Инновационный проект совершенствования технологии производства крыши блок-контейнеров
Содержание
Введение
. Теоретические аспекты инновационной деятельности
предприятия
.1 Понятие инновации и инновационного процесса
.2 Инновационная деятельность
.3 Инновационные проекты на предприятии
.4 Интегрированный комплекс критериев операционного цикла
производственно-технологических систем инженерного бизнеса
. Ситуационный анализ производственно-экономической
деятельности АО «СКДМ»
.1 Краткая характеристика АО «СКДМ»
.1.1 История предприятия
.1.2 Основные виды продукции, работ, услуг
.1.3 Основные потребители продукции предприятия
.2 Анализ хозяйственной деятельности АО «СКДМ»
.3 SWOT-анализ АО «СКДМ»
.4 Технология производства блок-контейнеров
.5 Анализ производственно-технологической системы по
изготовлению панелей покрытия
. Разработка мероприятий по освоению технологической
инновации при производстве панелей покрытия блок-контейнеров
.1 Технология импульсной MIG/MAG-сварки
.2 Анализ рынка оборудования
.3 Оценка экономической эффективности освоения
технологической инновации
Заключение
Список использованных источников
Введение
В связи с переходом нашей страны от командной плановой системы экономики
к современной рыночной системе изменились цели и способы организации
производства. В условиях командной экономики все товары производились в
соответствии с государственным планом. Сегодня же запросами рынка определяется,
что необходимо производить и в каком количестве. Чтобы продукция предприятия
могла быть реализована, необходимо непрерывное повышение конкурентных
преимуществ. Решением этой задачи для предприятия является непрерывное освоение
инновационных проектов, направленных на снижение материальных затрат,
увеличение доли оплаты труда, увеличение чистого дохода.
Инновационная деятельность представляет собой сложный процесс, включающий
мероприятия по использованию научного, научно-технического и интеллектуального
потенциала. Результатами инновационной деятельности являются новые и
усовершенствованные продукты, технологические процессы, а также формы
организации и управления предприятиями [16].
Целью выпускной квалификационной работы является разработка и освоение
технологической инновации при производстве крыши блок-контейнеров. бизнес инновация контейнер
Для достижения цели были поставлены следующие задачи:
изучить теоретические аспекты инновационной деятельности;
провести ситуационный анализ производственно-экономической деятельности
АО «СКДМ»;
изучить технологию изготовления крыши блок-контейнера и разработать
предложения по освоению технологических инноваций.
Объектом исследования является акционерное общество «Вологодский завод
строительных конструкций и дорожных машин». Предмет исследования - технология
производства панелей покрытия блок-контейнеров.
Актуальность работы заключается в освоении технологической инновации,
позволяющей снизить материальные затраты на производство, повысить конкурентные
свойства продукции.
При решении поставленных задач использовались следующие методы: метод
анализа и синтеза, метод наблюдения и прогнозирования, метод расчета
экономической эффективности, теоретические методы и др.
Теоретические и методологической основой исследовательской работы
являются труды российских и зарубежных ученых, а именно: Валдайцева С. В,
Туккеля И. П., Шичкова А. Н., Шумпетера Й. Также в ходе выполнения выпускной
квалификационной работы были изучены нормативно-правовые акты РФ, финансовая
отчетность и статистическая информация АО «СКДМ».
Практическая значимость работы заключается в возможности замены
применяемого сегодня сварочного оборудования на оборудование импульсной сварки,
что позволит снизить материальные затраты и повысить конкурентные преимущества
продукции.
1.
Теоретические аспекты инновационной деятельности предприятия
.1 Понятие инновации и инновационного процесса
Ускорение технологического развития мировой экономики, повышение доли
высокотехнологичного производства в таких отраслях экономики, как авиастроение,
судостроение, электронная промышленность диктуют необходимость опережающего
развития научных исследований и технологических разработок. В связи с этим
понятия инновации, инновационный проект и инновационная деятельность становятся
все более актуальны[13].
Понятие «инновация» было введено в науку в начале XX века австрийским
ученым Йозефом Шумпетером, который подразумевал под этим понятием любое
возможное изменение, происходящее вследствие использования новых или
усовершенствованных решений технического, технологического, организационного
характера в процессах производства, снабжения, сбыта продукции и т. п. Шумпетер
выделял пять типичных изменений:
изготовление продукции с новыми потребительскими свойствами;
использование нового оборудования и новых технологических процессов;
освоение новых рынков сбыта;
использование нового источника сырья;
проведение реорганизации производства[19].
Б. Санто определял инновацию как общественный, технический, экономический
процесс, который через практическое использование идей и изобретений приводит к
созданию лучших по своим свойствам изделий, технологий.
По мнению Фатхутдинова Р.А. инновация - это конечный результат внедрения
новшества с целью изменения объекта управления и получения экономического,
социального, экологического, научно-технического или другого вида эффекта.
Согласно работам Шичкова А. Н. инновация - это результат коммерциализации
творческой и инвестиционной деятельности, направленной на разработку и освоение
товаров, услуг, технологий, организационных форм, имеющих конкурентные
преимущества на внешнем рынке. Выделяют три вида инноваций: продуктовые,
технологические и аллокационные [18].
Продуктовые инновации направлены на разработку технологически новых и
технологически усовершенствованных продуктов.
Технологические инновации направлены на разработку и освоение новых и
значительно усовершенствованных производственных методов. Инновации этого вида
основываются на применении нового оборудования, освоении результатов
научно-технических разработок.
Аллокационные инновации направлены на совершенствование экономической
системы путем создания на предприятии инновационного менеджмента [4].
Под инновационным процессом понимается подготовка, осуществление и
распространение инноваций. Главная черта инновационного процесса - получение
практически реализуемого результата.
Началом инновационного процесса является инициация. Инициация - это
деятельность, состоящая в выборе цели инновации, постановке задачи, выполняемой
инновацией, поиске идеи инновации, ее технико-экономическом обосновании и далее
в материализации идеи в новом продукте или технологии.
После обоснования выбора нового продукта (технологии) проводятся
маркетинговые исследования предлагаемой инновации, в ходе которых изучается
спрос на новый продукт (технологию), определяется объем выпуска продукта,
определяются потребительские свойства и товарные характеристики, которые
следует придать инновации как товару, выходящему на рынок. Затем производится
продажа инновации, то есть появление на рынке небольшой партии инновации, ее
продвижение, оценка эффективности и диффузия.
Продвижение инновации представляет собой комплекс мер, направленных на
реализацию инноваций (реклама, организация процесса торговли, стимулирование
спроса и др.).
Результаты освоения инновации и затраты на ее продвижение подвергаются
статистической обработке и анализу, на основании чего рассчитывается
экономическая эффективность инновации
Участниками инновационного проекта являются вузы, исследовательские
институты, предприятия, результатами их взаимодействия могут быть совместные
исследования и проекты [6].
.2 Инновационная деятельность
С распадом плановой экономики и появлением на рынке большого количества
импортных товаров значительно усилилась конкуренция. Однако низкая
конкурентоспособность российских производителей привела к потере значительной
части внутреннего рынка потребительских товаров и услуг. В сложившихся условиях
единственным способом выживания для отечественных производителей стало
осуществление инновационной деятельности.
Инновационная деятельность - это деятельность, направленная на реализацию
накопленных научно-технических достижений с целью получения новых товаров
(услуг) или товаров (услуг) с новыми качествами.
Основными видами инновационной деятельности являются:
научно-исследовательские и опытно-конструкторские работы (НИОКР);
технологические работы, проведение промышленных испытаний;
инвестиционная деятельность, необходимая для реализации инновационных
проектов;
сертификация и стандартизация инновационных продуктов;
маркетинг и продвижение инновационной продукции;
подготовка и переподготовка кадров для инновационной деятельности.
