Ремонт тягодутьевых устройств
Реферат
Тема:
Ремонт тягодутьевых устройств
Содержание
1.
Классификация тягодутьевых устройств
.
Причины повреждений тягодутьевых машин
.
Порядок и особенности ремонта тягодутьевого оборудования
Список
использованных источников
1. Классификация тягодутьевых
устройств
Тягодутьевые устройства используются в котельных
для подачи воздуха в котлоагрегат, а также для удаления дымовых газов из котла.
По назначению тягодутьевые устройства делятся на
две группы:
Вентиляторы - устанавливаются в начале
газовоздушного тракта котла и создают избыточное давление, обеспечивающее
подачу воздуха в зону горения;
Дымососы - устанавливаются на выходе из
котельной установки и служат для создания разрежения, благодаря чему дымовые
газы удаляются из котла в окружающую среду.
Основным отличием дымососов от вентиляторов
является то, что они отсасывают дымовые газы со значительно более высокой
температурой, чем воздух, поэтому их конструкции выполняются более прочными, с
меньшим количеством лопаток и с обязательным охлаждением подшипников.
Конструктивно тягодутьевые машины делятся на:
Радиальные (центробежные);
Осевые
В тягодутьевых машинах радиального типа (рисунок
1) всасываемый поток поступает на лопатки вдоль оси рабочего колеса, а
отводится в радиальном направлении (с поворотом на 90°); в осевых машинах общее
направление движения потока сохраняется (вдоль оси вращения рабочего колеса).
Рабочие лопатки радиальных машин устанавливают радиально-прямыми, загнутыми
вперед или назад. Лопатки, загнутые вперед обычно применяют на тихоходных
машинах, а загнутые назад - на средне- и быстроходных. Вход рабочей среды в
радиальные машины может быть односторонним (машины одностороннего всасывания) и
двухсторонним (машины двухстороннего всасывания). В котельных обычно используются
тягодутьевые машины радиального типа.
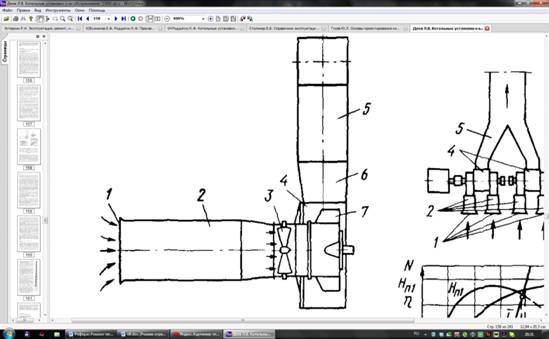
Рисунок 1 - Дутьевая машина радиального типа:
1-воздухозаборное окно; 2-всасывающий патрубок; 3-направляющий аппарат;
4-корпус; 5-нагнетательный трубопровод; 6-диффузор; 7-лопатки рабочего колеса;
8-электродвигатель
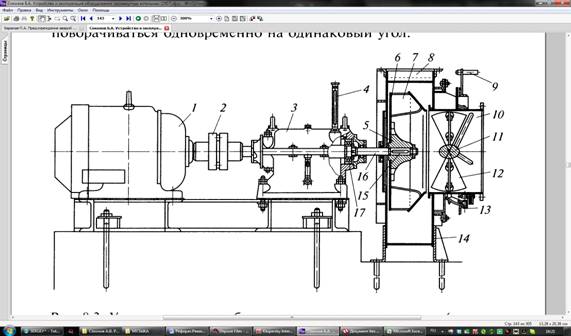
Рисунок 2 - Схема дымососа: 1-электродвигатель;
2-муфта; 3,4-подшипники; 5-ротор; 6-диск; 7-лопатки (крыльчатка); 8,10-выходной
и входной патрубки; 9-рукоятка поворота лопастей; 11-центральный рассекатель;
12,13-поворотные лопасти механизма и заслонки; 14-улитка; 15-втулка; 16-вал
2. Причины повреждений тягодутьевых
машин
Причинами повреждений тягодутьевых машин во
время работы могут быть причины механического, электрического и аэродинамического
характера.
