Достижения генной инженерии и биотехнологии
Введение
Современные
механизмы хозяйственной деятельности требуют от любого предприятия,
рассчитывающего добиться серьезных успехов на рынке, выполнения нескольких
обязательных условий:
- сокращение
сроков подготовки производства
- увеличение производительности
труда;
- выработки
четкой процедуры учета материальных ценностей;
- обеспечения
высокого качества выпускаемой продукции.
Для
удовлетворения всех этих условий на машиностроительных предприятиях ведется
большая работа.
Специалисты
осваивают и внедряют новые материалы, новые технологические процессы
изготовления изделий с наименьшей трудоёмкостью и материалоёмкостью, высокой
надёжностью и долговечностью. Также большое внимание уделяется
широкомасштабному использованию средств механизации и автоматизации
производственных процессов.
В данном дипломном
проекте был разработан проект участка механического цеха с разработкой
технологического процесса изготовления детали типа «Ролик».
Деталь «Ролик» входит в
узел «Установка кронштейна» которая в свою очередь входит в агрегат управления
двигателем вертолетаДеталь изготовлена из алюминия марки АК6-Т1.
Был выбран
оптимальний метод получения заготовки. Заготовка получается
методом объемной горячей штамповки.Данный вид заготовки позволяет максимально
приблизить контур заготовки к форме и размерам готовой детали. Это снизит
трудоемкость механической обработки.
При выборе
перспективного варианта технологического процесса изготовления детали проведен
системный анализ по критериям: производственные площади и трудоемкость. Для
этого были использованы программные комплексы AМACONT
Припуски на операциях
технологического процесса рассчитаны с использованием программного комплекса
APROPOS.
В результате был
разработан технологический процесс изготовления детали «Ролик» с использованием
современного оборудования.
В конструкторской части
для сверления сквозного отверстия диаметром 10,5 мм рассчитано и спроектировано
специальное приспособление с пневматическим приводом зажима заготовки. Для
фрезерования поверхности паза рассчитано и спроектировано специальное
приспособление с пневматическим приводом зажима заготовки.
Для контроля соосности
отверстий диаметром 24H7
мм. рассчитано и спроектировано специальное приспособление -соосник.
В организационно-технической
части приведены расчеты потребного количества оборудования, численности
работающих, производственных и вспомогательных площадей. На основании этих
расчетов разработан план участка Оборудование расставлено согласно операциям
технологического процесса.
Анализ безопасности и
экологичности данного проекта был проведен и рассчитан на примере двух
факторов: вибрации и искусственного освещения
В экономической части
приведены обоснования экономической целесообразности проектирования механического
участка, оснащенного прогрессивным оборудованием и специальных механизированных
приспособлений.
Специальная часть
проекта посвящена теме «ультразвуковая размерная обработка».
1
 ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
Деталь «Ролик» входит в узел «Установка кронштейна» которая в
свою очередь входит в агрегат управления двигателем вертолета. Ролик приводит в
движение тягу управления двигателем через трос закрепленный на ручье ролика с
помощью хомута.
Деталь «Ролик» изготавливается из алюминия
марки АК6-Т1 ОСТ 190073-85
Рисунок 1.1. 3Dмодель детали ролик
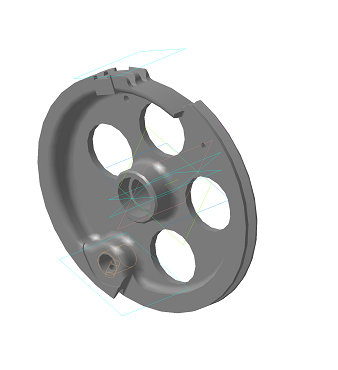
Таблица 1.1. Химический состав
алюминия АК6-Т1, %:
|
Алюминий
%
|
Медь
%
|
Магний
%
|
2
Примесей, не более %
|
|
крем-
ния
|
марган-ца
|
цинка
|
титана
|
никеля
|
|
93,4-95,5
|
1,8-2,6
|
0,4-0,8
|
0,7-1,2
|
0,4-0,8
|
0,3
|
0,1
|
0,1
|
|
447[МПа]
|
-
Предел кратковременной прочности
|
|
378
[МПа]- Предел пропорциональности (предел текучести для остаточной деформации)
|
|
|
12.5%- Относитлельное удлинение при разрыве
|
|
|
190
кДж / м2- Ударная вязкость
|
|
|
95-100
МПа - Твердость по Бринеллю
Т1
- закаленное и искусственно состаренное (на максимальную прочность).
Целью применения режима старения является получение повышенной прочности
закаленного сплава или более стабильных размеров деталей
Таблица
1.2. Рекомендуемые режимы термической обработки сплавов АК6-Т1
|
Закалка
|
Старение
|
|
температура, ° С
|
закалочная среда
|
температура, ° С
|
выдержка, ч
|
|
505–525
|
Вода
|
155–165
|
10–15
|
|
|
|
|
|
|
|
|
|
Конструкция
детали технологична, если она обеспечивает простое и экономичное изготовление
детали с минимальными затратами и высокой производительностью. Технологичность
детали оценивается для конкретных условий производства.
Существует
два вида оценки технологичности конструкции:
·
Качественный
·
Количественный
Кроме того, технологичность может
быть оценена дополнительными техническими показателями:
·
- коэффициентом использования
материала;
·
- коэффициентом унификации и
стандартизации;
·
- коэффициентом точности и
шероховатости поверхностей
При проведении качественного анализа технологичности
следует проанализировать возможность обработки данной детали при условии
сохранения принципа единства баз.
Деталь-Ролик изготовлена из алюминия
Ак6-Т1 ОСТ 190073-85, обрабатываемость материала удовлетворительная. Деталь
проходит термическую обработку, Т1 – закаленный и
искусственно состаренный на максимальную прочность.[3] Способ изготовления
заготовки – штамповка, значительно повышает производительность труда, снижает
отходы металла, обеспечивает высокую точность формы изделия и качества поверхности.
Конструктивная форма детали позволяет
выполнять следующие требования по технологичности механической обработки:
- возможность простого и надежного
закрепления детали на станке;
-Инструмент имеет свободный доступ к
обрабатываемым плоскостям
- форма поверхностей и их размеры
позволяют производить обработку на выпускаемых станкостроительной
промышленностью моделях металлорежущих станков.
Деталь имеет два ручья для хода
тросика по наружному диаметру ∅144, один ручей находится по неполному
диаметру. Деталь Ролик имеет два классных отверстия ∅24Н7, которые находятся на ступице;
деталь имеет 4 технологических отверстия ∅33 и 2 отверстия ∅4,2 находящихся на основании, также
имеется отверстие с резьбой М12х1,5; на ручье находятся отверстие ∅7,1, отверстие с резьбой М4, и паз
длиной 15х4мм.;
При обработке данной детали используется
специальный фасонный резец для обработки ручьев, и комбинированное сверло. Для
обработки паза находящегося под углом 160 на ручье, будет
использоваться специальная оснастка.
После проведения качественного
анализа технологичности детали делаем вывод, что, в целом, конструкция детали
является технологичной.
При проведении количественного
анализа технологичности детали определяем следующие коэффициенты:
1. Коэффициент уровня технологичности
по шероховатости
Кш=(∑Rа*n)/∑n
(1.1)
Где n-число поверхностей соответствующего класса шероховатости
Кш=(2,5*2+3,2*1+6,3*22)/2+1+22=5,9
мкм
2. Коэффициент технологичности
обработки детали
Кт=1-(1/Тср)
(1.2)
Где Тср - средний класс
точности обработки детали
Тср=∑Т*ni/∑ni(1.3)
Где ni – число размеров соответствующего
класса точности; Т – класс точности обработки
Тср= (10*2)/2=10
Кт=1-(1/10)=0,9
3. Коэффициент унификации
Ку=∑m/∑M (1.4)
Где М – общее число размеров; m – число унифицированных размеров
Ку=31/56=0,5
4. Коэффициент использования материала
Ким= мд/мз(1.5)
Где мд =0,23 кг; мз=0,6 кг.
Ким=0,23/0,6=0,4
ВЫВОД: На основании качественной и количественной оценки
технологичности установлено, что деталь ролик технологична, показатели
технологичности указывают, что деталь легко обрабатывается.
Метод получения заготовок для деталей
машин определяется назначением и конструкцией детали, её массой, техническими
требованиями, масштабом и серийностью выпуска, а также экономичностью
изготовления.
Для изготовления заготовки детали «ролик», используется
материал - алюминий марки АК6-Т1 ОСТ 190073-85
Выбрать заготовку, значит установить способ ее
получения, наметить припуски на обработку каждой поверхности, рассчитать
размеры и указать допуски на неточность изготовления. Окончательное решение
можно принять только после экономического комплексного расчета себестоимости
заготовки и механической обработки в целом.
Для выбора заготовки сделаем сопоставление двух
возможных способов получения заготовки методом:
1-ый вариант –заготовка из проката – круг.
2-ой вариант – заготовка из штамповки.
При сравнении заготовок различных видов и способов
изготовления можно воспользоваться коэффициентом использования материала:
Ким=mд/mз,(1.6)
гдеmд = 0,23 кг - маса детали;
mз - маса заготовки;
mз1 =1,28 кг - заготовка изкруга,
mз2= 0,6кг - заготовка из штамповки.
Ким1 =0,23/1,28=0,2;
Ким2 =0,23/0,6=0,4.
Экономическое сравнение вариантов заготовок при
принятии окончательного решения может выполняться:
1. по технологической себестоимости заготовки;
2. по цеховой себестоимости заготовки;
3. по себестоимости изготовления детали;
4. по приведенным затратам на изготовление заготовки;
5. по приведенным затратам на изготовление детали.
Выбираем четвертый вариант.
Определим стоимость основных материалов заготовки: [1]
М=Цз
–Цо* то; (1.7)
где Цз -цена заготовки;
Цо — цена
отходов, Цо = 22руб./кг;
то - масса
отходов,
то1 =1,05 кг -
масса отходов заготовки полученной проката;
то2 =0,37 кг -
масса отходов из штамповки.
Цз=mз* Цм ,
где цена материала Цм1- 294 руб,
Цм2 – 97,5 руб.
Цз1 = тз1*
Цм1=1,28*294=376,32 руб.
Цз2 = тз2*
Цм2 =0,6*97,5=58,2 руб.
М1=376,32 -22*1,05=353,22руб.
М2=58,2 -22*0,37=50,06
руб.
Таблица 1.3. таблица сравнения заготовок
|
Заготовка
|
Маса заготовки
|
Маса отходов
|
Коэффициент использования
материала
|
Цена заготовки
|
|
Прокат
|
1,28
|
1,05
|
0,2
|
353,32
|
|
Штамповка
|
0,6
|
0,37
|
0,4
|
50,06
|
Учитывая конфигурацию, размеры детали и цену на
заготовку отдаем предпочтение второму варианту – изготовление заготовки из штамповки, близкую по форме и размерам к детали.
Технологический процесс проектировался под станки с числовым
программным управлением. При выборе режущего инструмента использовался
стандартный режущий инструмент, для облегчения трудоемкости в операции 025 и
085 используется специальный инструмент-фасонный резец и комбинированное
сверло.
Модель станка выбирают из следующих соображений:
1. соответствий основных размеров станка габаритам
обрабатываемых деталей, устанавливаемых по принятой схеме обработки;
2. соответствие станка по производительности заданному масштабу
производства;
3. возможность работы на оптимальных режимах резания;
4. соответствие станка по мощности;
5. возможность механизации и автоматизации выполняемой
обработки;
6. наименьшая стоимость обработки;
7. необходимость использования имеющихся станков.
В процессе обработки алюминиевых сплавов происходит налипание
обрабатываемого материала, что затрудняет достижение необходимой шероховатости
поверхности, ухудшает точность обработки. Применение смазочно-охлаждающих
технологических сред (СОТС) улучшает обрабатываемость материала и обеспечивает
повышение периода стойкости инструмента до двух раз и более согласно [6]. По
рекомендациям [6] применяем 5% эмульсию.
При разработке технологического процесса производим нормирование
операций согласно [7], [8], [9].
Таблица 1.4 Разработка технологического процесса обработки детали
|
№ операции
|
Наименование операции
|
Оборудование
|
Приспособление
|
Инструмент
|
мерительный инструмент
|
|
000
|
Заготовительная
|
|
|
|
|
|
005
|
Контрольная
|
Контрольный стол
|
|
|
|
|
010
|
Токарная
|
ЧПУ 16К20
Ф3
|
Патрон 7102-0079 ГОСТ 2675-80
|
Резец подрезной отогнутый 2112-0009 ВК3
ГОСТ 18880
Резец проходной прямой 2100-0473 ВК3
ГОСТ 18878
Сверло ∅20
2301-3627 Р6М5 ГОСТ10903
|
Штангенциркуль ШЦ-II-250-0.05 ГОСТ 166-89
Калибр-пробка 8133—0607 ГОСТ 14807-69
|
|
015
|
Токарная
|
ЧПУ 16К20
Ф3
|
Патрон 7102-0079 ГОСТ 2675-80
|
Резец подрезной отогнутый 2112-0009 ВК3
ГОСТ 18880
Резец проходной прямой 2100-0477 ВК3 ГОСТ
18878
Резец расточной 2141-0045 ВК3 ГОСТ 18882
|
Штангенциркуль ШЦ-II-250-0.05 ГОСТ 166-89
Калибр-пробка 8133—0607 ГОСТ 14807-69
|
|
020
|
Токарная
|
ЧПУ 16К20
Ф3
|
Патрон 7102-0079 ГОСТ 2675-80
|
Резец расточной 2141-0045 ВК3 ГОСТ 18882
|
Калибр-пробка 8133—0607 ГОСТ 14807-69
Штангенциркуль ШЦ-II-250-0.05 ГОСТ 166-89
|
|
025
|
Токарная
|
ЧПУ 16К20
Ф3
|
Патрон 7102-0079 ГОСТ 2675-80
|
Резец специальный фасонный ВК3 R1.5
|
Штангенциркуль ШЦ-II-250-0.05 ГОСТ 166-89
Шаблон
|
|
030
|
Сверлильная
|
Sterlitamak 400V
|
Приспособление специальное
|
Сверло ∅10,5
2301-0032 Р6М5 ГОСТ10903
|
Сверло ∅10,5
2301-0032 Р6М5 ГОСТ10903
Калибр-пробка 8133—0607 ГОСТ 14807-69
|
|
035
|
Фрезерная
|
Sterlitamak 400V
|
Приспособление специальное
|
Фреза ∅16
R4 2223-0003 Р6М5 ГОСТ 17026
|
Штангенциркуль ШЦ-III 0-500-0,1 ГОСТ 166
Шаблон
|
|
040
|
Фрезерная
|
Sterlitamak 400V
|
Приспособ-ление специ-альное
|
Фреза ∅16
R2 2223-0003 Р6М5 ГОСТ 17026
|
Штангенциркуль ШЦ-III 0-500-0,1 ГОСТ 166
Шаблон
|
|
045
|
Фрезерная
|
Sterlitamak 400V
|
Приспособ-ление специ-альное
|
Фреза концевая ∅6 2220-0008 Р6М5 ГОСТ 17025
|
Штангенциркуль ШЦ-III 0-500-0,1 ГОСТ 166
Шаблон
|
|
050
|
Фрезерная
|
Sterlitamak 400V
|
Приспособ-ление специ-альное
|
Фреза концевая ∅ 50 R1 2223-0025 Р6М5 ГОСТ 17026
|
Штангенциркуль ШЦ-III 0-500-0,1 ГОСТ 166
Шаблон
|
|
055
|
Фрезерная
|
Sterlitamak 400V
|
Приспособ-ление специ-альное
|
Фреза концевая ∅20 2223-0319 Р6М5 ГОСТ 17026
|
Штангенциркуль ШЦ-III 0-500-0,1 ГОСТ 166
|
|
060
|
Фрезерная
|
Sterlitamak 400V
|
Приспособ-ление специ-альное
|
Фреза концевая ∅26 2223-0129 Р6М5 ГОСТ 17026
|
Штангенциркуль ШЦ-III 0-500-0,1 ГОСТ 166
Шаблон
|
|
065
|
Фрезерная
|
Sterlitamak 400V
|
Приспособ-ление специ-альное
|
Фреза ∅12R2
2223-0129 Р6М5 ГОСТ 17026
|
Штангенциркуль ШЦ-III 0-500-0,1 ГОСТ 166
Шаблон
|
|
070
|
Фрезерная
|
Sterlitamak 400V
|
Приспособ-ление специ-альное
|
Фреза концевая ∅4 2220-0003 Р6М5 ГОСТ 17025
|
Штангенциркуль ШЦ-III 0-500-0,1 ГОСТ 166
Шаблон
|
|
075
|
Сверлильная
|
Sterlitamak 400V
|
Приспособ-ление специ-альное
|
Сверло ∅4,2
2300-7551 Р6М5 ГОСТ10902
|
Калибр-пробка 8133—0607 ГОСТ 14807-69
Штангенциркуль ШЦ-II-250-0.05 ГОСТ 166-89
|
|
080
|
Сверлильная
|
Sterlitamak 400V
|
Приспособ-ление специ-альное
|
Сверло ∅7,1
2300-0188 Р6М5 ГОСТ10902
|
Штангенциркуль ШЦ-II-250-0.05 ГОСТ 166-89
Калибр-пробка 8133—0607 ГОСТ 14807-69
|
|
085
|
Сверлильная
|
Sterlitamak 400V
|
Приспособ-ление специ-альное
|
Сверло специальное комбинированное∅5, ∅3,3 2300-7525 Р6М5
ГОСТ10902
|
Штангенциркуль ШЦ-II-250-0.05 ГОСТ 166-89
Калибр-пробка 8133—0607 ГОСТ 14807-69
|
|
090
|
Расточная
|
Sterlitamak 400V
|
Патрон 7102-0079 ГОСТ 2675-80
|
Резец расточной 2141-0045 ВК3 ГОСТ 18882
|
Штангенциркуль ШЦ-II-250-0.05 ГОСТ 166-89
Калибр-пробка 8133—0607 ГОСТ 14807-69
|
|
095
|
Расточная
|
Sterlitamak 400V
|
Патрон 7102-0079 ГОСТ 2675-80
|
Резец расточной 2141-0045 ВК3 ГОСТ
18882-73;
|
Штангенциркуль ШЦ-II-250-0.05 ГОСТ 166-89
Калибр-пробка 8133—0607 ГОСТ 14807-69
|
|
100
|
Резьбонарезная
|
Sterlitamak 400V
|
|
Метчик М4 2620-1089 ВК8 ГОСТ 3266-81
Метчик М12х1,5 2621-1513 ВК8 ГОСТ 3266-81
|
шаблон резьбовой гост 519-77
|
|
105
|
Контрольная
|
Контрольный стол
|
|
|
|
Системный подход к решению
сложных технических задач основывается на анализе и синтезе структуры,
функции и характеристик рассматриваемого объекта. При этом основой
системных исследований является представление этого объекта (изделия,
процесса проектирования, технологического процесса и др.) в виде системы,
состоящей из множества взаимосвязанных элементов, выступающих как единое целое
Все системное рассмотрение осуществляется через призму
структуры
объекта, под которой понимается совокупность устойчивых
отношений между
частями целостного объекта. При этом структура
представляет
собой единство противоположных сторон: расчлененности и целостности.
Расчлененность характеризуется следующими признаками:
а) качественной
спецификой частей системы;
б) количеством
частей, на которое расчленяется система.
Целостность же
определяется организацией системы в виде совокупности связей между
вышеназванными частями. Причем связи могут быть как физически
наполненными (энергетическими, информацион-
ными и др.), так
и абстрактными, в виде отношений при описании то-
пологии, системы
классификации и др.[5]
Оптимизационный расчет выполняется на ПЭВМ с
помощьюпрограммы «AMACONT» с указанием на обобщенный критерий. Распечатка файла результатов данного расчета приводится в
приложениипояснительной записки
Математическая модель
технологического процесса обработки детали ролик представлена на чертеже.
При расчете режимов резанияпри сверлении пользуемся
справочником [7].
Расчет режимов обработки при сверлении рассчитывается для операции
030
Исходные
данные для расчета:
диаметр
сверления - D = 10,5 мм;
по
справочным данным выбирается подача - s = 0,35 мм/об.
Скорость
резания определяется по формуле:
 (1.8)
(1.8)
где Cv =
34,2 - постоянный коэффициент
q = 0,45 -
показатель степени при диаметре сверления
y = 0,3 -
показатель степени при подаче
m = 0,2 -
показатель степени при стойкости инструмента
T = 45 мин.
- период стойкости сверла из быстрорежущей стали
Kv -
поправочный коэффициент, учитывающий условия резания,
определяется
по формуле:
Kv
= Kmv*Kuv*Klv , (1.9)
где
Kmv = 1,2 - коэффициент, учитывающий влияние материала детали
Klv = 1 -
коэффициент, учитывающий соотношение глубины и диаметра сверления
Kv
= 1,2*1*1 = 1,2 .
По
формуле (1) вычисляется скорость резания:
 м/мин.
м/мин.
Число
оборотов рассчитывается по формуле:
 (1.10)
(1.10)
где
D = 10,5 - диаметр обрабатываемой поверхности, мм;
 об/мин.
об/мин.
Принимается
число оборотов шпинделя n = 2000 об/мин.
Фактическая
скорость резания определяется по формуле:
 (1.11)
(1.11)
 м/мин.
м/мин.
Крутящий
момент Мкр и осевая сила резания Ро рассчитываются по формулам:
 (1.12)
(1.12)
 (1.13)
(1.13)
где
Cm = 0,005 и Cp = 9,8 - постоянные коэффициенты
qm = 2 и qp
= 1 - показатели степени при диаметре сверления
ym = 0,8 и
yp = 0,7 - показатели степени при подаче
Kp -
поправочный коэффициент, учитывающий условия резания,
определяется
по формуле:
Kp
= Kmp, (1.14)
Kmp
= 1,5 - коэффициент, учитывающий влияние материала детали на силовые
зависимости
Kp
= 1,5.
Тогда
по формулам (5), (6):