Инновационная деятельность оказывает значительное влияние на экономическое
развитие предприятий и страны в целом. Для предприятий значение инновационной
деятельности заключается в следующем:
позволяет адаптироваться к изменяющимся условиям рынка;
позволяет повысить конкурентные преимущества товаров и услуг и
способствует более полному удовлетворению запросов потребителей;
способствует повышению конкурентоспособности предприятия;
улучшает финансовые результаты.
Для экономики страны влияние инновационной деятельности заключается в:
изменении структуры экономики;
улучшении макроэкономических показателей;
укреплении взаимосвязей между структурными элементами экономики;
повышении конкурентоспособности на внешних рынках;
развитии культуры, повышении уровня образования населения;
повышении жизненного уровня населения, росте качества жизни [15].
Инновационная деятельность всегда связана с риском и высокой степенью
неопределенности, поэтому очень важно найти несколько альтернативных источников
финансирования. На рисунке 1.1 представлена классификация инвестиционных
ресурсов [4,6].
В процессе инновационной деятельности предприятия обращаются к различным
источникам финансирования, комбинируют их таким образом, чтобы обеспечить
получение максимального экономического эффекта с учетом влияния всех факторов и
рисков.
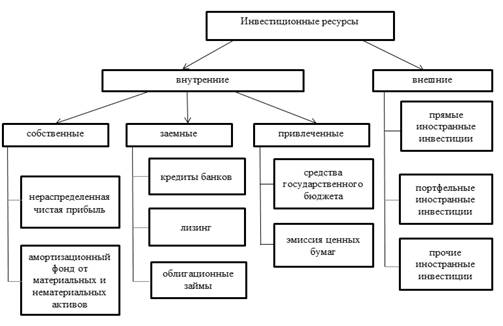
Рисунок 1.1 - Классификация инвестиционных ресурсов
.3 Инновационные проекты на предприятии
Практика инновационной деятельности заключается в реализации
инновационных проектов.
Согласно ФЗ РФ № 127 от 12 августа 1996 года «О науке и государственной
научно-технической политике (в редакции от 23 мая 2016 года) «инновационный
проект» - комплекс направленных на достижение экономического эффекта
мероприятий по осуществлению инноваций, в том числе по коммерциализации научных
и (или) научно-технических результатов [9].
Существуют различные виды классификаций инновационных проектов. С учетом
масштабности реализуемые инновационные проекты можно разделить на 3 вида:
. Монопроекты. Одна инновационная идея разрабатывается и
реализуется в одной компании.
. Мультипроекты. Представляют собой множество монопроектов,
объединенных общим бюджетом и временем реализации. Мультипроекты решают
многоплановые технологические задачи.
. Мегапроекты. Представляют собой множество мультипроектов,
обладающих централизованным управлением и финансированием. Предназначены для
решения проблем отдельных комплексов, отраслей и территорий.
По уровню научно-технической значимости можно выделить 4 типа
инновационных проектов:
. Модернизационные проекты. Прототип продукта, его конструктивные
особенности, технология производства принципиально не изменяются, результат
достигается за счет незначительного совершенствования применяемой технологии
или производимой продукции.
. Новаторские проекты. На производстве осваиваются новые продукты
и технологии, основанные на применении передовых технических решений.
. Опережающие проекты. Используют опережающие технические решения,
принципиально отличающие новый продукт от старого.
. Пионерные проекты. Разрабатываются совершенно новые материалы,
конструктивные решения, появляются уникальные технологии.
По периоду реализации инновационные проекты подразделяют на:
. Долгосрочные (более 5 лет).
. Среднесрочные (от 2 до 5 лет).
. Краткосрочные (1 - 2 года).
Любой инновационный проект вне зависимости от типа и сложности проходит
несколько этапов от возникновения идеи до ее полной реализации. Совокупность
этих этапов называется жизненным циклом инновационного проекта. Работы по
реализации проекта принято делить на фазы:
. Концептуальная фаза. Включает формирование бизнес-идеи,
постановку целей; изучение рынка, сбор исходных данных и анализ существующего
состояния; определение требуемых материальных, финансовых и трудовых ресурсов;
оценку альтернатив; предоставление предложений, их экспертизу и утверждение.
. Фаза разработки коммерческого предложения. Включает разработку
основного содержания проекта, составление технического задания; определение
календарных планов и графиков работ; планирование и составление бизнес-плана;
подписание договоров с заказчиками, контрагентами и инвесторами.
. Фаза проектирования. Включает системное и детальное
проектирование.
4. Фаза изготовления. Включает координацию работ, согласование
темпов, мониторинг процесса, прогноз состояния, оперативный контроль и
регулирование основных показателей проекта.
5. Фаза сдачи объекта и завершения проекта. Включает подготовку
кадров для эксплуатации сдаваемого объекта; обеспечение сопровождение и
обслуживание; эксплуатационные испытания, пуск и наладку.
Начальные фазы проекта определяют большую часть его результата, так как
именно на этих фазах принимаются основные решения.
Основным отличием инновационного проекта от инвестиционного является
постановка на баланс предприятия нематериальных активов. Согласно Налоговому
Кодексу РФ нематериальными активами признаются приобретенные или созданные
предприятием результаты интеллектуальной деятельности или иные объекты
интеллектуальной собственности, используемые при производстве продукции,
выполнении работ, оказании услуг или для нужд управленческой деятельности
предприятия в течение длительного периода времени[8].
К нематериальным активам относятся:
исключительные права патентообладателя на изобретение, промышленный
образец, полезную модель;
исключительные права автора на использование программ для ЭВМ, баз данных,
топологий интегральных микросхем;
исключительные права на товарные знаки, знаки обслуживания, наименования
мест происхождения товаров, фирменные наименования;
исключительные права на селекционные достижения;
права на ноу-хау (секрет производства).
.4 Интегрированный комплекс критериев операционного цикла
производственно-технологических систем инженерного бизнеса
Любое предприятие можно рассматривать как инженерный бизнес. Целью
инженерного бизнеса является увеличение чистого дохода и (или) увеличение
стоимости ценных бумаг на фондовом рынке. В качестве единицы инженерного
бизнеса можно рассматривать производственно-технологическую систему.
Производственно-технологическая система представляет собой минимальный комплекс
материальных и нематериальных активов, обеспечивающий выпуск продукции, имеющей
конкурентные преимущества на рынке. Каждая производственно-технологическая
система имеет свои экономические параметры. К основным параметрам ПТС относятся
объем реализованной продукции, прямые технологические затраты, балансовая
стоимость основных средств, производственный капитал, чистый доход.
Прямые технологические затраты G0W0 включают в себя
затраты на сырье и материалы, энергетические ресурсы, запасные части, ремонт и
технологические инструменты.
Балансовая стоимость основных фондов U включает стоимость материальных и нематериальных активов.
Производственно-технологический капитал Q определяется как сумма
балансовой стоимости основных фондов U и прямых технологических затрат G0W0.
Чистый доход D0включает в себя амортизационные отчисления и
чистую прибыль.
Объём реализации продукции Vsv − сумма прямых
технологических затрат G0W0 и чистого дохода D0.
На основе экономических параметров производственно-технологической
системы рассчитываются критерии операционного цикла
производственно-технологических систем.
