Ремонт распределительного вала ВАЗ 2170 Приора в авторемонтных мастерских
ДЕПАРТАМЕНТ ОБРАЗОВАНИЯ И НАУКИ ГОРОДА МОСКВЫ
Государственное бюджетное профессиональное
образовательное учреждение города Москвы
«Технологический колледж № 21»
(ГБПОУ ТК № 21)
Специальность: 23.02.03 «Техническое обслуживание и
ремонт автомобильного транспорта»
ВЫПУСКНАЯ КВАЛИФИКАЦИОННАЯ РАБОТА
на тему: РЕМОНТ РАСПРЕДЕЛИТЕЛЬНОГО
ВАЛА ЛЕГКОВОГО АВТОМОБИЛЯ ВАЗ 2170 ПРИОРА В АВТОРЕМОНТНЫХ МАСТЕРСКИХ
Выполнил:
студент
группы Т41/42
Смехнов
М.Д.
Научный
руководитель ВКР
_____________Машков
А.А.
Нормоконтроль ________________________О.Ю.
Лушникова
Графический контроль
__________________М.Н. Спиридонова
2019
СОДЕРЖАНИЕ
ВВЕДЕНИЕ. 3
ГЛАВА 1 ГАЗОРАСПРЕДЕЛИТЕЛЬНЫЙ МЕХАНИЗМ ДВИГАТЕЛЯ ЛЕГКОВОГО
АВТОМОБИЛЯ.. 6
1.1 Назначение, устройство, принцип работы
распределительного вала двигателя автомобиля. 6
1.2 Методы ремонта и способы восстановления деталей класса
круглый стержень. 8
ГЛАВА 2 РЕМОНТ РАСПРЕДЕЛИТЕЛЬНОГО ВАЛА ДВИГАТЕЛЯ
АВТОМОБИЛЯ ВАЗ 2170 ПРИОРА В АВТОРЕМОНТНОЙ МАСТЕРСКОЙ. 18
2.1 Классификация, устройство, материал распределительного
вала легкового автомобиля ВАЗ 2170. 18
2.2 Способы ремонтных работ распределительного вала
двигателя легкового автомобиля ВАЗ 2170 Приора в авторемонтных мастерских. 25
ЗАКЛЮЧЕНИЕ. 31
ИСПОЛЬЗОВАННЫЕ ИСТОЧНИКИ.. 32
ПРИЛОЖЕНИЕ 1. 33
ВВЕДЕНИЕ
Газораспределительный
механизм – сокр. от ГРМ. Служащий для своевременного открытия и закрытия клапанов
при помощи распределительного вала (распредвала) и кулачкового механизма. Распредвал
имеет жёсткую синхронизацию вращения с коленвалом, реализованную с помощью зубчато-ремённой
или цепной передачи.
Ремонт автомобилей
является объективной необходимостью, которая обусловлена техническими и экономическими
причинами.
Длительность простоев автомобилей в техническом обслуживании и
ремонте, затраты труда и средств на их осуществление в значительной мере определяется
действующей в настоящее время системой технического обслуживания и ремонта. Составляющими
элементами этой системы являются периодичность, виды и содержание технических воздействий,
принятые организованные формы и методы соответствующих ремонтных работ, обеспечение
запасными частями и др.
С пробегом износостойкость деталей уменьшается, поэтому необходимо
восстанавливать их прочность, прибегая к восстановительным работам. Делать это можно
разными способами: наплавкой, напылением, сваркой. Рассмотрим такой вид ремонта
как наплавку.
Актуальность данный темы заключается
в том, что ремонт детали производить выгоднее, чем покупать новую деталь. Стоимость
новой детали, а конкретно Распредвала 5 500 рублей, а ремонт составляет 2500 рублей,
что является более выгодным чем покупка новой детали, плюс установка данной детали
на автотранспортное средство.
Объект
исследования: легковой автомобиль ВАЗ 2170 Приора
Предмет исследования: ремонт распределительного вала.
Цель: разработка рекомендации
по ремонту распределительного вала легкового автомобиля ВАЗ 2170 Приора.
Задачи:
1. Систематизировать теоретический материал
назначения, устройства, принципа работы распределительного вала легкового автомобиля.
2. Проанализировать материал по методам и
способам восстановления деталей.
3. Представать анализ по классификации, устройству,
материалам распределительного вала легкового автомобиля ВАЗ 2170 Приора.
4. Способы ремонта распределительного вала
двигателя легкового автомобиля ВАЗ 2170 Приора в авторемонтных мастерских.
Основной функцией
распределительного вала (распредвала) является обеспечение открытия/закрытия
впускных и выпускных клапанов, при помощи которых осуществляется подача ТВС (топливовоздушной
смеси) и вывод образовавшихся газов. Распредвал является главной деталью ГРМ (газораспределительного
механизма), принимающей участие в сложном процессе газообмена в автомобильном двигателе.
Современный ГРМ может оснащаться
одним или двумя распредвалами. В механизме с одним валом сразу обслуживаются все
клапаны впуска и выпуска (по 1 клапану впуска и выпуска на цилиндр). В механизме,
оснащенном двумя валами, один распредвал запускает клапаны впуска, другой вал –
клапаны выпуска (по 2 клапана впуска и выпуска на цилиндр).
Расположение
газораспределительного механизма напрямую зависит от типа автомобильного двигателя.
Различают ГРМ с верхним клапанным расположением (в цилиндровом блоке) и с нижним
клапанным расположением (в головке цилиндрового блока).
Наиболее
распространенным вариантом является верхнее расположение, благодаря чему возможно
осуществить эффективную настройку и обслуживание распределительного вала.
Принцип действия и устройство
распредвала.
Распределительный
вал соединяется с коленвалом при помощи цепи или ремня, надетого на шкив распредвала
и звездочку коленчатого вала. Вращательные движения вала в опорах обеспечивают специальные
подшипники скольжения, благодаря этому вал воздействует на клапана, запускающие
работу клапанов цилиндров. Этот процесс происходит в соответствии с фазами образования
и распределения газов, а также рабочим циклом двигателя.
Установка
фаз распределения газов происходит согласно установочным меткам, которые имеются
на шестернях или шкиве. Правильная установка обеспечивает соблюдение последовательности
наступления рабочих циклов двигателя.
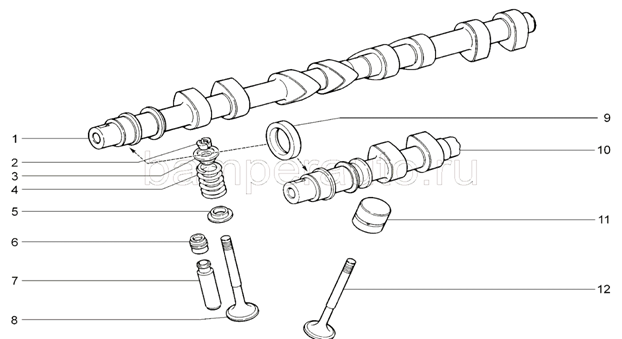
Основной
деталью распредвала являются кулачки. При этом количество кулачков, которыми оснащается
распредвал, зависит от количества клапанов. Основное назначение кулачков – осуществление
регулировки фаз процесса газообразования. В зависимости от типа конструкции ГРМ
кулачки могут взаимодействовать с коромыслом или толкателем, рисунок 1.
