Автоматизация шлифовальной операции изготовления валика
Цель дипломной работы –
разработка технических решений, направленных на повышение эффективности
организации шиноремонтных работ в зоне ТР УТТ НГДУ «Федоровскнефть».
В дипломном проекте
предложен вариант реконструкции шиноремонтного участка. Необходимость
реконструкции обоснована неэффективной организацией выполнения всего комплекса
шиномонтажных работ в подразделении, что проявляется в нехватке современного
оборудования, низком проценте занятой площади, недостаточным уровне
механизации. Предложено дооснастить участок шиномонтажных работ необходимым оборудованием
в соответствии с требованиями технологического проектирования и техники
безопасности, а также внедрить в производство разработанную конструкцию
борторасширителя с пневмоприводом.
Работа представлена на
страницах формата А4, имеется 2 приложения. Графическая часть представлена на
10 листах формата А1.
Введение. 4
1 Обоснование темы проекта. 7
1.1 Характеристика автотранспортного предприятия. 7
1.2 Состав
подвижного состава Управления. 11
1.3 Организация ТО и ТР подвижного состава в существующих
условиях. 15
2 Технологический расчет. 30
2.1 Расчёт производственной программы объёма работ и
численности работающих 30
2.2 Корректирование нормативов с учётом конкретных
условий эксплуатации подвижного состава. 31
2.3 Определение расчётных пробегов до ТО и ТР. 33
2.4 Расчет трудоемкости. 33
2.5 Определение коэффициента технической готовности и
коэффициента использования автомобилей. 37
2.6 Определение годового пробега. 38
2.7 Определение годовой программы.. 38
2.8 Расчет сменной программы.. 39
2.9 Определение годовой трудоемкости работ по ТО и ТР в
год. 40
2.10 Определение количества ремонтных рабочих. 42
2.11 Расчет количества постов в зонах ТО, ТР и
диагностики. 46
2.12 Расчет площади шиноремонтного участка. 47
3 Технология и организация производственного процесса
ремонта шин. 56
3.1 Выполнение технологического процесса в шиномонтажном
и шиноремонтном отделениях. 56
3.2 Описание работ, выполняемых в шиноремонтном отделении. 59
3.3 Ремонт камер. 63
3.4. Ремонт камеры, имеющей разрыв. 64
4 Разработка борторасширителя с пневматическим приводом. 66
4.1 Обзор существующих конструкций борторасширителей. 66
4.2 Проектный расчет конструкции борторасширителя. 71
4.3 Проверочный расчет конструкции борторасширителя. 76
4.4 Описание устройства и работы конструкции. 82
4.5 Порядок сборки. 84
5 Разработка технологического процесса ремонта шин. 86
6 Оценка эффективности проектных решений. 90
Заключение. 99
Список использованной литературы.. 101
Готовность автомобиля к
выполнению транспортной работы является ключевым аспектом, позволяющим
организовать эффективность управления системой организации перевозок и
подразумевает под собой максимально возможный уровень безопасности,
экономичности и надежности, что достигается в результате технических
обслуживаний, ремонтов, прочих профилактических мероприятий, содержащих в себе
как организационные, так и технико – технологические мероприятия. В процессе
эксплуатации автомобиля его рабочие свойства постепенно ухудшаются из–за
изнашивания деталей, а также коррозии и усталости материалов, из которого они
изготовлены, поэтому периодически возникают отказы и неисправности, которые
устраняют при технических обслуживаниях и ремонте – комплексе операций по
восстановлению неисправности или работоспособности деталей. Техническая
исправность автомобиля подразумевает под собой максимально возможный уровень
безопасности, экономичности и надежности. Техническое обслуживание, в отличие
от ремонта, носит профилактический характер и представляет собой комплекс мер,
направленных на поддержание транспортного средства в исправном состоянии и
соответствующем внешнем виде, а так же на выявление и устранение возможных
скрытых неисправностей.
Наиболее остро ставится
проблема своевременного и качественного проведения профилактических мероприятий
применительно к структурным подразделениям крупных нефтегазодобывающих
объединений, которым является ОАО «Сургутнефтегаз». Большая разбросанность
объектов, потребность в разнообразной автотранспортной технике – все это
предопределяет необходимость наличия автомобильного парка в исправном
состоянии. В связи с этим, наличие необходимых для обслуживания оборудования и
помещений, является актуальной.
Однако в современных
условиях проведение качественных и своевременных обслуживаний ограничено рядом
условий: количественный роста парка автомобилей е его несоответствие проектным
условиям, усложнение конструкций автомобилей, появление новых их моделей
требуют и внесения соответствующих корректировок в имеющуюся базу технического
обслуживания. Таким образом, требуемая разработка проектов реконструкции имеет
свою специфику, характер которой вызван необходимостью выполнения проектных
процедур в условиях: определенных ограничений: сложившейся застройки территории
автотранспортного предприятия; наличия и характера конструктивных и
планировочных решений существующих зданий и сооружений; наличия и размещения
рабочих постов и оборудования, устройства и расположения инженерных сетей и
коммуникаций и т.п.
Эти обстоятельства
оказывают влияние на весь процесс разработки проекта реконструкции действующего
предприятия, формируют его методологию, во многом определяют проектные решения,
цель которых заключается в определении наиболее эффективного способа
использования имеющегося производственного потенциала. В этом состоят и
основные сложности проектирования реконструкции, поскольку перестраивать
сложнее, чем строить заново.
Особенность разработки
проекта реконструкции в отличие от проектирования для нового строительства
состоит в том, что при наличии соответствующего технико–экономического
обоснования в порядке исключения допускаются отдельные отступления от
нормативных требований рекомендательного характера.
Эти отступления
допускаются только в следующих: если они не ведут к нарушениям основных
нормативов и правил техники безопасности, противопожарной и взрывопожарной
безопасности, производственной санитарии, охраны труда и экологии; если
соблюдение нормативов вызывает значительные неоправданные экономические
затраты.
Для создания эффективной
системы эксплуатации подвижного состава транспортных средств необходимо полная,
системная и комплексная подготовка, что требует соответствующего обеспечения
инфраструктурой, производственно – технической базой, производственным
оборудованием, средств механизации и автоматизации производства и других
процедур, обусловленных производственной и технологической необходимостью. С учетом изложенного, проблема,
отражённая в данном дипломном проекте – обновление производственно –
технической базы и внедрение высокопроизводительного оборудования для
выполнения шиноремонтных работ в УТТ НГДУ «Федоровскнефть» ОАО
«Сургутнефтегаз».
Цель
дипломной работы – разработать проектные решения, направленные на повышение производительности
труда шиноремонтных работ в УТТ НГДУ «Федоровскнефть» ОАО «Сургутнефтегаз».
Для достижения указанной
цели необходимо решение задач:
1. Выполнить
технологический расчет годовой производственной программы,
2. Обосновать
необходимость реконструкции поста шиномонтажных работ с целью повышения
эффективности работ данного вида,
2. Разработать проектные
решения, направленные на модернизацию существующей производственно – технической
базы согласно требованиям нормативной документации, позволяющие повысить
качество выполнения шиномонтажных работ,
3. Разработать образец
оборудования для повышения эффективности и качества проведения шиномонтажных
работ,
4. Разработать
мероприятия по безопасности жизнедеятельности при организации работ на посту
шиномонтажных работ,
5. Провести экономическую
оценку принятых проектных решений.
В качестве вертикально – интегрированной
компании ОАО «Сургутнефтегаз» присутствует более 20 лет. Компания имеет свои
огромные транспортные парки, которые подразделяются по видам техники. Управление технологического транспорта НГДУ
«Федоровскнефть» ОАО «Сургутнефтегаз» (в дальнейшем
по тексту – УТТ, Управление) – одно из самых
старых в системе ОАО «Сургутнефтегаз».
Управление
технологического транспорта организовано 1 марта 1981 г. и существовало как самостоятельная структурная единица ПО»Сургутнефтегаз». С 1 мая 1994 года
приказом АООТ «Сургутнефтегаз» №63 от 23.01.1994 года управление введено в
состав НГДУ «Федоровскнефть». Федоровское УТТ №1
действует на основании ГК РФ, действующего законодательства РФ и Устава ОАО
«Сургутнефтегаз». Взаимоотношения между Федоровским УТТ №1 и ОАО
«Сургутнефтегаз» строятся на админутистративной подчиненности. Управление
действует на принципах хозяйственного расчета, имеет расчетный счет в банке,
печать и штамп со своим наименованием, другие счета открывает по согласованию с
ОАО «Сургутнефтегаз», ведет бухгалтерский учет, имеет отдельный баланс,
являющийся составной частью баланса ОАО «Сургутнефтегаз».
Главной
задачей Управления является удовлетворение потребностей Общества в производстве
продукции, выполнении работ и услуг в целях получения Обществом прибыли.
Предметом деятельности
является выполнение для предприятий и структурных подразделений ОАО
«Сургутнефтегаз» транспортных работ по направлениям: транспортное обслуживание;
выполнение транспортно – погрузочных работ специальной техникой; производство
ремонтных работ.
Транспортная
работа предприятия выполняется по следующим направлениям: отсыпка кустовых
оснований; внутрипромысловых дорог и разведочных площадок на месторождениях;
перевозка вахт работающих на месторождениях; завоз ГСМ и заправка техники на
месторождениях; обеспечение работы автомобилей «Технической помощи» по
обслуживанию комплексных бригад на месторождениях; транспортное обслуживание
базы ДСМ, участка по строительству ЛЭП, пилорамы; завоз ГСМ и заправка
автомобильной и дорожно–строительной техники на месторождениях; транспортное
обслуживание т.д.
Таблица 1.1 – Технико – экономические
показатели УТТ НГДУ «ФН»
|
Показатели
|
Ед. изм.
|
2015 год
|
2016 год
|
|
1.Среднесписочное
количество автотранспорта
|
ед.
|
730
|
750
|
|
3.Машинодни
в хозяйстве
|
дн.
|
273005
|
266707
|
|
4.Машинодни
в работе
|
дн.
|
171490
|
170520
|
|
– на единицу техники
|
дн./ед.
|
231
|
231
|
|
– ежедневное кол–во техники в работе
|
ед.
|
470
|
456
|
|
5.Машинодни
в простое всего
|
дн.
|
101520
|
98366
|
|
– на единицу техники
|
дн./ед.
|
178
|
187
|
|
– ежедневное кол–во техники в простое
|
ед.
|
130
|
173
|
|
– машинодни в ремонте
|
дн.
|
21278
|
19512
|
|
– ежедневное кол–во техники в ремонте
|
ед.
|
58
|
53
|
|
5.
Машинодни в простое без водителя
|
дн.
|
8194
|
12475
|
|
ежедневное
кол–во
техники в простое без водителя
|
ед.
|
34
|
48
|
|
7.Среднесуточный
режим работы транспорта
|
час.
|
11,6
|
12,5
|
|
8.
Пробег, всего
|
тыс.км
|
14851
|
15792
|
|
– на единицу техники
|
тыс.км/ед.
|
101
|
104
|
|
9.Среднесуточный
пробег на ед.техники
|
км
|
89
|
91
|
|
10.Объём
перевозок
|
т
|
82627
|
83659
|
|
11.
КТГ
|
коэф.
|
0,62
|
0,65
|
|
12.
Среднесписочная численность работников
|
чел.
|
1886
|
1912
|
Продолжение
таблицы 1.1
|
13.Численность
водительского состава
|
чел.
|
763
|
787
|
|
14.Отработано
водительским составом
|
час.
|
2291102
|
2315539
|
|
на
1 водителя
|
час./чел.
|
1883
|
1932
|
|
16.Численность
ремонтных рабочих
|
чел.
|
120
|
134
|
|
17.Отработано
ремонтными рабочими на ремонте подвижного состава
|
час
|
228091
|
244651
|
|
18.Общее
время нахождения техники в ремонте
|
час.
|
115349
|
136262
|
Всего эксплуатируется 750
единиц автомобилей, в том числе 29 арендованных.
Специфика деятельности предприятия предполагает использование всевозможного
транспортного оборудования и техники: в распоряжении нефтегазодобытчиков
имеется технологический нефтепромысловый транспорт, краны и бульдозеры,
трубоукладчики и трубовозы, специальная техника, применяемая при подземных
ремонтах скважин, техника для пассажирских перевозок, трейлеры, болотоходы и
многое другое.
В 2016 году предоставлено
транспортных услуг 1257 тыс. маш–часов, хотя плановое значение – 1291 тыс.
машино–часов (невыполнение плана – 1,33%), что в основном связано с отсутствием
исправной техники. Суммарный пробег составил в 2016 году 11698 тыс. км,
отмечается незначительное невыполнение плана на 144 тыс. км При этом уровень
2015 года по пробегу перевыполнен на 8,74%.
Средний пробег всего
парка составил 15792 тыс. км, при уровне прошлого года –14851 тыс. км и уровне
плана – 14462 тыс. км. Отмечается перевыполнение – как плана, так и уровня
прошлого года.
Среднесуточный пробег
каждого автомобиля составил 124,8 км, рост к уровню 2015 года – 11,71%. Прирост
обеспечен за счет ввода новой техники. Суммарное число простоев составило 12
дней в пересчете на весь парк (12 дней на единицу, в том числе 3 дня – в
ремонте). При этом простои в ремонте – 3284 дней или 12 дней на единицу техники
при плановом значении 11 дней.
В целом снижение времени
нахождения автотранспорта в простое по другим причинам положительно
характеризует работу управления, но сокращение общего пробега транспорта
предприятия, является отрицательным фактом для предприятия, так как влечет за
собой сокращение объема транспортной работы.
В 2016 году количество
автотранспорта составило 750 единиц, что на 20 единиц больше значения
предшествующего года. В целом изменение количественного состава техники
обусловлено как вводом в действие, так и выбытием техники.
Так, в 2016
году принято на баланс и введено в эксплуатацию 52 единиц, а выведено – 32
единица техники. В 2015 году эти значения составили соответственно – 25 и 14.
Таким образом, в 2015 году уровень ввода автомобилей менее их выбытии,
наблюдается динамика сокращения ввода.
Под влиянием всех
указанных негативных факторов среднесуточный режим работы транспорта сократился
в 2016 году на 0,93%, пробег – на 0,67%.
Таким образом, видно, что
основными факторами, которые влияют на выполнение техникой производственного
назначения, является поддержание их в исправном состоянии, в максимально
высоком коэффициенте технической готовности с целью выполнения транспортной
работы.
Как видно, значение
коэффициента технической готовности составило в 2015 и 2016 году 0,62 и 0,65
при плановом значении 0,68 и 0.69, снизившись по сравнению с планом на 0,05 и
0,04 соответственно. Это означает, что по плану в среднем из 100 ед. техники 69
должны быть готовы к выполнению транспортной работы по мере необходимости, то в
фактически это значение не получено.
Положительно можно
оценить снижение простоев техники по другим причинам (отсутствие топлива,
материалов, запчастей, т.д.) – в 2016 году на 6,95% к уровню 2015 года. Затраты
на ремонт единицы техники составил в 2016 году – 42,17 тыс. руб при уровне
прошлого года – 39,45 тыс. руб.
УТТ НГДУ «Федоровскнефть»
имеет пять промышленных площадок, общая площадь которых составляет 17,33 га, в том числе: производственные площади– 4,074 га, админутистративно – бытовые помещения – 0,3664 га.
На территории основной
базы УТТ расположены следующие объекты: АБК, РММ, профилакторий обслуживания
транспорта, центральный склад АРИ, теплая стоянка автомобилей 120x36, открытая стоянка автомобилей на
90 единиц техники с газовым подогревом, КТП, легковые гаражи, столовая,
механическая мойка, химводоочистка. Основная промышленная площадка –
центральная база УТТ, находится в промышленной зоне городского поселения
Федоровский
Вторая промышленная
площадка – база УТТ НГДУ «Федоровскнефть» На территории базы имеются: АБК, два
производственных корпуса технического обслуживания и ремонта автотранспорта,
теплая стоянка автомобилей 120x36,два
склада АРИ, теплая стоянка автомобилей, цех ремонта транспорта, блок
вспомогательных цехов, мехмойка автомобилей, химводоочистка, КТП, легковые
гаражи, открытая стоянка автомобилей с газовым воздухоподогревом.
Третья
промышленная площадка – автоколонна №6 расположена в промышленной зоне г.
Сургута (площадь – 0,575 га). На территории автоколонны №6 имеются: бокс РММ,
две теплые стоянки общей площадью 3 132 кв. м, КТП, мойка легкового транспорта.
Четвертая промышленная
площадка автостоянка закрытого типа ЦДНГ–9, расположена на территории опорной
базы ЦДНГ–9. На территории обустроен транспортный участок, имеющий в своем
составе автостоянку на 24 единицы техники с газовым
воздухоподогревом,химводоочистки контейнерную АЗС.
Пятая
промышленная площадка – АЗС, площадью 2,39 га, находится на территории особой промышленной зоны НГДУ «Федоровскнефть».
В
таблице 1.2 представлены данные, характеризующие состав парка Управления.
Таблица 1.2 – Наличие техники по моделям на 01.01.2017
|
Тип подвижного состава
|
Количество
|
Доля в процентах, от общего состава
|
|
Легковые
|
109
|
14,53
|
|
Бортовые
|
75
|
10,00
|
|
Самосвалы
|
43
|
5,73
|
|
Автофургоны
|
41
|
5,47
|
|
Автобусы
|
67
|
8,93
|
|
Автокраны
|
13
|
1,73
|
|
Трубовозы,
седельные тягачи
|
24
|
3,20
|
|
Спец.техника
промысловая
|
295
|
39,33
|
|
Тракторная
техника
|
83
|
11,07
|
|
Всего
|
750
|
100,00
|
Автомобильный
парк Управления в большей степени состоит из грузовых автомобилей: с учетом тракторов
и погрузчиков количество техники – 750 единиц (рисунок 1.1), в том числе 83
трактора и 13 погрузчиков.
Рисунок 1.1 – Наличие транспортных средств по категориям
Можно сделать вывод о
том, что подвижной состав Управления
разнообразен. Это – специальная техника, седельные тягачи, самосвалы,
автокраны, автоцистерны нефтепромысловые, вышки телескопические,
гидроманипуляторы, насосные агрегаты, установки паропередвижные, экскаваторы –
планировщики, агрегаты сварочные, погрузчики и прочая техника – в составе свыше
семисот единиц техники.
На схеме 1.2 представлено
количество техники по наличию, начиная с 2012 года и планируемое – ожидаемое
количество техники.
Рисунок 1.2 –
Количество техники УТТ НГДУ «Федоровскнефть»
Согласно
вышеперечисленных данных необходимо сделать вывод о том, что техника постоянно
обновляется, по мере необходимости списывается, приобретается и перемещается
как внутри предприятия, так и между структурными подразделениями.
Представлена техника
различными марками и типами. За прошедшие четыре года произошел рост количества
единиц техники, этот факт подтверждается открытием дополнительно в НГДУ
«Федоровскнефть» двух цехов добычи это: ЦДНГ–9 и ЦДНГ –10 которые необходимо
обслуживать.
В связи с этим были
произведены необходимые расчеты, в следствии которых УТТ НГДУ «Федоровскнефть»
было доукомплектовано необходимым количеством транспорта.
Пробег автомобиля это
пройденный путь автомобилем в километрах– один из основных показателей влияющих
на его работоспособность, степень изношенности и количества ресурсов
необходимых для поддержания его в исправном состоянии. Основные данные по
показателям с 2012 года по 2016 год года сведены в таблицу 1.3.
Таблица 1.3 – Данные по пробегу автомобилей
|
Наименование показателя
|
Период исследования
|
|
2012
факт
|
2013
факт
|
2014
факт
|
2015
факт
|
2016
факт
|
|
1.Обьем транспортных услуг
в т.ч., тыс. км
|
2098,999
|
2100,626
|
2170,665
|
2227,656
|
2205
|
|
– УТТ:
|
82,796
|
77,608
|
84,213
|
77,862
|
74,332
|
|
–по организационным
единицам управления
|
1811,777
|
1815,223
|
1885,214
|
1959,546
|
1948,699
|
|
–на сторону
|
204,426
|
207,795
|
201,238
|
190,248
|
181,969
|
|
2.Среднесуточный режим
работы транспорта
|
12,04
|
12,10
|
12,59
|
12,90
|
12,65
|
|
3.КИП
|
0,69
|
0,68
|
0,68
|
0,65
|
0,67
|
|
4.Пробег
|
20482,08
|
20854,70
|
21207,16
|
21886,64
|
21886,64
|
|
– в т.ч.на 1 единицу
техники
|
29,6
|
29,7
|
30,8
|
30,1
|
30,7
|
Согласно
данных приведенных в таблице 1.3 можно выяснить тот факт, что в период с 2012
года и за последние четыре года к 2016 году произошло увеличение пробега, в
общем и на одну единицу в частности, но произошло снижение пробегов на
внутренние нужды по управлению технологического транспорта. Затраты на сторону
пошли на спад и увеличились по организационным единицам управления НГДУ
«Федоровскнефть».
В общем,
увеличение данных показателей пробегов можно обосновать открытием двух цехов
добычи. При этом в течении 2016 года была произведена перебазировка техники в
удаленные цеха добычи, для уменьшения возрастающих пробегов. Для этого в цехах
добычи нефти и газа отвели специальные места для базировки, построили открытые
и закрытые стоянки, общежитие КПП, АЗС и дополнительную инфраструктуру, что
показывает пример ЦДНГ–9. В противном случае, если бы не произвели перемещение
техники ближе к заказчику, то пробеги увеличились бы кратно.
Следует отметить также,
что автомобили эксплуатируются в тяжелых условиях, работая в большую часть
времени в зимнее время, в условиях бездорожья, на песчаных дорогах и в
болотистой местности, а также на внутрипромысловых дорогах.
Условиями эксплуатации транспортных средств необходимо
считать условия движения при которых влияние скорости, дорожного покрытия,
рельефа оказывают влияние на автомобиль и водителя. Дорожные условия оказывают
влияние на выбор подвижного состава. При этом учитывается как проходимость,
плавность хода, маневренность, возможность использования его грузоподъемности и
скоростных качеств.
Климатические условия
также оказывают существенное влияние на выбор подвижного состава при перевозке
грузов дождь, снег с ветром, пылью и на солнце необходимы кузова, специальные
укрытия. В северных климатических условиях важными эксплуатационными факторами
являются возможность обеспечения быстрого приготовления автотранспорта к
работе, утепленность кабины, способность водителя управлять транспортным средством
в специальной теплой одежде. Важнейшее значение отводится проходимости
автомобиля, устойчивость при гололедице, возможность применения специальных
устройств для сцепления с дорогой при снежных заносах, снегопадах и метелях с
соблюдением безопасных условий труда.
Для обеспечения
поддержания автотракторной и нефтепромысловой техники в исправном состоянии
постоянно проводится работа по техническому обслуживанию и ремонту техники, производится
контроль за их выполнением, как по полноте выполнения регламентных работ, так и
по качеству исполнения, согласованию переноса срока проведения технического
обслуживания и по принятию мер при непредъявлении транспортного средства на
обслуживание.
Техническое обслуживание
транспортных средств производится в объеме производственной программы и
планируется на основе учета пробегов и наработки верхнего оборудования, в
соответствии с загрузкой производственных участков.
Ежемесячно составляется
график на проведение технического обслуживания по подвижному составу и
доводится до конкретной организационной единицы управления
(ремонтно–механические мастерские, автоколонны, инженерно–диспетчерская
служба).
Еженедельно на основании
составленного месячного графика на проведение технического обслуживания
составляются распоряжения на постановку транспортных средств для прохождения
технического обслуживания и также доводится до ремонтно–механических
мастерских, автоколонн, инженерно–диспетчерской службы.
Производственная программа АТП по
техническому обслуживанию и ремонту характеризуется числом технических
обслуживании, и ремонтов планируемых на определенный период времени (год,
сутки).
Техническое содержание автотракторной
техники в УТТ НГДУ Федоровскнефть» непрерывно совершенствуется, в настоящее
время для обеспечения работоспособности узлов, агрегатов автотракторной и
специальной нефтепромысловой техники, решаются ряд организационных и
