содержание элементов в
металлошихте,% (кг)
|
|
C
|
Mn
|
Si
|
P
|
S
|
Чугун  =
=
=3,12 =
=
=0,351 =
=
=0,585 =
=
=0,117 =
=
Скрап  =
=
=0,0506 =
=
=0,121 =
=
=0,044 =
=
=0,0048 =
=
|
=0,0055
|
|
|
|
|
|
|
Марганцевая руда
|
-
|
0,48
|
0,08
|
0,00025
|
0,0023
|
|
Уголь*
|
73·0,01416· 0,72 = 0,744
|
-
|
-
|
-
|
0,4·0,01416 0,72 = 0,0041
|
|
|
Итого:
|
3,9146
|
0,952
|
0,709
|
0,1221
|
0,0275
|
|
|
|
|
|
|
|
|
|
|
|
|
На основе предварительно принятого состава металла
перед раскислением и среднего состава металлической завалки можно определить
количество примесей, окислившихся за время продувки. Так как расчет ведется на
100 кг металлической завалки, а состав металла перед раскислением дан в
процентах, отнесенных к жидкой стали, то необходимо внести поправку на
изменение количества металла за время продувки (выход жидкого металла к моменту
раскисления). Тогда количество окислившихся примесей за время продувки
определится величинами, представленными в таблице 5.
Таблица 5 - Количество окислившихся примесей
|
Примеси
|
C
|
Mn
|
Si
|
P
|
S
|
|
Содержание примесей в шихте
|
3,9146
|
0,952
|
0,709
|
0,1221
|
0,0275
|
Остается
в металле  =
=
=0,2562 =
=
=0,2928следы =
=
=0,0137 =
=
|
Удаляется за время продувки
|
3,6584
|
0,6592
|
0,709
|
0,1084
|
0,0092
|
1.2.3 Определение расхода извести
Для определения расхода извести необходимо задаться
основностью шлака в конце продувки, которая в зависимости от состава чугуна
обычно колеблется в пределах 3,0-4,5. Принимаю ВК=3,2.
Расчет количества вносимого SiO2 и СaО всеми
шихтовыми материалами (кроме извести) и футеровкой конвертера приведен в
таблице 6.
Таблица 6 - Количество вносимых SiO2 и СаО
|
Источники
|
Расход материала на 100 кг
шихты, кг1)
|
Вносится, кг
|
|
|
SiO2
|
CaO
|
|
Окисление металлошихты
|
0,7092)
|
 =1,519- =1,519-
|
|
|
Марганцевая руда
|
1,156
|
 =0,1714- =0,1714-
|
|
|
Футеровка
|
0,15
|
 =0,0045 =0,0045 =0,0087 =0,0087
|
|
|
Миксерный шлак
|
0,50
|
 =0,2725 =0,2725 =0,0375 =0,0375
|
|
|
Загрязнение стального
скрапа
|
0,4
|
 =0,272 =0,272 =0,012 =0,012
|
|
|
Зола угла
|
1,416
|
 =0,054 =0,054 =0,0019 =0,0019
|
|
|
Итого
|
-
|
 SSiO2=2,2934SCaO=0,0601 SSiO2=2,2934SCaO=0,0601
|
|
|
1)расход материала (см.
таблицу 2); 3; 5,8 и т.д. - содержание SiO2 и CaO
в футеровке и других материалов (см. таблицу 3) 2)окисляется кремния из
металлошихты, кг (см. таблицу 5)
|
На основе данных таблице 6 получения принятой
основности конечного шлака (ВK=3,2)
необходимо иметь в последнем CaO
МСаO=åSiO2×ВК = 2,2934×3,2 = 7,3389 кг
Шихтовыми материалами вносится СaО - 0,0617 кг, следовательно,
присадкой извести необходимо внести окиси кальция:
МСаO=7,3389-0,0601=7,2788
кг.
Флюсующая способность извести (ФИзв) определяется по формуле:

Тогда
расход извести для обеспечения заданной основности шлака:
 кг
кг
Однако часть извести будет выноситься из конвертера
отходящими газами. Количество выдуваемой извести обычно равно 5-10% от ее
расхода и зависит от интенсивности продувки, фракционного состава извести, типа
применяемой фурмы, размеров конвертера, режима присадок сыпучих, дутьевого
режима плавки и т.д. В расчете принято, что потери извести с отходящими газами
составляют 5%.
Тогда
расход извести на плавку: кг, из них выносится 9,0076 -8,5572=0,45 кг.
кг, из них выносится 9,0076 -8,5572=0,45 кг.
1.2.4 Определение содержания окислов железа в шлаке
При кислородно-конвертерном процессе концентрация
окислов железа в шлаке зависит, прежде всею, от содержания углерода в металле и
основности шлака, а также от режима продувки (высоты расположения фурмы над
уровнем спокойною металла, типа фурмы, расхода дутья, его давления и т.д.) При
относительно постоянных условиях продувки содержание окислов железа в конечном
шлаке можно определить исходя из содержания углерода в металле и основности
шлака, используя следующее эмпирическое уравнение:
(å%FeO) = 4×Bк+ +3,9,
+3,9,
где
(å%FeO) - суммарное содержание окислов железа в конечном
шлаке;
Bк - основность
шлака;
[%С]раск
- концентрация углерода в металле пред расскислением, %.
(å%FeO) = 4×3,2+ +3,9 = 17,7714%.
+3,9 = 17,7714%.
В зависимости от режима продувки плавки, основность
конечного шлака и содержания углерода в металле в конце продувки отношение (%FеО) и (%Fе2О3) в конечном шлаке обычно колеблется в пределах 1,5-3,0
В расчете это отношение принято равным 2,5, т.е.:
(%FеО) =
2,5(%Fе2О3).
Исходя из баланса уравнения
(%FeO)+
 (%Fe2O3) = (%FeO),
(%Fe2O3) = (%FeO),
получаем
2,5(%Fe2O3)+0,9(%Fe2O3) = 17,7714%,
отсюда
(%Fe2O3)=  =5,2269%.
=5,2269%.
(%FeO)=2,5(%Fe2O3)=2,5×5,2269=13,0672%.
1.2.5 Предварительное определение количества и состава шлака в конце
продувки
Количество шлакообразующих окислов, получающихся при
окислении примесей металлошихты (не учитывая окисление железа) и вносимых
шихтовыми материалами, миксерным шлаком и футеровкой конвертера, приведено в
таблице 7
Таблица 7 - Расчет количества шлака
|
Источники
|
Количе-ство, кг
|
Поступило в шлак, кг
|
п.п.п.
|
Мокå*
|
|
|
CaO
|
SiO2
|
MnO
|
P2O5
|
FeO
|
Fe2O3
|
MgO
|
Al2O3
|
S
|
|
|
|
От окисления примесей
чугуна
|
-
|
-
|
1,519
|
0,851
|
0,248
|
-
|
-
|
-
|
-
|
0,0092
|
-
|
2,6272
|
|
Известь
|
8,5572
|
7,616
|
0,1053
|
-
|
-
|
-
|
0,0702
|
0,13
|
0,0385
|
0,0034
|
0,594
|
7,9634
|
|
Марганцевая руда
|
1,156
|
-
|
0,171
|
0,619
|
0,0006
|
0,018
|
0,284
|
0,004
|
0,034
|
0,0023
|
-
|
1,133
|
|
Футеровка
|
0,15
|
0,009
|
0,005
|
-
|
-
|
-
|
0,002
|
0,132
|
0,002
|
-
|
-
|
0,15
|
|
Миксерный шлак
|
0,5
|
0,038
|
0,273
|
0,025
|
0,001
|
0,093
|
-
|
0,016
|
0,053
|
0,001
|
-
|
0,5
|
|
Загрязнение стального
скрапа
|
0,4
|
0,012
|
0,272
|
-
|
-
|
-
|
0,012
|
0,008
|
0,096
|
-
|
-
|
0,4
|
|
Зола угля
|
0,0779
|
0,0019
|
0,054
|
-
|
-
|
|
0,0044
|
0,0004
|
0,0172
|
-
|
-
|
0,0779
|
|
Итого:
|
|
7,6769
|
2,3993
|
1,495
|
0,2496
|
0,111
|
0,3726
|
0,2904
|
0,2407
|
0,0159
|
0,594
|
12,85
|
Количество шлакообразующих окислов, получающихся при
окислении примесей металлошихты (не учитывая окисление железа) и вносимых
шихтовыми материалами, миксерным шлаком и футеровкой конвертера, приведено выше
в таблице 7, откуда следует, что суммарный вес шлакообразующих (без окислов
железа) равен:
,85- 0,111 - 0,3726=12,36811кг.
Эта сумма окислов должна составлять
- (% FeO) -
(% Fe2O3) = 100 - 13,0672- 5,2269= 81,7059%
от веса шлака.
Тогда в конце продувки металла шлака должно образоваться
Мшл
= кг.
кг.
На основе известного количества шлака и количества
поступивших в него компонентов можно рассчитать процентное содержание отдельных
окислов:
CaO= ×100=50,7150%
SiO2=
×100=50,7150%
SiO2= ×100=15,8502%=
×100=15,8502%= ×100=9,8763%
P2O5=
×100=9,8763%
P2O5= ×100=1,649%=
×100=1,649%= ×100=1,9185
% Al2O3=
×100=1,9185
% Al2O3= ×100=1,5901%=
×100=1,5901%= ×100=0,105%
×100=0,105%
FeO=13,0672%
Fe2O3=5,2269%.
Основность
шлака Bфк = = 3,2,
т.е. как и должно быть полностью совпала с заданной.
= 3,2,
т.е. как и должно быть полностью совпала с заданной.
1.2.6 Определение состава металла в конце продувки
Содержание углерода. Содержание углерода в металле в
конце продувки плавки [%С]К было принято исходя из состава выплавляемой марки
стали [%С]К=0,28 %.
Содержание кремния. При основном сталеплавильном
процессе кремний окисляется до следов. Поэтому его содержание в металле перед
раскислением принимаем за нуль [%Si]K=0.
Содержание марганца. Распределение марганца в системе
металл-шлак в конце плавки приближается к равновесному. Константа равновесия по
Керберу и Ользену