Критерий конверсии операционного цикла равен отношению объема
реализованной продукции к стоимости производственного капитала. Для идеальных
производственных систем данный показатель равен 1, однако в реальных
производственно-технологических системах, как правило, менее 0.45. Критерий
конверсии рассчитывается по формуле (1.1):
 . (1.1)
. (1.1)
Критерий капитализации операционного цикла производственных систем равен
отношению объема реализованной продукции к прямым технологическим затратам. Для
идеальных производственно-технологических систем данный показатель не может
быть больше 2, для реальных -больше 1,5. Критерий капитализации рассчитывается
по формуле (1.2):
 . (1.2)
. (1.2)
Критерий инвестиционного капитала простого и расширенного производства
представляет собой отношение чистого дохода предприятия и балансовой стоимости
материальных и нематериальных активов. Для идеальных производственно-технологических
систем данный критерий равен 1. Рассчитывается данный показатель по формуле
(1.3):
 . (1.3)
. (1.3)
Критерий ресурсов производственного капитала равен отношению стоимости
производственного капитала к прямым технологическим затратам. Рассчитывается по
формуле (1.4):
 (1.4)
(1.4)
Характеристика операционного цикла производственно-технологической
системы представляет собой отношение прямых технологических затрат к балансовой
стоимости материальных и нематериальных активов. Рассчитывается по формуле
(1.5), имеющей вид:
k0 (1.5)
(1.5)
Освоение различных видов инноваций позволяет корректировать значения
каждого критерия интегрированного комплекса [17].
2. Ситуационный
анализ производственно-экономической деятельности АО «СКДМ»
.1 Краткая характеристика АО «СКДМ»
Акционерное общество «СКДМ» - одно из крупнейших предприятий Вологодской области, входит в
число лидеров российского рынка домостроения и мобильных конструкций.
Юридический адрес - 160029, г. Вологда, Набережная 6-й Армии, 201.
.1.1 История предприятия
Вологодский авторемонтный завод был основан в 1947 году на базе
авторемонтных мастерских. Основной задачей завода было производство капитальных
ремонтов автомобилей, их агрегатов, а также производство новых деталей
автомобилей. Оснащение предприятия и установка оборудования и пуско-наладочные
работы велись с февраля 1947 года, а первые отремонтированные автомобили были
выпущены уже в сентябре 1947 г.
В 1970 году Вологодский авторемонтный завод Приказом Министерства
строительства и эксплуатации автомобильных дорог был реорганизован в
Вологодский завод дорожных машин. Основной продукцией завода становятся
инвентарные мобильные здания («вагончики») для дорожных организаций,
прицепов-тяжеловозов и скреперов.
В начале 80-х годов завод перешел в подчинение Министерству
строительного, дорожного и коммунального машиностроения СССР. В это же время
увеличиваются объемы производства с 300 до 1500 штук в год.
С 1987 года завод стал специализироваться на выпуске мобильных зданий
контейнерного типа различного функционального назначения.
В 1990-е годы в связи с переходом страны на рыночную экономическую
систему наблюдался спад потребительского спроса на продукцию. Однако уже в
конце 90-х годов, благодаря развитию нефтегазоперерабатывающих отраслей и
лесной промышленности начался производственный подъем предприятия. В 1996 году
освоен выпуск блок-контейнеров системы «Контур», а с 2000 года запущено
производство зданий из легких металлоконструкций.
С 2002 года завод приступил к выпуску сборно-разборных зданий
панельно-стоечной конструкции по технологии «ВолДом», имеющие различное
функциональное назначение. Необходимость создания таких зданий обусловлена, в
первую очередь, строительством их в труднодоступных и удаленных районах,
сокращением срока строительства и ввода в эксплуатацию за счет изготовления
узлов высокой заводской готовности.
В 2007 году освоена новая технология сборно-разборных блок-контейнеров
торговой марки «МобиКон».
.1.2 Основные виды продукции, работ, услуг
АО «СКДМ» выполняет полный спектр работ по проектированию, разработке,
поставке, монтажу и гарантийному обслуживанию индивидуальных жилых домов,
многоквартирных жилых домов, школ, детских садов, физкультурно-оздоровительных
комплексов, административных зданий, торгово-офисных комплексов, вахтовых
поселков. В настоящее время завод выпускает продукцию под двумя
зарегистрированными Федеральной службой по интеллектуальной собственности,
патентам и товарным знакам (РОСПАТЕНТ) товарными знаками: «ВолДом» и «МобиКон».
«ВолДом» -
технология строительства одно-, двух- и трехэтажных зданий с применением
панельно-стоечных конструкций. Основными преимуществами зданий, построенных с
применением данной технологии, являются экономичность, сокращенные сроки
строительства, надежность и долговечность.
«МобиКон» -
торговая марка блок-контейнеров и мобильных зданий контейнерного типа,
конструкция и технология которых разработаны специалистами завода. Под товарным
знаком «МобиКон» производят сварные, сборно-разборные и передвижные на
собственной ходовой части блок-контейнеры. Конструкция типового блок-контейнера
«МобиКон» запатентованы. Основными преимуществами зданий данной торговой марки
являются мобильность, удобство транспортировки, широкий спектр функционального
назначения, возможность эксплуатации в различных климатических условиях. Здания
контейнерного типа оснащаются всеми необходимыми для комфортной
жизнедеятельности инженерными системами: отопления, вентиляции, водоснабжения,
канализации, электрооборудования, кондиционирования воздуха, охранно-пожарной
сигнализацией. Производство блок-контейнеров составляет примерно 70% от общего
объема производимой продукции.
Производство металлоконструкций специализируется на производстве задний
ангарного типа, гаражей, складов.
.1.3 Основные потребители продукции предприятия
Основными потребителями продукции, производимой АО «СКДМ» являются
предприятия газо- и нефтеперерабатывающей, горнодобывающей, геологоразведочной
и строительной отраслей. География поставок охватывает не только территорию
России, но и стран ближнего и дальнего зарубежья. Налажены производственные
связи с такими известными фирмами, как ПАО «Газпром» (АО «Стройтрансгаз», ЗАО
«Газпромстройинжиниринг», ЗАО «Уренгойгазинвест»), ПАО «НК «Роснефть», ПАО
«ЛУКОЙЛ», АО «Ленгазспецстрой», АО Корпорация «Трансстрой». Партнерами АО
«СКДМ» являются также зарубежные компании, действующие на территории РФ:
французские «TOTAL» и «Schlumberger», японская CTSd,
российско-американская компания «Полярное сияние».
АО «СКДМ» приняло участие в строительстве объектов Зимних Олимпийских игр
20014 года в Сочи и саммита Азиатско-Тихоокеанского экономического содружества
в 2012 году. На этих объектах возведено 14 поселков, общая площадь мобильных
зданий составила более 100000 м2.
В Вологодской области за последние 10 лет с использованием
блок-контейнеров построены вахтовый поселок в Тотемском районе для строителей
компрессорной станции «Юбилейная», бытовое здание в г. Грязовце для ЗАО
«Северные газовые магистрали», административно-бытовой комплекс в
индустриальном парке «Шексна». В рамках национального проекта «Доступное и
комфортное жилье - гражданам России» построены с применением панельно-стоечных
конструкций недорогие комфортные жилые дома в городах Бабаево, Вологда, Великий
Устюг и др. [2].
.2 Анализ хозяйственной деятельности АО «СКДМ»
На сегодняшний день АО «СКДМ» является одним из ведущих производителей
быстровозводимых зданий блок-контейнерного типа. На долю предприятия приходится
11,16% российского рынка. На рисунке 2.1 представлена структура рынка
быстровозводимых зданий блок-контейнерного типа по производителям.
