|
Работа
|
А
|
Б
|
В
|
Д
|
Е
|
Г
|
И
|
Н
|
П
|
К
|
М
|
Л
|
О
|
Р
|
|
За
какой следует
|
-
|
-
|
-
|
А
|
Б
|
Д,Б
|
В
|
В
|
И
|
И
|
З,Г
|
З,Г
|
К,Е
|
М,Н
|
П
|
|
Длительность
работы в данных
|
4
|
6
|
5
|
4
|
4
|
5
|
6
|
6
|
7
|
6
|
3
|
6
|
5
|
2
|
8
|
РАСЧЕТ И ПОСТРОЕНИЕ ОПЕРАЦИОННЫХ
ГРАФИКОВ ТЕХНОЛОГИЧЕСКОГО ЦИКЛА
Технологическим циклом (ТТ) называется время
выполнения всех технологических операций, необходимое для одновременно
изготовляемых деталей или изделий.
При определении длительности технологического цикла
необходимо учитывать степень одновременности (параллельности) исполнения
операций на различных рабочих местах. Эта степень одновременности зависит от
метода сочетания во времени выполнения операций, входящих в данный процесс.
При изготовлении партии одинаковых предметов
труда могут использоваться три метода сочетания операций или один из видов
движения предметов труда по операциям: последовательный,
параллельно-последовательный и параллельный.
Последовательный вид движения
Сущность последовательного вида движения
заключается в том, что вся партия предметов труда, запущенная в производство,
обрабатывается полностью на первой операции, затем передается на обработку на
вторую операцию и т.д. То есть каждая последующая операция начинается только
после окончания изготовления всей партии запуска на предыдущей операции.
Таким образом, длительность технологического
цикла, Тт(посл), мин, при этом виде движения будет равна
 ,
,
где  -
трудоемкость обработки единицы предмета труда на i-й операции, мин.- число
деталей в партии запуска, шт.;- число операций;
-
трудоемкость обработки единицы предмета труда на i-й операции, мин.- число
деталей в партии запуска, шт.;- число операций;
Партия запуска предметов труда в производство
«n» определяется по формуле
 ,
,
где N - годовая программа, шт.;
Ф - годовой фонд рабочего времени, дней (можно
принять Ф = 250 дней);- количество дней запаса предметов труда, находящегося на
складе, дней (t  3 - 10 дней).
3 - 10 дней).
При этом партия запуска (n) должна отвечать
следующим критериям:
а) партия запуска (n) должна быть целым число;
б) партия запуска (n) должна без остатка
делиться на величину передаточной партии (р), число которой должно быть не
менее 3, но и не более 5;
в) передаточная партия должна без остатка
делиться на количество рабочих мест на операции.
Рассчитаем партию запуска
 шт.
шт.
Партия запуска отвечает всем выше приведенным
критериям. Рассчитаем длительность технологического цикла при этом движении
ТТ(посл)=63*(20+24+28+18)=5670 мин.
Строим график последовательного вида движения
(рис. 1)
Рис. 1 - Технологический цикл при
последовательном виде движения
Параллельно-последовательный вид
движения
Параллельно-последовательный вид движения
применяется для сокращения длительности технологического цикла и
характеризуется тем, что:
а) партия запуска предметов труда в производство
(n) разбивается на передаточные партии (р), которыми они передаются с одного
рабочего места на другое;
б) момент запуска в обработку предметов труда на
последующей операции определяется тем, чтобы была обеспечена непрерывная работа
на данной операции.
 =(n-p)tкор.
=(n-p)tкор.
Строим график технологического цикла при
параллельно-последовательном виде движения предметов труда по операциям (рис.
2).
Рис. 2 - Технологический цикл при
параллельно-последовательном виде движения
Длительность цикла в минутах при этом виде
движения рассчитывается по формуле
 ,
,
Рассчитаем величину и
длительность цикла в минутах
р=21 шт, 12=(63-21)*20=840
мин.;
23=(63-21)*24=1008
мин.;
34=(63-21)*18=756
мин.
ТТ(п-п)=5670-(840+1008+756)=3066 мин.
