Вертикально-сверлильный станок модели 2А135
Министерство
образования и науки, молодежи и спорта Украины
Национальный
технический университет
«Харьковский
политехнический институт»
Кафедра
«Технология машиностроения и металлорежущие станки»
Расчетно-графическая
работа
по
дисциплине:
«станочное
оборудование машиностроительного производства»
Работу выполнила
ст. гр. МШ 18-А
Сосненко Т. Я.
Работу принял
руководитель
Кропалёв О. А.
Харьков
2011
СОДЕРЖАНИЕ
Введение
.
Назначение станка и область применения
.
Техническая характеристика станка 2А135
.
Назначение основных узлов, механизмов и органов управления станка модели 2А135
.
Движения в станке и принцип работы
.
Кинематическая структура станка
.
Кинематика станка и кинематическая настройка
.
Построение и описание кинематической схемы станка по заданной структурной
формуле
.
Построение всех кинематических вариантов включения и выбор оптимального
варианта
.
Построения графика чисел оборотов шпинделя и определение параметров
кинематических передач приводов
.
Оценка точности кинематического расчета приводов
Заключение
Список
источников информации
станок шпиндель кинематический
привод
ВВЕДЕНИЕ
К станкам сверлильной группы относятся:
настольно-сверлильные станки, вертикально-сверлильные станки,
радиально-сверлильные станки, которые применяются для сверления отверстий,
зенкерования, развертывания , нарезания внутренних резьб. Главное движения:
вращения сверлильного инструмента (сверла), закрепленного в шпинделе.
Сверлильный станок- это наиболее часто
встречающее оборудования. Станки данной группы всегда присутствуют от цеховых
промышленных заводов, до совсем небольших мастерских гаражного типа. В данной
работе мы рассмотрим вертикально-сверлильный станок модели 2А135.
1. НАЗНАЧЕНИЕ СТАНКА И ОБЛАСТЬ ПРИМЕНЕНИЯ
Станок предназначен для сверления,
рассверливания, зенкерования и развертывания отверстий в различных деталях, а
также для торцевания и нарезания резьб машинными метчиками в условиях
индивидуального и серийного производства. На станке модели 2А135 обрабатываются
детали сравнительно небольших размеров и веса.
2. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА СТАНКА
Наибольший диаметр сверления в мм ……..35.
Расстояние от оси шпинделя до лицевой стороны
станины в мм…300.
Наибольшее расстояния от торца шпинделя до стола
в мм…..750.
Наибольший ход шпинделя в мм………….225.
Наибольшее установочное перемещения шпиндельной
бабки в мм..200.
Размеры рабочей поверхности стола в мм:
длина……..500;
ширина….450.
Наибольшее вертикальное перемещение стола в
мм……….325.
Число скоростей вращения шпинделя………………….9.
Пределы чисел оборотов шпинделя в
минуту………….68-1100.
Количество величин подач………………11.
Пределы величин подачи в мм/об…………….0,115-1,6.
Мощность главного электродвигателя в
квт…………..4,5.
3. НАЗНАЧЕНИЯ ОСНОВНЫХ УЗЛОВ, МЕХАНИЗМОВ И
ОРГАНОВ УПРАВЛЕНИЯ СТАНКА
Общий вид вертикально-сверлильного станка модели
2А135 представлен на рисунке 3.1. Основные узлы станка: А- стол; Б- шпиндельная
бабка с коробкой подач и подъемным механизмом; В- коробка скоростей; Г- станина
(колонна); Д- основания станины.
Органы управления: 1- рукоятка перемещения
стола; 2- штурвал для подъема и опускания шпинделя и для включения механической
подачи.
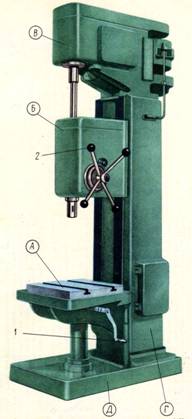
Рисунок 3.1- Общий вид вертикально-сверлильного
станка модели 2А135
. ДВИЖЕНИЯ В СТАНКЕ И ПРИНЦИП РАБОТЫ
Движения резания- вращения шпинделя с режущим
инструментом. Движение подачи- осевое перемещения шпинделя с режущим
инструментом. Вспомогательное движения- ручные перемещения стола и шпиндельной
бабки в вертикальном направлении и быстрое ручное перемещения шпинделя вдоль
его оси.
