Разработка привода главного движения станка
ВВЕДЕНИЕ
Анализ требований рынка технологии обработки
деталей типа тел вращения послужил основанием для создания технического задания
на разработку модельного ряда вертикальных токарно-фрезерных станков серии «Д».
Анализ выявил спрос в диапазоне диаметров обработки от 1200 до 4000 мм.
В рамках серии «Д», на основании технического
задания, предусмотрена широкая номенклатура станков от простых
токарно-карусельных с цифровой индикацией и ограниченным набором функций до
многоцелевых станков с 5 управляющими координатами и развитым набором
периферийных систем
Ожидаемая экономическая эффективность станков
модельного ряда «Д» основана на следующих преимуществах:
увеличение надёжности станков (в том числе и за
счёт сокращения кинематических цепей);
расширенный набор функций и диапазон
характеристик по каждой функции;
возможность заказа только необходимых функций
станка или их характеристик.
Расширенный набор функций и диапазон
характеристик по каждой функции позволит реализовать режимы, недостижимые на
станках более старых моделей. Например, для обработки алюминиевых сплавов
возможно увеличение скорости резания с 60 до 500 м/мин. Снижение затрат на
эксплуатацию за счёт оптимального подбора функций станка должно составить до
10%. За счёт увеличения надёжности сокращается время на обслуживание и ремонт.
Увеличение времени эффективной работы по сравнению с более старыми моделями
должны обеспечить снижение затрат до 35%.
Таким образом, разработка токарно-карусельных
станков серии «Д» придерживается цели создания продукции, способной
конкурировать с продукцией ведущих производителей мирового рынка. А также цели
замены основного продукта существующей продуктовой палитры предприятий на более
эффективный продукт.
Основной задачей, решаемой в данном дипломном
проекте является разработка привода главного движения станка 1Д516МФ4, в
соответствии с требованиями реально существующего технического задания,
последующими техническими расчетами принятых конструктивных решений. В данном
дипломном проекте осуществляется моделирование привода главного движения, выбор
системы управления и датчиков. Также произведена разработка системы управления
перемещения поперечины.
1. РАЗРАБОТКА ТЕХНИЧЕСКОГО ЗАДАНИЯ
Основой данного дипломного проекта является
существующее техническое задание на разработку и постановку на производство
модельного ряда вертикальных токарно-фрезерных станков с диметром обработки
1250 - 4000 мм.
Техническое задание предусматривает большой
выбор размеров рабочих зон:
диаметр 1250 - 4000 мм;
высота 800-3200 мм.
Предусмотрен следующий набор механической
обработки
токарная;
фрезерная;
сверлильная;
расточная;
накатка;
насечка;
дробление;
шлифование;
строгание.
Приведем основные пункты технического задания,
необходимые нам в дальнейших расчетах в таблице 1.1
Таблица 1.1 - Технические параметры
|
Наименование
параметра
|
Данные
по моделям
|
|
Д12
|
Д16
|
Д20
|
Д25
|
Д32
|
Д40
|
|
Наибольший
диаметр обрабатываемой заготовки, мм
|
1250
|
1600
|
2000
|
2500
|
3150
|
4000
|
|
Наибольшая
высота обрабатываемой заготовки, мм
|
800;
1250; 2000
|
1250;
2000; 3200
|
2000;
3200
|
|
Наибольшая
масса заготовки, тн:
|
|
|
лёгкие
сплавы
|
3,2
|
4,5
|
6,3
|
9
|
12,5
|
18
|
|
общемашиностроительные
материалы
|
4,5;
8
|
6,3;
10
|
9;
14
|
12,5;
20
|
18;
28
|
22;
40
|
|
тяжёлые
условия обработки
|
9
|
12,5
|
18
|
25
|
36
|
50
|
|
Диаметр
планшайбы, мм:
|
|
|
лёгкие
сплавы
|
900
|
1120
|
1400
|
1800
|
2240
|
2800
|
|
остальные
материалы
|
1120
|
1400
|
1800
|
2240
|
2800
|
3550
|
|
Наименование
параметра
|
Данные
по моделям
|
|
|
Д12
|
Д16
|
Д20
|
Д25
|
Д32
|
Д40
|
|
|
Пределы
частоты вращения планшайбы, об/мин:
|
|
|
|
Токарная
обработка:
|
|
|
|
тяжёлые
условия обработки
|
1,25…
200
|
1…160
|
0,8…
125
|
0,63…100
|
0,5…80
|
0,4…63
|
|
|
общемашиностроительные
материалы
|
10…
400
|
8…315
|
6,3…
250
|
5…200
|
4…160
|
3,15…
125
|
|
|
лёгкие
сплавы
|
10…
900
|
8…710
|
6,3…
560
|
5…450
|
4…360
|
3,15…
280
|
|
|
Круговое
фрезерование и позиционирование
|
0,0008
…8
|
0,00063
…6,3
|
0,0005
…5
|
0,0004
…4
|
0,00032
…3,2
|
0,00025
…2,5
|
|
|
Наибольшая
величина перемещения поперечины, мм
|
0;
800
|
0;
800; 1600
|
800;
1600
|
|
|
Наибольшая
величина перемещения вертикального суппорта, мм:
|
|
|
|
каретка
по оси X
|
±1350
|
±1500
|
±1700
|
±1950
|
±2300
|
±2700
|
|
|
ползун
по оси Z
|
630;
1000; 1600
|
1000;
1600
|
|
|
Наибольшая
величина перемещения бокового суппорта, мм:
|
|
|
|
каретка
по оси W
|
800;
1250; 2000
|
1250;
2000; 3200
|
2000;
3200
|
|
|
ползун
по оси V
|
630
|
630;
1000
|
|
|
Пределы
угла поворота суппорта, градусов:
|
|
|
|
вертикального
по оси B
|
+45…-30
|
|
|
бокового
по оси B1
|
+30…-45
|
|
|
Сечение
державок закрепляемых резцов, мм
|
25х25;
32х32; 40х40; 50х50
|
|
|
Ёмкость
магазинов инструмента, позиций (не менее):
|
|
|
|
токарного
|
12
|
|
|
сверлильно-фрезерно-расточного
|
24
|
|
|
Наименование
параметра
|
Данные
по моделям
|
|
|
Д12
|
Д16
|
Д20
|
Д25
|
Д32
|
Д40
|
|
|
Время
смены инструмента, секунд (от положения инструмента на половине вылета
ползуна и половине диаметра обработки до возврата в это же положение) (не
более):
|
|
|
|
токарного
|
25
|
|
|
сверлильно-фрезерно-расточного
|
10
|
|
|
Мощность
главного привода, кВт
|
40
- 110
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Полная версия технического задания на разработку
и постановку на производство модельного ряда вертикальных токарно-фрезерных
станков серии Д, приведена в Приложении А.
2. РАЗРАБОТКА ОБЩЕЙ КОМПОНОВКИ
ИЗДЕЛИЯ
.1 Обоснование принятого решения
Принятие конструкционных решений в области общей
компоновки вертикальных токарно-фрезерных станков, опирается на многолетний
опыт проектирования станков данной группы. Расположения составных частей
токарно-карусельных станков является классической, отработанной схемой.
Отличительной особенностью конструкции данных станков является выполнение
большинства сборочных единиц в виде самостоятельных изделий, что облегчает
сборку не только в процессе изготовления, но и при ремонте. Отличительной
особенностью компоновки станков серии «Д» является симметричная конструкция
стойки, а также компактность расположения привода главного движения. На рисунке
5.1 представлены основные сборочные единицы станка.
Рисунок 2.1 - Схема расположения составных
частей станка
Перечень сборочных единиц с учетом рисунка 2.1
представлен в таблице 2.1
Таблице 2.1 - Перечень сборочных единиц
|
Позиция
на рисунке
|
Наименование
|
Масса,
кг (ориентировочно)
|
|
1
|
Привод
круговых подач
|
200
|
|
2
|
Гидростанция
|
220
|
|
3,
13, 14
|
Основание
с планшайбой и шпиндель с блоком (стол)
|
6100
|
|
4
|
Двигатель
привода главного движения
|
255
|
|
5
|
Стойка
|
9000
|
|
6
|
Механизм
перемещения поперечины
|
580
|
|
7
|
Станция
охлаждения
|
450
|
|
8
|
Редуктор
вертикальных подач с двигателем
|
250
|
|
9
|
Суппорт
|
2250
|
|
10
|
Поперечина
|
2500
|
|
11
|
Магазин
инструментальный
|
350
|
|
12
|
Редуктор
горизонтальных подач с двигателем
|
250
|
|
15
|
Пульт
управления стационарный
|
80
|
2.2 Описание конструкции и
служебного назначения изделия
Ниже представлено кроткое описание конструкции и
служебного назначения составных частей станка.
Стойка предназначена для перемещения по ней
поперечины и суппорта, установлена на горизонтальную плоскость основания
станка, имеющую привалочную поверхность с отверстиями для ее крепления.
Стойка стоит из корпуса, правой и левой
накладок. Накладки выполнены из легированного чугуна и имеют направляющие
поверхности высокой твердости. В пазах накладок установлены специальные планки
с закаленными выступами, предназначенными для фиксации на них поперечин после
ее перемещения. Сверху стойки крепится механизм подъема машины.
Редуктор привода главного движения предназначен
для передачи вращения от электродвигателя к планшайбе и имеет три ступени
механических передач.
Редуктор приводится в движение электродвигателем
постоянного тока. Регулирование частоты вращения планшайбы в пределах одной
ступени редуктора осуществляется бесступенчато электрическим путем.
Переключение со ступени на ступень осуществляется гидравлически и происходит
при минимально допустимых оборотах двигателя, устанавливаемых автоматически.
Контроль требуемой ступени - электрический. Разгон и торможение планшайбы
осуществляется также двигателем.
Стол состоит из основания, шпиндельного блока,
планшайбы и привода планшайбы. Привод планшайбы осуществляется от
двухступенчатого редуктора через зубчатое колесо с наклонным зубом.
Конструкция шпиндельного блока позволяет
производить регулирование радиального и осевого зазоров и создавать
предварительный натяг в подшипниках вне станка для обеспечения необходимой
точности, плавности вращения планшайбы и повышения виброустойчивости станка.
На верхней плоскости планшайбы имеются
Т-образные пазы, служащие для крепления зажимных кулачков или специальных
приспособлений для крепления обрабатываемых заготовок.
Для точной установки приспособлений по центру
планшайбы в ней имеется центрирующее отверстие. Заглушка предохраняет
внутреннюю полость стола от попадания стружки, пыли и охлаждающей жидкости.
Станок комплектуется четырьмя кулачками для крепления обрабатываемых заготовок.
Каждый кулачок имеет независимое перемещение.
Для предотвращения отбрасывания незакрепленных
кулачков с планшайбы при случайном включении ее вращения, а также для надежного
крепления кулачков, воспринимающих усилие резания, в корпус кулачка вставляется
планка с шипом, входящим в паз планшайбы.
Поперечина перемещается по направляющим стойки и
предназначена для обеспечения горизонтального перемещения суппорта и восприятия
усилия резания. Корпус поперечины представляет собой отливку коробчатой формы,
усиленную внутренними ребрами жесткости. Поперечина снабжена призматическими
направляющими, по которым перемещается суппорт.
На торцах поперечины смонтированы
гидроцилиндры-фиксаторы, предназначенные для фиксации поперечины в заданном
положении, а также встроены эксцентриково-рычажные гидромеханические устройства
для зажима поперечины. Распределительная гидроаппаратура для управления
механизмами зажима и фиксации поперечины расположена на панели и крепится с
обратной стороны поперечины справа.
Контроль зажима и фиксации поперечины
электрический. К левому торцу поперечины прикреплен привод подачи суппорта по
горизонтали. К правому торцу поперечины прикреплен кронштейн с магазином
инструментов.
Механизм перемещения поперечины размещен на
верхней плоскости стойки и состоит из двух электродвигателей и переменного тока
и трех червячных редукторов, связанных с электродвигателями посредством валов и
муфт. Электродвигатель и червячные редукторы предназначены для установочных
перемещений поперечины, а электродвигатель и червячный редуктор - для медленных
перемещений поперечины при установке и снятии ее с упоров заданной позиции.
Поперечина перемещается по направлениям стойки при помощи двух винтовых
передач. Ходовые винты связаны с гильзами червячных редукторов, обеспечивающими
возможность некоторого осевого перемещения.
В гильзах червячных редукторов встроены пакеты
тарельчатых пружин, которые сжимаются от осевого перемещения ходовых винтов при
установке поперечины на упоры заданной позиции. При этом происходит
дополнительный прижим поперечины к упорам и отключение привода перемещения
поперечины. Зубчатая муфта, состоящая из полумуфт и соединяющая вал
электродвигателя с червячным редуктором, служит для предварительной установки
поперечины параллельно рабочей поверхности планшайбы при ее перемещении.
Поворотом полумуфты на один зуб одна сторона поперечины перемещается на 0,004
мм.
Суппорт верхний предназначен для перемещения
режущего инструмента и состоит из салазок, накладки салазок, ползуна и
механизма зажима инструмента. С задней стороны салазки имеют плоские направляющие
для перемещения по направляющим поперечины. Роликовые опоры удерживают салазки
на направляющих поперечины. При помощи клиньев осуществляется регулирование
зазоров между направляющими поперечины и салазок.