Для
температуры конца продувки 1740 °С (2013К):
 ,
,
тогда
константа равновесия марганца составит  =1,1773.
=1,1773.
Тогда .
.
Балансовое уравнение распределения марганца между
шлаком и металлом имеет следующий вид:
åMnш=
где
åMnш -
количество марганца, внесенной всей шихтой, кг;
[%Mn]к
- содержание марганца в конечном металле;
Ммет
- выход жидкого металла, принятой равной 91,5 кг;
Мшл
- количество шлака в конце продувки, равное 12,075кг.
Вносится
марганца (åMnш):
металлической
шихтой 0,952кг;
миксерным
шлаком  =0,0194 кг
=0,0194 кг
Итого:
åMnш=0,9714
кг
где
0,5 - расход миксерного шлака;
,0
- содержание MnO в миксерном шлаке.
Подставляя
известные величины в балансовое уравнение, получим:
,9714= =2,7188[%MnO]к
=2,7188[%MnO]к
Отсюда
содержание марганца в металле в конце продувки
[%Mn]=  =0,3573%
=0,3573%
1.2.7 Определение содержания фосфора в металле
Значение коэффициента распределения фосфора между
шлаком и металлом в конце продувки при температуре, близкой 1740°С для
различных содержаний СаО и FeO
может быть определено из таблицы 8,составленной на основе обработки большою
количества производственных данных.
Таблица 8 - Коэффициент распределения фосфора при
различном содержании в шлаке СаО и SFeO
|
СаО, %
|
SFeO,
%
|
|
12,0
|
14,0
|
16,0
|
18,0
|
20,0
|
22,0
|
24,0
|
26,0
|
|
45
|
85
|
100
|
115
|
130
|
145
|
160
|
175
|
190
|
|
50
|
95
|
110
|
125
|
140
|
155
|
170
|
185
|
200
|
|
55
|
105
|
120
|
135
|
150
|
165
|
180
|
195
|
210
|
В нашем случае при CaO=50,715% и (%FeO)=17,7714% из таблицы 8 находим (интерполированием) коэффициент
распределения фосфора между шлаком и металлом
 125.
125.
Отсюда (%P2O5)=125[%P]
Балансовое уравнение распределения фосфора между
шлаком и металлом имеет вид:
åPш=
где
åPш -
количество фосфора, вносимый всеми шихтовыми материалами, кг;
[%P]к -
содержание фосфора в металле в конце продувки, %;
Ммет
- принятый расход жидкого металла, кг;
Мшл
- количество конечного шлака, кг;
Вносится
фосфор åPш:
металлошихтой
0,1221 кг;
миксерный
шлак  =0,0004 кг,
=0,0004 кг,
итого:
åPш =
0,1225 кг.
где
0,5 - расход миксерного шлака, кг;
,2-
содержание P2O5 в миксерном шлаке, %.
Подставляя
известные значения в балансовое уравнение, получим:
,1225=[%P]к×0,915+125[%P]к× =9,1766×[%P]к,
=9,1766×[%P]к,
отсюда
[%P]к= =0,0135%.
=0,0135%.
1.2.8 Определение содержания серы в металле
Приближенно считают, что вся сера шихты распределяется
между шлаком и металлом, так как удаление серы в газовую фазу при ЛД- процессе
имеет сравнительно слабое развитие (2-4% от общего количества серы шихты).
Значение коэффициента распределения серы между шлаком
и металлом можно определить по формуле А.Н.Морозова:
где n(CaO)¢ =
nCaO-2nSiO2-3nP2O5- n(Al2O3)(åFeO)=
 =0,2468; n(CaO)=
=0,2468; n(CaO)=  =0,9056;(MnO)=
=0,9056;(MnO)=
 =0,1391; 2nSiO2=
=0,1391; 2nSiO2= =0,5283;(Al2O3)=
=0,5283;(Al2O3)=
 =0,0159; 3nP2O5=
=0,0159; 3nP2O5= =0,0348.
=0,0348.
Тогда n(CaO)¢
=0,9056-0,5283-0,0348-0,0159=0,3266.
Коэффициента
распределения серы hS
между шлаком и металлом будет равен:
hS=(0,5+2,25×0,2468)×(1+ )=1,0463×7,5615=7,9116,
)=1,0463×7,5615=7,9116,
тогда (%S)= hS×[%S]= 7,9116×[%S]к
Балансовое уравнение распределение серы имеет вид:
åSш= =
=
Вносится
сера åSш:
металлошихтой
0,0275 кг;
известью
 =0,0034 кг;
=0,0034 кг;
миксерным
шлаком  =0,001 кг;
=0,001 кг;
итого:
åSш=0,0319
кг.
где
8,5572 и 0,5 - количество извести и миксерного шлака, кг;
,04
и 0,2 содержание серы в извести и миксерном шлаке.
Подставляя
известные величины в балансовое уравнение, получим:
,0319=[%S]к×0,915+7,9116×[%S]к× =2,1126 [%S]к,
=2,1126 [%S]к,
отсюда
[%S]к= =0,0151%.
=0,0151%.
1.2.9 Определение угара примесей чугуна и количество образовавшихся
окислов
Состав метала перед раскислснием: [С]к= 0,28%; [%Mn]к=0,3573; [Si]к=следы; [%Р]к=0,0135; [%S]к=0,0151.
Количество примесей, оставшихся в металле:
углерода0,28×0,915=0,2562 кг,
марганца0,3573×0,915=0,3269 кг,
кремния[Si]к =
следы,
фосфора0,0135×0,915=0,0124 кг,
серы0,0151×0,915=0,0138 кг,
где 0,915 - принятый выход жидкого металла.
Следовательно, за операцию примесей удаляются:
углерода=3,9146-0,2562=3,6584 кг
Этот углерод можно разделить на две части: углерод
металлозавалки 3,6584 -0,744=2,9144 кг и усвоенный металлоломом углерод
угля 0,744. . В этом случае окисление углерода металлозавалки 2,9144 кг
следует принять на 88-92% до СО и 10-12% до СО2.
Углерод угля можно окислить по разному. В зависимости
от организации сжигания угля можно принять, что углерод кокса будет окисляться
примерно так: С СО2 на 60%, С СО на 40%.
Тогда для металлозавалки: СО 2,9144 ·0,9=2,623 кг.
СО2 2,9144 ·0,1=0,2914 кг.
для кокса: СО 0,744·0,4=0,2976 кг.
СО2 0,744·0,6=0,4464 кг.
марганца 0,952-0,3269 = 0,6251 кг,
кремния 0,709-следы = 0,709 кг,
фосфора 0,1221-0,0124=0,1097 кг,
серы удалено из металла 0,0275-0,0138=0,0137 кг.
С учетом извести и миксерного шлака серы поступило в шлак
0,0137+0,003+0,001=0,0177 кг.
В таблице 9 приводится необходимое количество
кислорода для окисления указанных примесей и выход окислов.
Таблица 9 - Количество кислорода и образовавшихся
окислов
|
Элемент,окисел
|
Количество окислившегося
элемента, кг
|
Потребное количество
кислорода, кг
|
Количество образовавшегося
окисла, кг
|
|
Металлозавалка [C]®{CO} [C]®{CO2}
|
2,623
|
 3,49732,623+3,4973=6,1203 3,49732,623+3,4973=6,1203
|
|
|
0,2914
|
 0,77710,2914+0,7771=1,0685 0,77710,2914+0,7771=1,0685
|
|
|
Угля [C]®{CO} [C]®{CO2}
|
0,2976
|
 0,39680,2976+0,3968=0,6944 0,39680,2976+0,3968=0,6944
|
|
|
0,4464
|
 1,19040,4464+1,1904=1,6368 1,19040,4464+1,1904=1,6368
|
|
|
[Mn]®(МnO)
|
0,6251
|
 0,18180,6251+0,1818=0,8069 0,18180,6251+0,1818=0,8069
|
|
|
[Si]®(SiO2)
|
0,709
|
 0,81030,709+0,8103=1,5193 0,81030,709+0,8103=1,5193
|
|
|
[P]®(P2O5)
|
0,1097
|
 0,14150,1097+0,1415=0,2512 0,14150,1097+0,1415=0,2512
|
|
|
[Fe]®(Fe2O3)пыль
|
0,600
|
 0,25710,600+0,2571=0,8571 0,25710,600+0,2571=0,8571
|
|
|
Итого
|
5,7022+0,0137*=5,7159
|
7,2523
|
-
|
|
* 0,0137-количество серы
удаленной из металла.
|
1.2.10 Уточнение количества и состава конечного шлака
Полученные данные о составе металла в конце продувки
позволяют уточнить состав и количество шлака в этот момент плавки. С этой целью
необходимо внести соответствующие коррективы в таблице 7 в статью, учитывающую
количество окислов, образовавшихся в результате горения примесей металла, и
переход серы.
В таблице 9 приводится расчет этого уточненного
количества образующихся окислов и расход кислорода на горение элементов. Как
видно, в отличие от таблице 7 изменились только величины поступивших в шлак из
металла МnО, Р2О3 и S,поэтому новая сумма шлакообразующих без окислов железа
составит:
Мок=12,36811-(0,851+0,248+0,0092) +
(0,8069+0,2512+0,0137)=12,3317кг.
Отсюда уточненное количество шлака в конце продувки
 кг.
кг.
На
основе таблиц 7 и 9 уточненный состав конечно шлака:
CaO= ×100=50,865%;
SiO2=
×100=50,865%;
SiO2= ×100=15,897%;=
×100=15,897%;= ×100=9,6132%;
P2O5=
×100=9,6132%;
P2O5= ×100=1,675%;=
×100=1,675%;= ×100=1,9241%;
Al2O3=
×100=1,9241%;
Al2O3= ×100=1,595%;=
×100=1,595%;= ×100=0,1173%;
×100=0,1173%;
FeO=13,0672%;
Fe2O3=5,2269%.
Итого: 100,000
При
этом основность шлака: 
Коэффициенты
распределения:
марганца
 =
= =26,9051;
=26,9051;
фосфора
 =
= =124,0741;
=124,0741;
серы
 =
= =7,7682.
=7,7682.
1.2.11 Баланс окислов железа в шлаке
Исходными материалами вносится окиси железа (Fе2О3)и.м.=0,3726кг. Следовательно, за
счет горения железа должно образоваться
 кг.
кг.
Для
этого должно окислиться железа  кг и
потребуется кислорода
кг и
потребуется кислорода  кг.
кг.
Исходными
материалами вносится закиси железа (FеО)им=0,111кг. Тогда за счет
горения железа должно быть получено закиси железа
 кг.
кг.
Для
этого должно окислиться железа  кг и
потребуется кислорода
кг и
потребуется кислорода  кг.
кг.
Итого на образование окислов железа в шлаке должно сгореть железа
,2914+1,4476=1,739 кг,
для чего требуется кислорода 0,1249+0,4136=0,5385 кг.
1.2.12 Расчет технического расхода кислорода
Всего необходимо кислорода на окисление примесей чугуна
и железа до (Fе2О3)пыль - (см. табл. 9) 7,2523кг,
на окисление железа до FеО и Fе2О3 шлака 0,5385 кг О2.
Некоторое количество кислорода растворится в металле.
Величины обычного содержания кислорода в металле в конце продувки зависят от
содержания углерода в последнем и приведены в таблице 10 (по данным ЦНИИЧМ).
Таблица 10 - Взаимосвязь [%О] и [%С] в конце продувки
|
[%С]
|
0,050
|
0,100
|
0,150
|
0,200
|
0,300
|
0,400
|
0,700
|
|
[%О]
|
0,065
|
0,055
|
0,045
|
0,035
|
0,030
|
0,027
|
0,022
|
Для рассчитываемой плавки при [%С]=0,28% содержание
кислорода может быть принято равным [%О]=0,031%.
Тогда всего необходимо кислорода
7,2523+0,5385+0,031=7,8218 кг.
В зависимости от технологических условий и режима
продувки усвоение ванной вносимого дутьем кислорода колеблется в пределах 90 -
98%. В примерном расчете величина принята равной 95%.
Тогда
расход кислорода на плавку составит  кг или
кг или  м3
м3
При
чистоте технического кислорода 99,6% (обычно 98,5-99,8%) его требуется  м3
м3
Вместе
с кислородом поступит азота 5,7866-5,7634=0,0232 м3 или  кг.
кг.
Из
этого количества азота растворяется в металле 0,004 кг (обычно 0,003-0,006 %) и
уносится из конвертера 0,029-0,004=0,025 кг.
В
расчете расхода технического кислорода необходимо учесть кислород на сжигание
находящегося в угле водорода (Нр =5,1%). Количество водорода при расходе угля
равного 1,416 кг на 100 кг металлозавалки составляет:
,416
 кг.
кг.
Рассчитываем
количество кислорода для сжигания водорода топлива (2Н+О2=2Н2О):
,0722:4=0,0181(молекулярных
объемов)
,0181·22,4=0,4043
м3 или 0,4043·1,428=0,5774кг,
где
1,428-удельный вес кислорода, кг/м3.
Всего
технического кислорода требуется: 8,2335+0,029+0,5774=8,8399 кг.
1.2.13 Расчет количества и состав газов выходящих из горловины конвертера
В расчете количества и состава газов, выходящих из
горловины конвертера необходимо учесть режим сжигания углерода металлозавалки и
кокса, если условия окисления отличаются.
В настоящих указаниях было принято:
·
выделяющийся при
нагреве извести и плавикового шпата СО2 и Н2О не участвуют в окислении примесей
металлической ванны;
·
углерод
металлозавалки окисляется до СО и СО2 соответственно на 90 и 10%;
В процессе продувки образуется газов:
СО2 от горения углерода металлозавалки - 1,0685 кг;
СО2
из извести -  кг;
кг;
СО2
от горения углерода угля -  ;
;
где
5,55- содержание компонентов в извести %.
Итого
СО2=3,1802 кг.
СО
от горения углерода металлозавалки - 6,1203кг;
СО
от горения углерода угля -  кг;
кг;
Итого
СО=6,8147кг.
N2 из дутья -
0,025;
N2 из топлива
(угля) - 1,416 кг,
кг,
где
1,416 - расход угля, кг/100 кг металлозавалки; 2 - содержание азота в угле, %
Итого
N2 =0,0533 кг.
Н2О
из извести -  кг;
кг;
H2О из марганца
-  .
.
Н2О
выделившаяся при сжигании водорода угля -  кг;
кг;
Н2О
из угля -  кг,
кг,
где
5,1 - содержание водорода в угле, %; 6,2 - содержание Н2О в угле, %.
Итого
Н2О=0,8795 кг.
О2
из дутья - 8,8399-7,8218=1,0181 кг;
О2
из угля (считаем, что этот кислород не усвоенный) -  кг.
кг.
Итого
О2=1,1286кг.
Полученные
данные позволяют определить количество и состав газов (таблица 11).
Таблица
11 - Количество и состав газов
|
Составляющие газы
|
Количество газов
|
Содержание, %
|
|
кг
|
м3
|
Весовых
|
объемных
|
|
CO2
|
3,1802
|
1,619
|
26,3779
|
17,993
|
|
CO
|
6,8147
|
5,4518
|
56,524
|
60,5895
|
|
N2
|
0,0533
|
0,0426
|
0,4421
|
0,4735
|
|
H2O
|
0,8795
|
1,0945
|
7,2949
|
12,164
|
|
O2
|
1,1286
|
0,79
|
9,3611
|
8,78
|
|
Итого
|
12,0563
|
8,9979
|
100
|
100
|
1.2.14 Определение жидкого металлa в конце продувки
На основе полученных данных можно определить выход
жидкого металла в конце продувки. При определении этого выхода необходимо
учесть углерод угля, не являющийся углеродом металлозавалки.
Угар и потери металла состоят из следующих статей.
.Окислилось примесей металлозавалки
5,7159-0,600=5,1159 кг.
.Унесено железа с пылью 0,600 кг.
.Окислилось железа до FeO и Fe2O3 шлака 1,739 кг.
.Потери железа с выбросами 1,000 кг.
.Потери железа в виде корольков в шлаке 0,300 кг.
.Количество загрязнений на стальном скрапе 0,400 кг.
Итого угар элементов и потери 9,1549 кг
Растворилось в металле кислорода и азота
0,031+0,004=0,035кг.
Тогда выход жидкой стали составит 100,000-9,1549+0,035=90,8801.
На основании произведенного расчета можно составить
материальный баланс плавки.
Таблица 12 - Материальный баланс плавки (до
раскисления)
|
Поступило
|
Вес, кг
|
Получено
|
Вес, кг
|
|
Жидкий чугун
|
78,000
|
Жидкий металл
|
90,8801
|
|
Стальной скрап
|
22,000
|
Шлак
|
15,0928
|
|
марганец
|
1,156
|
Газы
|
12,0563
|
|
Миксерный шлак
|
0,500
|
Пыль в виде Fе2О3
|
0,8571
|
|
Известь
|
9,0076
|
Пыль за счет выдуваемой
извести и марганца
|
0,511
|
|
Уголь
|
1,416
|
Корольки в шлаке
|
0,300
|
|
Технический кислород
|
8,8399
|
Выбросы и выдувка
|
1,000
|
|
Размыв футеровки
|
0,150
|
Не усвоенный уголь (28%)
|
0,3965
|
|
Итого
|
121,0695
|
Итого
|
121,0938
|
Невязка равна 0,0243
1.3 Расчет раскисления и выхода жидкой и годной стали
В конвертерном процессе раскисление и легирование всех
марок стали производится в сталеразливочном ковше.
Расчет необходимого количества раскислителей
проводится на среднезаданное, предусмотренное ГОСТом содержание соответствующих
элементов в той или иной марке готовой стали.
В зависимости от типа выплавляемой стали (кипящая,
полуспокойная или спокойная), содержания углерода в металле перед раскислением
и количества присаживаемого ферросплава угар элементов раскислителей
ориентировочно можно принимать в пределах, приведенных в таблице 13.
Таблица 13 - Угар элементов раскислителей
|
Тип ферросплава
|
Тип стали
|
Угар элементов, %
|
|
|
C
|
Mn
|
Si
|
Cr
|
|
Ферромарганец
|
Спокойная
|
12 - 16
|
12 - 20
|
15 - 20
|
|
|
Ферросилиций
|
|
12- 16
|
12 - 20
|
15 - 20
|
|
|
Феррохром
|
|
12- 16
|
12 - 20
|
15 - 20
|
10
|
Для данного расчета при выплавке стали марки 30ХГСА
принят следующий угар элементов раскислителей: углерода - 15%; марганца - 15%;
кремния - 17%, хрома - 10%. Угар алюминия условно принимаем равным 100%, а
расход его зависит от марки выплавляемой стали. В данном расчете расход
алюминия принят равным 0,062%.
В таблице 14 приведен принятый состав ферросплавов
Таблица 14 - Состав примененных ферросплавов
|
Ферросплав
|
Марка
|
Содержание элементов, %
|
|
|
C
|
Mn
|
Si
|
P
|
Fe
|
Cr
|
|
Ферромарганец
|
ФМн88
|
2,0
|
90,0
|
3,0
|
0,1
|
4,9
|
-
|
|
Ферросилиций
|
Си45
|
0,3
|
0,8
|
45,0
|
0,05
|
53,85
|
-
|
|
Феррохром
|
ФХ010
|
0,1
|
-
|
1,5
|
0,03
|
28,37
|
70
|
1.3.1 Расход необходимого количества ферросплавов для раскисления
Среднезаданное содержание элементов в рассчитываемой
стали 30ХГСА принято равным: [Mn]=1%,
[Si]=0,9%, [Cr]=1%.
Необходимое количество каждого ферросплава
определяется по формуле:
Мраск
=  кг,
кг,
где
Мст - выход жидкой стали в конце продувки, кг;
[%Э]гот.ст.
- содержание соответствующего элемента в готовой стали, %;
[%Э]пер.раск
- содержание соответствующего элемента перед раскислением, %;
[%Э]ферроспл.
- содержание соответствующего элемента в ферросплаве, %.
МFeMn
=  = 0,7635кг.
= 0,7635кг.
МFeSi
=  = 2,1899 кг.
= 2,1899 кг.
МFeCr
=  = 1,4425кг.
= 1,4425кг.
Общий
расход раскислителей (при расходе алюминий 0,030) составит:
,7635
+2,1899+1,4425+0,062 = 4,4579 кг.
Количество
элементов, внесенных раскислителями в металл, приведено в таблице 15.
Таблица 15 - Количество элементов, внесенных в металл
|
Элемент
|
Вносится ферромарганцем, кг
|
Вносится Ферросилицием, кг
|
Вносится феррохромом, кг
|
Всего, кг
|
C 0,7635· ·
· =
=
=0,0132,1899· ·=
·=
=0,00561,4425· =
=
Mn 0,7635· ·=
·=
=0,58412,1899· ·=
·=
Si 0,7635 · ·
· =
=
=0,0192,1899· ·=
·=
=0,81791,4425· =
=
|
=0,01800,8549
|
|
|
|
|
|
P
|
0,7635 · =0,00082,1899· =0,00082,1899· =0,00111,4425· =0,00111,4425· =0,00040,0023 =0,00040,0023
|
|
|
|
Cr - - 1,4425· =
=
|
=0,90880,9088
|
|
|
|
Fe
|
0,7635 · =0,03742,1899· =0,03742,1899· =1,17931,4425· =1,17931,4425· =0,40921,6259 =0,40921,6259
