Термическая обработка поверхности проволоки
Содержание
Содержание.
Введение.
. Разработка модели расчета
скорости.
.1 Исследование технологического
процесса производства высокопрочной проволоки и существующей системы
автоматического регулирования печи.
.2 Алгоритм расчета скорости
патентирования проволоки.
. Выбор технических средств
проектируемой автоматической системы.
.1 Контроллеры ROBO - 3000.
.2 Контроллер ROBO - 3140.
.3 Модули удавленного ввода - вывода
серии I - 7000.
.4 Частотные преобразователи для
двигателей намоточного аппарата.
. Проектирование системы
регулирование скорости протяжки проволоки.
. Обоснование экономической
эффективности внедрения предложенной системы.
. Заключение.
Список литературы.
ВВЕДЕНИЕ
На Волгоградском сталепроволочноканатном заводе
процесс патентирования осуществляется путем подбора проволоки по диаметру и
сорту стали для существующего распределения температуры в печи. В случае, когда
для термической обработки количества проволок недостаточно (допускается работа
печи на нагрев проволоки при загрузке 50 %) или их нет, то печь останавливают.
При наличии заказа печь снова разогревают, если простой печи был
продолжительным, то осуществляется процесс сушки, что влечет за собой
дополнительный расход газа.
Процесс патентирования заключается в том, что
проволока , проходя нитью через муфель печи, нагревается до заданной
температуры и поступает в ванну с охлаждающий средой.
Для получения высокопрочной проволоки с
заданными прочностными и пластическими свойствами необходимо правильно выбрать
скорость патентирования, которая определяет качество готовой проволоки.
Скорость патентирования зависит: от химического
состава стали, диаметра проволоки, способа обогрева металла, а также от
распределения температуры по длине печи.
Целью дипломного проекта я поставила: изучить
технологический процесс производства высокопрочной проволоки при
патентирования, создать систему автоматического регулирования скорости
патентирования и алгоритм управления ею.
Как известно, физические свойства металла
меняются в зависимости от его температуры. Следовательно, температура проволоки
на выходе из печи может либо не достигнуть заданной, либо превысить ее, если
неправильно выбрана скорость, а это повлечет за собой изменение прочности и
пластичности готовой проволоки.
Поэтому необходимо определить скорость
патентирования таким образом, чтобы заготовка на выходе из печи имела по всему
сечению одинаковую температуру равной заданной. Поэтому необходимо разработать
метод расчета скорости, для решения этой задачи требуется создание системы
управления регулирования скорости.
Решение задачи автоматизации процесса расчета и
регулирования скорости не возможна без средств сбора данных и управления.
Многие современные системы строятся на основе модулей удаленного ввода вывода
(модули связи с объектом), назначение которых заключается в сопряжение датчиков
аппаратуры и исполнительных механизмов контролируемого процесса с
вычислительными средствами системы.
Такими модулями являются модули серии I - 7000
фирмы ICP DAS. На российском рынке их предлагает компания «Индустриальные
компьютерные системы», она же разработала пакет Good Help, позволяющий
облегчить жизнь пользователю при создании программы управления разработанной
системы АСУ ТП, пакет Good Help совместим со всеми модулями серии I - 7000.
Так как движение проволоки через печь
осуществляется намоточным аппаратом, то необходимо использовать частотные
преобразователи, которые бы обеспечивали движение проволоки с заданной
скоростью. При этом частота вращения намоточного аппарата менялась не только в
зависимости от скорости, но и от толщины намотанной проволоки.
Скорость нагрева проволоки зависит от
температуры атмосферы печи, отсюда вывод необходимо разработать алгоритм
расчета скорости, в, котором учитывались бы изменения физических свойств стали,
распределение температуры по печи, а так же алгоритм программ управления
технологическим процессом при обработки проволоки.
Подводя итог выше сказанному, следует сделать
вывод: разрабатываемая система должна рассчитывать скорость патентирования,
регулировать ее в зависимости от распределения температуры атмосферы печи,
изменять частоту вращения намоточного аппарата в зависимости от изменения
скорости и размера диаметра катушки.
1. Разработка модели
расчета скорости
1.1 Исследование
технологического процесса производства проволоки и существующей системы
автоматического регулирования печи
Процесс производства высокопрочной проволоки
заключается в чередовании ряда операций термической обработки (нормализации или
патентирование), подготовки поверхности металла к волочению и самого волочения.
Термическая обработка при производстве
высокопрочной проволоки имеет различное назначение.
Первое - получение структуры, обеспечивающей
необходимые свойства металла для деформации его волочением до заготовки
заданного диаметра, которая затем подвергается окончательной термической
обработки и последующему волочению.
Второе - создание структуры, дающей возможность
получить заданные прочностные и пластические свойства готовой проволоки. В этом
случае производится преимущественно патентирование.
Процесс патентирование заключается в том, что
проволока, проходя нитью через печь, нагревается до температуры 860-9400С и
поступает в ванну с охлаждающей средой (при 400-5500С), где происходит распад
аустенита. Движение проволоки осуществляется при помощи намоточного устройства,
устанавливаемого за ванной.
Для производства высокопрочной проволоки
большинства сортов характерно то, что металл поступает на патентирование, либо
в нагартованном состоянии, либо непосредственно после прокатки; характерно
также, что последней операцией термической обработки является патентирование, а
последней технологической операцией - волочение.
Процесс волочения в значительной мере зависит от
качества травления и подготовки поверхности проволоки к волочению.
Недоброкачественное выполнение этих операций может привести к порче поверхности
проволоки, снижению ее механических свойств и обрывам при волочении. Однако
даже безупречное травление и подготовка поверхности заготовки не обеспечат
должных свойств готовой проволоки, если неправильно определены: химический
состав стали, режимы ее термической обработки и волочения.
Режимы термической обработки (патентирования) и
подготовки поверхности проволоки к волочению на термотравильном агрегатах
регламентируется технологической картой.
По ней определяют:
1. Технические
требования к патентированной проволоке-заготовке.
Предел прочности стальной патентированной
проволоки-заготовки определяется по формуле:
 , кгс/мм2 (1.1)
, кгс/мм2 (1.1)
 , Н/мм2 (1.2)
, Н/мм2 (1.2)
1. Техническая
характеристика операций патентирования и подготовки поверхности заготовки к
волочению.
Агрегаты непрерывного патентирования и
подготовки поверхности заготовки к волочению методом: Бурирования
1. Размотка
проволок с катушек или мотков
2. Патентирование
3. Промывка
нейтральной водой
4. Травление
5. Промывка
нейтральной водой, удаление остатков шлама обтирами.
6. Бурирование
7. Сушка
8. Намотка
в катушки. Намотка проволоки производится на катушки емкостью 2600, 1000, 1300
кг.
9. Режим
технологических операций патентирования и подготовки поверхности заготовки к
волочению.
Режим патентирования выбирается технологом цеха,
в зависимости от диаметра обрабатываемого металла и химического состава стали.
Температура нагрева проволоки обеспечивается
соблюдением заданного теплового режима печи и скорости обрабатываемого металла.
Для обеспечения заданной температуры нагрева
заготовки в зависимости от конструкции печи и скорости обработки металла
производится выбор теплового режима нагрева проволоки, который обеспечивает
получение заданного предела прочности на патентированной заготовке.
Температура соляной ванны выбирается в
зависимости от диаметра обрабатываемой заготовки, марки стали, температуры
нагрева проволоки.
Температурные параметры патентирования
определяются по формулам:
для определения температуры нагрева при
патентировании проволоки
 , (1.3)
, (1.3)
где  - минимальная температура нагрева
проволоки, 0С;
- минимальная температура нагрева
проволоки, 0С;
С - содержание углерода в стали, %;-
диаметр патентируемой проволоки (заготовки), мм.
для определения температуры
охлаждающей среды (расплав селитры)
 , (1.4)
, (1.4)
где  - средняя температура охлаждающей
среды, 0С;
- средняя температура охлаждающей
среды, 0С;
С - содержание углерода в долях.
В зависимости от химического состава
стали и требований к проволоке, разрешается изменять:
·
температуру
нагрева проволоки на ± 20 0С;
·
температуру
селитры на ± 10 0С.
Структура патентированной проволоки - сорбит или
сорбит с обрывками ферритной сетки. При содержании углерода в стали менее 0,60
% в структуре допускается небольшие участки свободного феррита.
При содержание в стали марганца более 0,60 %,
хрома более 0,10 % температуру селитровой ванны повышают на 5 - 20 0С.
Максимальная температура селитры не более 520 0С. Температуру нагрева снижают
на 10 0С; скорость патентирования уменьшают на 0,5 - 2,0 м/мин.
Необходимые корректировки режимов патентирования
производится после испытаний микроструктуры и механических свойств
патентированной заготовки.
Режимы травления и подготовки поверхности
проволоки к волочению.
Таблица 1.1. Режимы травления и подготовки
поверхности проволоки к волочению.
|
Сернокислое
травление
|
Бурирование
|
Сушка
|
|
Концентрация,
г/л
|
Температура,0С
|
Концентра-ция,
г/л NaB4O7* 10 H2O
|
Темпе-ратура,
0С
|
Температура,
0С
|
|
Серная
кислота H2SO4
|
Сернокис-лое
железо FeSO4
|
|
|
|
|
|
160
- 200
|
0
- 120
|
60
- 70
|
160
- 170
|
90
± 5
|
Теплом,
выносимым проволокой
|
Поверхность травленной и подготовленной к
волочению передельной заготовки должна быть чистой, без окалины, с хорошо
подсмазочным слоем.
Скорость движения проволоки и время пребывания в
печи согласно таблице 1.2.
Таблица 1.2. Скорость движения проволоки и время
пребывания в печи№6.
|
Обрабатываемый
диаметр, мм
|
Скорость,
м/мин / Время пребывания в печи, сек
|
|
3,60-4,00
|
16,0/78,7
|
|
4,10-4,40
|
14,0/90,0
|
|
4,50-4,90
|
12,0/105,0
|
|
5,00-5,50
|
10,/126,0
|
|
5,60-6,00
|
8,0/157,0
|
|
6,10-6,60
|
7,0/180,0
|
|
6,70-7,00
|
7,0/180,0
|
|
7,10-7,50
|
6,5/193,8
|
|
7,60-8,00
|
6,0/210,0
|
|
8,10-8,50
|
5,5/229,0
|
|
8,60-9,00
|
5,0/252,0
|
|
9,10-10,0
|
4,5/280,0
|
1. Техническая
характеристика оборудования агрегата№6.