Мощность
резания определяется по формуле:
 (1.15)
(1.15)

Мощность
электродвигателя привода главного движения станка Sterlitamak 400V Nэ.д. = 7
кВт.
При КПД
η = 0,85 мощность привода Nшп = 7*0,85 = 5.95 кВт.
Следовательно,
обработка возможна поскольку Nшп > Ne (5.95кВт > 0.87 кВт).
При расчете режимов резания при фрезеровании пользуемся
справочником [7].
Расчет режимов обработки при фрезеровании рассчитывается для
операции 045
Режущий инструмент – фреза концевая Ø 6 мм. Материал фрезы –
быстрорежущая сталь Р6М5.
Глубина резания t = 6 мм.
Ширина фрезерования В = 16 мм.
Минутная подача:
Sм = Sz *z *n,
(1.16)
где Sz – подача на зуб, Sz = 0,06 мм
z – число зубьев фрезы, z = 3;
n – частота вращения фрезы;
Частота вращения шпинделя:
N = (1000• V) /
(π· D), (1.17)
где V – скорость резания;
V = (Cv
· Dq · Kv) / (Tm · tx · Szy
· Bu · zp) (1.18)
где Cv – коэффициент, Cv = 185,5;
q, m, x, y, u, p – показатели степени,
q = 0,45; m = 0,33; x = 0,3; y = 0,2 u = 0,1; p = 0,1
D – диаметр фрезы, D = 6 мм;
Т – период стойкости фрезы, Т = 80 мин;
Кv – поправочный коэффициент на скорость резания,
Кv
= Кмv · К
пv · К uv,
(1.19)
где Кмv = 1,0 ; К uv = 1,0
К пv – коэффициент, учитывающий состояние поверхности заготовки,
К пv =
0,9;
Кv =1,0 • 0,9 • 1,0 = 0,9.
V = (185,5 • 2,239 • 0,9) / (4,246 • 1,72 • 0,57 • 1,31 • 1,12) =
61 м/мин
n = (1000 • 61) / (3,14· 6) = 3237 об/мин
По паспортным данным станка принимаем nд = 3000 об/мин.
Vд= π • D • nд /
1000, (1.20)
Vд=(3,14 • 6 • 3000)/1000=57м/мин.
Окружная сила резания:
Pz
= (10 · Cp · tx
· Szy · Bu
· z · Kmp) / (Dq · nдω) (1.21)
где Cp = 22,6 – коэффициент;
x = 0,86; y = 0,72; u = 1,0; q = 0,86; ω =0;
Kmp – поправочный коэффициент на качество обрабатываемого
материала;
Kmp = 1;
Pz = (10 • 22,6 • 4,66 • 0,132 • 16 • 3 • 1) / (4,67 •
1) = 1428,8 Н.
Крутящий момент на шпинделе:
Мкр = (Рz • D) / (2 •
100); (1.22)
Мкр = (1428,8 • 6) / (2 • 100) = 42,86 H.
Мощность резания:
Ne = (Рz • Vд) / (1020 •
60); (1.23)
Ne = (1428,8 • 56.52) / (1020 • 60) = 1.32 кВт.
Мощность электродвигателя привода главного движения станка Sterlitamak
400V
Nэ.д. = 7,5 кВт.
При КПД η = 0,85 мощность привода Nшп = 7,5*0,85 = 5.95 кВт.
Следовательно, обработка возможна поскольку Nшп > Ne (6,375кВт
>1.32 кВт).
Расчет норм времени при сверлении рассчитывается для операции 030
Основное
время переходарассчитывается по формуле: [9]
Тосн =  (1.24)
(1.24)
где L – расчетная длина обработки, мм;
L = l + у
+ D , (1.25)
l
– длина обработки по чертежу, мм;
l = 18 мм; i=1;
у = 0,5D = 0,5 ∙ 10.5 = 5.25 мм – врезание;
D- перебег, принимаем D=5.25мм.
Sм=S·nд=0.35·2000 = 700 мм/об.
Тосн =  = 0,04 мин.
= 0,04 мин.
Вспомогательное время определяем из
выражения: [9]
Твсп = Туст
+Тпер + Тконтр, (1.26)
где Туст – время на установку и снятие детали, мин;
Тпер –
время, связанное с выполнением технологического перехода, мин;
Тконтр – время на выполнение
контрольных измерений, мин.
Твсп =1,11мин
Оперативное время находим из
зависимости: [9]
Топер = Тосн
+ Твсп, (1.27)
Топер = 0,04 +1,11 =1,15 мин.
Штучное время: [9]
Тшт = Топер +
Тдоп, (1.28)
где Тдоп –
дополнительное время, затраченное на техническое и организационное обслуживание
рабочего места, а так же время перерывов на отдых рабочего;
Тдоп = 10%
∙ Топер, (1.29)
Тдоп = 0,1 ∙1,15 =0,115 мин,
Тшт =1,15 +0,115 = 1,26мин,
Норма штучно-калькуляционного времени на деталь
Тшт.к. = Тшт + (Тп.з. / nопт.),
(1.30)
где Тп.з. – подготовительно-заключительное время;Подготовительно-заключительное
время состоит из времени на наладку станка, инструментов и приспособлений (Тп.з.А),
времени на дополнительные приемы (Тп.з.Б), и времени на
получения и сдачу инструментов и приспособлений в начале и в конце работы (Тп.з.В).
Тп.з. = 5,59 мин;
nопт – количество деталей в
партии
nопт
= (Nзап·T) / N, (1.31)
где Nзап – программа запуска, Nзап = 683 шт. (см. таблицу 3.2);
Т – страховой запас деталей на складе, Т = 4 дня [1]
N – число рабочих дней в году, N = 247 дней
nопт = (683 ·
4) / 247 = 11 шт.,
Тшт.к. = 1,26 + (5,59 / 11) = 1,8 мин.
Расчет норм времени при фрезеровании
рассчитывается для операции 045
Основное время перехода рассчитывается
по формуле: [9]
Тосн =  (1.31)
(1.31)
где L –
расчетная длина обработки, мм;
L = l + у + D , (1.32)
где l –
длина обработки по чертежу, мм;
l
= 48,2мм;
у- врезание при фрезеровании;
у = 0,5D = 0,5 • 6 = 3 мм – врезание;
 =5 мм – перебег;
=5 мм – перебег;
Sм = Sz∙z∙nд,
где Sz – подача на один зуб фрезы;
z
– число зубьев фрезы;
nд–обороты
фрезы.
Sм = 0,06∙ 3
∙ 3000 = 540 мм/об;
Тосн =48,2+3+5/540 = 0,1 мин.
Твсп = Туст + Тпер
+ Тконтр [9] (1.33)
где Туст – время на установку и снятие детали,
мин;
Тпер – время, связанное с выполнением
технологического перехода, мин;
Тконтр – время на выполнение контрольных
измерений, мин.
Твсп
= 0,24 + 2,08 + 0,73 = 3,05 мин.
Вспомогательное время:Твсп = 3,05
мин.
Оперативное время находим из
зависимости: [9]
Топер = Тосн
+ Твсп, (1.34)
Топер = 0,1 + 3,05 = 3,17 мин.
Штучное время: [9]
Тшт = Топер
+ Тдоп, (1.35)
Тдоп – дополнительное время, затраченное на техническое
и организационное обслуживание рабочего места, а так же время перерывов на
отдых рабочего;
Тдоп= 10%
· Топер, (1.36)
Тдоп= 0,1 · 3,17 = 0,31 мин.
Тшт = 3,17 + 0,31 = 3,5 мин.
Норма штучно-калькуляционного времени на деталь
Тшт.к. = Тшт
+ (Тп.з. / nопт.),
(1.37)
где Тп.з. – подготовительно-заключительное время;Подготовительно-заключительное
время состоит из времени на наладку станка, инструментов и приспособлений (Тп.з.А),
времени на дополнительные приемы (Тп.з.Б), и времени на
получения и сдачу инструментов и приспособлений в начале и в конце работы (Тп.з.В).
Тп.з. = 5,71 мин;
nопт – количество деталей в
партии
nопт
= (Nзап·T) / N, (1.38)
где Nзап – программа запуска, Nзап = 683 шт. (см. таблицу 3.2);
Т – страховой запас деталей на складе, Т = 4 дня [1]
N – число рабочих дней в году, N = 247 дней
nопт = (683 ·
4) / 247 = 11 шт.,
Тшт.к. = 3,5 + (5,71 / 11) = 4 мин.
Размерный анализ технологического процесса заключается в выявлении
технологических размеров входящих в размерные цепи по всему техпроцессу и
определение их номинальных значений и предельных отклонений.
Исходными данными для размерного анализа являются:
1) чертеж детали;
2) план обработки детали с выбранной постановкой операционных
размеров и указанными базами обрабатываемых поверхностей;
3) чертеж заготовки.
Целью расчета является обеспечение конструкторских размеров и
допусков расположения поверхностей, а также требуемых операционных припусков.
Размерный анализ выполняем на компьютере, используя программный
комплекс "APROPOS", который предназначен для проектного расчета
операционных размеров, их отклонений, отклонений расположения поверхностей колебаний
припусков при проектировании технологического процесса механической обработки
детали.
Результат расчетов со следующей информацией:
1) исходные данные;
2) система уравнений размерных цепей;
3) графический образ схемы размерных связей;
4) расчетные значения операционных размеров и припусков;
5) ожидаемые значения чертежных размеров и припусков по
результатам поверочных расчетов приведён в приложении 1.
2.
КОНСТРУКТОРСКАЯ ЧАСТЬ
 2.1 Расчет кондуктора
2.1 Расчет кондуктора
2.1.1
Описание конструкции и принципа работы
В процессе
обработки заготовки на нее действуют силы резания. Их величина, направления и
место приложения изменяются. Силы резания и возникающие моменты стремятся переместить
и повернуть заготовку. Несмотря на это, заготовка должна сохранять в процессе
обработки неизменное положение своими базовыми поверхностями относительно
опорных элементов – это обеспечивается надежным закреплением.
Любое
зажимное устройство в общем случае включает источник и передаточный механизм.
Исходное усилие, развиваемое источником, может создаваться либо человеком за
счет мускульной энергии при использовании ручных зажимов, либо каким-то
приводом – пневматическим, гидравлическим, электромагнитным и т.п.
Приспособление
применяется для сверления отверстия и предназначено для базирования заготовки
плоскими поверхностями – установочная база, внутренними цилиндрическими
поверхностями и установочной призмой – двойная направляющая база и закрепляется
усилием зажима (W3).
Приспособление
содержит корпус поз. 1, на котором закреплен палец установочный поз. 7, на
который крепится обрабатываемая деталь, также на корпусе закреплен
пневмоцилиндр, приспособление имеет кондукторную плиту на которой закреплена
кондукторная втулка, призма неподвижная, и палец установочный.
В
приспособление заготовка устанавливается на палец установочный поз. 7. и поверх
детали устанавливается кондукторная плита, прижимается с помощью прижимной
шайбы и быстросъемной шайбы путем подачи воздуха в верхнюю камеру
пневмоцилиндра.
Для съема
обработанной заготовки, поворачиваем кран управления в положение «Разжим» и
сжатый воздух поступает в нижнюю полость цилиндра и перемещает поршень со
штоком вверх – происходит открепление заготовки.
Убираем
быстросъемную шайбу, прижимную шайбу и кондукторную плиту, снимаем обработанную
деталь. Ставим новую заготовку и процесс повторяется.
2.1.2
Силовой расчет кондуктора
В качестве
зажима заготовки выбираем пневматический привод двустороннего действия. В
пневматических приводах подводится сжатый воздух от сети под давлением ρ =
0,4…0,8 Мпа. Для обеспечения
герметичности и
устранения утечки сжатого воздуха применяется уплотнительные кольца круглого
сечения ГОСТ 9833- или V-образные
манжеты ГОСТ 6678-
изготавливаемые из малостойкой резины.
При расчете
сил зажима и параметров силового привода необходимо знать силы и моменты,
действующие на заготовку во время выполнения операции технологического процесса
сверления и схемы расположения установочных и зажимных элементов, в
соответствии с принципиальной схемой базирования и применяют кинематической
передачи усилия от привода к зажимным элементам.
Требуемую
силу зажима определяем на основе решения задачи статики, рассматривая
равновесие заготовки под действием приложенных сил резания и моментов при
обработке и силы зажима.
Мкр · К = W3
· l
· f,
(2.1)
где W3
– усилие зажима, развиваемое пневмоприводом, Н.
W3
=  - привод текучего
исполнения (2.2)
- привод текучего
исполнения (2.2)
где D
– диаметр цилиндра, мм;
d
– диаметр штока, мм;
d
= 15мм;
ρ -
давление сжатого воздуха в системе, Мпа; ρ=0,4…0,8 Мпа
для расчета принимаем
ρ = 0,4Мпа;
η = 0,8
КПД пневмопривода
W3
= 
К – коэффициент
надежности закрепления заготовки, учитывающий нестабильность силовых
воздействий на заготовку [3] К=2,5…8,0
К
= Ко · К1 · К2 · К3 · К4
· К5 · К6 ≥ 2,5 (2.3)
где К0
–гарантированные коэффициент запаса надежности закрепления,
К0 =
1,5; [1]
К1 –
коэффициент, учитывающий увеличение сил резания из-за случайных неровностей на
обрабатываемой поверхности, при черновой обработке;
принимаем К1
= 1,2; [1]
К2 =
коэффициент, учитывающий увеличение силы резания от затупления режущего
инструмента,
К2 =
1,0…1,6; принимаем К2 = 1,3; [1]
К3 –
коэффициент, учитывающий условия обработки,
К3
= 1,0…1,2; [1]
принимаем К3
= 1,0;
К4 –
коэффициент, учитывающий неравномерность зажимных усилий, прикладываемых к
заготовке. [1]
для
гидропривода одностороннего действия К4 = 1,0;
для
пневмопривода К4 = 1,0…1,2;
принимаем К4
= 1,2;
К5 –
коэффициент, характеризующий степень удобства расположения рукояток; принимаем
К5 = 1,2; [1]
К6 –
коэффициент, учитываемый при наличии моментов, стремящихся повернуть заготовку
на опорах,
К6 =
1,0…1,5; принимаем К6 = 1,5. [1]
К = 1,5 · 1,2 · 1,3 ·
1,0 · 1,2 · 1,2 · 1,5 = 5,05
l
– расстояние между опорным элементом, точкой приложения силы резания и
приложением силы зажима заготовки, мм;
l
= 55мм
f
– коэффициент трения между поверхностями опорных элементов и заготовки; f
= (0.1…0,15) [10]
принимаем f
= 0,14
Мкр = 3,57
Н·м.
Подставив все значения в уравнение 2.1
находим величину диаметра цилиндра, обеспечивающее надежное закрепление
заготовки.
3570 · 5,05 = (0,25D2
– 56,52) · 55 · 0,14
D = 97,9мм.
Из стандартного ряда принимаем D
= 100 мм.
2.1.3
Точностной расчет кондуктора
Особенностью
приспособлений для обработки отверстий на сверлильных и расточных станках
является наличие в конструкции элементов для направления режущих инструментов
(кондукторных втулок). Направление и ориентация инструментов осуществляется
непосредственно по режущей части.
Погрешность
обработки заготовок в кондукторах во многом зависит от погрешности положения
направляющих элементов относительно установочных элементов приспособления. В то
же время погрешности, связанные с установкой кондуктора на станке, не оказывают
влияния на точность координатного расположения обрабатываемых отверстий.
Поэтому элементы для ориентации приспособления на станке в большинстве случаев