Параллельный вид движения
Еще большее сокращение технологического цикла
можно получить при использовании параллельного вида движения партий предметов
труда по операциям. Сущность параллельного вида движения заключается в том, что
с операции на операцию предметы труда передаются передаточными партиями (р), величина
которых при этом виде движения р=1. Начало обработки передаточной партии на
рабочем месте начинается сразу же после поступления ее на это место. Правила
построения такого цикла следующие:
а) строится технологический цикл по первой
передаточной партии на всех операциях без пролеживания между ними;
б) на операции с самым продолжительным
операционным циклом строится цикл проведения работ по всей партии без
перерывов;
в) для всех передаточных партий, кроме первой,
достраиваются операционные циклы на всех операциях, кроме самой продолжительной
(рис.3).
Длительность технологического цикла в минутах
при параллельном виде движения равна
ТТ(пар)=(n-p)tmax+p∑tki ,
Рассчитаем длительность технологического цикла в
минутах
ТТ(пар)=(63-1)*28+1*(20+24+28+18)=1826 мин.
Рис. 3 - Технологический цикл при параллельном
виде движения
Отношение разности между длительностью
технологического цикла при последовательном виде движения и данного вида
движения к длительности цикла при последовательном виде называется
коэффициентом параллельности.

Коэффициенты параллельности показывают, на какую
относительную величину сокращается длительность технологического цикла при
параллельно-последовательном и параллельном видах движения предметов труда по
операциям соответственно, по сравнению с длительностью цикла при
последовательном виде движения.

Длительность технологического цикла при
параллельно-последовательном виде движения в сравнении с длительность при
последовательном виде движения сократилась на 46%.

Длительность технологического цикла при
параллельном виде движения в сравнении с длительностью при последовательном
виде движения сократилась на 68%.
РАСЧЕТ ДЛИТЕЛЬНОСТИ
ПРОИЗВОДСТВЕННОГО ЦИКЛА
Производственный цикл (Тп) включает
технологический цикл, а также время естественных процессов и межоперационного
пролеживания, неперекрываемых технологическим процессом.
Формулы для определения длительность
производственного цикла при различных видах движения партии деталей по
операциям имеют следующий вид:
Последовательный вид движения
 ;
;
Параллельно - последовательный вид движения
 ;
;
Параллельный вид движения
 ,
,
, если Те mod 24 ≥ Tcм*f
где 
 , иначе
, иначе
Здесь Те mod 24 - остаток от деления Те на 24,  -
целая величины Те/24.
-
целая величины Те/24.
В формулах,- норма времени на выполнение
операции, мин;- количество рабочих мест, занятых изготовлением партии деталей
на каждой операции;
К - число технологических операций;мо - время
межоперационного пролеживания между двумя операциями, часов;
Тсм - длительность смены, ч. (8 часов);- число
рабочих смен в сутки;
Те - длительность естественных процессов, ч.;
Кпер - коэффициент для перевода рабочих дней в
календарные (отношение числа рабочих дней к числу календарных дней в году, Кпер
= 260/365≈0,7).
В этих формулах длительность производственного
цикла определяется в днях. Количество рабочих мест на операции (W) принимается
равным единице.
Рассчитаем длительность производственного цикла
 дней;
дней;
 дней;
дней;
 дней.
дней.
РАСЧЕТ ПАРАМЕТРОВ ОДНОПРЕДМЕТНОЙ
НЕПРЕРЫВНОЙ ПОТОЧНОЙ ЛИНИИ (ОНЛП)
При расчете параметров однопредметной
непрерывно-поточной линии определяется:
А. такт поточной линии.
Под тактом поточной линии r понимается период
времени между запуском (выпуском) на линию данного объекта (деталь, сборочная
единица, изделие) и следующего за ним. Такт является функцией заданной
программы выпуска и в общем случае определяется по формуле
 ,
,
где Fd - действительный фонд времени за плановый
период (смена, сутки, менсяц);З - число запускаемых в поточную линию объектов
производства за тот же период.
С учетом регламентированных перерывов Тпер и
уровня брака, а%

где Тсм - продолжительность смены, мин;вып.сут -
суточная программа выпуска, шт;- число рабочих смен в рабочем дне.

В. Необходимое число рабочих мест (единиц
оборудования) для каждой операции.
Вначале определяется расчетное число рабочих
мест (Wi расч) для каждой операции
 ,
,
где tki - норма времени на i-ю операцию, мин.