Горизонтальное перемещение суппорта по направляющим
поперечины осуществляется посредством передачи «винт-гайка качения». Ходовой
винт получает вращение от выходного вала редуктора горизонтальных передач.
Ползун перемещается по направлениям салазок и накладке посредством передачи
«винт-гайка качения», приводимой во вращение редуктором вертикальных подач.
Ползун прижимается к салазкам и накладке салазок клиньями. Для зажима резцового
блока с режущим инструментом в ползуне смонтирован механизм зажима инструмента.
При включении электродвигателя через редуктор с
зубчатыми колесами и вал вращение передается зубчатой полумуфте с трапециальной
резьбой. Шток-винт, перемещаясь вверх, прижимает к накладке резцовый блок с
режущим инструментом. При достижении определенного усилия зажима реле
максимального тока отключает электродвигатель зажима инструмента. Отжим
происходит при вращении вала электродвигателя в обратном направлении. Для
облегчения пуска механизма при разжиме между зубчатыми колесами встроена
разгонная муфта. В накладке находится пакет микропереключателей для контроля
номера резцового блока и микропереключатель для контроля его режима. На верхней
части суппорта установлен редуктор привода вертикальных подач ползуна. Для
ограничения перемещений ползуна на нем установлены планки с упорами, на
салазках - блок микропереключателей. Сверху на суппорте расположен кожух,
закрывающий все механизмы и направляющие элементы суппорта от попадания грязи и
пыли. Снизу к салазкам прикреплена рама с уплотнением и желобом для удаления
масла, Стекающего по ползуну.
Редуктор привода горизонтальных подач суппорта
предназначен для осуществления перемещения верхнего суппорта в горизонтальном
направлении. Крепится редуктор к левому торцу поперечины так, чтобы ось
вал-гильзы остро совпадала с осью ходового винта шариковой винтовой пары
горизонтального перемещения суппорта. Кинематика редуктора включает в себя
входной вал электродвигателя.
Посредством компенсационной муфты, два
промежуточных вала и входной вал-гильзу. На валах находятся прямозубые
цилиндрические зубчатые колеса, образующие две самостоятельно одинаковые
кинематические цепи, за счет взаимного разворота которых выбирается зазор в
зацеплениях. Регулирование подач бесступенчатое. Редуктор рассчитан на
применение высокомоментных электродвигателей с встроенным тормозом и тахогенеретором.
Редуктор привода вертикальных подач ползуна
предназначен для осуществления перемещения ползуна суппорта. Крепится к верхней
части суппорта так, чтоб ось вал-гильзы строго совпадала с осью ходового винта
шариковой винтовой пары вертикального перемещения суппорта. На ползуне жестко
закреплена гайка шариковой винтовой пары и, следовательно, вращательное
движение винта приводит к поступательному перемещению ползуна. Редуктор привода
вертикальных подач ползуна принципиальных отличий от редуктора горизонтальных
подач суппорта не имеет.
Управление станком - дистанционное и
сосредоточено на стационарном пульте управления. Пульт управления предназначен
для управления станком и расположен вблизи рабочей зоны в месте наиболее
безопасном и удобном для управления. Пульт управления установлен на специальной
стойке, закрепленной к фундаменту, и находится на высоте удобной для работы.
Для облегчения работы пульт имеет возможность поворота вокруг оси стойки на
определенный угол. Для удобства обслуживания станка имеется переносной пульт
управления
Гидроузел предназначен для сбора, охлаждения и
очистки масла и подачи его к гидравлическим органам станка. Гидроузел состоит
из бака и установленных на нем насоса с электродвигателем, системы фильтров и
контрольно-предохранительной аппаратуры. Кроме того, в него встроена аппаратура
для реализации управления приводом главного движения и для подачи смазки. Вся
аппаратура закрыта кожухом для предохранения ее от попадания стружки и пыли.
Гидробдак установлен в специальном углублении фундамента отдельно от станка и
связан со станком системой маслоприводов.
Магазин инструментов предназначен для
автоматической смены резцовых блоков в ползуне суппорта. Барабан магазина имеет
10 гнезд для резцовых блоков. Для осуществления выбора необходимого инструмента
блоки закодировали - каждый блок снабжен кодирующими упорами. Кодирование
осуществляется в двоичном коде. Кодирующих дороже - 4, что позволяет
закодировать до 15 инструментов. Поиск требуемого инструмента осуществляется
блоком микропереключателей. Вращение инструментального барабана осуществляется
от гидродвигателя через зубчатую передачу; фиксация - при помощи
гидрофиксатора. В цилиндр встроен золотник, позволяющий замедлить скорость
вращения барабана непосредственно перед фиксацией.
Гнездо для смены инструмента предохраняется от
попадания стружки и пыли щитком. При смене инструмента щиток открывается при
помощи реечной передачи и гидроцилиндра. Все механизмы магазина закрыты
кожухом. Имеется дверца для ручной замены инструментальных блоков. Для
безопасности работы предусмотрена блокировка, исключающая возможность
автоматической работы магазина при открытой двери ограждения станка.
2.3 Система смазки
Схема расположения точек заливки масла показана
на рисунке 2.2.

Рисунок 2.2 - Схема смазки
Расшифровка позиций, подача, периодичность и
материалы смазки станка приведены в таблице 2.2
Таблица 2.2 - Позиции смазки
|
№
|
Наименование
точки смазки
|
Кол.
|
Подача
|
Периодич-ность
|
Смазочный
материал
|
|
1
|
Стол
|
11
|
10л/мин
|
непрерывно
|
Индустриальное
30A ГОСТ 20799-75
|
|
2
|
Редуктор
привода главного движения
|
15
|
5
л/мин
|
непрерывно
|
Индустриальное
30A ГОСТ 20799-75
|
|
3
|
Редуктор
горизонтальных подач
|
4
|
1,5
л/мин
|
непрерывно
|
Индустриальное
30A ГОСТ 20799-75
|
|
4
|
Редуктор
вертикальных подач
|
4
|
1,5
л/мин
|
непрерывно
|
Индустриальное
30A ГОСТ 20799-75
|
|
5
|
Направляющие
суппорта
|
10
|
0,1
мл/имп
|
импульсно
|
Индустриальное
30A ГОСТ 20799-75
|
|
6
|
Гайка
ходового винта горизонтальных подач
|
1
|
0,1
мл/имп
|
импульсно
|
Индустриальное
30A ГОСТ 20799-75
|
|
7
|
Направляющие
ползуна
|
16
|
0,1
мл/имп
|
импульсно
|
Индустриальное
30A ГОСТ 20799-75
|
|
8
|
Ходовой
винт вертикальных подач
|
1
|
0,1
мл/имп
|
импульсно
|
Индустриальное
30A ГОСТ 20799-75
|
|
9
|
Правая
направляющая стойка
|
4
|
0,5
мл/имп
|
импульсно
|
Индустриальное
30A ГОСТ 20799-75
|
|
10
|
Левая
направляющая стойка
|
4
|
0,5
мл/имп
|
импульсно
|
Индустриальное
30A ГОСТ 20799-75
|
|
11
|
Прижимные
планки поперечины
|
4
|
0,5
мл/имп
|
импульсно
|
Индустриальное
30A ГОСТ 20799-75
|
|
12
|
Гайка
винтов подъема поперечины
|
2
|
0,5
мл/имп
|
импульсно
|
Индустриальное
30A ГОСТ 20799-75
|
|
13
|
Редуктор
перемещения поперечины
|
3
|
11
л
|
Тех.обсл.
|
Индустриальное
50 ГОСТ 20799-75
|
|
14
|
Редуктор
зажима резцедержателя
|
1
|
2
кг
|
ЦИАТИМ-20
ГОСТ 6267-74
|
|
15
|
Механизм
зажима резцедержателя
|
1
|
0,7
кг
|
Тех.обсл.
|
ЦИАТИМ-20
ГОСТ 6267-74
|
|
16
|
Ось
механизма щитка магазина
|
1
|
2
г
|
Тех.обсл.
|
ЦИАТИМ-20
ГОСТ 6267-74
|
|
17
|
Опора
ходового шита горизонтальных подач
|
1
|
0,1
кг
|
Тех.обсл.
|
ЦИАТИМ-20
ГОСТ 6267-74
|
|
18
|
Механизмы
зажима поперечины
|
2
|
4
кг
|
Тех.обсл.
|
ЦИАТИМ-20
ГОСТ 6267-74
|
Заливку масла в гидробак централизованной
системы станка надо производится через заливное отверстие с фильтрующей сеткой.
Класс чистоты заливаемого масла не ниже 5 по ГОСТ I72I6-7I или класс I по
стандарту EIA 1638, Замену отработанного масла производиться не реже 1 раза в
12 месяцев.
Заливку масла в баки смазочных систем суппорта и
поперечины производить через заливной фильтр. Масло должно иметь класс чистоту
14 по ГОСТ I72I6-7I.
В гидробаки централизованной гидросистемы
смазочных систем заливается масло одной марки, т.к. из смазочных систем масло
стекает в главный гидробак.
Поданное насосом смазочное масло поступает не
прямо к местам смазки траверсы. Оно подается в смазочно-дозирующие
распределители и здесь действует на так называемые распределительные поршни.
Эти распределительные поршни сконструированы таким образом, что каждое место
смазки получает совершенно определенное количество масла. Работа системы
распределения масла описывается ниже и представлена на рисунке 2.3
Рисунок 2.3- Система распределения масла
Включается двигатель насоса. Насос подает масло
к распределителям. На рисунке 2.3 а показан поршневой распределитель в базовом
положении.
При возрастании давления оба поршня в
распределителях сдвигаются вперед. Количество масла, находящееся в
распределителях перед поршнями, подается к отдельным местам смазки. рисунок 2.3
b
При достижении определенного давления
выключается привод насоса. Давление в системе падает, и поршни под действием
усилия пружины перемещаются обратно в исходное положение. При этом масло снова
течет в полость перед поршнями, так что при следующем импульсе смазки оно
подается к местам смазки. рисунок 2.3 с
2.4 Особенности наладки
В Течении первых 700 часов работы станка
необходимо соблюдать следующий приработочный режим:
масса обрабатываемой заготовки не должна
превышать 60 % массы, допускаемой при нормальной работе;
наибольшее усилие резания на суппорте не должно
превышать 15 кН;
работать с минимально возможными вылетами
ползуна;
не работать на высоких частотах вращения планшайбы.
График зависимости массы обрабатываемой
заготовки от частоты вращения планшайбы представлен на рисунке 2.4.
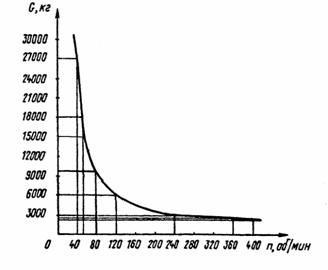
Рисунок 2.4 - Зависимости массы обрабатываемой
заготовки от частоты вращения планшайбы
График зависимости допускаемых усилий резания Pz
от вылета ползуна L и от размеров обрабатываемой заготовки H/D3 представлен на
рисунке 2.5.
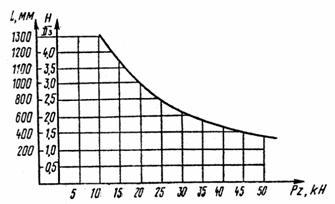 - высота обработки;
D3 - диаметр закрепления;L - вылет ползуна.
- высота обработки;
D3 - диаметр закрепления;L - вылет ползуна.
Рисунок 2.5- Зависимости допускаемых усилий
резания Pz от вылета ползуна L и от размеров обрабатываемой заготовки H/D3
По окончании приработочного периода станок
необходимо подвергнуть перепроверке по нормам точности и при необходимости
произвести дополнительную выверку и регулирование составных частей и
механизмов.
3. РАЗРАБОТКА ПРИВОДА ГЛАВНОГО
ДВИЖЕНИЯ
.1 Анализ технического задания
Техническим заданием поставлена цель обеспечения
бесступенчатого изменения частот вращения планшайбы в достаточно широком
диапазоне. Одним из наиболее правильных способов реализации данного условия, с
точки зрения опыта проектирования приводов, является применение комбинированной
системы привода.
В качестве устройств позволяющих изменить
количество устройств на исполнительном звене используется двигатели постоянного
тока.
Двигатель постоянного тока имеют большие
диапазоны регулирования, однако величина крутящего момента на роторе двигателя
зависит от частоты его ращения, что значительно сокращает диапазон
регулирования. Наибольший крутящий момент у двигателей постоянного тока при
номинальной частоте вращения. В практике, соединения ДПТ напрямую с
исполнительным звеном обычно не применяется. Таким образом для обеспечения
бесступенчатого изменения частот вращения исполнительного звена в широком
диапазоне, используются комбинированные системы приводов состоящие из ДПТ и
простой по конструкции двух, трех - ступенчатой коробки скоростей.