Причинами механического характера являются:
неуравновешенность рабочего колеса в результате износа или отложений золы
(пыли) на лопатках; износ элементов соединительной муфты; ослабление посадки
втулки рабочего колеса на валу или ослабление растяжек крыльчатки; ослабление
фундаментных болтов (при отсутствии контргаек и ненадежных замков против
отвертывания гаек) или недостаточная жесткость опорных конструкций машин;
ослабление затяжки анкерных болтов корпусов подшипников вследствие установки
под ними (при центровке) некалиброванных прокладок; неудовлетворительная
центровка роторов электродвигателя и тягодутьевой машины; чрезмерный нагрев и
деформация вала вследствие повышенной температуры дымовых газов.
Причиной электрического характера является
большая неравномерность воздушного зазора между ротором и статором
электродвигателя.
Причиной аэродинамического характера является
различная производительность по сторонам дымососов с двухсторонним всасыванием,
которая может возникнуть при одностороннем заносе золой воздухоподогревателя
или неправильной регулировке заслонок и направляющих аппаратов.
Во всасывающих карманах и улитках тягодутьевых
машин, транспортирующих запыленную среду, наибольшему абразивному износу
подвержены обечайки, а также всасывающие воронки улиток. Плоские боковины
улиток и карманов изнашиваются в меньшей степени.
На осевых дымососах котлов наиболее интенсивно
изнашивается броня корпуса в местах расположения направляющих аппаратов и
рабочих колес. Интенсивность износа возрастает с увеличением скорости потока и
концентрации в нем угольной пыли или частиц золы.
Как показывает опыт, абразивная способность золы
гораздо выше способности угольной пыли.
К углям с высокой абразивностыо пыли относятся
антрациты и экибастузский уголь, с низкой - канско-ачинские угли и донецкий
ГРШ, со средней - кузнецкий каменный уголь.
Имеет место, следующее распределение причин
отказов тягодутьевых машин:
Отказ подшипников - 49%;
Отказ из-за абразивного износа рабочих лопаток -
28%;
Отказ из-за повреждений вала, муфты, систем
смазки - 23%.
3. Порядок и особенности ремонта
тягодутьевого оборудования
дымосос вентилятор повреждение
ремонт
Ремонт вентиляторов и дымососов осуществляется в
следующем порядке:
Разборка:
Произвести осмотр и проверку дымососа до
остановки перед ремонтом, измерение вибрации.
Снять ограждение муфты, разъединить муфту.
Открепить и снять (развернуть) электродвигатель,
всасывающий патрубок, сетку на приемном патрубке, верхнюю часть кожуха.
Разобрать систему водяного охлаждения (маслосистему)
Спрессовать рабочее колесо и полумуфту с вала.
Открепить и снять нижнюю, боковые крышки и
крышку корпуса подшипников.
При разборке подшипниковых опор контролируют:
состояние и размеры посадочных поверхностей корпуса и вала; качество установки
подшипника, центровку корпуса относительно вала; радиальный зазор и осевую
игру; состояние тел качения, сепараторов и колец; легкость и наличие шума при
вращении.
Снять вал с подшипниками.
Спрессовать подшипники с вала.
Чтобы при монтаже и демонтаже не повредить
подшипники качения, необходимо соблюдать следующие требования: усилие должно
передаваться через кольцо; осевое усилие должно совпадать с осью вала или
корпуса; удары по подшипнику категорически запрещены, их следует передавать
черз выколотку из мягкого металла.
Применяют прессовый, термический и ударный
способы монтажа и демонтажа подшипников. При необходимости можно применять
указанные способы в сочетании.