На начало 2015 года на баланс предприятия поставлены основные
производственные фонды общей стоимостью 658 350 тыс. руб. Основные производственные
фонды включают материальные и нематериальные активы. К нематериальным активам,
имеющимся на балансе предприятия относятся патенты стоимостью 62 тыс. руб. и
товарные знаки стоимостью 76 тыс. руб. Общая стоимость нематериальных активов
на начало 2015 года составила 138 тыс. руб., сумма начисленной амортизации - 73
тыс. руб.
Рисунок 2.1 - Структура рынка быстровозводимых зданий блок-контейнерного
типа по производителям
К материальным активам предприятия относятся средства производства,
имеющие вещественно-имущественную форму. Структура основных средств предприятия
и их балансовая стоимость на начало 2015 года представлены в таблице 2.1.
Таблица 2.1 - Основные средства АО «СКДМ»
|
Основные средства
|
Стоимость, тыс. руб.
|
|
Здания
|
352 823
|
|
Сооружения и передаточные
устройства
|
69 544
|
|
Машины и оборудование
|
185 888
|
|
Транспортные средства
|
19 142
|
|
Производственный и
хозяйственный инвентарь
|
4 353
|
|
Земельные участки и объекты
природопользования
|
26 462
|
Общая стоимость основных средств предприятия составила 658 212 тыс. руб.,
сумма начисленной амортизации - 265 922 тыс. руб.
На рисунке 2.2 представлена структура капитала предприятия. Положительным
моментом является то, что величина краткосрочной кредиторской задолженности
значительно превосходит величину долгосрочной кредиторской задолженности,
однако в целом доля кредиторской задолженности структуре капитала значительно
превышает долю собственного капитала, что является отрицательным моментом.
Рисунок 2.2 - Структура капитала предприятия
Среднесписочная численность персонала АО «СКДМ» в 2015 году составила 529
человек, фактическая численность на конец года - 507 человек. По сравнению с
2014 годом наблюдается снижение численности персонала на 35%, что объясняется
ликвидацией Адыгейского филиала, а также мероприятиями по оптимизации
инженерно-технического и вспомогательного персонала.
Затраты на обучение и развитие персонала в 2015 году составили 265 тыс.
руб. 165 сотрудников предприятия прошли профессиональное обучение, 7 работников
в 2015 году окончили магистратуру Вологодского государственного университета.
Затраты на реализацию мероприятий по улучшению условий труда профилактики
профессиональных заболеваний в 2015 году составили 6 921, 8 тыс. руб.
В таблице 2.2 представлена динамика объема выпущенной продукции за
2014-2015 годы в физических величинах. В 2015 году наблюдался спад производства
по выпуску зданий блок-контейнерного типа и изделий панельно-стоечных
конструкций. Объем выпущенной продукции в 2015 году в действующих ценах
составил 544 400 тыс. руб., что составило 35,9% к уровню 2014 года (объем
выпуска в 2014 г. - 1 516 600 тыс. руб.). Такой спад производства можно
объяснить падением спроса на продукции в целом на рынке.
Таблица 2.2 - Динамика объемов производства за 2014-2015 годы
|
Вид продукции
|
2014 г.
|
2015 г.
|
|
Здания блок-контейнерного
типа, шт.
|
2493
|
972
|
|
Изделия панельно-стоечных
конструкций (ПСК), м2
|
6091
|
513
|
|
Легкие металлические
конструкции (ЛМК), т
|
24
|
632
|
Основываясь на данных «Отчета о финансовых результатах», можно сделать
вывод об отрицательных результатах финансовой деятельности предприятия в 2015
году. За отчетный период предприятием получен убыток от продаж в размере 7 165
тыс. руб. В 2014 году была получена прибыль в размере 180 848 тыс. руб.
Структура затрат АО «СКДМ»
В соответствии с Налоговым Кодексом РФ можно выделить 4 элемента затрат:
материальные затраты;
расходы на оплату труда;
суммы начисленной амортизации;
прочие расходы.
Материальные затраты включают расходы на приобретение сырья и материалов,
приобретение неамортизируемого имущества, на приобретение всех видов энергии и
топлива; оплату работ и услуг, выполняемых сторонними организациями; расходы,
связанные с потерями при производстве, хранении и транспортировке; другие.
В расходы на оплату труда включаются любые начисления работников
натуральном или денежном выражении; стимулирующие начисления и надбавки;
компенсационные начисления, связанные с режимом и условиями труда.
В прочие расходы включаются налоги, суммы начисленной амортизации от
нематериальных активов, социальные взносы в Пенсионный фонд РФ, Фонд
социального страхования, Федеральный фонд обязательного медицинского
страхования, расходы на ремонт основных средств, расходы на обучение персонала,
представительские расходы и другие [8].
В таблице 2.3 приведена динамика структуры операционных затрат АО «СКДМ»
за 2014-2015 годы.
Таблица 2.3 - Динамика структуры операционных затрат за 2014-2015 годы,
тыс. руб./год
|
Затраты
|
2014 г.
|
2015 г.
|
|
Материальные затраты
|
662 529
|
408 204
|
|
Расходы на оплату труда
|
277 601
|
152 129
|
|
Амортизация
|
42 258
|
33 324
|
|
Прочие затраты
|
224 558
|
192 725
|
Динамика структуры операционных затрат в процентном соотношении
представлена в таблице 2.4.
Таблица 2.4 - Процентное соотношение операционных затрат, %
|
Затраты
|
2014 г.
|
2015 г.
|
|
Материальные затраты
|
54,9
|
51,9
|
|
Расходы на оплату труда
|
23,0
|
19,3
|
|
Амортизация
|
3,5
|
4,2
|
|
Прочие затраты
|
18,6
|
25,5
|
Исходя из данных таблиц 2.3 и 2.4, можно сделать следующие выводы:
наибольшая доля в структуре операционных затрат приходится на
материальные затраты, это объясняется высокой ценой на исходное сырье и
большими энергозатратами; в 2015 году наблюдается положительная динамика в
снижении доли материальных затрат на 3,0%; в отношении доли оплаты труда
наблюдается отрицательная динамика, снижение на 3,7%; положительно оценивается
увеличение доли амортизации в структуре затрат;
увеличение доли прочих затрат в 2015 году можно объяснить увеличением
расходов на ремонт основных средств в связи с необходимостью устранения
технологического износа, а также включением в прочие затраты процентов по
кредитным обязательствам.
Параметры и интегрированный комплекс критериев операционного цикла АО
«СКДМ»
В таблице 2.5 представлены параметры операционного цикла АО «СКДМ».
Таблица 2.5 - Параметры операционного цикла АО «СКДМ», тыс. руб./год
|
Наименования параметров
|
Значения параметров
|
|
Объем реализованной
продукции, Vsv
|
701 743
|
|
Прямые технологические
затраты, G0W0
|
753 058
|
|
Балансовая стоимость
основных фондов, U
|
658 350
|
|
Производственный капитал, Q
|
1 411 408
|
|
Чистый доход, D0
|
51 315
|
На основании данных, приведенных в таблице 2.5 рассчитан интегрированный
комплекс критериев операционного цикла. Значения критериев операционного цикла
представлены в таблице 2.6.
Таблица 2.6 - Интегрированный комплекс критериев операционного цикла АО
«СКДМ»
|
Названия критериев
|
Значения критериев
|
|
Критерий конверсии,  =Vsv/Q =Vsv/Q
|
0,50
|
|
Критерий капитализации,λ =Vsv/G0W0
|
0,93
|
|
Критерий инвестирования
капитала простого и расширенного воспроизводства, M=D0/U
|
0,08
|
|
Ресурсный критерий, ρ=Q/G0W0
|
1,87
|
|
Характеристика
операционного цикла, k0=G0W0/U
|
1,14
|
Основываясь на данных таблицы 2.6 можно сделать вывод, что ни один из
критериев операционного цикла АО «СКДМ» не принимает значений, равных
идеальным.