|
|
|
|
|
Итого:
|
0,6543
|
2,0188
|
1,3376
|
4,0107
|
Примечание: 1. Принято, что фосфор раскислителей
полностью переходит в металл.
Тогда выход жидкой стали после раскисления составит:
Мст=90,8801+4,0107=94,8908кг.
Угар раскислителей будет равен: 4,4579 -4,0107=0,4472
кг.
1.3.2 Проверка химического состава готовой стали
Содержание элементов в готовой стали определено по
формуле:
 ,
,
где
[%Э]гот.ст. - содержание данного элемента в готовой стали после раскисления в
ковше, кг;
М - содержание элемента в металле в конце продувки, кг;
- содержание элемента в металле в конце продувки, кг;
М - количество элемента, внесенного раскислителями, кг;
- количество элемента, внесенного раскислителями, кг;
Мст
- выход жидкой стали после раскисления, кг.
По указанной формуле определен состав готовой стали:
[С]ст
 0,289%;
0,289%;
[Mn]ст
 0,9735%;
0,9735%;
[Si]ст
 0,901%;
0,901%;
[Р]ст
 0,0154%;
0,0154%;
[S]ст  0,0145%;
0,0145%;
[Cr]ст
 0,9577%.
0,9577%.
Таким образом, проверка показала соответствие
полученного состава готовой стали пределам, предусмотренным ГОСТом 10702-78.
Окончательный материальный баланс плавки приведен в
таблице 16.
Таблица 16 - Материальный баланс плавки
|
Поступило
|
кг
|
Получено
|
кг
|
|
Жидкий чугун
|
78,000
|
Жидкая сталь
|
94,8908
|
|
Стальной скрап
|
22,000
|
Шлак
|
15,0928
|
|
марганец
|
1,156
|
Газы
|
12,0563
|
|
Известь
|
9,0076
|
Пыль в виде Fe2O3
|
0,8571
|
|
Уголь
|
1,416
|
Пыль за счет выдуваемой
извести и марганца
|
0,511
|
|
Технический кислород
|
8,8399
|
Корольки в шлаке
|
0,300
|
|
Размыв футеровки
|
0,150
|
Выбросы и выносы
|
1,000
|
|
Миксерный шлак
|
0,500
|
Не усвоенный уголь (28%)
|
0,3965
|
|
Раскислители внесли
|
4,4579
|
Угар раскислителей
|
0,4472
|
|
Всего
|
125,5274
|
Всего
|
125,5517
|
Неувязка равна 0,0243%.
Выход годной стали определяется вычитанием из выхода
жидкой стали, потерь металла в ковше и в процессе разливки (см. таблицу 16).
,8908-1,500=93,3908кг.
Отсюда расход металлошихты (включая раскислители) на 1
тонну годной стали составит:
 т или
1118,5кг.
т или
1118,5кг.
Расход
технического кислорода на 1 т годной стали
 м3/т.
м3/т.
2.
Расчет теплового баланса
Расчет ведем на 100 кг металлической завалки, основываясь на данных
расчета материального баланса плавки, которые приведены в таблице 17.
Таблица 17 - Статьи материального баланса плавки, необходимые для расчета
теплового баланса
|
Наименование cтатей
|
Единица измерения
|
Обозначение
|
Численное значение
|
|
Доля жидкого чугуна в шихте
|
кг
|
Gчуг
|
72,000
|
|
Доля скрапа в шихте
|
кг
|
Gскр
|
28,000
|
|
Угля
|
кг
|
Gкокса
|
1,416
|
|
Температура чугуна
|
°С
|
tчуг
|
1420
|
|
Окислилось элементов в ходе
продувки
|
кг
|
Металлозавалка
|
[C]®{CO2}
|
0,2914
|
|
|
|
[C]®{CO}
|
2,623
|
|
|
Кокс
|
[C]®{CO2}
|
0,4464
|
|
|
|
[C]®{CO}
|
0,2976
|
|
|
[Si]®(SiO2)
|
0,709
|
|
|
[Mn]®(MnO)
|
0,6251
|
|
|
[P]®(P2O5)
|
0,1097
|
|
|
[Fe]®(FeO)
|
1,4476
|
|
|
[Fe]®(Fe2O3)
|
0,2914
|
|
|
[Fe]®(Fe2O3)пыль
|
0,600
|
|
Содержание окислов в шлаке
|
кг
|
SiO2
|
2,3993
|
|
|
P2O5
|
0,2496
|
|
|
Fе2О3
|
0,791
|
|
Количество миксерного шлака
|
кг
|
Мм шл
|
0,500
|
|
Вес жидкой стали перед
раскисленнем
|
кг
|
Мст
|
90,8801
|
|
Температура стали перед
выпуском
|
°С
|
Tст
|
1740
|
|
Количество конечного шлака
|
кг
|
Mшл
|
15,0928
|
|
Компоненты отходящих газов
|
м3
|
V 1,619 1,619
|
|
|
|
VCO
|
5,4518
|
|
|
V 0,0426 0,0426
|
|
|
|
V 1,0945 1,0945
|
|
|
|
V 0,79 0,79
|
|
|
Количество выбросов
|
кг
|
Mвыб
|
1,000
|
|
Количество Fе2О3,
образовавшейся в результате испарения Fе
|
кг
|
 0,8571 0,8571
|
|
|
Количество СО2,
выделившегося из извести
|
кг
|
 0,4749 0,4749
|
|
|
Количество Fе2О3,
внесенное шихтовыми материалами
|
кг
|
0,3726
|
|
|
Количество FeO,
внесенное шихтовыми материалами
|
кг
|
МFeO
|
0,111
|
|
Вес корольков
|
кг
|
Мкор
|
0,300
|
2.1 Приход тепла
конвертерная плавка шлак кислородный
2.1.1 Физическое тепло жидкого чугуна
Физическое тепло жидкого чугуна можно определить по формуле
 ,
,
где
Gчуг - количество жидкого чугуна в металлической шихте,
Gчуг =78 кг;
С -теплоемкость твердого чугуна, равная 0,180
-теплоемкость твердого чугуна, равная 0,180  ;
;
tчуг -
температура заливаемого в конвертер чугуна, tчуг=1420оС;
gчуг - скрытая
теплота плавления чугуна, равная 52  ;
;
t - температура плавления чугуна, принятая в расчете
равной 1180 °С (в зависимости от химического состава обычно колеблется в
пределах 1150 - 1200 °С);
- температура плавления чугуна, принятая в расчете
равной 1180 °С (в зависимости от химического состава обычно колеблется в
пределах 1150 - 1200 °С);
Cчуг -
теплоемкость жидкого чугуна, равная 0,220 .
Q =
= ккал.
ккал.
2.1.2 Химическое тепло металлошихты
Значения тепловых эффектов реакций окисления элементов при температурах
их окисления приведены в таблице 18.
Таблица 18 - Значение тепловых эффектов реакций окисления
|
Реакция
|
Тепловой эффект реакции
окисления на 1 кг элемента, ккал
|
|
[C]+{O2}={CO2}
|
8137
|
|
[C]+1/2{O2}={CO}
|
2496
|
|
[Si]+{O2}=(SiO2)
|
7378
|
|
[Mn]+1/2{O2}=(MnO)
|
1675
|
|
2P+2,5{O2}=(P2O5)
|
5806
|
|
[Fe]+1/2{O2}=(FeO)
|
1152
|
|
2[Fe]+1,5{O2}=(Fe2O3)
|
1760
|
На основании данных таблицы 18 и результатов материального баланса можно
определить химическое тепло реакций окисления элементов металлошихты Qхим (таблица 19).
Таблица 19 - Химическое тепло реакций окисления Qхим
|
Элемент-окисел
|
Выгорело элементов, кг
|
Расчет
|
Вносится тепла, ккал
|
|
М.з.
|
[C]®{CO2}
|
0,2914
|
0,2914·8137
|
2371
|
|
[C]®{CO}
|
2,623
|
2,623·2496
|
6547
|
|
Кокс
|
[C]®{CO2}
|
0,4464
|
0,4464·8137
|
3632
|
|
[C]®{CO}
|
0,2976
|
0,2976·2496
|
743
|
|
[Si]®(SiO2)
|
0,709
|
0,709·7378
|
5231
|
|
[Mn]®(MnO)
|
0,6251
|
0,6251·1675
|
1047
|
|
[P]®(P2O5)
|
0,1097
|
0,1097·5806
|
608
|
|
[Fe]®(FeO)
|
1,4476
|
1,4476 ·1152
|
1668
|
|
[Fe]®(Fe2O3)
|
0,2914
|
0,2914·1760
|
513
|
|
[Fe]®(Fe2O3)пыль
|
0,600
|
0,600·1760
|
1056
|
|
Итого
|
7,4412
|
Итого
|
23416
|
2.1.3 Химическое тепло реакций шлакообразования Q
Считаем, что все количество SiO2 ,P2O5 и Fе2О3
в шлаке связано следующими реакциями:
SiO2+2СaО=(CaO)2SiO2+32800  ;O5+4CaO=(CaO)4P2O5+165000
;O5+4CaO=(CaO)4P2O5+165000  ;+CaO=CaO×Fe203+50400
;+CaO=CaO×Fe203+50400  .
.
 ккал.
ккал.
2.1.4 Физическое тепло миксерного шлака
Среднюю теплоемкость миксерного шлака определяем по формуле:
Co=0,175+0,00006×Tм шл ,
где
0,175 - теплоемкость шлака при 0 К, ;
,00006
- приращение теплоемкости шлака на 1°,;
Тм
шл - средняя температура миксерного шлака, К.
Среднюю
температуру миксерного шлака, попадающего в конвертер из чугуновозного ковша,
ориентировочно можно принимать на 15-20° ниже температуры
заливаемого в конвертер чугуна.
Тогда
Тм
шл=(1300-15)+273=1558 К,
Co=0,175+0,00006×1558=0,27 .
Количество
вносимого тепла миксерным шлаком определится из выражения
 ,
,
где
Мм шл - количество миксерного шлака на 100 кг металлошихты, кг;
tм шл - средняя
температура миксерного шлака, °С;
Со
- средняя теплоемкость миксерного шлака, ;
qм шл - средняя
теплота плавления шлака (50 ).
 ккал.
ккал.
2.1.5 Общий приход тепла на плавку
Общий приход тепла на плавку рассчитывается следующим образом:
 ккал.
ккал.
2.2. Расход тепла
2.2.1 Физическое тепло стали
Физическое тепло стали Q1
можно определить по уравнению
 ,
,
где
Mст - вес жидкой стали перед раскислением, кг;
С - теплоемкость твердой стали, равная 0,167 ;
- теплоемкость твердой стали, равная 0,167 ;
tпл -
температура плавления стали, °С;
qпл - скрытая
теплота плавления стали, равная 65 ;
tст -
температура стали перед выпуском, °С;
С - теплоемкость жидкой стали, равная 0,200 .
- теплоемкость жидкой стали, равная 0,200 .
Температура
плавления стали:
tпл=1539-65·(%C),
где
1539 - температура плавления чистого железа, °С;
-
снижение температуры плавления стали на 1% углерода в металле, °С;
(%С)
- содержание углерода в металле перед раскислением.
tпл=1539-65·0,28=1520оС.
Тогда
 ккал.
ккал.
2.2.2 Физическое тепло шлака
Среднюю теплоемкость конечного шлака (как и миксерного) определяем по
формуле:
Co=0,175+0,00006×Tшл ,
где Тшл - температура конечного шлака, К.
Температуру конечною шлака принимаем выше температуры металла в конце
продувки на 10°С, т.е. 1750°С, так как превышение температуры шлака над
температурой металла составляет обычно 5-15°С.
Тогда
Co=0,175+0,00006×2023=0,296  .
.
Потери
тепла со шлаком определяются по формуле:
Q2=(Cо×tшл+qшл)Мшл
,
где
qшл - скрытая теплота плавления шлака, равная 50;
Мшл
- количество конечного шлака, кг.
Q2=(0,296×1750+50)× 15,0928=8583
ккал.
2.2.3 Тепло, уносимое отходящими газами
Среднюю температуру отходящих газов принимаем равной средней температуре
металла за время продувки:
 °C,
°C,
Средними
теплоемкостями газов  в зависимости от их температуры задаемся из таблице
20.
в зависимости от их температуры задаемся из таблице
20.
Таблица
20 - Средние теплоемкости газов
|
Компоненты газов
|
Средние теплоемкости газов
в ккал/(м3.град) при температурах, оС
|
|
1550
|
1600
|
|
СО
|
0,354
|
0,355
|
|
СО2
|
0,561
|
0,564
|
|
Н2О
|
0,443
|
0,446
|
|
N2
|
0,346
|
0,348
|
|
О2
|
0,369
|
0,371
|
Средние
теплоемкости газов при t=1580 °C имеют следующие значения,  :
:
СCO=
0,3545;С = 0,563;С
= 0,563;С = 0,445;
= 0,445;
С = 0,370;С
= 0,370;С = 0,347;
= 0,347;
Тепло,
уносимое отходящими газами, ккал,
Q3=tот
газ(CCO×VCO+C×V+C×V+ C×V+C×V) ,
где
С - теплоемкости соответствующих составляющих газов, ;соответственно, количество СО, СО2, H2O, N2, O2 в
отходящих газах, м3.
Q3=1580×(0,3545×5,4518+0,563×1,619+0,445×1,0945+0,347×0,0426+0,370·0,79)=5749 ккал.
2.2.4 Тепло, уносимое выбросами металла
Количество тепла, уносимого выбросами металла, рассчитывается по формуле
 ,
,
где
Мвыб - потери металла с выбросами, кг;
 -
средняя теплоемкость металла выбросов, которую принимаем равной теплоемкости
жидкой стали, т.е. 0,200 ;
-
средняя теплоемкость металла выбросов, которую принимаем равной теплоемкости
жидкой стали, т.е. 0,200 ;
 -
средняя температура металла выбросов, которую принимаем равной средней
температуре металла за период продувки, т.е. 1580 °С.
-
средняя температура металла выбросов, которую принимаем равной средней
температуре металла за период продувки, т.е. 1580 °С.
Тогда=1,000×0,200×1580=316 ккал
2.2.5 Тепло, уносимое пылью отходящих газов
Потери тепла, уносимого пылью, складываются из потерь тепла, уносимого
пылью в виде Fe2O3, извести и агломерата
 ;
;
 ;
;
где
 - количество Fe2O3,
образовавшейся в результате испарения и последующего окисления Fе,
кг;
- количество Fe2O3,
образовавшейся в результате испарения и последующего окисления Fе,
кг;
Спыли
- теплоемкость пыли, которую принимаем равной теплоемкости шлака при tпыли,
;
tпыли - температура
пыли, которую принимаем равной температуре отходящих газов, 1580 оС;
Cпыли=0,175+0,00006×(1580+273)=0,286
Тогда
 ккал.
ккал.
Потерями
тепла, уносимого известью, пренебрегли, так как они невелики из-за
кратковременного нахождения указанного материала в полости конвертера. Кроме
того, его нагрев происходит преимущественно за счет тепла отходящих газов,
которое уже учтено выше
 388ккал
388ккал
2.2.6 Тепло диссоциации извести и плавикового шпата
При диссоциации извести СаСО3 шихтовых материалов по реакции
CaCO3®СаО+СО2-42300  ;
;
поглощение
тепла равно  ккал,
ккал,
где
0,4749- количество СО2, выделившегося, соответственно из извести кг;
-
молекулярный вес СО2, кг;
-
тепловой эффект диссоциации CaCO3.
2.2.7 Тепло диссоциации окислов железа, внесенных шихтой и футеровкой
При диссоциации Fe2O3 по реакции
Fe2O3®2Fe+1,5O2-1230
где
SFe2O3
=0,3726- всего внесено Fe2O3 шихтовыми материалами, кг
При
диссоциации FeO по реакции
FeO®Fe+0,502-895
поглощение
тепла
 ккал,
ккал,
где
SFeO=0,111
- всего внесено FeO шихтовыми материалами, кг.
Всего
поглощается тепла при диссоциации окислов железа
 459+99 =
558 ккал
459+99 =
558 ккал
2.2.8 Тепло, уносимое корольками
Тепло, уносимое корольками металла, запутавшимися в шлаке
Q8=Mкор×Cкор×tкор ,
Температуру
корольков принимаем равной температуре шлака, т.е. 1750°С. Теплоемкость корольков
принимаем равной теплоемкости жидкой стали, т.е. 0,200
Q8=0,300×0,200×1750=105 ккал.
2.2.9 Общий расход тепла
Общий расход тепла составит:
Qрасх=32975+8583+5749+316+388+457+558+105=49131
ккал.
2.2.10 Избыток тепла
Избыток тепла без учета потерь тепла конвертером составит разница между
общим приходом тепла за плавку и общим расходом тепла:
Qизб=50207-49131
=1076 ккал.
Этот избыток тепла частично расходуется на покрытие теплопотерь
конвертера (через поверхность стенок и полость горловины) и охлаждение
кислородной фурмы. Теплопотери определяются в зависимости от размеров
конвертера, длительности перерывов между плавками, продолжительности плавки,
возраста футеровки и т.д. Они могут быть рассчитаны лишь после определения
основных размеров конвертера, фурмы и продолжительности отдельных операций
конвертерной плавки. Обычно потери тепла конвертером ориентировочно можно
принимать в пределах 2-4% от прихода тепла. В расчете принято 2,14%, тогда
Qпот=50207×0,0214=1076 ккал.
Недостаток тепла составит:
DQ=1076-1076=0 ккал.
Тепловой баланс плавки на 100 кг металлической шихты приведен в таблице
21.
Таблица 21 - Тепловой баланс плавки
|
Приход тепла
|
Ккал
|
%
|
Расход тепла
|
Ккал
|
%
|
|
Физическое тепло чугуна
|
24742
|
49,28
|
Физическое тепло жидкой
стали
|
32975
|
65,68
|
|
Тепло окисления [C]®{CO} м.з
|
6547
|
13,04
|
Физическое тепло шлака
|
8583
|
17,1
|
|
[C]®{CO} угля
|
743
|
1,48
|
|
|
|
|
Тепло окисления [C]®{CO2} м.з
|
2371
|
4,72
|
Физическое тепло отходящих
газов
|
5749
|
11,45
|
|
[C]®{CO2} угля
|
3632
|
7,23
|
|
|
|
|
Тепло окисления [Si]®(SiO2 )
|
5231
|
10,42
|
Тепло, уносимое выбросами
|
316
|
0,63
|
|
Тепло окисления [Mn]®(MnO)
|
1047
|
2,09
|
Тепло, уносимое пылью
|
388
|
0,77
|
|
Тепло окисления [P]®(P2O5)
|
608
|
1,21
|
Тепло разложения извести и
плавикового шпата
|
457
|
0,91
|
|
Тепло окисления [Fe]®(FeO)
|
1668
|
3,32
|
Тепло диссоциации окислов
железа
|
558
|
1,11
|
|
Тепло окисления [Fe]®(Fe2O3)
|
513
|
1,02
|
Тепло, уносимое корольками
металла
|
105
|
0,21
|
|
Тепло окисления [Fe]®(Fe2O3)пыль
|
1056
|
2,11
|
Потери тепла конвертером
|
1076
|
2,14
|
|
Теплота шлакообразования
|
1851
|
3,69
|
Недостаток тепла
|
0
|
0
|
|
Тепло миксерного шлака
|
198
|
0,39
|
|
|
|
|
Итого
|
50207
|
100
|
Итого
|
50207
|
100
|
3. Разработка технологии конвертерной
плавки
Для разработки технологии конвертерной плавки
необходимо произвести пересчет расходных коэффициентов, полученных в пункте 1,
на садку конвертера. Для данного расчета производится пересчет на садку
конвертера 350 т.
Таблица 22 - Пересчет расходных коэффициентов
материального баланса
|
Поступило
|
т
|
Получено
|
т
|
|
Жидкий чугун
|
273
|
Жидкая сталь
|
332,1178
|
|
Стальной скрап
|
77
|
Шлак
|
52,8248
|
|
Марганец
|
4,046
|
Газы
|
42,1971
|
|
Известь
|
31,5265
|
Пыль в виде Fe2O3
|
2,9998
|
|
Уголь
|
4,956
|
Пыль за счет выдуваемой
извести и марганца
|
1,7885
|
|
Технический кислород
|
30,9397
|
Корольки в шлаке
|
1,05
|
|
Размыв футеровки
|
0,525
|
Выбросы и выносы
|
3,5
|
|
Миксерный шлак
|
1,75
|
Не усвоенный уголь
|
1,3877
|
|
Раскислители внесли
|
15,6027
|
Угар раскислителей
|
1,5652
|
|
Всего
|
439,3459
|
Всего
|
439,4309
|
Также произведем пересчет количества ферросплавов,
расходуемых на плавку, на садку конвертера:
ферромарганец
0,7635 2,672 т или 2672 кг;
2,672 т или 2672 кг;
ферросилиций
2,1899 7,665 т или 7665 кг;
феррохром
1,44255,049т или 5049 кг;
алюминий
0,062 0,217 т или 217кг.
0,217 т или 217кг.
3.1 Шихтовые материалы для выплавки стали
1. Жидкий чугун подается из доменного цеха в
предварительно очищенных чугуновозных ковшах с минимальным количеством шлака.
Чугун в цех должен поставляться по ТУ 107-169-00 следующего хим. состава:
Кремний 0,5-0,8
Марганец 0,4-0,6
Сера не более 0,035
Фосфор не более 0,3
Для данного расчета состав чугуна:
Кремний 0,75
Марганец 0,45
Сера 0,020
Фосфор 0,15
. В заливочный ковш чугун сливается только по заказу машиниста
