Выбор конструкции червячной машины
Содержание
Введение
.
Технико-экономическое обоснование
.1 Обзор
существующих конструкций
.1.1 Общая
классификация
.2
Обоснование выбора конструкции
.
Технологические решения
.1 Расчет
часовой производительности действующей червячной машины
.2. Расчет
теплового баланса действующей червячной машины
.3 Расчет
теплопереноса через стенку гильзы
.4 Расчет
теплового баланса червячной машины с разработанной «мокрой» гильзой
.
Конструкторская часть
.1 Устройство
и работа червячной машины
.2 Выбор
материала основных узлов машины
.3
конструктивные расчеты
.3.1 Расчет и
выбор геометрических параметров червяка
.3.2
Гидравлическое сопротивление протекторной головки
.3.3 Расчет
осевого усилия на червяк
.3.4 Расчет
мощности привода
.3.5 Усилие
воспринимаемое упорным подшипником червячной машины
.3.6
Кинематический и силовой расчет редуктора
Монтаж и
ремонт оборудования
.1 Монтаж
червячной машины
.2 Ремонт
червячной машины
Заключение
Библиографический
список источников
Введение
Червячные машины получили развитие в начале ХХ столетия, когда стали
перерабатывать первые термопласты - поливинилхлорид и полиэтилен, которые
выдавливались без растворителей.
В 1935 году была сконструирована червячная машина с паровым и
электрическим обогревом и применен удлиненный червяк.
В 1939 году создана червячная машина с электрообогревом и с охлаждением
сжатым воздухом, которая явилась прообразом современных машин для выдавливания
полимерных материалов.
Рост производства и применение полимерных материалов был толчком к
проектированию и изготовлению весьма эффективных и высоко производительных
червячных машин.
Червячные машины используются при различных технологических процессах:
для смешения и грануляции материала; выдавливания пленок, труб, профилей,
листов; наложения изоляции и оболочек для провода и кабеля. Они начинают
находить широкое применение в литьевых машинах для предварительной
пластификации, получения полых изделий.
Производство резиновых смесей является одной из наиболее быстро
развивающихся отраслей промышленности. Можно сказать, что в настоящее время эти
изделия применяются во всех отраслях народного хозяйства. Прогресс в этой
области обусловлен все возрастающим потреблением деталей из резины почти всеми
отраслями промышленности.
Дальнейший рост химической промышленности требует совершенствования всех
химико-технологических процессов, и в частности процесса смешения, для чего
необходимо создание нового высоко производственного оборудования.
В данном проекте предлагается, в червячной машине тёплогопитания,
интенсифицировать процесс теплообмена между резиновой смесью и охлаждающей
водой. что приведёт к увеличению производительности.
С установкой модернизированного оборудования увеличивается
производительность, срок его службы, надежность в эксплуатации, межремонтный
цикл.
1. Технико-экономическоеобосновании
.1 Обзор
существующих конструкций
Общая
классификация
Червячные машины - один из наиболее распространенных видов оборудования,
используемого в промышленности производства и переработки полимерных
материалов. В различных отраслях промышленности эти машины иногда называют
экструдерами, шприц-машинами, червячными пластикаторами и причём, как правило,
каждое из этих названий связано с каким-либо конкретным направлением их
применения. Например, при производстве и переработке резиновых смесей их
называют шприц-машинами. Область применения червячных машин достаточно широка и
определяется теми процессами, которые могут быть реализованы в их рабочих
органах.
Главные рабочие органы червячной машины - полый цилиндр и вращающийся в
нем червяк. Основной процесс, происходящий во всех червячных машинах, - это
транспортирование материала вдоль винтового канала, образованного внутренней
поверхностью цилиндра и нарезкой червяка. Транспортирование, как правило,
сопровождается интенсивным деформированием материала и развитием давления в
винтовом канале. Одновременно с транспортированием в канале могут протекать
самые различные процессы:[19]
- Смешение компонентов материала, обусловленное его деформировании;
- Нагрев материала за счет превращающейся в тепло работы
деформирования или за счет тепла, поступающего от цилиндра, снабженного
нагревателями;
- Переход материала из твердого в вязкотекучее состояние за
счет нагрева;
- Инициированные нагревом различные химические реакции в
материале;
- Уплотнение и монолитизация рыхлых сыпучих материалов
вследствие развивающегося давления;
- удаление из материала какого-либо из компонентов (например,
отжатие под действием давления влаги из каучука или регенерата, удаление
растворенных в расплаве полимера газообразных веществ);
Червячная машина работает, как правило, совместно со сменным инструментом
(экструзионной головкой), устанавливаемым на выходе из отверстия цилиндра.
Материал продавливается через каналы экструзионной головки под действием
давления, развивающегося в канале червяка. Основные функции головок состоят в
следующем:
- придание непрерывно выдавливаемому из головки материалу конфигурации
будущего изделия или полуфабриката;
- наложение слоя материала на какой-либо сердечник,
протягиваемый через головку;
- фильтрация материала (очистка его от инородных твердых
включений). Многие головки выполняют одновременно две или три функции.
Иногда червячная машина не имеет головки. В этом случае она нагнетает
материал в промежуточную емкость, откуда он периодически отбирается для
формования в изделия, например, методом прессования.
Червячные машины и установки отличаются большим разнообразием конструкций
и типов и могут быть классифицированы по конструктивным и теологическим
признакам.
По конструктивным особенностям и принципу действия
а) По конструкции корпуса машины:
) червячные машины с неподвижным корпусом;
) червячные машины с откатным корпусом.
б) По способу регулирования и поддержания температуры:
) червячные машины с паровым обогревом;
) червячные машины с электрическим обогревом (омический и индукционный);
) червячные машины с масляным обогревом;
) червячные машины с водяным охлаждением;
) червячные машины с воздушным охлаждением;
в) По конструкции привода:
) червячные машины с электродвигателями постоянного тока, регулируемыми
по схеме мотор - генератор, или при помощи ртутных и селеновых выпрямителей,
) червячные машины с коллекторными электродвигателями переменного тока с
бесступенчатой регулировкой числа оборотов;
) червячные машины с электродвигателями переменного тока с
бесступенчатыми вариаторами.
г)По количеству червяков в корпусе машины:
) одночервячные машины;
) двухчервячпые машины;
) многочервячные машины.
д) По числу оборотов червяка:
) червячные машины тихоходные с числом оборотов до 150 об/мин;
) червячные машины быстроходные с числом оборотов червяка более 150
об/мин.
е) По конструкции червяков:
) машины с простым профилем червяка (цилиндрическим с постоянным и
переменным объемом витка);
) машины со сложным профилем червяка (ступенчатым, прерывисты»,
коническим и т. д.); машины со сложным профилем червяка применяются, как
правило, для приготовления композиций из пластмасс, гранулирования,
девулканизации резины термомеханическим способом и для других специальных
процессов;
) машины с короткими червяками и отношением длины червяка к егодиаметру L/D≤ 12;
) машины с длинными червяками с отношением длины червяка к его диаметру L/D≥12.
Диаметр червяка. Этот признак основной, так как в первую очередь от него
зависят производительность, потребляемая мощность а следовательно, габариты и
масса машины. Размерный ряд машин в рамках одного типа (т. е. группы машин,
имеющих общее направление использования) строится именно по этому признаку.
Длина червяка. Ее принято характеризовать отношением L/D где D-диаметр
червяка, L-длина части червяка, имею-щей
винтовую нарезку. Необходимая длина червяка от которой непосредственно зависит
время пребывания обрабатываемого материала в канале нарезки, пропорциональна
длительности протекания того процесса, который определяет сущность данного вида
обработки. Например, шприц-машины для экструзии профилей, питаемые лентой
подогретой резиновой смеси (машины «горячего» питания), имеют меньшую длину
червяка, чем машины «холодного» питания, так как в последнем случае помимо
функции винтового насоса, продавливающего смесь через каналы головки, машина
выполняет еще и функцию подогрева
Следует отметить, что основными конструктивными показателямичервячных
машин являются число оборотов, диаметр червяка и рассмотренное выше отношение.
L/DЭтот параметр определяет
технологическую характеристику машины (производительность, потребляемую
мощность, величину давления в головке и др.).
Рекомендуемый СЭВ ряд размеров для выбора диаметра червяка следующий;
D = 20
25 32 45 63 90 125 160 200 250 320 400
Соотношение между длиной и диаметром червяка рекомендуется принимать:
а) для машин по переработке резиновых смесей: 5 8 10 12
б) для машин по переработке пластических масс: 152025 30 35
По технологическому признаку червячные машины и установки для переработки
полимерных материалов в изделия могут быть разделены:
) Червячные машины и установки для переработки резиновых смесей в
изделия.
При переработке резиновых смесей на червячных машинах в результате
большого трения выделяется значительное количество тепла, которое повышает