отсутствуют; положение кондуктора определяется свободным вхождением инструмента
в направляющий элемент.
В
приспособлении для сверления отверстия контролируемыми являются размеры:
10,5мм; 55мм.
Точность
размера отверстия диаметром 10,5мм обеспечивается режущим инструментом, а координаты
этого отверстия зависят от точности установки кондукторной втулки и зазора
между кондукторной втулки и сверлом.
Суммарная
погрешность должна быть меньше или равна допуску межосевых расстояний 55h14(+0,740)мм.
Т55≥Σδ;
Т55 =
0,740мм
Определим суммарную погрешность приспособления:
[11]
Σ =
δ1 + δ2,
(2.4)
где δ1 – максимальный зазор между
базовой поверхностью(отверстия) и поверхностью оправки кондукторной плиты
Ø20 
δ1
= Dmax.отв
– dmin.оправки(2.5)
где Dmaxотв
– наибольший размер отверстия;
Dmaxотв=20,084
dminоправки
– наименьший размер оправки;
dminоправки=19,98
δ1 = 20,084 – 19,98 = 0,104мм.
Δ2 – максимальный зазор между
режущим инструментом отверстия кондукторной втулки, Ø10,5 
Δ2=
Dmaxkoн –
dmin свер,
(2.6)
где Dmaxkoн
– наибольший размер кондукторной втулки;
dmin
свер – наименьший размер сверла;
δ3 = 10,543 – 10,483 =
0,06мм.
Подставив полученые значения в уравнение 2.4
определим суммарную погрешность:
Σ δ = 0,104 + 0,06 = 0,164мм
Суммарная
погрешность меньше допуска размера Σ δ≤Тдет,
0,101мм≤0,740мм, следовательно, приспособление обеспечивает получение
точности размеров.
2.2
Расчет приспособления для фрезерования
2.2.1
Описание конструкции и принципа работы фрезерного
приспособления
Приспособление
с пневматическим приводом зажима заготовки предназначено для выполнения
технологических операций фрезерования наружных поверхностей и предназначено для
базирования заготовки плоскостью – установочная база, внутренний цилиндрической
поверхностью с помощью установочного пальца и срезанного пальца – опорная база.
Закрепление заготовки осуществляется силой зажима (W3).
Заготовка
поверхностью отверстия базируется на установочный палец поз. 7, и на срезанный
установочный палец поз.8 Закрепление заготовки осуществляется с помощью
пневмопривода двойного действия, путем установки на заготовку прижимной шайбы
поз. 10 и быстросъемной шайбы поз18 на шейку штока поз. 3 и подачей сжатого
воздуха из пневмосистемы в верхнюю полость цилиндра поз.Под действием сжатого
воздуха поршень со штоком перемещается вниз и зажимает заготовку.
Для съема
обработанной заготовки, поворачиваем кран управления в положение «Разжим».
Сжатый воздух поступает в нижнюю полость цилиндра, а воздух с верхней полости
цилиндра выходит в атмосферу. Поршень со штоком поднимается вверх и освобождают
заготовку.
Убираем
быстросъемную шайбу поз. 18 и прижимную шайбу поз. 10, снимаем обработанную
заготовку. Ставим новую и цикл повторяется.
2.2.2
Силовой расчет фрезерного приспособления
Силовым
расчетом определяем условия, при которых в процессе фрезерования обеспечивается
неизменное положение заготовки относительно учитываемых элементов, т.е.
решением уравнения равновесия приложенных сил зажима и резания.
W3
· l
· f = Мкр
· К , (2.7)
где W3
– величина зажимного усилия, Н.
l – расстояние между
опорным элементом и местом приложения силы резания, мм;
l = 66 мм.
f – коэффициент трения
между поверхностями опорных элементов и заготовки; f
= (0.1…0,15) [10]
принимаем f
= 0,14
K – коэффициент
надежности закрепления заготовки;
Мкр = 42,86 Н·м
Величина зажимного усилия для поршневого
пневмопривода двустороннего действия, выполняющая работу – тянущее имеет вид:
W3
= ,
(2.8)
где D
– диаметр цилиндра, мм;
d – диаметр штока, мм;
d = 15мм;
ρ = 0,4Мпа - давление сжатого воздуха в
сети;
η = 0,8 - КПД пневмопривода
W3
= 
К – коэффициент надежности закрепления заготовки,
учитывающий нестабильность силовых воздействий на заготовку [3] К=2,5…8,0
К = Ко · К1
· К2 · К3 · К4 · К5 · К6
≥ 2,5 (2.9)
где К0
–гарантированные коэффициент запаса надежности закрепления,
К0 =
1,5; [1]
К1 –
коэффициент, учитывающий увеличение сил резания из-за случайных неровностей на
обрабатываемой поверхности, при черновой обработке;
К1 =
1,2; [1]
К2 =
коэффициент, учитывающий увеличение силы резания от затупления режущего
инструмента;
К2 =
1,0…1,6; принимаем К2 = 1,3; [1]
К3 –
коэффициент, учитывающий условия обработки,
К3
= 1,0…1,2; принимаем К3 = 1,0; [1]
К4 –
коэффициент, учитывающий неравномерность зажимных усилий, прикладываемых к
заготовке.
К4 =
1,2; [1]
К5 –
коэффициент, характеризующий степень удобства расположения рукояток,
К5
= 1,2; [1]
К6
– коэффициент, учитываемый при наличии моментов, стремящихся повернуть
заготовку на опорах,
К6
= 1,0…1,5; принимаем К6 = 1,5. [1]
К = 1,5 · 1,2 · 1,3 ·
1,0 · 1,2 · 1,2 · 1,5 = 5,05
Подставив
все значения в уравнение 2.7 находим величину диаметра пневмоцилиндра,
обеспечивающее надежное закрепление заготовки.
5,05 · 4286 = (0,25D2
– 56,52) · 66 · 0,14
D
= 107,3
Из стандартного ряда
принимаем D = 110 мм.
2.2.3
Точностной расчет фрезерования
Приспособление предназначено для
фрезерования паза поверхности глубиной 6мм, шириной 16мм. длинной 48,2мм. Суммарная
погрешность должна быть меньше или равна допуску межосевых расстояний 66h14(+0,740)мм.
Т66 ≥ Σ δ;
Т66 = 66h14(+0,740)мм.
Определим погрешность приспособления:
[11]
Σ δ = δ1
(2.10)
где δ1 – допуск на установочный
палец
δ1
= dmax отв –
dmin пальца,
(2.11)
где dmax
отв – наибольший размер отверстия;
dmin
свер – наименьший размер установочного пальца;
δ1 = 20,021 – 19,98 = 0,041мм.
 ∑ δ,
(0,740≥0,041)мм
∑ δ,
(0,740≥0,041)мм
Поскольку неравенство справедливо, то
приспособление обеспечивает получения заданных размеров с требуемой точностью.
2.3
Расчет калибра-соосника
Измерительные
средства, применяемые для промежуточного контроля детали, используются как
стандартные, так и специальные. Применение в процессе контроля специальных
мерительных инструментов и приспособлений способствует повышению
производительности труда контролеров, созданию условий для улучшения качества
продукции и снижению её себестоимости.
В
данном дипломном проекте сконструирован специальный мерительный инструмент калибр-соосник,
предназначенный для контроля соосности отверстий ∅24H7.
3.3.1Точностной
расчеткалибра-соосника
Числовыми
характеристиками точности являются погрешность, рассеивание и допуск.
Погрешностью называется отклонение параметра от его номинального значения.
Рассеивание – это разность между наибольшим и наименьшим значениями
действительного размера. Допуск – разность между предельными значениями
заданного размера.
Согласно
чертежа детали на контролируемый размер Ø24H7
заложен допуск соосности равный 0,05 мм
Проведем
расчет на точность
Размер отверстия в детали
Ø24+0,021: наибольший размер отверстия
dОТВ max =
24,021 мм.
Размер
оправки Ø 24-0,007-0,02: наименьший размер оправки
Dопр.min=
23,98 мм.
Найдем максимальный
зазор между отверстием в детали и оправкой:
Smax
= dОТВ max
- dопр.min
(2.12)
Smax
= 24,021-23,98 = 0,041 мм.
Размер отверстия в оправкее
Ø12+0,018: наибольший размер отверстия
dОТВ max =
12,018 мм.
Размер вала оси Ø 12-0,006-0,017:
наименьший размер вала
dВmin=
11,983 мм.
Найдем максимальный зазор между отверстием в калибре
и валом оси:
Smax
= dОТВ max
- dВmin
(2.13)
Smax
= 12,018 – 11,983 = 0,035 мм.
Определим суммарную
погрешность:
 3.ОРГАНИЗАЦИОННО-ТЕХНИЧЕСКАЯ ЧАСТЬ.
3.ОРГАНИЗАЦИОННО-ТЕХНИЧЕСКАЯ ЧАСТЬ.
Проектирование
механических и механосборочных участков ведем на основании приведенной
программы. Приведенную программу рассчитывают при большом разнообразии
изготовляемой продукции или отсутствии точнойпрограммы, когда имеются полные
данные только по изделиям- представителям. Для приведения программы участков к
меньшей номенклатуре все изделия делят на группы по конструктивному и
технологическому подобию. Для каждой группы выбирают изделие-представитель, по
которому ведут все последующие расчеты. К изделию-представителю предъявляют
следующие основные требования:
-число
изделий-представителей должно быть преобладающим в годовой программе;
-общая годовая
трудоемкость изделий-представителей должна составлять значительную часть от
общей годовой трудоемкости, данной группы;
-остальные
изделия в группе должны быть сходны с изделием-представителем по конструктивным
признакам, габаритам и мacce.
Согласно заданию: Мгод=100000
н/ч
Nвып=М*60/Т∑ (3.1)
Где М-производственная мощность, н/ч
Т∑-трудоёмкость по
детали-представителю,н/ч
Т∑=∑Тшт (3.2)
Где Тшт-штучное время каждой
1-ои операции
Т=67,41 мин.
Nвып=100000*60/67,41=89007шт.
Расчет приведенной программы Nпр заключается в
условном приравнивании
каждого изделия группы к выбранному
представителю и определению их
количества с учетом коэффициента
приведения К:
Nпр=NзадхКпр (3.3)
Где Nзад - заданная
программа приводимого изделия;
Кпр -общий коэффициент
приведения, определяемый по формуле:
Кпр=К1
*К2*К3…Кn (3.4)
Где К1 ,К2,К3-
коэффициенты приведения соответственно по массе, серийности, сложности;
КП - коэффициент любого
параметра, учитывающий особенности изготовления или сборки рассматриваемых
изделий [12]
К1= (3.5)
(3.5)
К2= (3.6)
(3.6)
К3= (3.7)
(3.7)
где Q, В, QX, ВХ -
соответственно масса (кг), H программа выпуска (шт.), изделий-представителей и
приводимых изделий;
n - показатели
степени: n= 0, 15 - для объектов легкого и среднего машиностроения;
НХ - число оригинальных
Деталей в приводимом изделии;
Н - число оригинальных Деталей в
изделии-представителе. Расчет приведенной программы сводим в таблицу 3.1
таблица3.1
|
№
|
Изделие
|
Заданная программа
|
Изделие представитель
|
Коэффициенты приведения
|
Приведенная программа
|
|
К1
|
К2
|
К3
|
Кпр
|
|
1
|
Ролик
|
650
|
Ролик
|
1,0
|
1,0
|
1,0
|
1,0
|
650
|
|
2
|
Крышка
|
320
|
Ролик
|
1,71
|
0,9
|
0,8
|
1,23
|
394
|
|
3
|
Качалка
|
250
|
Ролик
|
1.72
|
0.7
|
0.9
|
1.12
|
280
|
|
4
|
Цапфа
|
330
|
Ролик
|
0.90
|
0.6
|
1.1
|
1.06
|
350
|
|
5
|
Муфта
|
250
|
Ролик
|
1.90
|
0.8
|
0.9
|
1.37
|
343
|
|
6
|
Кронштейн
|
300
|
Ролик
|
0.87
|
0.6
|
0.85
|
1.4
|
420
|
|
7
|
Вилка
|
450
|
Ролик
|
1.83
|
0.7
|
0.9
|
1.15
|
518
|
|
8
|
Втулка
|
250
|
Ролик
|
1.88
|
0.8
|
0.95
|
1.42
|
355
|
программу
запуска Nзan. определяем по
формуле: [12]
Nзaп. =Nвып. +α.Nвып. + β .Nвып.,(3.8)
где
α - коэффициент запасных частей; α = 0,03;
β
- коэффициент производственных потерь; β = 0,02.
Nзaп.
=600+0.03*600+0.02*600=630
Годовую
трудоемкость изготовления деталей находим из уравнения:[12]
Тгод=Nзап .t,(3.9)
где
t - трудоемкость
изготовления детали.
3.1 номенклатура
выпускаемых изделий.
Таблица 3.2
Номенклатура выпускаемых изделий
|
№
п/п
|
Наименование детали
|
t, н/час
|
Nвып пред. шт.
|
Комп-лект-ность, шт.
|
Nвып. шт.
|
Nзап.
шт.
|
Тгод,
н/час
|
|
1
|
Ролик
|
1,19
|
650
|
1
|
650
|
683
|
811
|
|
2
|
Крышка
|
30.15
|
394
|
2
|
788
|
828
|
24964
|
|
3
|
Качалка
|
14,50
|
280
|
4
|
1120
|
1176
|
17052
|
|
4
|
Цапфа
|
20,68
|
350
|
4
|
1040
|
1092
|
22582
|
|
5
|
Муфта
|
11,26
|
343
|
4
|
1029
|
1081
|
12179
|
|
6
|
Кронштейн
|
10,34
|
420
|
2
|
840
|
882
|
9119
|
|
7
|
Вилка
|
9,44
|
518
|
2
|
1036
|
1088
|
10270
|
|
8
|
Втулка
|
8,23
|
355
|
1
|
355
|
373
|
3069
|
|
ИТОГО
|
|
|
|
|
|
97712
|
Расчет веса годовой программы запуска
деталей сводим в таблицу 3.3.
Таблица 3.3 Вес
годовой программы запуска деталей
|
№ п/п
|
Наименование детали
|
Марка материала
|
Nзап шт.
|
Вес детали, кг
|
Вес годовой программы запуска, кг
|
|
черно-вой
|
чисто-вой
|
черно-вой
|
чисто-
вой
|
|
1
|
Ролик
|
Ак-6Т1
|
683
|
0,6
|
0,23
|
409,8
|
157,09
|
|
2
|
Крышка
|
Ак-6Т1
|
828
|
0,54
|
0,2
|
447,12
|
165,6
|
|
3
|
Качалка
|
Ак-6Т1
|
1176
|
0,3
|
0,1
|
352,8
|
117,6
|
|
4
|
Цапфа
|
Ак-6Т1
|
1092
|
0,59
|
0,20
|
644,28
|
218,4
|
|
5
|
Муфта
|
Ак-6Т1
|
1081
|
0,48
|
0,20
|
518,88
|
216,2
|
|
6
|
Кронштейн
|
Ак-6Т1
|
882
|
0,55
|
0,39
|
452,1
|
320,58
|
|
7
|
Вилка
|
Ак-6Т1
|
1088
|
0,44
|
0,29
|
478,72
|
315,52
|
|
8
|
Втулка
|
Ак-6Т1
|
373
|
0,24
|
0,12
|
89,52
|
44,76
|
|
ИТОГО
|
|
7203
|
3,74
|
1,73
|
3393,22
|
1555,75
|
3.2
0пределение потребного количества оборудования
Расчет
количества единиц основного оборудования зависит в основном
от
типа производства, и осуществляется двумя основными методами: по
технологическому
процессу и по технико-экономическим показателям.
Расчет
по технологическому процессу производят при детальном
проектировании
цехов серийного и массового производства.
Определяем
суммарное число (в часах), потребное для обработки
годовой
программы по формуле:[12]
 (3.10)
(3.10)
где
N - годовая программа
tK
- штучно - калькуляционное время обработки одной детали
Результаты
расчетов сведены в таблицу 3.4
Таблица 3.4
Структура видов работ на участке
|
Вид
обработки
|
Модель оборудования
|
 год, н/ч год, н/ч
|
|
Ролик
|
Крышка
|
Качалка
|
Цапфа
|
Муфта
|
Кронштейн
|
Вилка
|
Втулка
|
|
Токарная
ЧПУ
|
16К20Ф3
|
123.7
|
15589
|
1585
|
10598
|
7556
|
-
|
3860
|
2008
|
|
Фрезерная
ЧПУ
|
Sterlitamak 400V
|
419.58
|
800