.3 SWOT-анализ АО «СКДМ»
С целью выявления сильных и слабых сторон предприятия, а также определения
возможных направлений развития был проведен SWOT-анализ, результаты которого представлены в таблице
2.7.
Таблица 2.7 − SWOT-анализ
|
Сильные стороны
|
Слабые стороны
|
|
1. Отработанная технология
производства блок-контейнеров и типовых проектов детских садов, школ и т.п.
2. Близость производства к основным сырьевым базам. 3. Эффективные
производственные мощности. 4. Наличие новых технологий. 5. Наработанная
клиентская база.
|
1. Снижение потребительских
свойств выпускаемой продукции. 2. Удаленность производства от основных рынков
сбыта. 3. Высокие цены на металлоконструкции по сравнению с конкурентами. 4.
Низкий уровень проработки заказов отделом главного конструктора.
|
|
Возможности
|
Угрозы
|
|
1. Поиск новых рынков
сбыта. Наиболее перспективные регионы продвижения продукции: Урал, Западная
Сибирь, Якутия. 2. Расширение номенклатуры реально выпускаемой продукции с
целью удовлетворения большего числа потребностей клиентов.
|
1. Рост продаж
товаров-заменителей. 2. Снижение темпов развития рынка. 3. Появление на рынке
новых конкурентов
|
2.4 Технология производства блок-контейнеров
На рисунке 2.3 представленбазовый блок-контейнер, который состоит из
панели основания 1, панели покрытия 2, угловых стоек 3, модульных стеновых
панелей 4.

Рисунок 2.3 − Базовый блок-контейнер
На рисунке 2.4 представлена блок-схема маршрутной технологии изготовления
блок-контейнера. При изготовлении блок-контейнера можно выделить следующие
технологические переделы:
1. Изготовление угловых стоек.
2. Изготовление панелей основания.
. Изготовление панели покрытия.
. Сборка панели основания.
. Сборка панели покрытия.
. Сборка стеновых панелей.
. Сборка блок-контейнера в целом.
На первом этапе из специального профиля изготовляют угловые стойки,
которые в дальнейшем идут на сборку блок-контейнера. Вторым этапом является
изготовление каркаса панели основания. Он представляет собой сварную раму,
выполненную из специального гнутого профиля, угловых элементов и поперечин.
Третий этап заключается в сварке из гнутого профиля каркаса панели покрытия.
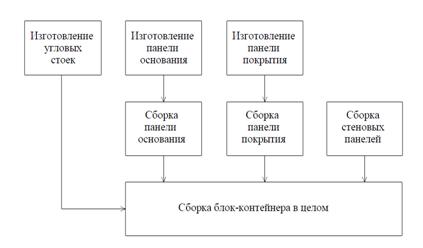
Рисунок 2.4 − Блок-схема маршрутной технологии производства
блок-контейнера
Каркас панели основания поступает на сборку панели основания, где крепят
нижний настил - листы оцинкованного металла толщиной 0,7 мм. Затем укладывают
паро- и теплоизоляцию. Теплоизоляция представляет собой слой негорючей
минеральной ваты толщиной 100 мм. В качестве пароизоляции применяют
полиэтиновую пленку. Верхний настил панели основания выполняют из
древесно-стружечных плит толщиной 22 мм с покрытием линолеумом.
Процесс сборки панели покрытия схож с процессом сборки панели основания.
Верхний настил (кровлю) блок-контейнера выполняют из оцинкованного листа
толщиной 0,55 мм. Нижний настил изготовляют из плитного материала с
лакокрасочным покрытием.
Стеновые панели блок-контейнера выполняются по типу сендвич-панелей.
Каркас стеновых панелей изготовляют из древесины хвойных пород. Наружная
обшивка выполняется из оцинкованного листа толщиной 0,7 мм с полимерным
покрытием, внутренняя обшивку - из древесно-стружечных плит толщиной 8-10 мм,
ламинированных под ценные породы древесины. Оконные и дверные стеновые панели
имеют скрытую проводку, в оконную панель встраивается розетка, в дверную -
выключатель.
Заключительным этапом является сборка блок-контейнера в целом. Угловые
стойки при помощи болтового соединения закрепляются с панелями основания и
панелями покрытия, образуя несущую конструкцию. После сборки блок-контейнера в
целом выполняется внутренняя отделка и оснащение электрооборудованием.
Комплектация базового блок-контейнера приведена в таблице 2.8.
Таблица 2.8 - Комплектация базового блок-контейнера.
|
Наименование
|
Количество
|
Единица измерения
|
|
1. Панель основания
|
1
|
шт.
|
|
2. Панель покрытия
|
1
|
шт.
|
|
3. Панели стеновые
|
|
|
|
Оконная
|
2
|
шт.
|
|
Дверная
|
1
|
шт.
|
|
Сплошная
|
11
|
шт.
|
|
4. Стойка угловая
|
4
|
шт.
|
|
5. Крепежные изделия
|
1
|
комплект
|
|
6. Электроустановочные
изделия
|
1
|
комплект
|
|
7. Раскладки, плинтус,
уплотняющее устройство
|
1
|
комплект
|
|
8. Руководство по
эксплуатации
|
1
|
экземпляр
|
|
9. Упаковка блок-контейнера
|
1
|
комплект
|
.5 Анализ производственно-технологической системы по изготовлению панелей
покрытия
Первый этап производства панелей покрытия заключается в сварке из гнутого
металлического профиля каркаса панели покрытия. Раскроенный металлический
профиль поступает на сварочный участок, где сначала производят очистку
поверхностей деталей от коррозии, накипи и грязи. Затем зачищают под сварку
кромки и прилегающие к ним участки на ширину 20 мм до металлического блеска.
Для этого применяют следующее технологическое оборудование и оснастку: машинка
отрезная GWS BOSCH, щетка зачистная дисковая, круг зачистной. Далее
производят сборку каркаса панели покрытия. Для получения неразъемного
соединения применяется электродуговая сварка проволокой Св-08Г2С диаметром 1,2
мм, применяемое оборудование - сварочный автомат А-54 7У. Процесс сварки
происходит в среде защитного газа. В качестве защитного газа используется
сварочная смесь Коргон 18%. После сварки производят зачистку сварных швов от
наплывов, неровностей, сварочных брызг. Заключительным этапом изготовления
каркаса панели покрытия является контроль качественных характеристик, который
включает проверку геометрических размеров и контроль качества сварных швов.
На рисунке 2.5 представлена графическая интерпретация структуры
операционных затрат ПТС по производству каркаса панелей покрытия
блок-контейнеров. Наибольшую долю в структуре операционных затрат составляют
материальные затраты - 47,2%. Это объясняется большим расходом электроэнергии
на сварку, а также перерасходом сварочных материалов (сварочная проволока,
защитный газ) вследствие функционального износа оборудования и отсутствия
метрологического обеспечения в цехе.
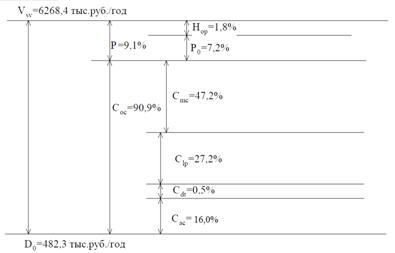
Рисунок 2.5 - Графическая интерпретация структуры операционных затрат ПТС
по производству каркаса панели покрытия
Исходя из представленных на рисунке данных, можно сделать вывод,
инновационные процессы в данной производственно-технологической системе следует
направить на снижение материальных затрат и увеличение доли амортизационных
отчислений. С этой целью предлагается заменить применяемую сегодня технологию
электродуговой сварки проволокой на импульсную дуговую сварку.