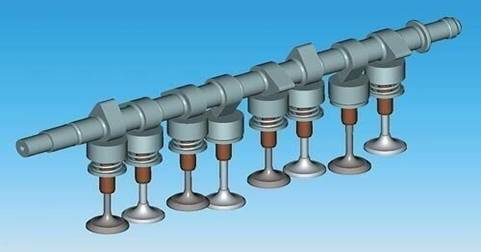
Рисунок 1 – Распределительный вал
Кулачки
устанавливаются между опорными шейками, по два на каждый цилиндр двигателя. Распредвалу
во время работы приходится преодолевать сопротивление пружин клапанов, которые служат
возвратным механизмом, приводя клапана в исходное (закрытое) положение.
Опоры
распределительных валов оснащены крышками, при этом передняя крышка является общей.
Она имеет упорные фланцы, которые соединяются с шейками валов.
Распредвал
изготавливается одним из двух способов – ковкой из стали или литьем из чугуна.
К классу деталей «круглые стержни» относятся детали, которые
имеют цилиндрическую форму, и когда их длина значительно превышает диаметр. К таким
деталям относятся поршневые пальцы, оси привода сцепления, валики водяного насоса,
шкворни, оси блока шестерен заднего хода, толкатели, валы коробок передач, карданные
валы и крестовины карданов, валы и полуоси задних мостов, поворотные цапфы, валы
рулевого управления, впускные и выпускные клапаны, коленчатые и распределительные
валы и др. Они изготавливаются из конструкционных среднеуглеродистых и легированных
сталей, высокопрочного чугуна. В зависимости от назначения и условий работы детали
данного класса могут иметь шейки, отверстия, резьбу, шпоночные канавки, шлицы, выточки,
галтели, зубья, кулачки, торцовые поверхности, фланцы и другие поверхности, работающие
при различных видах трения и нагрузках. Рабочие поверхности в большинстве случаев
подвергают закалке токами высокой частоты или цементации с последующей закалкой
и низкотемпературным отпуском.
ГРМ является одной из двух главных систем двигателя, для его ремонта используется
метод комплексных бригад.
Метод комплексных бригад характеризуется
тем, что за определенной группой техники предприятия автомобильного транспорта закрепляется
комплексная бригада, выполняющая по этой группе деталей ремонт. Такая бригада укомплектовывается
исполнителями различных специальностей, необходимых для выполнения всех работ. Основным
преимуществом метода комплексных бригад является бригадная ответственность за качество
работ по ремонту закрепленных за бригадой деталей.
При нормальных условиях эксплуатации
основной дефект деталей этого класса — износ. Перегрузка и усталость металла, нарушение
смазки трущихся поверхностей вызывают нагрев и деформацию детали, интенсивный износ,
задиры и схватывание на поверхностях трения. Следствием усталости материала детали
может быть их поломка. Большое разнообразие внешних факторов, воздействующих на
условия работы деталей, приводит к изменению скорости изнашивания их поверхностей
и случайному сочетанию дефектов. Характерные дефекты — это износ шеек, повреждение
или износ резьбовых поверхностей, неплоскостность, биение привалочных поверхностей
фланцев, износ гнезд под подшипники, износ эксцентриков и кулачков, износ шлицов,
повреждения установочных поверхностей, износ зубьев.
Трещины на шейках деталей
являются одной из основных причин их выбраковки. Износ поверхностей детали устраняется
различными способами — обработкой под ремонтный размер, пластической деформацией,
установкой дополнительной ремонтной детали, накаткой, наплавкой, напылением металлов
и полимеров и др. На выбор способа восстановления поверхностей деталей влияют
условия работы детали, качество ее поверхности, производственная программа и экономическая
целесообразность. Последовательность операций типового технологического
процесса ремонтного восстановления деталей класса «круглые стержни» приведена в
Таблица 1.
Таблица 1 - Последовательность
операций типового технологического процесса ремонтного восстановления деталей
класса «круглые стержни»
|
Операция
|
Оборудование
|
|
Исправление центровых отверстий
|
Токарный или центровочный
станок
|
|
Устранение радиального биения
|
Пресс
|
|
Устранение поврежденной или
изношенной резьбы
|
Токарный станок
|
|
Наплавка резьбовых и шлицевых
поверхностей, заварка шпоночных пазов
|
Установка для наплавки
|
|
Правка деталей после наплавки
(по потребности)
|
Пресс, Токарный станок
|
|
Механическая обработка
наплавленных поверхностей (резьбовых, шлицевых, шпоночных пазов и гладких
отверстий)
|
Токарный, фрезерный,
сверлильный станки
|
|
Предварительная и окончательная
обработка поверхностей, подлежащих сопряжению с ДРД
|
Токарный станок
|
|
Наплавка шеек
|
Установка для наплавки
|
|
Правка деталей после наплавки
(по потребности)
|
Пресс, Токарный станок
|
Неисправности
распределительного вала. Поводом для того, чтобы осуществить полноценную проверку
распредвала, может являться стук данной детали. Конечно, допускать подобного не
стоит. Однако если стук все-таки начал проявляться, необходимо понимать, какие именно
причины могут за ним скрываться.
Ниже список
типичных неисправностей:
1. Износ кулачков распределительного вала. Если
причиной стука действительно являются кулачки, то в начале непривычный звук вы будете
слышать лишь во время запуска двигателя. Но чем больше они будут изнашиваться, тем
чаще и интенсивнее будет проявляться звук, в том числе и во время работы прогретого
двигателя.
2. Износ
подшипников распределительного вала.
3. Неисправности
постели детали, которые чаще всего бывают механическими.
4. Не отрегулирован
процесс подачи топлива, что при очень быстром включении зажигания будет вызывать
стуки пальцев распредвала.
5. Деформация
детали в результате детонационного сгорания топливной смеси – будет происходить
осевое биение.
6. Перелом шейки распредвала.
7. Трещина на опоре детали.
8. Использование некачественного моторного масла, которое содержит
в себе примеси.
9. Выход из строя сальник распредвала.
Большинство изношенных валов
имеют прогиб, значение которого контролируют при установки их крайними коренными
шейками на призмы индикатором, который закреплен на штативе. Вал поворачивают в
призмах вручную, наблюдая за показаниями индикатора. Разность между крайними показаниями
индикатора за один оборот коленчатого вала представляет собой значение прогиба.
Если прогиб превышает значение, указанное в технических условиях, то его устраняют
правкой. Если значение прогиба меньше, то вал не правят, а шлифуют под ремонтный
размер.
Проверка технического состояния
детали. Поверхности опорных
шеек распределительного вала, кулачков и эксцентрика должны быть хорошо отполированы
и не должны иметь повреждений.
Установить распределительный вал крайними шейками на две призмы, помещенные
на поверочной плите, и замерить индикатором радиальное биение остальных шеек, которое
не должно превышать 0,02 мм.