|
13268
|
-
|
-
|
7258
|
5789
|
-
|
|
Сверлильная
ЧПУ
|
Sterlitamak 400V
|
53.36
|
3026
|
795
|
4568
|
1589
|
1489
|
202
|
-
|
|
Расточная
ЧПУ
|
Sterlitamak 400V
|
59.88
|
4359
|
512
|
6434
|
2099
|
-
|
-
|
840
|
Верстак
|
52.36
|
210
|
260
|
222
|
141
|
65
|
248
|
65
|
|
Контрольная
|
Стол контрольный
|
102.45
|
980
|
632
|
760
|
794
|
307
|
171
|
156
|
|
Итого
|
|
811
|
24964
|
17052
|
22582
|
12179
|
9119
|
10270
|
3069
|
Определяем действительный годовой фонд
времени работы оборудования по
формуле:[12]
Fд=FH*K (3.11)
Где FH- номинальный
фонд работы оборудования;
К = 0.97,
коэффициент ремонта оборудования (2 смены)
FH=1945 ч.
Fд=1945*0,97=1886,65
ч.
Определяем
потребное количество оборудования по формуле:[12]
С= (3.12)
(3.12)
Где m-число смен
работы
С16К20Ф3=41319,7/1886,65*2=10,9
СSterlitamak 400V=52720,82/1886,65*2=15,2
С верстак=1198,36/1886,65*2=0,31
С стол контрольный=3746,45/1886,65/2=0,99
Определяем коэффициент загрузки
оборудования, показывающий занятость оборудования при выполнении работ по
формуле:[12]
 (3.13)
(3.13)
Ƞз(16К20Ф3)=10,9/11=0,98
Ƞз(Sterlitamak
400V)=15,2/16=0,98
Ƞз(верстак)=0,31/1=0,31
Ƞз(стол контрольный)=0,99/1=0,99
Результаты расчтов сведем в таблицу 3.5
Таблица 3.5
|
№
|
Модель оборудования
|
Суммарная трудоемкость
|
Колличество оборудования
|
Ƞз
|
|
Расчетное
|
Принятое
|
|
1
|
16К20Ф3
|
39031,7
|
10,9
|
11
|
0,99
|
|
2
|
Sterlitamak 400V
|
52720,82
|
15,2
|
16
|
0,95
|
|
5
|
Верстак
|
1198,36
|
0,31
|
1
|
0,31
|
|
6
|
Стол контрольный
|
3746,45
|
0,99
|
1
|
0,99
|
|
Итого
|
97712
|
|
29
|
|
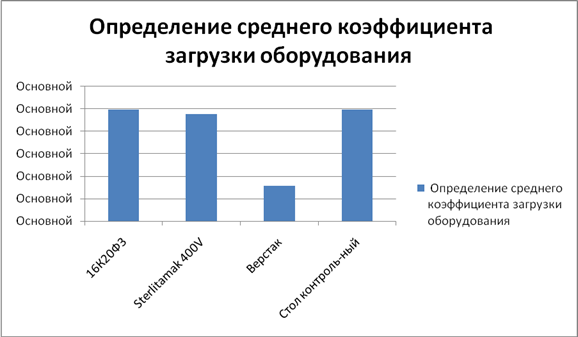
Рисунок 3.1 график среднего
коэффициента загрузки оборудования.
3.3
Расчет необходимого количества участников производства
Все
работающие в механическом, как и в любом другом, цехе завода
делятся на
следующие категории:
1)
основные
производственные рабочие (ОПР);
2)
вспомогательные
рабочие (ВР);
3)
инженерно
- технические работники (ИТР);
4)
младший
обслуживающий персонал (МОП).
К
производственным рабочим относятся рабочие, непосредственно
выполняющие
операции по изготовлению основной продукции цеха.
К вспомогательным рабочим относятся
рабочие, занятые обслуживанием производственного процесса. Это контролеры,
наладчики, ремонтники, инструментальщики и другие.
К
ИТР относятся работники, связанные с техническим руководством производственным
процессом, или занимающие должности, требующие квалификации инженера или
техника.
Расчет
численности работающих в цехе ведется раздельно по категориям.
3.3.1
Расчет численности основных производственных рабочих
Число
основных производственных рабочих (ОПР) находим по формуле:[12]
Ропр
= (Fд *m *S * ηз.)
/ (Fдp *SР.*КСР*К1) (3.14)
где
Fдр
-
действительный годовой фонд времени рабочего, по:
Fдp=Fн•
Kp (3.15)
Где Fн-номинальный
годовой фонд времени
Кр=0,84…0,9, коэффициент потери рабочего
времени по уважительным причинам
Fдр=1971*0.87=1714.77
Fд-действительный
годовой фонд времени
m-колличество смен в
сутки
S-принятое колличество
станков
ηз-коэффициент загрузки
Sp-коэффициент
многостаночного обслуживания
Кср-средний процент
выполнения норм
К1-коэффициент
прогрессивности, зависящий от Кср
Определяем необходимое количество
станочников:
токарей:
Р16К20Ф3
= (1886,65
*2*11*0,98)
/ (1714,77*1*1*1) = 22 человек.
операторов:
РSterlitamak
400V = (1886,65 *2*16*0,98) / (1714,77*1*1*1)
= 32человек.
Количество
слесарей составляет 3-8% от общего числа станочников
Р
слесарей=0,03*50=2
Результаты расчетов
сводим в таблицу 3.6
Таблица 3.6 Основные
производственные рабочие
|
№ п/п
|
ОПР
|
Численность
работающих
|
|
1
|
Токарь
|
22
|
|
2
|
Оператор
|
32
|
|
3
|
Слесарь
|
2
|
|
ИТОГО:
|
56
|
3.3.2
Расчет численности вспомогательных рабочих
Расчет
количества вспомогательных рабочих (ВР) выполняется в процентном отношении от
числа производственных рабочих. Для серийного производства число ВР составляет
18…25 % от ОПР .[12]
Тогда численность вспомогательных
рабочих находим из зависимости
Рвсп.= 0,25• Ропр,
(3.16)
Рвсп.= 0,25• 56= 16 человек.
Распределение вспомогательных рабочих по
профессиям производим согласно нормативам, численность вспомогательных рабочих
сведена в таблицу 3.7.
Таблица
3.7
Вспомогательные
рабочие
|
№
п/п
|
Вспомогательные
рабочие
|
Процент от общего числа ОПР
|
Численность работающих
|
|
1
|
Наладчик
|
11,3…12,5
|
4
|
|
2
|
Ремонтник
|
5…6
|
4
|
|
3
|
Электрик
|
1.3…1,6
|
2
|
|
4
|
Контролер
|
4,1…5,3
|
2
|
|
5
|
Транспортные
рабочие
|
2,5…3,1
|
2
|
|
6
|
Уборщики
стружки
|
1,3…1,9
|
2
|
|
Итого:
|
|
16
|
3.3.3 Расчет
численности ИТР, СКП, МОП
Данные
категории работающих обслуживают как основное, так и вспомогательное
производство цеха, поэтому численность их определяется в процентном отношении
от суммарной численности производственных и вспомогательных рабочих.
Количество
ИТР составляет 7%…10%:[12]
Ритр = 0,09(Ропр
+ Рвр);
(3.17)
Ритр
= 0,09(56 + 16) = 8;
Таблица 3.8.
Инженерно-технические работники
|
№
п/п
|
Инженерно-технические
работники
|
Численность работающих
|
|
1
|
Начальник
участка
|
1
|
|
2
|
Мастер
|
2
|
|
3
|
Технолог
|
2
|
|
4
|
Нормировщик
|
2
|
|
ИТОГО:
|
7
|
Количество
СКП для серийного производства составляет 2…4% от общего числа основных
производственных и вспомогательных рабочих [12]
Численность
СКП применяем
Рскп
= 0,02 (Ропр +Рвр) (3.18)
Рскп = 0,02 (56 +16) = 2 человека
Количество МОП для серийного
производства составляет 1…2 % от общего числа ОПР и ВР.[12]
Численность МОП:
Рмоп
= 0,02 (Ропр + Рвр); (3.19)
Рмоп
= 0,02 (56+16) = 2 человека
Общая
численность работающих составляет:
Робщ
= Ропр + Рвр + Ритр + Рскп + Рмоп (3.20)
Робщ
= 56+16+7+2+2 = 83 человек.
3.4 Расчет площади участка
Площадь
цеха по своему назначению делят на производственную,
вспомогательную,
санитарно-бытовую и административно-конторскую.
В
состав производственных площадей участков изготовления деталей входят:
-площади,
занятые металлорежущими станками, прессами,термическим и моечным оборудованием,
автоматическими и поточнымимеханизированными линиями, гибкими производственными
системами идругим технологическим оборудованием с учетом пультов управления,
электрощкафов,
систем подачи и очистки смазочно-охлаждающих жидкостей (СОЖ) и др;
-площади,
используемые для размещения разметочных плит, верстаков и рабочих столов
разметчиков, инструментальных шкафов (тумбочек, столиков), этажерок для
хранения материалов, заготовок;
-площади,
необходимые для технического обслуживания
оборудования
в период его эксплуатации и ремонта;
-площади
для контроля и временного хранения межоперационных
заделов
заготовок и деталей;
-площади,
занятые межоперационными транспортными и грузовыми
ншемными
устройствами;
-площади
проходов и проездов.
К
вспомогательным площадям механических, сборочных, МСЦ, ИЦ и
РМЦ
относятся площади станочного и слесарного отделений ремонтной
базы,
мастерской энергетика, кладовой запасных частей, инструментально-
раздаточных
кладовых, отделения приготовления и раздачи СОЖ, складов
материалов
и заготовок, межоперационных складов, промежуточных складов
готовых
деталей, узлов, покупных изделий (приборов, нормалей и пр.),
контрольных
отделений, отделений сбора и переработки стружки,
помещений
под энергетические и санитарно-технические установки и др.
Производственная
площадь цеха определяется двумя способами: по
принятой
планировке и по удельным нормам.[13] В даннойдипломнойработе
производственную
площадь определяем по принятой планировке.
Величина
удельной площади зависит от габарита станка и принимается
по
таблице 3.9
Таблица
3.9Удельная площадь станков
|
Класс станков
|
Габариты станков
|
Удельная площадь м2
|
|
Мелкие
|
До 1500х750
|
5…9
|
|
Средние
|
1500х750…3500х2000
|
10…16
|
|
Крупные
|
1500х2000…5000…3000
|
18…60
|
|
Особо крупные
|
Свыше 5000х3000
|
70…170
|
Расчет
производственной площади участка сводим в таблицу 3.10
таблица
3.10.-расчет площадей для участка
|
№
п/п
|
Наименование
площади
|
Метод расчета
|
Результат,
м²
|
|
1
|
2
|
3
|
4
|
|
1
|
станочного
участка
|
Fст.уч.=(13*11)+(14*16)
|
367
|
|
2
|
слесарного
участка
|
Fсл.уч. = fуд.вер*B;fуд.вер. = 5 м², В = 1
Fсл.уч.
= 5*1=5
|
5
|
|
3
|
контрольного
участка
|
Fк.уч. = fуд.ст.*В;fуд.ст. = 5 м², В = 1
Fк.у=5*1=5
|
5
|
|
4
|
общая
производственная площадь
|
Fпр = Fст.уч. + Fпод.уч.
Fпр = 339 +5 + 5
|
377
|
|
6
|
заточного
отделения
|
Fзат.от. = fуд.зат.от *Sзат.от;
Sзат.от.= Sпр*0,05;Sзат.от.=31*0,05 = 2
fуд.зат.от.=10 м², Fзат.от.=2*10=20
|
20
|
|
7
|
РЕМПРИ
|
Fремпри= fуд.ремпри *Sремпри,
Sремпри=0,04*Sпр=0,04*31=2
fуд.ремпри=20
м²
Fремпри=20.2
|
40
|
|
8
|
отделения
ИРК
|
Fирк= fуд.ст.*S+ fуд.в..Sв.
fуд.ст.=0,65,
fуд.в.=0,2
Fирк=0,65*31 + 0,2.2
|
22
|
|
9
|
группы
механиков
|
Fгр.мех.,эл.=1,25*
Fгр.мех.
Fгр.мех.= fуд.гр.мех.*Sгр.мех.
fуд.гр.мех.=25
м², Sгр.мех.=0,03*31=1
Fгр.мех=25*1=25 м²,
Fгр.мех.,эл.=1,25*25
|
32
|
|
10
|
Склад
готовых деталей
|
Fгот .ск.= (Q2*t)/(Ф*q*Kи)
Fгот .ск=(1555,75*10)/(245*0,3*100*0,4)
|
6
|
|
11
|
склада
заготовок
|
Fскл.заг.=Q*t/(Ф*q*Ки),
Q=3393,22 кг, t=8
дн.,
Ки=0,3, q=0,6
Fскл.заг.= 3393,22*8/(245.0,6.100.0,3)
|
7
|
|
12
|
промежуточного
склада
|
Fпроск.=(Q1+Q2)*t/(2*Ф*q*Ки),
Fпроск.=( 1555,75+3393,22)*5/(2*245*0,4*100
. 0,3)
|
5
|
|
Итого:
|
504
|
3.5
Выбор типа производственного здания
При
выборе типа производственного здания руководствуемся принципами типизации и
унификации. В основе этих принципов лежит модульная система, модуль равный 100 мм.
В
данной работе для размещения участка и цеха в целом используется одноэтажный
промышленный корпус. Универсальное типовое блочное здание крановой
конструкции с фонарным перекрытием относится ко второму классу со сроком
службы 50 … 100 лет; по огнестойкости третей степени – все элементы здания
выполняются из трудно сгораемых материалов.
Основные
характеристики применяемого промышленного здания:
1)
сетка колонн 24м x6м, такая сетка
колонн обеспечивает гибкость перепланировки, позволяет использовать более
эффективно производствен-ные площади;
2)
высота здания 8 м;
3)
размер производственного здания определяется унифицированными технологическими
секциями-пролетами: 72 м х 72 м;
4)
фундамент сплошной, полы выложены бетонными плитами;
5)
колонны железобетонные, для крановых конструкций сечение колонн прямоугольное
400 х 600 мм;
6)
толщина стен из железобетона 500 мм крупнопанельной конструкции;
7)
для разделения внутренних объемов здания применяются перегородки из стекла;
8)
окна здания одинарные с металлическими переплетами, принятая ширина окон – 4 м;
9) лестницы, применяемые в здании, делятся на основные,
пожарные;
10)
в здании применяется распашной тип ворот размерами 2 х 2 м.
Планировка
должна обеспечить:
1)
высокую эффективность использования производственных площадей;
2)
наилучшее использование оборудования;
3)
сокращения производственного цикла во времени;
4)
гибкость производства;
5)
противопожарные требования, нормы техники безопасности, санитарной гигиены и
технической эстетики;
6)
удобство работы на оборудовании, удобство обслуживания оборудования (подвоз
тяжелой оснастки, доставка СОТС, уборка стружки);
7)
поток перемещаемых грузов (заготовок) без возвратных и встречных перемещений.
С
учетом выше перечисленных факторов разрабатываем план участка.
Оборудование
располагаем по ходу технологического процесса, что сокращает длительность
производственного цикла, создает экономию производственных площадей, уменьшает
заделы.
При
размещении оборудования обеспечиваем установленные нормами необходимые расстояния
между станками (тыльными, боковыми); между станками и строительными элементами
производственных зданий; от крайних положений подвижных элементов станка[13].
Величина рабочей зоны от размеров станка не зависит и равна 800 мм, место, занимаемое рабочим d 500 мм.
Станки
расположены по двум схемам: У-образная, Z-образная.
Станки
относительно транспортных устройств ставятся под углом.
Последовательность
разработки технологической планировки:
1)
сетка колонн 24м х 6м, колонны показываем в сечении 400 х 600 мм, в виде прямоугольного контура, сечение заштриховываем.
2)
ворота и двери располагают по ходу направления людских потоков.
На
планировке показаны средства пожаротушения; в наиболее опасном месте должно
быть их наибольшее количество (в местах обработки из магниевых сплавов).
Емкости со специальным флюсом.
В начале технологической линии расположена загрузочная
площадка для размещения заготовок. Также имеются площадки, на которых
складируют детали для отправки в смежные цеха. Готовые детали складируют в конце
поточной линии для отправки на сборку.
Проезды, расположенные вдоль правого и левого крыла,
предназначены для отправки грузов на термообработку и в сборочные цеха.
Ширину
магистральных проездов, по которым осуществляется межцеховые перевозки
принимаем равной 4 м /12/.
Н