Принцип работы: обрабатываемая деталь
устанавливается на столе станка и закрепляется в машинных тисках или в
специальных приспособлениях. Совмещения оси будущего отверстия с осью шпинделя
осуществляется перемещения приспособления с обрабатываемой деталью на столе
станка. Режущий инструмент в зависимости от формы его хвостовика закрепляется в
шпинделе станка при помощи патрона или переходных втулок. В соответствии с
высотой обрабатываемой детали и длиной режущего инструмента производится установка
стола и шпиндельной бабки. Отверстия могут обрабатываться как ручным
перемещениям шпинделя, так и механической подачей.
. КИНЕМАТИЧЕСКАЯ СТРУКТУРА СТАНКА
Кинематическая структура
вертикально-сверлильного станка представлена на рисунке 5.1.
В сверлильных станках образования внутренней
круглой цилиндрической поверхности сверлом, зенкером, разверткой выполняется
методом двойного следа при точном контакте инструмента с заготовкой.
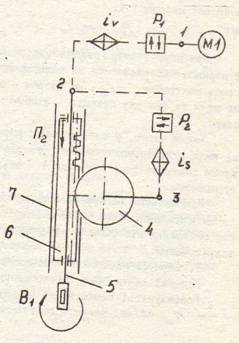
Рисунок 5.1-Кинематическая структура
вертикально-сверлильного станка
Станок модели 2А135 относится к классу Э22.
Кинематическая группа движения резания Фᵥ(В₁)
имеет исполнительный орган- шпиндель 5, в котором устанавливается режущий
инструмент.
Кинематическая группа движения резания Фᵥ(В₁)-
простая с внутренней кинематической связью в виде вращательной кинематической
пары между шпинделем 5 и её гильзой 6. Внутренняя кинематическая связь передает
движения шпинделю от электродвигателя М₁
через реверсирующий механизм Р₁, орган
настройки iv (коробку скоростей, гитару сменных зубчатых колес и т. д.): М₁→1→Р₁→iᵥ→2.
Движение скорости резания Фᵥ(В₁)-
простое с замкнутой траекторией и настраивается за двумя параметрами: на
скорость- органом настройки iᵥ, на направления- реверсирующим механизмом
Р₁.
Кинематическая группа движения подачи Фs(П2)-
простое, и её внутренняя кинематическая связь состоит из одной поступательной
кинематической пары между гильзой 6 и корпусом сверлильной головки 7. Внешняя
кинематическая связь передает движения гильзы шпинделя от того самого
электродвигателя М₁, механизму
реверсирования Р₁, органу настройки
iᵥ, механизму реверсирования Р2, органу настройки is, реечной передачи 4:
М₁→1→Р₁→iᵥ→2→Р2→is→3→4.
Движения подачи Фs(П2)- движение простое с
незамкнутой траекторией и настраивается по четырем параметрам: на скорость-
органом настройки is, на направления- механизмом реверсирования Р2, на путь и
исходную позицию- лимбом с упорами (на рисунку не показано).
В сверлильных станках такие виды
формообразования движения:
движения резания- вращения шпинделя с режущим
инструментом;
движения подачи- осевое перемещение шпинделя с
инструментом.
6. КИНЕМАТИКА СТАНКА И КИНЕМАТИЧЕСКАЯ НАСТРОЙКА
Кинематическая схема вертикально-сверлильного
станка модели 2А135 представлена на рисунке 6.1.
Рисунок 6.1-Кинематическая схема
вертикально-сверлильного станка модели 2А135
Движение резания
Шпиндель V приводится в движение
электродвигателем мощностью 4,5 квт через клиноременную передачу 140-178 и
коробку скоростей.
На валу 1 коробки скоростей находится тройной
подвижный блок шестерен Б1, обеспечивающий вал 2 три скорости вращения. От вала
2 через шестерни 34-48 вращение передается валу 3, на котором расположен
тройной подвижный блок шестерен Б2, приводящий в движение полый вал 4,
связанный шлицевым соединением со шпинделем 5. Как видно из графика (рис.6.1),
шпиндель 5 имеет девять скоростей вращения.
Движение подачи
Движение подачи заимствуется от шпинделя 5.
Движения передается через шестерни 27-50 и 27-50, коробку подач с выдвижными
шпонками, предохранительную муфту М1, вал 9, червячную передачу 1-47, зубчатую
муфту М2, вал 10 и реечную передачу гильзе шпинделя.