Корпусы подшипников распределительного вала не должны иметь трещин. На опорных
поверхностях под шейки распределительного вала не должно быть задиров и царапин.
Проверить зазор между шейками распределительного вала и отверстиями опор. Зазор
определяется расчетом после промера шеек и отверстий в опорах на головке цилиндров
с установленными корпусами подшипников.
Для определения зазора также можно воспользоваться калиброванной пластмассовой
проволокой следующим образом:
– тщательно очистить шейки распределительного вала и опорные поверхности головки
цилиндров и корпусов подшипников. Удалить толкатели клапанов из головки цилиндров;
– уложить распределительный вал в опоры головки цилиндров и поместите на шейки
отрезки пластмассовой проволоки;
– установить корпусы подшипников и затяните гайки их крепления в два приема
моментом 21,6 Н·м (2,2 кгс·м); – снять корпусы подшипников
и в зависимости от величины сплющивания проволоки по шкале на упаковке определите
величину зазора.
Расчетный зазор для новых деталей – 0,069–0,11 мкм, а максимально
допустимый (износ) должен быть не более 0,2 мкм. Зубчатый ремень. Поверхность зубчатой
части должна быть с четким профилем зубьев без износа, без складок, трещин, подрезов
и отслоений ткани от резины. На любой поверхности ремня не допускаются следы попадания
масла. На торцевых поверхностях не должно наблюдаться расслоения и разлохмачивания,
но незначительное выступание бахромы ткани допускается. Поверхность
плоской наружной части должна быть ровной без складок, трещин, углублений и выпуклостей.
Правка вала методом статического
изгиба. При данном методе
правку проводят на гидравлических прессах путем нагружения и разгружения вала. В
зависимости от прогиба и опыта правильщиков зависит число нагружений, их величина
и направление. Процесс нагружения повторяют до тех пор, пока прогиб оси вала не
станет меньше допустимого. Недостаток данного метода — это снижение усталостной
прочности и пластичности вала, так как в зоне галтелей шатунных шеек могут развиваться
старые и зарождаться новые микро- и макротрещины, а также возможен возврат прогиба.
Правка вала методом чеканки. Этот метод наиболее успешно следует применять
для правки валов двигателей с рядным расположением цилиндров, имеющих аварийные
прогибы до 0,75 мм (биение 1,5 мм). Снижение усталостной прочности не наблюдается,
сохраняется высокая стабильность формы детали в эксплуатации.
Устранение деформации распредвала. Этот дефект устраняется способом поэлементной
холодной правки, которая позволяет привести в порядок как стальные, так и чугунные
распредвалы.
Биение (изгиб) распредвала устраняют при помощи пресса. При этом
методе естественным образом должны быть учтены допуски производителя распредвала,
относительно допустимого биения.
После устранения биения обязательно производится динамическая
балансировка. Иначе все усилия были напрасны. Восстановление распредвалов таким
методом производится на специальных станках.
Восстановление кулачков распредвала и износ шейки устраняется таким методом,
как напыление распредвала либо шлифовкой.
Изношенный кулачок шлифуется до вывода износа и восстановления
профиля. Не следует забывать, что после шлифовки кулачка высота подъёма клапана
не должна измениться. Иначе будет нарушен процесс фаз газораспределения.
Восстановление кулачков распредвала методом шлифовки, рекомендуется
выполнять всего один раз. В противном случае нарушается радиус вершины кулачка,
и, соответственно, происходит сбой фазы газораспределения. То есть, следующим этапом,
после первого ремонта распредвала, служит замена распредвала.
Для опорных шеек распредвала применяется расточка (шлифовка) до уменьшенных
ремонтных размеров. При этом варианте ремонта распредвала, затем применяются втулки.
Если же шейки наращивают, то другие детали растачивают под их размер. Для небольшого
слоя наращивания применяется хромирование шеек.
Реставрация методом напыления распредвала производится с применением
порошковой проволоки многокомпонентного состава (алюминий – цинк). После процедуры
напыления распредвала твёрдость покрытия не уступает заводским параметрам. Но, специалисты
не рекомендуют проводить ремонт методом напыления более одного раза.
Плюсы:
1. Небольшой нагрев детали (120-180 °C).
2. Высокая производительность процесса.
3. Высокая износостойкость процесса.
4. Простота технического-процесса.
5. Возможность нанесения 0,1-10 мм.
Минусы:
1. Пониженная механическая прочность покрытия.
2. Сравнительно невысокая прочность сцепления
покрытия.
Способы напыления: газоплазменное, электродуговое, высокочастотное,
детонационное, плазменное.
Газоплазменное. Производится при помощи специальных аппаратов, в которых плавление
напыляемого металла производится ацетилено - кислородным пламенем,
а его распыление – струей сжатого воздуха. Напыляемый материал в виде проволоки
подаётся через центральное отверстие горелки и, попадая в зону пламени с наиболее
высокой температурой расплавляется. Проволока подаётся с постоянной скоростью роликами,
приводимыми в движение встроенной в аппарат воздушной турбинкой через червячный
редуктор. В качестве напыляемого материала применяют так же металлические порошки,
которые поступают в горелку из бункера с помощью транспортного газа (воздуха),
рисунок 2.
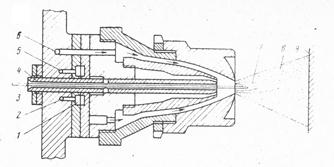
Рисунок
2 – Распылительная головка
Распылительная головка газопламенного проволочного аппарата
для напыления:
1)
смесительная
камера;
2)
канал
подвода кислорода;
3)
проволока;
4)
направляющая
втулка;
2)
канал
подвода ацетилена;
3)
воздушный
канал; ацетиленокислородное пламя;
4)
ацетиленно-
кислородное пламя;
5)
газометаллическая
струя;
6)
напыляемая
поверхность детали.
Распылительная головка газопламенного порошкового аппарата для
напыления, рисунок 3:
1) сопло;
2) факел газового пламени;
3) напылённое покрытие;
4) напыляемая поверхность;
2) канал подвода кислорода
и горючего газа;
3) транспортирующий газ;
4) напыляемый порошок.
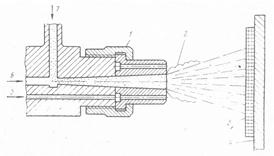
Рисунок 3 – Распылительная головка
Электродуговое. Производится аппаратами, в которых
распыление металла осуществляется электрической дугой, горящей между двумя проволоками,
а распыление - струёй сжатого воздуха. Привод для подачи проволоки в зону горения
электрической дуги в ручных аппаратах осуществляется от воздушной турбинки, в станочных
- от электродвигателя, рисунок 4 .
Рисунок
4 – Схема электродугового напыления
Схема электродугового напыления:
1. напыляемая поверхность;
2. направляющие наконечники;
3. воздушное сопло;
4. подающие ролики;
5. проволока;
6. сжатый газ.
