Станочное приспособление для закрепление детали 'диск нажимной синхронизатора' для станка 1Н713
Министерство образования и науки Российской Федерации
Тутаевский филиал
ФГБОУ ВПО
«Рыбинский
государственный авиационный технический университет имени П.А. Соловьёва»
Практическая работа
По дисциплине:
«Основы технологии машиностроения»
Студент
группы ЭД-08 А.С. Голубев
Преподаватель Т.А. Назарова
Тутаев 2012
Содержание
1. Описание конструкции приспособления
. Описание принципа работы приспособления
. Описание сборочных соединений приспособления
. План сборки
. Схема сборки
. Проектирование маршрутной технологии муфты
. Технологический процесс сборки
. Расчет времени необходимого на сборку одной единицы изделия
1. Описание конструкции
приспособления
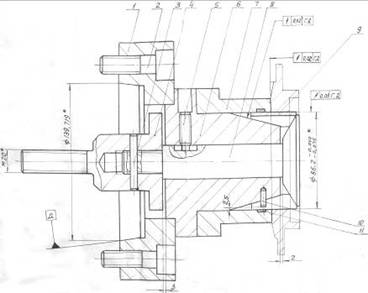
Рисунок 1 - Общий вид приспособления
Станочное приспособление
предназначено для закрепление детали «диск нажимной синхронизатора» для станка
1Н713. Общий вид приспособления показан на рисунке 1.
станочный приспособление
сборка муфта
|
№ Позиции детали
|
Наименование детали
|
Количество деталей
|
|
1
|
Планшайба
|
1
|
|
2
|
Винт М16×50
|
4
|
|
3
|
Штифт 6Г×40
|
1
|
|
4
|
Муфта
|
1
|
|
5
|
Винт М10×30
|
1
|
|
6
|
Корпус
|
1
|
|
7
|
Упор
|
1
|
|
8
|
Тяга
|
1
|
|
9
|
Цанга
|
1
|
|
10
|
Штифт 5Г×15
|
1
|
|
11
|
Кольцо У-90×85
|
|
|
12
|
Винт М12×45
|
4
|
|
13
|
Штифт 8Г×30
|
1
|
|
14
|
Толкатель
|
2
|
Приспособление состоит из базовой
детали - планшайба 1, которая крепится к шпинделю станка при помощи четырех
винтов 2.
На планшайбе 1 располагается корпус
6 и упор 7, которые крепятся к планшайбе 1 с помощью штифта 13 и четырех винтов
12. В упоре 7 находится уплотнительное кольцо 11. На корпус 6 одевается цанга 9
и закрепляется штифтом 10 для предотвращения проворота. В корпусе 6
устанавливается тяга 8 и фиксируется винтом 5 от проворота и ограничивает ход
тяги 8.
В корпусе 6 между цангой 9 и муфтой
4 располагается толкатель 14, который предохраняет муфту от поломки.
. Описание принципа работы
приспособления
Устанавливаем деталь на цангу 9 до
упора 7. Затем подаем воздух в пневмоцилиндр и перемещаем муфту 4, а в
следствии и тягу 8 влево. Тяга 8 своей конической частью разжимает цангу 9.
Деталь зажата. Для снятия детали необходимо подать воздух в другую полость
пневмоцилиндра и переместить муфту 4 и тягу 7 вправо, тем самым конусная часть
тяги 7 выходит из цанги 9 и разжимает деталь.
. Описание сборочных соединений
приспособления
В приспособлении применены
неподвижные неразъемные и подвижные и неподвижные разъемные соединения.
Неподвижные неразъемные
в 4
в 6
в 6
соединяет 1 с 6
Неподвижные разъемные
соединяет 1 со шпинделем станка
в 6 и в 8
соединяет 6 и 7 с 1
с 8
Подвижные разъемные
в 6
в 7
. План сборки
Из рассмотрения сборочного чертежа и
проведенного технологического анализа конструкции изделия представилась возможность
на основе расчленения изделия выявить сборочные единицы и узлы.
Из деталей приспособления роль
базовой выполняет планшайба 1.
В следствии этого порядок сборки
следующий:
) 1
) 6,9,10 (7,11)
) 13
) 12
) 14
) 8
) 4
) 3
) 5
) 2
Схема сборки
6. Проектирование
маршрутной технологии муфты
Описание материала
заготовки:
Химический состав
|
Химический элемент
|
%
|
|
Кремний (Si)
|
0.17-0.37
|
|
Марганец (Mn)
|
0.30
|
|
Медь (Cu), не более
|
0.50-0.80
|
|
Никель (Ni), не более
|
0.30
|
|
Сера (S), не более
|
0.035
|
|
Фосфор (P), не более
|
0.035
|
|
Хром (Cr)
|
0.80-1.10
|
Механические свойства Стали 40Х
|
t испытания, °C
|
0,2, МПа
|
B, МПа
|
5, %
|
, %
|
KCU, Дж/м2
|
|
Закалка 830º С, масло.