Во время монтажа или ремонта тягодутьевых машин
нельзя применять подшипники, если у них обнаружены: трещины на кольцах,
сепараторах и телах качения; забоины, вмятины и шелушение на дорожках и телах
качения; сколы на кольцах, рабочих бортах колец и телах качения; сепараторы с
разрушенными сваркой и клепкой, с недопустимым провисанием и неравномерным
шагом окон; цвета побежалости на кольцах или телах качения; продольные лыски на
роликах; чрезмерно большой зазор или тугое вращение; остаточный магнетизм. При
выявлении указанных дефектов подшипники следует заменить новыми. Основные
неисправности подшипников приведены в таблице 3.1.
Разобрать сальники.
Ремонт и замена деталей:
Очистить, промыть, протереть и произвести
дефектовку деталей, дефектные заменить.
На данном этапе осуществляется проверка
состояния подшипников, при необходимости - перезаливка вклады шей или замена
шарико- и роликоподшипников; проточка и шлифовка шеек вала; ремонт кожуха и
улитки, охлаждающих устройств; проверка осевого и радиального биения полумуфты;
замена эластичных втулок на пальцах полумуфты; балансировка ротора; ремонт изоляции
и шиберов; проверка осевого и радиального биения полумуфты
Выправить лопасти рабочего колеса с подклепкой.
При необходимости осуществляется восстановление
крепления лопаток и рабочего колеса, правка лопаток, местная наплавка лопаток,
уплотнение неплотностей брони, улитки, карманов и другие мелкие ремонтные
работы.
Отбалансировать рабочее колесо.
Сборка:
Напрессовать подшипники на вал.
Собрать сальники.
Подшипники качения заполнять консистентной
смазкой не более чем на 0,75, а при больших скоростях тягодутьевого механизма -
не более чем на 0,5 объема корпуса подшипника во избежание их нагревания.
Уровень масла должен находиться у центра нижнего ролика или шарика при
заполнении подшипников качения жидкой смазкой. Масляную ванну подшипников с
кольцевой смазкой следует заполнять до красной черты на масломерном стекле,
указывающей нормальный уровень масла. С целью удаления избытка масла при
переполнении корпуса выше допустимого уровня корпус подшипника должен быть
оборудован сливной трубкой.
При разборке и сборке подшипников скольжения,
замене деталей многократно контролируются такие операции: проверка центровки
корпуса по отношению к валу и плотности прилегания нижнего полувкладыша; замер
верхнего, боковых зазоров вкладыша и натяга вкладыша крышкой корпуса; состояние
баббитовой поверхности заливки вкладыша (определяется простукиванием латунным
молотком, звук должен быть чистым). Общая площадь отслаивания допускается не
более 15 % при отсутствии трещин в местах отслаивания. В районе упорного бурта
отслаивание не допускается. Разность диаметров по различным сечениям вкладыша -
не более 0,03 мм.
Во вкладышах подшипника на рабочей поверхности
проверяют отсутствие зазоров, рисок, забоин, раковин, пористостей, инородных
включений. Эллиптичность у смазочных колец разрешается не более 0,1 мм, а
неконцентричность в местах разъема - не более 0,05 мм.
Уложить вал в корпус, закрыть крышками и
закрепить.
Напрессовать полумуфту и рабочее колесо на вал.
Установить сетку на приемный патрубок и
закрепить. Собрать систему водяного охлаждения (маслосистему).
Установить и закрепить верхнюю часть кожуха,
всасывающий патрубок, электродвигатель.
Соединить муфту. Установить ограждение муфты и
закрепить.
Испытать дымосос и сдать в эксплуатацию.
В процессе ремонта тягодутьевых машин необходимо
проверять:
смещение осей воронки и улитки, которое не
должно быть более 3 мм;
шаг лопаток рабочего колеса (не должен
отличаться от расчетного более чем на 1 %);
подгон в стык броневых листов кожуха дымососа с
зазором не более 2 мм;
правильность центровки центробежных тягодутьевых
машин, руководствуясь следующими допусками на перекос осей валов рабочей машины
с электродвигателем: радиальная расцентровка - до 0,1мм, торцовая - до 0,1мм
для расстояния до 250 мм между индикаторами (реперами) и не более 0,2 мм для
расстояния не свыше 500 мм, а также наличие заземления электродвигателя;
замену изношенных участков всасывающих карманов,
корпусов и диффузоров осевых дымососов при утоньшении стенки всасывающего
кармана - более чем на 40 %, брони корпуса, кока (лепестков), трубы и секторов
диффузора - более чем на 30 %, обечайки корпуса - более чем на 25%;
плотность прилегания друг к другу броневых
листов, установленных взамен изношенных, при этом местные зазоры не должны
превышать 4 мм. В местах примыкания брони к носовым частям направляющих
аппаратов допускается зазор до 6 мм.