производственно–технических вопросов, которые оказывают влияние на контроль
качества технического обслуживания и предупредительного ремонта, обеспечение
подготовки производства и как следствие повышение эффективности эксплуатации
подвижного состава.
Главным
документом, на основании которого проводятся расчеты производственной программы
по ТО и ТР, является «Положение о техническом обслуживании автотракторной и
специальной нефтепромысловой техники УТТ НГДУ «Федоровскнефть», которое
разработано на основании: «Устава автомобильного транспорта и городского
наземного электрического транспорта», «Положения о техническом обслуживании и
ремонте подвижного состава автомобильного транспорта», «Системы обеспечения
безопасности движения транспортного комплекса ОАО «Сургутнефтегаз», СТО
170.3–2011, СТО–188–2009.
В производственной
программе определяются:
1)
количество капитальных ремонтов, ТО–1, ТО–2, сезонных и ежедневных
обслуживании;
2)
трудоемкость технических воздействий;
3)
обеспеченность производственными площадями и оборудованием для выполнения ТО и
ремонта;
4)
затраты на заработную плату ремонтным рабочим, на ремонтные материалы и
запасные части.
Число
технических воздействий при планировании выверяют по известной методике
цикловым расчетом. Расчеты выполняются по каждой модели, по различным группам
автомобилей в зависимости от срока их службы и условий перевозок.
На
практике часто получается, что фактический пробег автомобилей за отчетный
период значительно отличается от планового. В этом случае проводится пересчет
плановых заданий по количеству и объему технических воздействий на фактический
пробег автомобилей. Данную корректировку можно выполнить путем умножения
планового числа воздействий (или по текущим ремонтам – планового объема работ)
на коэффициент, который определяется как отношение фактического пробега к
плановому.
После выполнения
необходимых корректировочных расчетов составляются:
1)
плановое задание по ТО и ТР автомобилей по плановому пробегу, которое затем
корректируется по фактическому пробегу;
2) отчет
по числу выполненных технических обслуживании, объему текущих ремонтов и
количеству капитальных ремонтов;
3)
плановые и фактические затраты по каждому виду технического обслуживания и
ремонта автомобилей.
В
частности, по каждому виду ТО и ТР установлены: периодичность выполнения
технических обслуживании и ремонтов; объем работ по каждому виду ТО и ТР;
производительность труда ремонтно–обслуживающих рабочих и уровень механизации
работ; простой автомобилей в ТО–2, текущих и капитальных ремонтах; межремонтные
пробеги автомобилей.
Производственная программа по техническому обслуживанию
выполняется на поточной линии и тупиковых постах, а текущий ремонт на
специализированных постах.
В зависимости от фактической периодичности и трудоемкости
операции обслуживания ТО и ТР регламентированы технологическими картами. Такие
операции могут выполняться раздельно от технического обслуживания и совместно с
ним (сопутствующий текущий ремонт).
Совместно с техническим обслуживанием выполняются
технологически связанные с ним, часто повторяющиеся операции сопутствующего
ремонта малой трудоемкости (при ТО–1 до 5–7 чел.минут., при ТО–2 до 20–30 чел.минут).
С целью обеспечения высокого качества выполнения
профилактических работ, в установленном технологией объеме, равномерной
загрузки исполнителей и повышения производительности труда объем сопутствующих
ремонтных работ, проводимых при техническом обслуживании, ограничивается.
Суммарная трудоемкость операций сопутствующего текущего
ремонта не должна превышать 20 % от трудоемкости соответствующего вида
технического обслуживания.
Планирование ТО–1 и ТО–2 осуществляется по фактическому
пробегу или наработке спецтехники. Решение о направлении на ТО принимается в
конце текущего месяца на планируемый месяц.
Ниже
представлена сравнительная динамика численности рабочих по ремонту техники и
среднесписочного количества техники в течение 2013 – 2016 годов.
Таблица 1.4 – Сравнительная динамика
численности рабочих по ремонту техники и среднесписочного количества техники
|
Наименование показателей
|
Ед.изм.
|
2013
|
2014
|
2015
|
2016
|
|
Среднесписочное количество
техники
|
ед.
|
703
|
690
|
704
|
708
|
|
Среднесписочное количество
техники обслуживающейся в подразделении
|
ед.
|
671
|
667
|
657
|
669
|
|
Прицепы (полуприцепы)
|
ед.
|
40
|
39
|
43
|
43
|
|
Импортная техника в т.ч.
|
ед.
|
98
|
101
|
109
|
109
|
|
Отечественная в т.ч.
|
ед.
|
605
|
589
|
595
|
599
|
ед.
|
6010
|
6068
|
6639
|
7007
|
|
Численность ремонтных
рабочих
|
чел.
|
98,4
|
91,5
|
86
|
89
|
|
Участие водителей в ремонте
занятых ТО и ТР
|
чел.
|
15,9
|
20,7
|
12
|
12
|
|
Общая численность рабочих
участвующих в ремонте
|
чел.
|
114
|
112
|
98
|
101
|
В управлении, для удобства организации производства,
созданы паспортизованные комплексные производственные участки, производящие
сертифицированные услуги и работы на трех территориях управления: Центральная
база (промзона п. Федоровский). Другие производственные участки показаны в
таблице 1.5.
Таблица
1.5 – Состав подразделений. База ремонта спецтехники (Особая промышленная зона
НГДУ «Федоровскнефть»), филиал в г. Сургуте (а/к №6, промзона).
|
Подразделение
|
Участки
|
|
РММ Центральная база:
|
линия ТО–2
|
|
аккумуляторный
участок
|
|
топливный участок
|
|
электротехнический
участок
|
|
шиномонтажный
участок
|
|
сварочный участок
|
|
медницкий участок
|
|
участок текущего
ремонта
|
Продолжение
таблицы 1.5
|
инструментальный
участок
|
|
моторный участок
|
|
токарный участок
|
|
механический
участок
|
|
тормозной участок
|
|
маслосклад
|
|
РММ База ремонта техники:
|
линия ТО–2
|
|
моторный участок
|
|
агрегатный участок
|
|
механический
участок
|
|
инструментальный
участок
|
|
тормозной участок
|
|
зона текущего
ремонта
|
|
агрегатный склад
|
|
оборотный склад
|
|
вулканизаторный участок
|
|
шиномонтажный
участок
|
|
кузнечный участок
|
|
сварочный участок
|
|
малярный участок
|
|
медницкий участок
|
|
топливный участок
|
|
участок по ремонту
верхнего оборудования.
|
|
маслосклад
|
|
РММ филиал г. Сургут
|
участок ТО–2
|
|
шиномонтажный
участок
|
|
сварочный участок
|
Средства технического
обслуживания и ремонта предусматривают: производственно–технические базы,
здания и сооружения, производственно–технологическое оборудование,
материально–техническое обеспечение (с учетом конструкции подвижного состава,
пробега с начала эксплуатации, интенсивности и условий эксплуатации).
Состав применяемого
оборудования вы ТО и ТР представлен в Приложении.
На основании «Положения о
техническом обслуживании автотракторной и специальной нефтепромысловой техники
УТТ НГДУ «Федоровскнефть» существует перечень основных операций технического
обслуживания подвижного состава.
Исполнительская часть
операций технического обслуживания производится по потребности, на основании
результатов выполнения их контрольной части. Настоящие перечни являются
обобщенными; уточняются для конкретных моделей и их модификаций по второй части
Положения. Техническое обслуживание специального оборудования автомобилей
(насосы, установки, и т.д.) осуществляется в соответствии с инструкцией
завода–изготовителя.
Особенностями,
характерными для данного предприятия, можно считать следующие.
1. Основной объем работ
по обслуживанию проводится в зоне ремонта оборудования, что при парке свыше 200
автомобилей допускается. Посты ТР по замене агрегатов и узлов размещены совместно
с индивидуальными постами ТО–2 в общем ремонтном зале, здесь же устроены и специализированные
посты для шиномонтажных работ.
В основном,
техобслуживание проводится выборочно – по данным диагностики, хотя работы
планируются ежемесячно в полном объеме, но в полном объеме не проводятся.
2. На автомобиле не
выполняется весь комплекс регламентированных работ, а лишь по тем системам,
которые, по данным диагностики, действительно обнаруживают отклонение
параметров от нормативных, и если оно имеет место, то в этом случае автомобиль
направляется в соответствующую зону или (чаще всего) участок ремонта, где и
проводится основной объем работ по ТО.
Таким образом,
обслуживание проводится исключительно по тем агрегатам и узлам, где фактически
имеет место отклонение от нормальных ограничений.
В любом случае,
автомобиль направляется в зону ремонта, поскольку именно там проводится
основной объем работ по техническому обслуживанию – на соответствующих
участках. И только для выборочных образцов ТО проводится в полном объеме
(например, импортная техника).
Отметим, что проведение
работ по техническому обслуживанию на участках ремонта усложняет организацию
контроля за проведением как ТО так и ТР, замедляет их продолжительность,
поскольку зачастую техническое обслуживание или откладывается на последний
момент (после проведения ремонтных работ в соответствующей зоне), или
выполняется очень интенсивно, что приводит к низкому качеству.
В итоге неполноценного ТО
автомобиль теряет эксплуатационные свойства, и до следующего обслуживания
неоднократно выходит из строя по причинам, связанным с низким качеством
обслуживания.
2. Зона для проведения ТР
площадью 2160 м2 занята оборудованием только на 30%, остальная площадь
свободная. Кроме того, используемое при ТР оборудование не полностью отвечает
требованиям современных моделей оборудования.
3. К существенному
недостатку фактически организованной системы планово – предупредительных
мероприятий является факт проведения работ по ремонту в зоне для второго
технического обслуживания. Таким образом, в зоне второго техобслуживания
проводятся первое, второе обслуживание, а также некоторые виды ремонтных работ.
Кроме того, отсутствует
как таковая планировка многих участков, в результате оборудование расположено
на большой площади хаотично.
3. Недостатками
технологического процесса ремонта на всем производстве следует отметить и
отсутствие специального оборудования, отвечающего современным требованиям
оснащения АТП ремонтным оборудованием, что увеличивает трудоемкость отдельных
операций по ремонту, а в некоторых случаях приводит к снижению качества
выполняемых работ.
На рисунке 1.6 изображена
схема организации ТО и ТР в Управлении.
Рисунок
1.6 – Организация ТО и ТР в Управлении
Все вышеуказанное не
только замедляет процесс проведения техобслуживания в связи с необходимостью
перемещения автомобиля для выполнения соответствующих работ, но и снижает их
качество.
В то же время разработаны
и постоянно совершенствуются методы контроля технического состояния
автомобильной техники, способы диагностирования агрегатов, узлов и систем,
приемы выполнения крепежных и регулировочных работ, способы ремонта деталей,
методы разделения и специализации труда ремонтных рабочих, новые
эксплуатационные материалы и способы их применения.
Внедрение прогрессивных
технологических процессов невозможно осуществить без применения новых видов
оборудования, средств механизации и инструмента. Но даже и при сохранении
традиционной технологии процесс обновления существующего оборудования и
оснащения предприятий недостающими моделями оборудования должен происходить
постоянно и непрерывно.
Наличие оборудования не
удовлетворяет фактическим потребностям. Так, оснащенность технологическим
оборудованием по стоимости составляет лишь 45– 50 %, а занятость площадей –
только на 39%. Уровень механизации, в свою очередь, также невысок (порядка 30%)
и не соответствует регламентированному ОНТП значению для крупных
автотранспортных предприятий.
Очевидно, что наличие
данных проблем в Управлении не позволяет качественно проводить ТР
разномарочного парка автомобильной техники.
Недостатки существующих
технологических процессов, дефицит технологического оборудования,
нерациональная планировка производственной площади зоны технического
обслуживания приводят к нарушениям технологической дисциплины, низкому качеству работ и, как следствие, к преждевременному
появлению неисправностей подвижного состава.
Таблица 1.6 – Основные проблемы
Управления в части выполнения работ по ТО и ТР
|
Причины
|
Следствия
|
|
Не
полное соответствие производственной мощности
|
|
Проведение
работ по техническому обслуживанию выборочно (по результатам диагностики) на
участках ТР, в то время как зона ТР на 30% свободная
|
Выполнение в полном объёме работ
ремонтных работ затруднено на постах ТО–2
|
|
Недостаточная
оснащенность технологическим оборудованием
|
|
Недостаток основных видов
оборудования при том, что имеются свободные площади
|
Низкий уровень механизации
производственных процессов и производительности труда рабочих
|
|
Несоответствие
технологических процессов современным научно–техническим
требованиям
|
|
Не используются прогрессивные
методы выполнения ТО автомобилей (механизации и автоматизации выполнения
уборочно–моечных работ, диагностирования и др.)
|
Увеличенная продолжительность
ремонта, низкое качество работ, низкий коэффициент технической готовности
|
|
Нарушение
нормативных санитарно–гигиенических
условий труда
|
|
Отсутствие современных систем
вентиляции в зоне ТО, где основное сосредоточение работ связано с повышенной
загазованностью Отсутствует система автоматического контроля воздушной среды
|
Наличие
повышенной взрыво– и пожароопасности зданий и сооружений.
Повышенная
утомляемость и заболеваемость рабочих, низкая производительность труда
|
1.4 Организация работ на
шиноремонтном участке
В соответствии с темой
проекта, обратим особое внимание на процессы выполнения работ в шиноремонтном
отделении РММ УТТ НГДУ «ФН». В организации работы по ТР, связанные с ремонтном
шин, выполняются в шиноремонтном отделении (участке). Назначение участка – демонтаж
и монтажа шин с колес, правка дисков запорных колец, контроль и восстановление
шин камер, вулканизация камер, балансировка колес.
Структурно участок
выполнен в одном помещении, без разделения на участки, оборудование на участке
скомпоновано по зонам: шиномонтажные работы и зона РТИ.
Численность работающих на
участке составляет 2 человека: слесари – шиномонтажники.
Следует отметить, что
участок введен в эксплуатацию в 1984 году, с тех пор, когда парк
автотранспортной техники не превышал 300 единиц. По причине ежегодного
увеличения автотранспорта и расширения его количественно – качественного
состава, возрастает и потребность в ремонтном технологическом оборудовании.
Кроме того, следует
отметить такой недостаток в организации технологического процесса – как тот
факт, что участок выполнен в одном помещении, отсутствует деление на зоны –
шиномонтаж, вулканизационные работы.
Фактически на участке
установлено:
Подъемное
оборудование: Подъемник электромеханический ПС–16 в количестве 1 единица,
Подъемник гидравлический ПЭ 76/3 – 1 единица
Домкрат – 2
единицы: TJ–12A, П304М
Транспортное
оборудование: Тележка для снятия колес П–254 – 2
единицы
Основное
оборудование: шиномонтажные стены в количестве 3 единиц: Ш–513 и S–540 «Sice», стенд шиномонтажный
для тракторов «Кировец» – 1 единица
Стенд резки
автошин – 1 единица.
На
вулканизационном участке установлено:
Основное
оборудование: электровулканизатора – 2 единицы: Ш–113 и электровулканизатор для
ремонта покрышек модели 6140,
Пресс
вулканизационный гидравлический, модель 40–250 1Э,
Пресс для
выпрессовки резины – 1 единица.
Фактически установленное
оборудование показано в таблице 1.7.
Таблица 1.7 –
Оборудование, установленное на шиномонтажном участке (совместно с участком РТИ)
|
Поз
|
Наименование
|
Тип, марка, модель
|
Количество
|
Площадь, занятая оборудованием, м2
|
|
Технологическое оборудование для
шиномонтажа
|
|
1
|
Подъемник электромеханический
|
ПС–16
|
1
|
6,2
|
|
2
|
Домкрат гидравлический
|
П304М
|
1
|
1,1
|
|
3
|
Стенд шиномонтажный
|
Ш–513
|
1
|
1,4
|
|
5
|
Тележка для снятия колес
|
П–254
|
2
|
0,8
|
|
6
|
Подъемник гидравлический
|
ПЭ 76/3
|
1
|
5,1
|
|
7
|
Домкрат гидравлический
|
TJ–12A
|
1
|
0,6
|
|
8
|
Стенд шиномонтажный для тракторов «Кировец»
|
|
1
|
6,8
|
|
9
|
Стенд резки автошин
|
|
1
|
0,8
|
|
Участок РТИ
|
|
1
|
Электровулканизатор для ремонта камер
|
Ш–113
|
1
|
0,6
|
|
2
|
Электровулканизатор для ремонта покрышек
|
6140
|
1
|
0,4
|
|
3
|
Пресс вулканизационный гидравлический
|
40–250 1Э
|
1
|
0,95
|
|
6
|
Пресс для выпрессовки резины
|
|
1
|
0,88
|
Площадь, занятая
оборудованием составляет 28 м2.
Площадь участка
составляет 216 м2 (12х18 м),
площадь, занятая оборудованием, соответствует на 70%, 30% площади свободно.
Как представлено выше, из
данных анализа, списочный состав парка автомобилей составляет 650 единиц, с
арендованными – 670. Согласно Табелю технологического оборудования и нормативам
табельной потребности, при количестве парка от 600 до 1000 автомобилей,
шиноремонтное отделение оснащается рядом видов оборудования, в необходимом
количестве качестве.
Представленные
данные показывают, что для минутимального оснащения шиноремонтного отделения
для выполнения работ по имеющемуся количеству автомобилей необходимо 26 единиц
оборудования. Кроме того, необходимо иметь в наличии балансировочный стенд,
компрессор, вулканизатор, борторасширитель, ванна для проверки колес и камер и
другое специализированное оборудование. Отсутствие необходимого оборудования
усложняет процесс ремонта и восстановления шин, увеличивает его
продолжительность.
Необходимо
отметить также, что в зоне выполнения шиноремонтных работ (вулканизационном
участке) отсутствует искусственная вентиляция, вентилируется помещение
посредством естественной вентиляции, для чего предлагается внедрить современную
вентиляционную систему.
С учетом изложенного,
цель проводимой реконструкции участка шиноремонтных работ в подразделении:
1. Совершенствование
планировочных решений шиномонтажного участка за счет:
1.1 Разделения
производственной зоны на участки – шиномонтажный, шиноремонтный.
1.2 Оснащением каждой
зоны необходимым оборудованием согласно Табелю технологического оборудования в
необходимом количестве.
1.3 Внедрение
дополнительного вида оборудования – борторасширителя с пневматическим приводом
– в зоне по ремонту шин (вулканизационном отделении).
1.4 Оснащение участка
современной вентиляционной системой, например, вытяжной
системой «Совплим» EFO–5000.
Внедрение этих проектных
решений приведет к следующим результатам:
1. Позволит создать
равномерную загруженность производственной мощности за счет устранения
диспропорций между отдельными элементами – зоны шиномонтажных работ и
вулканизационного участка,
2.Повысить уровень
механизации производственных процессов, связанных с ремонтом шин,
3. Повысить
производительность труда без увеличения общей численности производственных
рабочих, повысить качество и снизить трудоемкость (продолжительность) работ,
4.Обустройство участка
шиноремонтных работ современными системами, обеспечивающими нормальные
санитарно – гигиенические условия.
Таким образом,
реконструкция участка по ремонту шин с созданием эффективной
производственно–технической базы позволит снизить затраты предприятия на
поддержание автомобилей в технически исправном состоянии и повысить
эффективность проводимых работ в целом.
Исходя из всего
вышеизложенного сформулированы задачи выпускной квалификационной работы,
которые необходимо решить:
1.Выполнить технологический
расчет.
2.Провести реконструкцию
участка шиноремонтных работ с внесением корректировок в планировочные решения
3.Разработать отдельный
вид оборудования для повышения качества работ и снижения трудоемкости
шиномонтажных работ.
4.Разработать мероприятия
по безопасности жизнедеятельности при организации работ на участке
шиноремонтных работ, в частности, необходима замена морально устаревшей системы
вентиляции на более производительную и современную.
5.Провести оценку
экономической эффективности проектных решений.
2.1 Расчёт
производственной программы объёма работ и численности работающих
Выше представлен
списочный состав парка УТТ, который представлен разномарочной техников в целом
по 221 наименованию, в количестве 749 единиц. Сущность
приведения группы автомобилей к основной модели, заключается в определении
коэффициента приведения данных моделей к основной, принимаемой к расчету. Коэффициент
приведения для ТР на 1000 км пробега рассчитывается по формуле:
Кпр=
tтрн (пр) / tтрн,
(2.1)
где tтрн – трудоемкость ТР на 1000 км пробега для основной модели, чел. ч;
tтр (пр)н– трудоемкость ТР на 1000 км пробега для приводимых моделей, чел. ч.
Число
приведенных автомобилей рассчитывается по формуле:
Апр=
АиКпр, (2.2)
где Аи –
списочный состав автомобилей, ед. (по данным АТП)
Все данные
расчетов приводятся в таблице 2.1
Для компактности расчетов весь списочный состав парка
предварительно приведен к двум базовым моделям – КрАЗ–255 и Урал–4320.
Таблица
2.1 – Списочный состав автомобильного парка УТТ– НГДУ «Федоровскнефть»
|
Марка автомобиля
|
Количество,
шт.
|
Среднесуточный
пробег, км
|
|
Урал–4320
|
359
|
90
|
|
КрАЗ–255
|
390
|
85
|
|
Всего
|
749
|
–
|
Производственная программа по каждому виду ТО рассчитывается
на 1 год. Программа служит основой для определения годовых объёмов работ ТО и
ТР и численности рабочих.
Пользуясь «Положением о
техническом обслуживании и ремонте подвижного состава автомобильного
транспорта» предварительно определяем коэффициенты:
Таблица 2.2 – Нормативы
периодичности проведения ТО и ТР
|
Марка
а/м
|
Периодичность,
км
|
Нормативы
трудоемкости,
чел–час
|
Норма пробега до КР,
тыс.км
|
Простой
в ремонте, дн
|
|
ТО–1
|
ТО–2
|
ЕО
|
ТО–1
|
ТО–2
|
ТР
чел–час/1000 км
|
|
Урал–4320
|
3000
|
12000
|
0,55
|
3,8
|
16,5
|
6,0
|
150
|
0,5
|
|
КрАЗ–255
|
3000
|
12000
|
0,5
|
3,5
|
14,7
|
6,2
|
250
|
0,5
|
Коэффициенты корректирования
нормативов приведены в таблице 2.3.
Таблица 2.3 – Коэффициенты
корректирования нормативов
|
К1 (4 категория)
|
К2
|
К3
|
К4
|
|
Периодичность ТО
|
0,7
|
Трудоемкость ТО и ТР
|
1
|
Периодичность ТО
|
0,9
|
До 0,25 Lкр
|
0,4
|
0,7
|
|
Удельная трудоемкость ТР
|
1,4
|
Пробег до КР
|
1
|
Удельная трудоемкость ТР
|
1,2
|
0,5–0,75 Lкр
|
0,7
|
0,5
|
|
Пробег до КР
|
0,7
|
Пробег до КР
|
0,8
|
0,75–1 Lкр
|
1,2
|
1,2
|
|
1–1,25 Lкр
|
1,3
|
1,3
|
где К1 – коэффициент,
учитывающий категории условий эксплуатации;
К2 – коэффициент,
учитывающий модификацию подвижного состава;
К3 – коэффициент, учитывающий
природно–климатические условия;
К4 –
коэффициент, учитывающий число технологически совместимого подвижного состава;
К5 –
коэффициент, учитывающий условия хранения подвижного состава.
Нормы пробега до капитального ремонта (КР) и периодичность
проведения ТО определяется на основании действующего Положения.
Таблица 2.4 – Нормы пробега до
капитального ремонта (КР) и периодичность проведения ТО
|
Марка а/м
|
Периодичность, км
|
Норма пробега до КР,
тыс.км
|
|
ТО–1
|
ТО–2
|
|
Урал–4320
|
3000
|
12000
|
150
|
|
КрАЗ–255
|
3000
|
12000
|
250
|
Периодичность ТО – 1, ТО – 2 и
пробег до капитального ремонта.
L1 = L1 ∙K1 ∙ K3 , км. (2.3)
L2= L2 ∙K1 ∙K3 ,
км (2.4)
L КР= LКР ∙ K1 ∙ K2 ∙ K3 , км. (2.5)
где L1 и L2 – расчетные периодичности ТО – 1, ТО – 2.
L кр – расчетный пробег автомобиля до капитального ремонта, км.
LН1 и LН2 – нормативные периодичности ТО – 1, ТО – 2, км
 – нормативный пробег автомобиля до КР, км.
– нормативный пробег автомобиля до КР, км.
К1 – коэффициент корректирования нормативов в
зависимости от категории условий эксплуатации
К2 – коэффициент корректирования нормативов в
зависимости от модификации подвижного состава и организации его работы
Кз – коэффициент корректирования нормативов в зависимости от
природно –климатических условий и
агрессивности окружающей среды.
Урал–4320, КрАЗ–255
 ;
;
 ;
;
Урал–4320
 ;
;
КрАЗ–255