Отпуск 550º С.
|
|
200
|
700
|
880
|
15
|
42
|
118
|
|
300
|
680
|
870
|
58
|
-
|
|
400
|
610
|
690
|
18
|
68
|
98
|
|
500
|
430
|
490
|
21
|
80
|
78
|
|
Образец диаметром 10 мм, длиной 50 мм кованный и отожженный.
Скорость деформирования 5 мм/мин, скорость деформации 0,002 1/с.
|
|
700
|
140
|
175
|
33
|
78
|
|
|
800
|
54
|
98
|
59
|
98
|
|
|
900
|
41
|
69
|
65
|
100
|
|
|
1000
|
24
|
43
|
68
|
100
|
|
|
1100
|
11
|
26
|
68
|
100
|
|
|
1200
|
11
|
24
|
70
|
100
|
|
Механические свойства в зависимости
от температуры отпуска
|
t отпуска, °C
|
0,2, МПа
|
B, МПа
|
5, %
|
, %
|
НВ
|
KCU, Дж/м2
|
|
Закалка 850º С, вода
|
|
200
|
1560
|
1760
|
8
|
35
|
552
|
29
|
|
300
|
1390
|
1610
|
8
|
35
|
498
|
20
|
|
400
|
1180
|
9
|
40
|
417
|
49
|
|
500
|
910
|
1150
|
11
|
40
|
326
|
69
|
|
600
|
720
|
860
|
14
|
60
|
265
|
147
|
Технологические свойства
|
Температура ковки: Начало 1250, конца 800. Сечения до 350 мм
охлаждение на воздухе.
|
|
Свариваемость: Трудносвариваемая. Способы сварки: РДС, ЭШС.
Необходимы подогрев и последующая термообработка. КТС - необходима
последующая термообработка.
|
|
Обрабатываемость резанием: В горячекатаном состоянии при НВ
163-168; B=610МПа;Кu
б. ст.=0,95
|
|
Склонность к отпускной способности: склонна
|
|
Флокеночувствительность: чувствительна
|
Температура критических точек
|
Критическая точка
|
ºС
|
|
Ас 1
|
743
|
|
Ас 3
|
815
|
|
Аr 3
|
730
|
|
Аr 1
|
693
|
|
Mn
|
325
|
Ударная вязкость Стали 40Х. Ударная
вязкость, KCU, Дж/см2
|
Состояние поставки, термообработка
|
+20
|
-25
|
-40
|
-70
|
|
Закалка 850 ºС, масло.
Отпуск 650 ºС.
|
160
|
148
|
107
|
85
|
|
Закалка 850 ºС, масло.
Отпуск 580 ºС.
|
91
|
82
|
-
|
54
|
Предел выносливости
|
-1, МПа
|
τ-1, МПа
|
n
|
В, МПа
|
0,2, МПа
|
Термообработка, состояние стали
|
|
363
|
|
1Е+6
|
690
|
|
|
|
470
|
|
1Е+6
|
940
|
|
|
|
509
|
|
|
960
|
870
|
|
|
333
|
5Е+6
|
690
|
|
|
|
372
|
|
|
|
|
Закалка 860 ºС, масло,
отпуск 550 ºС
|
Построение эскизного
технологического маршрута муфты.
|
№ операции
|
Содержание операции
|
Операционный эскиз
|
Оборудование, оснастка, инструмент
|
Заготовка-прокат 
005 Токарная 1.
Подрезать торец выдерживая размер 1. 2. Точить наружную поверхность
выдерживая размеры 2 и 3, предварительно. 3. Точить наружную поверхность
выдерживая размеры 4 и 5, окончательно. 4. Точить наружную поверхность
выдерживая размеры 6 и 7, предварительно. 5. Точить наружную поверхность
выдерживая размеры 8 и 9, окончательно. 6. Точить наружную поверхность
выдерживая размеры 11 и 12, предварительно. 7. Точить наружную поверхность
выдерживая размеры 13 и 14, окончательно. 8. Снять фаску выдерживая размер
14. 9. Снять фаску выдерживая размер 15. 10. Нарезать резьбу выдерживая
размер 16 и 17. 11. Отрезать деталь выдерживая размер 18. 
 Токарный станок
Токарный станок
-х кулачковый патрон
Подрезной резец, Т5К10
Проходной резец, Т5К10
Отрезной резец, Т5К10
010 Токарная 1.