3. Разработка
мероприятий по освоению технологической инновации при производстве панелей
покрытия блок-контейнеров
.1 Технология импульсной MIG/MAG-сварки
Сегодня в промышленности для получения неразъемных соединений при
производстве различного рода продукции из металлоконструкций широко применяются
различные виды сварки. В настоящее время в Европе, США, Японии и других
развитых странах наиболее часто применяемым видом становится MIG/MAG-сварка. MIG/MAG-сварка (MetalInert/ActiveGas) - способ дуговой сварки плавящимися
электродами в среде инертного/ активного газа. Также к дуговым способам сварки
относятся ручная сварка покрытыми электродами (MMA), сварка неплавящимися вольфрамовыми электродами в
среде защитного газа (TIG),
плазменная сварка и сварка под флюсом (SAW).
Технология MIG/MAG-сварки была разработана как способ
сварки алюминия в 1940 году в США. Изначально в качестве защитного газа
применялись только аргон и гелий. Дальнейшие исследования процесса показали,
что в качестве защитного газа могут применяться не только инертные, но и
активные газы, например, диоксид углерода. Это позволило применить данный
способ для сварки стали.
В промышленности способ MIG/MAG-сварки стал применяться только с
1960-х годов. Однако способ стал быстро развиваться, совершенствовались
оборудование и сварочные материалы. После того, как в конце 1970-х годов был
создан инверторный источник энергии, получила развитие технология импульсной MIG/MAG-сварки.
Общий принцип MIG/MAG-процесса достаточно прост и
схематически представлен на рисунке 3.1.
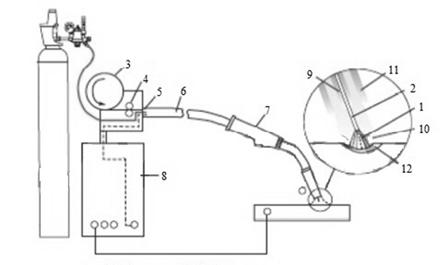
Рисунок 3.1 - Принцип MIG/MAG-сварки
Дуга 1 горит между изделием и металлической проволокой, которая
непрерывно подается в зону сварки и плавится. Металлическая проволока в этом
способе сварки выполняет две функции: электрода и присадочного материала. Она
наматывается на катушку 3 и подается в зону сварки подающими роликами 4 через
направляющий канал 5, проходящий внутри шланг-пакета 6 сварочной горелки 7.
Электроэнергия на дугу поступает от источника питания 8. Сварочный ток на
электрод 2 передается через контактное сопло 9, которое находится внутри
сварочной горелки. Как правило, контактное сопло горелки подключают к
положительному полюсу источника питания, а свариваемое изделие - к
отрицательному. После возбуждения дуги по цепи начинает протекать сварочный
ток.
Через газовое сопло 11, расположенное вокруг контактного сопла, подается
защитный газ 10. Такая конструкция позволяет защитить от негативного
воздействия окружающего воздуха электрод, дугу и сварочную ванну 12. При
контакте расплавленного металла с окружающим воздухом ухудшаются механические
свойства сварного шва. Проникновение воздуха в защитную атмосферу также
негативно влияет на поведение дуги.
Принципиальное отличие импульсной MIG/MAG-сварки
от обычной заключается в наложении пульсирующего тока на постоянный, что
позволяет обеспечить устойчивое горение дуги и исключить разбрызгивание
металла. Для этого применяются источники тока со специальной функцией.
Основными преимуществами импульсной MIG/MAG-сварки
являются:
более высокая производительность сварки по сравнению с методом MMA;
процесс сварки полностью управляем;
отсутствие разбрызгивания металла, что позволяет более эффективно использовать
сварочные материалы;
возможность применения для всех стандартных конструкционных материалов:
различных видов сталей, алюминия и сплавов на его основе, некоторых других
металлов;
возможность применения для сварки тонких пластин (толщина от 0,5 мм);
возможность сварки во всех пространственных положениях;
улучшение геометрии сварного шва, снижение сварочных напряжений и
деформаций;
при применении данного способа уменьшается время на подготовку кромок
свариваемых деталей;
применение импульснойMIG/MAG-сварки позволяет уменьшить перегрев
металла, что приводит к меньшему дымообразованию и улучшению условий труда;
процесс MIG/MAG-сварки не требует от сварщика специальных знаний и
навыков.
Существенным недостатком данного метода является громоздкость и дороговизна
оборудования по сравнению с MMA-сваркой,
а также сложность применения данного способа сварки вне цеха из-за
неустойчивости газовой защиты.
Благодаря перечисленным выше преимуществам и небольшому количеству
недостатков способ импульсной MIG/MAG-сварки завоевал большую популярность
как в мелком, так и в крупномасштабном производстве. Сегодня он применяется в
автомобиле- и судостроении, при прокладке нефте- и газопроводов, строительстве
и изготовлении металлоконструкций[3,5].
.2 Анализ рынка оборудования
Основными поставщиками оборудования импульсной MIG/MAG-сварки
являются Китай, США и страны Европы.
На долю китайского оборудования приходится примерно 20% от всего рынка
импортного сварочного оборудования. Однако большая часть представленного на
рынке китайского оборудования используется для бытовых нужд. В промышленности
оборудование из Китая применяется достаточно редко. Основные производители,
представленные на российском рынке: AoTai, Huayilong, Hugong, Jasic, Kende,
Riland, Timegroup.
На втором месте по объему поставляемого в Россию оборудования находятся
США. На долю их оборудования на российском рынке приходится примерно 25%. В
отличие от китайского американское оборудование используется исключительно в
промышленности. LincolnElectric и Millerявляются основными поставщиками
сварочного оборудования из США в РФ.
Лидером по поставка сварочного оборудования для импульсной MIG/MAG-сварки в Россию является Европа - более 50% рынка.
Основными производителями в Европе являются EWM (Германия), Kemppi (Финляндия),
Lorch (Германия), Migatronic (Дания), Rehm(Германия)[10].
Далее проведем сравнительный анализ сварочного оборудования разных
производителей.
Сварочный аппарат импульсной сварки MIG/MAG Rehm MEGAPULS 300L/W.
Производитель - RehmGmbH,
Германия.
Область применения - производство металлоконструкций, тяжелое
машиностроение и вагоностроение, химическая и нефтеперерабатывающая
промышленность, ремонтно-восстановительные работы и другое.
Технические характеристики представлены в таблице 3.1.
Таблица 3.1 - Технические характеристики сварочного полуавтомата Rehm MEGAPULS 300L/W
|
Характеристики
|
Значения
|
|
Диапазон регулировки
сварочного тока, А
|
10-300
|
|
Продолжительность включения
(ПВ), %
|
80
|
|
Сварочный ток при 100% ПВ
при 40°С, А
|
270
|
|
Напряжение холостого хода,
В
|
75
|
|
Количество роликов в
подающем механизме, В
|
4
|
|
Подключение к сети
|
3/PE 400
|
|
Длительная мощность при 100
ПВ, кВА
|
10,8
|
|
Предохранитель, А
|
20
|
|
Коэффициент мощности, cos φ
|
0,92
|
|
Охлаждение горелки
|
L - охлаждение воздухом W -
водяное охлаждение
|
|
Класс защиты
|
IP 23
|
|
Вес источника тока, кг
|
150
|
|
Вес подающего механизма, кг
|
25
|
Цена - 440 000 руб.[12].
Инверторный аппарат EWMPhoenix 355 pulsMMTKM.