Таблица 1.3. Оборудование агрегата№6 СПЦ-3.
|
Печь,
м
|
Длина
полная
|
21
|
|
Ширина
полезная
|
1,45
|
|
Селитровая
ванна
|
Длина,
м полная/полезная
|
10/9
|
|
Ширина
полезная, м
|
1,35
|
|
Глубина
полезная, м
|
0,5
|
|
Емкость
полезная, м3
|
6,1
|
|
Ванна
промывки
|
Длина,
м
|
1,1
|
|
Ширина,
м
|
1,1
|
|
Травильная
ванна
|
Длина,
м полная/полезная
|
8,8/5,9
|
|
Ширина,
м полная/полезная
|
1,7/1,2
|
|
Глубина
полезная, м
|
0,45
|
|
Емкость
полезная, м3
|
3,19
|
|
Ванна
промывки
|
Длина,
м
|
1,0
|
|
Ширина,
м
|
0,9
|
|
Ванна
бурирования
|
Длина,
м полная/полезная
|
3,1/2,2
|
|
Ширина,
м полезная
|
1,0
|
|
Глубина
полезная, м
|
0,70
|
|
Объем
полезный, м3
|
1,54
|
|
Характеристика
намоточного аппарата
|
тип
|
16/2600
|
|
Диаметр
барабана, мм
|
800
|
|
Мощность
двигателя, кВт
|
42
|
|
Диапазон
скоростей, м/мин
|
4-9,5
|
|
|
|
|
Печь№6 СПЦ-3 входит в состав агрегата№6 для
патентирования стальной проволоки диаметром от 3,60 мм до 10,0 мм.
При нагреве металл, соприкасаясь с атмосферой
(продуктами сгорания) печи окисляется, вследствие этого до 5% обрабатываемой
стали, теряется в виде окалины, которую приходится удалять травлением. Поэтому
в печи применен метод защиты металла - нагрев проволоки в продуктах неполного
сгорания газа. Такой нагрев представляет собой способ безокислительного
нагрева, так как продукты сгорания служат не только защитной атмосферой, но и
источником тепла.
Печь для нагрева проволоки при патентировании
состоит из 3-х зон: первая - нагрева; вторая - догрева; третья - выдержки.
Конструкция печи представляет собой: каркас,
футеровка, разводки газовоздухопроводов, горелочные устройства, рекуператор,
дымовая труба, система КИП и А управления теплотехническим режимом.
Каркас выполнен сварным из швеллера, уголка и
листа. На днище печи на подставках, смонтированы воздухопроводы, впоследствии
закладываемые изоляционным кирпичом. На каркасе крепится рекуператор, дымовая
труба, газопроводы. Футеровка стен выполнена из огнеупорного кирпича и минераловатных
плит. Свод печи во 2-ой и 3-ей зонах выполнен из панелей футерованных
волокнистыми плитами. Панели съемные и взаимозаменяемые. Подина выполнена из
огнеупорного и изоляционного кирпичей, в которой заложены воздухопроводы
горячего воздуха, идущего от рекуператора на горелки. В первой зоне установлен
радиационно-конвективный рекуператор.
Дымовая труба металлическая, установлена на
каркасе печи.
Во второй зоне на боковых стенах в шахматном
порядке установлены одиннадцать горелок. В третьей зоне на каждой стене
установлено по одной горелке.
Для уменьшения выбивания продуктов сгорания на
выходе печи установлена подъемная заслонка.
В первой зоне осуществляется дожигание продуктов
неполного сгорания, идущих из зон 2 и 3 холодным воздухом. Температура зоны
1200 0С. Металл нагревается от 20 0С до 700 0С, то есть до температуры начала
интенсивного окалинообразования в окислительной среде. Регулирование
температуры в зоне осуществляется изменением количества воздуха, подаваемого в
зону при соблюдение условия, что коэффициент расхода воздуха a>1.
В зоне 2 проволока догревается от 700 0С до 940
0С в малоокислительной среде, получаемой за счет сжигания природного газа с
недостатком воздуха, коэффициент расхода воздуха a=0,5.
Температура в зоне 1150 0С регулируется изменением расхода газа при постоянном
соотношении расходов «газ - воздух».
В зоне 3 проволока выдерживается при постоянной
температуре до 10500С. В результате чего температура проволоки выравнивается по
сечению и получается однородная структура. Среда, как и во второй зоне
малоокислительная, получаемая тем же способом.
Дымовые газы из зоны 1 поступают в
радиационно-конвективный рекуператор и нагревают воздух до температуры 400 0С,
который поступает в зону 2 и 3. В результате получается утилизация тепла.
Системой КИП и А предусмотрено автоматическое
регулирование температуры в зонах; соотношение «газ - воздух» в зоне 2 и 3;
давление в печи. А также предусмотрен контроль параметров, необходимых для
обеспечения теплотехнического режима.
Поддержание заданного температурного режима печи
осуществляется следующим образом.
В первой зоне происходит процесс дожигания
полугаза идущего из второй и третьей зоны холодным воздухом, который поступает
по трубопроводу с давлением 240 мм. вод. ст. (давление измеряется мембранным
напоромером) с таким же давлением подается и газ по трубопроводу. Температура
зоны должна соответствовать 1200 0С. Процесс регулирования температуры
осуществляется контролем подачи воздуха, расход измеряется мембранным
дифманометром, а показания его регистрируются на КСД-3. Сигнал от термопары
поступает на автоматический регистрирующий потенциометр КСП-3,а от него на
приставку позиционного регулирования ППР-1М, от которого сигнал поступает на
универсальный переключатель, воздействующий на регулирующие заслонки
установленные на трубопроводах холодного, горячего воздуха и газа. Таким
образом, поддержание температуры на заданном уровне в первой зоне
осуществляется путем регулирования подачи холодного воздуха и продуктов
неполного сгорания. Продукты неполного сгорания (как было сказано выше)
образуются во второй зоне, поэтому процесс регулирования поступления их в
первую зону происходит путем регулирования подачи горячего воздуха и газа.
Измерение температуры во второй зоне осуществляется следующим путем: сигнал от
термопары поступают на КСП-3, также происходит измерение температуры и третьей
зоны.
Горячий воздух поступает во вторую зону из
рекуператора, где нагревается до температуры 400 0С, измерение температуры
осуществляется термопарой ХА, сигнал от неё поступает на щеточный
переключатель, также на него приходит сигнал от термопары измеряющий
температуру дымовых газов, а с переключателя на показывающий милливольтметр.
Регулированием расхода воздуха на рекуператор
осуществляется защита его от перегрева. Измеряется температура дымовых газов
перед рекуператором, сигнал поступает на потенциометр, а от него на приставку
позиционного регулирования, откуда на универсальный переключатель, который
посылает сигнал на дистанционный указатель положения регулирующий заслонки
расположенной на трубопроводе подающей воздух в рекуператор. Измерение давления
дымовых газов после рекуператора осуществляется мембранным тягомером.
Давление во второй и третьей зоне производит
колокольный дифманометр. Сигнал от прибора, измеряющего давление в третьей
зоне, поступает на КСД-3, а сигнал со второй зоны принимает регулирующий прибор
Р-25, который и управляет универсальным переключателем и тем самым через него
воздействует на бесконтактный реверсный пускатель, который в зависимости от
сигнала регулирует положение заслонки дымовой трубы.
Движение проволоки осуществляется при помощи
намоточного устройства, установленного за ванной. Намоточный аппарат
представляет собой катушка установленная на вал, вращаемый двигателем
постоянного тока. Для регулирования частоты вращения двигателя постоянного тока
используются тиристорные преобразователи. Схема представлена на рисунке 1.1.
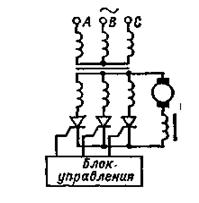
Рис1.1. Схема регулирования частоты вращения
двигателя постоянного тока.
Управляющие устройство синхронно включает
тиристоры в порядке чередования фаз в положительные полупериоды фазных
напряжений. В отрицательные полупериоды фазных напряжений происходит
естественная коммуникация, и тиристоры соответствующих фаз закрываются.
Среднее значение выпрямленного напряжения трех
фаз равно напряжению на якоре двигателя постоянного тока
 , (1.5)
, (1.5)
где  - угол запаздывания включения
тиристоров.
- угол запаздывания включения
тиристоров.
Изменяя угол запаздывания с помощью
блока управления, можно изменять постоянное напряжение на якоре двигателя, то
есть постоянный ток в цепи якоря IЯ. В свою очередь это приводит к изменению
вращающего момента на валу двигателя. Индуктивная катушка в цепи якоря служит
для уменьшения пульсации тока.
Регулирование напряжения на якоре
двигателя осуществляется по указанию технолога цеха.
Определение температуры горения, расход газа и
воздуха, а также продуктов сгорания (дыма)
В печи малоокислительного нагрева проволоки
производится двухстадийное сжигание природного газа, то есть печь разделена на
две зоны: в первой происходит процесс дожигания продуктов неполного горения,
которые поступают из второй зоны, где сжигание природного газа осуществляется с
недостатком воздуха. Произведем расчет необходимого расхода газа и воздуха,
определим температуру горения в зонах, а также состав продуктов сгорания.
1. Исходными данными для расчета являются:
вид топлива и его состав, конструкция топливо сжигающего устройства, влияющая
на выбор величены коэффициента расхода воздуха α, также
температуры подогрева воздуха и газа. Для проведения расчетов расхода газа и
воздуха должна быть принята конструкция печи и ее размеры - конструкция
рабочего пространства зоны нагрева и догрева, толщины стен печи и свода,
огнеупорные и изоляционные материалы (толщина стен и выбранные огнеупоры должны
обеспечить температуру наружной поверхности печи 40 - 600С).
Расчет полного сгорания топлива с коэффициентом
расхода воздуха α0=1.0
Низшая теплотворная способность
топлива, 
 , (1.6)
, (1.6)
где СН4, С2Н6 и т.д. - содержание метана и
соответственно других компонентов в природном газе, %;
85.58; 152.32 и т.д. - тепловые
эффекты горения метана и соответственно других компонентов *10-2, .
Количество кислорода для сгорания
1м3 газа, 
 , (1.7)
, (1.7)
где 2;3.5 и т.д. - коэффициенты из
реакции горения, например
СН4+2О2®СО2+2Н2О
Расход сухого воздуха при α0=1.0,
 ; (1.8)
; (1.8)
где k - коэффициент, показывающий
отношение объемов N2 и О2, содержащихся в воздухе,  .
.
Объемы составляющих продуктов
сгорания,
 , (1.9)
, (1.9)
 , (1.10)
, (1.10)
 , (1.11)
, (1.11)
Объем продуктов сгорания, 
 , (1.12)
, (1.12)
ля проведения дальнейших расчетов определяем
содержание каждого компонента в продуктах сгорания в %
 ,
,
 , (1.13)
, (1.13)
 .
.
Расчет неполного сгорания топлива с коэффициентом
расхода воздуха α1<1.0
Расчет выполняется по методике Копытова,
точность которой достаточна для инженерных расчетов и которая не учитывает
сажеобразование при неполном горение и образование свободного метана.
Основой теории расчета является, что продукты
неполного сгорания газа в рабочем пространстве печи находятся в равновесном
состоянии соответствии с константой равновесия реакции водяного газа:
СО2+Н2ÛСО+Н20.
Константа равновесия этой реакции:
 , (1.14)
, (1.14)
где Р - значение парциального давления
соответствующего газа и смеси.