 В
В
 Z
Z

 D
D
Рисунок 3.2Схема зоны рабочего места
Расчет
транспортной зоны:
В = (а · Н) + в · (Z+D), (3.21)
где
В - расстояние между двумя нитками технологического оборудования;
а
– число рабочих зон;
в
– число направлений движений транспорта;
Н
– размер рабочей зоны, Н = 800 мм;
Z
– страховой зазор между рабочей зоной и зоной D,
Z = 200 мм;
D
– зона работы транспортного средства, D=1400мм;
тогда
В=2·800+2·(200+1400)=4800, принимаем В=4800 мм.
План
участка вычерчиваем в масштабе 1:100. На плане участка указываем станки,
верстаки и др. оборудование, место мастера, колонны, противопожарные
устройства, схему сбора стружки.
3.7
Выбор межцехового и межоперационного транспорта
Машиностроительное
производство связано с перемещением больших объемов материалов, п /фабрикатов,
оснастки, отходов производства и др.
Функциями
транспортного хозяйства является:
1)
обеспечение перевозок по внутризаводскому;
2)
внешнему кооперированию;
3)
снабжение предприятий сырьем, материалами;
4)
сбыт готовой продукции.
Структура
транспортного хозяйства зависит от объема внутризаводских и внешних перевозок,
уровня кооперирования с транспортными организациями, производственной структуры
предприятия, типа производства, габаритов и массы продукции.
Выбор
транспортных средств зависит от характера обрабатываемых на участке заготовок,
их массы и габаритов. При этом транспорт должен экономично и рационально
обслуживать технологический процесс.
Внутрицеховая
транспортная система предназначена для своевременной доставки заготовок,
полуфабрикатов, материалов и других узлов со склада на требуемый производственный
участок и на склад с участков,
Рациональная
организация перевозок строится на основе изучения грузооборота и грузопотоков
на предприятии и его отдельных цехов и т.д.
Передача
заготовок из пролета в пролет и с одного станка на другой может быть выполнена
ручными тележками, перемещение груза внутри цеха осуществляется при помощи
электрокары.
3.8 Организация инструментального
хозяйства
Для хранения и
снабжения рабочих мест инструментом и оснасткой служит инструментально-
раздаточная кладовая (ИРК).
На плане участка ИРК
располагаем с учетом равно удаленности от рабочихмест. Наилучшее расположение
рядом с заточным отделением и группой ремонта оснастки.
В цехе может быть одна или несколько
ИРК. Количество станков,
обслуживаемых
одной кладовой, колеблется от 50 до 200. расположение ИРК в цехе выбирается
сучетом минимальных расстояний рабочих мест. Наилучше расположение посередине
продольной стены, рядом с заточным отделением или группой ремонта оснастки.
ИРК оборудуется многоячеечными
сборно-разборными и поворотными
стеллажами
и краном - штабелером. Выдача инструмента осуществляется через окно.
В целях минимальной затраты времени на
получение и выдачу оснасткипомещение ИРК рекомендуется делать в виде вытянутого
прямоугольника с большим количеством раздаточных окон. При этом стеллажи
устанавливаются перпендикулярно длинной стороне стены и время на отыскание
инструмента сокращается.
3.9
Система уборки стружки
Проблема удаления стружки состоит из
трех частей:
1) измельчение стружки в процессе её
образования:
а) дискретное резание;
б) использование режущего инструмента
со специальной геометрией
рабочей части;
в) стружколомы.
2) задача транспортировки стружки:
а) уборка стружки из зоны резанья
(встроенные в станок
транспортеры, которые перемещают
стружку; если обычный станок – то сыпется в поддон, и в ручную перегружают);
б) уборка и транспортировка стружки от
группы станков: тележки 2х и 4х колесные, транспортеры, конвейеры и т.д.;
3) задача переработки стружки: отделение
по переработке стружки уста
навливается на несколько цехов;
оборудование: вертикальная дробилка, маятниковая стружкодробилка, прямоточная
центрифуга,брикетировочные прессы.