Трудоемкость ЕО (teo) определяется по формуле:
tЕО = tЕО ∙K2 ∙ K 5 , чел• час (2.6)
где  – нормативная трудоемкость
ежедневного обслуживания, чел – ч.
– нормативная трудоемкость
ежедневного обслуживания, чел – ч.
Трудоемкость ТО – 1(t1) определяется по
формуле:
t1 = t1 ∙ K2 ∙ K5, чел–ч
(2.7)
где – нормативная трудоемкость ТО –1 чел – ч.
– нормативная трудоемкость ТО –1 чел – ч.
t1=3,4*1*1,05=3,57 чел–ч
Трудоемкость ТО – 2 (t2) определяется по
формуле:
t2 = t2 ∙K2 ∙ K5 (2.8)
где  – нормативная трудоемкость ТО –2 чел – ч.
– нормативная трудоемкость ТО –2 чел – ч.
tТР = tТР ∙ K1 ∙ K2 ∙ K3 ∙ K4 ∙ K5
(2.9)
Ежедневное обслуживание ЕО:
Урал–4320:

КрАЗ–255:

Техническое обслуживание ТО–1:
Урал–4320:

КрАЗ–255:

Техническое обслуживание ТО–2:
Урал–4320

КрАЗ–255

Далее
определяем трудоемкость ТР.
Удельная трудоемкость ТР (tТР) определяется по
формуле:
tТР = tТР ∙ K1 ∙ K2 ∙ K3 ∙ K4 ∙ K5 ,чел.· ч/1000
км. (2.10)
 – нормативная удельная трудоемкость
ТР чел – ч./1000 км.
– нормативная удельная трудоемкость
ТР чел – ч./1000 км.
К4–коэффициент скорректированной нормативной
удельной трудоемкости ТР в зависимости от пробега с начала эксплуатации.
Так как парк представлен автомобилями со средним пробегом, то
определим среднее значение коэффициента К4.
Таблица 2.5 – Исходные данные для
расчета К4ср по автомобилю Урал–4320
|
Марка
|
Пробег
|
К4 нормативное
|
Кол–во автомобилей с
пробегом
|
|
Урал
|
До 0,25 Lкр
|
0,4
|
130
|
|
0,5–0,75 Lкр
|
0,7
|
130
|
|
0,75–1 Lкр
|
1,2
|
130
|
|
1–1,25 Lкр
|
1,3
|
–
|

Таблица 2.6 – Исходные данные для
расчета К4ср по автомобилю КрАЗ–255
|
Марка
|
Пробег
|
К4 нормативное
|
Кол–во автомобилей с
пробегом
|
|
КрАЗ
|
До 0,25 Lкр
|
0,4
|
|
|
0,5–0,75 Lкр
|
0,7
|
140
|
|
0,75–1 Lкр
|
1,2
|
114
|
|
1–1,25 Lкр
|
1,3
|
114
|

Определяем трудоемкость ТР:
Урал
– 4320:
Ттр=6*1,4*1*1,2*0,77*1,05=8,14 чел–час
Краз – 255:
Ттр=6,2*1,4*1*1,2*0,9*1,05=9,84 чел–час
Расчетное значение продолжительности простоя подвижного состава в
ТО и ремонте (dто
и тр) определяется по формуле:
 ,
(2.11)
,
(2.11)
где  – нормативное значение продолжительности
простоя подвижного состава в ТО и ремонте, дн
/ 1000 км.
– нормативное значение продолжительности
простоя подвижного состава в ТО и ремонте, дн
/ 1000 км.
 – коэффициент корректирования
нормативной продолжительности простоя в ТО и ТР в зависимости от пробега с начала
эксплуатации.
– коэффициент корректирования
нормативной продолжительности простоя в ТО и ТР в зависимости от пробега с начала
эксплуатации.
Урал: =0,5*0,77=0,385 (дн/1000км)
КрАЗ: =0,5*0,9=0,45 (дн/1000км)
По результатам расчётов составляется таблица 2.7.
Таблица 2.7 –
|
Исходные и скорректированные нормативы ТО
и ремонта. Таблица 1.
|
|
Результаты
расчета
|
Марка
|
Обозначение
(размерность)
|
Величины
|
Обозначение
(размерность)
|
Величина
|
|
Урал–4320
|
L1н(км)
|
3000
|
L1(км)
|
1890
|
|
L2н
(км)
|
12000
|
L2(км)
|
7560
|
|

|
150000
|
Lкр (км)
|
94500
|
|
tеон
(чел.ч.)
|
0,5
|
teo (чел.ч)
|
0,525
|
|
(чел.ч)
|
3,4
|
t1(чел.ч)
|
3,57
|
|
 (чел.ч) (чел.ч)
|
14,5
|
t2
(чел.ч)
|
15,225
|
|
 (чел.ч)(1000 км) (чел.ч)(1000 км)
|
8,5
|
tтр(чел.ч (1000 км)
|
11,543
|
|
dто итр
|
0,5
|
dтo и тр (дни/ 1000км.)
|
0,385
|
|
КрАЗ–255
|
L1н(км)
|
3000
|
L1(км.)
|
1890
|
|
L2н
(км)
|
12000
|
L2(км.)
|
7560
|
|
|
250000
|
Lкр (км)
|
157500
|
|
tеон
(чел.ч.)
|
0,5
|
teo (чел.ч)
|
0,525
|
|
(чел.ч)
|
3,5
|
t1(чел.ч)
|
3,675
|
|
(чел.ч)
|
14,7
|
t2
(чел.ч)
|
15,435
|
|
(чел.ч)
|
6,2
|
tтр(чел.ч (1000 км)
|
9,8456
|
|
dто итр
|
0,5
|
dтo и тр (дни/ 1000км.)
|
0,45
|
Коэффициент технической готовности (αт) определяется по
формуле:
 (2.12)
(2.12)
Где dкр – продолжительность простоя подвижного состава в КР, дн.
 –средневзвешенная величина пробега
автомобилей до капитального ремонта, км.
–средневзвешенная величина пробега
автомобилей до капитального ремонта, км.
 (2.13)
(2.13)
где Lкр – скорректированное значение пробега автомобиля до капитального
ремонта, км.
Акр – количество автомобилей прошедших
капитальный ремонт
А – списочное количество автомобилей
в УТТ.
Урал–4320:
Lcр.кр=94500*(1–0,2*10/390)=91350 км