Значение константы в зависимости от температуры
приведены в таблице 1.4
Таблица 1.4. Значение константа равновесия в
зависимости от температуры.
|
t1,
0C
|
600
|
700
|
800
|
820
|
900
|
1000
|
1100
|
1200
|
1300
|
1400
|
|
k1
|
0,408
|
0,646
|
0,935
|
1,0
|
1,274
|
1,656
|
2,065
|
2,506
|
2,965
|
3,436
|
Количество воздуха для сгорания,
 (1.15)
(1.15)
Количество кислорода для сгорания,
 (1.16)
(1.16)
Количество продуктов сгорания,
 (1.17)
(1.17)
Количество двуокиси углерода в
продуктах сгорания,
 (1.18)
(1.18)
где:  (1.19)
(1.19)
k1 - константа равновесия реакции водяного газа
при действительной температуре продуктов сгорания в зоне догрева, (см. табл.1.4).
Количество окиси углерода, ;
 (1.20)
(1.20)
Количество водяных паров, ;
 (1.21)
(1.21)
Количество водорода, ;
 (1.22)
(1.22)
Количество азота, ;
 (1.23)
(1.23)
Проверка расчета.
Сумма составляющих определенных по
формулам (1.18) - (1.23) должна совпадать с точностью до 3% с количеством
продуктов сгорания по формуле (1.17).
Определение состава продуктов
сгорания в %;
 (1.24)
(1.24)
Химическое тепло, выделяемое при
неполном сгорании единицы газа,. ;
;
 (1.25)
(1.25)
Определение действительной
температуры горения, 0С;
 (1.26)
(1.26)
 -- теплоемкость дымовых газов при
температуре 10000С (принимаем),
-- теплоемкость дымовых газов при
температуре 10000С (принимаем),
 (1.27)
(1.27)
Расчет дожигания продуктов неполного
сгорания с коэффициентом расхода воздуха α2=1.0.
Топливом для зоны нагрева являются
продукты неполного сгорания газа, поступающие из зоны догрева, состав которых
определен выше по формулам (1.24).
Расчет ведется на 1м3 продуктов
неполного сгорания.
Низшая теплотворная способность, ;
 (1.28)
(1.28)
Количество кислорода для дожигания, ;
 (1.29)
(1.29)
Количество воздуха для дожигания, ;
 (1.30)
(1.30)
Количество двуокиси углерода в
продуктах сгорания, ;
 (1.31)
(1.31)
Количество водяных паров, ;
 (1.32)
(1.32)
Количество азота,. ;
 (1.33)
(1.33)
Общее количество дымовых газов, ;
 (1.34)
(1.34)
Определение необходимого
коэффициента расхода воздуха в зоне нагрева.
Коэффициент расхода:
 (1.35)
(1.35)
где  - максимальная действительная
температура газов в зоне нагрева, 0С.
- максимальная действительная
температура газов в зоне нагрева, 0С.
Определяется по формулам (1.36),
(1.37);
 (1.36)
(1.36)
 (1.37)
(1.37)
где:  - физическое тепло, вносимое
единицей топлива, ;
- физическое тепло, вносимое
единицей топлива, ;
 -теплоемкость газов при ,
-теплоемкость газов при , ;
;
 -необходимая температура в зоне
нагрева, 0С;
-необходимая температура в зоне
нагрева, 0С;
 теплоемкость газов при ;
теплоемкость газов при ;
 теплоемкость воздуха при ;
теплоемкость воздуха при ;
 теплоемкость дымовых газов, ;
теплоемкость дымовых газов, ;
После определения α2 необходимо
провести расчет горения полугаза при этом коэффициенте, дополнительно учесть
образование избыточного кислорода, ;
 , (1.38)
, (1.38)
а также определить количество
воздуха необходимого для дожигания и установления принятой и
количество дымовых газов, ;
 (1.39)
(1.39)
 (1.40)
(1.40)
Расчет расхода топлива и воздуха
зоны догрева.
Уравнение теплового баланса зоны
догрева.
 (1.41)
(1.41)
Формула расхода топлива,
 (1.42)
(1.42)
где  -расход тепла на нагрев проволоки в
зоне от
-расход тепла на нагрев проволоки в
зоне от  =650-7000С
до
=650-7000С
до  =900-9300С,
=900-9300С,
 -расход тепла в окружающую среду
теплопроводностью через кладку,
-расход тепла в окружающую среду
теплопроводностью через кладку,
 -химическое тепло, выделяемое при
неполном сгорании единицы топлива,
-химическое тепло, выделяемое при
неполном сгорании единицы топлива,
 -физическое тепло продуктов
неполного сгорания на выходе из зоны на единицу топлива,
-физическое тепло продуктов
неполного сгорания на выходе из зоны на единицу топлива,
 -физическое тепло воздуха
поступающего на горение единицы топлива,
-физическое тепло воздуха
поступающего на горение единицы топлива,
Определение
 (1.43)
(1.43)
где:  -теплосодержание металла на выходе
из зоны,
-теплосодержание металла на выходе
из зоны,
 - теплосодержание металла на входе в
зону,производительность печи,
- теплосодержание металла на входе в
зону,производительность печи,
=n*g*N*60,
где n-скорость протяжки проволоки
(задана),вес 1 п. метра проволоки,количество ниток проволоки (задано) шт.;
-переводной коэффициент времени,
сек/час.
Определение
 (1.44)
(1.44)
где  -- удельный тепловой поток через
кладку стен, свода, пода, печи, который определяется в зависимости от толщины
слоев кладки и температуры внутренней поверхности и по нормам Стальпроекта,
-- удельный тепловой поток через
кладку стен, свода, пода, печи, который определяется в зависимости от толщины
слоев кладки и температуры внутренней поверхности и по нормам Стальпроекта,
 -поверхность стен, свода, пода, м2.
-поверхность стен, свода, пода, м2.
Определение
 (1.45)
(1.45)
где  -температура поступающего воздуха на
горение, выбирается по характеристике рекуператора с учетом потерь по трассе
воздухопроводов от рекуператора до горелок (3-80С на 1 погонный метр),0С;
-температура поступающего воздуха на
горение, выбирается по характеристике рекуператора с учетом потерь по трассе
воздухопроводов от рекуператора до горелок (3-80С на 1 погонный метр),0С;
 теплоемкость воздуха при ,
ккал/м3*гр.
теплоемкость воздуха при ,
ккал/м3*гр.
Определение
 (1.46)
(1.46)
 теплоемкость отходящих газов при
теплоемкость отходящих газов при  ,
ккал/м3*гр.
,
ккал/м3*гр.
Расход воздуха,.
 (1.47)
(1.47)
Количество образующихся продуктов
неполного сгорания топлива (полугаза),
 (1.48)
(1.48)
Расчет расхода воздуха зоны нагрева.
Уравнение теплового баланса зоны
нагрева
 (1.49)
(1.49)
Откуда расход полугаза на отопление
зоны нагрева:
 (1.50)
(1.50)
где  -- физическое тепло полугаза,
поступающего из зоны догрева,
-- физическое тепло полугаза,
поступающего из зоны догрева,
Определение 
 (1.51)
(1.51)
Определение 
 (1.52)
(1.52)
Определение
 (1.53)
(1.53)
Определение
 (1.54)
(1.54)
где  - теплоемкость полугаза
поступающего на горение в зону нагрева при
- теплоемкость полугаза
поступающего на горение в зону нагрева при
Определение 
 (1.55)
(1.55)
где  температура отходящих из зоны
нагрева газов, 0С;
температура отходящих из зоны
нагрева газов, 0С;
 - теплоемкость этих газов при ,
ккал/м3*гр.
- теплоемкость этих газов при ,
ккал/м3*гр.
Расход воздуха на дожигание
полугаза,
 (1.56)
(1.56)
После проведения расчетов необходимо
сравнить количество образующегося в зоне догрева полугаза, Вп.г. с необходимым
количеством его для отопления зоны нагрева В¢¢, обычно Вп.г.>В¢¢
Образующийся полугаз необходимо
дожечь полностью, поэтому расхода воздуха на зону нагрева окончательно
составит:
 (1.57).
(1.57).
1.2 Алгоритм расчет
скорости патентирования проволоки
Для получения необходимой структуры и предела
прочности патентированной заготовки нужно правильно выбрать скорость, которая
определяет производительность патентировочных агрегатов и качество готовой
проволоки.
Скорость патентирования зависит от многих
факторов:
от химического состава стали,
диаметра патентируемой проволоки, типа и длины
печи,
способа обогрева металла,
распределения температур по длине печи,
заданной температуры нагрева проволоки,
длины ванны,
состава и температуры охлаждающей среды и др.
В процессе патентирования проволоки непрерывной
нитью проходит через нагревательную печь и охлаждающую ванну. Выбор скорости
патентирования сводится к установлению такой максимальной скорости прохождения
проволоки данного размера через нагревательную печь и охлаждающую среду, при
которой, во-первых, при заданном режиме нагрева металл должен нагреться до
заданной температуры и должны произойти процессы полного превращения Feα
в Feγ,
растворения карбидов, диффузии углерода в Feγ
и роста зерна аустенита.
Определение температуры нагрева при
патентирования проволоки можно производить по формуле
, (1.6)
где - минимальная температура нагрева
проволоки, 0С;
С - содержание углерода в стали, %;-
диаметр патентируемой проволоки (заготовки), мм.
Процесс нагрева проволоки является
не стационарным процессом, так как искомый параметр изменяется во времени, а им
является конечная температура нагрева проволоки, но в нашем случае она
известна, то есть, задана, и нужно найти время, за которое тело (проволока) ее
достигла.
С учетом того, что проволока
движется по печи, у которой 3 зоны и каждая зона имеет свое температурное поле
для расчета считаем, что температура по всему полю одинакова. Также считаем,
что скорость движения проволоки равна скорости ее нагрева до температуры, с
которой она выходит из зоны. Следовательно, достаточно найти время и зная длину
печи можно вычислить скорость, с которой она должна двигаться через печь.
Связи с тем, что процесс
нестационарный и проволоку можно считать бесконечно длинным цилиндром, то для
расчета используем формулы определения температуры бесконечно длинного
цилиндра.
Для расчета используем средние
значения коэффициентов теплопроводности, теплоотдачи, теплоемкости и плотности
стали в зависимости от температуры проволоки в зонах печи.
Расчет ведем для каждой зоны
отдельно, длина каждой зоны составляет:8 метров - первая,10,5 - вторая и третья
зона - 2,5 метра, связи с тем, что в третьей зоне как таковой нагрев проволоки
не происходит, то при расчете считаем, что температура проволоки на выходе из
второй зоны равна конечной температуре. При расчете используем следующие
обозначения:
 - время пребывания проволоки в i -
ой зоне;- диаметр проволоки;
- время пребывания проволоки в i -
ой зоне;- диаметр проволоки;
 - коэффициент теплопроводности;
- коэффициент теплопроводности;
 - коэффициент теплоотдачи;
- коэффициент теплоотдачи;
 - теплоемкость стали;
- теплоемкость стали;
 - скорость нагрева проволоки в i
-ой зоне;
- скорость нагрева проволоки в i
-ой зоне;
Тiа - температура атмосферы в i - ой
зоне;
ТIпр - температура проволоки на
входе в i - ую зону печи;
 - безразмерная температура.
- безразмерная температура.
Расчет для первой зоны, используем
формулы для определения безразмерной температуры длинного цилиндра при
нагревании в среде с постоянной температурой.