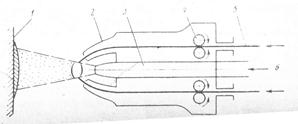
Высокочастотное. Основано на использовании принципа
индукционного нагрева при плавлении исходного материала покрытия (проволоки). Распыление
расплавленного металла производится струёй сжатого воздуха. Головка высокочастотного
аппарата для напыления имеет индуктор, питаемый от генератора ТВЧ и концентратор
тока, который обеспечивает плавление проволоки на небольшом участке её длины,
рисунок 5.
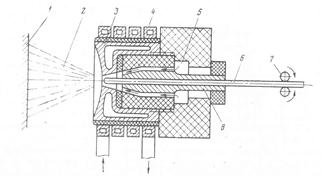
Рисунок 5 – Распылительная головка
Распылительная головка высокочастотного аппарата для напыления:
1) напыляемая поверхность;
2) газометаллическая струя;
3) концентратор тока;
4) индуктор, охлаждаемый водой;
2) воздушный канал;
3) проволока;
4) подающие ролики;
5) направляющая втулка.
Детонационное напыление. Расплавление металла, его распыление и перенос
на поверхность детали достигается за счёт энергии взрыва смеси газов ацетилена и
кислорода. При напылении металла, камеру охлаждаемого водой ствола аппарата для
напыления попадаются в определённом соотношении ацетилен и кислород. Затем в камеру
вводится с помощью струи азота напыляемый порошок. Газовую смесь поджигают электрической
искрой. Взрывная волна сообщает частичкам порошка высокую скорость полёта, которая на расстоянии 75 мм от среза ствола достигает скорости
в 800м/с., рисунок 6.
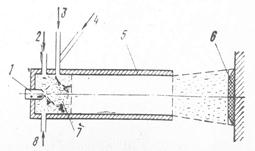
Рисунок 6 – Схема детонационного напыления
Схема детонационного напыления:
1) электрическая свеча;
2) подача кислорода;
3) сжатый азот;
4) металлический порошок;
2) ствол;
3) напыленный металл;
4) камера взрыва;
5) подача ацетилена.
Вывод: техническое состояние элементов системы ГРМ во многом зависит
характер работы, надежность и ресурс двигателя. Поэтому важно тщательно следить
за их работой и не забывать проверять исправность деталей.
Соблюдение нормативно-правовой
документации дает возможность грамотно организовать ремонт автомобильного транспорта.
Общество
с ограниченной ответственностью
«СпецИнжТехника»
Московская область, г. Лобня, ул. Горки Киовские, 49
телефон: (495) 963-45-44; 963-45-72
____________________________________________________________________
Охрана труда на
предприятии (СТО) ТО и ТР автомобилей производится в специально отведенных
местах (постах), оснащенных необходимыми приборами и приспособлениями,
инвентарем, оборудованием и инструментом, в том числе специализированным,
предусмотренными определенным видом работ. На посты ТО и ТР автомобили должны
подаваться чистыми и в сухом состоянии. Постановка автомобилей на посты ТО и ТР
осуществляется под руководством мастера или начальника участка. Не допускается
въезжать в помещения стоянки, ТО и ТР на автомобиле, габариты которого
превышают указанные над въездными воротами. Автомобиль, установленный на напольный
пост ТО и ТР, необходимо надежно закрепить путем установки не менее двух упоров
под колеса, затормозить стояночным тормозом, при этом рычаг коробки переменных
передач должен быть установлен в нейтральное положение, на автомобилях с
бензиновыми двигателями следует выключить зажигание, а на автомобилях с
дизельными двигателями перекрыть подачу топлива. Во всех случаях кнопка массы
автомобиля должна быть выключена. На рулевое колесо должна быть вывешена
табличка с надписью: «Двигатель не запускать! Работают люди!». На автомобилях,
имеющих дублирующее устройство для пуска двигателя, аналогичная табличка должна
вывешиваться у этого устройства. Перемещение автомобилей с помощью подъемников
необходимо производить в соответствии с требованиями паспортов-инструкций
подъемников. При обслуживании автомобиля на подъемнике (гидравлическом,
электромеханическом) на пульте управления подъемником должна быть вывешена
табличка с надписью: «Не трогать - под автомобилем работают люди!». Перед
вывешиванием подвижного состава с помощью грузоподъемных машин и механизмов все
другие работы на нем должны быть прекращены, а исполнители этих работ должны
быть удалены на безопасное расстояние.
В рабочем или подмятом
положении плунжер гидравлического подъемника должен надежно фиксироваться
упором или штангой, гарантирующим невозможность самопроизвольного опускания
подъемника. Посты ТО на поточных линиях с принудительным передвижением
автомобилей должны быть оборудованы: сигнализацией (световой, звуковой),
предупреждающей работающих на линии обслуживания о начале передвижения
автомобиля с поста на пост устройством, обеспечивающим остановку передвижения с
любого поста Передвижение автомобилей с поста на пост разрешается только после
получения сигналов со всех постов об окончании работы и подачи на все посты
сигнала, предупреждающего о начале передвижения. При работе с высоко
расположенными деталями или агрегатами автомобилей следует применять устойчивые
специальные подставки. Не допускается пуск двигателя автомобиля на постах
технического обслуживания и ремонта ремонтным рабочим, кроме
водителя-перегонщика, а также бригадира или слесаря, назначаемых приказом по
организации и инструктируемых каждый квартал. Перед проведением работ,
связанных с проворачиванием коленчатого и карданного валов, необходимо
дополнительно проверить выключение зажигания (перекрытие подачи топлива для
дизельных автомобилей), нейтральное положение рычага переключения передач,
освободить рычаг стояночного тормоза. После выполнения необходимых работ
автомобиль следует затормозить стояночным тормозом. Не допускается
проворачивать карданный вал при помощи лома или монтажной лопатки. Рабочие,
производящие обслуживание и ремонт автомобилей, должны обеспечиваться
соответствующими исправными инструментами и приспособлениями. При необходимости
выполнения работ под автомобилем, находящимся вне осмотровой канавы,
подъемника, эстакады, рабочие должны обеспечиваться лежаками. Работать лежа на
полу или земле без лежака не допускается. При вывешивании части автомобиля,
прицепа, полуприцепа подъемными механизмами (домкратами, талями и тому
подобным), кроме стационарных, необходимо вначале подставить под не поднимаемые
колеса противооткатные упоры, вывесить автомобиль, подставить под вывешенную
часть козелки и опустить на них автомобиль. Перед вывешиванием задней оси
расцепленного двухосного прицепа необходимо его поворотный круг зафиксировать
стопорным устройством. Не допускается: выполнять какие-либо работы на
автомобиле, прицепе, полуприцепе, вывешенном только на одних подъемных
механизмах, кроме специальных разработанных подъемников, обеспечивающих безопасность
их эксплуатации без дополнительных подставок при соблюдении требований,
изложенных в инструкциях по эксплуатации этих подъемников находиться в
осмотровой канаве, под эстакадой при перемещении по нему обслуживаемых
транспортных средств подкладывать под вывешенный автомобиль, прицеп, полуприцеп
вместо козелков диски колес, кирпичи и прочие случайные предметы снимать и
ставить рессоры на автомобилях, прицепах, полуприцепах всех конструкций и типов
без предварительной их разгрузки от массы кузова путем вывешивания кузова с
установкой козелков под него или раму автомобиля проводить техническое
обслуживание и ремонт автомобиля при работающем двигателе, за исключением
отдельных видов работ, технология проведения которых требует пуска двигателя
поднимать или вывешивать автомобиль за буксирные приспособления, крюки путем
захвата за них тросами, цепью или крюком подъемного механизма снимать,
устанавливать и транспортировать агрегаты при зачаливании их тросами или
канатами поднимать, даже кратковременно, грузы массой более чем это указано на
табличке данного подъемного механизма поднимать груз при косом натяжении троса
или цепей работать на неисправном оборудовании, а также с неисправными
инструментами и приспособлениями самому производить устранение неисправностей
оборудования оставлять инструмент и детали на краях осмотровой канавы Ремонт,
замена подъемного механизма кузова автомобиля-самосвала, самосвального прицепа
или, долив в него масла, должны производиться после установки под поднятый
кузов специального дополнительного упора, исключающего возможность падения или
самопроизвольного опускания кузова. Не допускается: работать под поднятым
кузовом автомобиля-самосвала, самосвального прицепа без специального
дополнительного упора использовать случайные подставки и подкладки вместо
специального дополнительного упора работать с поврежденными или неправильно
установленными упорами пускать двигатель и перемещать автомобиль при поднятом
кузове производить ремонтные работы под поднятым кузовом автомобиля-самосвала,
самосвального прицепа без предварительного его освобождения от груза При
ремонте и обслуживании автобусов и грузовых автомобилей рабочие должны быть
обеспечены подмостями или лестницами-стремянками. Применять приставные лестницы
не разрешается. Подмости должны быть устойчивыми и иметь поручни и лестницу.