температуру смеси и может привести к преждевременной вулканизации. Поэтому
червячные машины для переработки резиновых смесей характеризуются сравнительно
короткими червяками и обязательным охлаждением корпуса и головки машины.
Червячные машины и установки для переработки резиновых смесей разделяются
на следующие типы;
) червячные машины для производства профильных резинотехнических изделий;
эти машины изготовляются с длиной червяка 80 и применяются для получения
резиновых заготовок разной формы и размеров в виде трубок, профильных пластин и
др. и выпускают заготовку диаметром до 100 мм;
) червячные машины для производства камер, протектора и фильтрации
(стрейнирования) резиновых смесей; машины для производства камер, протектора и
для фильтрации выпускаются унифицированными;
) червячные машины для производства полуфабрикатов (грануляторы,
листователи, листователи-грануляторы);
) червячные машины для девулканизации в регенератном производстве,
) установки для наложения изоляционных покрытий на провода и кабели;
с покрытием провода и кабеля сырой резиной;
установки непрерывной вулканизации;
В установках первого типа производится покрытие провода с последующим
освинцеванием и вулканизацией в вулканизационных котлах; в установке второго
типа вулканизация производится в теплообменнике трубчатого типа, являющегося
частью установки;
) червячные машины для смешения резиновых смесей.
Эти машины являются новым типом резиносмеси гелей непрерывного действия и
заменяют резиносмесители периодического действия;
) червячные машины для пластикации каучука.
) Червячные машины и установки для переработки пластических масс в
изделия.
Червячные машины и установки для переработки пластмасс предусматривают
превращение твердых (гранулированных или порошкообразных) полимерных материалов
в состояние расплава при сравнительно высокой температуре (около 200°С),
определяемой свойствами полимера.
Червячные машины и установки для переработки пластических масс
разделяются на следующие типы:
) червячные машины для производства гранул:
с резкой на головке с воздушным охлаждением;
с резкой на головке с водяным охлаждением,
с резкой пруткового или листового материала вне головки;
) червячные машины для производства профильных изделий (поганажные
изделия в строительстве, в пластмассовых производствах для выдавливания профиля
круглого, квадратного, треугольного и других сечений);
) червячные машины для производства выдувных изделий; эти машины
применяются для производства полых изделий методом раздува трубной заготовки в
закрытой форме,
) червячные машины для производства композиций, предназначенные для
получения смесей из пластических масс и различных добавок, в производстве
линолеума и строительных профильных изделий, при изготовлении кабельных
пластиков;
) червячные установки для производства пленок:
установки для производства пленки методом пневматического растяжения с
приемом рукава вверх, вниз и горизонтально;
установки для производства пленки при помощи щелевой головки с
растяжением захватами и горизонтальным приемом,
установки для производства пленки при помощи щелевой головки, для
наложения пленки на полотно (бумагу, картон и т. д.) без растяжения (для
дублирования);
установки для производства пленки при помощи кольцевой головки с
растяжением на раме и горизонтальным приемом,
) червячные установки для производства листов;
) червячные установки для производства труб;
) червячные установки для наложения защитных оболочек и изоляционных
покрытий на провода и кабели.
Установки для наложения защитных покрытий предназначены для ошлангования
кабеля или провода оболочкой из полихлорвиниловых пластиков, полиэтилена
низкого и высокого давления, из полиамидов.
Червячные машины являются машинами непрерывного действия. Они широко
применяются во всех отрослях резиновой промышленности. Наибольшее распространение
в резиновой промышленности и получили одночервячные машины. Червячные машины,
используемые в различных установках или поточных линиях, являются в основном
однотипными. Они отличаются друг от друга по конструктивному оформлению
отдельных узлов и деталей в зависимости от назначения машины.
По расположению цилиндра машины делятся:
· горизонтальные;
· вертикальные с выходом материала вверх;
· вертикальные с выходом материала вниз.
Вместе с тем нежелательно изменение направления потока расплава при переходе
его из цилиндра в головку (это является общим требованием при экструзии всех
типов изделий). Оба эти требования выполняются при расположении цилиндра
червячной машины по варианту «з». При этом наиболее легко осуществляется также
осциллирующее вращение экструдера вокруг оси цилиндра с целью равномерного
распределения по ширине наматываемого рулона пленки продольных утолщений,
неизбежно возникающих вследствие невозможности полного выравнивания скоростей
выхода расплава во всех точках кольцевого формующего канала головки.
Вариант «ы» удобен для пластикаторов-дозаторов, работающих совместно с
прессами для переработки реактопластов, так как, во-первых, такая компоновка
узлов машины наиболее компактна, а во-вторых, высота, на которой выдается из
цилиндра доза подготовленного расплава реактопласта, соответствует высоте от
пола верхней поверхности неподвижной половины пресс-формы, закрепленной на
столе пресса. Путь транспортирования дозы расплава в форму в этом случае
минимален. В этом случае он может быть укреплен на верхней траверсе пресса,
выдавая дозу вниз, в устройство транспортирования его в форму, и совершенно не
занимая площади пола у пресса.
Число комплектов «цилиндр - червяк». По этому признаку машины делятся на:
· одностадийные;
· двухстадийные.
Двухстадийные машины применяются, когда одновременное осуществление
нескольких процессов с обеспечением оптимальных условий для каждого из них в
одном цилиндре оказывается затруднительным при сохранении высокой
производительности машины
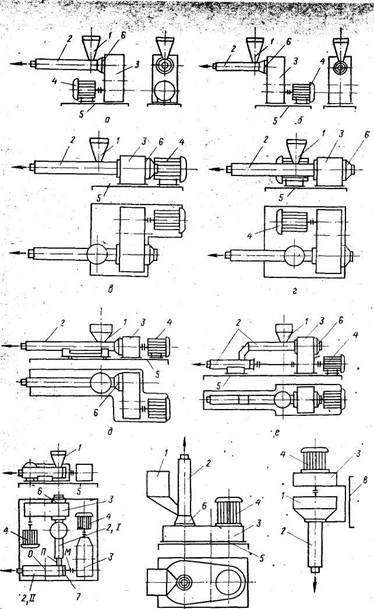
ж з и
Рисунок 1.1 - Варианты схем расположения и взаимной компоновки узлов
червячных машин
Типичный пример такого процесса приготовление гранулированных композиций
на .основе поливинилхлорида. Композиция подается в машину в виде сухой смеси
компонентов (полимер, краситель, смазка, пластификатор и др.), состоящих из
частиц размером 100-400 мкм, адсорбировавших на своей поверхности
значительноеколичество атмосферной влаги.
Для подготовки расплава композиции, поступающего в грануляционнуюголовку,
необходимо осуществить следующие процессы: плавление полимера, дробление
(диспергирование) агломератов красителя и прочих твердыхкомпонентов до
элементарных частиц, десорбция (путем нагрева) и удаление влаги и летучих,
тщательное однородное распределение элементарных частиц в расплаве полимера,
растворение пластификаторов, смазок (и прочих растворимых компонентов) в
расплаве, нагнетание композиции в головку. Для предварительного нагрева,
диспергирования (а Попутно - и десорбции) и смешения наиболе подходят
двухчервячные машины (или машины с осциллирующим червяком). Завершение
смешения, растворение и выдавлиние с успехом могут быть выполнены одночервячной
машиной. Таким образом, целесообразность использования машин по вариантам «е»
очевидна. Удаление летучих в машинах этого типа, как правило, осуществляется
отсосом их из расплава в канале, соединяющем цилиндры первой (часто
двухчервячной) и второй стадий машины.
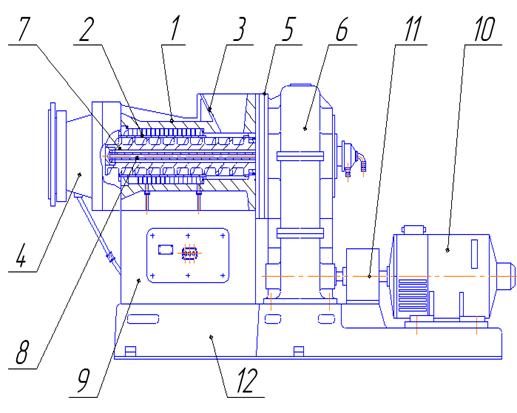
Червячная машина Кузнецкого завода «Полимермаш» для профилирования
резиновых смесей представлена на рисунке 1.2 состоит из корпуса 1 длиной до 15
диаметров червяка, внутрь которого запрессована втулка 2из азотированной стали.
Со стороны крепления червяка корпус имеет загрузочную воронку
3цилиндроконической формы и утолщение.
К корпусу с одной стороны при помощи фланцевого соединения крепится на
откидных болтах и шарнирах угловая головка4.
С другой стороны к корпусу машины крепится корпус 5 для размещения
упорного и радиального подшипников Упорный подшипник червяка размещается на
конце ведомого полого вала цилиндрического двухступенчатого редуктора 6.В
зависимости от типа червячной машины применяемые редукторы могут быть
вертикальные типа ЦДПВ и горизонтальные типа ЦДП.
В полый вал редуктора на призматической шпонке входит конец червяка 7.
Назначение червяка: продвижение загруженного материала, сжатие его,
размягчение до состояния расплава, подача в головку при определенном давлении и
температуре для выдавливания в виде изоляции или оболочки
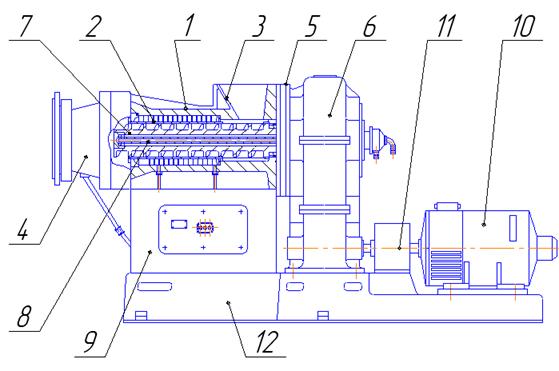
- корпус машины; 2 - гильза; 3 - загрузочная воронка; 4 - протекторная
головка; 5 - корпус упорного подшипника; 6 - редуктор; 7 - червяк; 8 - система
охлаждения; 9 - станина; 10 - электродвигатель; 11 - муфта
Рисунок 1.2 - Червячная машина МЧТ 250
В соответствии с рассмотренными функциями червяки для переработки
полимерных материалов могут иметь различную конфигурацию и условно по длине
могут иметь несколько зон переработки. В данной конструкции можно условно
представить три зоны: дозирующую зону L1,зону сжатия L2, и зону питания
L3.
Для создания высоких давлений у головки применяют червяки длиной до 30
диаметров.
Червяки выполняются внутри пустотелыми для возможности их охлаждения по
всей длине.
Внутри полого канала червяка установлена неподвижная система коммуникаций