дистрибутора в строго указанном количестве по весу. Взвешивание и регистрация
веса наливаемого чугуна производится автоматически с использованием локальной
АСУ взвешивания чугуна.
. После налива чугуна миксеровой отбирает пробу из заливочного ковша для
определения содержания кремния, марганца, серы, фосфора, а также углерода (два
раза в смену), замеряет температуру чугуна в заливочном ковше термоблоком.
. Стальной лом, используемый в конвертерной плавке, должен
соответствовать требованиям ГОСТ 2787-86.
Размеры стального лома не должны превышать 300х300х1000 мм, пакетов
700х1000х2000 мм, блюминговой обрези - 400х400х850 мм. Привозной лом, пакеты,
блюминговая обрезь и отходы низколегированной стали 10 - 15ХСНД должны
храниться в отделении подготовки лома раздельно в специально отве-денных местах.
Допускается применение недоливков длиной не более 600 мм. Запрещается
использование неразделанных слитков и крупных недоливков.
. Весь лом должен быть проверен шихтовщиком-пиротехником и обезврежен от
взрывоопасных и легковоспламеняющихся предметов.
Перед отправкой лома на плавку необходимо провешивать каждый совок. Перед
взвешиванием бригадир ОПЛ осуществляет ввод данных о номере совка и виде лома с
использованием средств АСУ.
При неполной разгрузке совка обязательно провешивание
оставшегося лома.
6. Запрещается использовать в шихту промасленную стружку, а также лом,
загрязненный горюче-смазочными материалами, вредными примесями (серой или
фосфором), не очищенный от резины и цветных металлов (цинка, олова, свинца,
меди), не освобожденный от взрывоопасных и легко- воспламеняющихся предметов и
материалов, а также снега, льда и закрытых сосудов.
. Запрещается использовать отходы стали 10 - 15ХСНД, а также
леги-рованный никелем лом при выплавке углеродистых марок стали. Указанные
отходы и лом должны использоваться только при производстве соответствующих
марок, легированных никелем.
. Лом доставляется к конвертерам в совках емкостью 50 м3. При погрузке
лома в ОПЛ или в копровом цехе рабочие, осуществляющие погрузку, обязаны
следить, чтобы в совки не попадали лед, обледеневшие, взрывоопасные и
легковоспламеняющиеся предметы, а также сосуды с закрытыми полостями.
.2 Добавки, шлакообразующие материалы и ферросплавы
. Для наводки шлака применяется свежеобожженная известь, удовлетворяющая
требованиям ТУ 4-16-42-90 с крупностью кусков 10 - 60 мм, суммарным содержанием
окиси кальция и магния не менее 88%, SiО2 не более 2%, S не более 0,06%, Р не более 0,10%, ппп не более 8%.
Длительность хранения извести в бункерах конвертерного цеха не должна
превышать одних суток. Применение извести-пушонки не допускается.
. Для разжижения шлака в процессе продувки применяется плавиковый шпат по
ГОСТ 7618-83. Шпат должен быть воздушно-сухим в кусках размером не более 100 мм
и с содержанием фтористого кальция не менее 75%.
. Для, регулирования температурного режима плавок могут быть использованы
шлак ферросплавного производства, кокс, антрацит, каменный уголь, а также
порошкообразные углеродсодержащие материалы (пылевидные отходы установок сухого
тушения кокса, молотый антрацит). Я применяю газовый уголь.
. Газовый уголь для предварительного подогрева лома должен иметь
крупность 0 - 25 мм, влажность не более 9%, содержание, золы не более 25%,
содержание летучих не менее 15%, а для присадки по ходу продувки - крупность 5
- 25 мм, содержание влаги не более 9%, золы и летучих не более 12%
каждого.
. Для улучшения шлакообразования применяются марганцевую руду, и шлаковый
ферромарганец. Я применяю марганцевую руду.
Марганцевая руда поставляется по ТУ 107-124-90 крупностью 100 мм, с
базовым содержанием марганца 53,57%, кремния 14,83%, серы 0,20%, фосфора 0,05%.
. Для раскисления и легирования стали при выпуске плавок из конвертера
применяются ферросплавы - ферромарганец, ферросилиций, феррохром, а также
металлический алюминий.
Все раскислители и легирующие материалы должны удовлетворять требованиям
соответствующих ГОСТов и ТУ и применяться дроблеными в кусках размером (не
более 50 мм, алюминий применяется в кусках весом не более 4 кг.
. Для науглероживания стали при выпуске применяется молотый коксовый
порошок фракции 0 - 3 мм с влажностью не более 6%, поставляемый по ТУ 153-88.
3.3 Шихтовка плавки и загрузки конвертера
. Плавки шихтуются машинистом дистрибутора и мастером конвертеров из
расчета получения кратного количества слитков и окончания продувки при заданных
содержании углерода и температура металла, основности конечного шлака.
. Жидкий чугун, стальной лом расходуются в соответствии с установлен-ными
нормами их расхода на тонну стали.
. После выпуска предыдущей плавки мастер конвертеров вместе со сталеваром
производят осмотр футеровки конвертера и сталевыпускного отверстия, обращая
особое внимание на состояние кладки днища, и при необходимости производят
подварку, торкретирование футеровки или ремонт сталевыпускного отверстия.
. При исправной футеровке и нормальном сталевыпускном отверстии конвертер
отдается под плавку по разрешению сталевара, мастера конвертеров. Запрещается
отдавать конвертер под плавку при течи воды из фурмы, котла или «юбки»,
неудовлетворительном состоянии футеровки, сталевыпускного отверстия.
. Вначале в конвертер загружается весь металлолом, затем 50 - 60% извести
и после этого заливается чугун.
Допускается после выпуска плавки на шлак присаживать до 40% извести.
Конвертер покачивают и при наличии жидкой составляющей шлака ее сливают в чашу.
При оголении футеровки днища (просматриваются швы кладки рабочего слоя)
последняя схема отдачи извести - обязательна.
. Оставшуюся часть извести присаживают порциями по 2- 5 т через 40 - 60
секунд после зажигания плавки до 4 - 10 минут продувки.
Количество присаживаемой извести рассчитывается в зависимости от
химического состава и расхода чугуна, марки выплавляемой стали для получения
жидкоподвижного, однородного конечного шлака с основностью 2,8 - 3,5.
Разрешается отдавать известь с весов-дозаторов через открытые шиберные
затворы промежуточных бункеров и заслонок течек сыпучих.
. Стальной лом подается на плавку совками объемом 50 м3. Соотношение
между легковесным ломом, пакетами и обрезью из прокатных цехов определяется
распоряжением начальника цеха, исходя из наличия их на комбинате и в цехе.
Во избежание разрушения футеровки конвертера сначала загружается совок с
легковесным ломом, а затем с тяжеловесным.
На плавках после торкретирования конвертера расход чугуна дополнительно
сокращается на 1,5 - 3 т, а после предварительного «щадящего» нагрева - на 4 -
7 т, при соответствующем увеличении расхода лома.
. Чугун на плавку заказывается и наливается в ковш до окончания продувки
предыдущей плавки, исходя из установленной нормы расхода чугуна. Колебания в
химическом составе и температуре чугуна компенсируются изменением количества
присаживаемого в конвертер газового угля.
. Для корректировки теплового баланса плавки газовый уголь присаживаются
после заливки чугуна на первой минуте продувки.
Не допускается присадка угля более 5 т на плавку.
. Чугун заливается по разрешению мастера конвертеров, Продолжительность
заливки должна быть не менее 3 минут. Запрещается заливать чугун при попадании
в конвертер воды.
. После заливки чугуна в конвертер устанавливается в вертикальное
положение, опускается фурма и начинается продувка плавки. После простоя
конвертера, замены шлангов или фурмы, необходимо убедиться в исправности фурмы
путем продувки ее кислородом до входа сопла в горловину конвертера.
3.4 Режим ведения плавки
. Продувка плавок может вестись по режимам без дожигания, с частичным или
полным дожиганием отходящих газов в камине.
. Основным режимом работы конвертеров является продувка без дожигания
отходящих газов.
. Продувка без дожигания и с частичным дожиганием является взрывоопасной,
поэтому начинать ее при неисправных или неработающих газоанализаторах
запрещается.
. При любом режиме работы газоотводящего тракта температура газов на
выходе из радиального газохода не должна превышать 800оС.
. Перед началом очередной кампании, на первой плавке, определяется
расстояние от головки фурмы до уровня зеркала металла. Результаты замера
заносятся в журнал машиниста дистрибутора и паспорт плавки.
Дутьевой и шлаковый режим работы плавки при работе с отводом
газов без дожигания
6. Продувка осуществляется через 5-сопловую фурму по ступенчатому режиму:
с 1 по 7 мин. расход кислорода 1200 м3/мин., с 7 по 12 мин. - 1000 м3/мин., с
12 минуты - 1200 м3/мин.
. Перед опусканием фурмы:
- ключ регулятора давлений, под «юбкой» ставится
в положение «автоматическое», при этом регулирующие полузаслонки автоматически
занимают крайнее закрытое положение, обеспечивая минимальную пропускную
способность газоотводящего тракта;
- за датчиком устанавливается давление газа под «юбкой»
0,71 - 1 мм вод. ст.
8. Включение кислорода производится при входе фурмы в горловину
конвертера. Фурма при поднятой «юбке» опускается до заданного положения 2,5 -
3,5 м по сельсину.
9. Если через 20 секунд после опускания фурмы плавка
не «зажглась», необходимо прекратить продувку, поднять фурму, произвести
покачивание конвертера и вновь повторить операции по «зажиганию» плавки.
10. Через 30 - 60 секунд после устойчивого «зажигания» плавки опускается
«юбка». При достижении «юбкой» крайнего нижнего положения автоматически
включается система регулирования давления.
. Включение и работа системы регулирования давления контролируется
машинистом дистрибутора по показаниям приборов, регистрирующих давление под
«юбкой», состав, количество и температуру отходящих газов. При вклю-чении
системы регулирования выход газов уменьшается, содержание окиси углерода
увеличивается.
. Через одну минуту после опускания «юбки» автоматически включается
дожигающее устройство и зажигается факел на свече. Если через 3 минуты после
включения дожигающего устройства факел на свече не загорится, то дальнейшая
продувка ведется по режиму с полным дожиганием отходящих газов в камине. На
протяжении всей продувки машинист дистрибутора следит за поддержанием заданного
давления под «юбкой» 0,7 - 1,0 мм вод. ст.
3.5 Технология выплавки стали марки 30ХГСА
. В течение первых 2 - 3 минут продувка ведется при положении фурмы 2,5 -
2,5 м по сельсину, после чего фурма опускается до 1 - 1,2 м. При использование
угля в завалку, после заливки чугуна, длительность наводки шлака увеличивается
до 3 - 5 минут.
. На плавках с присадкой углеродсодержащих материалов (угля) с 7 по 12
минуты продувка ведется при высоте фурмы 0,8 - 1,0 м по сельсину. При
«сворачивании» шлака разрешается кратковременный подъем фурмы до 0,9 - 1,1 м.
. При проведении плавок с вводом углеродсодержащих по ходу продувки 85 -
80% всего количества извести должно быть отдано не позднее 6 минут от начала
продувки.
. Марганцевую руду рекомендуется присаживать в начале продувки с первой
порцией извести и порциями с 7 по 12 минуты продувки.
. При избытке тепла по ходу продувки допускается присадка извести
порциями не более 500 кг, и не позднее, чем за 3 минуты до конца продувки.
. При появлении значительных выносов металла из конвертера (заметалливание
«юбки», фурмы, горловины), разрешается кратковременный до 1 минуты подъем фурмы
выше заданного на 0,5 - 1,0 м. При выплесках шлака разрешается опускание фурмы
и уменьшение расхода кислорода до 900 м3/мин. Пре необходимости прекратить
продувку и скачать шлак.
. Во избежание перегрева и переокисления металла в последние 2 - 3 минуты
продувки, рекомендуется опускать фурму на 200 - 300 мм ниже рабочего уровня.
. Момент окончания продувки определяется по количеству израсходованного
кислорода, показаниям газоанализаторов и прибора, регистрирующего выход дымовых
газов по рекомендации АСУ плавкой, а также ориентируясь на предыдущие плавки.
. Содержание окиси углерода в отходящих газах в период интенсивного
обезуглероживания должно быть в пределах 50 - 70%.
. Продувка заканчивается следующим образом:
а) при содержании окиси углерода в дымовых газах более нуля подать пар на
свечу, снизить расход кислорода до 600 м3/мин, т. е. перейти на режим с полным
дожиганием газов. При снижении содержания окиси углерода до нуля поднять «юбку»
и прекратить продувку. При выходе из строя газоанализаторов длительность
заключительного периода при интенсивности 600 м3/мин должна быть не менее 30 -
40 секунд;
б) при отсутствии окиси углерода в дымовых газах продувка прекращается
без снижения интенсивности дутья;
в) при автоматическом (сработала блокировка) или
вынужденном немедленном подъеме фурмы должен автоматически подаваться пар на
свечу. «Юбка» поднимается после погасания на свечи.
. По окончанию продувки производится повала
конвертера, отбор проб метала и шлака и замер температуры металла термоблоком.
Ложка для отбора проб металла и шлака должна быть сухой и чистой.
. Проба металла раскисляется в ложке чистой
алюминиевой проволокой Ø 3 - 4 мм из расчета получения в пробе 0,1 -
0,25 % алюминия и заливается и металлический стаканчик. Проба не должка иметь
шлаковых включений, признаков усадочной раковины и трещин. Проба конечного
шлака отбирается с ручки ложки. Отобранные пробы охлаждаются и немедленно
отправляются в экспресс-лабораторию. Запрещается присадка в пробу металла
других раскислителей и материалов.
14. В пробе металла определяется содержание марганца, серы, фосфора,
хрома, никеля и меди.
В пробе шлака определяется содержание кремнезема, окиси кальция, закиси
железа, окиси магния (основность подсчитывается при заполнении паспорта плавки
контролером ОТК).
. Режим окончания продувки должен обеспечивать получение достаточно
жидкоподвижного, без кусков не растворившейся извести шлака с основностью 2,8 -
3,5 и содержанием закиси железа до 28%.
. В случаях, когда продувка прекращена при недостаточной температуре
металла, высоком содержании углерода, фосфора или серы, производится додувка
плавки. На плавке должно быть не более одной додувки на температуру фосфор,
серу и шлак, продолжительностью не более 2 минут. Количество додувок на углерод
и их продолжительность не регламентируется.
Додувка плавки производится при следующем положении фурмы:
а) при додувке на углерод и температуру, фурма должна
быть в положении конца продувки (1,0 - 1,3 м по сельсину);
б) при додувке на фосфор, серу и шлак с расходом кислорода 1200 м3/мин,
высота фурмы увеличивается на 0,5 м по отношению к ее положению в конце
продувки, а при додувке с расходом кислорода 600 м3/мин. положение фурмы не
меняется.
. В зависимости от длительности додувок и содержании углерода в металле
плавка додувается по одному из следующих режимов:
а) при продолжительности додувки более 2 минут и содержании углерода
более 0,20%, установить расход кислорода 600 м3/мин. После зажигания плавки
опустить «юбку» и продуть в течение 40 секунд с интенсивностью 600 м3/мин,
после чего увеличить расход кислорода до 1200 м3/мин.
Примечание. При
ожидаемой длительности додувки более 5 минут, после перевода системы на режим
без дожигания включить дожигающее устройство;
б) при продолжительности додувки менее 2 минут и содержании углерода
более 0,20% плавки додувается при поднятой в верхнее положение «юбке» (с
дожиганием газов и расходе кислорода 600 м3/мин.);
в) при содержании углерода менее 0,20%, плавки додуваются при поднятой в
верхнее положение «юбке» (с дожиганием отходящих газов) и расходе кислорода
1200 м3/мин независимо от продолжительности додувки.
. После додувки плавки любой продолжительности отбираются повторно пробы
металла и шлака для экспресс-анализа и производится замер температуры металла.
Додувки являются отклонением от нормальной технологии процесса и должны
отмечаться ОТК в паспорте плавки с указанием причин.
. При перегреве металла плавка охлаждается присадкой чистого мелкого лома.
Разрешается охлаждение присадкой извести или путем выдержки плавки в конвертере
с обязательным повторным замером температуры металла.