КрАЗ–255:
Lcр.кр=157500*(1–0,2*20/368)=141750 км
Коэффициент использования автомобилей определяется по формуле:
αв = (Др.г.
∙ αт ∙ Ки) / 365 (2.14)
где Дpг – количество рабочих дней в году
αт – коэффициент технической
готовности парка
Kи – коэффициент, учитывающий снижение использования технически
исправных автомобилей по эксплуатационным причинам 0,95.
Коэффициент использования
автомобилей:
 (2.15)
(2.15)
Урал–4320:
КрАЗ–255:
Годовой
пробег автомобилей определим с использованием формулы:
 (2.16)
(2.16)
где ДРГ – количество дней работы
подвижного состава в году
Урал:

КрАЗ:
 (2.17)
(2.17)
В
соответствии с принятыми обозначениями расчет количества ремонта и ТО
представляется в виде:
–количество
ЕО за год определяется по формуле
NЕОС = ∑N ГЕО / Lcc
(2.18)
Рассчитываем:
Урал–4320:
Количество ТО – 2 за год
(N2) определяется по формуле:
N2C = ∑ NГ2 / ДРГ (2.19)
 ;
;
Количество ТО –1 за год (N1) определяется по
формуле:
N1С = ∑ NГ1 / ДРГ (2.20)
 (2.21)
(2.21)
КрАЗ–255 – определяем аналогично.
Результаты расчета округляются до
целого числа
Количество сезонных
обслуживании за год (Nco) определяется по формуле:
 обслуживаний (2.22)
обслуживаний (2.22)
Урал  2*390=780 обслуживаний
2*390=780 обслуживаний
Краз 2*368=736 обслуживаний
Сменная программа рассчитывается по общей для всех видов
воздействий формулой:
NЕОС = ∑N ГЕО / ДРГ (2.23)
где Ссм– число смен
принимается в соответствии с выбором режима работы производственных
подразделений,
 – годовая программа соответствия ЕО,ТО–1, ТО–2,
– годовая программа соответствия ЕО,ТО–1, ТО–2,
Результаты расчетов
округляются до целого числа
По результатам расчётов
составляется таблица 2.8.
Таблица 2.8 – Результаты расчета
годовой и сменной производственной программы
|
Годовая программа
Урал – 4320
|
NЕОС = ∑N ГЕО / ДРГ
|
N1С = ∑ NГ1 / ДРГ
|
N2C =
∑ NГ2 / ДРГ
|
Nco
|
|
83265
|
6608
|
2203
|
780
|
|
Сменная производственная
Программа
Урал– 4320
|

|

|

|
|
137
|
11
|
4 1
|
|
Годовая программа
КрАЗ – 255
|

|

|

|

|
|
78835
|
4692
|
1564
|
736
|
|
Сменная производственная
Программа
КрАЗ – 255
|
|
|
|
|
129
|
8
|
3 1
|
Принимаем поточный метод
организации ТО.
Годовая трудоемкость ТО
подвижного состава определяется по общей формуле:
 ,
(2.24)
,
(2.24)
где Ni.г – годовое число обслуживаний данного
вида;
 – расчетная трудоемкость единицы ТО данного
вида.
– расчетная трудоемкость единицы ТО данного
вида.
 (2.25)
(2.25)
(2.26)
 (2.27)
(2.27)
Коэффициенты k2 k5 представлены выше в таблице.
Расчет представим в
таблице 2.9.
Таблица 2.9 – Годовая трудоемкость ТО подвижного
состава
|
Марка
|
Тi, чел–час
|
Трудоемкость скорректированная, чел–час
|
|
ЕО
|
ТО–1
|
ТО–2
|
ЕО
|
ТО–1
|
ТО–2
|
|
Урал–4320
|
0,525
|
3,57
|
15,225
|
43834
|
23601
|
34008
|
|
КрАЗ–255
|
0,525
|
3,68
|
15,435
|
42541
|
17213
|
24849
|
|
Итого
|
|
|
|
86375
|
40814
|
58857
|
Тсо=0,2*58857=11741 чел–час
С проведением ТО и ТР проводятся соответствующие ремонт,
трудоемкость каждого составляет 15–20% от трудоемкости соответствующего вида
ТО.
Годовая трудоемкость ТО–1 и ТО–2 с сопутствующим ТР
определяется из выражений:
 (2.28)
(2.28)
 (2.29)
(2.29)
где  ,
,  – соответственно годовая трудоемкость
сопутствующего
– соответственно годовая трудоемкость
сопутствующего
ТР при проведении ТО–1 и ТО–2, чел·ч.
Таблица 2.10 – Годовая трудоемкость ТО–1 и ТО–2 с
сопутствующим ТР
|
Марка
|
ТО–1, чел–час
|
ТО–2, чел–час
|
|
Урал–4320
|
23601
|
34008
|
|
КрАЗ–255
|
17213
|
24849
|
|
Итого
|
40814
|
58857
|
|
Трудоемкость сопутствующего ТР
|
8163
|
11771
|
|
Всего, чел–час
|
48977
|
70628
|
Годовая трудоемкость ТР по парку:
 (2.30)
(2.30)
где  – годовой пробег парка автомобилей,
км
– годовой пробег парка автомобилей,
км
tТР – расчетная трудоемкость ТР на 1000 км, чел·ч.
Урал –4320

КрАЗ –255

где – годовой пробег парка автомобилей,
км
tТР – расчетная трудоемкость ТР на 1000 км, чел·ч.
Годовая трудоемкость ТР за вычетом трудоемкости работ
сопутствующего ремонта, выполняемых в зонах ТО–1 и ТО–2.

Распределение трудоемкости по видам работ проводим в
соответствии с рекомендациями [23]
Таблица 2.11 – Распределение трудоемкости ТО –1, –2 по видам работ
|
|
|
|
%
|
чел·ч
|
|
ЕО
|
Уборочные
|
80
|
69100
|
|
Моечные
|
20
|
17275
|
|
Итого
|
100
|
86375
|
|
ТО–1
|
|
Диагностические
|
8
|
3265
|
|
Крепежные
|
26
|
13877
|
|
Регулировочные
|
12
|
4898
|
|
Смазочные, заправочные
|
24
|
|
Электротехнические
|
10
|
4081
|
|
По обслуживанию системы питания
|
4
|
1633
|
|
Шинные
|
16
|
6530
|
|
Итого
|
–
|
40814
|
|
ТО–2
|
Диагностические
|
7
|
4120
|
|
Крепежные
|
35
|
20600
|
|
Регулировочные
|
18
|
10594
|
|
Смазочные, заправочные
|
15
|
8829
|
|
Электротехнические
|
10
|
5886
|
|
По обслуживанию системы питания
|
12
|
7063
|
|
Шинные
|
3
|
1766
|
|
Кузовные
|
|
|
|
Итого
|
100
|
9612
|
|
Виды
работ
|
Трудоемкость
|
|
%
|
чел·ч
|
|
Постовые работы
|
|
Диагностические
|
2
|
2646
|
|
Регулировочные
|
1,5
|
1985
|
|
Разборочно–сборочные
|
35
|
46309
|
|
Сварочно–жестяницкие
|
2
|
2646
|
|
Малярные
|
5
|
6616
|
|
Итого
|
45,5
|
60202
|
|
Участковые работы
|
|
Агрегатные
|
18
|
23816
|
|
Слесарно–механические
|
12
|
15877
|
|
Электротехнические
|
5
|
6616
|
|
Аккумуляторные
|
1,5
|
1985
|
|
Ремонт приборов системы
питания
|
4
|
5292
|
|
Шиномонтажные
|
3
|
3969
|
|
Вулканизационные (ремонт
камер)
|
1
|
1323
|
|
Кузнечно–рессорные
|
3
|
3969
|
|
Медницкие
|
2
|
2646
|
|
Сварочные
|
1
|
1323
|
Продолжение таблицы 2.12
|
Жестяницкие
|
1
|
1323
|
|
Арматурные
|
1
|
1323
|
|
Деревообрабатывающие
|
3
|
3969
|
|
Обойные
|
1
|
1323
|
|
Итого
|
54,5
|
72109
|
|
Всего ТР
|
100
|
132311
|
Далее рассчитываем
численность рабочих.
Технологически необходимое число рабочих определяется по
формуле:
 (2.32)
(2.32)
где TI – годовой объем работ (трудоемкость)
соответствующей зоны ТО, ТР чел·ч;
ФР.М.– годовой производительный фонд
времени рабочего места, ч.
Годовой производственный фонд времени рассчитывается по
календарю и режиму работы конкретного предприятия (участка) на планируемый
период. В общем случае годовой производственный фонд времени рабочего места:
при 6– дневной рабочей
неделе
 (2.33)
(2.33)
где ТСМ –
продолжительность рабочей смены, ч;
ДК.Г.
– число календарных дней в году;
ДВ
– число выходных дней в году;
ДП
– число праздничных дней в году;
ДП.П.
– число предпраздничных и субботних дней в году ТС.М.=8 ч,

Таблица 2.13 – Определение числа рабочих
|
|
Годовой фонд
|
Трудоемкость
|
Количество рабочих
|
|
1498
|
132311
|
88
|
|
ТО–2
|
58857
|
39
|
|
|
40814
|
27
|
Таким образом, принимаем
количество рабочих:
в зоне ТО–1 – 27 человек
в смену
в зоне ТО–2 – 39 человек
в смену
в зоне ТР – 88 человека в
смену
Распределение
исполнителей по специальностям и квалификации
Принятое количество
рабочих: в зоне ТО–1 – 27 человека, в зоне ТО–2 – 39 человек в зоне ТР –88
человека, в том числе по участкам и постам (таблица 2.14):
Таблица 2.14 – Распределение исполнителей по
специальностям и квалификации
|
ТР
|
Трудоемкость работ, чел–час
|
Количество рабочих, чел
|
|
|
2646
|
2
|
|
Регулировочные
|
1985
|
1
|
|
Разборочно–сборочные
|
46309
|
31
|
|
Сварочно–жестяницкие
|
2646
|
2
|
|
Малярные
|
6616
|
4
|
|
Итого
|
60202
|
41
|
|
|
23816
|
16
|
|
Слесарно–механические
|
15877
|
11
|
|
Электротехнические
|
6616
|
4
|
|
Аккумуляторные
|
1985
|
1
|
|
Ремонт
приборов системы питания
|
5292
|
4
|
|
Шиномонтажные
|
3969
|
3
|
|
Вулканизационные
(ремонт камер)
|
1323
|
1
|
|
Кузнечно–рессорные
|
3969
|
3
|
|
Медницкие
|
2646
|
2
|
|
Сварочные
|
1323
|
1
|
|
Жестяницкие
|
1323
|
1
|
|
Арматурные
|
1323
|
1
|
|
Деревообрабатывающие
|
3969
|
3
|
|
Обойные
|
1323
|
1
|
|
Итого
|
72109
|
49
|
|
Всего
ТР
|
132311
|
179
|
2.11 Расчет количества постов в зонах ТО, ТР и
диагностики
Такт производства определяется
 (2.34)
(2.34)
 (2.35)
(2.35)