Безразмерная температура на
поверхности цилиндра.
 , (1.7)
, (1.7)
где коэффициент Ро, e2 определяются в зависимости
от критерия Bi (Био)
 (1.8)
(1.8)
- отражает отклонение температурного перепада в
твердом теле и температурного напора, между средой нагрева и нагреваемом
телом.- критерий Фурье, относительная форма представления текущего времени
 (1.9)
(1.9)
где, а - коэффициент
температуропроводности,
 (1.10)
(1.10)
Безразмерная температуру длинного
цилиндра при нагревании в среде с постоянной температурой можно также
определить по следующей формуле.
 (1.11)
(1.11)
Определим безразмерное время для
первой зоны.
 (1.12)
(1.12)
где  и Ро определяются по формулам:
и Ро определяются по формулам:
 (1.13)
(1.13)
 (1.14)
(1.14)
Используем формулы (1.9) и (1.12)
получим следующие выражение для  ,
,
 (1.15)
(1.15)
Определив время нагрева и зная длину
зоны, находим скорость, с которой должна протягиваться через печь проволока.
 (1.16)
(1.16)
Используем формулы для расчета
скорости нагрева первой зоны и для нахождения скорости во второй и третьей
зоне, так как на выходе проволоки нас интересует температура сечения проволоки,
а она распределяется по сечения в 3 зоне - в зоне выдержки. Поэтому считаем,
что на выходе из 2 зоны температура поверхности равна заданной и,
следовательно, находим скорость для второй зоны по формулам:
(1.17)
(1.18)
(1.19)
(1.20)
(1.21)
 (1.22)
(1.22)
(1.23)
После этого определяем средняя
скорость
 (1.24)
(1.24)
Общие время нагрева проволоки в печи
 , (1.25)
, (1.25)
Отсюда вывод, на скорость
патентирования влияют следующие параметры:
коэффициент теплопроводности;
удельная теплоемкость и плотность
металла;
коэффициент теплоотдачи;
распределение температуры по зонам
печи.
Ниже приведен пример расчета
скорости нагрева проволоки для заготовки диаметром 6,4 и 10,0 мм марка Ст 45.
Программа расчета разработана в среде MathCad, представлен график нагрева
проволоки по длине печи.
Исходные данные для расчета:
плотность стали в первой зоне  =7706,5,
=7706,5,
во второй зоне =7595;
температура зон: первая - 1150 0С,
вторая - 1100 0С;
теплоемкость в первой зоне С = 611,
во второй С = 720;
коэффициент теплоотдачи a = 75;
коэффициент теплопроводности в
первой зоне l = 44,5,
во второй зоне l = 28,5.
2. Выбор технических
средств проектируемой автоматической системы
2.1 Контролеры серии
ROBO-3000
Решение задачи автоматизации управления
производственным оборудованием технологического процессом, участком и даже
отдельным цехом не мыслимо без использования контроллеров управления и сбора
данных. Из существующего многообразия подобных изделий, в том числе традиционно
реализуемых на специализированных микроконтроллерах, разработчики современных
систем АСУ ТП выбирают РС-совместимые устройства. В пользу такого решения
говорит полная программная и аппаратная совместимость этих устройств с широко
распространенными офисными (бытовыми) компьютерами, что обеспечивает
существенное сокращение сроков и стоимости работ при создании различных систем
автоматизации производства. Неограниченная номенклатура разнообразнейших плат
ввода-вывода как аналоговых, так и дискретных (цифровых), возможность гибкой
модернизации системы с использованием современнейшего системного и
специализированного программного обеспечения (в том числе SCADA-систем), а
также постоянное снижение цен на компьютерную технику промышленного назначения
- вот основные, но далеко не исчерпывающие достоинства промышленных компьютеров
при выборе платформы АСУ ТП верхнего и нижнего уровней.
В качестве основы для построения систем
управления и сбора данных различного назначения очень удобно использовать
контроллеры серии «ROBO-3000». Эти контроллеры представляют собой законченную
полностью РС-совместимую компьютерную платформу.
Все контроллеры серии ROBO-3000 производятся
компанией «Индустриальные компьютерные системы» с использованием надежных
комплектующих, проходят всестороннее тестирование и имеют гарантию 2 года.
Использование готовых контроллеров, прошедших
всестороннюю проверку на работоспособность и совместимость с различными
техническими средствами и операционными системами, по сравнению с аналогичными
устройствами, самостоятельно собранными из отдельных узлов, гарантирует
надежную работу системы и защищает от возможных проблем, связанных с
несовместимостью отдельных элементов. Большинство контроллеров этой серии
позволяют производить наращивания функциональных возможностей системы и ее
модернизации за счет установки внутри корпуса контроллера широко
распространенных дополнительных плат с системными шинами ISA, PCI и PC/104.
Для работы с контроллерами компания
«Индустриальные компьютерные системы» предлагает обширную номенклатуру самых
разнообразных адаптеров (плат) аналогового и дискретного ввода-вывода как для
шины ISA, так и шины PCI. Следует отметить, что в ряде случаев расширение
возможностей контроллера по вводу и выводу аналоговых и цифровых (релейных)
сигналов целесообразно производить не путем установки внутри корпуса устройства
дополнительных плат, а использовать для этой цели модули удаленного
ввода-вывода. Отличительной особенностью такого решения является то, что
первичные преобразователи входных сигналов и формирователи выходных управляющих
электрических величин в аналоговом и дискретном виде могут располагаться на
значительном расстоянии от контроллера и быть максимально приближенными к
объектам измерения и управления. При этом обмен данными между компонентами
такой распределенной системы (контроллером и модулями) производится по
последовательному интерфейсу PS-485.
В контроллерах серии ROBO-3000 используют
различные процессоры от AMD80188-40 до Intel Pentium 233 MMX и Celeron 400 МГц.
Малые габаритные размеры и низкое энергопотребление позволяют использовать
компьютерную платформу «ROBO--3000» в условиях ограниченного пространства, а
так же в составе различных мобильных систем. Для этой цели наиболее удобны
контроллеры ROBO-3460, ROBO-3470L и ROBO-3570. Помимо разнообразных функций,
присущих большинству контроллеров этой серии, вышеперечисленные устройства
имеют по 4 канала дискретного ввода и 4 канала дискретного вывода, причем у
ROBO-3570 эти каналы с гальванической изоляцией. А устройство ROBO-3470L в
дополнении к этому имеет жидкокристаллический экран, выполненный на основе
активной матрицы TFT размером 6,4 дюйма с повышенной яркостью, контрастностью и
разрешением 640х480 точек. Опционально это устройство может быть укомплектовано
сенсорным экраном. Таким образом, можно получить сравнительно дешевое
законченное устройство для систем АСУ ТП с интерактивным управлением.
Отдельные контроллеры опционально могут иметь
источники питания, предназначенные для работы с входным напряжением постоянного
тока +12В или +24В, что особенно важно при их использовании в бортовых
системах.
Контроллеры серии ROBO-3000 могут быть
укомплектованы промышленными устройствами интерактивного ввода и визуализации
информацию. При этом практически все модели контроллеров имеют режим работы без
использования этих, вышеуказанных устройств.
Для реализации конкретных систем АСУ ТП компания
«Индустриальные компьютерные системы» предлагает помимо контроллеров ROBO -
3000 и устройств аналогового и дискретного ввода-вывода специализированное
программное обеспечение различного уровня сложности с разнообразными функциональными
возможностями: SCADA систему Trace Mode и собственную разработку - систему
GoodHelp.
Инструментальная система Good Help - это удобная
многофункциональная среда для создания прикладных программных средств недорогих
распределенных АСУ ТП. Она включает встроенные средства сбора, обработки и
визуализации данных и управления. Обладая интуитивно-понятным графическим
интерфейсом, Good Help позволяет решать все основные задачи, стоящие перед
разработчиками программного обеспечения нижнего уровня АСУ ТП.
Компания «Индустриальные компьютерные системы»
разработала инструментальную систему ориентированную, прежде всего на поддержку
контроллеров ROBO-3140 (I-7188) и модулей серии I-7000. Однако, обладая
открытой архитектурой, Good Help не ограничивает разработчика в выборе иных
аппаратных средств. Основная задача, которую ставила компания, создавая эту
систему, - предоставить специалистам по АСУ ТП недорогое, удобное готовое
средство разработки, не требующее высокого уровня подготовки в области
программирования и позволяющее существенно сократить время на создание проекта.
Обладая большим накопленным опытом применения
контроллеров и модулей удаленного ввода-вывода для построения распределенных
систем автоматического управления, компания гарантирует полную совместимость
аппаратных и программных средств, оперативную техническую поддержку и
консультации, помощь в разработке проектов.
Основные характеристики:
·
единая
среда разработки всех звеньев распределенной АСУ ТП нижнего уровня;
·
графический
проблемно-ориентированный язык программирования на основе диаграмм
функциональных блоков (FBD), соответствующий международному стандарту
IEC1131-3;
·
поддержка
механизма OLE - межзадачного обмена;
·
обработка
данных в реальном масштабе времени;
·
модульная
структура разработки проекта;
·
встроенная
библиотека алгоритмов обработки и управления данными, таких как аналоговый и
дискретный ввод-вывод, ПИД-регулирование, многопозиционное управление,
статические алгоритмы, обработка событий/тревог и т.д.;
·
широкое
возможности отладки на всех этапах разработки (пошаговая отладка, эмуляция,
отладка в режиме «on-line» и т.д.);
·
цикличность
обработки алгоритма с возможностью варьирования времени цикла;
·
графический
редактор представления данных для визуализации состояния технологического
процесса и оперативного управления им с удаленной рабочей станции (АРМ);
·
поддержка
всей номенклатуры модулей удаленного ввода-вывода серии I-7000;
·
встроенные
средства программирования и обмена данными для контроллера ROBO-3140 (I-7188);
·
поддержка
до 256 контроллеров ROBO-3140.
Характерные черты:
·
интуитивно
понятный интерфейс;
·
простота
и быстрота освоения системы и создания реального проекта;
·
открытость
архитектуры;
·
низкая
стоимость инструментальной системы;
·
низкая
стоимость разработки, отладки и сопровождения прикладной программы.
Рекомендуемые системные требования для
использования среды разработки:
·
персональный
РС-совместимый компьютер;
·
процессор
- не ниже Intel Pentium 166Мгц;
·
количество
последовательных портов RS - 232 - не менее 2;
·
объем
оперативной памяти - не менее 32Мб;
·
разрешение
экрана - не менее 800х600, 256 цветов;
·
оперативная
система Windows 95/98/NT (рекомендуется Windows NT 4.0).
Поддерживаемое оборудование:
·
контроллеры
ROBO - 3140 (I - 7188), ROBO - 3140D (I - 7188D);
·
модули
удаленного ввода-вывода серии I - 7000;
·
модули
аналогового ввода I - 7016, I - 7016D, I - 7014D, I - 7018, I - 7018Р и т.д.;
·
модули
аналогового вывода: I - 7024.
·
модули
дискретного ввода-вывода;
·
модули
счетчиков - таймеров;
·
коммуникационные
модули I - 7510, I - 7510А, I - 7520, I - 7520А, I - 7520R, I - 7520AR.