8 со свободным сливом охлаждающей воды.
Корпус машины 1установлен на неподвижной станине 9.
Вращение червяка осуществляется от электродвигателя переменного тока 10
через эластичную муфту 11 и двухступенчатый редуктор 6.
Весь агрегат смонтирован на чугунной раме 12.
1.2
Обоснование выбора конструкции
В настоящее время на шинном заводеустановлена червячная машина МЧТ 250,
(машина червячная теплого питания) с одним червяком внутри корпуса.
Данная машина проста и удобна в эксплуатации, имеет большой рабочий
ресурс и относительно не большие габаритные размеры. На ряду со всеми её
достоинствами, она имеет ряд недостатков, снижающих её производительность:
а) Процесс охлаждения осуществляется через цилиндр, в которую
запрессована гильза. Стена цилиндра снижает интенсивность охлаждения резиновой
смеси.
В проекте предлагается установить «мокрую» гильзу, т.е. осуществлять
процесс охлаждения гильзы на прямую. Это позволит интенсифицировать процесс
теплообмена между резиновой смесью и охлаждающей водой. Так как теплообмен
увеличится, то можно увеличить скорость вращения червяка, что приведёт к
увеличению производительности.
б) В редукторе существующей червячной машины установлены косозубые
зубчатые передачи, это создаёт осевое усилие на валах редуктора которое
передаётся в виде дополнительных напряжений на корпус редуктора.
В проекте предлагается применить в редукторе, на тихоходном валу, вместо
косозубой зубчатой передачи, шевронную. Это исключит осевые нагрузки на данном
валу, будет способствовать более плавному ходу вала и уменьшению шума.
С установкой модернизированного оборудования увеличивается
производительность, срок его службы, надежность в эксплуатации, межремонтный
цикл.
2.
Технологические решения
Расчет
часовой производительности действующей червячной машины
Часовая производительность червячных машин G, кг/ч., определяется по формуле [23]:
 , (2.1)
, (2.1)
где Vср-объем пространства между двумя
витками однозаходного червяка, м3;
n
-число оборотов червяка, об/мин.,n =
25об/мин;
i
-число заходов червяка, i = 2;
γ0 -объемный вес смеси, кг/м3.,γ0 = 850кг/м3;
β -коэффициент заполнения объема между
витками, β = 0,15.[24]
Объем пространства между двумя витками червяка Vср, м3,определяется по формуле:
 , (2.2)
, (2.2)
где D-наружный диаметр червяка, м,D = 0,25м;
d -
внутренний диаметр червяка, м,d =
0,11м;
t - шагчервяка, t =0,25м;
e
-толщина витка червяка, м. е = 0,015м;
φcp -угловой шаг винтовой поверхности.
Тангенсуглового шага винтовой поверхности φcp, определяется по формуле[25]:
 , (2.3)
, (2.3)
гдеi =2
Отсюда:
cosφcp = 0,9
Определяемобъем пространства между двумя витками червякапо формуле (2.2):
 м3
м3
Определяем
часовую производительность червячной машины по формуле (2.1):
 кг/ч
кг/ч
2.2 Расчет
теплового баланса действующей червячной машины
Тепловой баланс червячной машины описывается уравнением[20]
 , (2.4)
, (2.4)
где Q1-количество тепла, выделяющиеся за
счет деформации материала, кВт;
Q2
-тепло, уносимое обрабатываемым материалом, кВт;
Q3
-тепло, отводимое охлаждающей водой, из червяка,кВт;
Q4
-тепло, отводимое охлаждающей водой, от цилиндра,кВт;
Q5
-тепло, отводимое охлаждающей водой, от головки,кВт;
Q6
-тепло, отдаваемое в окружающую среду цилиндром и головкой машины,кВт.
Количество тепла, выделяющиеся за счет деформации материала,
Q1,
кВт, определяется по формуле
 , (2.5)
, (2.5)
где N - электрическая мощность,
потребляемая двигателем из сети, кВт;
η -коэффициент полезного действия
привода, η = 0,8.
Электрическая мощность, потребляемая двигателемиз сетиN, кДж., определяется по формуле[20]:
 , (2.6)
, (2.6)
где D = 25 см;
n = 25
об/мин;
k = 1.
Определяем электрическую мощность, потребляемую двигателем из сети по
формуле (2.6):
 кВт.
кВт.
Определяемколичество
тепла, выделяющиеся за счет деформации материалапо формуле (2.5):
 кВт.
кВт.
Тепло,
уносимое обрабатываемым материалом, Q2,кВт; определяется по формуле:
 , (2.7)
, (2.7)
где G = 1940кг/ч. = 0,53 кг/с;
Ссм -теплоемкость смеси, кДж/кг К, Ссм = 1,27 кДж/кг К,
таблица XXVII, [24].
tк
-температура смеси на выходе, К, tк =
103ºС;
tн
-начальная температура смеси, К, tн =
77ºС.
Определяемтепло, уносимое обрабатываемым материаломпо формуле (2.7):
 кВт.
кВт.
Тепло,
отводимое охлаждающей водой от червякаQ3, кВт,определяется по
формуле[20]
 , (2.8)
, (2.8)
где G1 - расход охлаждающей воды,кг/с,G1 = 0,4кг/с.
Св - теплоемкость воды, кДж/кг К, Св = 4,19 кДж/кг К, таблица XXХIХ, [24].
tкв -
конечная температура воды, К, tк =
18ºС;
tнв -
начальная температура воды, К, tн =
14ºС.
Определяемтепло, отводимое охлаждающей водойпо формуле (2.8):
 кВт.
кВт.
Тепло,
отводимое охлаждающей водой от цилиндраQ4, кВт,
определяется по формуле[20]:
 ,
(2.9)
,
(2.9)
где G1 - расход охлаждающей воды,кг/с.,G1 = 0,8кг/с.
Св - теплоемкость воды, кДж/кг К., Св = 4,19 кДж/кг К., таблица XXХIХ, [24].
tкв -
конечная температура воды, К, tк =
18ºС;
tнв -
начальная температура воды, К, tн =
14ºС.
Определяемтепло, отводимое охлаждающей водойпо формуле (2.9):
 кВт.
кВт.
Тепло,
отводимое охлаждающей водой от головки Q5,
кВт.определяется по формуле[20]:
 ,
(2.10)
,
(2.10)
где G1-расход охлаждающей воды,кг/с.,G1 = 0,2кг/с;
Св - теплоемкость воды, кДж/кг К., Св = 4,19кДж/кг К.,
таблица XXХIХ, [24].
tкв -
конечная температура воды, К, tк =
18ºС;
tнв -
начальная температура воды, К, tн =
14ºС.
Определяемтепло, отводимое охлаждающей водойпо формуле (2.10):
 кВт
кВт
Тепло,
отдаваемое в окружающую среду машинойQ6, кВт., определяем из уравнения
теплового баланса червячной машины по формуле(2.4):
 .
.
Отсюда:
 кВт.
кВт.
Проверка
теплового расчета:
,
=
18+7+13+3+3
кВт
= 44кВт
2.3 Расчет
теплопереноса через стенку гильзы
Разность температур на внутренней и внешней поверхностях гильзы
равна[23]:
Δt = t1ср - t2ср; (2.11)ср= tн+ tк/ 2 , (2.12)
где tн -начальная температура смеси, tн = 77ºС;
tк -
температура смеси на выходе, tн =
103ºС.
t1ср= 77+
103/ 2 = 90ºС;
t2ср= tн+ tк/ 2 , (2.13)
где tн - начальная температура охлаждающей
воды, ºС, tн.в. = 14ºС;
tн
-температура охлаждающей воды на выходе, ºС, tн.в. = 18ºС.
t2ср =
14+ 18/
2 = 16ºС.
Определяем разность температур на внутренней и внешней поверхностях
гильзы :
Δt = 90 - 16 = 74ºС.
Поверхностная площадь гильзы F м2 ,определяется по формуле [20]:
F = 2πrL, (2.14)
где r - радиус гильзы, м, r = 0,125м;
L -
длинна гильзы, м, L = 6900 м.
Определяем поверхностную площадь гильзы по формуле (2.13):= 2·
3,14·0,125· 0,69 = 0,5 м2.
Тепловой поток Q
связан с геометрическими размерами стенки и граничными температурами t1иt2 выражением [23]
 , (2.14)
, (2.14)
где Δt - разность температур, ºС,Δt =4ºС;- поверхностная площадь,м2,F =
0,5м2;
Q-тепловой
поток, Вт, Q = 13000Вт;
 -коэффициент
теплопроводности стенки; = 14,5;
-коэффициент
теплопроводности стенки; = 14,5;
 - толщина
стенки, м.= 0,04м.
- толщина
стенки, м.= 0,04м.
Подставляя
в данное выражение толщину стенки гильзы
= 0,025м,
и тепловой поток равный 18кВт.(п 2.4) новое значение разности температур на
внутренней и внешней поверхностях гильзы равно (2.14):
 = 73ºС.
= 73ºС.
Из
данного расчета следует, что уменьшение толщины стенки гильзы на 15мм,
уменьшает разностьтемператур на поверхностях гильзы на 1ºС.
Следовательно
это увеличивает коэффициент теплопередачи.
Определим
температуру охлаждающей воды на выходе,tн ºС, по выводам из формул (2.11, 2.12):
tк= t2ср · 2 - tн; (2.16)
t2ср= t1ср-  . (2.17)
. (2.17)
Определим температуру охлаждающей воды на выходе:
t2ср =
90 - 73 = 17ºС,
tк= 17
· 2 - 14 =20ºС.
2.4 Расчет
теплового баланса червячной машины с разработанной «мокрой» гильзой
Вследствие разработки гильзы червячной машины, теплообмен между резиновой
смесью и охлаждающей водой, при неизменном значении расхода холодного носителя
и его температуры на входе в машину, увеличился на 2 градуса. И теперь
температура охлаждающей воды на выходе, составляет 20ºС. Отсюдатепло, отводимое охлаждающей
водой от цилиндраQ4,кВт,определяется
по формуле[20]:
 кВт. (2.18)
кВт. (2.18)
Из
данного расчёта видно, что  увеличилось
на 5кВт, исходя из уравнения теплового баланса червячной машины, это позволяет
увеличить количество тепла, выделяющиеся за счет деформации материала так же на
5кВт.
увеличилось
на 5кВт, исходя из уравнения теплового баланса червячной машины, это позволяет
увеличить количество тепла, выделяющиеся за счет деформации материала так же на
5кВт.
 кВт.
кВт.
Выражая уравнение (2.5),
 , (2.19)
, (2.19)
N = 49 / 0.8 =
61кВт.
Выражая
уравнение (2.6)
 , (2.20)
, (2.20)
n = 61 / 0.00353
∙ 252 = 28 об/мин.
Следствием увеличения числа оборотов червяка, является увеличение
производительности машины.
Определяем часовую производительность червячной машины по формуле (2.1.):
 кг/ч.
кг/ч.
G = 2125кг/ч.
Отсюдатепло, уносимое обрабатываемым материалом, Q2, кВт,
, (2.21)
где G = 2125кг/ч. = 0,59 кг/с;
Ссм- теплоемкость смеси, кДж/кг К., Ссм = 1,27кДж/кг К;
tк-
температура смеси на выходе, К, tк =
103ºС;
tн-
начальная температура смеси, К, tн =
77ºС.
 кВт.
кВт.
Тепло, отдаваемое в окружающую среду машинойQ6, кДж., определяем из уравнения теплового баланса червячной
машины(2.4).
 ,
,
 = 49 -
19 - 7 - 18 - 3 = 2кВт.
= 49 -
19 - 7 - 18 - 3 = 2кВт.
Проверка
теплового расчета:
,
=
19+7+18+3+2,
кВт.
= 49кВт.
Проверочный
расчет показал верность выполнения теплового расчёта червячной машины.