При ремонте диффузора допускается: эллиптичность
трубы по наружному диаметру до 10 мм; перепады в местах стыка частей трубы 3
мм; перепад между секторами кольцевых фланцев на стыке 4 мм. Кроме этого
необходимо обратить внимание на отсутствие трещин, расслоений, плен, закатов,
раковин на поверхностях новых лопаток осевых дымососов.
У центробежных тягодутьевых машин необходимо
проверять ультразвуком качество сварных швов усилительного кольца конических
дисков крыльчатки, изготовленного из двух-трех частей. В сварных швах не должно
быть: трещин, пористости и ноздреватости наружной поверхности, отдельных
шлаковых или газовых включений размером более 15 мм, скоплений газовых пор в
отдельных участках шва более 5 шт. на 1 см2 сечения шва, непроваров в корне шва
более З мм и длиной более 15 мм;
Сверить новые штампованные лопатки по размеру и
профилю. Местные просветы по профилю между лопаткой и шаблоном (изготовленным
по рабочему чертежу лопатки) и отклонения размеров лопатки по высоте и ширине
не должны превышать 2 мм. Перпендикулярность лопаток к основному диску
допускается не более 1 мм на 100 мм высоты лопатки, и не более 5 мм для лопатки
высотой 500 мм;
Необходимо контролировать, заменены ли в период
ремонта изношенные участки центробежных тягодутьевых машин при утонении стенки
всасывающего кармана и улитки - более чем на 40 %, броневых листов более чем на
60 %. Чугунные броневые плиты заменяются при износе высоты гнезда под головку
крепежного болта на 25 %.
Таблица 3.1 - Неисправности подшипников качения
и причины их возникновения
|
Неисправность
|
Причины
возникновения
|
|
Трещины
|
Неправильные
размеры посадочного места вала, корпуса; дефекты металла; повреждение от
постороннего усилия; слишком тугое гнездо; чрезмерный нагрев
|
|
Отслаивание
металла тел качения или дорожек (шелушение)
|
Перегрузка,
защемление, превышение срока службы, дефекты металла
|
|
Поломка
сепаратора
|
Плохая
смазка, сухой ход, повреждение от внешнего усилия
|
|
Уменьшение
твердости (отпуск)
|
Повышение
температуры более 200 °С
|
|
Преждевременный
износ деталей
|
Загрязнение
подшипников
|
|
Блуждание
одной или обеих обойм
|
Слишком
свободное гнездо в корпусе или свободная посадка на валу
|
|
Следы
ударов
|
Постороннее
усилие
|
|
Образование
волнистого износа
|
Вибрация
в сочетании с большой нагрузкой
|
|
Шум
при работе
|
Загрязнение,
следы ударов, волнистость, начавшееся разрушение элементов подшипника
|
Список использованных источников
1. Баранов
П.А. Предупреждение аварий паровых котлов. - М.: Энергоатомиздат, 1991.
2. Эстеркин
Р.И. Эксплуатация, ремонт, наладка теплотехнического оборудования: Учебник для
техникумов. - СПб.: Энергоатомиздат, 1991.
. Ящура
А.И. Система технического обслуживания и ремонта энергетического оборудования.
Справочник. - М.: Изд-во НЦ ЭНАС, 2006.
. Сборник
ресурсных сметных норм и расценок: Ремонт воздуходувок, вентиляторов и
дымососов. - Киев 2000.