Металлические опоры подмостей должны быть надежно связаны между собой. Доски
настила подмостей должны быть уложены без зазоров и надежно закреплены. Концы
досок должны находиться на опорах. Толщина досок подмостей должна быть не менее
40 мм. Переносные лестницы-стремяки должны иметь врезные ступеньки шириной не
менее 150 мм. Не допускается применять лестницы с набивными ступеньками.
Лестница-стремянка должна быть такой длины, чтобы рабочий мог работать со ступеньки,
отстоящей от верхнего конца лестницы не менее, чем на один метр. Нижние концы
лестницы должны иметь наконечники, препятствующие ее скольжению. Убирать
рабочее место от пыли, опилок, стружки, мелких металлических обрезков
разрешается только щеткой. Не допускается сдувать пыль, опилки, стружку, мелкие
обрезки сжатым воздухом. При работе на поворотном стенде (опрокидывателе)
необходимо предварительно надежно укрепить автомобиль на нем, слить топливо из
топливных баков и жидкость из системы охлаждения, плотно закрыть масло заливную
горловину двигателя и снять аккумуляторную батарею, все незакрепленные предметы
из кузова, кабины и салона следует удалить.
Техника безопасности
при ТО и ремонте
Техника безопасности для
слесаря ремонтника.
1. При работе возможно
воздействие следующих опасных производственных факторов: травмы при работе
неисправным инструментом, травмирование ног при падении деталей и узлов,
превышение предельно допустимой нагрузки при переноске тяжести, отравление и
ожоги при использовании легковоспламеняющейся жидкости.
2. При работе слесарь
ремонтник должен использовать спец. одежду.
3. В слесарно-монтажной
мастерской должна быть медицинская аптечка с набором медикаментов и
перевязочных средств для оказания первой медицинской помощи при травмах.
4. При работе в
слесарно-монтажной мастерской необходимо соблюдать правила пожарной
безопасности, знать средства расположений первичных средств пожаротушения. В
слесарно-монтажной мастерской должен быть огнетушитель и ящик с песком.
5. Перед началом работы
необходимо одеть спец. одежду.
6. Изучить порядок
выполнения и безопасность.
7. Подготовить к работе
оборудование, инструменты и приспособления проверить их исправность.
8. Быть внимательным,
правильно выполнять трудовые приемы.
9. Работать только исправным
инструментом и приспособлением.
10. Гаечные ключи
применять только в соответствии только по размеру гаек и болтов. Запрещается
наращивать ключи, использовать прокладки, ударять по ключу, разводные ключи не
должны иметь люфта в подвижных местах.
11. Отвертки следует
применять в соответствии с шириной шлица винта.
12. При разборке и сборке
агрегатов узлов следует применять съемные приспособления указаны в
конструкционной карте.
13. Снятые детали или
узлы необходимо складывать на верстак, длинные детали валы, полуоси запрещается
ставить вертикально во избежание их падения и травмирования людей.
14. Для подъема установки
и снятия деталей и агрегатов массой более 15кг должны применяться подъемные
приспособления. Для перемещения узлов и деталей массой более 15кг необходимо
использовать тележки со стойками и упорами.
15. Во избежание
отравлений и возникновения пожара запрещается применять для промывки деталей
бензин.
16. При обработке деталей
необходимо надежно закреплять их в тисках.
Устройство
Коленчатый
вал отлит из специального высокопрочного чугуна. Коренные и шатунные шейки вала
прошлифованы. Для смазки шатунных вкладышей в коленчатом валу просверлены
масляные каналы, закрытые заглушками. Для уменьшения вибрации служат восемь
противовесов, расположенные на коленчатом валу. Радиус кривошипа коленчатого
вала двигателя мод. 21126 на 2,3 мм больше, чем у двигателя мод. 2112, за счет
чего ход поршня увеличился с 71 до 75,6 мм. Для различия валов на одном из
противовесов коленчатого вала двигателя ВАЗ-21126 отлита маркировка «11183». На
переднем конце коленчатого вала установлены масляный насос, зубчатый шкив ремня
привода распределительных валов и шкив привода генератора со встроенным
демпфером крутильных колебаний. На заднем конце коленчатого вала расположен
маховик, отлитый из чугуна. На маховик напрессован стальной зубчатый обод.
Распределительные
валы установлены в опорах, выполненных в верхней части головки блока, и в одном
общем корпусе подшипников, закрепленном болтами на головке блока.
Распределительные валы отлиты из чугуна. Шкивы распределительных валов
двигателя 21126 отличаются от шкивов двигателя 2112 смещенными на 2° метками
установки фаз газораспределения. Для уменьшения износа рабочие поверхности
кулачков и поверхности под сальник термообработаны - отбелены. Кулачки
распределительных валов через толкатели приводят в действие клапаны. Двигатель
21126 оснащен гидротолкателями клапанов, которые автоматически компенсируют
зазоры в приводе клапанов. У этого двигателя в процессе эксплуатации не нужно регулировать
зазоры в клапанном механизме.
В
двигателе по четыре клапана на цилиндр: два впускных и два выпускных.
Направляющие втулки и седла клапанов запрессованы в головку блока. Направляющие
втулки, кроме того, снабжены стопорными кольцами, удерживающими их от
выпадания. На направляющие втулки установлены маслосъемные колпачки,
уменьшающие попадание масла в цилиндры.
На
каждом клапане установлено по одной пружине. Распределительные валы приводятся
в действие резиновым зубчатым ремнем от коленчатого вала.