Инструментальная система Good Help
2.0 состоит из среды разработки проекта и исполнительной среды. Среда
разработки проекта предназначена для формирования конфигурации проектируемой
системы и разработки графической части проекта, отображаемой на рабочем месте
оператора (АРМ). Так как система на основе контроллеров ROBO - 3140 и модулей
удаленного ввода-вывода имеет возможность функционировать совершенно автономно,
то разработка графической части проекта не является обязательным этапом
проектирования.
В состав среды разработки проекта входят
редактор схем и редактор отображения информации.
В редакторе схем создается структура
системы, описываются входные и выходные сигналы, задаются логические алгоритмы
обработки данных и управления, указываются связи между составными частями
разрабатываемой системы.
Редактор отображения информации позволяет
разработать простой и удобный интерактивный графический интерфейс рабочего
места оператора.
Исполнительная среда содержит необходимые
программные модули, исполняемые в контроллерах и на рабочем месте оператора.
Элементарным звеном разработки программ на языке
FBD является функциональный блок. Он описывает функцию, определяющую
взаимодействие между входами и выходами. Схема, описывающая структуру проекта,
разрабатывается путем размещения таких элементарных «кирпичиков» на различных
вкладках поля редактирования и создания связей между блоками.
Создавая схему, проверять ее работоспособность,
а также те или иные отдельные особенности ее функционирования на реальном
оборудовании можно в процессе разработки.
Встроенная библиотека функциональных блоков,
реализующих около 100 различных алгоритмов, позволяет создавать как простые
структуры обработки и управления данными, так и сложные много связные.
В процессе разработки проекта пользователь может
использовать встроенные средства отладки и тестирования.
Программная эмуляция позволяет без подключения
аппаратных средств проверить правильность функционирования заложенного
алгоритма.
Пошаговая отладка - это прекрасный метод
выявления алгоритмических ошибок с использованием реального оборудования.
Отладка в режиме «on-line» позволяет в процессе исполнения всей программы «на
лету» вносить необходимые изменения в режиме реального времени.
Редактор отображения информации позволяет
создавать на основе векторной графики простые и понятные статические и
динамические формы отображения, связанные с разработанной в редакторе схем
программой.
Редактор содержит встроенную библиотеку
разнообразных стандартных форм и объектов. При необходимости интерфейс
оператора может быть дополнен требуемыми элементами отображения с помощью
специальных средств рисования или импорта графических объектов из широко
распространенных графических форматов.
2.2 Контроллер
ROBO-3140
Контроллер ROBO-3140 представляет собой
РС-совместимые модули серии I-7000, и являются, по существу, маленькими
РС-совместимыми компьютерами. В нем есть процессор AMD 80188-40 МГц, 256 кбайт
SRAM памяти (ОЗУ), электронный Flash-диск (аналог жесткого диска) объемом 512
кбайт, часы реального времени, 4 последовательных порта, то есть почти все
необходимые атрибуты обычного компьютера. Имеется BIOS, особенностью которого
является возможность работы без жесткого и флоппи-дисков, стандартной
клавиатуры и монитора. Контроллер не требователен к питанию; достаточно подать
нестабилизированное напряжение в диапазоне 10-30В постоянного тока. При этом
модуль потребляет всего 2 Вт. Работает при температурах от -200С до +700С.
Область применения контроллера могут быть самыми
разнообразными. Прежде всего, это идеальный удаленный контроллер для управления
группой модулей серии I-7000 или им подобных (например, ADAM-4000, NUDAM-6000).
Необязательно подключать модули напрямую к
«большому» управляющему компьютеру или дорогостоящего PLC, ROBO-3140 вполне
справится с задачами сбора данных от модулей удаленного ввода-вывода и
первичной обработки информации. Кроме того, при помощи контроллера ROBO-3140 и
группы модулей можно реализовать очень недорогую и автономную систему
автоматического управления. На удаленной рабочей станции (АРМ) через
последовательный интерфейс можно осуществлять контроль и оперативное управление
подобной системой. К контроллеру ROBO-3140 можно подключить не только модули
удаленного ввода-вывода, но и любые другие устройства: принтеры, модемы, другие
компьютеры и контроллеры, словом все, что может обмениваться данными через
последовательный порт. Отметим, что ROBO-3140 имеет 4 СОМ-порта (RS-232,
RS-485), поэтому к разным портам можно подсоединять устройства разных типов. В
связи с выше сказанным система или отдельный ее сегмент могут иметь довольно
сложную конфигурацию и топологию. Среди применений ROBO-3140 могут быть и нетривиальные.
Его, например, можно использовать в качестве интеллектуального,
программируемого, адресуемого преобразователя интерфейса.
Программирование ROBO-3140. Начнем с того, что в
контроллере «прошита» ROM-DOS. Это операционная система, функционально эквивалентная
MS-DOS 6,2, работает не с жесткого, а с ROM-диска, защищенного от записи.
Платой за встроенность операционной системы в контроллер явилось некоторое
уменьшение объема пространства на Flash-диске, доступного для программ
пользователя (на 64 кбайт). Но зато сразу после включения питания начинается
автоматическая загрузка DOS и контроллер готов к работе.
Разрабатывать программы для контроллера можно на
обычном компьютере. Можно использовать обычные языки программирования, такие
как Си, Pascal, Basic, то есть все то, что используется для создания программ
под DOS. Единственное, о чем следует помнить, это то, что в контроллере
используется процессор 80188, поэтому в программе нельзя использовать
инструкции процессора 286 и выше. Затем скомпилированную программу следует
загрузить во Flash-диск модуля ROBO-3140. Это делается после подключения
контроллера через СОМ4 к любому последовательному порту обычного компьютера при
помощи специальной утилиты, поставляемой в комплекте, то монитор и клавиатура
компьютера становятся устройствами ввода-вывода информации для ROBO-3140. Таким
образом, получается, что вы как бы работаете с удаленным компьютером. Отладку
программ на контроллере можно производить и без перезаписи содержимого
Flash-диска. Для этого можно использовать виртуальный диск, создаваемый в
SRAM-памяти контроллера с помощью специального драйвера, поддерживаемого
ROM-DOS. Однако не у всех имеется возможность и желание писать собственные
программы на обычных алгоритмических языках, особенно при необходимости
реализации достаточно сложных алгоритмов обработки информации и реализации
функций управления. Имеется реальная альтернатива этому, существует специальный
класс программ (SCADA-системы), дающий возможность облегчить жизнь
пользователю. Одной из подобных программ, разработанных компанией
«Индустриальные компьютерные системы» специально для работы со всеми модулями
серии I-7000, является пакет Good Help.
2.3 Модули удаленного
ввода-вывода серии I-7000
Многие современные распределенные системы
автоматического управления сбора данных строятся на основе модулей удаленного
ввода-вывода (модули связи с объектом), назначение которых заключается в
сопряжении датчиков аппаратуры и исполнительных механизмов контролируемого
объекта или технологического процесса с вычислительными средствами системы.
Серия I-7000 обеспечивает недорогое, гибкое и
эффективное решение для самого широкого спектра индустриальных и лабораторных
задач. Линия выпускаемых продуктов включает в себя коммуникационные модули,
модули аналогового ввода и аналогового вывода, модули встроенного контроля
(процессорные модули).
Общие технические характеристики модулей серии
I-7000:
1. Модули
объединяются в асинхронную полудуплексную двухпроводную сеть по стандарту
RS-485.
2. Максимальная
длина сегмента сети без репитера - до 1200 метров.
3. Скорость
передачи данных= 1200, 2400, 4800, 9600, 19200, 38400, 57600, 115200 бод.
4. Возможность
объединения до 256 модулей в один сегмент без репитера.
5. Различные
скорости и форматы передачи данных в одном сегменте сети, до 2048=256*8 модулей
в сегменте.
6. Формат
данных = 10 бит = 1start+8data+1stop. Возможность контроля четности при
передачи данных.
7. Встроенный
фильтр помех.
8. Напряжение
изоляции входных и выводных цепей не менее 3000В.
9. Питание
от +10 до +30В нестабилизированного постоянного тока.
10.Защита
по цепям питания от перенапряжения и неправильной полярности подключения
питания.
11.Работоспособность
в широком диапазоне температур от -200С до +700С.
Среди характерных черт серии I-7000 особого
внимания заслуживают следующие:
1. Простота построения системы под
управлением HOST-контроллера. Модули объединяются в сеть любой сложной
архитектуры на основе широко распространенного стандарта RS-485 и используют
для коммуникации постой протокол «Команда/Отклик», инициируемый
HOST-контроллером;
2. «Встроенный интеллект». Модули
обеспечивают приведение сигнала к требуемому уровню, мониторинг системы, выдачу
аварийных сигналов, сохранность важнейших параметров настроек;
. Гибкость настройки. Тип ввода-вывода и
входной диапазон сигнала может быть настроен программно с HOST-контроллера.
Хотя серия I-7000 по многим аппаратным
характеристикам и систем команд совместима с изделиями других производителей,
представленных на рынке России в настоящее время (ADAM, NUDAM, серия 6В Analog
Devices), имеется ряд существенных особенностей, выделяющих данные продукты
среди им подобных:
1. Наиболее
широкая и постоянно пополняемая номенклатура модулей;
2. Широкий
диапазон скоростей передачи данных - от 1200 до 115200 бот;
3. Особенность
самонастройки конверторов I-7520 на скорость передачи данных, благодаря чему в
системе может быть до 2048 модулей, работающих на 8-ми разных скоростях;
4. Объединение
до 256 модулей в один сегмент без репитера;
5. «Горячая»
замена любого модуля;
6. Высокое
напряжение изоляции входных и выходных цепей;
7. Наличие
двойного WatchDog-таймера (WDT) в каждом модуле:
·
Аппаратный
WDT автоматически перезапускает модуль в случае его «зависания»
·
Программный
WDT отслеживает состояние HOST-контроллера и в случае «зависания» последнего
или обрыва коммуникации, переводит все выходы модуля в заранее
предустановленные для подобного случая значения;
8. При
наличии в сети модуля I-7188 система может работать без внешнего
HOST-контроллера.
Все это позволяет построить не только недорогую,
но и очень гибкую и отказоустойчивую систему управления и сбора данных.
Модули аналогового ввода. Модули конвертируют
аналоговый входной сигнал в инженерные единицы измерения и передают данные по
интерфейсу RS-485 в формате ASCII. Эти модули могут измерять напряжение, силу
тока, температуру, давление и другие типы входных аналоговых сигналов. В них
нет переключателей, нуждающихся в установке. Адрес, скорость передачи данных и
прочие параметры программируются с помощью простых команд, вводимых через
коммуникационный порт. Все модули имеют встроенный микропроцессор для
управления 24-битным сигма-дельта аналого-цифровым преобразователем,
обеспечивающем реальную 16-разрядную точность. I-7011, I-7012 и I-7014 имеют
один входной канал, а I-7017 и I-7018 имеют 8 входных каналов.
Коммуникационные модули. Модули I-7520
необходимы для преобразования сигналов стандарта RS-232 в RS-485, а также
гальванической развязки компьютера или контроллера от распределенной системы
управления. Модули I-7510 являются репитерами и служат для гальванической
развязки и усиления сигналов в отдельных сегментах системы управления.