Отобразим в таблице 3.1 пункты технического
задания, содержащие пределы частот вращения планшайбы для различных режимов резания
Таблица 3.1 - Пределы частоты вращения планшайбы
|
Токарная
обработка
|
Пределы
частоты вращения планшайбы, об/мин
|
|
тяжёлые
условия обработки
|
1…160
|
|
общемашиностроительные
материалы
|
8…315
|
|
лёгкие
сплавы
|
8…710
|
Таким образом, пределы частот вращения планшайбы,
установленные данным техническим заданием, является диапазон от 1 об/мин до 710
об/мин.
Отобразим в таблице 3.2 параметры двигателя.
Таблица 3.2 - Параметры двигателя постоянного
тока
|
Производитель
|
Фирма
SIEMENS
|
|
Наименование
|
1РН7224-2-ND05AAO
|
|
Мощность,
кВт
|
71
|
|
Номинальная
частота вращения, об/мин
|
1000
|
|
Максимальная
частота вращения, об/мин
|
4500
|
3.2 Кинематический расчет
комбинированного бесступенчатого привода
Осуществим расчет комбинированного
бесступенчатого привода в котором используется двигатель постоянного тока со
следующими характеристиками:
максимальная частота вращения двигателя-
nmax=4500 об/мин;
минимальная частота вращения двигателя- nmin=25
об/мин.
В соответствии с техническим заданием на
планшайбе необходимо получить следующие характеристики:
максимальная частота вращения планшайбы - nпл
max=710 об/мин;
минимальная частота вращения планшайбы- nпл
min=1 об/мин.
Определим диапазон регулирования привода Rп по
следующей формуле
п = nпл max/nпл min(3.1)
по формуле (3.1) и с учетом данных технического
задания, имеем
Rп = 710/1=710.
Определим диапазон регулирования электропривода
Rм по следующей формуле
м = nmax/nmin,(3.2)
где nmax -максимальная частота вращения
двигателя, об/мин;- минимальная частота вращения двигателя, об/мин.
по формуле (3.2) имеемм = 4500/25=180.
Определим диапазон регулирования ступенчатой
части привода Rк по следующей формуле
к=Rп/Rм,(3.3)
по формуле (3.3) с учетом данных, имеемк =
710/180=3,94.
Рассчитаем число ступеней частот вращения
коробки z, по формуле (3.4)
 ,(3.4)
,(3.4)
по формуле (3.4) и с учетом предыдущих расчетов,
имеем=lg710/lg180=1.26.
Округляем z до целого большего числа, тем самым
обеспечивая перекрытие на диапазоне регулирования. Принимаем z=2.
Определим значение знаменателя ступенчатой части
привода по следующей формуле
 ,(3.5)
,(3.5)
с учетом предыдущих расчетов, а также формулы
(3.5) получим
 .
.
Построим схему данного комбинированного
бесступенчатого привода.
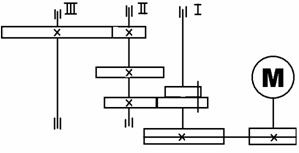
Рисунок 3.1-Структурная схема привода
Отобразим принципиальную структурную сетку
данного привода
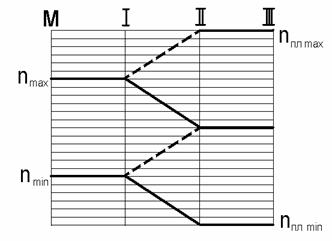
Рисунок 3.2 - Структурная сетка привода
Определим положение исходных точек на графике
частот вращения. Положение максимальной частоты вращения планшайбы nпл.max по
следующей зависимости
пл max= nпл min*φa1
,(3.6)
по формуле (3.6) имеем
 =7.5.
=7.5.
Определим положение минимальной частоты вращения
двигателя nmin по следующей зависимости
= nпл min*φa2,(3.7)
по формуле (3,7) имеем
 =4.64.
=4.64.
Определим положение максимальной частоты
вращения двигателя nmax по следующей зависимости
= nпл min*φa3,(3.8)
по формуле (8) имеем
 =12,13.
=12,13.
Вычислим минимальное общее передаточное
отношение iminобщ кинетической цепи, связывающей минимальную частоту вращения
двигателя nmin с минимальной частотой вращения планшайбы nплмин. По следующей
формуле
 ,(3.9)
,(3.9)
по формуле (3.9) имеем
 ,
,
Выразим iminобщ через знаменатель ряда
геометрической прогрессии
 ,(3.10)
,(3.10)
таким образом по формуле (3.10) получаем
 =4,63.
=4,63.
Вычислим максимальное общее передаточное
отношение imaxобщ кинетической цепи, связывающей максимальную частоту вращения
двигателя nmax с максимальной частотой вращения планшайбы nплмax по следующей
формуле
 ,(3.11)
,(3.11)
по формуле (3.11) имеем
 ,
,
выразим imaxобщ через знаменатель ряда
геометрической прогрессии
 ,(3.12)
,(3.12)
таким образом по формуле (3.12) получаем
 =2.63.
=2.63.
Распределим минимальное общее передаточное
отношение по группам передач принимая во внимание структурную схему привода
imin общ
= iрп
* imin1-2 * i2-3,(3.13)
где iрп - передаточное отношение ременной
передачи;-2 - минимальное передаточное отношение в группе между 1 и 2 валом;-3
-передаточное отношение между 2 и 3 валом.
Так как по формуле 3.10
 ,
,
распределяем между группами
 .
.
Распределим максимальное общее передаточное
отношение по группам передач принимая во внимание структурную схему привода
ах общ = iрп * imах1-2 * i2-3,(3.14)
где imах1-2 - максимальное передаточное
отношение в группе между 1 и 2 валом.
Так как по формуле 3.12
 ,
,
распределяем между группами
 .
.
С учетом полученных выше данных построим график
частот вращения
Рисунок 3.3 - График частот вращения
3.3 Выбор типа редуктора ступенчатой
части привода
Как видно из рисунка 5.3 ступенчатая часть
привода в группе между 1 и 2 валом обеспечивает значительное понижение частоты
вращения, что может значительно усложнить конструкцию редуктора и негативно
сказаться на его виброустойчивости. Так как в разрабатываемом приводе
необходимо применение двухступенчатого редуктора, то с точки зрения
компактности и виброустойчивости конструкции необходимо применение планетарного
редуктора.
Планетарные редукторы применяются в самых
различных отраслях машиностроения. Это объясняется тем, что масса и габаритные
размеры планетарных редукторов значительно меньше массы и габаритных размеров
редукторов с неподвижными осями.
Основная причина небольших габаритных размеров и
массы планетарных передач заложена в схеме редуктора и является следствием
распределения окружного усилия между несколькими сателлитами.
Равномерность распределения нагрузки на
сателлиты достигается или специальными выравнивающими устройствами, или
повышением точности изготовления. В планетарных передачах для передачи больших
мощностей используются зубчатые колеса меньших размеров по сравнению с
цилиндрическими передачами с неподвижными осями.
При меньших размерах колес улучшается
термообработка, можно получить более высокие механические свойства материала,
повышается точность механической обработки.
Применение планетарных передач еще более
эффективно в том случае, когда для повышения нагрузочной способности зацепления
оказывается возможным введение цементации, азотирования, цианирования и других
способов упрочнения поверхностей зубьев, что встречает затруднения при крупных
колесах цилиндрических передач с неподвижными осями.
Соосное расположение ведущего и ведомого валов
создает удобное расположение планетарных редукторов и электродвигателей на
плитах и фундаментах.
Планетарные передачи способствуют снижению массы
и стоимости смазочных устройств, так как из-за небольших габаритных размеров
количество смазочного и охлаждающего масла, размеры насосов, масляных
резервуаров и охлаждающих устройств должны быть соответственно небольшими.
Механизм, состоящий из зубчатых или фрикционных
колес, в котором геометрическая ось хотя бы одного из колес подвижна,
называется планетарным механизмом. Звено планетарного механизма, в котором
установлены зубчатые колеса с подвижными осями, называется водилом и в
обозначениях имеет индекс „h". Зубчатые колеса, имеющие подвижные
геометрические оси, называются сателлитами. Зубчатые колеса, зацепляющиеся с
сателлитами и имеющие оси, совпадающие с основной осью, называются центральными
колесами.
Центральное колесо с внешними зубьями в
обозначениях имеет индексы „а" или „с"; центральное колесо с
внутренними зубьями - индекс „b" или „е". Сателлиты обозначают
индексом „g". Планетарные механизмы, в которых подвижны все три основных
звена, называются дифференциальными.
В качестве определяющего размера для планетарных
редукторов принимается делительный диаметр d центрального колеса с внутренними
зубьями или радиус расположения осей сателлитов r, изображенные на рисунке 3.4.
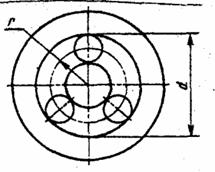
Рисунок 3.4 - Определяющие размеры планетарных
редукторов
Номинальные значения передаточных отношений
следует выбирать по ГОСТ 2185-66 с диапазоном значений 3,15...12,5 в одной
ступени.
Фактические значения передаточных отношений
редукторов не должны отличаться от номинальных более чем на 4 % - для
одноступенчатых, 5 % - для двухступенчатых и 6,3 % - для трехступенчатых. [5,
стр. 224].
Как видно из графика частот вращения,
изображенного на рисунке 3.3 наиболее рационально для обеспечения крутящего
момента на исполнительном звене, а также для упрощения конструкции редуктора,
передаточное отношение необходимо выбрать в диапазоне 1-4.
Распределим минимальное общее передаточное
отношение по группам передач принимая во внимание подобную конструкцию привода
и расчеты предыдущего пункта
 ,
,
также произведем распределение максимального
общего передаточного отношения
 .
.
С учетом полученных выше данных построим график
частот вращения и рассчитаем пределы регулирования каждой передачи. По
полученному выше распределению найдем нижний предел 1 передачи nплmin1
 ,
,
найдем верхний предел 2 передачи nплmах2
 .
.
С учетом полученных выше данных построим график
частот вращения
Рисунок 3.5 - График частот вращения
3.4 Подбор чисел зубьев зубчатых пар
и диаметров шкивов
После определения передаточных отношений каждой
передачи в каждой группе произведем подбор чисел зубьев зубчатых пар, а также
произведем подбор диаметров шкивов. В данной процедуре будем пользоваться
графиком частот вращения, изображенным на рисунке 3.4 и полученными выше
распределениями минимального и максимального общего передаточного отношения.
По приведенным выше распределениям видно, что
подбором диаметров шкивов необходимо обеспечить передаточное отношение ременной
передачи iрп = 1/20,63 = 0,64. Подбор диаметров шкивов произведен с помощью
специализированной прикладной программы “REMEN”, таким образом диаметр ведущего
шкива определяем равным 160 мм., диаметр ведомого шкива равным 250 мм.
Подбором чисел зубьев зубчатых пар необходимо
обеспечить передаточное отношение i2-3 = 1/22 = 0,25. Таким образом число
зубьев шестерни определяем равным 34, число зубьев колеса равным 135.
Построим график частот вращения планшайбы с
учетом подбора чисел зубьев зубчатых пар и диаметров шкивов, а также
характеристики планетарного редуктора
Рисунок 3.6 - График частот вращения
Уточнение правильности подбора чисел зубьев
зубчатых пар окончательно определим произведя прочностные расчеты. Подбор
диаметров шкивов произведен с помощью специализированной прикладной программы
“REMEN”. Данные расчеты представлены в 6 разделе.
3.5 Разработка компоновки привода
главного движения
Принцип компоновки привода главного движения
должен обеспечивать компактность и простоту изделия. Опираясь на опыт в
конструировании станков карусельной группы и учитывая принятую нами структурную
схему привода, изображенную на рисунке 3.1, отобразим на рисунке 3.6 принцип
компоновки данного узла.
Рисунок 3.7 - Привода главного движения
Опишем принцип компоновки привода главного
движения. Основание (1) болтами соединено со стойкой. Они образуют каркас
станка. В основании (1) установлены опора планшайбы (5) и планетарный редуктор
(6) привода планшайбы. Планшайба (5) винтами соединена с венцом (4), ее можно
демонтировать без демонтажа опоры. Опора планшайбы состоит из
крестово-роликового подшипника, который установлен с предварительным натягом.
Предварительный натяг подшипников осуществляется
монтажом колец, которое приводится в соответствии с необходимым натягом.
Предварительный натяг опоры выставляется во время монтажа станка на заводе
изготовителя. Дальнейшего выставления не требуется, во время всего срока службы
подшипников качения.
Привод планшайбы (2) обеспечивается двигателем
постоянного тока, расположенным с задней стороны стойки. Приводной двигатель
планшайбы, выполненный в виде двигателя постоянного тока, расположен за стойкой.
Этот двигатель посредством клинового ремня приводит в действие планетарный
редуктор. Двигатель постоянного тока соединен болтами с передвижной крепежной
плитой, служащей для натяжения клинового ремня. Для выполнения смещения
крепежной плиты следует ослабить болты, регулировочные винты необходимо
поворачивать в соответствии с требуемым натяжением ремня. Вентиляция
(охлаждение) приводного двигателя планшайбы осуществляется при помощи
вентилятора. Данный вентилятор приводится в действие от собственного приводного
двигателя. Таким образом обеспечивается принудительная вентиляция.