Производитель - EWM HighTec Welding GmbH, Германия.
Преимущества: поддержка различных видов сварки: MIG/MAG, TIG, MMA; компактность; простота в использовании; возможность
использования как с воздушным, так и с водяным охлаждением; низкое потребление
электроэнергии. Сварочное оборудование серии Phoenix применяется ведущими предприятиями машиностроения во
всем мире, такими как BMW, Ford, Siemens, Volvo
и другими.
Технические характеристики инвертора представлены в таблице 3.2.
Таблица 3.2 - Технические характеристики сварочного инвертора EWM Phoenix 355 puls MM TKM
|
Характеристики
|
Значения
|
|
Диапазон регулировки
сварочного тока, А
|
5-350
|
|
Продолжительность включения
(ПВ), %
|
40-100
|
|
Сварочный ток при при 100%
ПВ при 40°С, А
|
270
|
|
Частота сети, Гц
|
50/60
|
|
Напряжение холостого хода,
В
|
80
|
|
Количество роликов в
подающем механизме
|
4
|
|
Подключение к сети, В
|
3/PE 400
|
|
Максимальная потребляемая
мощность, кВА
|
12,7
|
|
Рекомендуемая мощность
генератора,кВА
|
13,1
|
|
Сетевой предохранитель, А
|
16
|
|
Охлаждение горелки
|
охлаждение воздухом,
водяное охлаждение
|
|
Скорость подачи проволоки,
м/мин
|
0,5-24
|
|
Класс защиты
|
IP 23
|
|
Масса аппарата, кг
|
33
|
Цена - 365 000 руб. [7].
Сварочный аппарат Migatronic
Sigma2 300. Производитель - Migatronic, Дания. Особенности: данный сварочный аппарат
изначально был разработан для вибродуговой сварки наплавкой. Может быть
укомплектован специальным оборудование для полностью автоматизированной и
роботизированной сварки, что позволяет использовать данное оборудование для
решения нестандартных задач.
Технические характеристики аппарата приведены в таблице 3.3.
Таблица 3.3 - Технические характеристики сварочного аппарата Migatronic Sigma2 300
|
Характеристики
|
Значения
|
|
Диапазон регулировки
сварочного тока, А
|
15-300
|
|
Сварочный ток при при 100%
ПВ при 40°С, А
|
270
|
|
Частота сети, Гц
|
50/60
|
|
Напряжение холостого хода,В
|
69-76
|
|
Количество роликов в
подающем механизме
|
4
|
|
Подключение к сети, В
|
3/PE 400
|
|
Максимальная потребляемая
мощность, кВА
|
14
|
|
Коэффициент полезного
действия
|
0,85
|
|
Сетевой предохранитель, А
|
16
|
|
Охлаждение горелки
|
водяное охлаждение
|
|
Скорость подачи проволоки,
м/мин
|
1-30
|
|
Класс защиты
|
IP 23
|
|
Масса аппарата, кг
|
58
|
Цена - 290 700 руб. [11].
Оборудование американских производителей Lincoln Electric и Miller не
рассматривалось из-за высокой цены на рынке, финский производитель Kemppi
выпускает импульсные инверторы только для сварки неплавящимися вольфрамовыми
электродами (TIG-сварки).
.3 Оценка экономической эффективности освоения технологической инновации
С учетом особенностей производства, технических характеристик и рыночной
цены в качестве оборудования, предлагаемого для замены сварочных полуавтоматов
А-54 7У,были выбраны сварочные инверторы EWM Phoenix 355 puls MM TKM с
воздушным охлаждением.
При данном объеме производства для производства панелей покрытия
блок-контейнеров необходимо закупить два сварочных инвертора. Затраты на
приобретение и установку оборудования составят 750 000 руб. Предлагается
использовать внутренний источник финансирования - накопленный амортизационный
фонд.
В структуре операционных затрат произойдут следующие изменения:
. Снижение материальных затрат на 8,2% (242 600 руб.) достигается
за счет снижения расхода электроэнергии на 50% и расхода сварочных материалов
(сварочная проволока Св-08Г2С и защитный газ) на 30%.
. Снижение прочих затрат на 7,8% (82 200 руб.) объясняется
снижение расходов на ремонт оборудования.
. Увеличение доли амортизации происходит за счет постановки на
баланс сварочных инверторов. Первоначальная стоимость оборудования равна 750
000 руб., срок полезного использования - 10 лет. При линейном методе начисления
амортизационные отчисления увеличатся на 75 000 руб. в год и составят 106 000
руб.
С целью освоения на предприятии системы управленческого учета
предлагается создать метрологическое обеспечение на участке производства
панелей покрытия. Для этого необходимо установить счетчик расхода
электроэнергии в цехе, приобрести редуктор-расходомер, который устанавливают на
баллоны с газом, а также весы, с помощью которых будет взвешиваться необходимое
количество сварочной проволоки. Установка метрологического обеспечения позволит
отслеживать расход сварочных материалов и электроэнергии, что, в свою очередь,
позволит снизить технологические затраты при производстве и повысить чистый
доход предприятия. Затраты на приобретение и установку метрологического
оборудования составят 27 500 руб.
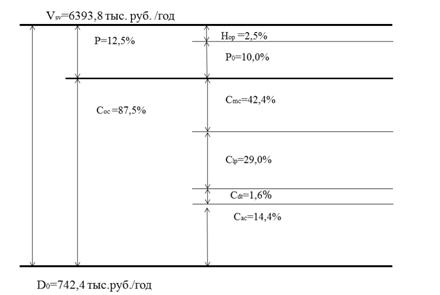
Рисунок 3.2 - Графическая интерпретация структуры операционных затрат
Общий объем инвестиций на освоение технологической инновации составит 777
500 руб. период окупаемости рассчитывается по формуле:
 лет, (3.1)
лет, (3.1)
где  − период окупаемости, лет;
− период окупаемости, лет;
 − объем инвестиций, руб.;
− объем инвестиций, руб.;
 − изменение дохода, руб.
− изменение дохода, руб.
Период окупаемости составит 2 года 10 месяцев.
В таблице 3.4 показано изменение параметров операционного цикла ПТС
производства панелей покрытия блок-контейнеров. В результате замены
оборудования снижаются прямые технологические затраты, увеличиваются объем
реализованной продукции, балансовая стоимость основных производственных фондов и
чистый доход.
Таблица 3.4 - Изменение параметров операционного цикла ПТС
|
Наименования параметров
|
Значения параметров
|
|
до замены оборудования
|
после замены оборудования
|
|
Объем реализованной
продукции, Vsv,тыс. руб./год
|
6268,4
|
6393,8
|
|
Прямые технологические затраты,
G0W0 ,тыс. руб./год
|
5667,5
|
5491,6
|
|
Балансовая стоимость, U, тыс. руб./год
|
715,0
|
1060,0
|
|
Чистый доход, D0, тыс. руб./год
|
482,3
|
742,4
|
В таблице 3.5 представлено изменение интегрированного комплекса критериев
ПТС производства панелей покрытия блок-контейнеров. После замены сварочного
оборудования произойдет улучшение каждого критерия. Наиболее важным результатом
является увеличение критерия конверсии до 0,98 и снижение критерия
характеристики операционного цикла на 2,7.
Таблица 3.5 Изменение интегрированного комплекса критериев ПТС
|
Названия критериев
|
Значения критериев
|
|
до замены оборудования
|
после замены оборудования
|
|
Критерий конверсии,ς=Vsv/Q
|
0,97
|
0,98
|
|
Критерий капитализации,λ =Vsv/G0W0
|
1,11
|
1,16
|
|
Критерий инвестирования
капитала простого и расширенного воспроизводства, M=D0/U
|
0,67
|
0,70
|
|
Ресурсный критерий, ρ=Q/G0W0
|
1,13
|
1,19
|
|
Характеристика
операционного цикла, k0=G0W0/U
|
7,90
|
5,20
|
Таким образом, приведенные выше данные позволяют сделать вывод о
целесообразности замены оборудования.