Подрезать торец выдерживая размер 1, предварительно. 2. Подрезать торец
выдерживая размер 2, окончательно. 3. Центровать отверстие выдерживая
размеры 4 и 3. 4. Сверлить отверстие выдерживая размеры 5 и 6. 5.
Нарезать резьбу выдерживая размеры 7 и 8. 
 Токарный станок
Токарный станок
-х кулачковый патрон
Подрезной резец, Т5К10
015 Сверлильная 1.
Сверлить отверстие выдерживая размеры 1. 2. Зенкеровать отверстие выдерживая
размер 2. 3. Развернуть отверстие выдерживая размер 3. 4. Снять фаску
выдерживая размер 4. 5. Перевернуть деталь 6. Снять фаску выдерживая размер
5. 
 Вертикально-сверлильный
станок
Вертикально-сверлильный
станок
Кондуктор
Сверло Р6М5
|
Базировании в призме
|
|
|
|
020 Промывка
|
Промыть, обдуть сжатым воздухом
|
|
Моечная машина, компрессор
|
|
025 Приемочный контроль
|
Проверить размеры и шероховатость
|
|
Стол ОТК
|
8 Расчет времени необходимого на
сборку одной единицы изделия
Таблица 1 - Расчет времени
необходимого на сборку одного приспособления СБ1
|
Наименование операции
|
Дополнительные данные
|
Операционное время
|
|
Установить планшайбу в приспособление
|
D=210 мм;
М=2 кг
|
Т=0,040
|
|
Установить узел СБ2
|
D=150 мм; М=2 кг
|
Т=0,036
|
|
Запрессовать штифт
|
L=30 мм;
D=8 мм
|
Т=0,115
|
|
Наживить винт
|
D=12
мм
|
Т=0,064 ×4=0,256
|
|
Завернуть винт
|
L=45
мм; D=12
мм; S=1,5
|
Т=0,072 ×4=0,288
|
|
Установить толкатель
|
L=80 мм;
М=0,25 кг
|
|
Установить тягу
|
L=120 мм;
М=0,5 кг
|
Т=0,038
|
|
Наживить муфту
|
D=20 мм
|
Т=0,067
|
|
Завернуть муфту
|
L=20
мм; D=40
мм; S=1,5
|
Т=0,032
|
|
Запрессовать штифт
|
L=40 мм; D=6
мм
|
Т=0,125
|
|
Наживить винт
|
D=10 мм
|
Т=0,059
|
|
Завернуть винт
|
L=30
мм; D=10
мм; S=1,25
|
Т=0,190
|
|
Наживить винт
|
D=16
мм
|
Т=0,064×4=0,256
|
|
Снять приспособление, положить в тару
|
D=210 мм;
М=4 кг
|
Т=0,035
|
|
Итого
|
|
Т=1,567
|
Время необходимое на сборку одного
изделия СБ1 рассчитывается по формуле:
где  -
операционное время;
-
операционное время;
 -
подготовительно-заключительное время;
-
подготовительно-заключительное время;
 - время на
обслуживание;
- время на
обслуживание;
 - время на отдых;
- время на отдых;
 - коэффициент равный
единице.
- коэффициент равный
единице.
Таблица 2 - Расчет
времени необходимого на сборку приспособления СБ2
|
Наименование операции
|
Дополнительные данные
|
Операционное время
|
|
Установить корпус в приспособление
|
D=130 мм; М=1 кг
|
Т=0,027
|
|
Установить цангу
|
L=40 мм; М=0,25 кг
|
Т=0,028
|
|
Запрессовать штифт
|
L=15
мм; D=5
мм
|
Т=0,075
|
|
Установить узел
|
D=130 мм; М=0,25 кг
|
Т=0,024
|
|
Снять узел, положить в тару
|
D=130 мм; М=1,300 кг
|
Т=0,028
|
|
Итого
|
|
Т=0,182
|
Время необходимое на сборку одного
изделия СБ2 рассчитывается по формуле:
где -
операционное время;
-
подготовительно-заключительное время;
- время на
обслуживание;
- время на отдых;
- коэффициент равный
единице.
Таблица 3 - Расчет времени
необходимого на сборку приспособления СБ3
|
Наименование операцииДополнительные данныеОперационное время
|
|
|
|
Установить упор в приспособление
|
D=130 мм; М=0,5
кг
|
Т=0,025
|
|
Установить кольцо
|
L=10 мм; D=90 мм
|
|
Снять узел, положить в тару
|
D=130 мм; М=0,5
кг
|
Т=0,025
|
|
Итого
|
|
Т=0,122
|
Время необходимое на сборку одного
изделия СБ3 рассчитывается по формуле:
где -
операционное время;
-
подготовительно-заключительное время;
- время на
обслуживание;
- время на отдых;
- коэффициент равный
единице.