3.
Конструкторская часть
.1 Устройство
и работа червячной машины
Одночервячная машина тёплого питания для профилирования резиновых
смесейпредставлена на рисунке 3.1[21]состоит из корпуса 1 длиной до 15
диаметров червяка, внутрь которого запрессована втулка 2из азотированной стали.
- корпус машины; 2 - гильза; 3 - загрузочная воронка; 4 - протекторная
головка; 5 - корпус упорного подшипника; 6 - редуктор; 7 - червяк; 8 - система
охлаждения; 9 - станина; 10 - электродвигатель; 11 - муфта
Рисунок 3.1 - Одночервячная машина тёплого питания для профилирования
резиновых смесей
Со стороны крепления червяка корпус имеет загрузочную воронку
3цилиндроконической формы и утолщение.
К корпусу с одной стороны при помощи фланцевого соединения крепится на
откидных болтах и шарнирах угловая головка 4.
С другой стороны к корпусу машины крепится корпус 5 для размещения
упорного и радиального подшипников Упорный подшипник червяка размещается на
конце ведомого полого вала цилиндрического двухступенчатого редуктора 6.
Который представляет собой двухступенчатую зубчатую передачу, смонтированную в
литом корпусе. Валы установлены на подшипниках качения.
Тихоходный вал выполнен в виде полого цилиндра и соединен с хвостовиком
червяка с помощью шпонки. Смазка осуществляется принудительной централизованной
смазкой с помощью шестеренного насоса.
Корпус выполнен в виде цилиндра с рубашкой, в которую для поддержания
нужной температуры подается пар или вода. В корпусе имеется загрузочная
воронка.
Червяк азотированный, двухзаходный, с постоянным шагом имеет внутри
полость для охлаждения водой в процессе работы.
Подаваемая через воронку 3 резиновая смесь захватывается шнеком 7,
нагревается, несколько дорабатывается и под значительным давлением (до 10 МПа),
выдавливается через головку 4, на выходе из которой крепится формообразующая
деталь
Резиновая смесь поступает в воронку 3 в виде ленты с катушки или в виде
гранул, крошки. Вращающийся червяк 7 увлекает нарезкой смесь вдоль
цилиндрического корпуса 2, уплотняя и деформируя ее. Головка 4 и
формообразующая деталь оказывают значительное сопротивление движению материала
и создают формующее давление. Винтовая нарезка червяка обеспечивает
деформирование и непрерывное перемещение смеси вдоль цилиндра, для чего
необходимо, чтобы коэффициент трения материала на поверхности червяка по
возможности был ниже, а коэффициент трения материала на поверхности цилиндра
достаточно высок. Если это условие не будет выполняться, то материал может
вращаться вместе с червяком, не перемещаясь к головке. Для процесса шприцевания
это условие выполняют подбором геометрии нарезки червяка, формы загрузочного
отверстия, обработкой поверхности шнека и цилиндра и подбором оптимальных
тепловых и скоростных параметров процесса. Решающие процессы материала
осуществляются в зоне пластикации. Смесь вовлекается в сложное движение за счет
сцепления с рабочими поверхностями, формируя поток материала со свойствами
аномально-вязкой жидкости, и доводится до оптимальной температуры, что в
последующем облегчает процесс формования заготовки. Перечисленные зоны не имеют
четких границ, зависит от состояния загружаемого материала.
В машинах «теплого» питания не требуется длительной пластикации,
сокращается по длине, а потому червяк имеет рабочую длину не более 12
диаметров. В «шприц-машинах» холодного питания осуществляется разогрев и
пластикация смеси в удлиненной зоне пластикации, поэтому длина червяка в них
составляет более 12 диаметров шнека.
3.2 Выбор
материала основных узлов машины
Основным узлом любой червячной машины является корпус. Различные виды
обогрева или охлаждения корпуса позволяют обеспечивать необходимый
технологический процесс переработки смесей. Корпус должен обладать необходимой
прочностью, износостойкостью и коррозионной устойчивостью. Поэтому корпуса
червячных машин изготовлены из чугунного литья марок СЧ12-28 или СЧ15-36.
Обогрев червячных машин необходим после длительных останов, для
предотвращения застывания резиновой смеси. обогрев производится паром,
подаваемым в специальные рубашки в корпусе.[21]
Охлаждение червяка и корпуса при работе машины необходимо, для избегания
вулканизации резиновой смеси.
Гильзы и втулки корпуса выполнены из стали марки 40Х, остальные узлы
червячной машины выполнены из стали марки Ст3 и других конструкционных сталей.
Гильзы подвергаются азотированию, что обеспечивает высокую износоустойчивость
гильз. После предварительной обработки гильзы запрессовываются в корпус машины,
стопорятся от проворачивания, а затем шлифуются на заданный размер.
От материала червяка в большой степени зависит качество переработки
резиновой смеси. Для изготовления червяка использовалась легированная сталь
марки 40ХЛ2.
.3конструктивные
расчеты
.3.1 Расчет и
выбор геометрических параметров червяка
Глубина канала червяка:[23]
= D - d / 2 (3.1)
где D - наружный диаметр червяка, м., D = 0,25м.;
d-
внутренний диаметр червяка, м.,d =
0,11м.;
Подставляя значения в формулу (3.1) определяем глубину канала червяка:
h3 =
0,25 - 0,11 / 2 = 0,07 м.
Число оборотов червяка можно определить из условия равенства центробежной
силы, С и силы веса, G0 для
материала, который при своем падении коснулся внешней поверхности червяка, и
смесь может втягиваться в винтовой канал, то есть когда С<G0:[23]
 (3.2)
(3.2)
откуда критическая скорость червякаvкр, м/с., будет:
кр = 2,22D0,5 (3.3)
а критическое число оборотов червяка nкр, об/мин., по формуле:
кр = 42,4 / D0,5 (3.4)
Рабочее число оборотов червяка принимается: [23]
р = (0,2 - 0,7)nкр (3.5)
Подставляя значения в формулы (3.3) - (3.5) получаем:
критическая скорость червяка vкр, м/с.:
vкр =
2,22∙0,250,5 = 1,5м/с.
критическое число оборотов червяка nкр, об/мин.:
nкр =
42,4 / 0,250,5 = 63,2об/мин.
Рабочее число оборотов червяка:
nр =
0,44∙63,2 = 28об/мин
Согласно имеющимся значениям диаметра и частоты вращения червяка из
таблицы 12.1, [20]выбираем марку червяка: 4Р (для резиновых смесей) и принимаем
отношение длины червяка к ширине равным:L/D=4;
Ширина гребня винта e,
мм., определяется по формуле[23]:
= 0,06D (3.6)
где D = 250 мм.;
Подставляя значение диаметра червяка в формулу (3.6) получаем:
e =
0,06∙250 = 15мм.
В резиновой промышленности чаще всего, применяют двухзаходные червяки
исходя из этого, принимаем число заходов нарезки червяка i = 2;[20];
φ = arсtgt / πD (3.7)
где t - шаг нарезки червяка, м., t = 250 мм.;
π = 3,14;
D =
250 мм.;
Отсюда:
φ = arсtg 250 / 3,14∙250 =18˚
Ширина винтового канала b, мм., определяется по формуле:
b = (t - e) / i ∙ cosφ (3.8)
где t = 250мм.;
e = 15мм.;
i = 2;
φ = 18˚;
Тогда:=
(250 - 27) / 2 ∙ cos 18˚ = 108мм.;
Потребляемая мощность червячной машины определяется из соотношения [28]:
/ Nм = (D / Dм)3-ψ (3.9)
где N - мощность привода двигателя
червячной машины, кВт.;
Nм -
мощность привода двигателя модельной машины, кВт.,Nм=120кВт.;
D =
250мм.;
Dм =
250мм.;
Отсюда:
N =
120∙(250 / 250)3-0,25 = 120кВт.;
3.3.2
Гидравлическое сопротивление протекторной головки
При определении общего сопротивления головки, учитывая сложную
конфигурацию ее рабочей части, используют способ замены реальных каналов
моделями, имеющими простейшую конфигурацию.[20]
При таком подходе общее сопротивление формирующей головки описывается
формулой:
∆pг = ∑∆pі (3.10)
червячный машина тепловой привод
Предполагая, что движение материала в головке ламинарное принимается:[23]
∆ pі = μэV/ Кі (3.11)
где μэ - эффективная вязкость расплава при градиенте скорости γі, с-1., в данном канале, Па∙с;
V -
расход расплава через рассматриваемую модель канала, м3/с;
Кі - коэффициент геометрической формы модели канала, м3;
Расход расплава через рассматриваемую модель каналаV, м3/с, определяется по формуле:
= G / 3600ρ (3.12)
где G - производительность червячной
машины,кг/ч., G = 2125 кг/ч;
ρ - плотность резиновой смеси, кг/м3.,
ρ = 900кг/м3;
Определяем расход расплава через рассматриваемую модель каналаV, м3/с., по формуле (3.14):
V =
2125 / 3600∙900 = 0,0006м3/с.
Принимаем вид канала круглый конический, таблица 12.6, [20].
Коэффициент геометрической формы модели каналаКі, м3.,определяется по
формуле:[23]
Кі = 3πDк3dк3 / 128L(Dк2 + Dкdк+ dк2) (3.13)
где Dк - больший диаметр канала, м., Dк = 0,035м.;
dк -
меньший диаметр канала, м., dк =
0,015м.;
L -
длина канала, м.,L = 0,06м.;
Отсюда:
Кі=3∙3,14∙0,0353∙0,0153/128∙0,06(0,0352+0,035∙0,015+0,0152)=9∙10-8м3.
Градиент скоростиγі,с-1., определяется по формуле:[20]
γі = 256 V / π(Dк - dк)2 (3.14)
где V = 0,006м3/с;
Dк =
0,035м;
dк =
0,015м;
Тогда:
γі = 256∙0,0006 / 3,14(0,035 -
0,015)2 =224с-1.
Определяем эффективную вязкость расплаваμэ,Па∙с., при градиенте скорости
γі = 224с-1. и температуре смеси t = 103˚С, получаем: μэ = 500Па∙с.
Определяем потери давления в формирующей головке по формуле (3.11):
∆ pі = 500∙0,006/ 9∙10-8 = 6
МПа
3.3.3 Расчет
осевого усилия на червяк
Осевое усилие, действующее при работе машины на червяк определяем по
формуле [21]:
Р = 1,3Р1(πD / 4) (3.15)
Где Р1 - удельное давление в головке, МПа, принимаем Р1=250МПа; D = 0,25м.;
Отсюда:
Р = 1,3∙250 (3,14∙0,25 / 4) = 114,8МН
3.3.4 Расчет
мощности привода
Мощность двигателя привода N
(кВт)[21]:
 (3.16)
(3.16)
где: d - диаметр червяка, см;
n -
частота вращения червяка, об/мин.;
k -
коэффициент запаса, зависящий от размеров машины и способа питания.K=2.15