Классификация
В
стандартном моторе ВАЗ с 16 клапанами распредвал открывает клапаны на 7.6 мм на
впуске, и столько же на выпуске. Фаза открытия клапанов 256 градуса. Такие
распредвалы дают на моторе объёмом 1.5 литра мощность в 91 лошадиную силу.
Фаза открытия
достаточно большая, но подъём рассчитан на тягу с низких оборотов. На заводе
уделили больше внимания городской езде, и максимальная мощность и скорость
стандартного автомобиля искусственно ограничена в угоду неспешной езде и
стоянию в пробках.
16 клапанный
мотор имеет огромный скрытый потенциал для увеличения мощности, высота подъёма
клапана может доходить до 14 мм, почти в 2 раза больше, чем на стандартном.
Установка для высококачественной
электродуговой наплавки изношенных валов УН-2Г имеет преимущества, т.к. за счет автоматизации рабочего процесса исключает
необходимость специальной профессиональной подготовки.
Качество
подготовки и проведение процесса наплавки обеспечивает отсутствие брызг,
перегрева деталей.
Использование
установки в среде защитных газов безопасно, в связи с применением
автоматической системы принудительного охлаждения сварочного инструмента. Все
это позволяет увеличить срок службы инструмента, делает процесс надежным,
безопасным, и технологически совершенным, таблица 2.
Таблица 2
- Сравнения наплавочного оборудования
|
Наименование
|
Рисунок
|
Характеристика
|
|
Установка
У-653
|

|
Сварочный ток, А в пределах 160-1000
Скорость подачи электродной проволоки, м/ч в пределах
16-553
Диаметр электрода: сплошная проволока, мм в пределах
1,2-3,0
Диаметр электрода: порошковая проволока, мм в пределах
1,2-3,6
диаметр, мм, наплавляемой детали 30-950
длина, мм не более, наплавляемой детали 1300
масса, кг не более, наплавляемой детали 250
ЦЕНА 115 000 руб.
|
Продолжение таблицы 2
|
УНК-117-1-2000
|

|
Диаметр детали, мм 40-1100
Длина детали, мм до 2000
Вес детали, кг до 3000
Скорость вращения, об/мин
Скорость горизонт. 0,1-3,5
перемещ., мм/мин 0,6-50
ЦЕНА: 102 000 руб
|
|
|

|
Наружный
диаметр наплавляемой поверхности, не менее, мм 560
Длина наплавки, не менее, мм 100
Максимальный вес наплавляемой изделия, не более,
кг 180
Напряжение питающей сети 3-х фазного переменного
тока, В 380
Источник сварочного тока ВДУ-506С или Linkoln Electric
Пределы регулирования сварочного тока, А 50…500
Цена:
80 000 руб.
|
С точки зрения механической обработки деталь имеет недостатки: её нельзя обрабатывать
проходным резцом, из-за твёрдости поверхности вала, его можно обрабатывать только
шлифованием, другими способами обработки невозможно добиться нужной точности и качества
обработанной поверхности. Кулачки распределительного вала обрабатываются на копировально-шлифовальном
станке, таблица 3.
Таблица 3 - Маршрутизация процесса восстановления
распределительного вала
|
Операция
|
Оборудование
|
|
·
Правка центровых отверстий.
·
Шлифовка изношенных шеек до устранения следов износа.
·
Промыть деталь от стружки абразива и просушить.
·
Измерить деталь и определить толщину слоя, который необходимо нарастить.
·
Обезжирить деталь перед осталиванием.
·
Заизолировать места не подлежащие осталиванию.
·
Нарастить шейку до необходимого размера.
·
Промыть деталь от остатков электролита и просушить.
·
Наплавить шейку под распределительную шестерню с учетом допусков
на обработку.
·
Шлифовать шейку до размера.
·
Обработка торца и фасок.
·
Шлифовать шейку.
·
Шлифовать остальные шейки до размера.
·
Промыть и просушить деталь.
|
·
Станок 1К62
·
Станок шлифовальный 3Б151
·
Ванна для мойки деталей УН-2Г
·
·
Ванна для обезжиривания деталей
·
·
Переоборудованный станок 1К62
·
Моечная ванна
·
·
Установка для
·
наплавки
·
Станок шлифовальный 3Б151
·
·
Станок шлифовальный 3Б151
·
Станок 3Б151
·
Ванна для мойки деталей УН-2Г
·
·
|
В остальном деталь достаточно технологична, допускает применение высокопроизводительных
режимов обработки, имеет хорошие базовые поверхности для первоначальных операций.
Технологический процесс восстановления
распределительных валов включает следующие операции: мойку распределительного вала,
снятие шестерни, правку и проверку биения распределительного вала, шлифовку шеек
вала под ремонтный размер, контроль размеров шеек, шлифовку кулачков цилиндров,
контроль профиля кулачков, изготовление паза под шпонку, установку шестерен, сдачу
распределительного вала ОТК.
Восстановление опорных шеек распределительного
вала производится шлифованием под ремонтный размер, а его кулачков — шлифованием
по копиру с целью восстановления профиля кулачков на копировально-шлифовальных станках
ЗА433 шлифовальным кругом ПП 600X20X305 марки Э46—60 СМ1—СМ2К. После шлифования
шейки и кулачки распределительного вала полируются полировальной лентой ЭБ220 или
пастой ГОИ № 10.
Вывод:
ремонт распределительного
вала выполняется после
длительной эксплуатации. Распределительный вал снимают, все его детали промывают в керосине
и продувают сжатым воздуха, в зависимости от повреждений, выполняются различные
работы по их устранению и приведения детали в допустимое состояние.
Охрана труда и техника
безопасности при проведении станочных и сварочных работ
1. Станочные работы
Техника безопасности при проведении
станочных работ
1. Приступая к работе на станках,
необходимо убедиться, что все движущиеся части станка закрыты кожухами.
2. Смазывают, чистят механизмы
и узлы только при остановленном станке.
3. Нельзя сдувать и удалять
стружку руками. Для этого стоит использовать щётки.
4. Работать следует в головном
уборе, комбинезоне или халате с хорошо застёгивающимися рукавами.
5. Шлифовальный станок оборудуют
устройством для отсоса пыли. Для защиты глаз предусматривают прозрачные экраны или
очки.
6. При шлифовании в качестве
упора применяют регулируемый подручник.
2. Сварочные работы
Техника безопасности при
наплавочных работах
1. Если ремонт дорожных машин проводят в
помещениях, то необходимо отводить специальные сварочные и наплавочные участки,
предусмотренные технологическим процессом.
2. Сварку (наплавку) мелких и средних деталей
на стационарных постах проводят в кабинах открытого типа. Площадь, занимаемая одним
постом, должна быть не менее 4 кв.м, ширина проходов между постами - не менее 1
м.
3. Помещения должны быть хорошо освещены.
4. Освещенность в рабочей плоскости (от светильников
общего освещения) на участках сварки (наплавки) должна быть не менее 50 лк при лампах
накаливания и 150 лк при люминесцентных.