Для большей наглядности отобразим компоновку
привода главного движения в изометрии, с необходимыми разрезами на рисунке 3.7
Пояснение позиций
|
1
- Крестово-роликовый подшипник;
|
5
- Двигатель;
|
|
2
- Венец;
|
6
- Ремни;
|
|
3
- Кулачек;
|
7
- Малая венцовая шестерня;
|
|
4
- Планшайба;
|
8
- Планетарный редуктор.
|
Рисунок 3.7 - Компоновка привода главного
движения
4. ТЕХНОЛОГИЧЕСКИЙ РАЗДЕЛ
Технологический процесс является основной частью
производственного процесса. Основная деятельность работников машиностроения
направлена на реализацию процесса изготовления выпускаемой продукции. Инженеру
механику машиностроительного производства необходимо, прежде всего, хорошо
ориентироваться в технических процессах этого производства.
Общие правила разработки технологических
процессов регламентируется ГОСТ 14301-83, который устанавливает три вида
технологических процессов: единый, типовой и групповой.
Технологическим процессом называется
последовательность изменения формы, размеров, свойств материала в целях
получения деталей или изделия в соответствии с заданными технологическими
параметрами и требованиями.
Под производственным процессом понимается
совокупность процессов, осуществляемых для получения из материалов готовых
изделий.
4.1 Операционная карта механической
обработки детали на станке с ЧПУ
Операционную карту механической обработки
следует составлять по форме 3 (первый лист) и 2а (последующие листы), по ГОСТ
3.1404-86. К этой операционной карте прилагается карта наладки инструментов -
формы 4 и 4а, и карта кодирования информации - формы 5 и 5а по тому же
государственному стандарту. Кроме указанного, к операционной каре прилагается
также карта эскизов.
4.2 Назначение припусков на
механическую обработку
Припуском на обработку называется материал,
удаляемый с поверхности заготовки в процессе ее обработки для обеспечения
заданной точности и качества детали. Существует два метода определения припуска
на механическую обработку: аналитический и статистический. В данной работе
рассматривается только статистический. Статистический метод определения
припуска состоит в том, что он по специальным таблицам нормативов выбирает
общий припуск на каждую поверхность изделия, получая, таким образом, размеры
заготовки, а затем производят определение промежуточных размеров и допусков. По
таблице межоперационных припусков для соответствующих видов обработки
устанавливают величину припусков на каждую операцию, и затем определяют межоперационные
размеры заготовки.
Исходными данными для назначения припуском
является: материал детали, принятый способ получения заготовки, принятый
механический процесс обработки, размеры детали, методы установки детали на
каждой операции.
Значение припусков выбирают из [13, с. 150,
табл. 43]. Принимаем припуск при фрезеровании концевой фрезой диаметром 32 мм,
равным 5 мм. При фрезеровании паза фрезой диаметром 20 мм припуск отсутствует.
4.3 Назначение и расчет режимов
резания
При назначении и расчете режимов резания
учитывают размеры инструмента, материал его режущей части, материал заготовки,
тип оборудования. В операционную карту вносят 3 вида: режим резания: глубина
резания t; подача S; скорость V.
Произведем расчет режимов резания при
фрезеровании концевой фрезой. Параметры фрезы выбираем из [14, с 212, табл.
61]. Основные параметры выбранной фрезы:=32 мм;=170 мм;=34 мм;=4 мм,
где D - диаметр фрезы, мм;длина фрезы,мм;высота
режущей части, мм;число зубьев фрезы.
Припуск на механическую обработку выбираем из
[13, с 150, табл. 45], принимаем=32 мм.
Подачу выбираем из [13, с 285, табл. 36],
получаем=0,1 мм\зуб.
Скорость резания рассчитываем по следующей
формуле
 (4.1)
(4.1)
где t - глубина фрезерования, мм;- ширина
фрезерования, мм;- период стойкости, мин;поправочный коэффициент;
Сv - постоянная величина;- число зубьев фрезы;,
m,x,y,v,p - показатель степени.
Значение коэффициентов и показателей степени в
формуле 4.1 приведены в [19, с 441, табл. 37]. Таким образом получаем=90, Сv
=145, g = 0,44, m=0,37, x=0,24, y=0,26, v=0,1.
Подставляем полученные данные в формулу 4.1,
получаем
 .
.
Перевод скорости резания в число оборотов
производим по формуле 4.2
 (4.2)
(4.2)
Подставляем известные данные в формулу 4.2,
получаем
 .
.
Произведем расчет режимов резания при
фрезеровании фрезой со следующими основными параметрами =20 мм;=145 мм;=21
мм;=4 мм,
Так как фреза обрабатывает паз, то t принимаем
равным диаметру фрезы, таким образом =20 мм.
Подача при обработке данной фрезой=0,08 мм\зуб.
Скорость резания находим по формуле 4.1 с учетом
[19, с 441, табл. 37], получаем =60, Сv =145, g = 0,44, m=0,37, x=0,24, y=0,26,
v=0,1, Kv=0,9,
получаем
 ,
,
Число оборотов находим по формуле 4.2
 .
.
Произведем
расчет режимов резания при центровании. Сверло выбираем из [14, с 255, табл.
74], Получаем следующие параметры сверла=16 мм;=100 мм;=48 мм.
Глубина
резания для сверла диаметром 16 мм, равна=3мм.
Подачу
выбираем из [19, с 433, табл. 27], получаем=0,35 мм\зуб.
Скорость
резания находим по следующей формуле
 (4.3)
(4.3)
Значения
коэффициентов и показателей степени находим по [19, с 430, табл. 28], получаем
Сv
=7, g = 0,4, m=0,2, x=0,24, y=0,7, Kv=0,9, T=45,
Подставим
полученные значения в формулу 4.3, получаем
Число
оборотов находим по формуле 4.2
 .
.
Произведем
расчет режимов резания при сверлении. Сверло выбираем из [14, с 255, табл. 74],
Получаем следующие геометрические параметры сверла=8 мм;=155 мм;=75 мм;=93 мм.
Глубина
сверления определяем с учетом выхода сверла из заготовки, получаем=25мм.
Подачу
находим по выше указанным источникам, получаем=0,2 мм\об
Скорость
резания находим формуле 4.3. Значения коэффициентов и показателей степени
находим по [19, с 430, табл. 28], получаем
Сv
=7, g = 0,4, m=0,2, x=0,24, y=0,7, Kv=0,9, T=25,
Подставим
полученные значения в формулу 4.3, получаем
Число
оборотов находим по формуле 4.2
 .
.
Произведем
расчет режимов резания при зенковании. Геометрические параметры зенкера
выбираем из [14, с 243, табл. 86], Получаем следующие параметры =20 мм;=4
мм;=116 мм;=24 мм;=41 мм.
Глубина
резания при зенковании отверстия 8 мм, равна
t=2
мм.
Подачу
выбираем из [19, с 433, табл. 27], получаем=0,6 мм\зуб.
Скорость
резания находим по следующей формуле
 (4.4)
(4.4)
Значения
коэффициентов и показателей степени находим по [19, с 432, табл. 26], получаем
Сv
=16,2, g = 0,4, m=0,2, x=0,2, y=0,5, Kv=0,9, T=45,
подставим
полученные данные в формулу 4.4, получаем
Число
оборотов находим по формуле 4.2
 .
.
4.4
Данные необходимые для работы на компьютере
Автоматизация
подготовки управляющей программы предусматривает использование ЭВМ. Различают
три уровня автоматизации: низкий, средний и высокий.
Низкий
характеризуется тем, что задается обработка детали с помощью описания всех
перемещений инструмента и технических команд, а ЭВМ определяет координаты точек
и реализует подробные указания и в составе управляющей программы саму управляющую
программу.
В
данной работе используется система SAP. В ней создается файл «геометрия», где
расположены наглядное построение с изображением траекторий инструмента. Для
файла «геометрия» необходимо указание координаты точек и траекторий
инструмента, все необходимые траектории и координаты указаны на чертеже общего
вида.
А
также создается файл «Технология», в котором производится ввод перечня
технологических команд.
Для
файла «Технология» необходимо указать перечень технологических команд с
указанием режимов резания. Результаты работы на компьютере представлены в
приложении В
Представим
расшифровку кодов управляющей программы в виде таблицы
Таблица
4.1 - Расшифровка управляющей программы
|
Код
|
Расшифровка
|
|
G
91
|
Относительная
система координат
|
|
G
00
|
Быстрое
позиционирование
|
|
X,Y,Z
|
Перемещение
по осям
|
|
G
17
|
Выбор
плоскости
|
|
G
90
|
Абсолютный
размер
|
|
G
54
|
Задание
смещения
|
|
M
04
|
Вращение
инструмента
|
|
G
43
|
Коррекция
положительная
|
|
S
800
|
Число
оборотов
|
|
M
03
|
Вращение
инструмента по часовой стрелке
|
|
Z
|
Перемещение
параллельно оси Z
|
|
F
|
Подача
|
|
G
81
|
Цикл
1
|
|
W
|
Вторичная
длина перемещения параллельно оси Z
|
|
G
80
|
Отмена
цикла
|
|
M
02
|
Конец
программы
|
|
M
30
|
Конец
информации
|
5. МОДЕЛИРОВАНИЕ ПРИВОДА ГЛАВНОГО
ДВИЖЕНИЯ
.1 Построение расчетной схемы
привода
По эскизу развертки привода, изображенному на
рисунке 5.1 строим расчетную схему привода, для моделирования в пакете DYNAR.
Рисунок 5.1 - Эскиз развертки привода
Строим расчетную схему сохраняя топологию
развертки привода. Для визуализации значимость элементов расчетной схемы длины
стержней пропорциональны податливостям, площади элементов инерционности
пропорциональны моментам инерции сосредоточенных масс.
.2 Параметризация расчетной схемы
привода
Произведем расчет моментов инерции. Детали
привода (валы, шестерни, зубчатые колеса) имеют цилиндрическую форму с
некоторым количеством уступов. Для вычисления момента инерции j - й детали ее
условно разбивают на i-ые участки постоянного диаметра и определяют момент
инерции каждого участка по следующей формуле
 ,
,
где r - плотность стали,
8000кг/м3 ;- длина i-го участка j-ой детали, м;- наружный диаметр i-го участка,
м;-внутренний диаметр i-го участка, м.
Затем полученные моменты инерции участков
складывают по следующей формуле
 .(5.2)
.(5.2)
Для упрощенных расчетов допускается представлять
сложные многоступенчатые детали в виде простых цилиндрических деталей.
Произведем упрощенные расчеты моментов инерции
деталей привода, результаты расчетов приведены в таблице 5.1
Таблица 5.1 - Расчет моментов инерции
|
Плотность
материала, кг/м3
|
8000
|
|
|
№
|
Пояснение
|
Мом.
ин.,кг*м2
|
|
|
1
|
Шкив
двигателя Yдв
|
0.084
|
|
|
2
|
Ведомый
Шкив Yшк1
|
0.58
|
|
|
3
|
Участок
вала 1 Yв1’
|
0.005
|
|
|
4
|
Участок
вала 1 Yв1’’
|
|
|
5
|
Шестерня
(блок) 1 Yбл1
|
0.006
|
|
|
6
|
Шестерня
(блок) 2 Yбл2’
|
0.019
|
|
|
7
|
Участок
2 вала Yв2’
|
0.016
|
|
|
8
|
Участок
2 вала Yв2’’
|
0.011
|
|
9
|
Шестерня
(блок) 3 Jбл3’
|
0.37
|
|
10
|
Стол
Yст
|
722
|
|
|
|
|
|
|
Момент инерции ротора двигателя Yдв=0,34 кг×м2.
Произведем расчет податливостей. Крутильная
податливость участка вала определяется по формуле:
 ,(5.3)
,(5.3)
где G - модуль упругости второго рода (G=8*1010
Па);- наружный диаметр вала, м;- эквивалентная длина вала, м.
Эквивалентная длина вала рассчитывается по
следующей формуле
 ,(5.4)
,(5.4)
где l0 - расстояние между ступицами, м;,l2 -
ширина ступиц, м.
Коэффициент Kc для гладкого сплошного вала равен
1. Для полого
вала Kc рассчитывается по формуле
 ,(5.5)
,(5.5)
где d - внутренний диаметр вала, м.
Результаты расчета податливостей валов
представлены в таблице 5.2
Таблица 5.2 - Расчет податливости валов
|
№
|
Обозначение
|
Податливость
|
|
|
ei,
рад/Н*м
|
|
1
|
ев1
|
0.00000065
|
|
2
|
ев2
|
0.00000058
|
Податливость зубчатой передачи рассчитывается
приведенной к ведущему валу по следующей формуле
 ,(5.6)
,(5.6)
где eз - крутильная податливость, учитывающая
деформацию зубьев, определяемая по формуле
 ,
,
где b - ширина венца зубчатого колеса, м;-
радиус начальной окружности зубчатого колеса, расположенного на валу, к
которому приводится податливость передачи, м;
a - угол зацепления;
Кз - постоянный коэффициент, равный для
прямозубых колёс 6,0*10-11 м2/Н, для косозубых 3,6*10-11 м2/Н.