Программное обеспечение. В комплекте с модулями
поставляется CD-ROM, на котором содержатся:
·
Руководство
пользователя,
·
Утилита
программной конфигурации,
·
Драйверы
и библиотеки для MS-DOS,
·
Драйверы
и библиотеки для Windows 95/98/NT,
·
DDE
сервер,
·
Драйверы
для пакета LabVIEW,
·
Библиотека
компонентов ActiveX,
·
Драйверы
и библиотека для Linux.
Технические характеристики модулей I-7018 и I-7018P:
Модель:I-7018/I-7018Р
Наименование:8-канальный модуль ввода сигнала с
термопары (I-7018Р-с расширенным диапазонам)
Число каналов аналогового ввода:
с общим проводом -2/0 (определяется внутренней
перемычкой);
аналого-дифференциальных-6/8 (определяется
внутренней перемычной).
Разрешающая способность=16 бит.
Типы подключаемых датчиков термопары: J, K, T,
E, R, S, B, N, C (для I-7018P - L, M) (стандарт СЭВ 1059-78).
Диапазон вводного сигнала напряжения: ±0,015;
±0,05;
±0,01;
±0,5;
±1;
±2,5.
Диапазон входного сигнала тока: ±20мА
с внешним резистором 125Ом ±0,1%.
Погрешность АЦП: ±0,1%.
Температурный дрейф нуля: ±0,5мкВ/0С.
Коэффициент ослабления помехи общего вида на
частоте 50/60 Гц: 150дб.
Коэффициент ослабления помехи нормального вида
на частоте 50/60 Гц: 100дб.
Перегрузка по напряжению: ±10В.
Гальваническая изоляция: 3000В.
Напряжение питания: 10. . . 30В.
Потребляемая мощность: 2,0Вт.
Диапазон рабочих температур: -20. . . +700С.
Технические характеристики модуля I-7014D:
Модель:I-7014D
Наименование:1-канальный модуль аналогового
ввода с пересчетом шкалы
Канал аналогового ввода, дифференциальный - 1.
Разрешающая способность=16 бит.
Частота выборки 10Гц.
Типы подключаемых датчиков: 2-/3- проводные
датчики с внешним питанием +15В.
Диапазон вводного сигнала напряжения, В: ±0,15;
±0,5;
±1;
±5;
±10.
Диапазон входного сигнала тока: ±20мА.
Погрешность АЦП: ±0,05%.
Температурный дрейф нуля: ±6мкВ/0С.
Коэффициент ослабления помехи общего вида на
частоте 50/60 Гц: 150дб.
Коэффициент ослабления помехи нормального вида
на частоте 50/60 Гц: 100дб.
Перегрузка по напряжению: ±35В.
Гальваническая изоляция: 3000В.
Каналов дискретного ввода без изоляции: 1
(0..30В).
Каналов дискретного вывода: 2 (ОК, 0..30В)
Нагрузочная способность, мА: 30.
Счетчиков / таймеров с подключаемым входом: 1/0
Разрядность счетчиков, 16 бит.
Уровни входных сигналов без изоляции, В: 0..30В,
50Гц макс.
Световой индикатор: 4 1 / 2 десятичных цифр.
Напряжение питания: 10. . . 30В.
Потребляемая мощность: 1,9Вт.
Диапазон рабочих температур: -20. . . +700С.
Дополнительные функции: возможность установки 2
входных пороговых значений, имеется выход от источника питания +15В 30мА,
пересчет шкалы входного сигнала.
Технические характеристики модуля
I-7016/I-7016D:
Модель: I-7016/I-7016D.
Наименование:1-канальный модуль ввода от
тензодатчика.
Канал аналогового ввода, дифференциальный - 2.
Разрешающая способность=16 бит.
Частота выборки 10Гц.
Типы подключаемых датчиков: тензодатчик по
мостовой схеме.
Диапазон вводного сигнала напряжения, В: ±0,015;
±0,05;
±0,1;
±0,5;
±1;
±2,5.
Диапазон входного сигнала тока: ±20мА.
Погрешность АЦП: ±0,05%.
Температурный дрейф нуля: ±0,5мкВ/0С.
Коэффициент ослабления помехи общего вида на
частоте 50/60 Гц: 150дб.
Коэффициент ослабления помехи нормального вида
на частоте 50/60 Гц: 100дб.
Перегрузка по напряжению: ±10В.
Каналов аналогового вывода 1 (для запитки
датчиков)
Разрядность ЦАП, бит: 16.
Диапазон выходного сигнала напряжение, В:
0..10(40 мА макс).
Погрешность ЦАП,%: ±0,05
Температурный дрейф нуля напряжение, мкВ/0С: 5.
Гальваническая изоляция: 3000В.
Каналов дискретного ввода без изоляции: 1
(0..30В).
Каналов дискретного вывода: 4 (ОК, 0..30В)
Нагрузочная способность, мА: 30.
Счетчиков / таймеров с подключаемым входом: 1/0
Разрядность счетчиков, 16 бит.
Уровни входных сигналов без изоляции, В: 0..30В,
50Гц макс.
Световой индикатор: 4 1 / 2 десятичных цифр (для
I-7016D).
Напряжение питания: 10. . . 30В.
Потребляемая мощность: 2,4Вт (для I-7016), 3,0
Вт (для I-7016D).
Диапазон рабочих температур: -20. . . +700С.
Дополнительные функции: возможность установки 2
входных пороговых значений.
Технические характеристики модулей I-7017:
Модель: I-7017:
Наименование:8-канальный модуль аналогового
ввода
Число каналов аналогового ввода:
с общим проводом -2/0 (определяется внутренней
перемычкой);
аналого-дифференциальных-6/8 (определяется
внутренней перемычной).
Разрешающая способность=16 бит.
Диапазон вводного сигнала напряжения: ±0,15;
±0,5;
±1;
±5;
±10.
Диапазон входного сигнала тока: ±20мА
с внешним резистором 125Ом ±0,1%.
Погрешность АЦП: ±0,1%.
Температурный дрейф нуля: ±20мкВ/0С.
Коэффициент ослабления помехи общего вида на
частоте 50/60 Гц: 150дб.
Коэффициент ослабления помехи нормального вида
на частоте 50/60 Гц: 86дб.
Перегрузка по напряжению: ±35В.
Гальваническая изоляция: 3000В.
Напряжение питания: 10. . . 30В.
Потребляемая мощность: 1,3Вт.
Диапазон рабочих температур: -20. . . +700С [ ].
2.4 Частотные
преобразователи для управления асинхронными электродвигателями
проволока регулирование печь
намоточный
Частотные преобразователи OMRON сочетают в себе
уникальные качества - высокий технический уровень, надежность и невысокую цену.
Эти устройства просты в эксплуатации и долговечны. Они не требуют наладки при
установке и легко встраиваются в существующие системы. Широкий диапазон мощностей
и различные варианты системы управления позволяют подобрать решение для
практически любой задачи.
Преимущества использования частотных
преобразователей:
·
Плавная
регулировка скорости вращения электродвигателя. Пуск двигателя происходит
плавно, без пусковых токов и ударов, что снижает нагрузку на двигатель и
механику, увеличивает срок их жизни.
·
Применение
частотных преобразователей с обратной связью обеспечивает точное поддержание
скорости вращения при переменной нагрузки, что во многих задачах позволяет
значительно улучшить качество технологического процесса.
·
Частотные
преобразователи в комплекте с асинхронным электродвигателем может применяться
для замены приводов постоянного тока.
Регулируют выходную частоту в пределах от 0 до
400Гц. Разгон и торможение осуществляется плавно (по линейному закону) в
пределах от 0,1сек до 30мин. Частотные преобразователи обеспечивают полную
электронную защиту преобразователя и двигателя от перегрузок по току,
перегрева, утечки на землю и обрыва линий передачи.
Преобразователи OMRON имеют много специальных
функций, которые зачастую отсутствуют у других производителей.
Функция энергосбережения позволяет экономить от
5 до 30% электроэнергии путем поддержания электродвигателя в режиме
оптимального КПД. В режиме энергосбережения преобразователь автоматически
отслеживает потребление тока, рассчитывает нагрузку и снижает выходное
потребление.
Преобразователь OMRON имеют встроенный регулятор
процесса (ПИД-регулятор). Для работы необходим датчик обратной связи.
Преобразователь изменяет скорость вращения двигателя таким образом, чтобы
поддерживать на заданном уровне определенный параметр системы.
Преобразователь частоты ПЧ1 обеспечивает плавный
пуск и регулирование частоты вращения механизма, как в диапазоне от близкой к
нулю до номинальной, так и выше номинальной, при этом:
·
На
30-50% снижается расход электроэнергии;
·
Многократно
увеличивается срок службы электродвигателя и приводимого механизма.
Наличие встроенного ПИ-регулятора обеспечивает
создание автоматизированной системы управления технологическим процессом.
Основные режимы работы ПЧ1:
·
Ручное
регулирование выходной частоты со встроенного или дистанционного пульта
управления;
·
Плавный
разгон и торможение с заданным темпом;
·
Режим
автоматического поддержания значения технологического параметра;
·
Работа
под управлением по каналу RS-232 или RS-485.
Фирма Danfoss выпустил частотный преобразователь
VLT*5000, принцип управление которого заключается в следующим частотный
преобразователь преобразует переменное напряжение электрической сети в
постоянное, а затем это напряжение преобразуется в постоянное с изменяемой
амплитудой и частотой.
Таким образом, на двигатель поступает переменное
напряжение и частота, что позволяет свободно регулировать скорость стандартных
трех фазовых двигателей переменного тока.
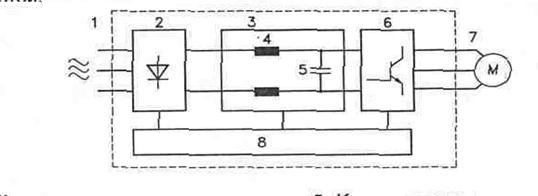
Рис 3.1 схема преобразователя серии VLT*5000.
1. Напряжение
сети:3*200 - 240 В или 3*380 - 440В переменного тока, частота 50/60 Гц.
2. Выпрямитель:
трехфазный выпрямительный мост, преобразующий переменное напряжение сети в
постоянное.
Промежуточная сеть: постоянное
напряжение =  * напряжение
электрической сети.
* напряжение
электрической сети.
1. Дроссели
промежуточной цепи: сглаживают ток промежуточной цепи, и ограничивают нагрузку
на сеть и компоненты (сетевой трансформатор, провода, предохранители и
контакторы).
2. Конденсаторы
промежуточной цепи: сглаживают напряжение промежуточной цепи.
3. Инвертор:
преобразует постоянное напряжение в переменное с изменяемой частотой и амплитудой.
4. Напряжение
двигателя: изменяемое напряжение, 0 - 100% напряжения сети.
5. Плата
управления: это место, где находится компьютер, который управляет инвертором с
помощью импульсной последовательности, которая задает переменное выходное
напряжение и частоту.