Выбираем электродвигатель СDР314-36-8
(мощность двигателя Nдв=120 кВт, число
оборотов nдв = 740 об/мин.), [26].
3.3.5 Усилие
воспринимаемое упорным подшипником червячной машины
Усилие Р (Н), воспринимаемое упорным подшипником червячной машины[23]
 (3.17)
(3.17)
где: N - мощность, передаваемая приводом
начервяк, кВт;
n -
частота вращения червяка, об/мин;
r-
радиус витка червяка, см;
 - угол
подъема винтовой линии нарезки червяка, град;
- угол
подъема винтовой линии нарезки червяка, град;
 - угол
трения резиновой смеси о металл.
- угол
трения резиновой смеси о металл.
3.3.6
Кинематический и силовой расчет редуктора
Кинематическая схема редуктора представлена на рисунке 3.2.
Передаточное отношение редуктора:[27]
 (3.18)
(3.18)
зп =2-6 - передаточное отношение зубчатой передачи, принимаю для
быстроходной передачи iзп б.
=5, для тихоходной iзп т. =6
Мощность на выходном валу:
 (3.19)
(3.19)
где Р=160 кВт - мощность на первом валу;
η - КПД редуктора.
 (3.20)
(3.20)
где η1=0,99 - КПД пары подшипников;
η2=0,97 - КПД зубчатой передачи [26]