Результаты расчета податливостей зубчатых пар
привода приведем в таблице 5.3
Таблица 5.3 - Расчет податливости зубчатых
передач
|
Кз,м2/Н
|
6.00*10-11
|
|
|
№
передачи
|
Обозначение
|
Податливость
|
|
|
|
eз,
рад/Н*м
|
|
1
|
езп1
|
0,000000019
|
|
2
|
езп2
|
0,000000032
|
Рассчитаем податливость ременной передачи ep по
нижеследующей формуле
 ,(5.8)
,(5.8)
где R - радиус ведущего шкива, м;эф -
эффективная длина ветви ремня, м;- площадь поперечного сечения ремня, м2;-
модуль упругости ремня, Па;- число ремней в передаче;
а - коэффициент, учитывающий влияние
предварительного натяжения ремней (при Р< 2Р0 , a =1, при Р>2P0, а=2).
Для приводов главного движения металлорежущих
станков эффективную длину ремней рекомендуется рассчитывать по следующей
формуле
 (5.9)
(5.9)
где L - межосевое расстояние передачи, м;, R2 -
радиусы шкивов, м;- окружная скорость ремня, м/с.
Модуль упругости для клиновых кордотканевых
ремней равен
(2,5 ¸ 4)108 Па.
Тогда lэфф=0,478 м, а податливость передачи
ep=1.99*10-3рад/Н*м
Крутильная податливость шлицевых и шпоночных
соединений определяется по формуле:
где
l - длина соединения, м;- активная высота шпонки или шлица, м;число шпонок или
шлицев;- диаметр соединения (для шлицевого соединения d=dcp), м.
Коэффициент
Кш в формуле 5.10 для шлицевого соединения равен 4*1012 (Н*м), для соединения с
призматической шпонкой - 6,4*10-12 рад/(Н*м), для соединения с сегментной
шпонкой - 13,6*10-12 рад/(Н*м).
Результаты
расчетов податливостей шпоночных и шлицевых соединений переведем в таблице 5.4
Таблица
5.4 - Расчет податливости шпоночных и шлицевых соединений
|
№шпонки
/шлица
|
Обозначение
на схеме
|
Коэф.
Кш, Н*м
|
Активная
высота шпонки h, м
|
Чиcло
шпонок/ шлицев, z
|
Податливость
соединения, рад/Н*м
|
|
1
|
eшп1
|
6.40*10-12
|
0.0020
|
1
|
2.6*10-6
|
|
2
|
eшп2
|
6.40*10-12
|
0.0020
|
1
|
2.6*10-6
|
|
3
|
eшл3
|
6.40*10-12
|
0.0020
|
1
|
9.4*10-6
|
|
4
|
eшл1
|
4.00*10-12
|
0.0020
|
8
|
2,6*10-7
|
|
5
|
eшл2
|
4.00*10-12
|
0.0020
|
12
|
1,78*10-7
|
Податливость магнитного поля двигателя согласно
рекомендациям руководства пользователя программы DYNAR определим по формуле
дв=1/2×Mкр=1/2 2,5×Мн(5.11)
где Мкр- критический момент двигателя;н
-номинальный момент двигателя.
По формуле 5.11
получаемдв=1/(2*2,5*9570*40/1500(1-0,03))=7×10-4 рад/Н×м
Упрощение расчетной схемы
Так как чисто элементов расчетной схемы не
превышает 20, моделирование в пакете DYNAR не требует упрощения схемы.
5.4 Моделирование динамики привода и
анализ результатов
Полученные в результате параметризации расчетной
схемы данные, и топология привода являются входными параметрами для
моделирования привода в пакете прикладных программ DYNAR. Общие сведения и
топология привода, приведены соответственно в таблицах 5.5 и 5.6
Таблица 5.5 - Общие сведения
Таблица 5.6 - Топология привода

Результаты расчетов, произведенных пакетом
прикладных программ DYNAR, приведены в таблице 5.7 и 5.8.
Таблица 5.7 - Модальные параметры
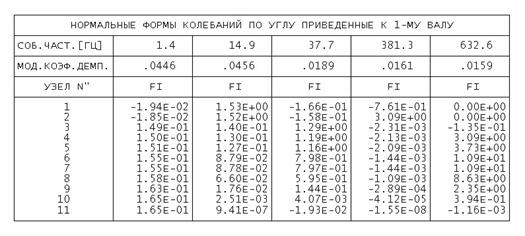

Рисунок 5.2 - Собственные формы колебаний по
углу
Таблица 5.8 -АЧХ привода по углу
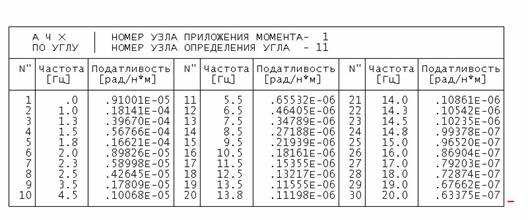
Рис. 5.3 - Динамическая податливость
(АЧХ по углу)
Наиболее наглядным результатом моделирования
является АЧХ по углу, изображенная на рисунке 5.3. Рисунок 5.3 позволяет
сделать вывод, что для привода благоприятны силовые воздействия в полосе частот
от 7 Гц, в которой деформации меньше статических.
5.5 Анализ силовых воздействий
зубцовых частот
Зубцовые частоты определяются числом зубьев
шестерен и скоростью вращения входящих в зацепление зубчатых пар по следующей
формуле
=n*z/60,(5.12)
где n - скорость вращения входящих в зацепление
зубчатых пар,мин-1;число зубьев шестерен.
По формуле 5.12
получаем=n1*z1/60=855*24/60=342Гц,=n2*z2/60=855*27/60=385 Гц.
Из полученных данных видно, что зубцовые частоты
далеки от резонансного максимума, это позволяет сделать вывод о довольно
высокой виброустойчивости привода.
6. РАСЧЕТЫ В СТАНКАХ И СТАНОЧНЫХ
КОМПЛЕКСАХ
.1 Расчет крутящего момента на валах
привода главного движения
Максимальный крутящий момент на планшайбе будет
при номинальной частоте вращения двигателя постоянного тока и включении
ступенчатой части привода, которая обеспечивает минимальное общее передаточное
отношение. Учитывая это и пользуясь Параметрами двигателя постоянного тока,
приведенными в таблице 2.2, найдем крутящий момент на валу электродвигателя по
следующей формуле
 ,(6.1)
,(6.1)
где Pм-мощность электродвигателя, кВт;н -
номинальная частота вращения электродвигателя, об/мин.
По формуле 6.1 получаем
 .
.
Найдем крутящий момент на первом валу привода,
по следующей формуле
 ,(6.2)
,(6.2)
где μрп
- КПД клиноременной передачи.
Учитывая μрп
= 0,97, по формуле (6.2) имеем
Найдем крутящий момент на втором валу привода,
по следующей формуле
 ,(6.3)
,(6.3)
где μпп
- КПД пары подшипников;
mЗП - КПД зубчатой передачи.
Учитывая μпп
= 0,99, mЗП
=0,98 по формуле (6.3) имеем

Найдем крутящий момент на третьем валу привода,
по следующей формуле
 (6.4)
(6.4)
По формуле (6.4) получаем
6.2 Расчеты на ЭВМ
.2.1 Расчет зубчатой передачи
В данном подразделе производится расчет венцовой
зубчатой передачи с помощью специализированной прикладной программы “ZUB”.
Листинг выполнения программ приведен в приложении Б. Представим основные
результаты расчета в табличной форме.
Таблица 6.1 - Расчет зубчатой передачи
|
Параметр
|
Значение
|
|
Расчетный
модуль по контактным напряжениям, мм
|
7,730254
|
|
Расчетный
модуль по изгибным напряжениям, мм
|
9,656116
|
|
Стандартный
модуль по ГОСТ 9563-60, мм
|
10
|
|
Межцентровое
расстояние, мм
|
845
|
|
Ширина
зуба, мм
|
102
|
|
Окружная
скорость, м/с
|
1,246164
|
6.2.2 Расчет клиноременной передачи
В данном подразделе производится расчет
клиноременной передачи с помощью специализированной прикладной программы
“REMEN”. Листинг выполнения программ приведен в приложении Б. Представим
результаты расчета в табличной форме.
Таблица 6.2 - Расчет клиноременной передачи
|
Параметры
передачи
|
Сечение
ремня
|
|
0
|
А
|
Б
|
В
|
Г
|
д
|
|
Диаметр
ведущего звена , мм
|
80
|
112
|
160
|
250
|
400
|
630
|
|
Диаметр
ведомого шкива, мм
|
125
|
180
|
250
|
400
|
630
|
1000
|
|
Межосевое
расстояние, мм
|
394
|
475
|
835
|
1185
|
2262
|
4485
|
|
Угол
обхвата ведущего звена
|
170
|
169
|
168
|
167
|
168
|
170
|
|
Число
пробегов ремня
|
4
|
4
|
5
|
5
|
5
|
4
|
|
Число
ремней
|
59
|
32
|
11
|
6
|
3
|
1
|
|
Предварительное
натяжение, Н
|
75
|
129
|
220
|
368
|
761
|
1107
|
|
Натяжение
ведущей ветви, Н
|
116
|
229
|
350
|
603
|
1240
|
2141
|
|
Натяжение
ведотой ветви , Н
|
33
|
29
|
90
|
132
|
283
|
72
|
|
Усилие
на валы ,Н
|
30047
|
15362
|
14100
|
8302
|
5291
|
2262
|
|
Долговечность
|
403
|
382
|
683
|
1544
|
1996
|
1411
|
По результатам расчета на ЭВМ делаем выбор
подходящего варианта клиноременной передачи. Выбор пал на вариант с 11 ремнями
и диаметрами шкивов 160 и 250 мм.
6.3 Расчет на контактную прочность
венцовой пары шестерен
Как известно из раздела 3, подбором чисел зубьев
венцовой зубчатой пары, необходимо обеспечить передаточное отношение i2-3 =
1/22 = 0,25. Таким образом число зубьев шестерни определяем равным 34., число
зубьев колеса равным 135. Произведем расчет на контактную прочность данной пары
шестерен, выбрав нитроцементацию как способ упрочняющей обработки. Расчет на
прочность производится по ГОСТ 21354-87. Для удобства и наглядности и
компактности, представим результаты данных расчетов в табличной форме.
Предварительно представим исходные данные.
Таблица 6.3 - Исходные данные
|
Наименование
|
Обозначение
|
Значение
|
|
Модуль,
мм
|
m
|
8
|
|
Число
зубьев: шестерни колеса
|
z1
z2
|
34
135
|
|
Угол
наклона зуба
|
β
|
15
|
|
Ширина
венца, мм шестерни колеса
|
b1
b2
|
120
120
|
|
Степень
точности
|
|
6
|
|
Эквивал.
расчетн. Нагрузка, Нм
|
THE
|
6720
|
|
Требуемый
ресурс, час. шестерни колеса
|
Lh1
Lh2
|
20000
20000
|
Таблица 6.4 - Расчет на контактную прочность
|
Наименование
|
Обозначение
|
Значение
|
|
Окружная
сила, H
|
FtH
|
47728,1
|
|
Коэф.
материала для стали
|
ZE
|
189,3
|
|
Коэф.
формы зуба
|
ZH
|
2,42
|
|
Коэффициент
длины контакта
|
Z
|
0,77
|
|
Коэф.
вида зуб. передачи и модификации
|
H
|
0,02
|
|
Удельная
окружная динамич. сила, Н/мм
|
Hv
|
1,15
|
|
Динамическая
добавка
|
H
|
0,00
|
|
Коэф.
динамической нагрузки
|
КHv
|
1,00
|
|
Коэф.
неравномерн. распред. нагрузки
|
К0H
|
1,11
|
Таблица 6.5 - Расчет на контактную прочность
|
Наименование
|
Обозначение
|
Значение
|
|
Коэф.
неравномерн. распред. нагрузки
|
КH
|
1,05
|
|
Коэф.
статист. распред. погрешностей
|
a
|
0,20
|
|
Уменьш.
погрешн. от приработки, мкм
|
y
|
0,95
|
|
Уд.
торцовая жесткость пары, Н/(мм*мкм)
|
c
|
26,87
|
|
Промежуточное
значение для опред. KHa
|
KH
|
0,10
|
|
Коэф.
распред.нагрузки между зубьями
|
KH
|
|
Коэф.
нагрузки
|
KH
|
1,24
|
|
Контактное
напряжение при КН=1, МПа
|
HO
|
469,4
|
|
Контактное
напряжение, Мпа
|
H
|
522,4
|
|
Предел
контактной выносливости,Мпа
|
|
|
|
шестерни
|
Hlim1
|
1104
|
|
колеса
|
Hlim2
|
736
|
|
Базовое
число циклов нагружения:
|
|
|
|
шестерни
|
Nhlim1
|
6,90E+07
|
|
колеса
|
Nhlim2
|
2,41E+07
|
|
Коэф.
долговечности
|
|
|
|
шестерни
|
ZN1
|
1,29
|
|
колеса
|
ZN2
|
1,36
|
|
Коэф.