5. Стены помещений и сварочные кабины должны
быть окрашены в светлые тона (серый, голубой), чтобы ослабить резкий контраст между
яркостью дуги и темными поверхностями стен.
6. Для газовой защиты при наплавке в углекислом
газе скорость движения воздуха, создаваемого местным отсосом, должна быть не более
0,5 м/с, а в среде аргона - не более 0,25 м/с.
7. В местах производства сварочных работ
применение и хранение огнеопасных материалов запрещается.
8. Все работы по смене, установке и регулировке
деталей разрешается производить только при выключенном общем рубильнике.
9. Под ногами у оператора (сварщика) должен
находиться резиновый коврик.
10.
Сварочные и наплавочные
установки должны быть надежно заземлены.
11.
Запрещается прикасаться
голыми руками к токоведущим частям, когда они находятся под напряжением.
12.
Электросварщики перед
началом сварки (наплавки) должны надевать шлемы или щитки.
13.
Светофильтры подбирают
в зависимости от силы сварочного тока. Замена светофильтров иными стеклами запрещена.
14.
По окончании работы
или при временных перерывах в работе сварочную установку надо выключать.
15.
Электросварщик должен
работать в сухой, целой и чистой спецодежде, обуви и в перчатках (рукавицах).
Проанализировав данную тему
работы, были выполнены поставленные
задачи и изучены основные положения по техническому осмотру и ремонту автомобильного
транспорта на предприятии.
В
процессе проделанной работы была раскрыта тема ремонта распределительного вала автомобиля
ВАЗ 2170 и произведено пояснение по выполнению технического обслуживания и ремонта
распределительного вала в итоге можно отметить, что на данный момент во время своевременного
ремонта автомобиля на специализированных станциях, где соблюдается требования нормативно
технической документацией, можно получить квалифицированную услугу, которая позволит
и дальше эксплуатировать автомобиль до следующих ремонтно-восстановительных работ.
Восстановление
распределительного вала дешевле при ремонте, чем при приобретении нового.
1.
Виноградов,
В.М. Технологические процессы ремонта автомобилей / В.М Виноградов. – Москва: Академия,
2015. – 95с.
2.
Власов,
В.М. Техническое обслуживание и ремонт автомобилей / В.М. Власов. – М., 2014. –
180С.
3.
Головин,
С.Ф. Эксплуатация и техническое обслуживание дорожных машин, автомобилей и тракторов
/ СФ Головин. – Москва: Академия, 2015. – 54с.
4. Карагодин, В.И. Ремонт
автомобилей и двигателей / В. И. Карагодин. - Москва: Академия, 2014. – 120с.
Интернет-ресурсы:
1.
ВРПОВПОРП [Электронный ресурс]. – Режим доступа: #"_Toc11666975">Приложение
1
Департамент образования города Москвы
Государственное бюджетное профессиональное
образовательное учреждение
ТЕХНОЛОГИЧЕСКИЙ КОЛЛЕДЖ № 21
по профессиональному
модулю ПМ 01
«Техническое
обслуживание и ремонт автотранспорта»
Специальность: 23.02.03 «Техническое обслуживание
и ремонт автомобильного транспорта»
Технологический процесс
Ремонт
распределительного
вала двигателя легкового
автомобиля ВАЗ 2170 Приора
Разработал: Смехнов М.Д.
Руководитель проекта: Машков А.А.
2019
|
Инв. № подл.
|
Подпись и дата
|
Взам. инв. №
|
Инв. № дубл.
|
Подпись и дата
|
ГОСТ 3. 1404-74
Форма 1
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Операционная карта
|
02.70.1360.02-02
|
|
|
|
|
Распределительный вал ВАЗ-2170
|
|
|
|
|
|
Ном. цеха
|
Ном.уча-стка
|
Ном.опера-ции
|
Наименование операции
|
Наименование и марка материала
|
|
|
|
|
|
|
045
|
Демонтажная
|
12ХН3А
|
|
|
|
Кол. одновр. обраб.деталей
|
Оборудование (наименование,
модель)
|
Приспособление (код и наименование)
|
|
|
|
|
|
|
|
|
|
|
|
№ перехода
|
Содержание перехода
|
Инструмент (код и наименование)
|
|
|
|
|
Основной
|
Вспомогательный
|
Измерительный
|
Тех. Условия
|
|
|
|
1
|
Снять шкивы распределительных валов.
|
|
|
|
Дигатель снят с автомобиля и прошел
УМР
|
|
|
|
2
|
Снять
натяжной и направляющий ролики.
|
|
|
|
|
|
|
|
3
|
Отвернуть болты крепления задней крышки ремня
привода ГРМ.
|
Торцовый ключ на 10
|
|
|
Точек воздействия 6
|
Снять крышку.
|
|
|
|
|
|
|
|
5
|
Снять крышку головки блока цилиндров.
|
|
|
|
|
|
|
|
6
|
Отвернуть болты крепления корпуса подшипников
распределительных валов.
|
Торцовый ключ на 10
|
|
|
Точек воздействия 20
|
|
|
|
7
|
Снять корпус подшипников распределительных
валов.
|
|
|
|
|
|
|
|
8
|
Снять распределительный вал выпускных клапанов
и распределительный вал впускных клапанов.
|
|
|
|
|
|
|
|
9
|
Вынуть из посадочных отверстий в головке блока
две заглушки технологических отверстий (около задних торцов распределительных
валов).
|
|
|
|
|
|
|
|
10
|
Снять с валов шпонки
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Разраб
|
Смехнов М.Д.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Проверил
|
Машков А.А.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Нач. ОК
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Изм.
|
Лист
|
№ докум.
|
Подп.
|
Дата
|
|
|
|
|
|
Н. Контр.
|
Спиридонова М.Н.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
¹ Сталь
12ХН3А содержит в среднем 0,12% углерода, Х - указывает содержание
хрома в стали примерно 1%, Н3 - указывает содержание никеля в стали около
3%, буква А в конце марки означает, что сталь относится к категории высококачественной.
|
Инв. № подл.
|
Подпись и дата
|
Взам. инв. №
|
Инв. № дубл.
|
Подпись и дата
|
ГОСТ 3. 1404-74
Форма 1
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Операционная карта
|
02.70.1360.02-02
|
|
|
|
|
Распределительный вал ВАЗ-2170
|
|
|
|
|
|
Ном. цеха
|
Ном.уча-стка
|
Ном.опера-ции
|
Наименование операции
|
Наименование и марка материала
|
|
|
|
|
|
|
045
|
Наплавочная
|
12ХН3А
|
|
|
|
Кол. одновр. обраб.деталей
|
Оборудование (наименование,
модель)
|
Приспособление (код и наименование)
|
|
|
|
|
|
|
|
|
|
|
|
№ перехода
|
Содержание перехода
|
Оборудование
|
|
|
|
|
Основное
|
Вспомогательное
|
Измерительное
|
Тех. Условия
|
|
|
|
1
|
·
Правка центровых
отверстий.
|
·
Станок 1К62
|
|
|
·
|
|
|
|
2
|
Шлифовка изношенных шеек до устранения
следов износа.