При полной синхронизации потока величина Wi
всегда целое число, загрузка рабочих мест полная и одинаковая на всех
операциях. При неполной синхронизации на несинхронных операциях Wi расч не
равно целому числу. Экономически целесообразно округлить Wi расч до ближайшего
меньшего числа, предусмотрев при этом пользование рациональной оснастки, более
рационального режима работы оборудования и т.п. при этом допустимая перегрузка
рабочего места в расчетах должна быть не более 10-12% со снятием ее при отладке
линии;






С. Загрузка рабочих мест.
Загрузка рабочих мест определяется коэффициентом
загрузки КЗi на каждой операции, %
где Wiрасч - расчетное число рабочих мест;прин -
принятое число рабочих мест.
Затем определяется средний коэффициент загрузки
рабочих мест на поточной линии, %
где К - число операций на линии.

Коэффициенты КЗi и КЗср являются показателями
целесообразности применение поточного производства.
После расчета такта, числа рабочих мест для
последующей планировки конвейера рассчитывается его шаг (lш), т.е. расстояние
между осями симметрии двух рядом расположенных объектов на конвейере.. Скорость
движения конвейера.
Скорость движения конвейера должна
соответствовать такту потока. Это соответствие достигается, если путь, равный
шагу, конвейер проходит за такт:

Чаще всего применяются распределительные конвейеры
со скоростями в пределах 0,5-2 м/мин.
Если расчетная скорость не попадает в указанные
пределы, требуется корректировка расчетов. Если скорость конвейера больше
допустимой, необходимо увеличить число рабочих смен в рабочем дне, а если
меньше - уменьшить.
ПОСТРОЕНИЕ И РАСЧЕТ СЕТЕВЫХ ГРАФИКОВ
Сетевой график (сетевая модель) является
основным плановым документом в системе сетевого планирования и управления
подготовкой производства (СПУ), представляющей собой информационно-динамическую
модель, в которой изображаются взаимосвязи и результаты работ, необходимых для
достижения конечной цели разработки.
Основополагающие понятия сетевого
планирования
В основе сетевого планирования лежат следующие
понятия:
. Работа
Работами называются любые процессы, действия,
приводящие к достижению определенных результатов (событий). Кроме работ
действительных, т.е. требующих затрат времени, существуют так называемые
фиктивные работы (зависимости). Фиктивной работой (зависимостью) называется
связь между какими-то результатами работ - событиями, не требующими затрат
времени.
. Событие
Событиями называются результаты произведенных
работ. Формулировка события записывается в форме, не допускающей различного
толкования. Каждое событие может быть отправным моментом для начала последующих
работ. В отличие от работы, имеющей, как правило, протяженность во времени,
событие представляет собой только момент окончания работы.
. Путь
Любая последовательность работ в сетевом графике,
в которой конечное событие одной работы совпадает с начальным событием
следующей за ней работы, называется путем. В сетевом графике различают
несколько видов путей:
от исходного события до завершающего события -
полный путь;
исходного события до данного - путь,
предшествующий данному событию;
данного события до завершающего - путь
последующий за данным событием;
между двумя какими-либо промежуточными событиями
(i;j)- путь между событиями i и j;
путь между исходным и завершающим событием,
имеющий наибольшую продолжительность - критический путь.
Продолжительность критического пути определяет
общую продолжительность выполнения проекта в целом. Следовательно, для
сокращения сроков выполнения проекта необходимо сократить сроки выполнения
работ, лежащих на критическом пути.