шероховатости
|
ZR
|
0,95
|
|
Коэф.
окружной скорости
|
|
|
|
шестерни
|
Zv1
|
0,93
|
|
колеса
|
Zv1
|
0,85
|
|
Коэф.
размера зубчатых колес:
|
|
|
|
шестерни
|
ZX1
|
1,00
|
|
колеса
|
ZX2
|
0,98
|
|
Допуск.
контактные напряжения, МПа
|
|
|
|
шестерни
|
HP1
|
1042,8
|
|
колеса
|
HP2
|
721,4
|
|
Min.
допуск. контактн. напряжения, МПа
|
HPmin
|
721,4
|
|
Допуск.
конт. напряжения передачи, МПа
|
HP
|
793,9
|
|
Коэф.
запаса K=σHP/σH
|
|
|
|
шестерни
|
К1
|
2,00
|
|
колеса
|
К2
|
1,38
|
|
всей
передачи
|
К
|
1,52
|
Расчеты показали, что данная венцовая пара
шестерен обладает достаточным коэффициентом запаса. И как следствие, данная
зубчатая передача приемлема, с точки зрения контактной прочности зубьев.
7. ЭКОНОМИЧЕСКИЙ РАЗДЕЛ
.1 База для сравнения и
организационно-технические преимущества новой конструкции
Базой для сравнения служит токарно-карусельный
одностоечный станок с ЧПУ модели 1А516МФ3. Данная модель наиболее точно
соответствует проектируемой, так как является базовой. Расположение узлов и
агрегатов базовой модели идентично проектируемой, преимущества достигаются
наиболее эффективной конструкцией привода главного движения, расширенным
набором функций и т.д.
Экономическая эффективность станков модельного
ряда Д основана на следующих преимуществах:
увеличение надёжности станков (в том числе и за
счёт сокращения кинематических цепей);
расширенный набор функций и диапазон
характеристик по каждой функции;
возможность заказа только необходимых функций
станка или их характеристик.
За счёт увеличения надёжности сокращается время
на обслуживание и ремонт. Увеличение времени эффективной работы по сравнению с
базой моделью должно дать снижение затрат до 35%. Расширенный набор функций и
диапазон характеристик по каждой функции позволяет реализовать режимы,
недостижимые на станках старых моделей. Например, для обработки алюминиевых
сплавов возможно увеличение скорости резания с 60 до 500 м/мин. Снижение затрат
на эксплуатацию за счёт оптимального подбора функций станка должно составить до
10%.
Возможность заказа только необходимых функций
станка или их характеристик позволяет сократить затраты на освоение технологии
и, как следствие, сократить часовую стоимость обработки. Например стоимость
станка можно сократить больше чем в два раза, что должно сократить затраты на
один час обработки на станке до 33%.
7.2 Расчет технико-экономических
показателей новой конструкции
Произведем расчет группы ремонтной сложности
механической части станка, по следующей формуле
 ,(7.1)
,(7.1)
где КТ - коэффициент, учитывающий точность
станка, КТ=1;
Кс - коэффициент, учитывающий сложность станка;
Дд - общее количество деталей;
Мд - общая масса деталей;
До - общее количество оригинальных деталей;
Мо - общая масса оригинальных деталей.
Для нахождения коэффициента, учитывающего
сложность станка, воспользуемся следующей формулой
 ,(7.2)
,(7.2)
где Дст- общее количество стандартных деталей;
Дп- общее количество покупных деталей.
Зная количество покупных, оригинальных и
стандартных деталей найдем общее количество деталей по следующей формуле
 ,(7.3)
,(7.3)

Подобным образом рассчитаем общую массу деталей,
по следующей формуле
 ,(7.4)
,(7.4)
получаем
 .
.
Пользуясь выше полученными данными найдем
коэффициент, учитывающий сложность станка, по формуле 7.2
 .
.
Произведем расчет группы ремонтной сложности
механической части станка, по формуле 7.1

Произведем расчет группы ремонтной сложности
электрической части станка, по следующей формуле
 ,(7.5)
,(7.5)
По рассчитанным и известным данным построим
таблицу технико-экономических показателей конструкции.
Таблица 7.1 - Технико-экономические показатели
конструкции
|
Показатель
|
Единица
измерения
|
Условные
обозначения
|
Величина
|
|
Мощность
электродвигателей
|
кВт
|
Му
|
160
|
|
Ремонтная
сложность: механической части электрической части
|
ерс
ерс
|
Гмрс
Гэрс
|
148
90
|
|
Цена
|
тыс.руб
|
Ц
|
12600
|
|
Габариты
|
м
|
L*B
|
5.6*5.5
|
7.3 Расчет экономической
эффективности проекта
привод деталь станок безопасность
Определим экономическую эффективность замены
базисного станка модернизированным. Исходные данные для расчета, представим в
таблице
Таблица 7.2 - Исходные данные
|
Показатели
|
Условные
обозначения
|
Варианты
|
|
|
1А516МФ3
|
1Д516МФ4
|
|
Цена,
т.р.
|
Ц
|
9800
|
12600
|
|
Ремонтная
сложность: механической части электрической части
|
Гмрс
Гэрс
|
160
80
|
148
90
|
|
Мощность
электродвигателя, кВт
|
Му
|
75
|
71
|
|
Габариты,
м
|
L*B
|
4,6*4,8
|
5.6*5.5
|
|
Коэффициент
дополнительной площади
|
у
|
4,0
|
4,0
|
|
Коэффициент
спроса
|
кс
|
0,5
|
0,5
|
|
Разряд
оператора
|
Ро
|
4
|
4
|
|
Разряд
наладчика
|
Рн
|
5
|
5
|
|
Норма
обслуживания: Оператора наладчика
|
Но
Нн
|
2
8
|
2
6
|
|
Годовой
выпуск детали, тыс.шт
|
В
|
3
|
4
|
|
Сменность
работ
|
см
|
2
|
2
|
|
Коэффициент
приведения вариантов (замена)
|
Кп
|
1
|
1,3
|
|
Коэффициент
приведения вариантов (надежность)
|
Кп1
|
1
|
1,1
|
Для удобства восприятия, расчет экономической
эффективности, представим в виде таблицы, представив общие нормативы также в
табличной форме
Таблица 7.3 - Общие нормативы
|
Норматив
|
Условные
обозначения
|
Величина
|
|
Коэффициент
транспортно-монтажных затрат
|
Ктм
|
1,15
|
|
Цена
1 м2 производственной площади, тыс. руб
|
Цпл
|
1,5
|
|
Норма
амортизации оборудования, %
|
а
|
7
|
|
Годовой
норматив затрат на ремонт и обслуживание 1 единицы ремонтной сложности:
механической части электрической части
|
Нмрс
Нэрс
|
0,4
0,1
|
Таблица 7.4 - Расчет экономической эффективности
|
Показатели
|
Расчетная
формула
|
Расчет
по вариантам, тыс.руб
|
|
|
1А516МФ3
|
1Д516МФ4
|
|
|
Расчет
|
Итог
|
Расчет
|
Итог
|
|
1.Капитальные
вложения, К
|
К=Коб+Кпл
|
11270+132
|
11402
|
14490+184
|
14674
|
|
В
оборудование
|
Коб=Ктм*Ц
|
1,15*9800
|
11270
|
1,15*12600
|
14490
|
|
В
производствен-ную площадь
|
Кпл=Цпл*L*В*у
|
1,5*22*4
|
132
|
1,5*30,8*4
|
184,8
|
|
2.
Годовая технологическая себестоимость, С
|
С=Сао+Сро+Сэ+Спл+
Сзо+Сзн
|
788,9+72+
436,8+60+24
|
1381,7
|
1014,3+68,2+413,5+60+32
|
1571
|
|
Амортизация
оборудования, Сао
|
Сао=а*Коб
|
0,07*11270
|
788,9
|
0,07*14490
|
1014,3
|
|
Ремонт
и обслуживание, Сро
|
Сро=(
Нмрс* Гмрс + Нэрс* Гэрс)
|
0,4*160+0,1*
80
|
72
|
0,4*148+0,1*90
|
68,2
|
|
Заработная
плата:
|
|
|
|
|
|
|
Оператора,
Сзо
|
Зг*см/Но
|
60*2/2
|
60
|
60*2/2
|
60
|
|
Наладчика,
Сзн
|
Зг*см/Нн
|
96*2/8
|
24
|
96*2/6
|
32
|
|
Содержание
производственных площадей, Спл
|
Спл=Зпл*L*B*y
|
0,15*22*4
|
13,2
|
0,15*30,8*4
|
18,48
|
|
3.
Годовые приведенные затраты, Зпр
|
Зпр=С+Ен*К
|
1381,7+0,15*
*11402
|
3092
|
1571+0,15*14674
|
3772
|
|
4.
Годовой экономический эффект, Эг
|
Эг=Зпр*Кп*Кп1-Зпр
|
-
|
-
|
3092*1,3*
1,1-3772
|
650,5
|
Расчет экономической эффективности показал, что
модернизированная модификация требует увеличение капитальных вложений на
3200000 рублей. Но при практически равной годовой технологической себестоимости
объектов, годовой экономический эффект покрывает затраты капитальных вложений
на 650500 рублей. Данный экономический эффект связан с увеличением надёжности и
сокращением времени на обслуживание и ремонт модернизированной модификации, а
также с расширенным набором функций.
7.4 Организация технической подготовки
модернизации оборудования
Сформируем сетевой график модернизации
оборудования для станка состоящего из 20 оригинальных деталей. Перечень и
нормирование работ по модернизации оборудования представим в виде
Таблица 7.5 - Перечень и нормирование работ по
модернизации оборудования
|
Код
события
|
Наименование
события
|
Код
работы
|
Наименование
работы
|
Един.
работы
|
ОД
шт.
|
rij,
чел
|
tij,
час
|
tij,
раб.дни
|
tij,
кален.дни
|
Трудоемкостьединицы,
час
|
|
1
|
Решение
о модернизации получено
|
1-2
|
Изучение
модернизируемого станка
|
П
|
1
|
2
|
20
|
1,5
|
2
|
20
|
|
|
1-3
|
Анализ
литературы
|
П
|
1
|
2
|
25
|
2
|
3
|
25
|
|
|
1-4
|
Патентный
поиск
|
П
|
1
|
2
|
40
|
3
|
5
|
40
|
|
2
|
Станок
изучен
|
2-3
|
Фиктивная
работа
|
-
|
|
-
|
-
|
-
|
0
|
0
|
|
3
|
Литература
изучена
|
3-4
|
Фиктивная
работа
|
-
|
|
-
|
-
|
-
|
0
|
0
|
|
|
3-5
|
Выбор
схемы модернизации
|
20
|
2
|
26
|
3,5
|
5
|
1.3
|
|
4
|
Патентный
поиск выполнен
|
4-5
|
Предварительная
компоновка узла
|
ОД
|
20
|
2
|
40
|
5
|
8
|
2
|
|
5
|
Схема
модернизации выбрана
|
5-6
|
Фиктивная
работа
|
-
|
-
|
-
|
-
|
-
|
2
|
0
|
|
|
5-7
|
Предварительное
экономическое обоснование
|
П
|
1
|
2
|
20
|
1,5
|
2
|
20
|
|
6
|
Предварительная
компоновка узла выполнена
|
6-8
|
Разработка
ТЗ
|
П
|
1
|
2
|
20
|
1,5
|
2
|
20
|
|
|
6-9
|
Кинематический
расчет
|
ОД
|
20
|
2
|
24
|
1.2
|
2
|
1,2
|
|
|
6-10
|
Расчеты
на прочность
|
ОД
|
20
|
2
|
30
|
4
|
6
|
1.5
|
|
7
|
Предваритель-ное
экономическое обоснование выполнено
|
7-8
|
Фиктивная
работа
|
-
|
|
-
|
-
|
-
|
0
|
0
|
|
8
|
ТЗ
разработано
|
8-10
|
Фиктивная
работа
|
-
|
|
-
|
-
|
-
|
0
|
0
|
|
9
|
Кинематичес-кий
расчет выполнен
|
9-11
|
Окончательная
компоновка узла
|
ОД
|
20
|
2
|
26
|
3,5
|
5
|
1,3
|
|
10
|
Расчеты
на прочность выполнены
|
10-12
|
Компоновка
общего вила оборудования
|
ОД+П
|
20
|
4
|
60
|
2
|
3
|
3
|
|
11
|
Компоновка
узла выполнена
|
11-12
|
Фиктивная
работа
|
-
|
|
-
|
-
|
-
|
0
|
0
|
|
12
|
Компоновка
общего вида выполнена
|
12-13
|
Деталировка
узла
|
ОД
|
20
|
5
|
200
|
5
|
8
|
10
|
|
|
12-14
|
Корректировка
ТУ
|
П
|
1
|
2
|
18
|
1,5
|
3
|
18
|
|
13
|
Деталировка
узла выполнена
|
13-16
|
Разработка
технологии сборки
|
ОД
|
20
|
3
|
30
|
1,5
|
3
|
1,5
|
|
|
13-17
|
Разработка
технологии обработки корпусных деталей
|
КОД
|
1
|
2
|
20
|
1,5
|
2
|
20
|
|
|
13-18
|
Разработка
технологии остальных деталей
|
ООД
|
5
|
4
|
50
|
2
|
3
|
10
|
|
14
|
ТУ
и паспорт скорректиро-ван
|
14-15
|
Окончательный
расчет эффективности
|
П
|
1
|
2
|
20
|
1,5
|
2
|
20
|
|
|
15
|
Окончательный
расчет эффективности выполнен
|
15-19
|
Фиктивная
работа
|
-
|
-
|
|
|
|
0
|
0
|
|
|
16
|
Технология
сборки разработана
|
16-18
|
Фиктивная
работа
|
-
|
-
|
|
|
|
0
|
0
|
|
|
17
|
|
17-18
|
|
-
|
-
|
|
|
|
0
|
0
|
|
|
18
|
Технология
готова
|
18-19
|
Оформление
технологической документации
|
ОД+П
|
20
|
2
|
30
|
2
|
3
|
1,5
|
|
|
19
|
Конструкция
и технологическая документация готова
|
|
|
|
|
|
|
|
0
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
По данным, полученным выше, построим сетевой
график модернизации оборудования.
