Основи металургійного виробництва та технології ливарного виробництва
МІНІСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ
Національний університет водного господарства
та природокористування
Кафедра „Автомобілі, автомобільне господарство і технологія металів”
КОНТРОЛЬНА РОБОТА №2
з курсу
„Матеріалознавство і
технологія конструкційних матеріалів”
Розділи:
„ОСНОВИ МЕТАЛУРГІЙНОГО
ВИРОБНИЦТВА”, „ОСНОВИ ТЕХНОЛОГІЇ ЛИВАРНОГО ВИРОБНИЦТВА”
Рівне
2009
Опишіть будову
і принцип роботи доменної печі і вкажіть, які фізико-хімічні процеси протікають
в різних зонах печі
Виробництво чавуну.
Чавун одержують у доменних печах з руд шляхом відновлення заліза і насичення
його вуглецем і іншими елементами. Основна маса чавуну (більш 80%) використовується
для виплавки сталі. Основними вихідними матеріалами для виробництва чавуну в
доменній печі є червоні, магнітні, бурі і шпатові залізняки, марганцеві руди,
паливо і флюс.
Будова доменної печі.
Доменна піч являє собою вертикальну плавильну піч шахтного типу. Свою назву
доменні печі одержали від раніше застосовуваних в Росії (VIII-IX століття) шахтних
печей, що називалися домницями.
Доменна піч є могутнім і високопродуктивним агрегатом з корисним обсягом
печі 3000—5000 м3 і продуктивністю більш 5000 т чавуну в добу.
Корисна висота таких печей досягає 30 м і більш. Доменна піч (рис. 1) зовні
укладена в сталевий кожух, а усередині футерована вогнетривкою (шамотною)
цеглою. Внутрішній обрис печі називається її профілем. При цьому варто
розрізняти колошник І, шахту ІІ, розпар ІІІ, заплічики IV і горн V.
Колошник обладнаний литими сталевими сегментами 3, що захищають вогнетривку
футеровку від руйнування при ударах шихти, що завантажується в піч.
У верхній частині печі є завантажувальний пристрій, що складається з прийомної
лійки 7, малого конуса 5, розподільного пристрою 6 і великого конуса 4 з лійкою
10. Сирі матеріали (шихта) подаються на колошник по похилому мосту 9 двома
скіпами 8. Зі скіпа матеріали спочатку попадають на малий конус, що для забезпечення
більш рівномірного завантаження шихти у великий конус повертається навколо осі
штанги. Малий і великий конуси опускаються не одночасно, щоб запобігти викиду
доменних газів з печі в атмосферу У великий конус через малий конус засипають
кілька скіпів шихтових матеріалів, що утворюють так звану колошу. У процесі
опускання великого конуса колоша падає в піч. Рудну частину шихти і кокс
завантажують роздільно, тому в печі утвориться два шари — коксу і рудної частини.
У нижній частині печі знаходяться фурменні пристрої 2, через які вдувають
у піч нагріте повітря або повітря, збагачене киснем, а також іноді газоподібне,
рідке або пилоподібне паливо для економії коксу.
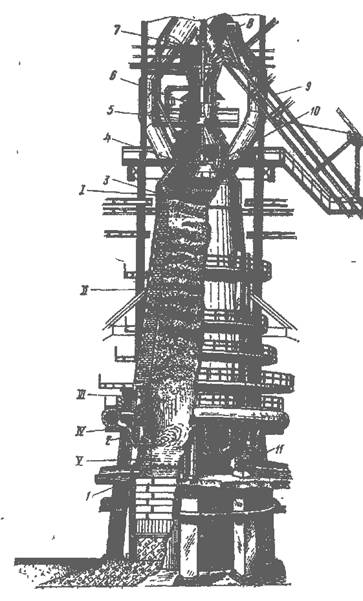
Рис. 1. Доменна піч
Чавун і шлак безупинно стікають вниз і періодично випускаються через чавунну
льотку 1 і шлакову льотку 11.
Процес доменної плавки безперервний, а завантаження шихтових матеріалів і
випуск чавуна і шлаку виробляються періодично по установленому режиму. Вихідні
матеріали надходять у доменну піч зверху, а в нижню частину печі через фурми
подаються нагріте повітря або повітря, збагачений киснем, а також газоподібне
паливо. Гази, що утворяться при згорянні палива, піднімаються назустріч
опускаються шихтовим матеріалам, нагрівають них, відновлюють і плавлять. Таким
чином, піч працює за принципом протитоку, що, природно, дозволяє більш повно
використовувати тепло.