Отсюда:

Число
оборотов тихоходного вала nтих., принимается равное критическому числу оборотов
червяка nкр = 63 об/мин.
Угловая
скорость:
 (3.21)
(3.21)
где n - число оборотов на быстроходном, промежуточном и тихоходном
валах,[26]
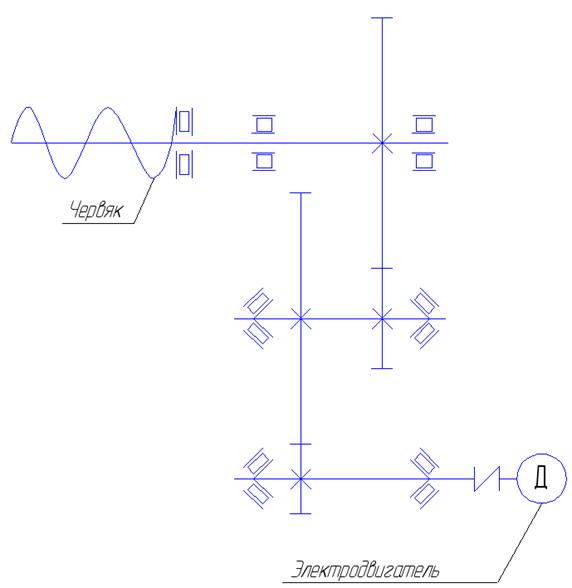
Рисунок
3.2 - Кинематическая схема
Крутящий
момент:
 (3.22)
(3.22)
где Р - мощность на валах;
ω - угловая скорость.
.3.7 Расчет
быстроходной зубчатой передачи
Рисунок
3.3 - Расчетная схема зубчатой передачи
Так как расчет идет на большой срок службы, принимаемКHL=1 и КFL=1. КHL -
коэффициент долговечности, учитывающий влияние срока службы и режима нагрузки
передачи, КFL - коэффициент долговечности.[27]
Допускаемое напряжение на контакт:
 (3.23)
(3.23)
где σнlim b - предел контактной выносливости;
[n]n - коэффициент безопасности.
Принимаем для колеса поверхностную закалку HRC 40-50. Сталь 40Х.
Принимаем HRC 50.
 (3.24)
(3.24)