Рисунок 7.1 - Сетевой график модернизации
оборудования
Произведем расчет параметров полученного
сетевого графика. Представим данный расчет в таблице
Таблица 7.6 - Расчет параметров сетевого графика
|
i-j
|
tij
|
Tpнij
|
Tpoil
|
Tпнij
|
Tпоij
|
Pij
|
Pi
|
|
1-2
|
2
|
0
|
2
|
1
|
3
|
1
|
0
|
|
1-3
|
3
|
0
|
3
|
2
|
5
|
2
|
0
|
|
1-4
|
5
|
0
|
5
|
0
|
5
|
0
|
0
|
|
2-3
|
0
|
2
|
2
|
5
|
5
|
3
|
1
|
|
3-4
|
0
|
3
|
3
|
5
|
5
|
2
|
2
|
|
3-5
|
5
|
3
|
8
|
8
|
13
|
5
|
2
|
|
4-5
|
8
|
5
|
13
|
5
|
13
|
0
|
0
|
|
5-6
|
0
|
13
|
13
|
13
|
13
|
0
|
0
|
|
5-7
|
2
|
13
|
15
|
13
|
15
|
0
|
0
|
|
6-8
|
2
|
13
|
15
|
17
|
19
|
4
|
0
|
|
6-9
|
2
|
13
|
15
|
13
|
15
|
0
|
0
|
|
6-10
|
6
|
13
|
19
|
13
|
19
|
0
|
0
|
|
7-8
|
0
|
15
|
15
|
19
|
19
|
4
|
0
|
|
8-10
|
0
|
15
|
15
|
19
|
19
|
4
|
4
|
Длительность цикла подготовки производства
модернизированного станка равна длительности критического пути, т.е. 36 дней,
регулирование процесса возможно за счет ресурсов работ, имеющих резерв времени
8. РАЗРАБОТКА СИСТЕМЫ УПРАВЛЕНИЯ
.1 Описание объектов управления
Объектами, рассматриваемыми в данном разделе,
является привод главного движения и поперечина многоцелевого
токарно-карусельного станка модели 1D516МФ4.
8.1.1 Описание управления
поперечиной
Поперечина перемещается по направляющим стойки и
предназначена для обеспечения горизонтального перемещения суппорта и восприятия
усилий резания.
Рисунок 8.1 - Механизм перемещения поперечины
Корпус поперечины представляет собой отливку
коробчатой формы, усиленную внутренними ребрами жестокости, Поперечина снабжена
призматическими направляющими , по которым перемещается суппорт.
На торцах поперечины смонтированы
гидроцилиндры-фиксаторы , предназначенные для фиксации поперечины в заданном
положении, а также встроены эксцентрково-рычажные гидромеханические устройства
для зажима поперечины. Распределительная гидро-аппаратура для управления
механизмами зажима и фиксации поперечины расположена на панели и крепится с
обратной стороны поперечины справа.
Контроль зажима и фиксации поперечины -
электрический
К левому торцу поперечины прикреплен привод
подачи суппорта по горизонтали. К правому торцу поперечины прикреплен кронштейн
с магазином инструментов,
Электродвигатель 4 и червячные редуктора 1 и 6
предназначены для установочных перемещений поперечины, а электродвигатель 3 и
червячный редуктор 2 - для медленных перемещений поперечины при установке и
снятия ее с упоров заданной позиции.
Поперечина перемещается по направляющим стойки
при помощи двух винтовых передач. Ходовые винты 7 связаны с гильзами червячных
редукторов 1 и 6, обеспечивающими возможность некоторого осевого перемещения
В гильзах червячных редукторов 1 и 6 встроены
пакеты тарельчатых пружин, которые сжимаются от осевого перемещения ходовых
винтов 7 при установке поперечины на упора заданной позиции. При этом
происходит дополнительный прижим поперечины к упорам и отключение привода
перемещения поперечины..
Зубчатая муфта 5, состоящая из полумуфт и
соединяющая вал электродвигателя 4 с червячным редуктором 6, служат для
предварительной установки поперечины параллельно рабочей поверхности планшайбы
при ее перемещении. Поворотом полумуфты на один зуб одна сторона поперечины
перемещается на 0,004 мм.
Поперечина станка перемещается по направляющим
стойки вверх или вниз и устанавливается в зависимости от высоты обрабатываемой
детали. Останов и фиксирование поперечины происходит на одной из пяти ступеней,
расположенных через 205 мм. Ступени поперечины кодируются двоичным кодом,
который набирается упорами, установленными на правой стороне стойки для каждой
ступени поперечины. На поперечине установлен блок микропереключателей, который
имеет:
2 для ограничения перемещения поперечины вверх и
вниз;
1 для аварийного останова поперечины. Привод
перемещения поперечины состоит из:
М51 -двигателя перемещения на быстром ходу;
М52 - двигателя перемещения на малом ходу:
Y52 - муфты включения механизма перемещения на
малом ходу;
двух червячных редукторов и двух винтовых пар
скольжения. Управление механизмами зажима-разжима и фиксации-расфиксации
поперечины осуществляется при помощи электрогидравлической системы, состоящей из
золотников, гидроцилиндров и конечных выключателей, которые контролируют
крайние положения зажима-разжима и фиксации-расфиксации. В исходном состоянии
поперечина установлена на одной из ступеней и зажата. На входы ЧПУ в этом
случае выдаются следующие сигналы:
«поперечина зажата» - от конечных выключателей
S51, S53;
«поперечина зафиксирована» - от конечных
выключателей S57, S59;
«поперечина на полках» - от микропереключателей
S61, S62;
Задание каждой ступени поперечины производится
соответствующей М-функцей. Отсчет ступеней ведется снизу. Первой ступени
соответствует функция М71, второй - М72, и т.д. Если в кадре программы задана
одна из функций М71.. .М75, то смена поперечины производится по следующему
циклу:
Сравнивается код номера фактической ступени поперечины
с номером заданной по программе.
Если коды совпадают, то цикл заканчивается. Если
коды не совпадают, то с выхода ЧПУ подается команда на переключение
централизованной системы смазки со смазки шпиндельного узла на гидравлику и
команда на включение электромагнита золотника разжима поперечины. На станке
включается золотник Y51, и рабочая жидкость от маслонасоса поступает в
цилиндры, которые производят разжим поперечины. В начале разжима происходит
выключение конечных выключателей S51, S53 контроля зажима. При полном разжиме
поперечины срабатывают конечные выключатели контроля разжима поперечины S52,
S54, и в ЧПУ перестает выдаваться код фактической ступени поперечины.
При получении сигнала о разжиме поперечины
включается электродвигатель малого хода поперечины «вверх» и электромагнитная
муфта Y52. Начинается выбор люфта в механизме перемещения и подъем поперечины
на небольшое расстояние для отвода фиксаторов. По окончании выбора люфта
прекращается выдача сигнала от микропереключателей S61, S62 «поперечина на
полках». При подъеме поперечины на 3-4 мм в ЧПУ выдается код ступени
поперечины, на которой она находилась до начала движения,
При получении сигнала кода прекращается движение
поперечины вверх, отключается электромагнитная муфта Y52 и включается электромагнит
Y51, управляющий расфиксацией поперечины. Рабочая жидкость поступает в
гидроцилиндр фиксаторов и отводит их. В начале отвода фиксаторов прекращается
выдача в ЧПУ сигнала «поперечина зафиксирована».
При полном отводе фиксаторов в ЧПУ выдается
сигнал от конечных выключателей S56, S58 «поперечина расфиксирована»,
включается электродвигатель быстрого хода поперечины «вверх» или «вниз», и
поперечина перемещается в заданном направлении до совпадения заданного и
фактического кода ступени.
При совпадении кодов движение поперечины
прекращается. Она останавливается на несколько миллиметров выше заданной
ступени. Отключается электромагнит Y51, и фиксаторы возвращаются в исходное
положение. В начале выдвижения фиксаторов прекращается выдача в ЧПУ сигнала
«поперечина расфиксирована».
При полном выдвижении фиксаторов в ЧПУ выдается
«поперечина зафиксирована», включается электродвигатель малого хода поперечины
«вниз» и электромагнитная муфта Y52. Происходит опускание поперечины. В конце
перемещения поперечина ляжет фиксаторами на полки ступени, и в ЧПУ будет выдан
сигнал «поперечина на полках». При появлении этого сигнала отключатся двигатель
малого хода, электромагнитная муфта У52 и электромагнит золотника Y51. При
полном зажиме в ЧПУ будет выдан сигнал «поперечина зажата». При совпадении
заданного и фактического кода цикл заканчивается.
Поперечина оборудована гидромеханическим
зажимом. Зажим осуществляется с помощью пакетов тарельчатых пружин,
предварительно натянутых в пружинных цилиндрах. Усилие пружины, усиленное
действием рычага, через зажимные захваты передается на задние захватные планки
стойки. Таким образом, стойка зажимается между направляющими поверхностями
поперечинами и зажимными захватами .
Зажим поперечины действует при включенном и при
выключенном станке. Зажим разжимается перед перемещением поперечины и во время
него. Для разжатая в пружинные зажимные цилиндры подается напорное масло,
вследствие чего пакеты тарельчатых пружин сдавливаются, и усилие снимается с
зажимных захватов .
Зажимные захваты отрегулированы так, что при
разжатом зажиме устанавливается требуемый зазор в направляющих.
Посредством правого опорного стопора поперечины
(только при включенном станке) подтягивается к внутренней боковой направляющей
поверхности стойки.
В нормальной рабочей ситуации поперечина
зажимается на стойке. Зажим поперечины на стойке происходит механически под
действием усилия пружин встроенных в пружинном цилиндре и предварительно
натянутых пакетов тарельчатых пружин.
Для разжима поперечины перед перемещением и во
время него включается отдельный гидравлический агрегат. Напорное масло
направляется в полость перед поршнями пружинных зажимных цилиндров. Поршни
отводятся назад против усилия встроенных пакетов тарельчатых пружин.
Разжим траверсы контролируется манометрическими
выключателями, так что перемещение траверсы с действующим зажимом невозможно.
Функция «ЗАЖИМ» или «РАЗЖАТИЕ» выбирается автоматически системой управления
станка в пределах цикла перемещения.
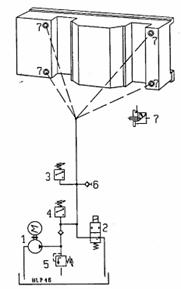
Рисунок 8.2 - Гидравлическая система зажима
поперечины
Двигатель насоса, изображенный на рисунке 8.2,
включается только перед перемещением поперечины и во время него. 2-ходовой
2-позиционный электромагнитный клапан включен таким образом, что линия возврата
к баку открыта. Для разжима поперечины включается двигатель насоса , и
одновременно переключается 2-ходовой 2-позиционный электромагнитный клапан.
Давление масла возрастает перед поршнями
пружинных зажимных цилиндров и сдавливает пакеты тарельчатых пружин.
При достижении рабочего давления 280 бар (при
этом давлении зажим разжат) манометрический выключатель деблокирует перемещение
поперечины.
Насос подает масло в систему до тех пор, пока не
будет достигнуто давление в 350 бар, и манометрический выключатель не выключит двигатель
насоса.
Если давление в системе падает ниже 330 бар, то
манометрический выключатель снова включает двигатель насоса.
Предохранительный клапан установлен на 400 бар.
Он служит для защиты системы.
При зажиме траверсы двигатель насоса выключается,
и одновременно 2-ходовой 2-позиционный клапан переключается обратно в исходное
положение. Теперь напорное масло может течь обратно в бак. После снижения
давления ниже 250 бар манометрический выключатель дает станку разрешение на
обработку.
8.1.2 Описание управления приводом
главного движения
Привод главного движения (главный привод)
предназначен для обеспечения вращения планшайбы, на которой закрепляется
обрабатываемая на станке деталь. Он представляет собой электромеханическую
систему устройств, осуществляющих регулирование и стабилизацию частоты вращения
электродвигателя постоянного тока, передачу вращения от электродвигателя через
редуктор и венцовую пару шестерен к планшайбе.