Опустившись до рівня фурм, кокс згоряє у струмені підігрітого до
1100—1300° С повітря або повітря, збагаченого киснем (до 30—35%), подаваного в
піч через фурми під тиском 150—200 кН/м2 (1,5— 2 ат). Процес горіння
палива йде з великим виділенням тепла.
Продукти доменного плавлення.
Продуктами доменного виробництва є чавун, шлак і доменний газ.
Чавун виплавляють у залежності від призначення трьох сортів: передільний,
ливарний і спеціальний (феросплави). Передільний чавун йде на переробку в
сталь, виробництво його складає більш 80%.
Ливарний чавун призначається для одержання усіляких фасонних виливків.
Його виплавляється близько 16% від усього виробництва чавуна. Він містить підвищену
кількість кремнію, що поліпшує ливарні властивості чавуна.
Доменні феросплави застосовують при виробництві сталі (як присадки і для
розкислення) у сталеплавильних печах і при виробництві чавуна у вагранках. Їх
виплавляють приблизно 4% від усього виробництва чавуна. Феросплави
відрізняються від передільних і ливарних чавунів підвищеним вмістом марганцю і
кремнію. До них відносяться феромарганець доменний, утримуючий 70—75% Мn і 2% Si, дзеркальний чавун (із
дзеркальним блиском у зламі), що містить 10— 25% Мn і до 2% Si, феросиліцій доменний,
утримуючий 9—13% Si і 3% Мn.
Доменні шлаки, що утворяться при плавці чавуна, звичайно піддають грануляції
водою для одержання дрібнозернистої маси. Оброблені зазначеним методом шлаки
використовують для виготовлення цементу, цегли, шлакоблоків і інших будівельних
матеріалів.
Доменний газ після очищення від пилу використовують як газоподібне паливо
в повітронагрівачах для опалення різних печей, нагрівання ковшів і ін.
Доменна піч працює безупинно 5—6 років і більше з моменту пуску до чергового
капітального ремонту.
Зупинка печі відбувається головним чином через вигоряння вогнетривкої кладки.
Для контролю товщини кладки використовують радіоактивний ізотоп кобальту 60Со.
При будівництві або ремонті доменної печі в найбільш уразливі частини кладки
зашпаровують зазначений ізотоп кобальту. У процесі експлуатації печі періодично
до місць, де замурований 60Со, підносять лічильник Гейгера, за допомогою
якого можна знайти γ-випромінювання. Коли кладка вигорить до визначеної товщини,
60Со розплавиться в чавуні і піде разом з ним з печі; у цьому
випадку випромінювання не буде. Реєструєме при цьому ослаблення або повне зникнення
γ-випромінювання дозволяє установити термін зупинки печі на капітальний
ремонт.
Схарактеризуйте
вимоги, які ставлять до формувальних і стержневих сумішей, і запишіть, з яких
компонентів вони складаються
доменна
піч плавлення
Формувальні і стержневі суміші.
Формувальні суміші застосовують для виготовлення піщаних форм, а стержневі
— для виготовлення стержнів, встановлюваних у зазначені форми.
Вихідні формувальні матеріали.
Вихідними матеріалами для виготовлення формувальних сумішей служать
формувальні піски і глини. Формувальні піски добувають у піщаних кар'єрах і класифікують
за ГОСТом. У залежності від вмісту глинистих складових кварцові піски поділяються
на кілька класів: кварцові К (до 2% глини), тощі Т (2—10% глини), напівжирні П
(10—20% глини), жирні Ж {20—30% глини) і дуже жирні ОЖ (30— 50% глини). Іншою
класифікаційною ознакою пісків по тому ж ГОСТу є його зерновий склад, що
визначається методом ситового аналізу.
Піски підрозділяють по величині зерен: грубий (1,0—0,4 мм), дуже великий
(0,63—0,315 мм), великий (0,4—0,2 мм), середній (0,315—0,16 мм), дрібний (0,2—
0,1 мм), дуже дрібний (0,16—0,063 мм), тонкий (0,1 — 0,05 мм), пилоподібний
(0,063—0,05 мм). Для зв'язування зерен піску у формувальні суміші додають
глини, каолінітові (позначаються буквою К) або монтморилонітові (позначаються
буквою М).
Монтморилонітові (бентонітні) глини володіють високою сполучною здатністю
у вологому стані.