В коробке подач расположены трех- и
четырехступенчатый механизм с выдвижными шпонками.
От вала 6 три скорости вращения сообщаются валу
7, на котором жестко закреплены шестерни 60, 56, 51, 35 и 21. От вала 7 четыре
скорости вращения передаются валу 8.
Теоретически коробка подач обеспечивает 12
скоростей вращения, однако, одна из них повторяющаяся, поэтому станок модели
2А135 имеет только 11 различных величин подач.
От вала 8 через кулачковую муфту М1 движение
сообщается валу 9, на котором закрепляется червяк. Червячное колесо 47
расположено на одном валу с реечной шестерней 14, находящейся в зацеплении с
рейкой, нарезанной на гильзе шпинделя. Муфта М1 служит для предохранения
механизма подач от поломок при перегрузках, а также для автоматического
выключения подачи при работе с упором.
Вспомогательные движения
Перемещение шпиндельной бабки осуществляется от
рукоятки Р1 через червячную передачу 1-32 и реечную шестерню 18, сцепляющуюся с
рейкой m=2 мм, закрепленной на станине. Вертикальное перемещение стола
достигается поворотом рукоятки Р2 через вал 11, конические шестерни 16-43 и
ходовой винт 12. Быстрое перемещение шпинделя с гильзой производится штурвалом
Ш, связанным специальным замком с валом 10. Замок позволяет штурвалу свободно
поворачиваться на валу 10 в пределах 20⁰,
а в дальнейшем связывает их в одно целое.
Кинематическая настройка сверлильного станка
Кинематическая настройка для данной
кинематической структуры станка осуществляется двумя органами настройки: iv и
is. Каждый орган настройки имеет свою формулу настройки, которая определяется
конкретными расчетами.
Формула настройки кинематической цепи главного
движения
Конечные звенья: вал электродвигателя М1-
шпиндель с инструментом.
Расчетные перемещения конечных звеньев цепочки:
nэ→ nш об/мин. Частота вращения шпинделя, об/мин:
ш=  ,
,
V- скорость резания, м/мин; d-диаметр
инструмента, мм.
Уравнения кинематического баланса⋅
iп1⋅
iv=nш,п1- передаточное отношение постоянных передач в цепи;передаточное
отношение органа настройки.
Формула настройки
=nш/n e⋅
iп1=c1⋅nш,
-постоянная кинематическая цепь главного
движения.
Формула настройки цепи подач
Конечные звенья: вал электродвигателя М1-
реечная пара гильзы. Расчетные перемещения конечных звеньев цепи: nе об/мин →s
мм/мин.
Уравнения кинематического баланса nе⋅
iп2⋅
is⋅
𝜋⋅
m⋅
z= s,
где iп2- передаточное отношения постоянных
передач в цепи; m- модуль зубчатого зацепления, мм; z- количество зубьев
реечного колеса.
Формула настройки is=s/(nе⋅
iп2⋅
𝜋⋅
m⋅
z)=c2⋅s,-
постоянная кинематическая цепь подач.
Однако, в большинстве случаях, в металлорежущих
станках цепь подач настраивается исходя из условий, что за один оборот шпинделя
должно осуществляться продольное перемещение на заданную величину продольной
подачи S, мм/об. Тогда конечными звеньями цепи будут: шпиндель- реечная пара
гильзы. Расчетные перемещения конечных звеньев цепи: Iоб.шпинделя→S
мм/об.
Уравнения кинематического баланса
об.шпиндел⋅
iп3⋅
is⋅
𝜋⋅
m⋅
z= s,
п3- передаточное отношения постоянных передач в
цепи.
Формула настройки
=с3⋅S,
с3- постоянная кинематическая цепь подач.
7. ПОСТРОЕНИЕ И ОПИСАНИЕ КИНЕМАТИЧЕСКОЙ СХЕМЫ
СТАНКА ПО ЗАДАННОЙ СТРУКТУРНОЙ ФОРМУЛЕ
Привод главного движения (ПГД) состоит из
следующих узлов и механизмов: односкоростной, асинхронный электродвигатель М1;
клиноременной передачи d-D и 12-ти скоростной коробкой скоростей. Коробка
скоростей включает двухвенцовый множительный механизм z1-z2, z3-z4;
трехвенцовый подвижный блок z5-z6; z7-z8; z9-z10; двухвенцовый множительный
механизм z11-z12; z13-z14. Таким образом, выходной вал 4 может получить 12
скоростей. В приводе установы двухстороннее фрикционная муфта М2. Прямое
вращения обеспечивается включением z1-z2 (z3-z4), а обратное вращения шпинделя
обеспечивается включением шестерней za-zb-zc-zd.