|
·
Станок шлифовальный 3Б151
|
|
|
·
|
|
|
|
3
|
·
Промыть деталь от
стружки абразива и просушить.
|
·
Моечная ванна
|
|
|
·
|
|
|
|
4
|
·
Измерить деталь
и определить толщину слоя, который необходимо нарастить.
|
|
|
|
·
|
|
|
|
5
|
·
Обезжирить деталь
перед осталиванием.
|
Ванна для обезжиривания деталей
|
|
|
·
|
|
|
|
6
|
·
Заизолировать места
не подлежащие осталиванию.
|
|
|
|
·
|
|
|
|
7
|
·
Нарастить шейку
до необходимого размера.
|
·
Переоборудованный
станок 1К62
|
|
|
·
|
|
|
|
8
|
·
Промыть деталь от
остатков керосина и просушить.
|
·
Моечная ванна
|
|
|
|
|
|
|
9
|
·
Наплавить шейку
под распределительную шестерню с учетом допусков на обработку.
|
·
Установка для
·
наплавки
·
УН-2Г
|
|
|
|
|
|
|
10
|
·
Шлифовать шейку
до размера.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Разраб
|
Смехнов М.Д.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Проверил
|
Машков А.А.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Нач. ОК
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Изм.
|
Лист
|
№ докум.
|
Подп.
|
Дата
|
|
|
|
|
|
Н. Контр.
|
Спиридонова М.Н.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Инв. № подл.
|
Подпись и дата
|
Взам. инв. №
|
Инв. № дубл.
|
Подпись и дата
|
ГОСТ 3. 1404-74
Форма 1
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Операционная карта
Ремонт распределительного вала.
|
02.70.1360.02-02
|
|
|
|
|
Распределительный вал ВАЗ-2170
|
|
|
|
|
|
Ном. цеха
|
Ном.уча-стка
|
Ном.опера-ции
|
Наименование операции
|
Наименование и марка материала
|
|
|
|
|
|
|
045
|
|
12ХН3А
|
|
|
|
Кол. одновр. обраб.деталей
|
Оборудование (наименование,
модель)
|
Оборудование
|
|
|
|
|
|
|
|
|
|
|
|
№ перехода
|
Содержание перехода
|
Оборудование
|
|
|
|
|
Основное
|
Вспомогательное
|
Измерительное
|
Тех. Условия
|
|
|
|
11
|
·
Обработка торца
и фасок.
|
·
Переоборудованный
станок 1К62
|
|
|
·
|
|
|
|
12
|
·
Шлифовать шейку
.
·
|
·
Переоборудованный
станок 1К62
|
|
|
·
|
|
|
|
13
|
·
Шлифовать осталенные
шейки до размера.
|
·
Переоборудованный
станок 1К62
|
|
|
·
|
|
|
|
14
|
Промыть и просушить деталь.
|
·
Моечная ванна
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Разраб
|
Смехнов М.Д.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Проверил
|
Машков А.А.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Нач. ОК
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Изм.
|
Лист
|
№ докум.
|
Подп.
|
Дата
|
|
|
|
|
|
Н. Контр.
|
Спиридонова М.Н.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Инв. № подл.
|
Подпись и дата
|
Взам. инв. №
|
Инв. № дубл.
|
Подпись и дата
|
ГОСТ 3.1105-74 Форма 5
|
|
|
|
|
|
|
|
|
Карта эскизов
|
02.70.1360.02-02
|
|
|
Распределительный вал ВАЗ-2170
|
|
Номер операции
|
|
055
|
|
|
|
|
|
|
|
|
|
|
|
|
Разраб.
|
Смехнов М.Д.
|
|
|
Лист
|
|
|
|
|
|
|
|
|
|
|
Провер.
|
Машков А.А.
|
|
|
1
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Листов
|
|
Изм.
|
Лист
|
№ докум.
|
Подп.
|
Дата
|
Изм.
|
Лист
|
№ докум.
|
Подп.
|
Дата
|
Н. Контр.
|
Спиридонова М.Н.
|
|
|
1
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Ведомость подбора оборудования на агрегатном посту
|
|
№
|
Наименование
|
Фото
|
Технические характеристики
и стоимость
|
|
1
|
|

|
Костюм сварщика брезентовый со спилковыми вставками предназначен для
защиты тела от ожогов. Прямая одежда и отсутствие открытых частей тела
исключают возможность попадания брызг металла на тело и в складки
спецодежды.
Размеры 48-50, 52-54, 56-58.
Материал
брезент
Материал
вставки из
кожевенного спилка 2.6м
Цена: 3 200 руб.
|
|
2
|
Перчатки для сварки
|

|
Спилковые перчатки
сварщика с подкладкой из 100% хлопка
длиной 35 см и раструбом
15см с дополнительной защитой запястных артерий.
Цена: 270 руб.
|
|
3
|
|

|
Наружный диаметр наплавляемой
поверхности, не менее, мм 560
Длина наплавки, не менее, мм 100
Максимальный вес наплавляемой изделия, не более,
кг 180
Напряжение питающей сети 3-х фазного переменного
тока, В 380
Источник сварочного тока ВДУ-506С или Linkoln Electric
Пределы регулирования сварочного тока, А 50…500
Количество электродов, шт 1
Диаметр электродной проволоки, мм 1,6…3,2
Способ защиты дуги Флюс / Защитные газы
Регулирование скорости подачи электродной проволоки
Плавное 54…429м/ч
Частота вращения вращателя (патрон) Плавное 0,4…4
об/мин
Угол поворота вращателя 0…90 град
Количество рабочих мест для наплавки, шт 1
Регулирование расположения мундштука по диаметру
наплавки Вручную
Шаг перемещения мундштука, мм 0…10
Подача флюса к рабочему месту наплавки вручную
Цена: 80 000 руб.
|
|
4
|
|
|
Основные размеры, Наибольшие размеры
устанавливаемого изделия, мм.:
Диаметр 200
Длина 700
Конусность, мм/м 10
Шлифовальная бабка
Диаметр шлифовального круга, мм.:
наибольший 600
наименьший 450
Электродвигатель привода изделия:
мощность кВт 0,76
число оборотов в минуту 350-2500
Габаритные размеры, мм.:
длина 3100
ширина 2100
высота 1500
Вес станков, кг 4200
Цена: 240 000 руб.
|
|
5
|
|

|
Основные параметры станка
Класс точности по ГОСТ 8-82 Н
Наибольший диаметр заготовки обрабатываемой над
станиной, мм 500
Наибольший диаметр заготовки обрабатываемой над
суппортом, мм 290
Наибольшая длина устанавливаемой детали РМЦ, мм
710
Наибольшая масса обрабатываемого изделия в центрах,
кг 650..1800
Наибольшая масса обрабатываемого изделия в патроне,
кг 300
Наибольшая длина обтачивания, мм 645
Высота центров над плоскими направляющими станины,
мм 250
Цена: 160 000 руб.
|
|
6
|
|

|
Вес
45 кг
Производительность
3 л/мин
Габариты
1090х540х890 мм
Габариты ванны
1130х540 мм
Цена: 22 500 руб.
|
|
|
|
|
|
|