Плавки с недостаточной температурой металла додуваются до температуры не
ниже середины интервала для данной марки стали.
. Слив металла из конвертера производится только после получения
экспресс-анализа.
3.6 Выпуск плавки
. Ковш для приема стали должен быть тщательно очищен от настылей и
остатков металла, шлака, глины, мусора, хорошо просушен. Допускается подавать
под плавку ковш с незначительными чистыми остатками металла от предыдущей
плавки в виде скрапины на дне ковша.
. Ковш с новой футеровкой под выпуск углеродистой качественной спокойной
и легированной стали подается только после разливки не менее одной плавки других
марок стали.
. Состояние и чистота ковша проверяются контролером ОТК и мастером
конвертеров до начала слива плавки и результаты записываются в паспорт.
. К сливу плавки разрешается приступать при наличии свободного крана и
состава у разливочной площадки.
5. Во время выпуска следить за струей металла и,
перемещая сталевозную тележку, не допускать попадания струи на стенку ковша.
Выпуск металла производить через сталевыпускное отверстие, обеспечивающее
организованную струю и длительность выпуска не менее 3 минут на первой кампании
плавок после перефутеровки и 4 минут - на последующих.
6. Разрешается проводить обработку стали твердым н шлакообразующими
смесями на основе извести (отсева извести) - 3 - 6 кг/т; плавикового шпата -
1,3 - 1,6 кг/т. По окончании выпуска плавки осуществляется отсечка шлака
(быстрым подъемом конвертера при появлении шлака).
. Во время выпуска стали перед появлением шлака в ковш рекомендуется
присаживать отсев извести.
. По окончании выпуска плавки конвертер поворачивается и оставшийся шлак
сливается через горловину в шлаковую чашу. Допускается оставление конечного
шлака, загущение его присадкой до 40% извести от общего расхода на плавку с
обязательным сливом жидкой составляющей в чашу (загущение конечного шлака
обязательно при выплавке стали с промежуточным укачиванием шлака, и при
оголении футеровки днища).
Для наводки шлакового гарнйссажа, разрешается присадка
углерод-содержащего материала порциями по 0,3 - 0,5 т, но не более 1,5т) и до 5
т извести с последующим покачиванием конвертера.
.9. Рекомендуется, при наличии свободной крышки в разливочном пролете
выпуск стали из конвертера осуществлять с отсечкой шлака (печного).
3.7 Раскисление стали
. Раскисление и легирование стало марганцем, кремнием,
хромом, алюминием, в ковше.
Раскислители и легирующие добавки расходуются только по весу из расчета
получения заданного содержания элементов в готовой стали.
. По химсоставу ферросплавы должны удовлетворять требованиям
соответствующих ГОСТов и ТУ. Мастеру конвертеров должен быть известен химсостав
применяемых ферросплавов.
Запрещается применение ферросплавов с неизвестным химсоставом и смешанных
между собой.
. Вводимые в ковш ферросплавы должны быть сухими, в кусках не более 50
мм, алюминий - в кусках не более 4 кг.
. Науглероживание стали производится коксовым порошком. Присадка
коксового порошка в ковш производится по команде мастера при появлении зеркала
металла в ковше и заканчивается при наполнении ковша на 1/2 высоты. При
науглероживании металла в ковше одновременно с коксом присаживается 20 - 50%
алюминия, расходуемого на плавку. Запрещается присадка коксового порошка на дно
ковша до начала выпуска плавки.
. Присадку ферросплавов начинать после наполнения металлом 1/5 ковша и
заканчивать до наполнения его на 2/3 высоты, при этом особое внимание обращать
на равномерность поступления в ковш ферросплавов, не допуская их закозления и
попадания в шлак. Запрещается присадка ферросплавов через окисленный первичный
шлак.
.Ферросилиций вводят в ковш под струю металла. На дно ковша давать
ферросилиций запрещается. Одновременно вводят ферромарганец и феррохром.
Алюминий вводят в ковш после ввода кремния.
3.8 Внепечная обработка стали в ковше
. Обработка нейтральными газами обязательна для сталей
всех марок. Для продувки металла в ковше применяется аргон или азот и фурмы со
щелевыми соплами.
2. Продувка осуществляется при рабочем давлении нейтрального газа в 4 - 6
атм и расходе 50 - 80 м3/час.
. При поступлении ковша с металлом на установку сталевар установки
внепечной обработки стали производит обязательную предварительную трехминутную
продувку одной фурмой, замер температуры, окисленности и отбор пробы.
. В зависимости от полученных данных о температуре, окисленности и
химсостава стали определяется: длительность основной продувки, необ-ходимость в
корректировке окисленности, доводке стали по химсоставу и температуре.
. Основная продувка осуществляется одной или двумя фурмами, при поднятом,
либо опущенном положении теплоэкарнирующего зонта.
. Длительность основной продувки определяется исходя из значений
температуры ковшевого расплава после предварительной продувки.
. Величина снижения температуры стали при продувке под теплоэкранирующим
зонтом составляет:
— продувка через одну форму 1,2 - 1,5оС в минуту;
— продувка через две фурмы.2,0 - 2,5оС в минуту.
. Разрешается охлаждать сталь прокатной заготовкой из расчета, что ввод
одной 5,5-метровой штанги приводит к охлаждению:
Таблица 23 - Охлаждение стали при вводе прокатной заготовки
|
Сечение заготовки, мм
|
Вес заготовки, кг
|
Снижение температуры, оС
|
|
80х80
|
275
|
2
|
|
150х150
|
965
|
4
|
|
200х150
|
1287
|
6
|
9. Для усреднения химсостава и температуры жидкой стали, в случае
применения охладителя, длительность обработки нейтральными газами должна быть
не менее 6 минут при продувке одной фурмой и 4 минуты при продувке двумя
фурмами.
. Определение окисленности металла в ковше обязательно.
. Замер окисленности производится после предварительной продувки металла
при погружении сменного блока УКОС-Т в расплав на глубину 0,3 - 0,5 м и
выдержке его в течение 17 - 25 сек.
. В случаях превышения активности кислорода в расплаве следует
производить корректировку окисленности стали: либо путем продувки ков-шевого
расплава через фурмы со щелевыми соплами, либо за счет ввода алюминия в
расплав, количество которого определяется по номограммам, либо за счет присадки
раскислителей.
. Для снижения окисленности стали продувка осуществляется через фурмы с
щелевыми соплами. Длительность такой продувки определяется из расчета
уменьшения окисленности металла.
. В случае невозможности требуемого снижения окисленности стали за счет
продувки корректировку окисленности производить путем ввода в ковшевой расплав
чушкового алюминия на глубину 0 5 - 1,0 и ниже уровня шлака или алюминиевой
проволоки. Ввод алюминия производится после прекращения продувки и подъема
фурмы. При этом один килограмм введенного алюминия снижает окисленность
расплава на 0,0001%.
. Продолжительность продувки после введения алюминия должна быть не менее
двух минут, после чего проводится замер температуры и окисленности.
. Доводку стали по химическому составу (углерод, марганец, сера, фосфор,
кремний) разрешается производить после получения экспресс-анализа ковшевой
пробы.
Количество и порядок присадки ферросплавов и шлакообразующих, материалов
определяется сталеваром по внепечной обработке стали и согласовывается со
сменным мастером конвертеров.
. Присадка ферросплавов осуществляется под действующую фурму и в область,
свободную от шлака, порциями по 50 - 200 кг при заглублении фурмы на 0,5 - 1,5
м и расходе нейтрального газа 15 - 20 м3/час.
. После окончании ввода ферросплавов и алюминия производится
усреднительная продувка длительностью не менее 3 минут одной фурмой и 2 минут
двумя фурмами.
. При получении температуры стали после предварительной продувки на
нижнем пределе доводка по химическому составу не производится, а плавка
выдается на разливку.
. В качестве углеродсодержащих материалов применяется пыль УСТК и коксик
(фракции 0 - 3 мм).
. Доводка осуществляется за счет вдувания углеродсодержащего материала
через фурму с внутрифурменным эжектором или присадки углеродсодержащего
материала в свободную от шлака околофурменную зону.
. Перед подачей углеродосодержащего материала рекомендуется шлак в ковше
загущать известью.
. Вдувание углеродсодержащего порошка осуществляется с интенсивностью 80
- 150 кг в минуту.
Следует учитывать, что вдувание 45 кг углеродсодержащего материала
увеличивает содержание углерода в стали на 0,01%.
. Присадка углеродсодержащего материала в околофурменную зону
осуществляется порциями по 50 - 100 кг, при условии заглубления фурмы не более
1,5 м и расходе нейтрального газа 15 - 20 м3/час.
. После окончания отдачи углеродсодержащего материала производится
усреднительная продувка нейтральным газом длительностью не менее одной минуты.
. По окончании операции доводки стали по химическому составу, температуре
и корректировки окисленности плавка выдается на разливку.
.9 Разливка стали МНЛЗ
. МНЛЗ криволинейного типа
В машинах криволинейного типа (рис. 1) жидкая сталь из
промежуточного ковша попадает в дугообразный (радиальный) кристаллизатор, в
котором формируется изогнутый по определенному радиусу слиток. По выходе из
кристаллизатора слиток, перемещаясь по дуге, проходит зону вторичного
охлаждения и затем попадает в тянуще-правильную клеть, обеспечивающую движение
слитка и одновременно его выпрямление. После клети слиток, перемещаясь в
горизонтальном направлении, попадает в зону резки.
Рис. 1. Схема МНЛЗ криволинейного типа:
/ - промежуточный ковш; 2 - радиальный кристаллизатор;
3 - вторичное охлаждение; 4 - слиток; 5- тянуще-правильная клеть
Радиус изгиба технологической оси криволинейных МНЛЗ
определяют по формуле
R= (30--40) b,
где b -
толщина слитка, м.
Высота МНЛЗ криволинейного типа, близкая по величине к
радиусу изгиба, значительно меньше высоты вертикальных МНЛЗ.
. Технология разливки
После окончания разливки предыдущей плавки МНЛЗ
готовят к следующей разливке. В эту подготовку входят следующие операции:
выведение из машины конца отливавшегося слитка; очистка и проверка стенок
кристаллизатора и его положения относительно оси; проверка форсунок вторичного
охлаждения и осмотр оборудования; введение затравки в кристаллизатор и заделка
зазора между головкой затравки и кристаллизатором асбестом и огнеупорной
глиной.
Перед началом разливки устанавливают нагретый
промежуточный ковш в заданное положение над кристаллизатором, открывают подачу
воды на кристаллизатор и вторичное охлаждение.
Промежуточный ковш наполняют металлом на высоту 0,4-
0,6 м и затем, открывая стопор, начинают подавать металл в кристаллизатор.
После заполнения кристаллизатора до заданного уровня (200-300 мм от верха)
включают двигатели тянущих валков; одновременно автоматически включается
механизм возвратно-поступательного движения кристаллизатора. Длительность заполнения
кристаллизатора до начала вытягивания слитка должна обеспечить образование
толстой корочки затвердевшего металла и ее прочное сцепление с затравкой.
Скорость вытягивания плавно повышают до заданного
значения в течение 2 мин. В течение всей разливки скорость вытягивания и
уровень металла в кристаллизаторе стараются поддерживать постоянными, с
дополнительными тепловыми потерями температура металла, разливаемого на машинах
непрерывного литья, должна быть на 20-40° С выше температуры при разливке в изложницы.
Скорость разливки и температура металла тесно связаны между собой. Их подбирают
опытным путем в зависимости от сечения слитка и марки разливаемой стали.
Увеличение скорости разливки обеспечивает рост производительности установки.
Однако при значительном увеличении скорости разливки корочка затвердевшего
металла при выходе слитка из кристаллизатора будет слишком тонкой и это может
привести к ее разрыву и остановке разливки.
Скорость разливки (скорость вытягивания слитка) для
квадратных слитков сечением 150 х150 мм составляет 4-6 м/мин. Металл в
кристаллизатор подают «под уровень» с помощью удлиненных составных стаканов,
конец которых погружен в металл на глубину 50-100 мм (рис. 2 б). Подачу
осуществляют вертикальной струей.
Рис.2. Способы подачи металла в кристаллизатор:
а - открытой струей; б - под уровень вертикальной
струей; / - кристаллизатор; 2 - промежуточный ковш; 3 - стакан; 4
- составной стакан для подачи металла под уровень; 5 - защитный слой шлака
Разливка под уровень предотвращает окисление и
разбрызгивание струи металла и уменьшает его охлаждение, снижает пораженность
слитка поверхностными продольными трещинами.
При отливке круглых, квадратных и прямоугольных
слитков, характеризуемых малым отношением ширины к толщине, металл подают в
кристаллизатор через один стакан, как правило, вертикальной струей по оси
кристаллизатора.
При движении слитка вниз возможен разрыв корочки
слитка и ее зависание на стенках кристаллизатора вследствие прилипания стали к
стенкам и трения о стенки кристаллизатора. Чтобы избежать разрывов корочки,
кристаллизатору сообщают возвратно-поступательное движение, а на стенки вовремя
разливки подают смазку. При совместном движении слитка и кристаллизатора вниз
корочка упрочняется, что уменьшает вероятность ее разрыва. При подъеме
кристаллизатора становятся доступными для смазки участки стенок, которые затем
оказываются залитыми жидким металлом. Смазка предотвращает налипание стали на
стенки кристаллизатора и уменьшает трение при скольжении слитка. Для уменьшения
окисления металла и предотвращения образования заворотов окисленной корочки в
верхней части кристаллизатора при разливке легированных сталей на поверхности
металла создают защитные покрытия в виде слоя жидкого шлака. Жидкий шлак обычно
получают в результате сгорания вводимых в кристаллизатор порошкообразных
экзотермических смесей. При разливке под слоем шлака и графита смазку на стенки
кристаллизатора не подают.
При подаче металла в кристаллизатор нельзя допускать
перерывов струи и резкого изменения количества подаваемого металла. Перерыв
струи вызывает образование спаев (поясов) на слитке. При изменении расхода
металла возникают колебания уровня металла в кристаллизаторе и вследствие этого
ужимины на поверхности слитка.
На качество слитка существенное влияние оказывает
режим вторичного охлаждения. Интенсивность его зависит от скорости разливки,
сечения слитка и свойств разливаемой стали (склонности к образованию трещин).
Обычно расход охлаждающей воды увеличивают при увеличении скорости разливки.
При чрезмерной интенсивности вторичного охлаждения
вследствие больших термических напряжений в слитке возникают внутренние
трещины. В связи с этим применяют «мягкое» охлаждение - на поверхность слитка
подают распыленную воду так, чтобы охватить ею длинный участок слитка. В то же
время при слишком малой интенсивности вторичного охлаждения недостаточно
прочная горячая корочка слитка может деформироваться («раздутие» слитка). Для
спокойной стали расход воды на вторичное охлаждение составляет 0,5-0,9 л на 1
кг стали.
В отдельных случаях разливку стали на машине не
удается довести до конца. Причинами аварийной остановки разливки могут быть:
прорыв жидкого металла через корочку слитка в зоне вторичного охлаждения,
разбрызгивание струи металла на стенки кристаллизатора, растрескивание стакана
в промежуточном ковше, застывание металла в стакане, неполадки в механическом и
электрическом оборудовании установки.
4. Расчет основных размеров
кислородного конвертера
Исходные условия:
Профиль кислородного конвертера и условные обозначения, касающиеся
геометрических размеров берутся согласно рисунку 1
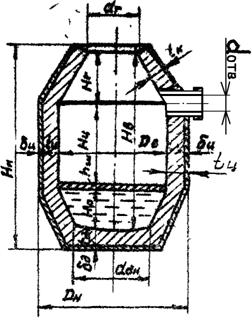
Рисунок 1. Кислородный конвертер
а) Q - емкость (садка) конвертера, 350 т;
в)
Р1 - давление кислорода на входе в сопло, 12 атм;
г)
Р2 - давление кислорода на выходе в сопло, 1,1 атм;
д) Т - температура кислорода перед соплами, 293 К.
.
Критическая скорость истечения кислорода (м/с) однозначно определяется
температурой потока по уравнению:
 ,
,
где
R - газовая постоянная для кислорода, равная 26,5  .
.
2.
Максимальная скорость выхода кислородной струи из сопла:

где
φ
- коэффициент, учитывающий суммарные
потери скорости газа в сопле;
g - ускорение
силы тяжести;
к
- показатель адиабаты, равный для двухатомных газов 1,4.
3. Плотность кислорода (кг/м3) при входе в сопло:
 ,
,
гдеρ0 - плотность технического кислорода, состоящего из 99,6%
О2 и 0,4% N2;
,033
- атмосферное давление.
4.
Плотность кислорода (кг/м3), истекающего из сопел фурму:
5. Удельный объем конверторов (м3/т):

6.
Глубина металлической ванны (м) в спокойном состоянии:

7. Внутренний диаметр конвертера (м):
 .
.
8. Если принять количество шлака равным 15,0928% и при
плотности 3000 кг/м3, то слой шлака (м):

9. Общая глубина ванны в спокойном состоянии (м):
H1=1,828+0,494=2,322.
10. Объем металлической ванны (м3):
11. Внутренний диаметр днища конвертера (м) определяется
из уравнения:

для
чего это уравнение преобразовывается путем замены:
 ,
,
 ,
,
 .
.
В
результате получаем:
 ,
,
откуда
 .
.
12. Диаметр горловины конвертера (м):

13. Рабочий объем конвертера (м3):

14. Высота горловины (м):
 ,
,
где
α
- угол наклона горловины, принимается 60˚.
15.
Высота цилиндрической части
конвертера (м) определяется из уравнения:

 .
.
16. Внутренняя (полезная) высота конвертера (м):
 .
.
. Отношение внутренней высоты к внутреннему диаметру
конвертера:
 .
.
18. Толщина футеровки в цилиндрической части конвертера
(м):

19. Толщина футеровки в конической части (м):

20. Толщина футеровки днища конвертера (м):

21. Толщина металлического кожуха конвертера в
цилиндрической части (м):
 .
.
Для
днища и конической части конвертера толщину металлического кожуха берем на 0,04
м меньше:

22. Наружный диаметр конвертера (м):
 .
.
23. Полная высота конвертера (м):

24. Отношение полной высоты к наружному диаметру
конвертера:
25. Диаметр выпускного отверстия (м) определяется из
выражения:

5.
Расчет параметров и конструирование кислородной фурмы
Задача проектирования сверхзвукового дутьевого сопла
состоит в удовлетворении следующим требованиям:
сопло должно обеспечить строго определенный расход и
максимально возможную скорость истечения кислорода при заданном давлении перед
ним;
·
сохранение
постоянства заданных аэродинамических характеристик кислородных струй на
возможно длительное время;
·
конструкция и
технология изготовления сопла должны быть, возможно, простыми.
Для получения скорости истечения газа большей, чем
скорость звука нужно применить сопло определенной конфигурации - сопло Лаваля.
Проектирование кислородной фурмы начинается с выбора
числа сопел и расчета размеров последних.
5.1 Расчет сопла Ловаля
Расчет сопла Ловаля сводится к определению длины сопла и размеров его
критического, входного и выходного сечений. Исходными данными для этого
являются расход кислорода (Vо),
давление (Р1) и температура (t1)
его перед соплом в фурме.
На основании данных расчета материального расчета плавки принимаем:
- удельный расход технического кислорода на 1т садки 61,7127 м3/т;
удельную интенсивность продувки 3,5 м3/т.мин;
давление и температуру перед соплом соответственно Р1=12 атм, и Т1= 293
К;
количество сопел в головке фурмы 5 шт;
Чтобы исключить возможность истечения кислорода с недостатком давления и
возможность отрыва струи от стенок сопла, принимаем величину Р2 на 0,1 атм
больше давления окружающей фурму среды.
Площадь критического сопла Ловаля (Fкр) вычисляется по уравнению
неразрывности, составленному для этого сечения:
 ,
,
гдеG -
массовый расход кислорода, кг/с;
 -
плотность кислорода в критическом сечении, кг/м3;
-
плотность кислорода в критическом сечении, кг/м3;
 -
скорость кислорода в критическом сечении, м/с.
-
скорость кислорода в критическом сечении, м/с.
Массовый
расход кислорода можно определить по уравнению
 ,
,
гдеVо -
объемный расход кислорода, м3/с;
ро
- плотность кислорода при нормальных условиях, кг/м3.
Тогда
 ,
,
откуда
или
с учетом количества сопел в фурме
Где
350 - емкость конвертера, т;
,5
- удельная интенсивность продувки, м3/т·мин;
-
количество секунд в 1 минуте.
При
нормальных условиях плотность технического кислорода (кг/м3), состоящего из
99,6% О2 и 0,4 N2

Плотность
кислорода в критическом сечении можно определить по уравнению
 ,
,
гдеРкр
- давление кислорода в критическом сечении, атм;
Ткр
- критическая температура.
Определим
давление в критическом сечении сопла по формуле
 атм
атм
Вычислим
критическую температуру
 К
К
Тогда
 кг/м3
кг/м3
Скорость
в критическом сечении определяется по уравнению
Подставляя
найденные величины в уравнение получим Fкр в расчете на
одно сопло применительно к пятисопловой фурме:
 м2
м2
Диаметр
сопла в критическом сечении составит
 м или 50
мм
м или 50
мм
Площадь
сечения одного сопла на выходе определяется по формуле
 .
.
гдеV2
- удельный объем кислорода при Т2 и Р2, м3/кг;
W2 - скорость
кислорода на срезе сопла Ловаля (на выходе), м/с.
Удельный
объем кислорода (V2) c учетом параметров (Т2 и Р2) определяется по уравнению

Температура
кислорода (Т2) после его расширения до Р2=1,1 атм определяется по формуле
Тогда
 м3/кг
м3/кг
Скорость
кислорода на срезе сопла определим по формуле
Тогда
Увеличение
сечения от Fкр до Fвых происходит на участке lзакр, длина
которого (мм) при принятом угле раскрытия β равном 10о составит
Длина
докритической части сопла (мм)
 .
Принимаем 25, а радиус округления сопла в до-критической части при переходе к
критическому сечению принимаем равным диаметру критического сечения (мм):
.
Принимаем 25, а радиус округления сопла в до-критической части при переходе к
критическому сечению принимаем равным диаметру критического сечения (мм):
 мм.
мм.
Диаметр
входного сечения сверхзвукового сопла dвх определяется значениями lдокр
и Rскр графически. В данном случае dвх =
66 мм.
Общая
длина сопла составит (мм)
 мм
мм
Принимая
во внимание, что в практике кислородно-конвертерного процесса наблюдается
тенденция расположения фурмы при продувке на высоте (Нф), близкой к длине ядра
начальных скоростей струи (Хо), определим рациональную в данных условиях
рабочую высоту фурмы над уровнем ванны в спокойном состоянии.
На
основании выражения по определению длинны ядра начальных скоростей струи
получим:

где
Р1 - давление кислорода на выходе в сопло, атм;
dкр -
критический диаметр сопла, м.
5.2 Разработка конструкции наконечника и фурмы
Толщину стенки сопла берем равной 10 мм (обычно она равна 8-12 мм).
Принимаем угол наклона сопел к вертикальной оси равным 20о при размещении
сопел на торцевой части головки в один ряд.
По полученным данным о размерах сопел, площади входных и выходных сечений
последних, а также угла наклона их к оси фурмы путем графических построений
определяем размеры и проектируем конструкцию коллектора и торцевой части
головки фурмы.
В соответствии с полученными размерами выбираем необходимые диаметры
кислородоподводящей (Dк),
разделительной (Dр) и наружной (Dн) труб фурмы по ГОСТ 8732-58 на
стальные бесшовные трубы, выпускаемые нашей промышленностью. При этом учитывается
необходимость обеспечения достаточного расхода воды на охлаждение фурмы, а
также соотношение сечений каналов для подвода и отвода воды.
В данном случае Dк
=325х8 мм, Dр =377х9мм, Dн =426х9мм.
На основании данных, о расстоянии от уровня спокойного металла в
конвертере до фурменного окна в камине, а также крайнего верхнего положения
каретки закрепления фурмы определяем длину последней в 23 м.
С учетом удаления патрубков фурмы от стационарных точек подвода кислорода
и воды к агрегату выбираем длину гибкого металлического рукава в 22 м.
5.3 Расчет расхода воды на охлаждение фурмы
Потери тепла Qф на охлаждение
кислородной фурмы определяют по формуле:

где
q1, q2 - соответственно величина удельного теплового потока
для участка фурмы, находящейся в полости конвертера и для участка,
расположенного над конвертером, МДж/м2·ч;
lп. к., lн. к
- соответственно длина участка фурмы, находящейся в полости конвертера и над
ним, м;
Dн - наружный
диаметр фурмы, м.
При
наружном диаметре фурмы 0,426 м и глубине опускания ее в конвертер на 6 м
(глубина опускания определяется разностью между расстоянием от уровня спокойной
ванны до среза горловины конвертера и рабочей высоты фурмы над ванной) потери
тепла во время продувки при q1=2500 и q2=375,0 МДж/м2·ч составят:
 МДж/ч
или 28592,055·103 кДж/ч.
МДж/ч
или 28592,055·103 кДж/ч.
При
этом весовой расход охлаждающей воды будет равен МДж/ч:

гдеС
- теплоемкость воды (4,19 кДж/кг·К);
Твых,
Твх - температура воды на выходе и входе в фурму, К.
Объемный
расход воды на охлаждение фурмы:
5.4 Определение рабочего давления кислорода перед гибким шлангом фурмы
Вначале определяем давление технического кислорода на входе в фурму по
формуле:

Где
Рв.ф. - давление технического кислорода при входе в фурму, атм;
Dк - внутренний
диаметр кислородподводящей трубы, см;
ρ0 - плотность технического кислорода при нормальных условиях, кг/м3;
V0 - расход
технического кислорода, м3/с;
Р1
- давление технического кислорода на входе в сопло (выше принято равным 12
атм);
λф - коэффициент трения, принятый для металлической трубы равным 0,05;
lф - длина
фурмы, м (выше была принята 23 м).
После
подстановки необходимых величин в уравнение получаем:
 атм.
атм.
По
аналогии с вышеприведенным расчетом определяем давление технического кислорода
перед гибким шлангом фурмы. Давление кислорода перед гибким шлангом
определяется по аналогичному выражению:

гдеλш - коэффициент трения для металлорукавов, принятый
равным 0,1;
Dш - внутренний
диаметр металлорукава, см.
 атм.
атм.
6. Футеровка кислородного конвертера
Конвертерный способ производства стали с продувкой кислородом сверху
получил в настоящее время широкое распространение во всех странах. Большое
значение для дальнейшего развития кислородно-конвертерного производства имеет
повышение стойкости огнеупорной футеровки конвертеров, которое способствует
увеличению продолжительности межремонтного периода их работы и, следовательно,
росту выпуска стали и снижению её себестоимости.
Промышленность выпускает огнеупорные материалы с высокими показателями
свойств, однако футеровка конвертера подвержена быстрому износу, что
обусловлено многими факторами: качеством огнеупоров, способом футеровки,
профилем конвертера, спецификой технологического процесса и методом
эксплуатации.
Футеровка кислородного конвертера подвергается целому ряду разрушающих
воздействий. К ним относятся: механические, включающие воздействие на футеровку
при загрузке шихты; абразивное воздействие движущегося с большими скоростями
газового потока, несущего твердые и жидкие частицы различных размеров и
состава; размывающее воздействие движущегося расплава; химические (включающие
коррозионные) воздействия на футеровку различных по составу шлаков, расплавов,
плавильной пыли, шлакообразующих материалов; термические воздействия вследствие
резких колебаний температур, связанных с технологическими операциями, а также
неравномерность распределения температур по поверхности рабочего пространства.
6.1 Материалы, применяемые для футеровки конвертера
Конвертерные огнеупоры должны отвечать следующим основным требованиям:
обладать высокой металлошлакоустойчивостью и термо-стойкостью, иметь повышенную
механическую прочность и сопротивляемость истирающему воздействию расплавов и
шихтовых материалов при высоких температурах, обладать сравнительно низким
коэффициентом термического расширения, быть недефицитными и иметь сравнительно
низкую стоимость.
Постоянно присутствующими и наиболее активными компонентами шлакового
расплава по отношению к огнеупорам являются оксиды железа, так как они резко
снижают температуру плавления практически всех соединений входящих в
применяемые огнеупорные материалы. Поэтому в состав конвертерных огнеупорных
материалов необходимо вводить компоненты, снижающие активность оксидов железа
без нарушения свойств огнеупора. Для этих целей наиболее подходящим элементом
оказался углерод, входящий в состав смол и пеков коксохимического производства.
В практике конвертерных процессов получили наибольшее распространение безобжиговые
огнеупорные материалы на смоляной или пековой связке. Обычно используются
каменноугольная смола или пек с антраценовым маслом. Эти материалы в огнеупорах
выполняют несколько важнейших функций. Во-первых, связывая зерна огнеупора,
друг с другом, они позволяют получать формованные изделия с достаточно высокой
механической прочностью в холодном состоянии. Во-вторых, образуя
водонепроницаемые пленки на поверхности зерен, они предохраняют изделия от
быстрой гидратации. В-третьих, при разогреве футеровки они коксуются.
Образующийся коксовый сросток связывает зерна огнеупора друг с другом,
обеспечивая необходимую прочность при высоких рабочих температурах.
В-четвертых, смола и пек являются источниками химически активного углерода. В
результате резко увеличивается шлакоустойчивость огнеупоров, главным образом за
счет снижения разрушающего действия оксидов железа.
Следует отметить, что применение пека в качестве связки позволяет
увеличить стойкость огнеупоров по сравнению со смолосвязанными изделиями на 10
- 13% устойчивость к гидратации поднимается почти в 1,5 раза.
В процессе эксплуатации в огнеупоре возникает специфическое зональное
строение характеризующееся наличием офлюсованной или рабочей зоны которая
представляет собой огнеупор, пропитанный шлаковым расплавом обезуглероженного
слоя в котором практически отсутствуют компоненты шлака, и зоны неизмененного
огнеупора.
Все зоны переходят друг в друга постепенно. Износ футеровки происходит
непрерывно с образованием постоянно движущейся в глубь огнеупора обезуглероженной
зоны флюсующие компоненты шлакового расплава SiО2, А12О3, P2O5, FeO, МnО
мигрируют только в обезуглерожонную часть огнеупора, где, реагируя с матрицей
огнеупора, образуют зону с пониженной температурой плавления которая постепенно
смывается расплавом.
В свою очередь скорость образования обезуглероженной зоны находится в
прямой зависимости от таких факторов, как качество огнеупорных изделий
активности оксидов железа в шлаке, температурных условий хода процесса и
интенсивности движения контактирующих фаз.
Активность оксидов железа, изменение температуры и интенсивность движения
фаз определяются технологией которая, как правило, является установившейся для
конкретных марок стали и способа разливки.
В этих условиях уменьшить износ огнеупоров можно только, повышая их
качество, которое должно характеризоваться высокой плотностью изделий, большим
коксовым числом применяемой связки и чистотой исходных материалов по содержанию
таких вредных примесей, как SiO2 и
R2O3, сумма которых не должна превышать 2 - 3%.
В настоящее время для изготовления огнеупорных изделий используют
обожженные доломит и периклаз, а также различные их смеси с получением смоло и
пекосвязанных периклазоизвестковых, периклазовых известково-периклазовых
огнеупоров. Указанные материалы определенного фракционного состава смешивают с
обезвоженной каменноугольной смолой или пеком, нагретыми до 130 - 150° С. Из
полученной массы прессуются под давлением (≥130 - 150 МПа) фасонные
изделия. Недостатком таких безобжиговых огнеупорных материалов является
ограниченный срок их хранения не превышающий в зависимости от состава исходных
материалов и качества изготовления 3 - 7 суток.
Обязательным условием успешной службы всех огнеупоров на смоляной или
пековой связке является их обжиг после окончания перефутеровки конвертера. В
процессе обжига происходит коксование смолы, увеличивающее прочность огнеупоров
при высоких температурах. Обжиг проводят путем сжигания кокса в кислороде,
подаваемом через фурму. Расход кислорода должен обеспечивать получение в рабочем
пространстве конвертера восстановительной атмосферы. Подъем температуры ведут с
различными скоростями, учитывающими изменения прочности огнеупоров при нагреве
и разложении смоляной связки. Обычно в течение первых 10 - 15 мин в зависимости
от типа материала нагрев ведется со скоростью 30 - 45 град/мин до 300 - 550°С.
Благодаря низкой теплопроводности огнеупоров на смоляной связке удается быстро
нагреть без обрушения и закрепить в процесс коксования, сравнительно тонкий
слои футеровки, не изменяя температуру и первоначальную прочность глубинных
слоев футеровки. Затем скорость нагрева снижается до 5 - 7 град/мин. Это
позволяет вести процесс коксования без бурного газовыделения при разложении
углеводородов смолы приводящего к разрушению закоксованного слоя. Кроме того,
при медленном нагреве происходит разложение сложных углеводородов с выделением
и осаждением в огнеупоре дополнительного количества углерода. При достижении
температуры 800-900°С закоксованный слой футеровки достигает значительной
величины. Поэтому в конце обжига скорость нагрева повышают до 15 - 20 град/мин
и доводят температуру до 1100 - 1200° С.
Однако практически все заводы имеют свои режимы обжига, разработанные с
учетом качества исходных материалов, условий изготовления формованных изделий и
технологического процесса плавки.
Эксплуатационные свойства огнеупорных изделий на смоляной связке
существенно улучшаются в случае их предварительной термической обработки. С
этой целью изделия подвергают длительной выдержке в восстановительной атмосфере
при температуре 550 - 600° С. В результате такой обработки коксование смолы
проходит на большую глубину с минимальной потерей углерода. Термическая
обработка делает материал более прочным, шлакоустойчивым, увеличивает срок
годности более чем в 3 раза и в 2 - 3 раза сокращает время разогрева футеровки.
Для повышения прочности, термостойкости, плотности, металлоустойчивости и
шлакоустойчивости и снижения пористости огнеупорных изделий их подвергают после
термической обработки дополнительной пропитке смолой или пеком. Изделия
помещают в автоклавы, где они вакуумируются до остаточного давления 0,005 -
0,01 МПа и пропитываются смолой при ~250°С в течение 1,5 - 2,0 ч.
В результате такой обработки содержание углерода повышается до ≥7%,
открытая пористость снижается до 2 - 3% при повышении высокотемпературной
прочности (при 1500° С) до 7,0 Мпа. Такие огнеупоры особенно необходимы для
футеровки наиболее изнашиваемых участков.
В последнее время получают широкое распространение периклазоугле-родистые
огнеупоры. Их характерной особенностью является высокая шлакоустойчивость и
термостойкость. Это достигается путем увеличения содержания углерода в
огнеупоре до 10 - 25%, что обеспечивает повышение теплопроводности до 12 - 18
Вт/(м · К). В качестве связующего компонента используется не каменноугольная
смола или пек, а фенолформальдегидная смола в смеси с графитом. Для увеличения
стойкости против окисления углерода в шихтовую смесь при производстве
огнеупоров добавляют небольшое количество алюминия или его сплавов (1 - 2%). Шихтовые
материалы смешивают без предварительного подогрева компонентов, что облегчает
условия труда по сравнению с использованием каменноугольных смол или пеков
Изделия прессуют при давлении 100 - 150 МПа с последующей термической
обработкой, заключающейся в нагреве в воздушной среде при 250°С в течение 20 -
24 ч. Периклазоуглеродистые материалы в зависимости от состава исходной шихты
содержат 94 - 98% MgO, содержание
углерода (сверх 100% огнеупорного материала) - 10 - 25%, плотность 2,88 - 3,06
кг/м3, открытая пористость 2,5 - 7%, предел прочности при сжатии 35 - 63 МПа,
температура начала деформации под нагрузкой может составлять 1700°С.
6.2 Огнеупорные растворы и массы
Растворы и массы применяют для заполнения швов и неплотностей, которые
образуют между кирпичами при выполнении футеровки конвертеров, подмазки
горловины, горячего ремонта сталевыпускного отверстия, уплотнения стыка между
футеровкой днища и корпусом конвертера и т.д. Растворы и массы могут состоять
из одного материала или смеси материалов с добавкой связующих веществ. Они
должны обладать огнеупорностью, приблизительно равной огнеупорности кирпича в
кладке, хорошей сопротивляемостью разъедающему действию шлака. Материалами для
приготовления огнеупорной массы служит магнезитовый или доломитовый порошки. В
качестве связующего применяют препарированную смолу, сернокислый магний и
жидкое стекло.
Для заделки сталевыпускного отверстия и подмазки горловины конвертера
применяют смесь, состоящую из 80% и более периклазошпинелидного или
магнезитового кирпича, 15% огнеупорной глины и 5% графита. Массу затворяют
водой до тестообразного состояния.
Для горячего ремонта сталевыпускного отверстия применяют водный раствор,
изготовленный из магнезитового порошка фракции 4 мм с добавлением 5-6%
сернокислого магния или жидкого стекла.
6.3 Конструкция футеровки конвертера
Корпус кислородного конвертера состоит из днища, нижнего усеченного
конуса, цилиндрического пояса и конической горловины. У основания верхней
конической части кожух конвертера имеет сталевыпускное отверстие, которое
предназначено для лучшего отделения стали от шлака во время её выпуска в ковш
после каждой плавки. Кожух конвертера имеет симметричную горловину.
Днище кислородного конвертера предлагаю выполнить вставным. Вставное
днище представляет собой металлическую футерованную крышку, вмонтированную
заподлицо в люк определенного диаметра. Относительно небольшие размеры такого
днища и его центральное положение позволяют сохранить жесткость и прочность
корпуса, обеспечивает при этом быстрое охлаждение футеровки во время ремонта, и
организуют подачу огнеупорных материалов с уровня пола цеха. Однако при ремонте
такого днища футеровка разрушается и выполняется вновь. В соответствием с
профилем конвертера его футеровку подразделяют на следующие основные части:
днище, цилиндрическую часть и горловину.
Кладка этих частей имеет некоторые особенности как вследствии своего
расположения, так и условий службы. Для огнеупоров горловины конвертера
характерны специфические условия службы: налипание металла на футеровку в
результате его выбросов и резкие термические удары. Футеровка нижней конической
части и днища контактирует с бурлящим металлом, и в меньшей степени со шлаком.
Футеровка цилиндрической части разрушается преимущественно в результате
химического взаимодействия с бурлящим шлаком, нагретым до высокой температуры с
последующим смыванием прореагировавшего рабочего слоя газовым потоком, металлом
и шлаком. Служба огнеупоров во всех зонах усложняется значительными
термическими ударами и воздействием переменной газовой среды. Завалочная
сторона футеровки разрушается механически при загрузке скрапа и чугуна.
Футеровка сталевыпускного отверстия находится в чрезвычайно жестком тепловом
режиме: во время выпуска плавки рабочая поверхность кладки нагревается от
400-700 до 1590-1680оС и подвергается истирающему воздействию жидкого металла и
шлака. В связи с этим важно, чтобы футеровка этой части обладала хорошей
термической стойкостью и высокой прочностью. В большинстве случаев наибольший
износ наблюдается в районе шлакового пояса и загрузочной стороны. Интенсивно
разрушается также кладка сталевыпускного отверстия.
Футеровка конвертера должна иметь высокую прочность и плотность. Для
обеспечения прочности и плотности кладки большое значение имеет правильный
расчет и распределение температурных швов в огнеупорной кладке, так как
недостаточное их число ведет к вспучиванию, разрушению кладки и деформации
металлического кожуха, а избыточное их количество - к проникновению металла и
шлака в футеровку. Материалом для температурных швов служат дерево, картон,
толь. Они закладываются между кирпичами в виде пластин, соответствующих
размерам плоскостей укладываемого кирпича. Температурные швы огнеупорной кладки
футеровки делают рассредоточенными, что позволяет обеспечить равномерный рост
кладки и исключает проникновение металла и шлака в кладку.
Футеровка конвертера выполняется из нескольких слоев различных
огнеупорных материалов. В настоящее время в эксплуатации находится двухслойная
футеровка, состоящая из арматурного и рабочего слоев.
Арматурный слой предназначен для защиты металлического кожуха конвертера
от непосредственного воздействия расплава. Поэтому арматурный слой
изготавливается из обожженных высококачественных огнеупорных материалов
(магнезитового, периклазошпинелидного или хромомагнезитового кирпича) и
выкладывается толщиной 115... 230 мм. Зазоры между стальным корпусом и кирпичом
заполняют периклазовым порошком без использования раствора. Обычно арматурный
слой выдерживает несколько кампаний без замены.
Рабочий слой обеспечивает технологический процесс ведения плавки. Как
правило, в настоящее время он изготавливается из безобжиговых огнеупоров на
смоляной или пековой связке. Кладку ведут без раствора с перевязкой швов,
кольцами или по винтовой линии.
Кладка по толщине рабочего слоя выполняется, как правило, из двух
кирпичей (блоков) различной длины. Стойкость рабочего слоя стен определяет
длительность кампании конвертера и его технико-экономические показатели.
Футеровка рабочего слоя верхней конической части в зависимости от вместимости
конвертера выполняется горизонтальными или наклонными рядами. В отечественной
практике три - десять верхних рядов выкладываются из периклазошпинелидных или
периклазохромитовых обожженных огнеупоров на соответствующих растворах. Плохая
стойкость смоло-пекосвязанных огнеупоров обусловлена повышенным износом кладки
на этом участке вследствие ударных и абразивных воздействий загружаемых твердых
шихтовых материалов, окисления углерода связки огнеупора за счет контакта с
окислительной атмосферой и взаимодействия воды с материалом кирпича, попадаемой
при подтекании фурмы, или охладителя конвертерных газов.
Профиль футеровки днища может иметь сферическую или плоскую форму. Во
всех случаях на металлический кожух укладываются листовой асбест и выравнивающий
слой периклазовой массы на сернокислой магнезии или доломитовой массы на
смоляной связке. Рабочий слой выполняется из периклазошпинелидного кирпича,
поставленного на торец обычно в два слоя или в один слой. Вся кладка
выполняется без раствора с перевязкой швов каждого слоя путем поворота
последующего слоя на 45 ... 90°. Швы кладки заполняются тонкомолотым
периклазовым порошком размером частиц менее 0,2 мм.
В районе границы верхней конической и цилиндрической частей конвертера
находится сталевыпускное отверстие.
Угол наклона канала отверстия к горизонтали может изменяться в широких
пределах от 0 до 45° и определяется удобством горячих ремонтов отверстия, его
стойкостью, зависящей от гидродинамики струи расплава, изменением траектории
струи в процессе слива, требующего точной центровки относительно
сталеразливочного ковша, исключением возможности совместного слива металла и
шлака. Принимаю этот угол наклона равным 0о.
Учитывая большие скорости металла и его размывающие воздействия на
огнеупоры при прохождении через сталевыпускное отверстие, последнее выкладывают
из специальных блоков, изготовленных на основе плавленых периклазовых
огнеупоров, сравнительно неплохо противостоящих размывающему действию расплава.
Однако стойкость сталевыпускного отверстия пока остается самой низкой по
сравнению с другими элементами футеровки конвертера.
Длина выпускного отверстия обычно составляет 1200 - 1500 мм и его
футеровка выступает за корпус конвертера на расстояние 500 - 700 мм в
зависимости от угла наклона отверстия, что обеспечивает необходимую траекторию
струи металла. Внутренний конец блоков закреплен в рабочем слое футеровки.
Остальная часть блоков крепится в арматурном слое, который выполняется из
периклазовых огнеупоров.
Как уже упоминалось, износ огнеупорной кладки в кислородных конвертерах
имеет сложный характер и зависит как от качества огнеупорных материалов, так и
от технологии плавки. Основным фактором является воздействие
газошлакометаллической эмульсии. Это подтверждается тем, что наиболее
интенсивный износ футеровки наблюдается, как правило, в средних и верхних
участках футеровки. Общий характер износа футеровки наиболее полно
характеризуется топографией ее рабочей поверхности в конце кампании.
На интенсивность износа футеровки по всей поверхности рабочего объема
большое влияние оказывает образующийся в процессе выпуска плавки шлаковый
гарнисаж. Наличие застывшей шлаковой корочки на поверхности футеровки
способствует задержке взаимодействия наиболее агрессивных первичных шлаков,
содержащих повышенные концентрации оксидов железа и кремния.
Малый объем расплава по сравнению с объемом рабочего пространства
конвертера приводит к тому, что значительная часть футеровки, расположенная
выше уровня расплава, в процессе слива металла, а затем шлака не контактирует
со шлаком и не имеет шлакового гарнисажа. Поэтому износ футеровки на этих
участках в начале продувки происходит наиболее интенсивно. Повышенный износ
футеровки со стороны загрузки шихты обусловлен механическим разрушением, как
самой футеровки, так и разрушением шлакового гарнисажа в процессе завалки
металлического лома.
В настоящее время, целесообразным является применение зональной кладки из
огнеупоров, различных по химическому составу, плотности, количества углерода в
связке и степени ее закоксованности. В этом случае практически не изменяется
проектный профиль рабочего пространства, так как на более изнашиваемых участках
должны устанавливаться материалы, обеспечивающие равномерный износ всех
элементов футеровки.
Для увеличения стойкости футеровки горловины устанавливаются
периклазохромитовые огнеупоры. Они же используются для кладки донной части.
Шлаковый пояс целесообразно футеровать периклазоуглеродистыми огнеупорами.