Для
поверхностной закалки коэффициент безопасности [n]n=1,2-1,3, принимаем 1,25.
Допустимое
напряжение:
 (3.25)
(3.25)
где
σНlim b=500-550 предел выносливости при HRC 50.
Принимаем для шестерни 525, для колеса 500,
[n]F
- коэффициент запаса прочности.[26]
 (3.26)
(3.26)
где
[n1]F=1,8 - коэффициент, учитывающий нестабильные свойства материала;
[n2]F=1
- коэффициент, учитывающий способ получения заготовки.
Отсюда:

Межосевое
расстояние aω
зубчатой передачи из условия
сопротивления контактной выносливости определяется по формуле:[27]
 (3.27)
(3.27)
где,
Ка=4300 - коэффициент межосевого расстояния;б.=5 - передаточное
отношение;б.=1655,5 Н*м - крутящий момент на промежуточном валу;=1,12 -
коэффициент неравномерности распределения нагрузки;
Ψba=0,25-0,4 - коэффициент ширины колеса, принимаю 0,35;
[σ] = 840 мПа - допускаемое напряжение на контакт.

В
соответствии с СТ СЭВ 229-75 принимаю стандартное межосевое расстояние 355 мм.
Модуль
передачи:[26]
 (3.28)
(3.28)

В
соответствии с СТ СЭВ 310-76 принимаю стандартный модуль равный 4 мм.
Суммарное
число зубьев:
 (3.29)
(3.29)
где
βmin=10
- минимальный угол наклона зубьев,
Принимаем
175 зубьев. Пересчитывается угол наклона:
 (3.30)
(3.30)
то
есть β=10,1
градуса.
Определяем
числа зубьев колеса и шестерни:
шестерня:
 (3.31)
(3.31)
принимаем
30 зубьев.
колесо:
 (3.32)
(3.32)

Фактическое
передаточное отношение:
 (3.33
(3.33
Основные
размеры колеса.
Делительный
диаметр:
 (3.34)
(3.34)
где,
m=4 мм- модуль передачи;- число зубьев;
β=10,1 - угол наклона зубьев.
Проверяется
межосевое расстояние:
 (3.35)
(3.35)
Диаметры
вершин зубьев:
 (3.36)
(3.36)


Диаметр
впадин зубьев:
 (3.7)
(3.7)


Ширина
венца зубчатого колеса:
 (3.38)
(3.38)
где
Ψba=0,25 0,4 - коэффициент ширины колеса, принимаем
0,35;[27]=355 мм - межосевое расстояние.
0,4 - коэффициент ширины колеса, принимаем
0,35;[27]=355 мм - межосевое расстояние.

Ширина
венца шестерни:
 (3.39)
(3.39)

Для
Z=30 YF1=3,9,
Для
Z=145 YF1=3,1.
Определяем
линейную скорость в зацеплении:
 (3.40)
(3.40)
w2
- окружная скорость;
d2
- диаметр колеса в м.
По
рекомендации [27] принимаю 8-ю степень точности изготовления колес.
Проверочный
расчет по напряжениям изгиба.
 (3.41)
(3.41)
Где
KFα
=0,91 - коэффициент неравномерности
распределения нагрузки между зубьями;
KFβ=1 - коэффициент, учитывающий неравномерность распределения
нагрузки по ширине венца зубчатого колеса, связанная с деформацией валов и самих
зубьев колес;=1 - учитывающий динамическую нагрузку, возникающей в зацеплении;
Yβ=1-β/140 = 1-10,1/140 =0,93
- коэффициент наклона линии зуба.
Определяем
силы в зацеплении.
Окружная
сила:[26]
 (3.42)
(3.42)
где
Т - крутящий момент;- диаметр колеса.
Радиальная
сила:
 (3.43)
(3.43)
где
α=20
- угол зацепления.


Осевая
сила:
 (3.44)
(3.44)


Расчет
ведём по большему значению:

Проверка
зуба на контакт по контактной выносливости.[27]
 (3.45)
(3.45)
Где
KHα=1,09
- коэффициент нагрузки;
KHβ=1,12 - коэффициент, учитывающий распределение нагрузки по
ширине зубчатого колеса;=1 - учитывающий динамическую нагрузку, возникающей в
зацеплении.[26]

3.3.8 Расчет
тихоходной зубчатой передачи
Рисунок
3.4 - Расчетная схема зубчатой передачи
Так как расчет идет на большой срок службы, принимаемКHL=1 и КFL=1. КHL -
коэффициент долговечности, учитывающий влияние срока службы и режима нагрузки
передачи, КFL - коэффициент долговечности.
Допускаемое напряжение на контакт:(3.23)
где
σнlim b - предел контактной выносливости;
[n]n
- коэффициент безопасности.
Принимаем
для колеса поверхностную закалку HRC 40-50. Сталь 40Х.Принимем HRC 50.
Для
поверхностной закалки коэффициент безопасности [n]n=1,2-1,3, принимаем 1,25.
Допустимое
напряжение:(3.25)
где
σНlim b=500-550 предел выносливости при HRC 50.
Принимаем для шестерни 525, для колеса 500,
[n]F
- коэффициент запаса прочности.(3.26)
где
[n1]F=1,8 - коэффициент, учитывающий нестабильные свойства материала;
[n2]F=1
- коэффициент, учитывающий способ получения заготовки.
Отсюда:
Межосевое
расстояние aω
зубчатой передачи из условия
сопротивления контактной выносливости определяется по формуле (3.27):
где,
Ка=4300 - коэффициент межосевого расстояния;б.=6 - передаточное
отношение;б.=16766 Н*м - крутящий момент на тихоходном валу;=1,12 - коэффициент
неравномерности распределения нагрузки;
Ψba=0,25-0,4 - коэффициент ширины колеса, принимаю 0,35;
[σ] = 840 мПа - допускаемое напряжение на контакт.

В
соответствии с СТ СЭВ 229-75 принимаю стандартное межосевое расстояние 450 мм.
Модуль
передачи (3.28):

В
соответствии с СТ СЭВ 310-76 принимаю стандартный модуль равный 6 мм.
Суммарное
число зубьев (3.29):
где
βmin=10
- минимальный угол наклона зубьев,
Принимаем
178 зубьев. Пересчитывается угол наклона (3.30):
то
есть β=12,1
градуса.
Определяю
числа зубьев колеса и шестерни:
шестерня(3.31):
принимаем
26 зубьев.
Колесо
(3.32):

Фактическое
передаточное отношение:(3.33)
Фактическое
передаточное отношение редуктора:

 =
4,83+5,84 = 10,6
=
4,83+5,84 = 10,6
Основные
размеры колеса.
Делительный
диаметр (3.34):
где,
m=6 мм- модуль передачи;- число зубьев;
β=12,1 - угол наклона зубьев.
Проверяется
межосевое расстояние (3.35):
Диаметры
вершин зубьев (3.36):


Диаметр
впадин зубьев (3.36):


Ширина
венца зубчатого шевронного колеса:
 (3.46)
(3.46)
где
Ψba=0,250,4 - коэффициент ширины колеса, принимаем 0,35;=355
мм - межосевое расстояние.
 -
коэффициент ширины фаски, для выхода фрезерного инструмента.
-
коэффициент ширины фаски, для выхода фрезерного инструмента.

Ширина
венца шестерни (3.39):

Для
Z=26 YF1=3,9,
Для
Z=152 YF1=3,1.
Определяем
линейную скорость в зацеплении(3.40):
w2
- окружная скорость;
d2
- диаметр колеса в м.
По
рекомендации [26] принимаю 8-ю степень точности изготовления колес.
Проверочный
расчет по напряжениям изгиба(3.41).
Где
KFα
=0,91 - коэффициент неравномерности
распределения нагрузки между зубьями;
KFβ=1 - коэффициент, учитывающий неравномерность распределения
нагрузки по ширине венца зубчатого колеса, связанная с деформацией валов и
самих зубьев колес;=1 - учитывающий динамическую нагрузку, возникающей в
зацеплении;
Yβ=1-β/140 = 1-12,1/140 =0,93
- коэффициент наклона линии зуба.
Определяем
силы в зацеплении.
Окружная
сила (3.42):
где
Т - крутящий момент;- диаметр колеса.
Радиальная
сила (3.43):
где
α=20
- угол зацепления.