где tI –
расчетная трудоемкость данного вида единицы ТО с учетом сопутствующего ТР в
объеме 15–20%;
Pti – наибольшее технологическое
необходимое число рабочих соответствующей зоны ТО в одну смену.
tпм – время перемещения автомобиля с
поста на пост.
где
La – габаритная длина автомобиля;
 – интервал между автомобилями 1,5 м;
– интервал между автомобилями 1,5 м;
 – скорость перемещения автомобиля на конвейере 9 км/ч;
– скорость перемещения автомобиля на конвейере 9 км/ч;
Ритм производства определяется:
 (2.36)
(2.36)
 (2.37)
(2.37)
Где Tсм – производительность рабочей смены соответствующей зоны ТО;
С – число рабочих смен в
сутки;
Nic – суточная программа по данному виду
ТО.
Число линий обслуживания для соответствующей зоны ТО
определяется:
 (2.38)
(2.38)
 (2.39)
(2.39)
При поточном методе обслуживания, площадь зоны ТО, участка
диагностирования составит:
 (2.40)
(2.40)
где LЗ – длина зоны;
BЗ – ширина зоны.
 (2.41)
(2.41)
где  – рабочая длина линии;
– рабочая длина линии;
 – расстояние от автомобиля до наружных ворот.
– расстояние от автомобиля до наружных ворот.
 (2.42)
(2.42)
где La – габаритная длина автомобиля;
П – число постов в
соответствующей зоне;
– интервал и равен 1,2–2 м.
Планировка участка
заключается в обеспечении удобно в технологическом отношении размещения
оборудования по площади зоны. Технологическое оборудование расположено согласно
СНиП II 93–74. Расстояния между оборудованием и стеной –0,5 м., между оборудованием
и колоннами– 0,7 м..
Рабочие места
производственных рабочих выбраны так, чтобы обслуживающий персонал мог свободно
контролировать работу механизмов с учетом максимально возможного обзора. Ширина
проходов –1,8 м.
В соответствии с общим
планировочным решением производственного корпуса участок располагается в
непосредственной близости от зоны ТО, ТР Участок расположен в той части здания
производственного корпуса, которая выходит на улицу, что позволяет с
максимальной эффективностью использовать естественное освещение.
Рабочие места расположены
по периферии помещения. Рядом располагаются стеллажи для хранения годных
деталей и узлов и требующих ремонта.
Металлорежущие станки,
сосредоточенные в одном месте, обеспечивают минутимальное время на передачу
деталей, если в технологическом процессе используется несколько станков.
По периметру помещения
размещаются те рабочие места, где рабочее место, как правило, фиксировано.
Рабочие верстаки для
выполнения слесарных работ размещены компактно и устанавливаются возле стены,
освещаемой естественным освещением.
Настольно–сверлильный
станок, ручной пресс и станок для шлифовки фасок клапанов установлены возле
наружной стены с целью максимального использования естественного освещения.
Оборудование отделения
расположено по площади помещения с учетом удобства выполнения работ и
требований нормативных документов по технике безопасности.
Проведенный расчет
позволил провести сравнительный анализ между фактическим и расчетными значениям
по АТП в целом и по шиноремонтному участку.
Фактически на участке
установлено:
Подъемное
оборудование: Подъемник электромеханический ПС–16 в количестве 1 единица,
Подъемник гидравлический ПЭ 76/3 – 1 единица
Домкрат – 2
единицы: TJ–12A, П304М
Транспортное
оборудование: Тележка для снятия колес П–254 – 2
единицы
Основное
оборудование: шиномонтажные стены в количестве 3 единиц: Ш–513 и S–540 «Sice», стенд шиномонтажный
для тракторов «Кировец» – 1 единица
Стенд резки
автошин – 1 единица.
На
вулканизационном участке установлено:
Основное
оборудование: электровулканизатора – 2 единицы: Ш–113 и электровулканизатор для
ремонта покрышек модели 6140,
Пресс
вулканизационный гидравлический, модель 40–250 1Э,
Пресс для
выпрессовки резины – 1 единица.
Нормы
оснащенности технологическим оборудованием показаны в таблице 2.15.
Таблица 2.15 – Нормы оснащенности
шиноремонтного (шиномонтажного) участка АТП оборудованием
|
Оборудование
|
Характеристика
|
Технические данные
|
Нормативное
количество
|
|
Стенд для демонтажа и
монтажа шин грузовых
автомобилей, Ш–513
|
Стационарный, гидравлический, производительность
шин в час, 10
|
Масса, кг – 620. 1660 17401940 17401940
|
3
|
|
Стенд автоматизированный
для демонтажа шин
грузовых автомобилей и
автобусов
|
Ш515
|
–
|
1
|
|
Стенд шиномонтажный,
СШ1
|
Стационарный, для шин грузовых автомобилей и
автобусов
|
Размер шин: от
200 – 508 до 320 – 508, мощность двигателя, кВт
–1,2. частота оборотов, об/минут – 35,5, давление нагнетателя, мПа – 10.
Ход подвижного стола, мм –
280, ход подъемника, мм –45. Масса, кг – 700.
145014001000
|
2
|
|
Установка для проверки
камер
|
Стационарная, пневматическая
|
Производительность, кам/час – 10, емкость ванны, м3
– 0,35, давление воздуха, мПа – 0,4 – 0,6. Масса, кг – 85. 16267201600
|
2
|
|
Клетка предохранительная
для обеспечения
безопасности при накачке
шин
|
Подвесная, с противовесом
|
12001200500
|
1
|
|
Комплект приспособлений
и инструмента для
обработки местных
повреждений шин
|
40 наименований инструмента
|
Масса, кг – 12,5. 450330130
|
3
|
|
Набор инструмента
шиноремонтника, Ш308
|
–
|
Габариты, мм –450330140. Масса, кг –12,5
|
3
|
|
Устройство для клеймения
шин, Ш 309
|
Температура поверхности
клейма, °С – 550 – 600.
|
Рабочее напряжение, В –7.
Потребляемая мощность, Вт – 350. Масса, кг – 15.
300275245
|
1
|
|
Спредер пневматический,
6184М
|
Стационарный, с пневматическим
подъемником. Размер обслуживаемых
автомобильных покрышек, мм – от 155 – 330 до 370
–508.
|
Рабочее давление воздуха, мПа –0,6. Масса, кг –
170. 8858052260
|
1
|
|
Мульда универсальная с
электрическим
подогревом, Ш116
|
Размеры ремонтируемых
покрышек, мм – от 240 –
508 до 260 – 508.
Максимальный размер
ремонтируемых
повреждений, мм – 150.
|
Рабочая температура вулканизации, град. – 143.
Мощность нагревателей, кВт – 6,5. 8305601020. Масса, кг – 350 (без
комплекта)
|
2
|
|
Вулканизационный
|
Стационарный, с автоматическим
регулированием температуры в диапазоне, К, 350 –
700 (100 – 200 °С)
|
количество постов, 4.
Масса, кг – 150. 10006001500
|
2
|
|
Электровулканизатор для ремонта камер, Ш113
|
Стационарный. Размер рабочей поверхности нагрева,
мм – 220180.
Температура рабочей поверхности нагревателя, град.
– 143.
|
Мощность нагревательного элемента,
Вт – 800. 2303501505.
Масса, кг – 40
|
2
|
|
Электровулканизатор для
ремонта наружных
повреждений покрышек и
камер шин, 614
|
Стационарный. Размер устраняемого повреждения
камеры или покрышки, мм
– до 150. Рабочая температура плиты, град. –143.
Время нагрева до рабочей температуры, минут. – 40.
|
Размер вулканизационной плиты,
мм – 270300. Мощность нагревательного элемента,
кВт – 0,97. 405350630. Масса, кг: без
принадлежностей – 38, с принадлежностями – 55
|
3
|
|
Борторасширитель с пневматическим приводом
|
Проектный вариант
|
2
|
|
Прочее оборудование:
|
|
Привод шероховального
инструмента, 6225
|
Электрический, подвесной,
передвижной, с гибким валом типа В–101, об/минут
–2850.
|
Масса, кг – 39. 2320140
|
3
|
|
Наконечник с манометром
к воздухораздаточному
шлангу, 458м2
|
Переносный, для автобусов
и грузовых автомобилей. Верхний предел
измерения, мПа –1,0 (10 кгс/см2).
|
Длина
наконечника со шлангом и
трубкой, мм – 800. Масса,
кг – 0,8
|
4
|
|
Манометры, пистолеты для ошиповки
|
–
|
–
|
–
|
|
Вентиляционная система СовПлим
|
–
|
–
|
–
|
С учетом фактически
установленного и необходимого по расчету оборудования, составлена сравнительная
таблица 2.16.
Таблица 2.16 – Обеспеченность зоны
шиномонтажных работ (с участком ШРМ) производственно–технической базой и
рабочей силой
|
Наименование
показателя
|
Показатели
|
Уровень
обеспеченности от норматива, %
|
Проектные
показатели
|
|
фактический
|
По
действующим нормативам для парка автомобилей в количестве свыше 600
|
|
1.
Наличие оборудования
|
|
Подъемники
|
2
|
2
|
100
|
2
|
|
Домкраты
|
2
|
3
|
66,67
|
3
|
|
Транспортное оборудование
|
2
|
2
|
100
|
2
|
|
Стенды шиномонтажные
|
3
|
5,
в том числе 1 автоматизированные
|
60
|
5, в том числе 1 автоматизированные
|
|
Стенд
резки автошин –
|
1
|
2
|
50
|
2
|
|
Электровулканизатора
|
2
|
4
|
50
|
4
|
|
Пресс
вулканизационный гидравлический
|
1
|
2
|
50
|
2
|
|
Пресс
для выпрессовки резины
|
1
|
2
|
50
|
2
|
|
Прочее оборудование
|
–
|
по
потребности
|
60
|
по потребности
|
|
2. Наличие системы вентиляции
|
–
|
1
|
100
|
1
|
|
3. Производственная площадь
|
216
|
216
|
100
|
216
|
|
4. Площадь, занятая
оборудованием, % от производственной площади
|
12,9
|
43
|
30
|
43
|
|
3. Численность производственных
рабочих
|
2
|
3
|
66,67
|
3
|
Как следствие имеющегося
дефицита элементов ПТБ по шиномонтажным и шиноремонтным работам, в целом
отмечается недостаточно высокое качеств работ и продолжительное время их
выполнения.
При выборе оптимального
состава технологического оборудования руководствуемся следующим: при выборе
оборудованием преимущественно принимать автоматизированное оборудование по
сравнению с механизированным.
Поскольку в настоящее
время часть оборудования на участке имеется, то предлагается следующий состав оборудования,
дополнительно к установленному на участке.
Таблица 2.17 – Технологическое
оборудование на участке ШМ с зоной шиноремонтных работ
|
Поз
|
Наименование
|
Тип, марка, модель
|
Количество
|
Площадь, занятая оборудованием, м2
|
|
Установленное технологическое
оборудование для шиномонтажа
|
|
1
|
Подъемник электромеханический
|
ПС–16
|
1
|
6,2
|
|
2
|
Домкрат гидравлический
|
П304М
|
1
|
1,1
|
|
3
|
Стенд шиномонтажный
|
Ш–513
|
1
|
1,4
|
|
4
|
Стенд шиномонтажный
|
S–540 «Sice»
|
1
|
1,6
|
|
5
|
Тележка для снятия колес
|
П–254
|
2
|
0,8
|
|
6
|
Подъемник гидравлический
|
ПЭ 76/3
|
1
|
5,1
|
|
7
|
Домкрат гидравлический
|
TJ–12A
|
1
|
0,6
|
|
8
|
Стенд шиномонтажный для тракторов «Кировец»
|
|
1
|
6,8
|
|
9
|
Стенд резки автошин
|
|
1
|
0,8
|
|
Вводимое оборудование
(дооснащение):
|
|
10
|
Стенд автоматизированный
для демонтажа шин
грузовых
автомобилей и автобусов
|
Ш515
|
1
|
145014001000
|
Продолжение
таблицы 2.17
|
11
|
Установка
для проверки
камер
|
Стационарная
пневматическая
Производительность,
кам/час – 10,
емкость
ванны, м3 –
0,35, давление
воздуха, мПа
– 0,4 – 0,6.
Масса, кг –
85.
|
2
|
16267201600
|
|
12
|
Клетка
предохранительная
для
обеспечения
безопасности
при накачке
шин
|
Подвесная, с
противовесом
|
1
|
12001200500
|
|
13
|
Спредер
пневматический,
6184М
|
Стационарный,
с
пневматическим
подъемником.
Размер
обслуживаемых
автомобильных
покрышек,
мм – от 155 – 330 до 370 –508.
Рабочее
давление
воздуха, мПа –0,6. Масса, кг – 170.
|
1
|
8858052260
|
|
Установленнео технологическое
оборудование на участке РТИ
|
|
1
|
Электровулканизатор для ремонта камер
|
Ш–113
|
1
|
0,6
|
|
2
|
Электровулканизатор для ремонта покрышек
|
6140
|
1
|
0,4
|
|
3
|
Пресс вулканизационный гидравлический
|
40–250 1Э
|
1
|
0,95
|
|
6
|
Пресс для выпрессовки резины
|
|
1
|
0,88
|
|
Вводимое оборудование
дополнительно
|
|
7
|
Вулканизационный
аппарат для
ремонта камер
и местных
повреждений
покрышек
|
ОШЗ–48
Стационарный,
с
автоматиеским
регулированием
температуры
в диапазоне,
К, 350 – 700
(100 – 200 °С)
|
1
|
10006001500
|
|
8
|
Электровулканизатор для ремонта камер
|
Ш–113
|
1 2
|
|
|
9
|
Электровулканизатор
для
ремонта
наружных
повреждений
покрышек и камер шин, 614
|
Стационарный.
Размер
устраняемого
повреждения
камеры или
покрышки, мм
– до 150.
Рабочя
температура
плиты, град. –
143. Время
нагрева до
рабочей
температуры, минут.
– 40.
|
2
|
405350630.
|
|
Итого площадь, занятая
оборудованием
|
42,4
|
Площадь участка рассчитывается по формуле:
 (2.43)
(2.43)
где Кn – коэффициент плотности расстановки
оборудования
Fоб – площадь горизонтальной проекции
технологического
оборудования и организационной оснастки, м2.
Коэффициент плотности
расстановки оборудования для участка принимается Кп = 5.
Fуч = 42,4 * 4,5 = 190,8 м2
Существующая площадь в
размере 216 м2
позволяет разместить вновь вводимые виды оборудования на данной площади.
Высоту здания составляет 3 метров. Наружные стены выполнены толщиной 60 см. Пол выполнен цементный на бетонном основании.
3.1 Выполнение
технологического процесса в шиномонтажном и шиноремонтном отделениях
В соответствии с темой
проекта, обратим особое внимание на процессы выполнения работ в шиноремонтном
отделении РММ. Под шинным хозяйством АТП подразумевают совокупность производственных
участков или их подразделений, где выполняют техническое обслуживание или
ремонт шин. Это шинно–монтажный участок (ШМУ), как привило, содержащий
вулканизационное отделение, посты для замены шин, склад шин, а также рабочие
места по обслуживанию шин и колес при ТО–1 и ТО–2. Технологический процесс
осуществляется в следующей последовательности:
Рисунок 3.1–
Схема технологического процесса на шиноремонтном участке
Ответственным за
техническую эксплуатацию шин, их учет и ведение соответствующей отчётной
документации является техник по шинам, который входит в состав
производственно–технического отдела.
ШМУ является основным
подразделением шинного хозяйства АТП. От совершенства производства на нем
зависит реализация ресурса шин. Обычно на одно рабочее место участка поступают
два потока требований на обслуживание: на замену шин, исчерпавших свой
ресурс, и на замену поврежденных камер. Трудоёмкость выполнения этих работ
весьма различна, однако, очередь к исполнителю, в данном случае
работнику шинного цеха, общая, а в результате – простой всех автомобилей.
Кроме того, значительная часть времени простоя автомобиля связана со сдачей
старых шин, получением новых, доставкой их на ШМУ, ожиданием монтажных работ.
При этом оформляются различного вида документы, так как водитель несёт
материальную ответственность за шины.
В шинном цехе
определённая специфика работ. Так как замену шин или камер производят, как
правило, с утра, чтобы потом автомобиль вышел на линию, в первую
половину рабочего дня поступает 70–80% сменного объёма работ.
Образуется очередь и простой автомобилей, особенно при замене изношенных
шин, что отражается на качестве работ.
В АТП по колесам и шинам
производятся следующие организационно–технологические процессы. На КПП при
въезде–выезде автомобиля проверяется (визуально) состояние шин (дефекты
шины и колеса в целом, характер и размеры повреждений, проверка
внутреннего давления шины, устранение инородных предметов, и т.д.), эти
работы можно отнести к ежедневному обслуживанию колеса.
При ТО–1 выполняется
проверка технического состояния шины, наличие дефектов, определяется
характер и размеры повреждений, проверка высоты протектора, проверка
держателя запасного колеса, извлечение инородных элементов из протектора
покрышки и сдвоенных колес.
При ТО–2 выполняются
работы, входящие в ТО–1, а также закрепление дисков передних и задних колес.
При выявлении несоответствия технического состояния колеса техническим
требованиям, и невозможности устранения этой неисправности на данном посту
колесо должно быть направлено в подразделение шинного хозяйства, где
выполняются: замена колес, демонтаж – монтаж колес, ремонт элементов колеса,
накачка и балансировка. Снятое с автомобиля колесо поступает на шиномонтажный
участок, где происходит его внешний осмотр и приемка в ремонт. Затем
производится демонтаж колеса. При необходимости производится очистка,
мойка и сушка колеса. Демонтажу подлежат только чистые, сухие колёса. Перед
демонтажем воздух из шины должен быть выпущен. Монтажные и демонтажные работы
по шинам выполняются в шиномонтажном отделении с применением специального
оборудования, приспособлений и инструмента. После разборки колеса производится
осмотр его элементов: диска, шины камеры. Правка дисков производится в
шиномонтажном отделении при помощи специальных стендов и инструментов.
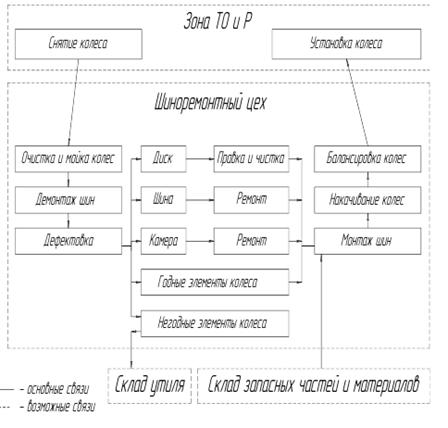
Рисунок 3.1 –
Организационно–технологическая схема местного ремонта шины грузового автомобиля
Перечень и последовательность выполнения основных операций
технологического процесса ремонта местных повреждений шин в шиноремонтном
отделении приведены ниже.
Пригодность шин для ремонта местных повреждений и виды ремонта определяют
в соответствии с техническими условиями ТУ 38 10452–77 «Покрышки и бескамерные
шины, пригодные для ремонта местных повреждений». Эти технические условия
распространяются на покрышки и бескамерные шины диагональной и радиальной
конструкции для легковых и грузовых автомобилей и автобусов.
Перечень и последовательность выполнения, основных операций
технологического процесса в шиномонтажном отделении приведены ниже.
Автомобиль подается в зону поста, вывешивается на подъемнике модели П151.
Гайки крепления колес отвертываются гайковертом модели И–318, колеса
транспортируются в шиномонтажное отделение на тележке модели ПТ032.
Принятые в отделение колеса в сборе, шины, ободья должны быть чистыми и
сухими.
Колеса в сборе, шины и ободья помещаются на стеллажи, камеры и ободные
ленты – на вешалки.
Демонтаж и монтаж шин автобусов выполняется на стендах модели Ш515 или
Ш513.
Стенд модели Ш515 предусматривает демонтаж и монтаж бескамерных шин с
глубоких цельнопрофилированных ободьев.
Определение технического состояния шин производится путем осмотра с
применением ручного пневматического борторасширителя модели Ш202. Шины
обязательно осматриваются снаружи и изнутри.
Камеры проверяются на герметичность в ванне модели 5054 собственного
изготовления. Герметичность вентилей камер с ввернутыми золотниками проверяется
мыльной водой, наносимой на отверстие вентиля.
Контрольный осмотр ободьев, замочных и бортовых колец производится для
выявления трещин, вмятин и других дефектов, очистка ободьев, замочных и
бортовых колец от ржавчины производится металлической щеткой. Окрашиваются
ободья и кольца в малярном цехе автотранспортного предприятия.
Для перевозки колес и шин в пределах предприятия применяется тележка ПТ–032.
Для перемещения колес, шин и ободьев в шиномонтажном отделении
используется монорельс с талью (ТЭ–025–311 и др.) или манипулятор (2/15 I4000).
Накачиваются шины до требуемого давления при помощи воздухораздаточных
колонок моделей С411 или С411–01 (настенный вариант) или наконечника с
манометром модели 458–MI с пределом измерения до 4 кгс/см2, а также наконечника с манометром
модели 458–м2 с пределом измерения до 10 кгс/см2.
При накачке шин предусматривается обязательное применение
предохранительной клети для обеспечения безопасности.
Статическая балансировка колес в сборе производится на стенде модели К126
с горизонтальным расположением колеса или приспособлениями с вертикальным
расположением колеса, разработанных НИИАТ.
Снабжение сжатым воздухом централизованное от компрессорной
автотранспортного предприятия. Давление воздуха в магистрали – 9–10 кгс/см2.
Для шероховки камер применяется станок точильный двухсторонний (332Б),
для вулканизации – электровулканизатор для ремонта камер, изготовления пяток
вентилей и привулканизации их к камере модели Ш 113.
В зависимости от характера и размеров местных повреждений шин установлены
два вида ремонта.
Поступившие в ремонт шины тщательно осматривают с наружной и внутренней
стороны с использованием спредера модели 6184М или ручного борторасширителя
модели Ш202, выявляя посредством щупа наличие повреждений и определяя линейкой
их размеры.
После осмотра пригодные для ремонта шины тщательно очищают от посторонних
включений (осколков стекла, камней, гвоздей, шипов противоскольжения в зоне
повреждений и др.) и грязи.
Удаление грязи производят в установке для мойки колес и шин модели М–218
или струей воды из шланга с применением жесткой щетки.
После мойки шины подвергают сушке в сушильной камере модели M–219 при
температуре 40–60°С в течение 2 ч.
При необходимости снятия шин с эксплуатации принимается решение о
направлении их в ремонт для устранения местных повреждений, на восстановление
наложением нового протектора, на углубление рисунка протектора нарезкой, сдаче
в утиль или на рекламацию.
Ремонту местных повреждений подлежат шины, имеющие местные повреждения,
размеры которых не превышают величин, установленных ОСТ 200–001–95 «Покрышки и
бескамерные шины, пригодные для ремонта местных повреждений».
Качество и послеремонтный пробег шин, прошедших ремонт местных
повреждений, должны соответствовать требованиям ОСТ 200–002–95 «Покрышки и
бескамерные шины, прошедшие ремонт местных повреждений».
Для обеспечения безопасности дорожного движения углубление рисунка
протектора нарезкой выполняется на грузовых, автобусных и троллейбусных шинах
по ТУ 38.404202–95 «Покрышки пневматических шин и бескамерные шины для грузовых
автотранспортных средств, восстановленные способом нарезания рисунка
протектора».
Восстановлению наложением нового протектора подлежат шины, имеющие
предельный износ рисунка протектора и повреждения, не превышающие размеров,
установленных ОСТ 38–47–171–95 «Покрышки пневматических автомобильных шин и
бескамерные автомобильные шины, пригодные к восстановлению наложением нового протектора».
Качество и работоспособность шин, восстановленных наложением нового
протектора, должны соответствовать требованиям ОСТ 38–47–170–95 «Покрышки
пневматических автомобильных шин и бескамерные автомобильные шины,
восстановленные наложением нового протектора».
Бескамерные шины, утратившие герметичность, при ремонте местных
повреждений или при восстановлении наложением нового протектора эксплуатируются
с камерами.
Списанию в утиль подлежат шины, имеющие разрушения, не подлежащие
местному ремонту, восстановлению наложением нового протектора, а также
отклоненные рекламационными комиссиями организаций, которым направлялись шины в
рекламацию, или по заключению автотранспортного предприятия.
Сквозные и несквозные повреждения размером до 15 мм по протектору или боковине шин, а также проколы бескамерных шин с металлокордом в брекере и
каркасе размером до 10 мм и герметизирующего слоя до 40 мм заделывают без вырезки поврежденного участка с применением средств автоаптечек в соответствии с
приложенными к ним инструкциями – «холодным способом» вулканизации.
Повреждения большего размера ремонтируются с использованием «горячего
способа» вулканизации.
Вырезку и обработку повреждений шин при ремонте «горячим способом»
вулканизации производят при помощи специального набора инструмента и
приспособлений шиноремонтника для обработки местных повреждений шин с
металлокордом модели Ш–308.
После заделки повреждений
шины направляются на вулканизацию. Вулканизацию шин производят в универсальных,
вулканизаторах (мульдах) с электромасляным подогревом моделей Ш116 и Ш117. При
несквозных наружных повреждениях вулканизацию можно производить на
электровулканизационных аппаратах. Во всех случаях температура вулканизации
должна быть в пределах 150±5оС. Способы вырезки, обработки повреждений шин,
изготовления пластырей, подготовка материалов для ремонта, а также режимы
вулканизации приведены в «Инструкции по ремонту автомобильных шин в условиях
автотранспортных предприятий».
После вулканизации
покрышки подвергаются отделке, которая сводится к удалению наплывов резины,
неровностей и заусенцев на отремонтированных участках с помощью ножа и
абразивного круга.
В зависимости от
характера износа или повреждений различают следующие основные виды ремонта
камер: «холодная» или «горячая» вулканизация небольших повреждений камер;
ремонт путем наложения заплат при проколах и разрывах, имеющих длину не более 500 мм и ширину до 50 мм; ремонт со стыковкой при повреждениях, требующих склеивания стенок камеры по
всему сечению поперечного профиля (одинарная стыковка), или замены целой части
камеры секторной вставки (двойная стыковка); ремонт или замена вентилей.
Непригодными к ремонту считают камеры при наличии в них хотя бы одного из
следующих повреждений: разрушенная химическими веществами (нефтепродуктами,
маслами и т. д.) резина на большей части поверхности; поврежденная в результате
старения (затвердевшая, трескающаяся при изгибе) резина; резина, имеющая
кольцевые порезы, трещины и ссадины вследствие работы шины с полностью
выпущенным воздухом; разрывы длиной более 500 мм и шириной более 50 мм.
Вследствие нерастяжимости брекера требуется более точное соответствие
профиля подготовленной к вулканизации радиальной покрышки пресс–форме, чем при
вулканизации диагональных покрышек. Давление при вулканизации радиальных
покрышек должно быть больше (например, для шин 260R–508 не менее 1,7–2,0 МПа).
Рекомендуется специальный режим вулканизации: при закладывании шины температура
нижней половины пресс–формы 100–110°С, усиленное охлаждение варочной камеры
после вулканизации (20–30 минут при общей продолжительности вулканизации 60 минут).
Ремонт камеры включает подготовку ремонтируемых участков камер,
материалов для вулканизации, наложение заплат, вулканизацию и контроль качества
ремонта.
С поверхности размеченных и просушенных ремонтируемых камер удаляют
старые отстающие и наложенные без вулканизации заплаты. Для снятия клеевых
заплат камеру в течение 3...4 минут выдерживают при температуре 100 °С.
Небольшие повреждения камер (размером до 30 мм) ремонтируют наложением заплат из невулканизированной резины, а большие – заплатами из
вулканизированной. При небольших повреждениях шерехование камеры проводят на
ширину 10...15 мм от края, а при повреждениях более 30 мм – на ширину 15...25 мм. При этом предварительно необходимо округлить края больших разрывов
ножницами, чтобы устранить острые углы.
После этого зашерехованный участок камеры очищают от пыли, протирают
бензином, просушивают в течение 20...30 минут и промазывают 2 раза клеем
концентрации 1:8, каждый раз просушивая его в течение 30...40 минут (до
исчезновения запаха бензина). Заплаты вырезают по форме ремонтируемого участка
камеры и такими по размеру, чтобы края их не доходили на 2...3 мм до наружных
границ шереховки. Для изготовления заплат используют невулканизированную
камерную листовую резину толщиной 2 мм и вулканизированную камерную резину
толщиной, соответствующей толщине ремонтируемой камеры.
Вулканизацию производят в течение 15–20 минут. на электровулканизаторе
модели Ш113 при температуре 150+/–5°С.
Вентиль, подлежащий замене, удаляется с участком резины вокруг него.
Место выреза заделывается заплатой, а новый вентиль в сборе с вулканизованной
пяткой устанавливается на другом участке камеры.
Отремонтированные камеры проверяются на герметичность в ванне с водой.
Ремонт покрышек и камер производится с применением готовых материалов для
ремонта пневматических шин (ГОСТ 2631–79).
Анализ конструкций начнем с бортрасширитель Эфес, показанного на
рисунке 4.1.
Борторасширитель, как следует из названия, предназначен для
разведения бортов шин при ремонте местных повреждений. Конструктивно устройство
представляет собой пневмоцилиндр одностороннего действия.Одна рабочая лапа
неподвижно закреплена на крышке цилиндра, вторая – на выдвижном штоке.
Управление положением выдвижного штока осуществляется при помощи джойстика,
удобно расположенного «под большой палец» руки, держащей области повреждения
грузовой покрышки при проведении работ по подготовке внутренней поверхности
шины к вулканизации. Борторасширитель применяется на автотранспортных
предприятиях, на станциях технического обслуживания и ремонта автомобилей, а
так же в шиноремонтных мастерских и служит для облегчения доступ к
обрабатываемой шине грузовика.