У зв'язку з тим що піщано-глинисті формувальні і стержневі суміші
володіють рядом недоліків (поганою піддатливістю і газопроникністю й ін.), у
них замість глини вводять зв'язувальні речовини (сульфідно-спиртову барду,
різні смоли, пеки, бітуми, рідке скло й ін.).
Оптимальна кількість вводиться в суміш сполучних визначається за ГОСТ або
по ТУ.
Чим більше модуль, тим вище міцність сумішей у вологому стані і нижче в сухому
стані.
Крім сполучних матеріалів, що забезпечують необхідну міцність, у формувальні
і стрижневі суміші вводять різні добавки, що додають сумішам необхідні властивості.
Пісок застосовується попередньо висушеної і просіяний. Глину і тверді
добавки сушать, дроблять і просівають. Для сушіння піску застосовують печі
барабанного типу і високопродуктивні апарати киплячого шару.
Формувальні суміші. Їх приготування і властивості.
Формувальні суміші служать для виготовлення піщаних форм і застосовуються
трьох типів: єдині, лицювальні і наповнювальні. Єдині суміші використовують у
масовому виробництві, а лицювальні і наповнювальні — в індивідуальному виробництві.
При цьому спочатку на поверхню моделі наносять лицювальну суміш, а потім наповнювальною
сумішшю заповнюють іншу частину форми.
Вибір складу формувальної суміші залежить головним чином від сплаву, з
якого будуть виготовляти відливки, а, також від того, які форми застосовуються:
сухі або сирі. Найбільше застосування одержали сирі форми, тому що це
економічно більш вигідно. Сухі форми використовують для виготовлення великих або
складних за формою виливків.
Для одержання якісних виливків у сирих формах необхідно знати залежність
властивостей формувальної суміші від її складу. Так, наприклад, чим, більше в суміші
глини, тим газопроникність нижче, але вище міцність; підвищена вологість (більш
6%) збільшує пластичність і міцність суміші, але знижує її газопроникність і
збільшує газотворність суміші.
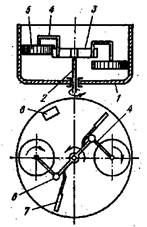
Рис. 2. Змішувальні бігуни з горизонтальними катками: — чаша; 2 — вертикальний
вал; 3 — траверси; 4—маятники; 5—катки; 6 —шарніри; 7 —плужки; 8 — люк для
видалення суміші
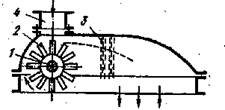
Рис. 3. Схема аератора; 1 — обертовий вал; 2 —лопатки, укріплені на
валові й відкидаючі формувальні суміші; 3 — ґрати; 4 — завантажувальна воронка
для формувальної суміші
Технологічний процес приготування формувальних сумішей полягає в перемішуванні
складових компонентів суміші з наступним її вистоюванням і розпушенням.
Перемішування виробляється в бігунах, що змішують, (рис. 2). Час перемішування
складає для єдиної суміші 3—5 хв., для наповнювальної суміші близько 3 хв. і
для лицювальної суміші 6—10 хв. Потім формувальні суміші завантажують у бункери,
де вистоюються протягом декількох годин для рівномірного розподілу вологи. Перед
подачею у формувальне відділення суміш розпушують аераторами (рис. 3) або
пересувними стрічковими розпушувачами. Підготування вихідних матеріалів і
готування формувальних сумішей виробляється в землеприготовлювальному відділенні.
Приготовлені формувальні суміші повинні володіти наступними основними
властивостями:
-
достатньою
міцністю, протистояти зусиллям, що руйнують, під час виготовлення і
транспортування форм, а також тискові рідкого металу при заливанні, гарною
газопроникністю (пропускати гази після заливання металу у форму);
-
низкою
газотворністью (не виділяти гази при високих температурах), пластичністю (добре
формуватися і давати чіткий відбиток від моделі), піддатливістю (не
перешкоджати усадці металу при затвердінні виливка), вогнетривкістю (не
розм'якшуватися і не розплавлятися під дією високої температури рідкого металу,
що заливається у форму), довговічністю (зберігати свої якості при повторних
уживаннях), вибиваємістю (легко руйнуватися і вибиватися з опок).
Горіла, відпрацьована суміш, вибита з опок перед повторним використанням,
піддається переробці, що складається з охолодження, відділення металевих включень
- (бризів металу, каркасів стрижнів, шматків холодильників), роздрібнення і
просівання. Для видалення металевих часток застосовують магнітний сепаратор, а
для просівання — сита барабанного типу. Для розминання твердих грудок суміші,
що утворяться після вибивання сухих форм, застосовуються гладкі валки.