Правила построения сети
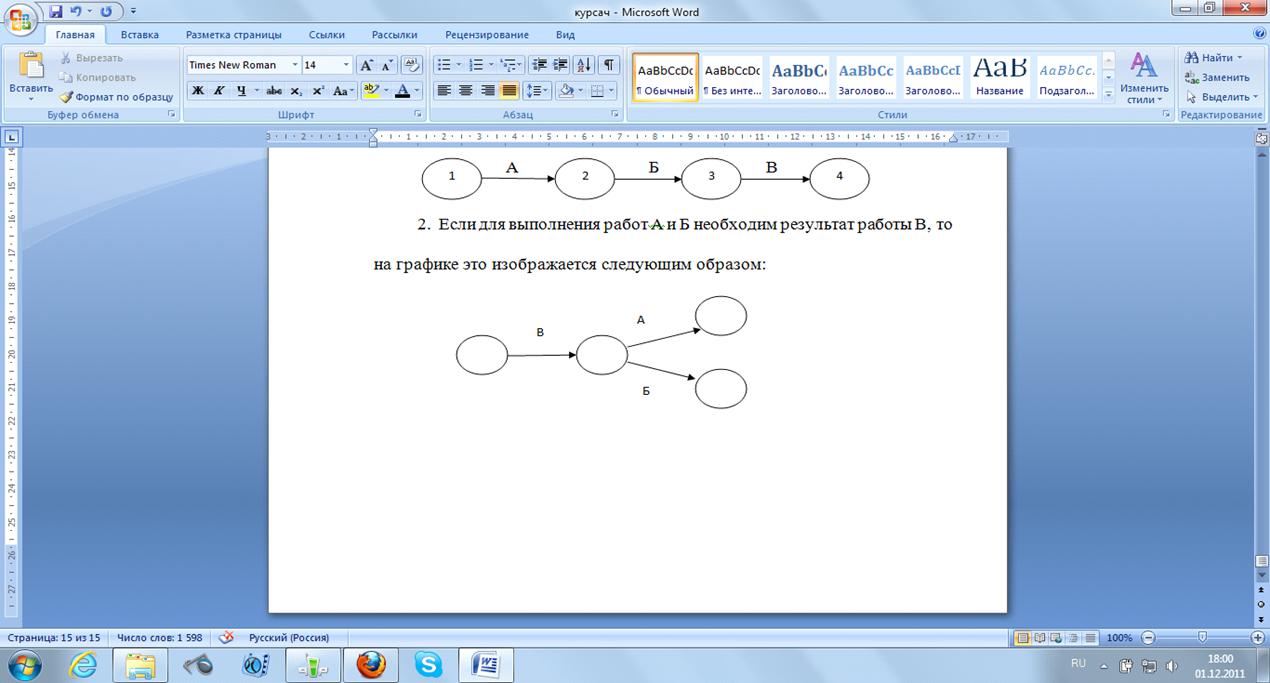
. Если работы выполняются последовательно, то на
графике они показываются следующим образом:
А Б В
. Если для выполнения работ А и Б необходим
результат работы В, то на графике это изображается следующим образом:
В сети нельзя допускать «тупиков», т.е. событий,
из которых не выходит ни одной работы, если эти события не являются для данной
сети завершающими.
В сети не должно быть событий, за исключением
одного (начальное), в которое не входит ни одной работы.
В сети не должно быть замкнутых контуров, т.е.
путей, соединяющих некоторое событие с ним же самим.
События следует нумеровать так, чтобы номер
начального события данной работы был меньше номера конечного события этой
работы.
Временные параметры детерминированных сетей
Основными временными параметрами сетей являются
ранние и поздние сроки наступления события. Зная их, можно вычислить остальные
параметры сети - сроки начала и окончания работ и резервы времени событий и
работ.
Ранний срок наступления события tp(i) равен
наибольшей из продолжительности путей, предшествующих событию i.
Поздний срок наступления события tП(i) равен
разности между продолжительностью критического пути Ткр и наибольшей из
продолжительности путей, следующих за событием i.
Наибольший по продолжительности путь,
предшествующий событию i, обозначается как  ;
наибольший по продолжительности путь, следующий за событием i - через
;
наибольший по продолжительности путь, следующий за событием i - через  .
.
Рис. 4
Следовательно, правило определение раннего и
позднего сроков наступления события математически может быть выражено:
tpi=t()
и tП(i)=Ткр- t() .
Для событий, принадлежащих критическому пути:
=tП(i), так как +
=Ткр.
Зная tpi и tП(i) для всех событий сети, можно
для любой работы (i;j) определить следующие параметры:
Ранний срок начала работы - tp.н.(i;j)
Поздний срок начала работы - tп.н.(i;j)
Ранний срок окончания работы - tp.о.(i;j)
Поздний срок окончания работы - tп.о.(i;j)
Эти параметры определяются следующим образом:
.н.(i;j)= tp(i); tп.н.(i;j)=
tп(j)-t(i;j);.о.(i;j)= tpi+ t(i;j); tп.о.(i;j)= tп(j).
Для всех работ критического пути:
.н.(i;j)= tп.н.(i;j) и tp.о.(i;j)= tп.о.(i;j),
так как для всех событий этого пути tp= tп .
В связи с тем, что критический путь является
наиболее длительным путем, все остальные пути будут короче его.