Рисунок 4.1 – Бортрасширитель Эфес
Переноска борторасширителя осуществляется за ручку, питание от
пневмосети через фильтр–влагоотделитель и редукционный пневмоклапан,
отрегулированный на давление 0,7 МПа. Технические характеристики представлены в
таблице 4.1.
Таблица 4.1 –
Технические характеристики бортрасширителя Эфес
|
Характеристика
|
Значение
|
|
Габаритный размеры (Д х Ш х В), мм
|
110х240х405(650)
|
|
Вес, кг
|
5,8
|
|
Номинутальный диаметр обода обрабатываемых дисковых колес, в
дюймах
|
до 22,5 включительно
|
|
Расстояние между упорами, мм
|
90–335
|
|
Рабочий ход штока пневмоцилиндра, мм
|
245
|
|
Усилие на упорах при максимальном давлении в пневмосети, кг
|
не менее 400
|
|
Рабочее давление в пневмосистеме, кгс/см²
|
7±1
|
|
Размеры в упаковке, Д х Ш х В, мм
|
306x460x120
|
Далее рассмотрим борторасширитель Tip–TopRepmat
показанный на рисунке 4.2.
Борторасширитель предназначендля подготовки шин грузовых и
легковых автомобилей к проведению инспекционных и ремонтных работ, обладает
компактнойконструкцией. Управление осуществляется при помощи рычага. Шина
закатывается по съемной лестнице на удобнуюрабочая высоту. Технические
характеристики можно посмотреть в таблице 4.2.
Таблица 4.2 –
Технические характеристики бортрасширителяTip–TopRepmat
|
Характеристика
|
Значение
|
|
Габаритный размеры (Д х Ш х В), мм
|
800х500х700
|
|
Вес, кг
|
45
|
|
Номинутальный диаметр обода обрабатываемых дисковых колес, в
дюймах
|
до 26 включительно
|
|
Расстояние между упорами, мм
|
70–410
|
|
Усилие на упорах, кг
|
520
|
|
Рабочее давление в пневмосистеме, кгс/см²
|
10±1
|

Рисунок 4.2 – Tip–TopRepmat
Кроме непосредственно разведения бортов, спредеры могут быть
оснащены дополнительными функциями, что хорошо видно на примере модели FS–D показанной на рисунке 4.4.
Пневматический спредер FS–D предназначен для тщательного детального осмотра протектора и
боковин. С его помощью выявляют трещины, порезы и другие наружные или сквозные
механические повреждения шины. Размеры наружных и сквозных повреждений
определяют щупом. Осмотр шин на спредере производят следующим образом. Покрышку
устанавливают на опорные ролики, разводят ее борта и, включив привод вращения,
осматривают наружную, а затем внутреннюю поверхности.
Металлические предметы,
застрявшие в шинах и не видимые на глаз, выявляют металлоискателем. Он состоит
из генератора, триодного дефектора и усилителя, на выходе которого включен
гальванометр.

Рисунок 4.3 – Пневматический спредер FS–D
Прибор питается от
малогабаритного аккумулятора напряжением 6 В. Ток, потребляемый прибором,
составляет не больше 6 мА. По отклонению стрелки гальванометра при перемещении
прибopa по поверхности протектора обнаруживают местонахождение металлических
предметов. Застрявшие металлические предметы удаляют изогнутым шилом и
плоскогубцами. Проникшие вглубь протектора через видимые на глаз порезы мелкие
камни обнаруживают щупом (тупым шилом).
Рабочий размер (по
диску), дюймы 15–24;
Рабочее давление воздуха,
атм 4–6;
Вес, кг 77.
Для подъема шины на
борторасширитель совсем не обязательно закатывать ее вручную. Помочь в этом
может гидропривод, как например в описанном в патенте №1250480»Устройстве для
осмотра покрышек пневматических шин». Наглядное изображение предлагаемого
устройства представлено на рисунке 4.4.
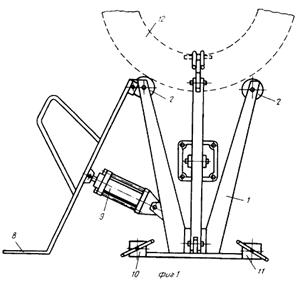
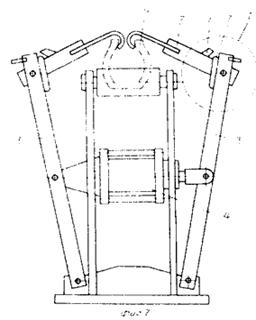
Рисунок 4.4 – Устройство для осмотра и ремонта пневматических шин
1 – основание; 2 – рама; 3 – рычаг разведения; 4 –
гидроцилиндр; 5 – рычаг захвата; 6 – упор; 7 –
предохранительное кольцо; 8 – захват; 9 – опорные ролики;
10 – пневматическая шина.
Данное устройство содержит основание 1, с размещенной на нём
сварной рамой 2 с опорными роликами 9. Механизм разведения бортов выполнен из
двух рычагов 3, установленных на раме 2 со стороны торцов роликов 3 и захватов
8, шарнирно смонтированных на них. В целях повышения безопасности в
эксплуатации данная конструкция снабжена кольцами 7, установленными свободно на
рычагах захвата 5, и упорами 6, закреплёнными на последних, на расстоянии от
шарнирного соединения рычага захвата 5 с рычагом разведения бортов 4.
Пневматическую шину 10, предназначенную для осмотра или ремонта,
устанавливают на раму 2 между опорными роликами 9. Затем вводят захваты за
борта шины и устанавливают предохранительные кольца 7. После чего переводят
рычаг гидрораспределителя в положение подъема.
При этом гидроцилиндр, установленный шарнирно на рычагах 3,
разводит их, захваты 8 и борта покрышки 10. Предотвращения выскальзывания
захватов 8 из покрышки 10 обеспечивается взаимодействием упоров 6 с
предохранительными кольцами 7. После осмотра или ремонта пневматической шины 10
рычаг гидрораспределителяпереводят в положение опускания и выше представленный
порядок действий повторяется в обратной последовательности. Для возможности
работы с покрышками различных типоразмеров опорные ролики 9 могут быть
установлены на раме 2 в положения с межосевыми расстояниями от 350 до 500 мм.
В Приложении приведён
анализ преимуществ и недостатков указанных конструкций. В итоге, проведя
сравнительную оценку, выбираем вариант, обеспечивающий работу с максимально
возможным диапазоном размеров шин. В ходе проектирования оснастим конструкцию
подъемным механизмом.
На основании проведенного
анализа конструкций видно, что усилие раздвижения бортов не превышает 5,2 кН.
Определим параметры
цилиндра, ориентируясь на данное значение. Как видно из рисунка 4.4 на захват
от пневмоцилиндра усилие передается
через рычаг.
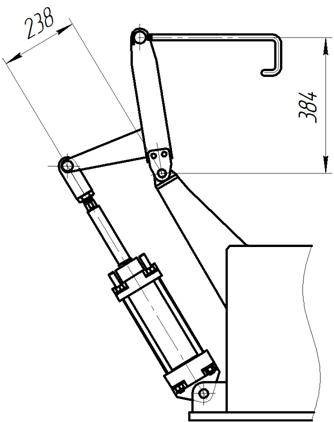
Рисунок 4.5–
Расчётная схема
Определим крутящий
момент, действующий на рычаг со стороны зацепа.
 (4.1)
(4.1)
где F– номинальное
усилие, F = 5,2 кН;
L3 – длина плеча
рычага со стороны зацепа, L3 = 384 мм.
M=5200·384=1996800
Н·мм
Определим необходимое
усилие на штоке цилиндра из условия равенства моментов, Н:
 (4.2)
(4.2)
где lЦ – длина
плеча рычага со стороны цилиндра, lЦ= 170,4 мм.
R=1996800/238=8389
H
Определим к.п.д.
рычажного механизма:
ηМ=ηСn;
(4.3)
где ηС– к.п.д. пары
скольжения, ηп = 0,95;
n – количество
соединений, n =3.
ηМ=0,953=0,87
Определим диаметр
цилиндра:
 (4.4)
(4.4)
где p – давление в
воздуха в системе,р=0,8 МПа.
D=(4·8389/(0,87·π·0,8))0,5
=123,8 мм
Принимаем D = 120 мм.
Определим фактическое
развиваемое усилие пневмоцилиндром:
R=π·D2·ηМ·p/4
(4.5)
R=π·1202·0,87·0,8/4=7872
Н
Усилие на захвате будет
равно:
 (4.6)
(4.6)
F=7872·238/384=4879
Н
Аналогичным образом
определим диаметр цилиндра механизма подъема платформы. Составим уравнение
моментов относительно центра вращения – точки О
 (4.7)
(4.7)
Где GШ – максимальный вес
поднимаемой шины, GШ = 800 Н;
GП – вес поворотной
платформы, GП = 300 Н;
FЦ – усилие развиваемое
цилиндром, Н;
a – угол наклона цилиндра
относительно нормали к платформе, а=37°;
LЦ – плечо приложения
силы от цилиндра, LЦ = 260мм;
LП – длина платформы, LП
= 1077 мм.
Тогда, для определения
потребного усилия пневмоцилиндра узла подъёма преобразуем исходное выражение
FЦ =
(GШ∙(LП–100)+GП∙LП/2 ) / (LЦ2· cosa) (4.8)
FЦ =
(800∙(1077–100) +300∙1077/2)/ (260·cos37°) = 4542 Н
Сравним полученное
значение потребного усилия пневмоцилиндраузла подъёма с расчётным усилием
пневмоцилиндра узла раздвижения бортовR. Должно выполняться соотношение
FЦ ≤ R,
Н (4.9)
Подставим в неравенство
численные значения, полученные ранее
4542Н ≤
8389 Н
Так как неравенство
выполняется, то рассчитанный ранее пневмоцилиндр узла раздвижения бортов
допустимо применить в узле подъёма–поворота поворотной платформы.Определим
максимально допустимый вес шины исходя из уравнения моментов 4.7
GШ =
(FЦ∙LЦ·cosa – GП∙LП/2)/ LП– 100, Н (4.10)
Где GШ – максимальный вес
поднимаемой шины, GШ = 800 Н;
GП – вес поворотной
платформы, GП = 300 Н;
FЦ – усилие развиваемое
цилиндром, Н;
a – угол наклона цилиндра
относительно нормали к платформе, а=37°;
LЦ – плечо приложения
силы от цилиндра, LЦ = 260мм;
LП – длина платформы, LП
= 1077 мм.
GШ =
(8389∙260·cos 37° – 300∙1077/2)/1077–100=1367 Н
Определим массу шины,
которую можно установить на стенд используя механизм поворота платформы.
mШ=GШ/g (4.11)
mШ=1367/9,81=139
кг
Определившись с
параметрами пневмоцилиндров и весом шины, переходим к проверке элементов
конструкции.
В целях снижения
сопротивления повороту шины, опорные ролики платформы установлены в подшипниках
60102 ГОСТ 7242–81. Узел подшипника показан на рисунке 4.6.
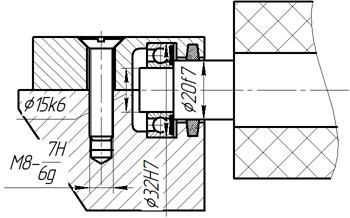
Рисунок 4.6 –
Подшипник опорного ролика
Так как относительное
вращение оси в опорном узле происходит с очень небольшой частотой, то расчёт
подшипника выполним по статической нагрузке.
Применяемый подшипник
должен удовлетворять условию
GШ ≤
2∙C0 (4.12)
Где GШ – вес колеса, GШ=
1367 Н;
C0 – допустимая
статическая нагрузка на один подшипник, C0 = 2500 Н.
Подставляем в неравенство
численные значения.
1367 Н
≤ 2∙2500=5000 Н
Таким образом, условие
допустимой нагрузки на подшипник выполняется, следовательно, выбранный по
конструктивным соображениям подшипник удовлетворяет условиям работоспособности
от приложенной статической нагрузки.
Выполним проверочный
расчёт резьбы на конце штока пневмоцилиндра на срез. Для стандартной
метрической резьбы м24 срезающее напряжение
на витках равно
τСР = R/
(π∙d1∙p∙β), МПа (4.13)
где d1 – внутренний
диаметр резьбы м24, d1 = 17,505мм;
H – длина резьбовой
части, p= 25 мм;
β – коэффициент
заполнения резьбы,β =0,87.
τср =
8389 / (π∙17,505∙25∙0,87) = 7,01 МПа
Убедимся, что расчётное
напряжение меньше допустимого напряжения среза для материала штока – стали 20.
τСР
≤ [τср] (4.14)
где [τср] –
допустимого напряжения среза для материала штока – стали 20, [τср] = 45
МПа.
τСР =
8,6 МПа ≤ [τср] = 45 МПа
Итак, неравенство верно,
значит, витки резьбы на конце штока выдержат нагрузку на срез.
Проверим держатель
зацепа на прочность. Материал оси легированная сталь 40Х13 ГОСТ 4543–71.
Проверку ведем по напряжениям изгиба и среза. Расчетная схема приведена на
рисунке 4.6.
Определим касательные
напряжения среза оси:
TP=4·R/(i·π·d2) (4.15)
где i – число плоскостей
среза,i=2;
d – диаметр оси,
d=36 мм;
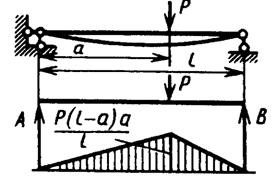
Рисунок 4.6 –
Расчетная схема и эпюра изгибающего момента
TP=4·7872/(2·π·362)=3,86
МПа
Определим максимальный
изгибающий момент
М=R·lЩ/4 (4.16)
где lП – расстояние
между пластинами.
М=7872·64/4=125952
Н·мм
Определяем осевой момент
сопротивления для сечений по формуле:
WX=
π·d3/32 (4.17)
WX= π·363/32=4580
мм3
Определяем напряжения
изгиба:
σ = ММАХ
/ WX< [σ] (4.18)
σ
=125952/4580 = 27,5 МПа
Определяем эквивалентные
напряжения:
σ ПР =
(TP2 + σизг2)0,5 (4.19)
σ ПР = (3,862 + 27,52)0,5=27,8 МПа
Значения коэффициента запаса
прочности S определяются по формуле
Ss = s–1 / (sПР КD/ KC+ yTP) (4.20)
где s–1 – пределы выносливости стали при
изгибе, МПа,
KC– коэффициент
долговечности,KC=1,1;
y– коэффициент ассиметрии циклов, y=1,82;
sm – средние значения нормальных напряжений;
КD – приведенные
эффективные коэффициент концентрации напряжений в детали, КD= 1,2.
Предел выносливости
зависит от предела прочности материала вала sВ и определяется по формуле:
s–1 = 0,4·sВ+100, МПа (4.21)
где sВ– предела прочности материала вала,
материал быстроходного вала сталь 40Х13, sВ = 540 МПа.
s–1 =
0,4·540+100=316 МПа
Ss = 316/(1,2·27,8/1,1+ 1,82·3,86)=8,5
Сравним полученный
коэффициент запаса с допускаемым:
S> [S] (4.22)
8,5> [2]
Необходимый запас
прочности достигнут.
Усилие, создаваемое
рычагом, действует на захват и пытается разогнуть его загнутую часть. Эскиз
зацепа приведен на рисунке 4.7.
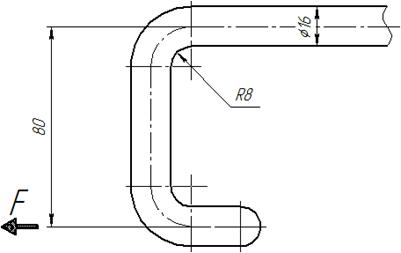
Рисунок 4.7–
Эскиз зацепа
Определяем изгибающий
момент, действующий в опасном сечении элемента зацепа
M =
F∙LП (4.23)
Где F – нагрузка на один
захват;
LП–плечо приложения силы.
M =
4879∙80 = 390320 H∙мм
Абсолютная величина
напряжений в крайних волокнах сечения бруса определяются по формуле:
σ=Мh1/(FlR1),
МПа (4.24)
где R1– радиусы кривизны
внутренних волокон кривого бруса;
l – расстояние от
нейтральной линии до центра тяжести;
F – площадь поперечного
сечения;
h1– расстояния от
нейтральной линии до крайних волокон.
l=R– rH, мм (4.25)
F=π·d2/4, мм2 (4.26)
h1=d/2–rH, мм (4.27)
где R– радиусы кривизны
геометрической оси, R=16 мм;
d– диаметр стержня
захвата,d=16 мм;
rH – радиус
кривизны нейтрального слоя,rH=0,08 мм.
rH= 0,25·d2/ (2R–(4R2– d2)) (4.28)
FП=0,25·162/ (2·16–(4·162– 162))=–0,08
l=16– (–0,08)=16,08 мм
h1=16/2–(–0,08)=8,08 мм
F=π· 162/4=201,1мм2
σ=390320·8,08/(201,1·16,08·16)=60,9МПа
Материал оси Сталь 20ХГ
ГОСТ 4543–71. Определим коэффициент запаса прочности и сравним с допускаемым.
S=[σ]/σ>[S] (4.29)
где [σ]– радиусы
кривизны геометрической оси;
S=174/60,9=2,85>
[S]=2
Необходимый запас
прочности достигнут.
Толщина щеки составляет
s=10 мм, проведем проверку на смятие.
 , МПа (4.30)
, МПа (4.30)
где LMIN –
меньшая из толщин деталей,LMIN=10 мм;
σСМ –
допускаемые напряжения смятия,σСМ=120 МПа.
 МПа
МПа
Прочность деталей
обеспечена.
Борторасширитель выполнен
в виде тумбы, в верхней части которой находиться роликовая площадка для шин. С
боков к площадке подходят зацепы, шарнирно установленные на поворотных рычагах.
Второе плечо рычага подсоединено к штоку пневмоцилиндров. Все шарнирные
соединения осуществляются при помощи осей, которые в свою очередь
зашплинтованы.
На фронтальной части
расположен скат, имеющий возможность подъема колес массой до 139 кг. Подъем осуществляется посредством пневмоцилиндра, закрепленного на основании тумбы.
Роликовая площадка имеет
возможность ручной регулировки положения по высоте. Регулировка осуществляется
посредством штурвала на торце тубы. Штурвал закреплен на валу, проходящем через
тумбу. На валу установлены два червяка, находящихся в зацеплении с червячными
колесами. Червячные колеса в свою очередь осуществляют вращение гаек,
преобразующих вращательное движение в поступательное движение винтов, на
которых установлена площадка. Ролики площадки составные, на стальной оси
приклеен обод из твердой резины. Ось установлена в шарикоподшипниках. Корпуса
подшипников закрыты крышками и оснащены уплотнениями предотвращающими попадание
грязи.
Для работы со спредером
шину закатывают на пневматический подъемник, поднимают ее, перекатывают на
опорные ролики и устанавливают так, чтобы поврежденное место находилось над
опорным столом спредера. На борта шины устанавливают захваты и, подав воздух в
пневмоцилиндр, разводят борта и отжимают протекторную часть вовнутрь.
Раздвинув борта шины на
необходимую для свободного доступак ремонтируемому участку величину,
зафиксируйте борта распорками.Не раздвигайте борта шины на такую величину,
чтобы ониобразовали клиновую поверхность, способную вытолкнуть захваты
борторасширителя.
По окончании ремонта, с
помощью борторасширителя,освободите шину от распорок.
Не допускается эксплуатация
борторасширителя лицами, непрошедшими специальной подготовки и не
ознакомившимися сбезопастными приемами работы.
Не допускается
эксплуатация борторасширителя на открытомвоздухе, под навесом, в местах
повышенной влажности, в другихусловиях, не обеспечивающих надлежащую защиту
отнеблагоприятных воздействий.
Запрещается:
– оставление борторасширителя
в рабочем положении безприсмотра;
– питание
борторасширителя от насоса, не обеспечивающего номинутальногодавления и не
оборудованных фильтрами, тонкостью фильтрации не менее 25 мкм;
– использование борторасширителя
и его узлов не по назначению;
– ремонтировать шины,не
очищенные от грязи и песка.
Техническое обслуживание
борторасширителя включает в себя очистку от загрязнений, проверку отсутствие
деформаций зацепов и утечек из гидросистемы.
Также необходимо
проводить регулярную очиститку штока цилиндра фланелью, смоченной в керосине.
Затем следует вытрать насухо. После очистки на поверхность штока нанести тонкий
слой смазки «Литол–24».
Сборка борторасширителя
начинается с функциональных узлов. Первоначально комплектуются и собираются
пневмоцилиндры.
Далее собирается
роликовая площадкаследующим образом. На ролик последовательно одеваются
уплотнения, запрессовываются подшипники. Ролик устанавливается в проточку
корпуса и фиксируется крышкой.
Затем приступаем к сборке
механизма перемещения винтов. Для этого устанавливаем внутренние и наружные
обоймы роликовых подшипников соответственно на гайку с запрессованным венцом и
сопрягаемые корпусные детали. Устанавливаем роликовую площадку накручивая гайки
на винты, добившись такого положения площадки, когда последняя параллельна
основанию. Не меняя положения гаек, закрепляем на валу червяки при помощи
штифтов.
Далее устанавливаем
пневмоцилиндры на тумбу. Для этого совмещается отверстия в проушинах рамы и
крышке пневмоцилиндра.
В отверстие вставляется
ось, одевается шайба и фиксируется штифтом. Аналогичным образом происходит
крепление щек рычагов к раме. Далее рычаги соединяются с осью, проходящей через
вилку на штоке пневмоцилиндра.
Зацеп также крепится к
держателю, установленной на рычаге. Держатель имеет два двухступенчатых
отверстия. Зацеп входит в отверстие большего диаметра, а резьбовой хвостовик
выходит наружу, через отверстие меньшего диаметра. На хвостовик одевается шайба
с цилиндрической опорной поверхностью, стопорная шайба и закручивается гайка.
В заключении монтируются
управляющие педали пневмосистемы и лампа местного освещения.
Технологическая карта
ремонта шин с использованием борторасширителя
|
№
|
Наименование операции
|
Эскиз операции
|
Оборудование,
инструмент,
материалы
|
ТУ и указания
|
Трудоемкость,
чел.–минут
|
|
1
|
Установить шину в борторасширитель
|