Регулирование скорости вращения планшайбы
электромеханическое: весь диапазон скоростей разбит на два поддиапазона
(ступени), обеспечиваемые редуктором главного привода, внутри которых
осуществляется бесступенчатое регулирование частоты вращения электродвигателя,
управляемого двухзонным тиристорным преобразователем. Переключение механических
ступеней редуктора осуществляется с помощью электромагнитных муфт.
В состав главного привода входят:
электродвигатель постоянного тока с независимым
возбуждением со встроенными тахогенератором;
тиристорный преобразователь;
главная передача, включающая в себя
двухступенчатый редуктор и венцовую пару шестерен;
датчик тока ВIs, который конструктивно размещен
в тиристором преобразователе;
преобразователь угловых перемещений, механически
связанный с планшайбой через передачу “1:1”.
Тиристорный преобразователь с электродвигателем,
тахогенератором и датчиком тока образуют систему автоматического двухзонного
регулирования частоты вращения электродвигателя. В первой зоне регулирование
осуществляется при постоянстве момента (М=const) за счет изменения напряжения,
подводимого к якорю двигателя, при постоянном потоке возбуждения. Во второй
зоне регулирование частоты вращения осуществляется при постоянстве мощности
(Р=const) за счет ослабления тока возбуждения при номинальном значении тока
якоря. Система автоматического регулирования выполнена по двухконтурной схеме
подчиненного регулирования с основным контуром регулирования скорости и
подчиненным контуром регулирования тока.
Сигналы управления главным приводом формируются
программируемым контроллером. При этом дискретные управляющие сигналы, такие
как, переключение ступеней редуктора, включение сетевого контактора,
деблокировка регуляторов привода формируются в соответствии с программой
электроавтоматики модулем центрального процессора и выдаются на станок через
модули дискретного вывода. Управляющее напряжение Us пропорциональное заданной
скорости вращения планшайбы формируется модулем позиционирования по алгоритмам
своего базового программного обеспечения в соответствии с выбранным режимом и
включенной ступенью редуктора главного привода.
Контур положения, включающий в себя
преобразователь угловых перемещений, являющийся датчиком скорости вращения
планшайбы и связанный с ней через механическую передачу с редукцией i=1,
замкнут на модуль позиционирования. Он используется для измерения фактической
скорости вращения планшайбы и расчета скорости перемещения суппорта в мм/мин
при задании величины рабочей подачи в мм/об и при резьбонарезании по алгоритму,
заданному в базовой программе модуля.
Устройство управления обеспечивает работу
главного привода в следующих режимах:
толчкового вращения планшайбы, используемого в
качестве наладочного режима;
непрерывного вращения планшайбы (рабочий режим);
поддержания постоянства скорости резания (“Vрез
= C”).
В толчковом режиме планшайба вращается до тех
пор пока нажата кнопка пуска главного привода на скорости, величина которой
определяется соответствующим станочным параметром, введенным в память. В
рабочем режиме скорость вращения планшайбы задается в об/мин, а в режиме поддержания
постоянства скорости резания под адресом S программируется величина скорости
резания в м/мин.
Устройство управления формирует следующие
сигналы управления главным приводом:
включение сетевого контактора;
деблокировка регуляторов тиристорного преобразователя;
управляющее напряжение (0 … ±10
В);
сигналы включения ступеней редуктора планшайбы.
Сигнал на включение сетевого контактора
появляется после нажатия оператором клавиши пуска главного привода при наличии
следующих условий:
в системе смазки шпинделя и редуктора
механической передачи есть давление, и маслофильтр не засорен, что
подтверждается замкнутым контактом реле прохода масла;
поперечина зажата - контакт конечного
выключателя контроля зажима замкнут;
включенные муфты редуктора главного привода соответствуют
заданному диапазону скоростей планшайбы;
Аварийное отключение главного привода
осуществляется в следующих ситуациях:
при нажатии любой из кнопок аварийного
отключения приводов станка
при исчезновении сигнала готовности на выходе
модуля центрального процессора контроллера;
при срабатывании любого из автоматов защиты
цепей управления;
при срабатывании аварийных конечных выключателей
суппорта;
при перегреве главного электродвигателя после
срабатывания электронного реле тепловой защиты;
при отключении защитного автомата
электродвигателя вентилятора главного электродвигателя;
при исчезновении смазки шпиндельного узла и
редуктора главного привода.
При аварийном выключении главного привода
торможение планшайбы, как и при штатном останове, осуществляется
электродвигателем, работающем в режиме рекуперации. Системой управления
предусмотрено программное и аппаратное отключение сетевого контактора через
15-20 секунд после поступления команды на выключение привода при отсутствии
сигнала остановки электродвигателя “n< nmin”.
Выбор ступеней редуктора главного привода
осуществляется только при выключенном главном приводе (остановленной планшайбе)
в двух режимах ручном и преднаборе.
В режиме преднабора ступень задается либо
непосредственным программированием номера ступени функциями М41, М42, либо
программированием функции М40 автоматического определения ступени по заданной в
кадре скорости вращения планшайбы S.
В ручном режиме выбор ступеней осуществляется
оператором нажатием одной из клавиш пульта управления станком
8.2 Разработка циклограммы работы
объектов
Циклограмма представляет собой графическое
изображение последовательности работы механизмов станка во времени. Работа
элемента и наличие соответствующего этому элементу сигнала изображается на
циклограмме отрезком горизонтальной прямой. В циклограмме время не оценивается
количественно, поэтому она выполняется без масштаба. Отмечается лишь факт
срабатывания элемента, факт наличия или отсутствия сигнала. Воздействие одного
элемента на другой изображается на циклограмме стрелкой, указывающей
направление воздействия.
Разработаем циклограмму перемещения поперечины,
опираясь на описание работы объекта, приведенное ниже. С выхода ЧПУ подается
команда на переключение централизованной системы смазки со смазки шпиндельного
узла на гидравлику и команда на включение электромагнита золотника разжима
поперечины. На станке включается золотник Y51, и рабочая жидкость от
маслонасоса поступает в цилиндры, которые производят разжим поперечины. В
начале разжима происходит выключение конечных выключателей S51, S53 контроля
зажима. При полном разжиме поперечины срабатывают конечные выключатели контроля
разжима поперечины S52, S54, и в ЧПУ перестает выдаваться код фактической
ступени поперечины.
При получении сигнала о разжиме поперечины
включается электродвигатель малого хода поперечины «вверх» и электромагнитная
муфта Y52. Начинается выбор люфта в механизме перемещения и подъем поперечины
на небольшое расстояние для отвода фиксаторов. По окончании выбора люфта
прекращается выдача сигнала от микропереключателей S61, S62 «поперечина на
полках». При подъеме поперечины на 3-4 мм в ЧПУ выдается код ступени
поперечины, на которой она находилась до начала движения,
При получении сигнала кода прекращается движение
поперечины вверх, отключается электромагнитная муфта Y52 и включается
электромагнит Y51, управляющий расфиксацией поперечины. Рабочая жидкость
поступает в гидроцилиндр фиксаторов и отводит их. В начале отвода фиксаторов
прекращается выдача в ЧПУ сигнала «поперечина зафиксирована».
При полном отводе фиксаторов в ЧПУ выдается
сигнал от конечных выключателей S56, S58 «поперечина расфиксирована»,
включается электродвигатель быстрого хода поперечины «вверх» или «вниз», и
поперечила перемещается в заданном направлении до совпадения заданного и
фактического кода ступени.
При совпадении кодов движение поперечины
прекращается. Она останавливается на несколько миллиметров выше заданной
ступени. Отключается электромагнит Y51, и фиксаторы возвращаются в исходное
положение. В начале выдвижения фиксаторов прекращается выдача в ЧПУ сигнала
«поперечина расфиксирована».
При полном выдвижении фиксаторов в ЧПУ выдается
«поперечина зафиксирована», включается электродвигатель малого хода поперечины
«вниз» и электромагнитная муфта Y52. Происходит опускание поперечины. В конце
перемещения поперечина ляжет фиксаторами на полки ступени, и в ЧПУ будет выдан
сигнал «поперечина на полках». При появлении этого сигнала отключатся двигатель
малого хода, электромагнитная муфта У52 и электромагнит золотника Y51. При полном
зажиме в ЧПУ будет выдан сигнал «поперечина зажата». При совпадении заданного и
фактического кода цикл заканчивается.
Примем условные обозначения сигналов:- сигнал
процессора на перемещение;- «поперечина зажата» - от конечных выключателей S51,
S53 ;
с
- «поперечина зафиксирована» - от конечных выключателей S57, S59;- «поперечина
на полках»- от конечных выключателей S61,S62;«поперечина разжата» - от конечных
выключателей S52,S54;- «поперечина расфиксирована» - от конечных выключателей
S56,S58;
Х
- Y52 - электромагнит муфты включения механизма перемещения на малом ходу;-
электромагнит золотника Y51;- М51 - двигатель перемещения на быстром ходу;- М52
- двигатель перемещения на малом ходу.
Полученная
циклограмма работы поперечины изображена на шестом листе графической части
проекта
Построим
циклограмму работы главного привода станка. Для работы главного привода
необходимы датчики, которые следят за его состоянием.
Перечислим
основные состояния главного привода:
выбор
направления;
выбор
степени;
вращение
вправо;
вращение
с постоянной скоростью вправо;
толчковый
режим;
вращение
влево;
вращение
с постоянной скоростью влево;
останов
шпинделя;
шпиндель
не вращается.
Перечислим
управляющие сигналы привода:
пуск;
стоп;
двигатель
ГП не вращается (скорость меньше минимальной);
заданная
скорость вращения шпинделя достигнута;
выбор
вращения шпинделя против часовой стрелки;
выбор
вращения шпинделя по часовой стрелке;
режим
работы главного привода "Толчок";
перегрев
электродвигателя главного привода.
поперечина
зажата;
в
системе есть смазка;
1
ступень;
2
ступень.
Для
построения циклограммы разобьем весь цикл работы на такты. Для данного цикла
тактов получилось четырнадцать. Полученная циклограмма работы привода
изображена на седьмом листе графической части проекта.
8.3
Разработка сети Петри
Для
выбора системы управления необходима формализация алгоритма работы станка.
Наиболее удачным для этого представляется сеть Петри.
Моделирование
в сетях Петри осуществляется на событийном уровне. Определяются, какие действия
происходят в системе, какие состояние предшествовали этим действиям и какие
состояния примет система после выполнения действия. Выполнения событийной
модели в сетях Петри описывает поведение системы. Анализ результатов выполнения
может сказать о том, в каких состояниях пребывала или не пребывала система,
какие состояния в принципе не достижимы.
Сеть
Петри можно интерпретировать следующим образом. Можно представить себе, что
позиции представляют условия (нажатие кнопки, перегрев двигателя и т.п.), а
переходы - события (пуск привода, останов привода). Переходы обозначены
черточками, а места - окружностями. Каждый переход имеет набор входных и набор
выходных дуг.
Состояние
сети Петри в каждый текущий момент определяется системой условий. Определенная
комбинация условий может стимулировать определенное событие, которое вызовет в
свою очередь изменение условий. Позиции, из которых исходят дуги данного
перехода, называются входными позициями. Позиции же, к которым ведут дуги
данного перехода, называются выходными позициями.
Сеть
Петри, описывающая работу поперечины станка изображена на шестом листе
графической части дипломного проекта.
8.4
Выбор системы управления
На
основе анализа циклограммы и сети Петри выбираем систему управления станком.
Выбор производится среди систем схожих по характеристикам и подходящих для
данного станка Sinumerik 802D, Fanuc Series 16i. Сравнительные технические
характеристики систем управления приведены в таблице 8.1.
Таблица
8.1 - Сравнительные технические характеристики систем
|
Модель
ЧПУ Харак-ка
|
Sinumerik
802D
|
Fanuc
Series 16i
|
|
Число
управляемых осей
|
до
8
|
до
4
|
|
Объем
памяти
|
256
кБ
|
1
Мб
|
|
Язык
программирования
|
ISO
+ языки высокого уровня
|
ISO
+ «СИ»
|
|
Параметрическое
программирование
|
имеется
|
имеется
|
|
Моделирование
траектории инструмента при отключенном станке
|
_____
|
имеется
|
|
Загрузка/выгрузка
программ
|
RS
232
|
RS
232, встроенный Ethernet.
|
|
Тип
экрана
|
монохр.
10,4''
|
монохр.
7,2"
|
|
Особенности
программирования
|
имеется
возможность программирования в реальном времени и на языке «Cи» (опция)
|
имеется
преобразователь других кодов
|
|
Опциональные
возможности (по заказу)
|
PCMCI
PC-Card емкостью 8 МБ для резервного хранения данных, до 3 электронных
штурвалов,
|
флэш-карта
с АТА-интерфейсом или HDD для поддержки высокоскоростных процессов, 5-осевая
обработка
|
|
Цена,
тыс. руб
|
182,2
|
154,3
|
По причинам надежности, простоты настройки и
обслуживания, соответствия всем приведенным требованиям и мировым стандартам
выбор пал на устройство управления станком семейства Sinumerik на базе
программируемого контроллера CPU-166 с процессором SAB80C166 фирмы Siemens
8.5