Серия VLT 5000 имеет систему управления
инвертором, называемую VVCPLUS, которая является дальнейшим развитием системы
управления вектором напряжения (VVCPLUS).управляет двигателем при помощи
переменной частоты и соответствующего напряжения.
При изменении нагрузки изменяется намагничивание
и скорость двигателя. Следовательно, ток двигателя измеряется постоянно, и по
модели двигателя вычисляется требуемое напряжение и скольжение двигателя.
Частота и напряжение на двигателе изменяются так, чтобы обеспечить оптимальную
работу двигателя при изменяющихся условиях.
Разработка принципа VVCPLUS - результат
стремления к получению надежного регулирования без датчиков, которое является
универсальным для двигателей с различными характеристиками без необходимости снижения
производительности двигателя. Способ измерения тока и модель двигателя были
улучшены. Ток разделяется на намагничивающий и производящий вращающий момент.
Что обеспечивает более качественную и быструю оценку фактических нагрузок
двигателя. Теперь имеется возможность компенсировать быстрые изменения
нагрузки. Полный вращающий момент, также как и точное регулирование частоты
вращения может быть получено даже при низких скоростях и в продолжительном
режиме.
Обеспечиваются хорошие
возможности управления моментом, мягкие переходные процессы к режиму
ограничения тока и обратно, а также защита от отклонения вращающего момента.
После автоматической адаптации
к двигателю VVCPLUS поможет обеспечить чрезвычайно точное управление
двигателем.
Благодаря хорошей оценке
нагрузки, алгоритм энергетической оптимизации может быть объединен - для работы
с квадратичными и линейными нагрузками.
Преимущества системы управления
VVCPLUS.
• Точное регулирование частоты
вращения, теперь даже на низких скоростях.
• Малое время от полученного
сигнала до полного момента на валу двигателя.
• Хорошая компенсация для
шаговых нагрузок.
• Надежная защита от снижения
момента во всем диапазоне скоростей, даже при ослаблении поля.
• Хорошая адаптация к изменению
данных двигателя.
•Управление вращающим моментом,
включающее контроль за намагничивающим и производящим вращающий момент токами.
В стандартной поставке
преобразователь VLT 5000 поставляется с рядом встроенных компонентов, которые
обычно приобретаются отдельно. Эти компоненты (фильтр радиопомех, дроссели цепи
постоянного тока, скобы для экранов и последовательный порт связи) невелики по
размерам и упрощают установку, так как VLT 5000 выполняет большинство требований
без дополнительных компонентов.
Программируемые входы
управления и выходы сигналов в четырех наборах. В серии VLT 5000 используется
цифровая техника, что делает возможным запрограммировать различные входы
управления и выходы сигналов, и выбирать четыре различных определенных
пользователем набора установок для всех параметров.
Для пользователя легко
программировать желаемые функции через пульт управления на VLT 5000 или через
интерфейс пользователя RS 485.
Защита от сетевых помех VLT
5000 защищен от переходных процессов, которые происходят в питающей сети,
например, при включении мощных установок коррекции коэффициента мощности или
при выходе из строя плавких предохранителей.
Номинальное напряжение
двигателя и полный вращающий момент могут поддерживаться полностью при
понижении напряжения сети до 10%.
Незначительные влияния на сеть.
Поскольку VLT 5000 в стандартной поставке имеет дроссели промежуточной цепи,
только небольшое количество гармонических помех попадает в сеть. Это
гарантирует хороший коэффициент мощности и низкие броски тока, чем достигается
снижение нагрузки на сеть.
Улучшенная защита VLT.
Измерение тока во всех трех фазах двигателя обеспечивает совершенную защиту VLT
5000 против повреждений заземления и короткого замыкания на стороне двигателя.
Постоянный контроль всех трех
фаз двигателя позволяет отключать выход двигателя, например, посредством
контактора.
Эффективный контроль трех фаз
сетевого напряжения обеспечивает отключение при неисправности фазы. Это
позволяет избежать перегрузки инвертора и конденсаторов в промежуточной цепи,
что серьезно снизило бы срок службы частотного преобразователя.
В стандартном исполнении VLT
5000 предоставляет интегральную тепловую защиту. При появлении тепловой
перегрузки эта функция отключает инвертор.
Гальваническая изоляция в
преобразователях серии VLT 5000 все клеммы управления, в том числе и клеммы 1-5
(выходные реле), питаются или связаны с внутренними цепями в соответствии с
требованиями PELV относительно силового потенциала.
В « специальном режиме двигателя» возможно
использование синхронных двигателей с постоянными магнитами и/или параллельно
работающих двигателей.
Усовершенствованная защита двигателя. VLT 5000
предоставляет комплексную электронную, тепловую защиту двигателя.
Частотный преобразователь вычисляет температуру
двигателя на основе тока, частоты и времени.
3. Проектирование
системы автоматического регулирования скорости патентирования
В качестве основы для построения системы
управления и сбора данных различного назначения удобно использовать модули
удаленного ввода -вывода (модули связи с объектом), назначение которых в
сопряжении датчиков аппаратуры и исполнительных механизмов технологического
процесса с вычислительными средствами системы.
Для построения системы управления использую:
модуль I - 7018 для ввода аналогового сигнала с термопар и модуль I - 7017 для
ввода аналогового сигнала с датчиков давления и расхода, которые имеют токовый
сигнал 4 - 20мА. Такими являются датчики «Сапфир - 22МТ», назначение которого
непрерывное пропорциональное преобразование значения избыточного давления,
разряжения и разности давлений жидкости и газов в унифицированный сигнал.
Причем датчики разности давления используются в устройствах, предназначенные
для преобразования значений расхода газа и жидкости.
Для измерения давления газа и воздуха установим
модель 2030, для разрежения - 2210, для измерения давления печи - 2310.
Для измерения расхода газа, холодного и горячего
воздуха датчик разности давления модель 2340 (с выходным сигналом 20 - 4 мА).
Питание датчиков - от 15 до 42 В постоянного
тока.
В качестве датчиков температуры используются:
термопары платинородий - платиновый с диапазоном от 0 до 1300 0С, для измерения
температуры рекуператора, 1, 2 и 3 зоны печи, хромель - алюмель (-200 до 1000
0С) для измерения температуры дымовых газов и горячего воздуха после
рекуператора. Для измерения температуры селитровой ванны - железо -
медноникелевая, а для температуры ванны травления и бурирования - медная -
медноникелевая.
Для регулирования частоты вращения используется
частотные преобразователи VLT 5052.
Все модули I - 7018 и I - 7017,а также VLT 5052
соединены с верхним уровнем посредством сети RS - 485 через конвертор I - 7520,
который преобразует сигнал RS - 232 в RS - 485.
В качестве верхнего уровня можно использовать
контроллер ROBO - 3140, но тогда система будет расположена на 3 уровнях, что ее
не только усложнит, но и увеличит стоимость всей системы в целом. Поэтому я
отказалась от контроллера и вся система построена на модулях нижнего уровня и в
качестве верхнего уровня используется компьютер, связанный с нижнем уровнем
через конвертор. В разработанной системе не используется репитер I - 7510, так
как модули не удаленны от конвертора на расстояние превышающие 1200 метров и их
в сегменте не больше 256.
Вся система управления построена по принципу: на
верхнем уровне формируется запрос данных к тому или иному модулю серии I -
7000, который после его получения проверяет, адресован ли он ему или нет (по
скорости передачи данных и модульному адресу). Если да, то он посылает данные
(ответ). На частотные преобразователи верхний уровень посылает управляющий
сигнал, который зависит от скорости патентирования той или иной нити
(проволоки). Расчет проволоки полностью осуществляется на верхнем уровне,
участие нижнего уровня только в том, что необходимы данные по температуре
атмосферы зон печи (см. раздел 1.2). Отсюда вывод программа алгоритма системы
должна производить расчет скорости в зависимости от изменения распределения
температуры печи. Также алгоритм должен следить за всем технологическим
процессом, начиная с момента включения печи в работу.
Ниже приведена диаграмма алгоритма системы
автоматического регулирования. В ней выделены две процедуры: первая - процедура
расчета скорости, вторая - процедура расчета частоты вращения намоточного
аппарата, обе процедуры представлена в виде диаграммы Насси - Шнейдермана.
Диаграмма Насси - Шнейдермана процедура расчета
скорости патентирования.
|
Получить
данные по проволоке
|
|
Получить
данные о распределение температуры в печи
|
|
j
= 0.. 1
|
|
|
|
|
|
|
|
|
|

|
|
|
|
|
|
Процедура
расчета частоты вращения намоточного аппарата.
|
|
Связи с тем, что по мере намотки проволоки при
постоянной скорости протяжки нужно менять частоту вращения с увеличением
радиуса катушки Rk.
Определим количество витков в одном слое
 (3.1)
(3.1)
где Lк - высота катушки , мм:-
диаметр проволоки, мм.
Длина одного витка определяем по
формуле
 (3.2)
(3.2)
 (3.3)
(3.3)
Длина проволоки в одном слое
 (3.4)
(3.4)
Время намотки слоя
 (3.5)
(3.5)
где v - скорость патентирования
проволоки, м/мин.
Частота вращения намоточного
аппарата
 (3.6)
(3.6)
через время  необходимо
произвести перерасчет частоты вращения.
необходимо
произвести перерасчет частоты вращения.
На следующей странице приведена диаграмма Насси
- Шнейдермана процедура расчета частоты вращения намоточного аппарата. Для
расчета частоты вращения использовался выше изложенный алгоритм.
Замечание: при вводе параметров
проволоки расчет количества витков и слоев для катушки производиться сразу. ( = 0, n = 0
задаются первоначально).
= 0, n = 0
задаются первоначально).
|
Получить
данные по скорости патентирования
|
|
Получить
данные о текущем времени tтек
|
|
vпр
= v
|
|
Количество
слоев n = n +1
|
vпр
= 0
|
|
Количество
оставшихся слоев до заполнения катушки к = N - n
|
vпр
= v
|
Время
намотки слоя при vпр, tнам = tтек - tфк
|
|
к>1
|
 Вычислить
сколько необходимо проволоки до заполнения слоя ln= ln - tнам * vпр Вычислить
сколько необходимо проволоки до заполнения слоя ln= ln - tнам * vпр
|
|
|
Намотка
последнего слоя
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Фиксировать
текущие время tфн
|
|
Время
намотки проволоки длиной ln
|
|
Вычислить
конечное время намотки слоя tфк = tфн + tнам
|
|
Вычислить
частоту вращения намоточного аппарата
|
Диаграмма Насси - Шнейдермана алгоритма
управления системой автоматического регулирования скорости патентирования.
Диаграмма алгоритма системы управления.
|
Задать
режим N 0 - режим сушки, 1 - режим разогрева
|
|
N
= 0
|
|
Выставить
положение задвижек
|
|
|
Фиксировать
текущие время tф
|
|
|
получить
данные о текущем времени tтек
|
|
|
Вычислить
время нагрева печи 
|
|
|
Получить
значение температуры в первой зоне Т1
|
|
|
Т1> 95 0С or  <6 часов <6 часов
|
|
|
Фиксировать
текущие время tф
|
|
|
Принять
= 0
|
|
|
Получить
значение температуры в первой зоне Т1
|
|
|
Вычислить
, 
|
|
|
³ 5
|
|
|
G хол.