|
Борторасширитель
|
Закатить шину на пандус;
зацепить захваты за борта шины;
нажатием на педаль раздвинуть борта шины
|
1,6
|
|
2
|
Обследовать место
повреждения
|

|
Борторасширитель;
шило спиральное;
плоскогубцы
|
Удалить посторонний предмет из места повреждения;
определить угол наклона канала повреждения;
при ремонте грибком угол наклона канала 90±25°,
диаметр 3–15 мм
|
3,4
|
|
3
|
Подготовить
место установки
шляпки грибка
|

|
Борторасширитель
грибок;
мел;
очиститель
Ликвид Баффер;
скребок;
пневмошлифовальная
машинка;
круглая стальная
щетка;
абразивная
полусфера
|
Наложить грибок на внутреннюю
поверхность шины по центру повреждения и обвести по
контуру мелом с припуском 5–10
мм;
на площадь обведенную мелом нанести очиститель,
скребком удалить загрязнения и дать просохнуть 10–15 минут;
зашероховать площадь обведенную мелом (до плотной
резины)
|
4,4
|
|
4
|
Обработать канал
повреждения
|

|
Пневмошлифовальная
машинка;
карбидная фреза;
метелка
|
Обработать канал прокола с наружной и внутренней
стороны шины;
удалить пыль от шерохования
|
3,0
|
|
5
|
Нанести клеящий состав
|

|
Цемент
специальный BL;
кисточка;
|
На зачищенные поверхности с помощью кисточки нанести
цемент и просушить;
время подсыхания 10 минут.
|
1.0
|
|
6
|
Установить грибок
|

|
Плоскогубцы;
валик
|
Удалить защитную пленку с ножки грибка;
вставить грибок в канал повреждения и вытянуть
плоскогубцами;
удалить защитную пленку, придавить и прикатать
шляпку
грибка от центра к краям; удалить верхнюю защитную
пленку
|
1,9
|
|
7
|
Нанести герметик и
обрезать ножку грибка
|

|
Кисточка;
герметик
«Инерлинер
Силер»;
нож
|
По краям шляпки грибка нанести герметик;
отрезать выступающую часть ножки грибка вровень с
поверхностью шины
|
2.0
|
|
8
|
Снять шину с
борторасширителя
|