Следует отметить, что шлаковый гарнисаж в повышении стойкости футеровки в
настоящее время играет все большую роль в связи с переходом на работу со
шлаками, содержащими до 6-10% MgO.
Такие шлаки отличаются от обычных конечных шлаков значительно меньшей
агрессивностью по отношению к футеровке.
Однако наиболее эффективным способом повышения стойкости футеровки
является нанесение на ее поверхность порошкообразных периклазовых огнеупоров,
нагретых до высоких температур. Такой способ ремонта получил название
факельного торкретирования и осуществляется с помощью специального
оборудования, принцип работы и устройство которого рассмотрены далее.
Предлагаю футеровку кислородного конвертера выполнить в два слоя -
арматурного и рабочего. Арматурный слой предлагаю выполнить из магнезитового
кирпича, отвечающего требованиям ГОСТа 4689-74, рабочий слой - из смоломагнезитового
кирпича, соответствующего требованиям технических условий ТУ-14-8-171-75.
Кладка арматурного слоя футеровки относится к первой категории сложности
и выполняется насухо с толщиной шва не более 1 мм.
Арматурный слой конической и цилиндрической части конвертера предлагаю
выполнить магнезитовым кирпичом, уложенных на торец к броне конвертера,
толщиной 135 мм. Кладка выполняется насухо с заполнением швов тонкомолотым
магнезитовым порошком с крупностью зёрен не более 1 мм. Арматурный слой днища
выполняется магнезитовым кирпичом марки МО-91-1 в два слоя: первый и второй
слои - на ребро 230 мм, каждый.
Кладка рабочего слоя цилиндрической части конвертера предлагаю выполнить
смоломагнезитовым кирпичом толщиной 750 мм в перевязку без температурных швов.
Кладка ведется, как уже упоминалось, кольцами с обеспечением максимальной
плотности в замках. Предлагаю футеровку рабочего слоя горловины выполнить
смоломагнезитовым кирпичом. Верхние три кольца кладки рабочего слоя горловины
выполняется из периклазошпинелидного кирпича. Футеровка рабочего слоя днища
предлагаю выполнить смоломагнезитовым кирпичом длиной 550 мм. Сталевыпускное
отверстие в рабочем и арматурном слоях выполняются специальными блоками.
Выбранный тип футеровки позволил увеличить компанию до 1500 плавок, а в
совокупности с горячим ремонтом - до 2000 плавок.
6.4 Ремонт футеровки конвертера
В процессе службы футеровка изнашивается, слои огнеупоров смываются и
переходят в шлак, в кладке образуются местные прогары и углубления, а на
верхних рядах горловины - настыли. Для восстановления изношенной футеровки
применяют ремонт. Ремонты делятся на горячие, когда ремонтируется какой-то
наиболее изношенный участок футеровки, и холодные, в процессе которых
заменяется обычно вся рабочая часть футеровки. В отечественной практике для
горячего ремонта или восстановления части футеровки наибольшее распространение
получил так называемый метод факельного торкретирования. Предлагаю для ремонта
разрабатываемого мною конвертера использовать также факельное торкретирование. Сущность
процесса заключается в создании в полости конвертера высокотемпературнного
факела, нагруженного торкрет - массой из тонкомолотого огнеупорного порошка и
топлива. Благодаря высокой температуре факела (1800 - 2000оС), достигаемой в
результате сжигания топлива, в струе одновременно подаваемого кислорода,
мелкодисперсные частицы огнеупорного порошка переходят в пластическое
состояние, поэтому формирование торкрет - слоя происходит почти мгновенно.
Факел обеспечивает транспортировку и нагрев частиц, аэродинамикой факела
обусловлена сепарация частиц, высокая температура факела обеспечивает
формирование торкрет - покрытия. Особенностью этого способа торкретирования
является очень быстрый нагрев частиц в факеле топливно-кислородной горелки.
Зерна периклаза подвергаются в факеле термическому удару и попадают на
футеровку в высокоактивированном состоянии. В качестве торкретмассы на
металлургических заводах применяются двухкомпонентные смеси, состоящие из 70 -
75% периклазового порошка и 25 - 30% порошка кокса или угля. Периклазовые
порошки содержат 85 - 90% MgO и
имеют размер частиц ≤0,3 мм, содержание фракции <0,1 составляет ≥85
- 90%. Помол топлива осуществляется до зерен крупностью ≤1 мм. Кокс и
угли, используемые для торкретмасс, не должны иметь зольность выше 17% и
влажность не более 0,5%.
Качество торкрет - покрытия зависит от температуры процесса.
Торкретирование необходимо начинать через 3-5 минут после слива шлака с
предварительным разогревом футеровки не менее трех минут. Для исключения
скалывания торкрет - покрытия нужно после торкретирования не допускать простои
длительностью больше 30 минут.
Характер износа торкрет - покрытия по ходу продувки почти не отличается
от шлакоразъедания смолосвязанных огнеупоров. Интенсивный износ торкрет -
покрытия в начальный период плавки (5-6 минут) связан с низкой основностью
шлака, а последние 3-4 минуты - с повышением температуры в конвертере и
увеличением коэффициента диффузии Са2+ в шлаке, а также самодиффузии ионов Мg2+ в материале торкрет - покрытия.
Торкрет - покрытие при службе в конвертере изнашивается по 5 - 10 мм за плавку.
Факельное торкретирование производится при горизонтальном или
вертикальном положениях конвертера. Предлагаю применять торкретирование при
горизонтальном положении конвертера.
Особенность технологии заключается в подводе струй кислорода и торкрет -
массы тангенциально относительно цилиндрической части конвертера: установив
фурму в одном положении, можно нанести массу на всю поверхность футеровки. При
такой аэродинамике газового потока эффективность торкретирования составляет
90%.
В комплекс оборудования для факельного торкретирования входят система
питателей, торкрет - фурма, механизмы перемещения и вращения фурмы (при
горизонтальных способах перемещения смонтированы на специальных тележках), а
также соединительная, запорная и регулирующая арматуры.
Торкретмашина состоит из фурмы и механизмов ее вращения и перемещения.
Фурма состоит из трех частей: коллектора, ствола и головки. Головка фурмы
представляет собой ряд сопел, позволяющих организовать направленный факел на
большую поверхность. Торкретмасса подается в токе сжатого воздуха по
центральной трубе в цилиндрические сопла. На выходе торкретмасса увлекается
кислородной струёй, смешивается с ней, воспламеняется и направляется на
футеровку (рисунок 2). Для равномерного покрытия футеровки торкретмассой фурма
вращается вокруг своей оси и перемещается по высоте. При необходимости
локального ремонта футеровки фурма может быть неподвижной или перемещаться
вдоль вертикальной оси конвертера. Фурма оборудуется интенсивным водяным
охлаждением. В зависимости от условий использования фурмы обеспечивают расход
торкретмассы 250 - 700 кг/мин, кислорода 125 - 300 м3/мин при давлении 1,5 МПа,
сжатого воздуха 3 - 5 м3/мин при давлении 0,4 - 0,6 МПа.
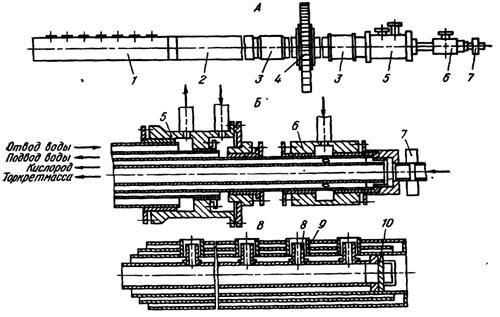
Рисунок 2. Общее устройство торкретфурмы (а), ее коллекторного узла (б) и
головки (в): 1 - головка, 2 - ствол, 3 - подшипник, 4 - шестерня, 5,6,7 -
коллекторы воды, кислорода и торкретмассы соответственно, 8 - сопло
торкретмассы, 9 - кислородное сопло, 10 - крышка.
Фурма вращается со скоростью 0,8 - 1,6 об/мин с помощью электропривода.
Всеми технологическими компонентами фурма обеспечивается с помощью коллектора,
который позволяет подавать материал от неподвижных гибких шлангов к вращающейся
фурме.
При горизонтальном расположении фурмы требуются
дополнительные площади для размещения машины в загрузочном или конвертерном
пролетах, что осложняет в них работу.
Толщина сформировавшегося покрытия наварных слоев
может колебаться в широких пределах (от 6 до 100 мм). Использование
торкретирования позволяет повысить стойкость футеровки конвертеров на 30 - 40%
при увеличении расхода периклазовых огнеупоров на 1,3 - 1,5 кг/т. Этот расход
компенсируется уменьшением расхода штучных огнеупоров при увеличении стойкости
футеровки. Следует отметить, что стойкость торкрет - покрытия ниже, чем у
исходной футеровки. Объясняется это отсутствием в его составе необходимого
количества свободного углерода. К тому же торкретмасса наносится обычно на
офлюсованную поверхность, что снижает огнеупорные свойства покрытия. Повышенная
пористость нанесенного слоя усугубляет его взаимодействие со
шлакогазометаллической эмульсией. Поэтому данное место экономически
целесообразно ремонтировать, как это указывалось, только в определенных
пределах расхода торкретмассы.
7. Газоотводящий тракт конвертера
Независимо от типа конструкции конвертера и технологического процесса
тракт должен состоять из систем отвода, охлаждения, очистки и утилизации
конвертерных газов. Это обусловлено тем, что в процессе продувки из конвертера
выделяются газы в количестве 60 - 80 м3/т стали с температурой 1500 - 1700°С и
содержащие пыли от 50 до 350 г/м3 (а в ряде случаев и более). Газ, как правило,
содержит до 90% оксида углерода.
В соответствии с требованиями санитарных норм выброс в окружающую
атмосферу таких газов недопустим. В то же время конвертерные газы могут служить
источником вторичных энергоресурсов для утилизации физической и химической
теплоты. Учитывая, что оксид углерода в смеси с воздухом является взрывоопасным
в интервале концентраций 12,5 - 74,5% СО, система отвода газа должна быть
взрывобезопасной. Отсутствие технической возможности очистки от пыли отходящих
высокотемпературных газов обусловило разделение системы отвода газов на два
самостоятельных участка участок охлаждения и участок очистки.
Предлагаю установить за конвертером установку без
дожигания оксида углерода. В качестве котла-охладителя предлагаю использовать
радиационно-конвективный котел типа ОКГ - 250, что соответствует расчетному
количеству отходящих конвертерных газов (по расчетам это количество равно 60
тыс. м3/ч). Установленный за конвертером котел-охладитель имеет Г-образную
компоновку. ОКГ включает барабан, где собирают вырабатываемый пар,
циркуляционные насосы, систему водо и пароподводящих труб и расположенный над
конвертером газоход.
7.1 Охлаждение конвертерных газов
Для охлаждения конвертерных газов используются разнообразные по
конструкции и принципу действия котлы-утилизаторы, получившие название охладителей
конвертерных газов (ОКГ).
Учитывая, что высокотемпературные отходящие газы, имеющие большую
запыленность, способны интенсивно излучать теплоту охладитель имеет в своем
составе котел радиационного действия, в котором газ охлаждается до температуры
1000...900°С Дальнейшее охлаждение может осуществляться либо с утилизацией
теплоты в конвективных котлах, либо путем подачи воды непосредственно в газовый
поток.
Радиационная часть ОКГ представляет собой подъемный газоход, внутренняя
часть которого выполнена из трубчатых экранных панелей. Вода, циркулирующая в
этих трубках, отбирая теплоту, поступает в виде пароводяной смеси в
бак-сепаратор. Все ОКГ работают с принудительной циркуляцией, что требует
сооружения специальной насосной станции.
Котел охладитель конвективного действия представляет собой пакеты труб,
расположенных в определенном порядке, по которым циркулирует охлаждающая вода.
При просачивании дымовых газов между трубками их температура снижается до 200 -
250° С. Располагается такой охладитель, как правило, в опускном газоходе.
Необходимое дальнейшее охлаждение газов осуществляется путем прямой
подачи воды в наклонную или опускную часть газохода.
.2 Установки без дожигания оксида углерода
Предлагаю установить в конвертерном цехе установку, работающую без
дожигания оксида углерода, с применением чисто радиационных котлов-охладителей
и использованием только физического тепла конвертерных газов. В этом случае
количество газов, следовательно, и размеры газового тракта в 3 - 5 раз меньше.
Газ, прошедший очистку, может быть направлен в газгольдер с последующим
использованием в качестве топлива.
Вследствие отсутствия процессов горения в газоотводящем тракте химический
и дисперсный составы пыли, выходящей из конвертера, изменяются мало, что
благоприятнее для процессов очистки. Концентрация пыли в газе может достигать
200 г/м3, а иногда и более.
Сокращение размеров газоотводящего тракта значительно облегчает
компоновку и эксплуатацию оборудования в конвертерном цехе, поэтому я предлагаю
эту установку.
При работе установок без дожигания оксида углерода увеличивается
возможность образования в газоотводящем тракте взрывоопасных смесей кислорода и
оксида углерода. Взрывобезопасная работа газового тракта обеспечивается тем,
что в начале и после окончания кислородной продувки на границе раздела
кислорода и оксида углерода автоматически образуется тампон из нейтрального
газа (CО2+N2), надежно отделяющий одну среду от другой и не позволяющий
им смешиваться.
Образование тампона обеспечивает нависающий над конвертером колпак
(юбка), опускающийся и частично перекрывающий зазор во время продувки и
автоматически поднимающийся в начале и конце продувки. В моменты подъема
колпака зазор полностью открыт, в него устремляется воздух и происходит
дожигание с образованием СО2, т. е. образуется тампон из нейтральных газов, как
и в случае установок с частичным дожиганием СО. В отличие от последних в
установках без дожигания СО концентрация последнего в конвертерных газах во
время продувки значительно выше, что делает их вполне пригодными для
использования в качестве топлива.
При проектировании газоотводящего тракта установок без дожигания СО
особое внимание нужно уделять его аэродинамической форме (отсутствию газовых
мешков) и тщательному уплотнению стенок газоходов. Широкое распространение в
крупных конвертерных газоочистках, работающих без дожигания СО, получили
прямоугольные трубы Вентури с регулируемым сечением горловины. Положение
регулирующих створок в них автоматически изменяется и соответствует давлению
газа над конвертером и, следовательно, количеству газов, выходящих из него.
Регулируемые трубы Вентури обеспечивают эффективную очистку отходящих газов
независимо от колебаний их расхода и запыленности, поддержание необходимого
давления разрежения над конвертером, использование при пленочном орошении воды
с повышенной концентрацией вредных веществ. Типичная схема газоотводящего
тракта конвертера, работающего без дожигания СО, приведена на рисунке 3.
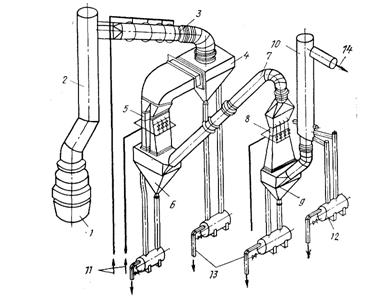
Рисунок 3 - Схема очистки со скрубберами Вентури за конвертером:
- конвертер; 2 - котел-охладитель; 3 - орошаемый газоход; 4 - Бункер
орошаемого газохода; 5 - трубы Вентури первой ступени; 6 - бункер первой
ступени; 7 - соединительный газоход; 8 - регулируемая труба Вентури второй
ступени; 9 - бункер второй ступени; 10 - каплеуловитель; 11 - подвод воды к
орошаемому газоходу; 12 - гидрозатвор; 13 - отвод шлама; 14 - отвод газов к
дымососу.
Газы, выходящие из конвертера, пройдя котел-охладитель радиационного типа
при температуре 750-1000°С, поступают в орошаемый газоход. Вода к орошаемому
газоходу подводится из оборотного цикла. Впрыскиваемая вода охлаждает газы до
250- 300°С. К бункеру орошаемого газохода примыкают две трубы Вентури,
являющиеся первой ступенью очистки. Из бункера труб Вентури газы, делая поворот,
поступают на вторую ступень очистки - в регулируемую трубу Вентури, а затем
после бункера направляются в каплеуловитель, из которого по газоходу
отсасываются дымососом и выбрасываются в дымовую трубу, где дожигаются на
свече.
В последнее время на отдельных предприятиях с целью повышения надежности
эксплуатации в газоотводящие тракты конвертеров внесены некоторые изменения и
дополнения, основными из которых являются: впрыскивание с помощью форсунок
тонкого распыливания в верхнюю часть подъемного газохода мелкодиспергированной
воды с тем, чтобы быстрее охладить частицы пыли и перевести их из жидкого
состояния в твердое во избежание зашлаковывания верхней крышки
котла-охладителя; замена орошаемого газохода и первой ступени труб Вентури
полым форсуночным скруббером, что упрощает газоотводящий тракт, снижает его
гидравлическое сопротивление, позволяет освободиться от крупной пыли и кусков
настылей, отделившихся от поверхностей нагрева, уменьшает абразивный износ и
предохраняет отводящие шламопроводы от засорения; установка второго
каплеуловителя перед дымососом для защиты последнего от капель, образующихся в
результате охлаждения насыщенных влагой газов при прохождении достаточно
длинных в большинстве случаев неизолированных металлических газоходов между мокрой
очисткой и дымососом.
Регулирование работы газоотводящего тракта может производиться двумя
способами: изменением положения лопаток в направляющих аппаратах дымососов и
изменением проходного сечения горловины трубы Вентури или плотности его
орошения. Наилучшие результаты дает комбинированное регулирование с
использованием обоих способов. Дымососы следует выбирать с возможно меньшей
зоной помпажа и наиболее крутой характеристикой в рабочем диапазоне.
Для выравнивания колебаний выхода пара после котлов-охладителей обычно
устанавливают паровые аккумуляторы, представляющие собой большие горизонтально
установленные резервуары, заполненные водой.
Значительным вторичным энергоресурсомконвертерного производства является
теплота сгорания конвертерного газа, которая в моменты максимального
газовыделения достигает 9 МДж/м3; как правило, она не используется. Это связано
с цикличностью выхода конвертерного газа, что требует установки газгольдера,
вносящей усложнение в эксплуатацию в связи с повышенной взрывоопасностью
конвертерного газа. Кроме того, для использования конвертерного газа в качестве
топлива требуется дополнительная очистка его от пыли до концентрации 5-10
мг/м3. Однако все эти трудности вполне преодолимы и, несомненно, в ближайшем
будущем конвертерный газ будет использоваться как топливо, подобно тому, как
это уже делается на современных предприятиях за рубежом.
Список литературы
1.
Методические
указания к дипломному и курсовому проектированию по расчету материального
баланса кислородно-конвертерной плавки// Сост.: Е.В. Протопопов, Г.И. Веревкин:
СибГИУ.-Новокузнецк, 2000.-29с.
2.
Методические
указания к дипломному и курсовому проектированию по расчету теплового баланса
кислородно-конвертерной плавки//Сост.: А.Л.
Николаев:СибГИУ.-Новокузнецк,2000.-18с.
3.
Раскисление и
легирование стали: Методическое указание/ Сост.: Е.В. Протопопов, Г.И.
Веревкин, К.М. Шакиров: СибГИУ.- Новокузнецк, 2001.-20с.
4.
Определение
размеров кислородного конвертера: Методическое указание/ Сост.: А.Г.
Чернятевич, Г.И. Веревкин: СМИ.- Новокузнецк, 1984.-13с.
5.
Проектирование
кислородной фурмы для кислородно-конвертерного процесса: методическое указание/
Сост.: И.П. Герасименко: СМИ.- Новокузнецк,1984.-24с.
6.
Выбор основных
параметров шихтовки и материальный баланс теплотехнического периода
современного мартеновского скрап-рудного процесса (7-9с.): Методическое
указание/ Сост.: И.П. Герасименко, Г.И. Веревкин: СМИ.- Новокузнецк, 1989.-25с.
7.
Конструкции
конвертеров. Привод и футеровка конвертера: Методическое указание/ Сост.: И.П.
Герасименко: СМИ.- Новокузнецк, 1981.-31с.
8.
Конструкции
сталеплавильных агрегатов: Методическое указание/ Сост.: И.П. Герасименко:
СМИ.-Новокузнецк, 1980.-22с.
9.
Кислородно-конвертерный
цех №1: Паспорт цеха: АО “ЗСМК”.- Новокузнецк, 1995.-45с.
10.Выплавка и разливка стали в конвертерном цехе №1:
Технологическая инструкция. ТИ 107-СТ.КК1-01-02: ОАО “ЗСМК”.- Новокузнецк,
2002.-45с.
11.Справочник конвертерщика. Якушев А.М. - Челябинск:
Металлургия, Челябинское отделение, 1990. - 448с.
12.Огнеупорные материалы. Чиграй И.Д.
13.Конструкции и проектирование сталеплавильного
производства. В.П. Григорьев, Ю.М. Нечкин, А.В. Егоров, Л.Е. Никольский.-
Москва: “МИСИС”, 1995.-562с.
14.Газоочистные аппараты и установки в металлургическом
производстве. Старк С.Б.: Учебник для вузов. Изд. 2-е, переработанное и
дополненное.- М.: Металлургия, 1990.-400с.
15.Металлургия стали: Учебник для вузов/ Явойский В.И.,
Кряковский Ю.В., Григорьев В.П. и др.- М.: Металлургия, 1983.-584с.
16.Металлургия стали. Теория и технология плавки стали.
Бигеев А.М., Бигеев В.А. Учебник для вузов, 3-е изд. переработанное и
дополненное. Магнитогорск: МГТУ, 2000.-544с.