Осевая
сила (3.44):
Расчет
ведём по большему значению:

Проверка
зуба на контакт по контактной выносливости (3.45).
Где
KHα=1,09
- коэффициент нагрузки;
KHβ=1,12 - коэффициент, учитывающий распределение нагрузки по
ширине зубчатого колеса;=1 - учитывающий динамическую нагрузку, возникающей в
зацеплении.

4. Монтаж и
ремонт оборудования
.1 Монтаж
червячной машины
Подготовка к
монтажу
Порядок производства и календарные сроки выполнения монтажных работ
определяются проектами производства работ (ППР).
Заказчик обязан передать монтирующей организации следующую проектную и
техническую документацию:
- установочные чертежи аппаратов, установки непрерывного профилирования
резины;
- заводские сборочные и узловые чертежи, паспорта на
оборудование;
- комплектовочные (отправочные) ведомости;
- технические условия на поставку;
- инструкции по монтажу, рас консервации и эксплуатации
аппаратов;
- чертежи схем смазки и охлаждения подшипников, устройств
сальниковых уплотнений;
- электромонтажные схемы.
До монтажа должны быть закончены строительные работы по зданию, включая
работы по устройству фундаментов и каналов.
Условия хранения червячной машины, узлов, контрольно-измерительных
приборов, автоматической системы управления и регулирования, специального
инструмента и приспособлений, входящих в объем поставки аппаратов должны
соответствовать требованиям, указанным в технических условиях завода
изготовителя
Монтаж машины производить только при наличии акта готовности фундамента и
акта об окончании строительных работ.
Уточняется расположение путей отвода и подвода охлаждающей воды к машине,
к станции регулирования температуры. Машина должна транспортироваться от места
получения до места монтажа автомобилем или электротранспортом.
Поставочные блоки транспортировать только в том положении, которое
указано на таре. Запрещается передвигать составные части машины волоком и
кантовать.
Допускается в пределах цеха, в котором должна монтироваться машина,
передвигать составные части на специальных катках.
После доставки составных частей машины к месту монтажа необходимо
проверить состояние машины после транспортирования и ознакомиться с ее
конструкцией.
Место монтажа должно быть чистым и освобожденным от посторонних
предметов.
После распаковки составных частей машины произвести внешний осмотр с
целью определения целостности, проверить комплектность машины согласно с упаковочными
листами.
При приемке аппаратов и узлов в монтаж необходимо проверить
дополнительно:[30]
1. наличие всех узлов на аппарате и комплектующих изделиях, входящих в
объем поставки, в соответствии с указанием технической документации
завода-изготовителя;
2. вращение валов в подшипниках, работа зубчатых соединений без
заеданий;
В процессе монтажа и разработки отдельных узлов оборудования,
производится тщательный осмотр их, и все дефекты фиксируются отдельным актом.
Исправление дефектов оборудования, выявленных при приемке и монтаже, может
производиться заводом-изготовителем или заказчиком, а также монтажной
организацией по договору за отдельную плату.
После рас консервации машины. Консервационные масла и пластические смазки
удалить ветошью, смоченной керосином ГОСТ 18499-73.
Запасные части рас консервации не подвергать.
Для монтажа необходимо иметь подъемный механизм грузоподъемностью не
менее 10 т.
Для подводки кабелей и проводов снизу в полу должен быть предусмотрен
кабельный канал.
Пульты управления, щит автоматики устанавливаются на площадке
обслуживания машины, в месте, удобном для управления машиной.
Перед монтажом червячной машины необходимо убедиться в исправности
строповых устройств. Строповку производить в соответствии со схемой строповки
указанной - в приложении Б.
Машину заземлить в соответствии с требованиями ПУЭ и «Правилами защиты от
статического электричества в производствах химической, нефтехимической,
нефтяной промышленности».
А так же:
а) ознакомиться с чертежами общего вида, узлов, основных деталей изделия
и настоящей инструкцией;
б) проинструктировать персонал монтажной бригады во избежание брака и
несчастных случаев во время монтажа;
в) проверить наличие узлов и деталей согласно упакованным листам;
г) проверить фундамент под машину;
д) подготовить подъемные и такелажные средства из расчета максимальной
грузоподъемности;
е) подготовить слесарный и специальный инструмент, необходимый для
монтажных работ;
ж) очистить узлы и детали от антикоррозионной смазки, а также от грязи и
пыли.
Персонал, обслуживающий машину, должен пройти инструктаж и сдать экзамен
по технике безопасности и правилам эксплуатации и устройства червячной машины.
Во время эксплуатации шприц машины от обслуживающего персонала требуется:
строго соблюдать технологический регламент, рабочие инструкции и
инструкции по технике безопасности для рабочих;
знание технологического процесса на своем участке работы, устройства и
расположения оборудования, коммуникаций, контрольно-измерительных приборов;
уметь вовремя предупредить и устранить нарушения технологического режима,
чтобы предупредить аварии и несчастные случаи.
Категорически запрещается:
поднимать щитки и снимать какие-либо приспособления и заглядывать внутрь
аппарата во время работы машины;[30]
оставлять работающую машину без присмотра на длительное время.
Во время чистки, регулировки, производства, ремонта, подача
электроэнергии и продукта должна быть прекращена.
Порядок
монтажа
а) Установить плиту по уровню, завести и залить цементным раствором
фундаментные болты и внутреннее пространство плиты.
б) Выставить на плиту и закрепить редуктор, затем электродвигатель и
гидромуфты.
в) Выставить на раму по уровню и присоединить к редуктору корпус машины
(для правильности выставки корпуса сверху на корпусе есть площадка, на которую
необходимо ставить уровень).
г) Вставить червяк, отрегулировать равномерный зазор между гильзой
корпуса и гребнем червяка по всему периметру за счет выставки корпуса.
д) Присоединить головку к корпусу машины.
е) Установить маслонапорную станцию и смонтировать все виды коммуникаций.
ж) После распаковывания электрооборудования проверить комплектность
поставки, а также отсутствие повреждений приборов, а аппаратов.
з) После проверки оборудования установить его в удобном, с точки зрения
эксплуатации месте, соблюдая «Правила устройства электроустановок».
и) Выполнить электромонтажные работы.
к) Все нетоковедущие части электрооборудования надежно заземлить.
Проверить уровень масла в редукторе и при необходимости долить.
Произвести контрольную сборку. Проверить кратковременным включением
правильность вращения приводов. Вращение должно быть в сторону стрелки на
корпусе.
Произвести эксплуатационные испытания машины на холостом ходу в течение
30 мин, при этом не должно наблюдаться повышенного шума, стуков, вибрации,
чрезмерного нагрева подшипниковых узлов. Допускается температура масла в ваннах
редукторов 60оС, для подшипниковых узлов - 75оС.
В случае появления течи резины (не герметичность корпуса и стыковых
соединений), подачу резины прекратить, остановить машину, выявить причины.
При проведении эксплуатационных испытаний необходимо произвести замеры
потребной мощности приводов, как на холостом ходу, так и под нагрузкой, занести
в протокол испытаний с указанием производительности машины.
После проведения эксплуатационных испытаний следует произвести тщательный
осмотр основных узлов машины с целью проверки их состояния (привода, червячной
передачи и т.д.).
При положительных результатах испытания машина пригодна к эксплуатации.
Наладка
изделия
Обкатку изделия разрешается производить только после приемки вновь
смонтированного изделия приемной комиссией.[30]
Перед обкаткой необходимо:
а) произвести наружный осмотр изделия;
б) удалить с изделия и вокруг него все посторонние предметы;
в) убедится в наличии смазки на всех трущихся и смазываемых деталях;
г) перед пуском машины, проверить, вращая вручную за муфту, вращение
червяка;
д) наладка электрооборудования машины должна выполняться
высококвалифицированным электротехническим персоналом предприятия или же
специализированной наладочной организацией;
е) при наладке оборудования необходимо руководствоваться «Правилами
устройства электроустановок» (Глава «Объем и нормы приемно-стандартных
испытаний»);
ж) после выполнения всех работ по установке электрооборудования и
завершения монтажных работ в соответствии со схемой внешних соединений,
необходимо проверить сопротивление изоляций электрооборудования относительно
земли и заземления машины, электродвигателей, шкафов и труб, в которых
проложены провода;
з) Испытать обмотки синхронного электродвигателя повышенным напряжением в
соответствии с нормами «Правил устройства электроустановок»;
и) Выполнить работы по наладке электрических машин в следующем порядке
Внешний осмотр машины, проверка механической части, изменение сопротивления
изоляции, измерение сопротивления обмоток постоянному току (для готового
двигателя) и других по усмотрению заказчика;
к) Произвести проверку правильности монтажа панелей, поста управления и
внешних соединений в соответствии с принципиальной схемой;
л) Установить необходимое давление пара после редукционного клапана,
величина давления проверяется манометром.
Порядок
работы и измерение параметров
Машина работает в непрерывном режиме и сблокирована с оборудованием
установки.[17]
Перед пуском машины необходимо проверить надежность соединений, наличие
ограждений на вращающихся частях валов, заземление электрооборудования, после
чего машина может быть включена в работу:
давление резины в корпусе машины;
давление воздуха в уплотняющих устройствах;
производительности машины.
Значения параметров должны соответствовать технологическому регламенту.
4.2 Ремонт
червячной машины
Сдача оборудования в ремонт:
. Основанием для остановки и передачи оборудования в ремонт служит
месячный график ремонта, составленный на основании годового графика.[22]
. Останавливается установка профилирования резины по письменному
распоряжению начальника участка.
. За месяц до капитального ремонта машины мастер по ремонту оборудования
передает руководителю ремонтного подразделения «Ведомость дефектов».
. Червячную машину готовят к ремонту эксплуатационный персонал под
руководством сменного мастера участка.
Перед сдачей в ремонт, оборудование должно быть очищено от грязи, шлака и
производственных отходов, промыто и отключено от коммуникаций.
О выполненных подготовительных работах, мерах по технике безопасности и
сдачи установки в ремонт сменный мастер делает отметку в сменном журнале.
. Машина передается в ремонт в полном комплекте всех сборных единиц и
деталей.
. Подготовленная к ремонту червячная машина принимается руководителем
ремонтных работ от начальника участка или от лица, назначенного начальником
цеха.
. Вместе с машиной ремонтному подразделению передается паспорт.
Ремонт оборудования должен выполнятся по заранее составленному плану.
Планово-предупредительный ремонт предусматривает следующее:
а) техническое обслуживание;
б) Текущий ремонт;
в) Капитальный ремонт;
Техническое обслуживание машины входит в систему
планово-предупредительного ремонта.
Порядок подготовки машины к осмотру, ремонту и их проведение определяются
инструкцией предприятия эксплуатирующего протекторный агрегат.
В процессе эксплуатации дежурным персоналом проводится техническое
обслуживание при использовании, при котором необходимо проводить следующие
мероприятия:
контролировать температуру греющихся узлов;
проверить уровень масла по масло указателю в редукторе, и при
необходимости доливать в соответствии с требованиями инструкций по
эксплуатации.
На предприятии принята централизованная организация ремонтного хозяйства,
которая характерна тем, что все виды ремонта проводятся ремонтно-механическим
цехом.[30]
В ремонтном цехе организован участок ремонта оборудования во главе с
мастером, который подчиняется начальнику ремонтно-механического цеха.
Подготовительные работы и проведение капитального ремонта и текущего
организует ремонтный цех, при непосредственном участке отдела запасных частей и
конструкторского бюро. В выполнении подготовительных работ обязательно
принимают участие цеховые механики, с которыми согласовываются все требуемые
материалы.
Сюда входят следующие виды работ: смазка, обтирка, чистка, регулярный
наружный осмотр, выявление наружных дефектов, проверка, работы трущихся частей
и состояние масляных, воздушных и охлаждающих систем, наблюдение за работой
контрольно-измерительных приборов, а также за состоянием, болтовых, шпоночных
соединений.
Техническое обслуживание производится через 720часов работы.
Текущий ремонт изделия производится с разборкой отдельных узлов.
При текущем ремонте тщательно проверяется состояние и действие:
а) крепежных деталей, особенно несущих переменную динамическую нагрузку
(муфты, шпильки и т.п.);
б) регулируемых деталей (затяжных втулок, подшипников) при этом
проверяются люфты в них;
в) масляной и охлаждающей систем, маслопроводов, картеров, масляных ванн
и масленок;
г) пусковых приспособлений, трансмиссии, зубчатых зацеплений, сальников,
других уплотнений и арматуры, а также состояние поверхностей изоляции,
контактов и т.п.
Обнаруженные во время ремонта дефекты устраняются, при чем производятся
следующие работы:
а) замена быстроизнашивающихся и срабатывающихся деталей;
б) зачистка поверхностей от забоин и задиров;
в) регулировка натягов и зазоров;
г) притирка кранов и клапанов и, при необходимости, замена их;
д) замена сальников и прокладок в трубопроводах;
е) подтяжка крепежных деталей, проверка их прочности и, при
необходимости, замена их;
ж) чистка и замена смазочных устройств;
з) чистка трубопроводов.
Текущий ремонт изделия выполняется через 12960 часов работы.
Капитальный ремонт является восстановительным ремонтом.
При капитальном ремонте производится полная разборка изделия, замена
деталей или узлов и проверка всех механизмов с последующей сборкой.
При капитальном ремонте изделию возвращается его первоначальная точность,
мощность и производительность.
В объем капитального ремонта входит:
а) замена всех износившихся деталей и узлов или исправление их с
доведением размеров до монтажных допусков;
б) проверка осей, станин, заделка выработанных мест, обработка рабочих
плоскостей, смена отдельных узлов, изоляции;
в) проверка установки и центровка изделия;
г) проверка станины, рамы и перезаливка бетоном (при необходимости);
д) модернизация изделия с возможной унификацией сменных частей.
После капитального ремонта оборудование испытывается вхолостую и под
нагрузкой, и принимается технической комиссией предприятия заказчика в составе:
главного механика, начальника цеха, а также лица ответственного за проведения
ремонта. Акт приемки утверждается главным инженером предприятия заказчика и
хранится в паспорте изделия.
Приемка оборудования после ремонта производится по окончанию всех работ
предусмотренных дефектной ведомостью, и после записи в ремонтном журнале о
проведении ремонта, включая обкатку и испытания.
Перед приемом машины из ремонта, приемщик оборудования проверяет наличие
ремонтной документации, по которой проводился ремонт. Прием из капитального
ремонта осуществляется механиком и начальником цеха, приемщиком оборудования и
сменным мастером. После чего составляется акт приемки оборудования из ремонта.
Капитальный ремонт изделия проводится через 40000 часов работы.
Библиографический
список
1. Рябинин
Д. Д., Ю. Е. Лукач - Червячные машины для переработки пластических масс и
резиновых смесей. - Учебное пособие для студентов - М.: Машиностроение, 1965.
2. Бекин
Н. Г., Шанин Н. Л. - Оборудование заводов резиновой промышленности:
Учеб.пособие для вузов. - Изд. - 2-е, перераб. и доп. -Л.: Химия, 1978 - 400с.,
ил.
. Машины
и аппараты резинового производства. Под.ред. Д. М. Барскова, М.: Химия, 1975.
. Машины
и аппараты химических производств: Примеры и задачи. Учеб.пособие для студентов
вузов, обучающихся по специальности «Машины и аппараты химических произвадств»/
И. В. Доманский, В. П. Исаков, Г. М. Островский и др.; Под общ. ред. В. Н.
Соколова - Л.: Машиностроение, Ленингр.: отд-ние, 1982. - 384 с., ил.
. Типовые
конструкции оборудования для переработки пластмасс и резины: Учебное пособие
для студентов специальностей 030500, 170500 всех форм обучения / Г.П. Кабанов,
В. Д. Харин, В. Н. Щербаков, Л. Д. Диянова, Н.А. Малыхина / Под общей ред. Г.П.
Кабанов. Красноярск: СибГТУ, 2002 - 114с.
. Табин
Н. В., Погов А. Р. Процессы и аппараты резиновой промышленности: Учеб.пособие
для техникумов. Л.: Химия, Ленинград.: отд-ние, 1988. - 248с.
. Козулин
Н. А., Соколов В. Н., Шапиро А. Я. Примеры и задачи по курсу оборудования
химической промышленности. - Изд. Машиностроение, М.: 1966. - 491с.
. Справочник
резинщика - М.: Химия, 1971. - 607 с
. Павлов
К. Ф., Романков П. Г., Носков А.А. - Примеры и задачи по курсу процессов и
аппаратов химической ткхнологии. Учебное пособие для вузов / Под ред. чл. -
корр. АН СССР П. Г. Романкова.. - 10-е изд., перераб. и доп. - Л.: Химия, 1987.
- 576 с., ил.
. Шейнблит
А.Е. - Курсовое проектирование деталей машин: Учеб.пособие для техникумов. -
М.: Высш. шк., 1991. - 432 с.: ил.
. Курсовое
проектирование деталей машин: учеб. Пособие для техникумов/ С.А. Чернавский,
Г.М. Ицкович, К.Н. Боков и др. - М.: Машиностроение, 1979. -351 с., ил.
. Анурьев
В. И. Справочник конструктора - машиностроителя. В 3-х т.Т.1 - 5-е изд.,
перераб. и доп. - М.: Машиностроение 1979. - 559с., ил.