Разность между продолжительностью Ткр критического
пути и продолжительностью t(L) пути L называется резервом времени этого пути L
и обозначается через R(L).
Чем короче путь, тем больше у него резерв
времени. Резерв времени пути R(L) показывает, на сколько в сумме могут быть
увеличены продолжительности работ, принадлежащих пути L, не влияя на срок
выполнения проекта. Иными словами R(L) показывает предельно допустимое
увеличение продолжительности пути L.
Поскольку резерв времени пути может быть
использован для увеличения продолжительности работ, находящихся на этом пути,
можно утверждать что любая из работ пути на его участке, не совпадающая с
критическим путем, обладает резервом времени.
Конкретная работа (i;j) может одновременно
принадлежать нескольким путям, т.е. через работу (i;j) может проходить несколько
различных путей. Продолжительность и резерв у этих путей разные. В связи с этим
для каждой работы сетевой модели определяется два основных резерва времени -
полный резерв и свободный резерв времени.
П(I;j)=tП(j)- tp(i)-t(i;j).
Свободный резерв рассчитывается по формуле:
С(I;j)=tр(j)- tp(i)-t(i;j).
Все события в сети, за исключением событий,
принадлежащих критическому пути, имеют резервы времени. Резерв времени
наступления события обозначается через R(i) и определяется как разница между
ранним и поздним сроками наступления данного события.
Резерв времени наступдления события показывает,
на сколько предельно можно задержать наступление этого события, не вызывая при
этом увеличение срока выполнения проекта. Ясно, что события критического пути
не имеют резервов времени, так как tП(j)= tp(i).
Построение и расчет сетевого графика
Строим топологическую схему по данным, на
которой обозначим работы и номеруем события (рис. 4).
производственный цикл сеть график
Рис. 5 - Топологическая схема
После построения топологической схемы, по
анологии с ней, стороим сетевой график, на котором показываем все расчетные
параметры (рис.5) которые сводим в табл. 2 и 3.
Рис. 6 - Сетевой график процесса
Определяем ранние поздние сроки наступления
событий, резервы времени наступления событий, а также полные и свободные
резервы времени работ.
Результаты сводим в табл.4.
Таблица 4 - Результаты расчетов
|
№
п/п
|
Событие
|
Ранний
срок наступления события tp
|
Поздний
срок наступления события tП
|
Резерв
времени наступления события R
|
|
1
2 3 4 5 6 7 8 9 10 11
|
0
1 2 3 4 5 6 7 8 9 10
|
0
4 6 5 8 11 11 14 18 17 25
|
0
11 13 5 15 17 11 20 23 17 25
|
0
7 7 0 7 6 0 6 5 0 0
|
Затем определим полные и свободные резервы
времени работ и результаты сводим в табл. 5.
Таблица 5 - Результаты расчетов
|
№
п/п
|
Работа
|
Длительность
работы в днях
|
Полный
резерв времени работы Rn(дней)
|
Свободный
резерв работы Rс (дней)
|
|
1
2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
|
А(0-1)
Б(0-2) В(0-3) Д(1-4) (2-4) З(2-5) Г(3-5) И(3-6) Е(4-7) К(5-7) М(5-8) Н(6-8)
П(6-9) Л(7-10) О(8-10) Р(9-10)
|
4
6 5 4 0 4 6 6 5 3 6 7 6 5 2 8
|
7
7 0 7 0 7 6 0 7 6 6 5 0 6 5 0
|
0
0 0 0 0 1 0 0 1 0 1 0 0 6 5 0
|
После построения сетевого графика и нанесения на
него всех параметров, следует определить критический путь и выделить его на
график. Критический путь выделен двойной стрелкой.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. Организация
производства: учеб. Для вузов / О.Г. Туровец, В.Н. Попов, В.Б. Родионов и др.;
под ред. О.Г. Туровца. - 2-е изд., доп. - М.: Экономика и финансы, 2002. - 452
с.
2. Организация
производства и управление предприятием: учеб. / О.Г. Туровец, М.И. Бухалков,
В.Б. Родионов и др.; под ред. О.Г. Туровца. - 2-е изд., доп. - М.: ИНФРА-М,
2008. - 544 с.
. Организация
производства. Задания и методические указания к выполнению курсовой работы. -
Брянск: БГТУ, 2009. - 31 с.