Заключение
В ходе выполнения выпускной квалификационной работы была достигнута
основная цель - разработана технологическая инновация, позволяющая снизить
материальные затраты при производстве крыши блок-контейнеров.
Для достижения цели были изучены теоретические аспекты инновационной
деятельности. Рассмотрены особенности и классификации инновационных проектов.
Разработка инновационного проекта - длительный и дорогостоящий процесс.
Для инновационных проектов характерна неопределенность на всех стадиях
инновационного цикла.
Для инноваций характерна альтернативность и многовариантность решений.
Отсюда возникает сложность ее прогнозирования. Инновации могут быть успешными,
если будут подкреплены сконцентрированными и скоординированными действиями всех
заинтересованных сторон - как государства, так и частного сектора.
Во второй главе приведена характеристика объекта исследования - АО
«СКДМ», изучена история предприятия, основные виды продукции, география
поставок, структура затрат и технология производства блок-контейнеров. АО
«СКДМ» является сегодня одним из ведущих в стране производителей
быстровозводимых зданий блок-контейнерного типа. Предприятием осуществляется
полный цикл инновационного производственного процесса от маркетинга и
проектирования до монтажа «под ключ» Производство блок-контейнеров достаточно
сложный технологический процесс, который включает несколько этапов:
производство угловых стоек, производство и сборку панелей основания,
производство и сборку панелей покрытия, сборку блок-контейнера в целом. Для получения
неразъемных соединений при изготовлении каркаса панели покрытия блок-контейнера
применяется электродуговая сварка проволокой при помощи сварочных автоматов
А-54 7У. Данное оборудование имеет функциональный износ и не обеспечивает
требуемых потребительских свойств продукции, поэтому было предложено заменить
его на сварочные инверторы импульсной дуговой сварки.
В третьей главе изучены теоретические аспекты импульсной сварки, как
альтернативной технологии, применение которой позволяет снизить материальные
затраты на производство и повысить конкурентные свойства продукции. На основе
сравнительного анализа рынка оборудования для импульсной дуговой сварки и с
учетом особенностей производства для замены сварочных автоматов А-54 7У
предлагается использовать сварочные инверторы EWM Phoenix 355 puls MM TKM с
воздушным охлаждением. Данное оборудование позволит снизить материальные
затраты на 242 600 руб. в год за счет снижения потребления электроэнергии и
уменьшения расхода сварочных материалов. При этом повысятся потребительские
свойства продукции - улучшится геометрия сварных соединений. Кроме того,
применение нового оборудования позволит улучшить критерии операционного цикла
производственно-технологической системы по производству каркаса панелей
покрытия. В частности критерий конверсии увеличится на 0,01 и составит 0,98,
показатель характеристики операционного снизится на 2,70 и составит 5,20. Также
с целью освоения на предприятии системы управленческого учета предлагается
установить метрологическое обеспечение в цехе.
В качестве источника финансирования проекта предлагается использовать
накопленный амортизационный фонд предприятия. Период окупаемости проекта
составит 2 года 10 месяцев.
Список
использованных источников
1. Александрова, А. И. Проблемы модернизации и перехода
к инновационной экономике /А. И. Александрова // Проблемы современной
экономики. - 2013. − № 3 (47) - С.62-65.
2. АО «СКДМ». [Электронный ресурс]: офиц. сайт. - Режим
доступа: http://www.dormash.com/.
. Вагнер, Ф. А. Оборудование и способы сварки
пульсирующей дугой: учеб. пособие / Ф. А. Вагнер. - Москва: Энергия, 1980. -
120 с.
4. Валдайцев, С.В. Антикризисное управление на основе
инноваций: учебник. / С. В. Валдайцев. - Москва: Проспект, 2007. - 312 с.
5. Виноградов, В. С. Оборудование и технология дуговой
автоматизированной и механизированной сварки: учебник / В. С. Виноградов. -
Москва: Высшая школа, 1997. - 319 с.
. Инновационный менеджмент: учебник / под ред. В.Я.
Горфинкеля, Т.Г. Попадюк. − Москва: Юнити-Дана, 2015. − 392 с.
7. Mногофункциональные аппараты импульсной сварки MIG/MAG с
плавной регулировкой [Электронный ресурс] // EMW-RUSSIA:
сайт. - Режим доступа:
http://www.ewm-russia.ru/catalog/main_296/section_0/item_53969/.
8. Налоговый кодекс Российской Федерации (часть
вторая): федер. закон от 05.08.2000 №117-ФЗ (ред. от 03.04.2017) [Электронный
ресурс] // Справочно-правовая система «Консультант Плюс»: справ.-правовая
система / Компания «Консультант Плюс». - Режим доступа:
http://www.consultant.ru/document/cons_doc_LAW_28165/.
9. О науке и государственной научно-технической
политике: федер. закон от 23.09.1996 №127-ФЗ (ред. от 23.05.2016) [Электронный
ресурс] // Справочно-правовая система «Консультант Плюс»: справ.-правовая
система / Компания «Консультант Плюс». - Режим доступа: http://www.consultant.ru/document/cons_doc_LAW_11507/.
10. Обзор рынка импортных сварочных полуавтоматов в
России [Электронный ресурс] // RUTECTOR: сайт. - Режим доступа:
https://rutector.ru/press/articles/2013/02/obzor-rynka-importnyh-svarochnyh-poluavtomatov-v-rossii.
. Полуавтоматическая сварка MIG/MAG[Электронный
ресурс] // MIGATRONIC: сайт. − Режим доступа:
http://www.migatronic.ru/component/option,com_virtuemart/page,shop.browse/category_id,13/Itemid,42/.
12. Полуавтоматическая сварка MIG/MAG[Электронный
ресурс] // REHMURAL: сайт. - Режим доступа: http://rehmural.ru/catalog/Semiautomatic-MIG-MAG/Semiautomatic-MIG-MAG_6.html.
13. Распоряжение Правительства РФ от 08.12.2011 №2227-р
«Об утверждении Стратегии инновационного развития Российской Федерации на период
до 2020 года».
14. Туккель, И. Л. Управление инновационными проектами /
И. Л. Туккель, Ю. Р. Нурилин. - Санкт-Петербург: БХВ-Петербург, 2011. - 416 с.
15. Шаймиева, Э.Ш. Инновационный менеджмент :учебное
пособие / Э.Ш. Шаймиева; Институт экономики, управления и права (г. Казань). -
Казань: Познание, 2014. - 132 с.
16. Шичков, А. Н. Организация производства и менеджмент
на инновационном предприятии: учебно-методическое пособие: [приложение к
монографии «Экономика и менеджмент инновационных процессов в регионе»] / А. Н.
Шичков. - Вологда: ВоГТУ, 2010. - 98с.
17. Шичков, А. Н. Теория и практика инженерного бизнеса и
менеджмента: учеб. пособие / А. Н. Шичков. - Вологда: , 2016. - 136 с.
18. Шичков, А. Н. Экономика и менеджмент инновационных
процессов в регионе: монография.- Москва: ИД «ФИНАНСЫ и КРЕДИТ», 2008.- 360 с.
19. Шумпетер, Й. Теория экономического развития.
Капитализм, социализм и демократия / Й. Шумпетер.− Москва: Эксмо, 2012.−
864 с.