Кинематическая схема по структурной формуле  приведена
на
приведена
на
рис.
7.1.
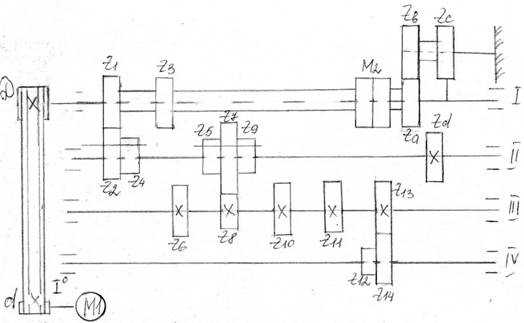
Рисунок 7.1-Кинематическая схема по структурной
формуле
8. ПОСТРОЕНИЯ ВСЕХ КИНЕМАТИЧЕСКИХ ВАРИАНТОВ
ВКЛЮЧЕНИЯ И ВЫБОР ОПТИМАЛЬНОГО ВАРИАНТА
Анализ КВВ осуществляется по двум принципам:
по предельному диапазону регулирования групповых
передач;
по суммарному диапазону регулирования на валах
привода.
) z=12=20×31×22
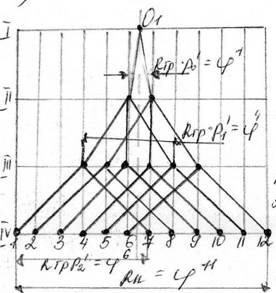
Рисунок 8.1 - Кинематический вариант включения
№1
=2=P0´ ; Rв1=φ0
;
Х0=1; R гр Ро´=φ1=1,26=1,26<8;=3+P1´;
Rв2=φ1;
Х1= P0 =2; R гр Р1´=φ4=1,264=2,58<8
;=2=P2´
; Rв3=φ5;
Х2= P0´ * P1´ =2*3=6 ; R гр Р2´=
φ6=4<8;
Rв4=φ11;

) Z=12=20×32×21

Рисунок 8.2 - Кинематический вариант включения
№2
=2= P0´; Rв1=φ0;
Х0=1; R гр Ро´=φ1=1,26=1,26<8;=3=
P2´ ; Rв2=φ1;
Х2= P0´ * P1´ =2*2=4; R гр Р2´=
φ8=6,35<8; =2=P1´; Rв3=φ9;
Х1= P0´ =2; R гр Р1´=φ2=1,262=1,6<8;
Rв4=φ11;

) Z=12=21×30×22
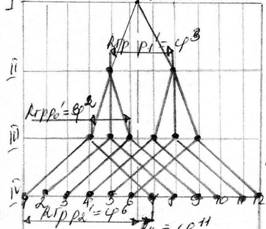
Рисунок 8.3 - Кинематический вариант включения
№3
P1=2= P1´; Rв1=φ0;
Х1= P0´ = 3; R гр Р1´=φ3=1,263=2<8;=3=
P0´; Rв2=φ3;
Х0=1; R гр Ро´=φ2=1,262=1,6<8;=2=P1´;
Rв3=φ5;
Х2= P0´ * P1´ =3*2=6; R гр Р2´=φ6=1,266=4<8;

) Z=12=22×30×21
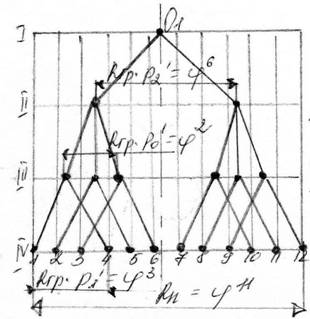
Рисунок 8.4 - Кинематический вариант включения
№4
=2= P2´ ; Rв1=φ0;
Х2= P0´ * P1´ =3*2=6; R гр Р2´=φ6=1,266=4<8;=3=
P0´; Rв2=φ6;
Х0= 1; R гр Р0´=
φ2=1,262=1,6<8 ;=2=P1´; Rв3=φ8;
Х1= P0´ =3; R гр Р1´=φ3=1,263=2<8;
Rв4=φ11;

) Z=12=21×32×20
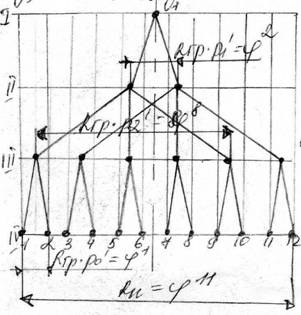
Рисунок 8.5 - Кинематический вариант включения
№5
=2= P1´ ; Rв1=φ0;
Х1= P0´=2; R гр Р1´=φ2=1,262=1,6<8;=3=
P2´ ; Rв2=φ2;
Х2= P0´ * P1´ =2*2=4; R гр Р2´=
φ8=6,35<8;=2=P0´ ; Rв3=φ10;
Х0=1; R гр Р0´=φ1=1,261=1,26<8;
Rв4=φ11;

) Z=12=22×31×20
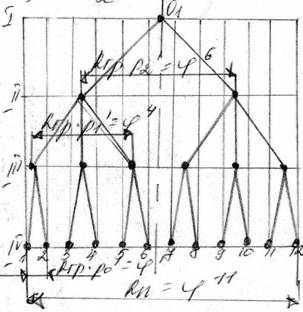
Рисунок 8.6 - Кинематический вариант включения
№6
=2= P1´; Rв1=φ0;
Х2= P0´* P1´=2*3=6; R гр Р2´=φ6=1,266=4<8;=3=
P1´; Rв2=φ6;
Х1= P0´=2; R гр Р1´=
φ4=1,264=2,58<8; =2=P0´; Rв3=φ10;
Х0=1; R гр Р0´=φ1=1,261=1,26<8;
Rв4=φ11;

Так как при определении оптимального