|
Борто–
расширитель
|
Нажатием на педаль сдвинуть борта шины:
снять захваты с бортов шины;
скатить шину с пандуса
|
1,6
|
6 Оценка эффективности проектных решений
Цель проводимой реконструкции – оснащение зоны в соответствии
с нормативными требованиями, рост производительности труда за счет оптимизации
оборудования и производственных процессов в соответствии с технологическими
картами. Реконструкция шиноремонтного участка заключается в оснащении и
расстановке оборудования в соответствии с нормативными требованиями,
перепланировке самой зоны для выполнения работ по шиномонтажу и шиноремонту в
соответствии с технологией, проектировании и изготовлении приспособления
борторасширителя с пневмоприводом.
Внедрение данного приспособления позволит сократить
трудоемкость работ при техническом обслуживании и поднять таким образом, производительность
труда.
Кроме того, предлагается установить дополнительные виды
оборудования, а именно:
На шиномонтажном участке
устанавливается стенд автоматизированный для демонтажа шин грузовых
автомобилей и автобусов Ш515 – в количестве 1 единицы.
На
шиноремонтном участке устанавливается: установка для проверки камер – 2
единицы, клетка предохранительная для обеспечения безопасности при накачке
шин, спредер пневматический модели 6184М, электровулканизатор
для ремонта камер Ш–113–1 – 1 единица, а также электровулканизатор для ремонта
наружных повреждений покрышек модели 614 – 2 единицы.
Разработка приспособления
собственными силами – борторасширителя связана с расходами, который в целом
формируют себестоимость изготовления изделия, в данном случае –
борторасширителя.
Таким образом, при
условии внедрения предлагаемого проекта у предприятия увеличиваются расходы,
связанные с капиталовложениями – приобретение основных средств для дооснащения
участка по ремонту шин (шиноремонтного участка), а также расходы, связанные с
изготовлением приспособления. Таким образом, предприятие будет инвестировать
средства в расширение производства.
Но это – не только
затраты. Суть экономической эффективности при внедрении вариантов реконструкции
или модернизации заключается в том, чтобы вложенные средства себя оправдывали –
то есть они должны приносить предприятию прибыль. Таким образом, проект
считается эффективны в том случае, если инвестиции окупаются и приносят в
перспективе прибыль.
Экономическая эффективность
проекта осуществляется с использованием чистой приведенной величины дохода (Net Present Value – NPV).
NPV представляет собой разность между
приведенными к началу реализации проекта поступлениями от реализации проекта и
инвестиционными затратами, то есть сумму дисконтированного чистого денежного
потока за период реализации проекта:
NPV =  ,
(6.1)
,
(6.1)
где Т –
продолжительность реализации проекта, лет;
NCFt – чистый денежный поток года t;
RV – коэффициент дисконтирования в году
t.
В силу того, что данный
дипломный проект по инженерно–технической специальности, анализ и расчет
денежных потоков носит усеченный характер, и в определенной степени является
условным. Данное обстоятельство обусловлено трудностью определения влияния
экономического эффекта технического решения дипломного проекта на экономические
показатели деятельности предприятия в целом. Поэтому при определении чистого
денежного потока возможны следующие допущения:
в качестве поступления от
продаж принимаются экономические эффекты, возникающие на предприятии в
результате внедрения предполагаемого проекта;
инвестиции являются
факультативным показателем и принимаются большими нуля;
налоги и прочие выплаты
принимаются равными нулю в случае, если проектное решение носит локальный
характер.
Распишем требуемые
капитальные вложения по статьям и сведем их в таблицу 6.1. Данные берутся по
ценам завода изготовителя и по типовым нормам на изготовление и пусконаладочные
работы. Полученное значение заносим в таблицу 6.2.
SНО –стоимость нового оборудования;
SМ–ПН –затраты на монтажные и пусконаладочные работы;
SИЗГ –затраты , связанные с изготовлением приспособления,
входят затраты на проектирование, приобретение материалов и комплектующих,
изготовление.
Затраты SНО, SМ–ПН, SИЗГ, производятся однократно и поэтому
причисляются к инвестициям. В отличие от капитальных затрат, эксплуатационные
затраты SЭКСПЛ производятся ежегодно.
Таблица 6.1 – Статьи затрат
капитальных вложений
|
Наименование затрат
|
Количество
Единиц, шт
|
Марка, модель
|
Стоимость одной единицы, руб.
|
Суммарная стоимость, руб.
|
|
1
|
2
|
3
|
4
|
5
|
|
1 Затраты на приобретение нового оборудования, SНО, руб.
|
|
Стенд автоматизированный для
демонтажа шин
грузовых
автомобилей и автобусов
|
1
|
Ш515
|
108800
|
108800
|
|
Установка для проверки
камер
|
2
|
–
|
41700
|
83400
|
|
Клетка предохранительная
для обеспечения
безопасности при накачке
шин
|
1
|
–
|
8600
|
8600
|
|
Спредер пневматический
|
1
|
6184М
|
36000
|
36000
|
|
Вулканизационный
аппарат для ремонта камер
и местных повреждений
покрышек
|
1
|
–
|
43000
|
43000
|
|
Электровулканизатор для ремонта
камер
|
2
|
614
|
47000
|
94000
|
|
Итого
|
373800
|
|
2 Затраты на монтажные и пусконаладочные работы
SМ–ПН руб.
|
|
2.1 Материальные
затраты, руб/ед
Прочие
|
8
–
|
–
–
|
18275
60000
|
46200
60000
|
|
2.2
Транспортные расходы
|
–
|
–
|
–
|
15000
|
|
2.3 Оплата
труда монтажников, руб
|
–
|
–
|
–
|
60000
|
|
Итого
|
81200
|
|
3 Затраты на изготовление, SИЗГ, руб.
|
|
Конструктивные элементы
|
|
Металлические изделия и конструкции
|
|
1 шт.
|
1230
|
1230
|
|
Опорные детали
|
|
1 комплект
|
3776
|
3776
|
|
Болт М10 ГОСТ 7805–70
|
|
20 шт.
|
2,33
|
46,6
|
|
Гайка М10 ГОСТ 5927–70
|
|
14 шт.
|
1,22
|
17,08
|
|
Шайба М10 ГОСТ 9649–78
|
|
14 шт.
|
2,0
|
28
|
|
Сталь листовая
|
|
10 кг
|
14
|
140
|
|
Труба стальная
|
|
2 п.м
|
22
|
44
|
|
Швеллер
|
|
1 кг.
|
16
|
18
|
|
Прочие неучтенные
|
|
|
|
8000
|
|
Итого
|
|
|
|
13300
|
|
Заработная
плата рабочих по изготовлению, руб
|
–
|
–
|
–
|
18000
|
|
Итого
|
31300
|
|
4
Обучение персонала SОБ , руб.
|
|
Затраты
на обучение инженерно–технических работников
|
|
|
|
10000
|
|
Инвестиции
|
496300
|
В состав эксплуатационных
затрат входят Sэкспл затраты на выплату заработной платы слесарю и затраты,
связанные с обслуживанием и ремонтом оборудования цеха, затраты на
электроэнергию и амортизацию.
Эксплуатационные
затраты SЭКСПЛ определяется по формуле:
SЭКСПЛ = А+ Зоб + ЗЭН,
руб. (6.2)
где ЗЭН –
энергозатраты на эксплуатацию оборудования цеха, руб.
А – амортизационные
отчисления, руб.
Зоб
– затраты на обслуживание цеха, руб.
Амортизационные
отчисления вычислим по формуле:
А = С / Тсл (6.3)
где С – первоначальная
стоимость оборудования, руб.;
Тсл – срок
службы оборудования, год.
А =281200/8 =
38187 рублей
Произведем
расчет энергозатрат по формуле:
ЗЭН
= СЭ NЭ×n, где (6.4)
где NЭ – мощность электропотребителя, кВт;
СЭ
– стоимость одного кВт–ч для предприятий (5руб./кВт–ч);
n – количество
дней работы оборудования в год, дн.;
Таблица 6.2 – Расчет потребления
электроэнергии электроприемниками на шиноремонтном участке
|
Наименование
|
Кол–во
|
Потребляемая мощность на единицу, кВт
|
Всего, кВт–час
|
|
Стенд автоматизированный для
демонтажа шин
грузовых
автомобилей и автобусов
|
1
|
4,2
|
4,2
|
|
Установка
для проверки камер
|
2
|
2,6
|
5,2
|
|
Клетка предохранительная
для обеспечения
безопасности при накачке
шин
|
1
|
–
|
–
|
|
Спредер пневматический
|
1
|
–
|
–
|
|
Вулканизационный аппарат для
ремонта камер
и местных повреждений
покрышек
|
1
|
–
|
–
|
|
Электровулканизатор для ремонта
камер
|
2
|
3,5
|
7
|
|
Итого
|
|
|
16,4
|
Потребляемая
электроэнергия:
ЗЭН = (16,4*1,2)· 305·5 =30012 руб.
Так же как и
эксплуатационные затраты, энергозатраты SЭН рассчитываются ежегодно.
– затраты, связанные с
ремонтом и обслуживанием оборудования за год принимаем равными 3% от стоимости
всего оборудования цеха, что составляет около 0,03*572800=17184 рублей в год.
Тогда эксплуатационные
затраты:
SЭКСПЛ = 38187+30012+17184=85383 рублей
Так же как и
эксплуатационные затраты, энергозатраты SЭН рассчитываются ежегодно.
Произведем расчеты результатов,
возникших на предприятии при внедрении разрабатываемого оборудования и покупки
нового. Для расчетов используются данные по предприятию и результаты
маркетинговых исследований, полученные за время прохождения производственной и
преддипломной практики.
Исходя из среднего
времени работы оборудования в день и стоимости услуг по ремонту двигателей,
определяем доходы, полученные от внедрения проекта за счет выполнения работ по
шиноремонту, что за год составит год по формуле:
Р = СН × ФР (6.5)
где СН –
средняя стоимость нормо–часа–320 руб.;
ФР
– расчетный фонд работы на участке , час;
При
плановой загрузке участка результат составит
Р = 165×2320 = 382800
руб.
Прибыль предприятия за
год при внедрении нового оборудования будет рассчитываться по формуле:
ПК =
Р – SЭКСПЛ. (6.6)
ПК
=382800–85383=297417 рублей
Для экономической
оценки проекта используется коэффициент дисконтирования (PV – фактор) для года t, определяемый по формуле:
PVt = 1/(1+r)t,
(6.7)
где r – ставка дисконта.
В качестве значения
ставки дисконта могут быть использованы действующие усредненные процентные
ставки по долгосрочным кредитам банка. В сложившейся обстановке используем в
качестве ставки дисконтирования r = 18,5%.
Определяем
дисконтированный чистый денежный поток за период реализации проекта. Полученные
результаты заносим в таблицу 6.3.
Таблица 6.3 – Прогноз денежных
потоков, тыс. руб
|
Наименование
показателей
|
Период
|
Итого
|
|
0
|
1
|
2
|
3
|
4
|
5
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
|
Инвестиции, тыс.руб.
|
–496,3
|
|
|
|
|
|
496,3
|
|
Эффект от проектирования, тыс.руб.
|
|
297,417
|
297,417
|
297,417
|
297,417
|
297,417
|
1487
|
|
Результаты, тыс.руб.
|
|
382,8
|
382,8
|
382,8
|
382,8
|
382,8
|
1914
|
|
Затраты, тыс.руб.
|
|
–85,38
|
–85,38
|
85,38
|
–85,38
|
–85,38
|
426,9
|
|
в т.ч. амортизационные отчисления, тыс.руб.
|
|
–38,187
|
–38,187
|
–38,187
|
–38,187
|
–38,187
|
190,935
|
|
Налог на прибыль (20%), тыс.руб.
|
|
–59,48
|
–59,48
|
59,48
|
–59,48
|
–59,48
|
297,42
|
|
Итого: денежные средства от инвестиционной деятельности
(cash flow), тыс.руб.
|
–496,3
|
259,23
|
259,23
|
259,23
|
259,23
|
259,23
|
799,85
|
|
Коррекция денежных потоков, тыс.руб.
|
–
|
38,187
|
38,187
|
38,187
|
38,187
|
38,187
|
190,935
|
|
Амортизационные отчисления, тыс.руб.
|
–
|
38,187
|
38,187
|
38,187
|
38,187
|
38,187
|
190,935
|
|
Остаточная стоимость внедряемого оборудования,
тыс.руб.
|
–
|
–
|
–
|
–
|
–
|
312
|
312
|
|
Чистый денежный поток (Net Cash Flow), тыс.руб.
|
–496,3
|
297,42
|
297,42
|
297,42
|
297,42
|
297,42
|
991
|
|
Коэффициенты дисконтирования (r = 18,5% )
|
–
|
0,844
|
0,712
|
0,601
|
0,507
|
0,428
|
–
|
|
Дисконтированный чистый денежный поток (NCFt*PVt),
тыс.руб.
|
–496,3
|
250,99
|
211,80
|
178,74
|
150,83
|
127,29
|
423,65
|
|
Возмещение инвестиций, тыс.руб.
|
–496,3
|
–245,01
|
–33,21
|
145,53
|
296,36
|
423,65
|
423,65
|
Путем вычитания из
инвестиций ежеквартального дисконтированного чистого денежного потока средств (NPV), определяется период окупаемости
проекта, т.е. период времени, за который дисконтированные поступления от
результатов внедрения проектного решения превысят инвестиции.
Срок окупаемости проекта
составит:
ТОК=496,3/423,65=1,77
года
На рисунке 6.1
построена гистограмма прогноза денежных потоков.
Рисунок 6.1 – График окупаемости
проекта
В результате
проведенного экономического обоснования можно сделать вывод об эффективности
предлагаемого проекта, поскольку приведенная величина дохода положительна
(NPV=423,65>0), срок окупаемости соответствует меньше нормативного 3,15
года.
В разработанном
проекте выполнены расчеты по модернизации шиномонтажного участка Управления
технологического транспорта НГДУ «Федоровскнефть» ОАО «Сургутнефтегаз». Во
введении описано положение транспортных подразделений, их роль и место в
деятельности нефтегазодобывающего предприятия, а также освещены основные
проблемы авторемонтного производства Управления. Выделены основные проблемы,
наличие которых обосновывает необходимость проведения реконструкции.
В разделе «Технологический
расчёт предприятия» проведены расчеты трудоемкостей работ, численности
производственных рабочих, площадей участков и зон ТО и ТР с целью сопоставления с
имеющейся производственно–технической базой предприятия.
В итоге расчета выяснено, что расхождения между фактическими и расчетными
данными незначительные, но имеют место в отношении шиноремонтного участка, что,
соответственно, требует внесения корректировок как в планировочные решения, так
и уровень оснащенности участка производственным и технологическим
оборудованием.
Планировочное
решение реконструируемой зоны предложено выполнить с учетом повышения качества
работ, повышения организации технического обслуживания в целом, требований техники
безопасности и санитарных норм. Предложено недостающее необходимое технологическое
оборудовании с типовыми нормами по Табелю гаражного и технологического
оборудования. В зоне выполнения работ по шиномонтажу и шиноремонту предложено
на свободных площадях обустроить полноценный участок по выполнению
шиномонтажных работ поскольку в данный момент все шиномонтажные работы
выполняются с использованием минимального количества оборудования,
приобретенного еще в девяностые годы – в тот период, когда численность
автопарка, и соответственно, нагрузка на участок, была в три раза меньше.
В разделе конструкторско
– технологической части проведен анализ существующих конструкций борторасширителей,
определены их преимущества и недостатки. На основе проведенного анализа
предложена конструкция борторасширителя с пневмоприводом, выполнен проектный и
проверочный прочностной расчеты. Разработана технологическая карта на
проведение операции по ремонту шины с применением разработанного приспособления
– а именно: борторасширителя с пневмоприводом.
Поскольку описываемый
участок представляет собой отдельное помещение, то проработан вопрос по установке
вытяжного устройства Совплим KUA на
участке, предназначенного для улавливания и удаления различных видов дыма и
пыли, а также вредных веществ, выделяющихся на стационарных и нестационарных
рабочих местах, которое в данное время на участке отсутствует.
В экономической
части данного дипломного проекта произведен расчет экономического эффекта от реконструкции
участка. Сделан вывод о том, что проведение реконструкции не только позволит
поднять производительность труда, повысить качество работ, но и экономически
целесообразно, так как при этом обеспечен экономический эффект в размере 423,65
тыс.руб.
1.Андрианов Ю. В.
Региональная система поддержания работоспособности автомобилей// Техническая
эксплуатация и ремонт автомобилей: Обзорная информация № 4. –М.: ЦБНТИ
Минавтотранса РСФСР, 1990. – С. 3–52.
2.Афанасьев Л. Л.,
Колясинский Б. С., Маслов А. А. Гаражи и станции технического обслуживания
автомобилей. М.: Транспорт, 1980. – 216 с.
3. Варфоломеев В. Н.,
Говорушенко Н. Я. Проектирование и реконструкция предприятий автомобильного
транспорта: Учеб. пособие. – Киев.: КАДИ, 1987. – 95 с.
5.Давидович Л. Н.
Проектирование предприятий автомобильного транспорта. – М.: Транспорт, 19'75. –
392 с.
6.Карташов В. П.
Технологическое проектирование автотранспортных предприятий. – М.: Транспорт,
1981. – 175 с.
7. Кирсанов Б. А., Шейнин
А. М. Вероятностный метод расчета постов текущего ремонта автомобилей// Вопросы
технического обслуживания и ремонта автомобилей; Обзорная информация № 18. –
М.: ЦБНТИ Минввтотранса РСФСР, 1971. – С. 43–53.
8. Комплексная оценка
эффективности мероприятий, направленных на ускорение научно–технического
прогресса: Методические рекомендации и комментарии по их применению/ ГКНТ СССР
и АН СССР. – М.: Информэлектро, 1989. – 118 с.
9. Кузнецов Е. С,
Конспект лекций по новым разделам курса „Техническая эксплуатация
автомобилей", связанным с научно–техническим прогрессом на автомобильном
транспорте: Учеб. пособие. – М.: МАДИ, 1987. – 77 с.
10. Кузнецов Е. С.
Управление технической эксплуатацией автомобилей. 2–е изд., перераб. и доп. –
М.: Транспорт, 1990. – 272 с.
11. Кузнецов Б. С.,
Курников И. П. Производственная база автомобильного транспорта: Состояние и
перспективы. – М.: Транспорт, 1988. – 231 с.
12. МУ–200–РСФСР–12–0121–80.
Методика выбора организационно–технологических форм развития производственно–технической
базы автомобильного транспорта региона. – М.: ЦБНТИ Минавтотранса РСФСР, 1980. –
63 с.
13. МУ–200–РСФСР–13–0087–87.
Методика опенки уровня и степени механизации и автоматизации производств
технического обслуживания и текущего ремонта подвижного состава автомобильного
транспорта. – М.: ЦБНТИ Минавтотранса РСФСР, 1987. – 101 с.
14. Напольский Г. М.,
Пугин А. В. Реконструкция и техническое перевооружение автотранспортных
предприятий: Учеб. пособие. – М.: МАДИ, 1988. – 82 с.
15. Напольский Г. М; Пугин
А. В. Технико–экономическое обоснование развития производственно–технической
базы автомобильного транспорта в регионе: Учеб. пособие. – М.: МАДИ, 1990. – 65
с.
16. ОНТП–01–91.
Общесоюзные нормы технологического проектирования предприятий автомобильного транспорта
– М.: Гипроавтотранс, 1991. – 184 с.
17. Положение о
техническом обслуживании и ремонте легковых автомобилей, принадлежащих
гражданам/ Минавтопром СССР. – М.: НАМИ, 1987. – 58 с.
18. Положение о
техническом обслуживании и ремонте подвижного состава автомобильного
транспорта/ М–во автомоб. трансп. РСФСР. – М.: Транспорт, 1986. – 73 с.
19. Радченко И. И.,
Хлявич А. И. Маркетинг и автосервис: Учебник для вузов. – М.: ВЗПИ, 1991. – 214
с.
20. РД–200–РСФСР–13–0166–90.
Сборник технико–экономических показателей предприятий автомобильного транспорта
на 1991–1995 годы/ Минавтотранс РСФСР. – М.: Гипроавтотранс, 1990. – 108 с.
21. СНиП 1.02.01–85.
Инструкция о составе, порядке разработки, согласования и утверждения проектвд–сметной
документации на строительство предприятий, зданий и сооружений/ Госстрой СССР. –
М.: ЦИТП Госстроя СССР, 1986. – 40 с.
22. Специализированное
технологическое оборудование: Номенклатурный каталог. – М.: ЦБНТИ Минавтотранса
РСФСР. 1986. – 194 с.
23. Табель
технологического оборудования и специализированного инструмента для АТП, АТО и
БЦТО. – М.: ЦБНТИ Минавтотранса РСФСР, 1983. – 98 с.
24. Табель
технологического оборудования и специнструмента для станций технического
обслуживания легковых автомобилей, принадлежащих гражданам. – М.: НАМИ,1988.–1976
с.
25. Техническая
эксплуатация автомобилей: Учебник для вузов/ Е. С. Кузнецов,В. П. Воронцов, А.
П. Болдин и др.; Под ред. Е. С. Кузнецова. 3–е изд., перераб. и доп. – М.: –
Транспорт, 1991. – 413 с.
26. Харазов А. М„
Кривенко Б. И. Диагностирование легковых автомобилей' на станциях технического
обслуживания. – М.: Высшая школа, 1987. – 272 с.
27. Хлявич А. И.
Обслуживание автомобилей населения: Организация и управление. – М.: Транспорт,
1989. – 239 с.
Приложение 1
Оборудование применяемое
для ТОиР в УТТ «ФН»
|
Марка
|
Год выпуска
|
Оборудование
|
|
|
ПРОЧЕЕ КОНТР.–РЕГУЛИРОВОЧНОЕ ОБОРУДОВАНИ
|
2006
|
11403508
|
ПРИБОР DEX DETECTOR
|
|
УСТАНОВКИ ДЛЯ МОЙКИ АВТОМОБИЛЕЙ
|
2012
|
12985299
|
АППАРАТ МОЕЧНЫЙ KARCHER HD 9/20–4М
|
|
УСТАНОВКИ ДЛЯ МОЙКИ З/Ч, УЗЛОВ
И АГРЕГАТ
|
2000
|
10136243
|
УСТАНОВКА МОЕЧНАЯ М–125
|
|
ЭЛЕКТРОИНСТРУМЕНТ
|
2003
|
11091748
|
МАШИНА ШЛИФОВАЛЬНАЯ УГЛОВАЯ МШУ–1,8–230
|
|
ВЕРСТАКИ СЛЕСАРНЫЕ
|
1999
|
10235384
|
ВЕРСТАК СЛЕСАРНЫЙ НО–102
|
|
ДОМКРАТЫ АВТОМОБИЛЬНЫЕ
|
2004
|
11203507
|
ДОМКРАТ ГИДРАВЛИЧЕСКИЙ MEGA TJ–12A
|
|
КОМПЛЕКСЫ ДИАГНОСТ.(ЛИНИИ
ИНСТР.КОНТРОЛЯ
|
2006
|
11463638
|
ЛИНИЯ ТЕХНИЧЕСКОГО КОНТРОЛЯ ЛТК–13У СП11
|
|
НАГНЕТАТЕЛИ СМАЗКИ
|
2001
|
10233026
|
НАГНЕТАТЕЛЬ СМАЗКИ С–104
|
|
ОБОРУДОВАНИЕ ДЛЯ ТО И ПРОВЕРКИ
АКБ
|
2005
|
11333299
|
УСТРОЙСТВО ЗАРЯДНОЕ АЗУ–Н
|
|
ПОДЪЕМНЫЕ УСТР.СТАНКОВ, (КР.КОНСОЛЬ.
И Т
|
2006
|
11429756
|
КРАН КОНСОЛЬНЫЙ ПИОНЕР
|
|
СИСТЕМЫ ВЫТЯЖКИ ОТРАБ.ГАЗОВ
РЕЛЬСОВЫЕ
|
2006
|
11463639
|
УСТРОЙСТВО ВЫТЯЖКИ ГАЗОВ STP–36
|
|
СТЕНДЫ И ПРИБОРЫ ИСП.И
РЕГ.ФОРСУНОК
|
2006
|
11427211
|
СТЕНД ПРОВЕРКИ ФОРСУНОК М–106
|
|
СТЕНДЫ ШИНОМОНТАЖНЫЕ ДЛЯ
ГРУЗ.ТЕХНИКИ
|
2007
|
11526204
|
СТЕНД ШИНОМОНТАЖНЫЙ Ш–515ВУ
|
|
ТЕЛЕЖКИ, ПЛАТФОРМЫ, ПРИСП.ДЛЯ
М/Д РАБОТ
|
2006
|
11438324
|
ТЕЛЕЖКА ПЛАТФОРМЕННАЯ TORIN
JACK
|
|
УСТАНОВКИ РАЗДАЧИ И ЗАПРАВКИ
МАСЛАМИ
|
2007
|
11603627
|
КОЛОНКА МАСЛОРАЗДАТОЧНАЯ 367М5
|
|
ГАЗОАНАЛИЗАТОРЫ
|
2005
|
11343116
|
ГАЗОАНАЛИЗАТОР ИНФРАКАР
|
|
ДЫМОМЕРЫ
|
2005
|
11343119
|
ДЫМОМЕР АВГ–1Д–1.01
|
|
ЗАРЯДНЫЕ И ПУСКОЗАРЯДНЫЕ
УСТРОЙСТВА
|
2007
|
11793387
|
ШКАФ ДЛЯ ЗАРЯДКИ АТУ–12495
|
|
ИЗМЕРИТЕЛИ
СВЕТ.КОЭФ.ПРОПУСКАНИЯ СТЕКОЛ
|
2005
|
11331524
|
ПРИБОР ИЗМЕРЕНИЯ
СВЕТОПРОПУСКАНИЯ ИСС–1
|
|
ОБОРУДОВАНИЕ ДЛЯ ТО И ПРОВЕРКИ
АКБ
|
1999
|
10136045
|
КОМПЛЕКТ АККУМУЛЯТОРЩИКА Э–412
|
|
ПРИБОРЫ И ОБОРУДОВАНИЕ ДЛЯ
ПРОВЕРКИ РУ
|
1999
|
10136044
|
СТЕНД ИСПЫТАТЕЛЬНЫЙ К–465М
|
|
ПРИБОРЫ ПРОВЕРКИ
ЭФФЕКТ.ТОРМОЗНЫХ СИСТЕМ
|
1999
|
10136046
|
СТЕНД ИСПЫТАНИЯ ТОРМОЗНЫХ
СИСТЕМ К–245
|
|
ТЕЛЕЖКИ, ПЛАТФОРМЫ, ПРИСП.ДЛЯ
М/Д РАБОТ
|
2001
|
10232835
|
ТЕЛЕЖКА ТГВ–1250–03
|
|
ЭЛЕКТРОИНСТРУМЕНТ
|
2003
|
11122033
|
ГАЙКОВЕРТ И–330
|
Приложение 2
Анализ существующих конструкций борторасширителей