 1
1
 5
2
5
2






 3
4
3
4
1 – отделение переработки стружки;
2 – магистральный транспортёр;
3 – групповые (собирающие
транспортеры);
4 – приемные окна (люки);
5 – привод.
Рисунок
3.3Общая схема уборки стружки.
Для
перемещения стружки применяем скребковый транспортер, который обслуживает
группы станков. В групповой транспортер стружка попадает через люк, в который
ее сбрасывает уборщик стружки. Далее стружка попадает на магистральный
транспортер, обслуживающий цех в целом. С магистрального транспортера поступает
в отделение по переработке стружки.
Отделение по переработке устанавливается
на несколько цехов. Здесь выполняется дополнительное дробление, очистка стружки
от грязи, от СОТС, после очистки брикетируется стружка. Там устанавливается
следующее оборудование: вертикальная дробилка, маятниковая стружкодробилка,
используются прямоточные центрифуги. Для холодного брикетирования стружки
используют брикетировочные прессы.
Отделение
переработки стружки располагается у наружной стены цеха с расчетом вывоза
брикетов непосредственно межцеховым или даже внешним транспортом. Лучше всего
заглублять отделение ниже уровня пола с тем, чтобы избежать подъема стружки для
загрузки в оборудование. В этом случае стружка из бункеров или с транспортеров
загружается непосредственно в дробилку, центрифугу и т.д. Цеховое отделение
переработки стружки устраивается только в крупных цехах с большим образованием
стружки. Чаще всего устраивается заводской пункт переработки.
3.10
Система доставки СОТС
Смазочно-охлаждающие
технологические среды (СОТС) применяются для охлаждения, смазки, удаления
абразивных частиц и мелкой стружки при резании и оказывают соответственно
смазывающее, охлаждающее, смывающее и антикоррозионное действия.
В
качестве СОТС применяются водные растворы электролитов (вода+ингибитор
коррозии), поверхностно-активных веществ; эмульсии (вода+поверхностно-активные
вещества+эмульгаторы+масло+ингибитор коррозии); активированные эмульсии;
масляные жидкости (минеральные масла, керосин, растительные масла и т.д.). Все
СОТС могут применяться многократно с регенерацией их.
Существует 4 системы подачи СОТС к станкам:
1)
централизованно-циркуляционная, при которой СОТС подаются не-посредственно на
станки и возвращаются для регенерации по трубам или стокам;
2)
централизованно-групповая, когда СОТС подаются по трубам к группам станков с
раздачей через групповые краны без возврата по трубам, возврат осуществляется в
ручную, сливается в отдельные емкости и отправляется на транспорте на
регенераторы;
3)
централизованная, при которой СОТС развозятся по станкам на спе-циально
приспособленном транспорте (например, на электрокаре с раздаточными бачками);
4)
децентрализованная, при которой раздача и возврат СОТС производятся вручную. На
планировке обозначается общий кран раздачи СОТС.
Для доставки СОТС к станкам используем
централизованно-групповую
схему, особенностью которой
является то, что СОТС раздается по трубам к группам станков с раздачей через
групповые краны без возврата по трубам. Отработанная СОТС сливается в емкости и
на тележках транспортируется в отделение по приготовлению и регенерации
смазочно-охлаждающих жидкостей.
Отделение
СОТС предназначено для приготовления СОТС, раздачи
их по станкам и
регенерации. Регенерация СОТС заключается в следующих операциях: для эмульсий -
удаление щелочных и кислых мыл, абразива, стружки и верхнего слоя масла путем
отстоя, фильтрации, отвода масла и добавление свежего эмульсора; для масел -
отстой и фильтрование; для сульфофрезола - отстой, фильтрование, магнитная
очистка, нейтрализация. Соответственно оборудование СОТС состоит из емкостей
для хранения и раздачи; фильтров, отстойников; установок для приготовления
эмульсии и т.д.
Мощность
отделения СОТС и потребность в оборудовании рассчитывается по расходу СОТС на 1
станок в год:
Таблица
3.11 Расход СОТС.
|
Наименование
|
Единица
измерения
|
Парк станков в цехе
|
|
350
|
350…1000
|
1000…1500
|
|
Расход СОТС
|
Л
/год
|
2500
|
2500…
7000
|
7000…
10500
|
|
Число
рабочих
|
Человек
|
2
|
3
|
4
|
Требования
по расположению отделения СОТС на планировке:
1)
отделение
СОТС обязательно располагается у наружной стены
производственного
здания;
2)
отделение
СОТС обязательно выгораживается капитальным стенами;
3)
отделение
СОТС должно иметь свой выход за пределами здания.
 5. Безопасность и экологичность проекта.
5. Безопасность и экологичность проекта.
Основными носителями травмирующих и вредных факторов в
производственной среде являются машины и другие технические устройства,
химически и биологически активные предметы труда, источники энергии,
нерегламентированные действия работающих, нарушение режимов и организации
деятельности, а также отклонения от допустимых параметров микроклимата рабочей
зоны.
Травмирующие вредные факторы подразделяются на
физические, химические, биологические и психофизиологические. Физические
факторы – движущиеся машины и механизмы, повышенные уровни шума и вибрации,
электромагнитных и ионизирующих излучений, недостаточная освещенность,
повышенный уровень статического электричества, повышенное значение напряжения в
электроцепи и др.; химические – вещества и соединения различные по агрегатному
состоянию и обладающие токсическим, раздражающим, канцерогенным и мутагенным
воздействием на организм человека и влияющие на его репродуктивную функцию;
психофизиологические – физические перегрузки (статические и динамические) и
нервно-психические (умственное перенапряжение, монотонность труда,
эмоциональные перегрузки).
Основными травмирующими факторами в машиностроении
являются (в %): оборудование (41,9), падающие предметы (27,7), падение
персонала (11,7), заводской транспорт (10), нагретые поверхности (4,6),
электрический ток (1,6), прочие (2).
Можно выделить следующие основные опасные и вредные факторы
воздействия на человека на проектируемом участке:
- вибрации;
- акустические колебания (шум);
- воздействие электрического поля токов промышленной
частоты;
- воздействие электрического тока;
- движущиеся машины, механизмы, материалы, изделия;
- плохая освещенность помещений.
Критериями допустимого воздействия вредных факторов на человека
являются сохранение его здоровья и высокой трудоспособности.
Нормирование содержания вредных веществ заключается в
установлении для них ПДК, т.е. концентраций вредных веществ, которые при
ежедневной работе в течение всего рабочего стажа не вызывают заболеваний или
нарушений здоровья, обнаруживаемых современными методами исследований, в
процессе работы или в отдаленные сроки жизни настоящего или последующего
поколений.
Нормы вибрации приведены в ГОСТ 12.1.012- «Вибрационная
безопасность. Общие требования». Если уровень вибрации, создаваемый машиной,
выше ПДУ более чем на 12 дБ, то применение машины запрещается. При превышении
на 1-12 дБ в течение рабочей смены должно быть сделано 2 регламентируемых
перерыва по 20 и 30 минут каждый.
Нормативы шума в производственных помещениях устанавливает
ГОСТ 12.1.003- «Шум. Общие требования безопасности».
Допустимые уровни напряженности электрического поля
токов промышленной частоты установлены ГОСТ 12.1.002- «Электрические поля
промышленной частоты. Допустимые уровни напряженности и требованияк проведению
контроля на рабочих местах». ПДУ ЭП частотой 50 Гц для персонала,
обслуживающего ЭУ, дается в зависимости от времени пребывания его в зоне.
Допустимое время пребывания реализуют или одноразово, или дробно в течение
рабочего дня. Воздействие на организм человека электротока, его нормирование
зависят от вида поражения, факторов среды и т.д.
Естественное и искусственное освещение в помещениях
регламентируется нормами СНиП 23-05-95 «Естественное и искусственное освещение»
в зависимости от характера зрительной работы, системы и вида освещения, фона,
контраста объекта с фоном.
5.1 Производственная вибрация
Вибрация относится к факторам, обладающим высокой
биологической активностью. Выраженность ответных реакций обусловливается
главным образом силой энергетического воздействия. Мощность колебательного
процесса в зоне контакта и время этого контакта являются главными параметрами,
определяющими развитие вибрационных патологий, структура которых зависит от
частоты и амплитуды колебаний, продолжительности воздействия, места приложения
и направление оси вибрационного воздействия.
Для уменьшения действия вибрации на работающих
необходимо проводить ряд мероприятий. Операционно-технические: уменьшение
вибрации в источнике образования (замена ручных операций автоматическими,
создание новых конструкций инструмента и машин), изоляция источника вибрации
посредством виброизоляции и вибропоглощения. Планово-предупредительный ремонт и
контроль вибрационных параметров: ручные машины должны не реже, чем один раз в
шесть месяцев проверятся на соответствие требуемых вибрационным параметрам.
Гигиенические и лечебно-профилактические: общее время контакта работающего с
вибрирующими машинами, вибрация которых соответствует санитарным нормам, на
протяжении смены не должна превышать 2/3 длительности дня.
В качестве виброизоляторов используют упругие
материалы и прежде всего металлические пружины, резину, пробку, войлок. Выбор
того или иного материала определяется величиной требуемого статического прогиба
и условиями, в которых виброизолятор будет работать.
Вибропоглощение осуществляют путем снижения вибраций
усилением в конструкции процессов внутреннего трения, рассеивающих виброэнергию
в результате необратимого преобразования ее в теплоту при деформациях,
возникающих в материалах. Перспективным в вибропоглощении является нанесение на
колеблющиеся поверхности элементов конструкции высокоэффективных
вибропоглощающих материалов. Они могут изготавливаться на основе меди, свинца,
олова и других материалов.
В промышленности в связи новыми технологиями изготовления деталей, ростом
мощности оборудования и его быстроходности широкое применение получили машины и
оборудования, создающие вибрации, неблагоприятно воздействующие на человека. В
соответствии с ГОСТ 24346- «Вибрация. Термины и определения» вибрация может
быть вызвана множеством причин: неуравновешенными силовыми воздействиями,
неоднородностью материала вращающегося тела, несовпадением осей вращения с осью
массы тела.
Основными параметрами вибраций, происходящих по синусоидальному закону,
является амплитуда виброперемещений. Различают общую и локальные вибрации.
Общая вибрация вызывает сотрясение всего организма, местная вовлекает в
колебательное движение отдельные части тела. В ряде случаев рабочий может
подвергаться и общей и локальной вибрации одновременно.
Существует несколько способов борьбы с вибрацией:
1.
отстройка от режимов резонанса путем рационального выбора массы или
жесткости колеблющихся систем;
2.
снижение вибрации в источнике – исключением резонансных режимов работы оборудования;
3.
виброгашение;
4.
виброизоляция (дорогостоящий метод);
5.
вибродемпфирование;
6.
индивидуальные средства защиты (специальные рукавицы, обувь).
В нашем случае рабочий подвергается общей вибрации. По ГОСТ 12.4-024- «Система
стандартов безопасности труда. Обувь специальная виброзащитная. Общие
технические требования» следует применять специальная обувь.
В цеху – вибрация 3-й категории, т.е. при работе на металлорежущих
станках. Среднегеометрическая частота активной полосы – от 30 до250 ГЦ.
Среднеквадратичное значение виброскорости составляет 1,2-3,5 мм/сек.
5.2 Производственная освещенность
Хорошее освещение оказывает положительное психологическое воздействие на
рабочего, способствует повышению производительности труда.
В зависимости от источника световой энергии, освещение делят на:
- естественное;
- искусственное;
- совмещенное.
естественное освещение какой-либо точки в помещении
характеризуется коэффициентом естественной освещенности.
В цехе имеет место боковое и верхнее естественное
освещение. Боковое освещение осуществляется через световые проемы в стенах, а
верхнее через аэрационные фонари. Искусственное освещение осуществляется
электрическими лампами. По конструктивному исполнению искусственное освещение
делят на общее и комбинированное. К общему освещению добавляется местное.
Местное освещение – это концентрирующий световой поток непосредственно на
рабочих местах.
Применяются лампы ЛБ (белый свет) и ЛТБ (теплобелый свет) мощностью 20,
40 и 80 ВТ. Лампы должны быть размещены параллельно светопроемам и равномерно
по потолку. В проектируемом цехе производятся малой и средней точности, в
зависимости от габаритов, детали.
Освещенность: комбинированная 1000 Лк, общее 300 Лк для люминесцентных
ламп. Общая освещенность на расстоянии от 0,8 м. от пола 200 Лк для
вспомогательных помещений.
Искусственное освещение бывает общее и комбинированное.
Общее подразделяется на:
- общее равномерное;
- общее локализованное .
Искусственное освещение может быть двух видов: рабочее и аварийное.
Аварийное освещение подразделяется на освещение для продолжения работы и
освещение для эвакуации людей.
Наименьшая освещенность при аварийном режиме должна составлять 5%
освещенности, нормируемой для рабочего освещения, но не менее 2 Лк внутри зданий
и не менее 1 Лк на площадках предприятий.
Факторы, учитываемые при нормировании искусственного освещения:
1. Характеристика
зрительной работы;
2. Минимальный
размер объекта различения с фоном;
3. Разряд
зрительной работы;
4. Контраст
объекта с фоном;
5. Светлость
фона (характеристика фона);
6. Система
освещения;
7. Тип
источника света.
5.3 Расчет вибрации
Так
как диапазон изменения параметров вибрации от пороговых (безопасных) значений
до действительных велик, для измерения уровня используют логарифм отношения действительных
значений к пороговым, а за единицу измерения принимают дБ.
При
оценке вибраций нормируемыми параметрами являются средние квадратичные значения
виброскорости V (и их логарифмические уровни LV) или
виброускорения для локальных вибраций в октавных полосах частот, а для общей
вибрации – в октавных или треть октавных полосах. Допускается интегральная
оценка вибрации во всем частотном диапазоне нормируемого параметра, а также по
дозе вибрации с учетом времени воздействия.
Для
общей и локальной вибрации зависимость допустимого значения виброскорости Vt (м/с) от времени
фактического воздействия вибрации, не превышающее 480 мин, определяется по
формуле:
 (5.1)
(5.1)
Где  -допустимое значение виброскорости для длительности
воздействия 480 мин, м/с.
-допустимое значение виброскорости для длительности
воздействия 480 мин, м/с.
Максимальное
значение Vt для локальной вибрации не должно
превышать значений, определяемых для Т=30 мин, а для общей вибрации при Т=10
мин.
Логарифмический
уровень виброскорости
 (5.2)
(5.2)
Где  -
скорость, создаваемая источником вибрации;
-
скорость, создаваемая источником вибрации;
 – порог
ощущения вибрации.
– порог
ощущения вибрации.
5.4
Расчет освещенности
Рациональное освещение производственных участков
является одним из важнейших факторов предупреждения травматизма и
профессиональных заболеваний. Правильно организованное освещение создает
благоприятные условия труда, повышает работоспособность и производительность
труда.
Расчет освещенности рабочего места сводится к выбору
системы освещения, определению необходимого числа светильников, их типа и
размещения, а также мощность осветительной установки, необходимую для
обеспечения в цехе нормированной освещенности.
Обычно искусственное освещение выполняется посредством
электрических источников света двух видов: ламп накаливания и люминесцентных
ламп. Люминесцентные лампы по сравнению с лампами накаливания имеют ряд существенных
преимуществ:
- по спектральному составу света они близки к
дневному, естественному свету;
- обладают более высоким КПД (в 1,5-2раза выше, чем
КПД ламп накаливания);
- обладают повышенной светоотдачей (в 3-4 раза выше,
чем у ламп накаливания);
- более длительный срок службы.
Расчет освещения производится для помещения площадью 504м2,
ширина которой 18 м, длина 28 м, высота –8м. Воспользуемся методом светового
потока.
Количество светильников определяется по формуле:
 (5.3)
(5.3)
Где Е - нормированная минимальная освещенность, Лк
принимается по СНиП 23-05-95. Работу станочников, в соответствии с этой
таблицей, можно отнести к разряду точных работ, следовательно, минимальная
освещенность Е = 300Лк;
S - площадь освещаемого помещения;
Z - отношение средней освещенности к минимальной
(величина которого находится в пределах 1,1…1,2 , принимаем Z = 1,1);
К - коэффициент запаса, учитывающий уменьшение
светового потока лампы в результате загрязнения светильников в процессе
эксплуатации (его значение зависит от типа помещения и характера проводимых в
нем работ, принимаем К= 1,5);
F=5220 Лм - световой поток
люминесцентных ламп типа ЛБ 80
Зная индекс помещения  = 0,4.
= 0,4.
Тогда количество светильников будет равно:

Количество светильников принимаем N
= 120 шт.
Для освещения помещения, площадью
S = 504м2 , люминесцентными лампами типа ЛБ
80 потребуется 120 светильников учитывая что в каждом светильнике стоит одна
лампа, в светильниках с люминесцентными лампами может устанавливаться также 2 и
4 лампы, тогда количество светильников будет меньше: 60 и 30 шт.
Потребляемая мощность
 (5.4)
(5.4)
где р=80 – мощность одной лампы, Вт;
N=120 – число светильников;

Общий вывод: в данной дипломной
работе в разделе «Безопасность и экологичность проекта» была рассмотрена и
рассчитана производственная вибрация и производственная освещенность.
Результаты расчетов показали следующее:зависимость допустимого значения
виброскорости Vt= 5,5 (м/с), Логарифмический
уровень виброскорости ;для освещенияпомещения люминесцентными
лампами типа ЛБ 80 потребуется 120 светильников
;для освещенияпомещения люминесцентными
лампами типа ЛБ 80 потребуется 120 светильников
 4.1 Расчет стоимости сырья и материалов
4.1 Расчет стоимости сырья и материалов
Затраты на материалы
определяем по формуле:
 , (4.1)
, (4.1)
где  -
масса заготовки;
-
масса заготовки;  кг;
кг;
 - стоимость одного килограмма материала; по действующим
прейскурантам оптовых цен
- стоимость одного килограмма материала; по действующим
прейскурантам оптовых цен  руб;
руб;
 - транспортно-заготовительные расходы;
- транспортно-заготовительные расходы;  ;
;
 - масса отходов;
- масса отходов;
 - цена 1 кг отходов; по действующим прейскурантам оптовых цен
- цена 1 кг отходов; по действующим прейскурантам оптовых цен  руб.
руб.
Массу отходов определим по формуле:
 (4.2)
(4.2)
где  -
масса детали;
-
масса детали; .
.

Подставим
определенные значения в формулу (4.1):

Результаты расчетов представлены в таблице 4.1.
Таблица 4.1 Расчет сырья и материалов
|
Наименование изделия
|
Единица измерения
|
Масса заготовки (кг.)
|
Цена 1 кг материала
(руб.)
|
Стоимость с учетом ,  (руб) (руб)
|
|
ролик
|
кг
|
0,6
|
97,5
|
56,21
|
4.2 Расчет расценки
Расценку вычисляем по формуле:
 , (4.3)
, (4.3)
где  -
трудоемкость изготовления детали по операциям;
-
трудоемкость изготовления детали по операциям;
 - часовая тарифная ставка.
- часовая тарифная ставка.
Результаты вычислений расценки до и
после внедрения сводим в таблицы 4.2 и 4.3.
Таблица 4.2 Расчет расценки до внедрения нового ТП
|
№
п/п
|
Наименование
операции
|
Разряд
|
Ставка
, (руб.)
|
Трудоемкость
, (мин.)
|
Расценка
(руб.)
|
|
1
|
Токарная
|
4
|
40,41
|
3,8
|
2,56
|
|
2
|
Токарная
|
4
|
40,41
|
3,4
|
2,29
|
|
3
|
Токарная
|
4
|
40,41
|
2,9
|
1,95
|
|
4
|
Токарная
|
4
|
40,41
|
2,86
|
1,93
|
|
5
|
Токарная
|
4
|
40,41
|
2,66
|
1,79
|
|
6
|
Токарная
|
4
|
40,41
|
3,9
|
2,63
|
|
7
|
Токарная
|
4
|
40,41
|
2,1
|
1,41
|
|
8
|
Токарная
|
4
|
40,41
|
3,5
|
2,36
|
|
9
|
Токарная
|
4
|
40,41
|
2,6
|
1,75
|
|
10
|
Сверлильная
|
4
|
40,41
|
2,8
|
1,89
|
|
11
|
Фрезерная
ЧПУ
|
4
|
40,41
|
9,9
|
6,67
|
|
12
|
Фрезерная
ЧПУ
|
4
|
40,41
|
29,6
|
19,94
|
|
13
|
Фрезерная
ЧПУ
|
4
|
40,41
|
3,9
|
2,63
|
|
14
|
Фрезерная
|
4
|
40,41
|
5,3
|
3,57
|
|
15
|
Фрезерная
|
4
|
40,41
|
5,8
|
3,91
|
|
16
|
Сверлильная
|
4
|
40,41
|
3,9
|
2,63
|
|
17
|
Фрезеная
|
40,41
|
4,0
|
2,69
|
|
18
|
Фрезеная
|
4
|
40,41
|
4,1
|
2,76
|
|
19
|
Фрезеная
|
4
|
40,41
|
8,1
|
5,46
|
|
20
|
Сверлильная
|
4
|
40,41
|
2,2
|
1,48
|
|
21
|
Сверлильная
|
4
|
40,41
|
2,0
|
1,35
|
|
22
|
Сверлильная
|
4
|
40,41
|
1,9
|
1,28
|
|
23
|
Сверлильная
|
4
|
40,41
|
1,8
|
1,21
|
|
24
|
Токарная
|
4
|
40,41
|
4,1
|
2,76
|
|
25
|
Токарная
|
4
|
40,41
|
3,2
|
2,16
|
|
26
|
Токарная
|
4
|
40,41
|
4,1
|
2,76
|
|
ИТОГО:
|
124,42
|
83,80
|
Таблица 4.3 Расчет расценки после внедрения нового ТП
|
№
п/п
|
Наименование
операции
|
Разряд
|
Ставка
, (руб.)
|
Трудоемкость
, (мин.)
|
Расценка
(руб.)
|
|
1
|
Токарная ЧПУ
|
4
|
40,41
|
3,61
|
2,43
|
|
2
|
Токарная ЧПУ
|
4
|
40,41
|
3,47
|
2,34
|
|
3
|
Токарная ЧПУ
|
4
|
40,41
|
1,87
|
1,26
|
|
4
|
Токарная ЧПУ
|
4
|
40,41
|
1,92
|
1,29
|
|
5
|
Сверлильная
ЧПУ
|
4
|
40,41
|
1,25
|
0,84
|
|
6
|
Фрезерная ЧПУ
|
4
|
40,41
|
4,41
|
2,97
|
|
7
|
Фрезерная ЧПУ
|
4
|
40,41
|
12,16
|
8,19
|
|
8
|
Фрезерная ЧПУ
|
4
|
40,41
|
3,57
|
2,40
|
|
9
|
Фрезерная
ЧПУ
|
4
|
40,41
|
3,94
|
2,65
|
|
10
|
Фрезерная
ЧПУ
|
4
|
40,41
|
3,14
|
2,11
|
|
11
|
Фрезерная
ЧПУ
|
4
|
40,41
|
3,47
|
2,34
|
|
12
|
Фрезерная
ЧПУ
|
4
|
40,41
|
3,07
|
2,07
|
|
13
|
Фрезерная
ЧПУ
|
4
|
40,41
|
3,10
|
2,09
|
|
14
|
Сверлильная
ЧПУ
|
4
|
40,41
|
1,11
|
0,75
|
|
15
|
Сверлильная
ЧПУ
|
4
|
40,41
|
1,13
|
0,76
|
|
16
|
Сверлильная
ЧПУ
|
4
|
40,41
|
1,19
|
0,80
|
|
17
|
Расточная
ЧПУ
|
4
|
40,41
|
3,38
|
2,28
|
|
18
|
Расточная ЧПУ
|
4
|
40,41
|
1,88
|
1,27
|
|
ИТОГО:
|
57,67
|
38,84
|
4.3. Расчет заработной платы основных производственных
рабочих на одну деталь
Фонд оплаты труда определяем по формуле:
ФОТ=ФЗП + Отчисления в
бюджет, (4.4)
где ФЗП - фонд заработной платы, руб.
ФЗП=Р+П+У.Н.+Д.З. (4.5)
где Р – расценка;
П – премия, составляет 20…90%
от расценки;
У. Н. – уральская набдавка,
составляет 15 % от (Р+П) ;
Д.З. – дополнительная
заработная плата, составляет 20 % от (Р+П+У.Н.);
Отчисления в бюджет включают в себя
отчисления в:
1)
Пенсионный фонд (28%);
2)
Фонд социального страхования
(0,4%);
3)
Фонд медицинского страхования
(3,6%);
4)
Фонд щанятости (1,5%);
5)
Несчастные случаи (0,2%).
Расчет фонда заработной платы и отчисления в бюджет до и
после внедрения нового ТП представлены в таблицах 4.4 и 4.5.
Таблица
4.4 Фонд заработной платы до внедрения нового ТП
|
№ п/п
|
Статьи затрат
|
Коэф-фици-ент 
|
Формула
|
Сумма
(руб.)
|
|
1
|
2
|
3
|
4
|
5
|
|
1
|
Расценка ( ) )
|
|
|
83,80
|
|
2
|
Премия ( ) )
|
0,2
|

|
16,76
|
|
3
|
Уральская
надбавка( ) )
|
0,15
|

|
15,08
|
|
4
|
Дополнительная
заработная плата ( ) )
|
0,2
|

|
23,13
|
|
ФЗП
|
138,77
|
|
5
|
Пенсионный
фонд ( ) )
|
0,20
|

|
27,75
|
|
6
|
Социальное
страхование ( ) )
|
0,04
|

|
5,55
|
|
7
|
Медицинское
страхование ( ) )
|
0,036
|

|
5,00
|
|
8
|
Несчастные
случаи ( ) )
|
0,002
|

|
0,28
|
|
9
|
Фонд
занятости ( ) )
|
0,015
|
|
2,08
|
|
Отчисления в бюджет
|
40,66
|
Таблица
4.5 Фонд заработной платы после внедрения нового ТП
|
№ п/п
|
Статьи затрат
|
Коэф-фици-ент
|
Формула
|
Сумма
(руб.)
|
|
1
|
2
|
3
|
4
|
5
|
|
1
|
Расценка ()
|
|
|
38,84
|
|
2
|
Премия ()
|
0,2
|
|
7,77
|
|
3
|
Уральская
надбавка()
|
0,15
|
|
4,45
|
|
4
|
Дополнительная
заработная плата ()
|
0,2
|
|
6,99
|
|
ФЗП
|
58,05
|
|
5
|
Пенсионный
фонд ()
|
0,20
|
|
11,61
|
|
6
|
Социальное
страхование ()
|
0,04
|
|
2,32
|
|
7
|
Медицинское
страхование ()
|
0,036
|
|
2,09
|
|
8
|
Несчастные
случаи ()
|
0,002
|
|
0,12
|
|
9
|
Фонд
занятости ()
|
0,015
|
|
0,87
|
|
Отчисления в бюджет
|
17,01
|
4.4
Определение прямых пропорциональных производственных расходов
Прямые пропорциональные расходы (переменные
издержки) – расходы, изменяемые при изменении номенклатуры и объема выпуска.
Расчет расходов до и после внедрения нового ТП представлен в таблице 4.6.
Таблица 4.6 Прямые пропорциональные производственные
расходы до и после внедрения нового ТП
|
№ п/п
|
Наименование показателей
|
Сумма до внедрения (руб.)
|
Сумма после внедрения (руб.)
|
|
1
|
Сырье и
материалы
|
56,21
|
56,21
|
|
1
|
Фонд
заработной платы
|
138,77
|
58,05
|
|
3
|
Отчисления
в бюджет
|
40,66
|
17,01
|
|
Прямые
пропорциональные расходы:
|
235,64
|
131,27
|
Строим график прямых пропорциональных
производственных расходов (рисунок 4.1):
График прямых производственных
расходов
 Р, руб.
Р, руб.
235,64