кинематического варианта включения по первому принципу предельный диапазон
регулирования групповых передач не один вариант не составил больше 8,это
означает, что при определении оптимального кинематического варианта включений
по второму принципу рассматриваться будут все 6 вариантов включения.
При определении оптимального варианта включений
по второму принципу выбираем вариант 1, так как суммарный диапазон
регулирования на валу привода равен φ17.
. ПОСТРОЕНИЕ ГРАФИКА ЧИСЕЛ ОБОРОТОВ ШПИНДЕЛЯ И
ОПРЕДЕЛЕНИЕ ПАРАМЕТРОВ КИНЕМАТИЧЕСКИХ ПЕРЕДАЧ ПРИВОДА
График чисел оборотов представлен на рисунке 9.1
и показывает реальные значения чисел оборотов на промежуточных валах, на
шпинделе, а также показывает передаточные отношения в приводе.
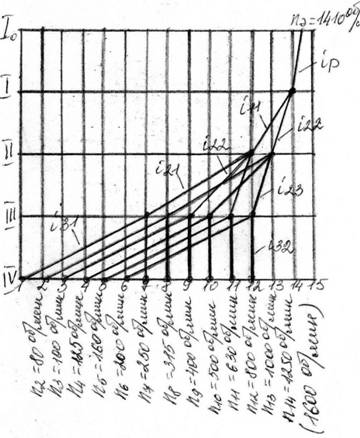
Рисунок 9.1-График чисел оборотов шпинделя
Для расчета чисел зубьев шестерен привода
необходимо записать определенное количество уравнений (число уравнений равно
числу неизвестных зубчатых колес в приводе, т.е. 12).
Первая группа уравнений записывается исходя из
фактических передаточных отношений.
Вторая группа уравнений записывается исходя из
условий постоянства межцентрового расстояния между двумя соседними валами:

И при равном модуле  к
групповой передаче записываются уравнения.
к
групповой передаче записываются уравнения.
Третья группа уравнений записывается исходя из
конструктивных соображений. Задаемся значением чисел зубьев минимальных
шестерен в каждой групповой передаче.
Записываем группы уравнений:
Решая систему линейных однородных уравнений
определяются значения чисел зубьев шестерен. При этом существуют ограничения:
 ;
;
Сумма зубьев шестерен между двумя соседними
валами должна быть:  ;
;
Сумма зубьев шестерен в групповых передачах
должна увеличиваться в кинематической цепи по мере движения шпинделя:  (если
есть такая возможность).
(если
есть такая возможность).
Для первой группы передач выбираем  ,
для второй группы передач выбираем
,
для второй группы передач выбираем  ,
для третьей группы передач выбираем
,
для третьей группы передач выбираем  .
.