Потім, для додання формувальної суміші зазначених вище властивостей, у
неї вводять необхідну кількість свіжих матеріалів (пісок, глину й ін.) і води,
після чого суміш ретельно перемішується в бігунах, що змішують. .
Зразковий склад формувальної суміші для чавунного лиття: 8—10% глини,
0,5—1% кам'яного вугілля, 4—6% води, інше кварцовий пісок.
Властивості такої суміші наступні: газопроникність 80—100 см/хв, межа міцності
при стиску сирих зразків 0,4— 0,6 кгс/см2.
Стержневі суміші. Їх приготування і властивості.
Стержневі суміші служать для виготовлення піщаних стержнів. Склад і властивості
стержневих сумішей залежать від їхнього призначення.
Зразковий склад стержневої суміші для виготовлення нескладних за формою стержнів:
кварцовий пісок 90—92%, глина 4—6%, сульфітна барда (щільністю 1,27 г/см3)
2—3%, вода 3—4%.
Властивості такої суміші наступні: газопроникність не менш 70 см/хв, межа
міцності при стиску в сирому стані 0,15— 0,25 кгс/см2, межа міцності
при розтяганні в сухому стані 4—5 кгс/см2.
Процес готування стержневих сумішей полягає в перемішуванні складових
компонентів суміші в бігунах, що змішують, протягом 10—12 хв і наступному вистоюванні
її в бункерах. Готування сумішей проводиться в землеприготувальному відділенні.
Звідси готова суміш транспортується у відділення виготовлення стержнів.
Спеціальні формувальні і стержневі суміші.
Крім піщано-глинистих сумішей, у ливарному виробництві застосовують спеціальні
суміші. У них кварцові піски замінені високотеплопровідними матеріалами.
Наприклад, для виготовлення лицювальних сумішей при литті великих і складних
сталевих виливків застосовують хроміт і хромомагнезит. Формувальні і стрижневі
суміші з рідким склом (самотвердіючі) широко використовують для виливків зі сталі,
чавуна, мідних і алюмінієвих сплавів.
Ці суміші мають наступний склад: 95—97% пісок кварцовий; 3—5% глина; 5—7%
рідке скло. Вологість сумішей 3—4,5%.
Такі суміші мають високу газопроникність (100—150 см/хв) і забезпечують
одержання сталевих виливків без пригару. Процес тверднення сумішей з рідким
склом можна робити трьома способами:
1) сушінням;
2) продувкою С02;
3) витримкою на повітрі при кімнатній температурі.
Межа міцності сумішей складає, кгс/см2: у сирому стані
0,15—0,30; після сушіння — до 20, після продувки З2—3—5. До недоліків цих
сумішей відноситься: важка вибиваємость і велика гігроскопічність. Фарби
намагаються наносити на гарячі стержні і форми відразу після сушіння.
В останні роки набули широкого застосування фарби на основі циркону, що
володіє високої вогнетривкістю (плавиться близько 2000° С), теплоакумулюючою
здатністю, не взаємодіючого з окислами металу, що дозволяє одержувати сталеві
виливки з чистою поверхнею.
Допоміжні матеріали.
До допоміжних матеріалів відносяться різні припили і фарби, що усувають
пригар і дозволяють одержувати виливки з чистою поверхнею. Припили робочої поверхні
застосовують при заливанні форм у сирому стані, а фарби наносять на сухі стержні
і форми. Припилом для форм сталевих виливків служить пилоподібний кварц, а для
форм великих чавунних товстостінних виливків — сріблистий графіт. До складу
противопригарних фарб входять вогнетривкі зв’язувальні матеріали і спеціальні
добавки, що зменшують розшарування фарб.
Література
1.
032-90
Методичні вказівки і контрольні завдання з курсу „Матеріалознавство і
технологія конструкційних матеріалів” для студентів спеціальностей 7.091903 та
7.090215 заочної форми навчання. /Кім Є.К. – Рівне: УДАВГ, 1997. – 30с.
2.
Гуляев
А.П. Металловедение. 5-е изд., перераб. и доп. – М.: „Металлургия”, 1977. – 647
с.
3.
Казаков Н.Ф.,
Осокин А.М., Шишкова А.П. Технология металлов и других конструкционных
материалов: Учеб. пособие. – М.: «Металлургия», 1975. – 690 с.
Размещено на