 131,27
131,27
1 2 3
4 5 6 7 8 N ,шт.
Рисунок 4.1.
4.5 Расчет заработной платы
вспомогательных рабочих
Тарифную заработную плату вспомогательных рабочих;
руб.; определяем по формуле:
 (4.6)
(4.6)
где  -
действительный годовой фонд времени рабочего (пункт 3.3.1);
-
действительный годовой фонд времени рабочего (пункт 3.3.1);  ;
;
 - численность вспомогательных рабочих
(таблица 3.7).
- численность вспомогательных рабочих
(таблица 3.7).
Рассчитаем тариф заработной платы, премию,
уральскую надбавку, дополнительную заработную плату и ФЗП.
Результаты расчетов сводим в таблицу 4.7
|
№ п/п
|
Специальность
|
Число
ВР
|
Ставка  (руб) (руб)
|
Тариф ЗП (руб)
|
|
1
|
Наладчик
|
4
|
55,11
|
378003,9
|
|
2
|
Ремонтник
|
4
|
55,11
|
378003,9
|
|
3
|
Электрик
|
2
|
55,11
|
189001,9
|
|
4
|
Контролер
|
2
|
45,93
|
157518,8
|
|
5
|
Транспортные рабочие
|
2
|
45,93
|
157518,8
|
|
6
|
Уборщик стружки
|
2
|
42,25
|
144898,1
|
|
ИТОГО:
|
16
|
|
1404945,00
|
Тариф З.П.= 1714,77×(55,11× 4+ 55,11× 4+ 55,11×2+ 45,93× 2+45,93·
2+42,25×2) =1404945,00 (руб.)
П= Тариф З.П × Кп = 1404945,00 × 0,2 = 280989,00 (руб.)
У.Н.=(Тариф З.П.+П) ×Ку.н.= (1404945,00 +280989,00)×0,15=252890,10 (руб.)
ДЗ=(ТарифЗП+П+У.Н.)×Кд.з.=(1404945,00
+280989,00+252890,10)×0,2= =387764,82 (руб.)
ФЗП=ЗП+П+УН+ДЗ=1404945,00+280989,00+252890,1+387764,82=
=2326588,92 (руб.)
4.6
Расчет заработной платы инженерно-технических работников
Годовая заработная плата инженерно-технических
работников (ИТР) определяем по формуле:
 , (4.7)
, (4.7)
где  -
численность ИТР (таблица 3.8);
-
численность ИТР (таблица 3.8);
 - оклад; руб.
- оклад; руб.
Рассчитаем годовую заработную плату, уральскую
надбавку, дополнительную заработную плату, ФЗП:
Годовая ЗП = (1×14465+ 2×7020+2×8765+2×7020)×12= 720900 (руб.)
У.Н.=Годовая ЗП ×Ку.н.=720900×0,15 = 108135 (руб.)
ДЗ=(Годовая ЗП+У.Н.)×Кд.з.=(720900+ 108135)× 0,2= 165807 (руб.)
ФЗП= Годовая
ЗП+УН+ДЗ= 720900+ 108135+ 165807 = 994842 (руб.)
Результат расчетов сводим в таблицу 4.8.
Таблица 4.8 Расчет заработной
платы ИТР
|
№
п/п
|
Специальность
|
Число ИТР
|
Оклад
(руб.)
|
Годовая ЗП
(руб.)
|
|
1
|
Начальник участка
|
1
|
14465
|
173580,00
|
|
2
|
Мастер
|
2
|
7020
|
168480,00
|
|
3
|
Технолог
|
2
|
8765
|
210360,00
|
|
4
|
Нормировщик
|
2
|
7020
|
168480,00
|
|
ИТОГО:
|
7
|
|
720900,00
|
4.7 Расчет отчислений в бюджет
Расчеты отчислений по всем категориям работников
приведены в таблице 4.9. Значение показателей определяется по коэффициенту от
фонда заработной платы ФЗП.
Таблица 4.9 Расчет отчислений в бюджет
|
№ п/п
|
Показатель
|
Коэффи-циент
|
ИТР
(руб.)
|
ВР
(руб.)
|
|
Фонд
заработной платы
|
|
994842,00
|
2326588,92
|
|
1
|
Пенсионный
фонд
|
0,20
|
198968,40
|
465317,78
|
|
2
|
Медицинское
страхование
|
0,036
|
35814,31
|
83757,20
|
|
3
|
Социальное
страхование
|
0,04
|
39793,68
|
93063,56
|
|
4
|
Несчастные
случаи
|
0,002
|
1989,68
|
4653,18
|
|
5
|
Фонд
занятости
|
0,015
|
14922,63
|
34898,83
|
|
Фонд
оплаты труда:
|
291488,71
|
681690,55
|
4.8 Расчет стоимости оборудования
Определение общей
стоимости оборудования приведено в таблицах 4.10, 4.11
Таблица 4.10
Расчет стоимости оборудования до внедрения нового ТП
|
№ п/п
|
Наименование
оборудования
|
Количество
оборудова-ния
|
Балансовая
стоимость (руб.)
|
Общая
стоимость (руб.)
|
|
1
|
6М13СН-2
|
13
|
980000,00
|
12740000,00
|
|
2
|
2А125
|
3
|
280000,00
|
840000,00
|
|
3
|
16К20
|
10
|
820000,00
|
8200000,00
|
|
5
|
6Р12
|
8
|
1317000,00
|
10536000,00
|
|
6
|
Верстак
|
3
|
8760,00
|
26280,00
|
|
7
|
Стол контрольный
|
2
|
8640,00
|
17280,00
|
|
ИТОГО:
|
32359560,00
|
Таблица 4.11
Расчет стоимости оборудования после внедрения нового ТП
|
№ п/п
|
Наименование
оборудования
|
Количество
оборудова-ния
|
Балансовая
стоимость (руб.)
|
Общая
стоимость (руб.)
|
|
1
|
STERLITAMAK 400 V
|
16
|
2800000,00
|
44800000,00
|
|
2
|
16K200ФЗ
|
11
|
950000,00
|
10450000,00
|
|
6
|
Верстак
|
1
|
8760,00
|
8760,00
|
|
7
|
Стол контрольный
|
1
|
8640,00
|
8640,00
|
|
ИТОГО:
|
55267400,00
|
4.9 Расчет стоимости
площади участка
Стоимость площади участка определяем по формуле:
 (4.8)
(4.8)
где  - общая площадь участка; = 504 м2 (пункт 3.4.);
- общая площадь участка; = 504 м2 (пункт 3.4.);
 - стоимость 1м2 площади; =15722,46
руб./м2.
- стоимость 1м2 площади; =15722,46
руб./м2.
Подставив принятые значения в формулу (4.8), получим:
 = 504× 15722,46= 7924119,84 (руб.)
= 504× 15722,46= 7924119,84 (руб.)
4.10 Расчет
амортизации
Стоимость транспорта определим по формуле:
 ,
(4.9)
,
(4.9)
где  - стоимость электрокары, принимаем
равной 1/4 от цены электрокары, так как одна электрокара обслуживает 4 участка;
- стоимость электрокары, принимаем
равной 1/4 от цены электрокары, так как одна электрокара обслуживает 4 участка;
= 104040/4=26010 (руб.);
 - стоимость кран-балки, принимаем равной 1/4 от цены, так как
одна кран-балка обслуживает 4 участка;
- стоимость кран-балки, принимаем равной 1/4 от цены, так как
одна кран-балка обслуживает 4 участка;
=147000 /4= 36750 (руб.);
 - стоимость тележки; =
20280 руб.
- стоимость тележки; =
20280 руб.
Определяем стоимость транспорта:
 = 26010 + 36750 + 20280 = 83040
(руб.)
= 26010 + 36750 + 20280 = 83040
(руб.)
Стоимость инструмента определяем согласно зависимости:
 ,
(4.10)
,
(4.10)
где  - стоимость оборудования.
- стоимость оборудования.
Стоимость инструмента до внедрения нового ТП:
 = 0,03×32359560= 970786,80 (руб.)
= 0,03×32359560= 970786,80 (руб.)
Стоимость инструмента после внедрения нового ТП:
= 0,03×55267400= 1658022,00 (руб.)
Стоимость хозяйственного инвентаря определяем из
зависимости:
 ,
(4.11)
,
(4.11)
где  - стоимость площади.
- стоимость площади.
 = 0,03× 7924119,84 = 237723,60 (руб.)
= 0,03× 7924119,84 = 237723,60 (руб.)
Расчеты по
определению амортизации сведены в таблицы 4.12, 4.13.
Таблица 4.12 Расчет амортизации до внедрения нового ТП
|
№ п/п
|
Имущество
|
Балансовая стоимость имущества
(руб.)
|
Норма амортизации
(%)
|
Годовая амортизация
(руб.)
|
|
1
|
Здание
|
7924119,84
|
3
|
237723,60
|
|
2
|
Оборудование
|
32359560.00
|
5
|
1617978,00
|
|
3
|
Транспорт
|
83040,00
|
20
|
16608,00
|
|
4
|
Инструмент
|
970786,80
|
18
|
174741,62
|
|
5
|
Хозяйственный
инвентарь
|
237723,60
|
18
|
42790,25
|
|
ИТОГО:
|
|
|
2089841,47
|
Таблица
4.13 Расчет амортизации после внедрения нового ТП
|
№ п/п
|
Имущество
|
Балансовая стоимость имущества
(руб.)
|
Норма амортизации
(%)
|
Годовая амортизация
(руб.)
|
|
1
|
Здание
|
7924119,84
|
3
|
237723,60
|
|
2
|
Оборудование
|
55267400,00
|
10
|
5526740,00
|
|
3
|
Транспорт
|
83040,00
|
20
|
16608,00
|
|
4
|
Инструмент
|
1658022,00
|
18
|
298443,96
|
|
5
|
Хозяйственный
инвентарь
|
237723,60
|
18
|
42790,25
|
|
ИТОГО:
|
|
|
6122305,81
|
4.11 Расчет потребления
электроэнергии
Стоимость электроэнергии складывается из стоимости
технической электроэнергии и электроэнергии, затраченной на освещение
производственных площадей:
 (4.12)
(4.12)
где  -
стоимость технической электроэнергии; определяем согласно формулы:
-
стоимость технической электроэнергии; определяем согласно формулы:
 , (4.13)
, (4.13)
где  -
общая мощность станков;
-
общая мощность станков;
 - действительный фонд времени работы
оборудования; =1886,65.;
- действительный фонд времени работы
оборудования; =1886,65.;
 - фактический коэффициент загрузки станков; =
0,97;
- фактический коэффициент загрузки станков; =
0,97;
 - коэффициент мощности; = 0,8;
- коэффициент мощности; = 0,8;
 - коэффициент загрузки по времени; =
0,8;
- коэффициент загрузки по времени; =
0,8;
 - стоимость 1 кВт в час электроэнергии; =
3,61 руб.
- стоимость 1 кВт в час электроэнергии; =
3,61 руб.
 - коэффициент полезного действия (КПД); =
0,87.
- коэффициент полезного действия (КПД); =
0,87.
Подставив определенные величины в формулу (4.13)
определим стоимость технической электроэнергии до внедрения нового ТП:
 (руб.)
(руб.)
Стоимость технической электроэнергии после внедрения нового ТП:
 (руб.)
(руб.)
 - стоимость электроэнергии, затраченной на освещение производственных
площадей;
- стоимость электроэнергии, затраченной на освещение производственных
площадей;
 , (4.14)
, (4.14)
где  - мощность освещения;
= 80 Вт;
- мощность освещения;
= 80 Вт;
- общая площадь участка; = 504 м2;
 - время освещения, для уральского
региона = 2020 ч.
- время освещения, для уральского
региона = 2020 ч.
Определим стоимость электроэнергии,
затраченной на освещение производственных площадей:
 = (80×504× 2020× 3,61)/ 1000= 294021 (руб.)
= (80×504× 2020× 3,61)/ 1000= 294021 (руб.)
Подставив вычисленные значения в
формулу (4.12), получим:
- до внедрения нового ТП
 = 2584516,63 + 294021 = 2878537,63
(руб.)
= 2584516,63 + 294021 = 2878537,63
(руб.)
- после внедрения нового ТП
= 2037967,66+ 294021 = 2331988,66
(руб.)
4.12 Определение годовых постоянных
расходов
Постоянные расходы (постоянные
издержки) - расходы, не изменяющиеся при смене номенклатуры и объема выпуска.
Расчет годовых постоянных расходов приведен в таблице 4.14, 4.15.
Таблица 4.14 Годовые постоянные расходы до внедрения нового
ТП
|
№ п/п
|
Наименование показателей
|
Сумма (руб.)
|
|
1
|
Фонд оплаты труда ИТР
|
994842,00
|
|
2
|
Фонд оплаты труда ВР
|
2326588,92
|
|
3
|
Амортизация
|
2089841,47
|
|
4
|
Электроэнергия
|
2878537,63
|
|
5
|
Прочие расходы 3%(ФОТ ИТР+ФОТ ВР+А+Э)
|
|
Годовые постоянные расходы
|
8538504,32
|
Таблица 4.15 Годовые постоянные расходы после внедрения
нового ТП
|
№ п/п
|
Наименование показателей
|
Сумма (руб.)
|
|
1
|
Фонд оплаты труда ИТР
|
994842,00
|
|
2
|
Фонд оплаты труда ВР
|
2326588,92
|
|
3
|
Амортизация
|
6122305,81
|
|
4
|
Электроэнергия
|
2331988,66
|
|
5
|
Прочие расходы 3%(ФОТ ИТР+ФОТ ВР+А+Э)
|
353271,76
|
|
Годовые постоянные расходы
|
12128997,15
|
4.13 Определение точки безубыточности
Пост0+Q*Пер0 = Пост1+Q*Пер1 (4.15)
Q=( Пост1- Пост0)/(
Пер0- Пер1) (4.16)
Подставив значения получим:
Q=(12128997,64-8538504,32)/(235,64-131,27)=34401,57
На основании определенных данных строим график точки
безубыточности. Точка безубыточности разделяет зону производственной
деятельности на зону убыточности и зону безубыточности. Рисунок. 4.2
Р, руб.
 16 000 000
16 000 000
 12128997,15
12128997,15
12 000 000
8538504,32
 8 000 000
8 000 000
4 000 000

0 500
1000 1500 2000 2500 N ,шт.
Рисунок. 4.2
4.14 Определение производительности живого труда
Показатель производительности
живого труда можно выразить как отношение эффективного фонда времени (Fэф) и фактической трудоемкости единицы продукции
(tф), т.е.
В = Fэф
/ tф = 1886,65/0,97=1945 (4.17)
4.15 Определение прироста производительности
труда
Прирост производительности труда
будет соответствовать относительному снижению трудоемкости, относительному
высвобождению численности работающих, относительному росту эффективного фонда
времени:
 % (4.18)
% (4.18)
 % (4.19)
% (4.19)
 % (4.20)
% (4.20)
где  ,
,  ,
,  - относительные (%) значения снижения
трудоемкости, высвобождения численности и роста эффективного фонда времени.
- относительные (%) значения снижения
трудоемкости, высвобождения численности и роста эффективного фонда времени.
Подставив определенные величины
из таблиц 4.2, 4.3, 4.10, 4.11 в формулы (4.16), (4.17), (4.18) получим:





Общий прирост производительности
труда на предприятии будет равен:
 (4.21)
(4.21)
 = 3,52.
= 3,52.
Расчеты прироста производительности труда удобны и
сравнительно точны, так как исключают показатель объема производства в денежном
выражении и влиянии инфляции.