Решив системы уравнений получаем:
=34; z2=54; z3=39; z4=49; z5=20; z6=64; z7=28;
z8=56; z9=37; z10=47; z11=19; z12=77; z13=48; z14=48.
10. ОЦЕНКА ТОЧНОСТИ КИНЕМАТИЧЕСКОГО РАСЧЁТА
ПРИВОДА
Рассчитаем значения чисел оборотов:
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
При расчете ряда чисел оборотов осуществляется
округление до стандартных значений 2Н11-1. По нормали станкостроения принимаем:
Определяем диаметр большего шкива D по формуле:
= ,
,
n1 - частота вращения шпинделя на первой
скорости;
e - коэффициент, учитывающий проскальзывание
ремня. e=0,02;
zi - количество зубцов i-го зубчатого колеса.
Значение меньшего шкива выбираем d=125мм.
= мм.
мм.
Оценка точности кинематического расчёта
При расчёте чисел зубцов происходит округление
до целых значений, поэтому фактические значения расчётных частот вращения
шпинделя будут отличаться от заданных. Отклонение расчётных значений от
фактических определяется по формуле:
 ,
,
где nст і - стандартное значение
чисел оборотов ;расі - расчетное значение чисел оборотов.
При этом должно выполняться
условие:[rmax] ; rmax=±( -1)=±2,6%
-1)=±2,6%
Определяем расчётные значения чисел
оборотов :

n1=A*i11*i21*i31=A*z1/z2*z5/z6*z11/12=1299*34/54*20/64*19/77=63,07
об/мин;=A*i12*i21*i31=A*
z3/z4*z5/z6* z11/12=1299*39/49*20/64*19/77=79,9 об/мин;=A*
i11*i22*i31=A*z1/z2*z7/z8* z11/12=1299*34/54*28/56*19/77=100,9 об/мин;=A*
i12* i22*i31=A*z3/z4* z7/z8* z11/12=1299*39/49*28/56*19/77=127,5 об/мин;=A*
i11*i23* i31=A* z1/z2*z9/z10*z11/12=1299*34/54*37/47*19/77=158,9 об/мин
;=A*i12*i23* i31=A* z3/z4* z9/z10* z11/12=1299*39/49*37/47*19/77=200,8 об/мин;=A*
i11*i21*i32=A* z1/z2* z5/z6*z13/z14=1299*34/54*20/64*48/48=255,6 об/мин;=A*
i12*i21*i32=A* z3/z4*z5/z6*z13/z14=1299*39/49*20/64*48/48=323,1 об/мин;=A*
i11* i22*i32=A*z1/z2*z7/z8*z13/z14=1299*34/54*28/56*48/48=408 об/мин;=A*
i12*i22*i32=A* z3/z4*z7/z8*z13/z14=1299*39/49*28/56*48/48=516,9 об/мин;=
A*i11*i23* i32=A*z1/z2*z9/z10*z13/14=1299*34/54*37/47*48/48=643,9 об/мин;=A*i12*i23*i32=A*
z3/z4*z9/z10*z13/14=1299*39/49*37/47*48/48=813,9 об/мин.
Определяем погрешность расчёта:
 ;
;
 %;
%;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
Делаем вывод о том, что расчёты
верны ,так как для всех значений чисел оборотов ri £ [rmax].
ЗАКЛЮЧЕНИЕ
В данной работе рассмотрено устройство
вертикально-сверлильного станка модели 2А135, который широко применяется для
сверления, рассверливания, зенкерования и развертывания отверстий в различных
деталях, а также для торцевания и нарезания резьб машинными метчиками. Были
рассмотрены технические характеристики станка, назначение его основных узлов,
механизмов и органов управления, его кинематическая структура. Были рассчитаны
кинематические параметры привода главного движения по заданным исходным
параметрам.
СПИСОК ИСТОЧНИКОВ ИНФОРМАЦИИ
Кучер
А.М. Металлорежущие станки (альбом общих видов, кинематических схем и узлов). -
М.: «Машиностроение», 1971. - 308 с.
Кропальов
О.О. Кiнематичнi основи металорiзальних верстатiв: Навч. посiбник. - К.: IСДО,
1995.-116 с.
Королев
Ф.К., Тимофеев Ю.В. Примерный расчет сверлильного станка. - Харьков: ХПИ, 1963
- 81 с.
Проников
А.С. Расчет и конструирование металлорежущих станков. - М.: Высшая школа, 1968
- 431 с.
1.