воздуха (a>1) и ¯ G газа и
гор воздуха (a=0,5)
|
£ 5
|
|
|
|
¯G хол.
воздуха (a>1) и G газа и гор воздуха (a=0,5)
|
|
Диаграмма алгоритма системы управления
(продолжение)
|
получить
данные о текущем времени tтек
|
|
|
|
Вычислить
время выдержки печи
|
|
|
|
<8 часов
|
|
|
|
Выставить
положение задвижек для режима 1
|
|
|
Фиксировать
текущие время tф
|
|
|
получить
данные о текущем времени tтек
|
|
|
Вычислить
время нагрева печи
|
|
|
Получить
значение температуры в первой зоне Т1
|
|
|
Т1< 1100 0С
or < 36 часов
|
|
|
Задать
пределы технологических параметров 
|
|
|
Получить
значение температуры в первой зоне Т1, Т2, Т3 и фиксировать их
|
|
|
i
= 0.. 15
|
|
|
Ввод
параметров i - ой проволоки
|
|
|
|
Процедура
расчета скорости патентирования i - ой проволоки
|
|
|
Фиксировать
текущие время tф
|
|
|
Получить
значение температуры в первой зоне Т1, Т2, Т3
|
|
|
|
|
|
|
|
Диаграмма алгоритма системы управления
(продолжение).
|
|
Т1> 
|
|
G хол.
воздуха (a>1) и ¯ G газа и
гор воздуха (a=0,5)
|
Т1> 
|
|
|
¯G хол.
воздуха (a>1) и G газа и гор воздуха (a=0,5)
|
|
|
|
|
|
|
Вычислить
насколько изменилась температура  , ,  , , 
|
|
Dt1 > 5 or D t2 > 5 or D t3 > 5
|
|
|
Фиксировать
текущие значение температур печи.
|
|
|
i
= 0.. 15
|
|
|
|
|
Процедура
расчета скорости патентирования i - ой проволоки
|
|
|
Получить
значение давления атмосферы печи Р2
|
|
Р2
< 
|
|
Уменьшить
поток дымовых газов
|
Р2
> 
|
|
|
Увеличить
поток дымовых газов
|
|
|
Получить
значение температуры рекуператора Тр
|
|
|
|
|
|
|
|
Диаграмма алгоритма системы управления
(продолжение)
|
Тр
> 1000 0С
|
|
|
Увеличить
расход холодного воздуха на рекуператор
|
|
|
|
Получить
данные о текущем времени tтек
|
|
|
i
= 0..15
|
|
|
|
Получить
данные о конечном времени намотки текущего слоя  i i
|
|
|
|
tтек
³ i
|
|
|
|
|
Процедура
расчета частоты вращения намоточного аппарата
|
|
|
|
|
|
Получить
значение текущего времени tтек
|
|
|
|
Вычислить
время процесса = tтек -
tф
|
|
|
£ 
|
|
|
³
|
|
|
|
|
|
|
|
|
|
Условные обозначения:
G - увеличить расход:
¯G - уменьшить расход.
- время задержки программы перед
выполнением следующего цикла обработки данных.
4. Обоснование
экономической эффективности внедрения системы автоматического регулирования
скорости патентирования
Связи с тем, что на предприятии отсутствует
автоматизированная система, которая могла бы производить термическую обработку
проволоки разных сортов, завод вынужден отказываться от заказов на производство
небольшого количества проволок. Поэтому разработанная система регулирования скорости
патентирования для протяжной печи позволяет, не только получить требуемое
качество проволоки данного диаметра и марки стали, но также ее внедрение
позволит избежать останова печи при отсутствии заказов на проволоку или при
наличие небольшого заказа производить нагрев проволок разного диаметра и сорта
стали.
До сих пор печь использовалась для нагрева
проволоки, которую приходилось подбирать по параметрам для термической
обработки, то есть близкой по химическому составу и диаметру. Чаще всего печи
настраивались на режим и уже под него подбиралась проволока. При отсутствии
заказов на проволоку, печь останавливают. За 2000 год печь находилась в режиме
останова 13 раз. При включение в работу для печи необходимо произвести сушку и
разогрев. Если она находилась в режиме останова продолжительное количество
времени (более 3 недель), то расход газа согласно нормативу расхода топлива на
сушку печи составляет до 7,6 тут или 8.816 тыс м3 газа. Если простой был
непродолжительным производиться процесс разогрева, согласно нормативу расхода
топлива в этом случае составит 10,4 тут или 12,064 тыс м3. В таблице 3.1
приведены данные по тарифу стоимости газа, количестве останова печи и стоимость
разогрева печи, за 2000 год продолжительность периода останова не превышала 18 дней,
следовательно, режим сушка не применялся.
Таблица 3.1. Стоимость разогрева печи за 2000
год.
|
Месяц
|
Расход
газа на разогрев, тыс м3
|
Тариф
по газу, руб/тыс м3
|
Стоимость
газа за месяц, Руб.
|
|
Январь
|
12,064
|
356,10
|
4295,99
|
|
Февраль
|
12,064
|
356,10
|
4295,99
|
|
Март
|
24,128
|
356,10
|
8591,98
|
|
Апрель
|
12,064
|
356,10
|
4295,99
|
|
Май
|
12,064
|
427,10
|
5152,54
|
|
Июнь
|
12,064
|
427,10
|
5152,54
|
|
Июль
|
24,128
|
438,05
|
10569,27
|
|
Август
|
0
|
436,78
|
0
|
|
Сентябрь
|
0
|
436,43
|
0
|
|
Октябрь
|
24,128
|
436,48
|
10531,39
|
|
Ноябрь
|
12,064
|
436,38
|
5264,49
|
|
Декабрь
|
12,064
|
438,05
|
5284,64
|
|
Итого
за год
|
156,832
|
|
63434,82
|
Также в течение прошедшего года печь находилась
в режиме холостого хода (агрегат работает на подогрев). Средние количество
часов работы в таком режиме составляет около 30 часов в месяц. При холостом режиме
работы расход газа может колебаться от 40 до 60 м3/час в зависимости от
количества включенных горелок обычно работают 4 - 6 , расход газа на одну
горелку составляет 10 м3/час. Для расчета стоимости расхода газа на подогрев
примем средние число работающих горелок 5, тогда расход газа составит 50м3/час
и с учетом работы печи в режиме холостого хода в месяц на подогрев расходуется
около 1,500 тыс м3 газа.
Таблица 3.2. Стоимость расхода газа при работе
печи в режиме холостого хода.
|
Месяц
|
Расход
газа на подогрев печи, тыс м3
|
Тариф
по газу, руб/тыс м3
|
Стоимость
газа за месяц, руб.
|
|
Январь
|
1,500
|
356,10
|
534,15
|
|
Февраль
|
1,500
|
356,10
|
534,15
|
|
Март
|
1,500
|
356,10
|
534,15
|
|
Апрель
|
1,500
|
356,10
|
534,15
|
|
Май
|
1,500
|
427,10
|
640,05
|
|
Июнь
|
1,500
|
427,10
|
640,65
|
|
Июль
|
1,500
|
438,05
|
657,08
|
|
Август
|
1,500
|
436,78
|
655,17
|
|
Сентябрь
|
1,500
|
436,43
|
654,65
|
|
Октябрь
|
1,500
|
436,48
|
654,72
|
|
Ноябрь
|
1,500
|
436,38
|
654,57
|
|
Декабрь
|
1,500
|
438,05
|
657,08
|
|
Итого
за год
|
18,000
|
|
7349,97
|
В таблице 3.1 и таблице 3.2 приведены тариф
стоимости газа без НДС, который составляет 20%. Вычислим общие количество газа
которое было израсходовано на разогрев печи и на подогрев ее в режиме холостого
хода.
общий = Gразогрев + Gхолостой ход (3.1)
Общие количество газа составляет 174,832 тыс м3,
стоимость без 20 % НДС равна 70784,79 рублей, а с учетом налога = 84941,75
рублей.
Вывод. Внедрение системы позволяет не только
контролировать температуру нагрева проволоки, но и одновременно производить
термическую обработку заготовок разных диаметров и марок стали. Что экономит не
только энергетические ресурсы, но также помогает избежать разрушения самого
агрегата из-за линейных расширений кладки печи.
Автоматизированная система должна окупаться в
течение 3-5 лет. Стоимость модуля удаленного ввода составляет 2800 рублей,
такая же цена у преобразователя сигнала и репитор, один метр шины - 20 рублей
плюс цена системы управления двигателем постоянного тока 9000 рублей. Итого
общая сумма составляет 186400 рублей без учета стоимости разработки программы
управления системой и монтажных работ. Если учесть их, то стоимость будет около
250 тысяч рублей, то есть она может окупиться в течение четырех лет только если
учитывать экономию газа на разогрев.
ЗАКЛЮЧЕНИЕ
Внедрение разработанной системы автоматического
регулирования скорости патентирования проволоки и системы управления ею
позволит, не только контролировать температуру нагрева проволоки, в зависимости
от распределения температуры зон печи, диаметра и сорта стали, но и
одновременно осуществлять термическую обработку проволок разных диаметров и
марок стали, что благоприятно отразится на коммерческой деятельности
Волгоградского сталепроволочноканатного завода.
Алгоритм управления системой автоматического
регулирования скорости патентирования, представленный в виде диаграммы
Насси-Шнейдермана, дает возможность понять принцип работы всей системы.
Продолжением моего проекта могут быть следующие
темы:
Регулирование технологических параметров печи. В
алгоритме управления указаны условия, которые осуществляют изменения положений
регулирующих устройств (исполнительных механизмов), чтобы параметры
патентировочной печи находились в пределах допустимого диапазона изменений.
Регулирование температура селитровой ванны
(охлаждающая среда), в процессе работы над проектом обратила внимание на тот
факт, что температура зависит от диаметра проволоки и содержания углерода в
металле. Также длина патентировочной ванны зависит от скорости патентирования
проволоки по причине того, что минимальное время нахождения проволоки в ванне
не должно быть меньше 15 секунд [1].
Использование тепла уходящих дымовых газов, так
как их температура после рекуператора составляет до 300 0С.
Список литературы
1. Потемкин
К. Д. Термическая обработка и волочение высокопрочной проволоки, М,
Металлургиздат, 1956.
. Промышленные
приборы и средства автоматизации, Справочник под редакцией Черенкова В. В., Л,
Машиностроение, 1987.
. Соколов
В. Н. Расчеты нагрева металла в металлургических печах, М, Метталургиздат,1956.
. Краснощеков
Е. А., Сукомел А.С. Задачник по теплопередаче, М, Энергия, 1969.
. Марочник
сталей и сплавов. Под редакцией Сорокина В. Г., М, Машиностроение, 1989.
. Каталог
продукции 4.1. Индустриальные компьютерные системы, 1999.
. Серия
VLT*5000. Danfoss, 1998.
. Номенклатурный
каталог изделий общепромышленного применения, М, ЗАО «Манометр», 1999.
. I
- 7000 Bus Converter. User Manual, ICP DAS, 1999.
. I
- 7011, I - 7018. User Manual, ICP DAS, 1999.