Технология кузовного ремонта на примере Лада Vesta и Лада X-ray
Министерство
образования и науки РФ
Федеральное
государственное автономное образовательное учреждение высшего профессионального
образования
«Казанский
(Приволжский) федеральный Университет»
Елабужский
институт
Инженерно-технологический
факультет
Кафедра
общей инженерной подготовки
КУРСОВОЙ
ПРОЕКТ
Предмет:
«Техника транспорта, обслуживания и ремонта»
Тема:
«Технология кузовного ремонта на примере Лада Vesta и Лада X-ray»
Выполнил студент
352 группы:
Мамбетов Марсель
Каримович
Научный
руководитель:
К.п.н., доцент
Седов Сергей
Алексеевич
Елабуга
2017
СОДЕРЖАНИЕ
ВВЕДЕНИЕ
ГЛАВА
1. ОБЩИЕ СВЕДЕНИЯ ОБ
АВТОМОБИЛЯХ ЛАДА VESTA И ЛАДА X-RAY.
ГЛАВА
2. ТЕХНОЛОГИЯ
КУЗОВНОГО РЕМОНТА АВТОМОБИЛЕЙ
.1
Восстановление геометрии кузова стапелем
.2
Рихтовка наружных элементов кузова автомобиля
.3
Окраска восстановленных поверхностей
ЗАКЛЮЧЕНИЕ
СПИСОК
ИСПОЛЬЗУЕМОЙ ЛИТЕРАТУРЫ
ВВЕДЕНИЕ
Автомобильный транспорт уже давно стал
неотъемлемой частью нашей жизни, и представить мир без него уже кажется
невозможным. На сегодняшний день автопроизводители предлагают огромный выбор
автомобилей различных марок и комплектаций, который может удовлетворить любого
покупателя, обеспечив комфортное передвижение на длинные и короткие дистанции.
Как и все созданное человеком автомобиль не вечен
и в процессе эксплуатации требует постоянного технического обслуживания и
ремонта. Одним из таких ремонтов является ремонт кузова автомобиля,
необходимость в котором возникает в результате возникновения коррозии,
вследствие дорожно-транспортного происшествия или просто в результате
усталостных напряжений в металле.
Зачастую восстановление внешнего вида и ремонт
таких повреждений провести самостоятельно не представляется возможным ввиду
дороговизны оборудования, необходимого для выполнения всех необходимых
технологических операций и отсутствия опыта выполнения данного типа работ.
На сегодняшний день даже самый поврежденный
автомобиль можно восстановить до первоначального состояния с такой точностью,
что даже самый заядлый специалист с трудом сможет определить автомобиль
побывавший в ДТП от автомобиля кузов которого не подвергался деформации.
Методы восстановления и ремонта кузова
автомобиля и рассмотрены в данной работе на примере автомобилей LADA Vesta и
LADA XRAY.
ГЛАВА 1.
ОБЩИЕ СВЕДЕНИЯ ОБ АВТОМОБИЛЯХ ЛАДА VESTA
И
ЛАДА X-RAY
LADA Vesta стильная, стремительная, яркая -
такая, каким и должен быть автомобиль LADA нового поколения. Силуэт седана
выдержан в единой «Икс»-концепции и выглядит гармонично и современно. Новый
фирменный стиль легко узнаваем в деталях: выделенной тёмным цветом облицовке
радиатора, подштамповках по бокам, световозвращателях задних фонарей. За счет
приподнятой подоконной линии, удлиненного капота и покатой крыши автомобиль
смотрится динамично и атлетично. Эффектно подчеркивает смелый дизайн LADA Vesta
насыщенная палитра цветов. С таким автомобилем вряд ли удастся остаться
незамеченным на дороге.

Рисунок 1- Внешний вид автомобиля LADA Vesta
Новая модель от АВТОВАЗа, получившая название
LADA Vesta (Лада Веста), уже успела обзавестись собственной историей.
Изначально новая модель была известна как LADA В. Позже на АВТОВАЗе новинке
присвоили собственный индекс: ВАЗ-2180 или LADA 2180. Модель на начальном этапе
проектирования готовили на смену семейству Лада Приора. В Сети долгое время эта
модель фигурировала как LADA Priora 2 (Лада Приора 2). Теперь же у автомобиля
есть собственное имя - LADA Vesta. В начале 2014 года президентом АВТОВАЗа стал
Бу Инге Андерссон. После его прихода была пересмотрена программа развития
АВТОВАЗа. При этом были внесены изменения в развитие модельного ряда бренда
LADA. В частности из программы стало известно, что на АВТОВАЗе планируют
выпускать LADA Vesta в двух типах кузовов: седан и хэтчбек. Во второй половине
2015 года на конвейер встал седан Лада Веста, а хэтчбек LADA Vesta появился в
2016 году.
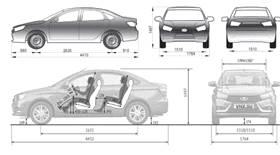
Рисунок 2- Габаритные размеры автомобиля LADA
Vesta
Дизайн LADA Vesta разрабатывается под
руководством британца Стива Маттина, получившего известность на должности
дизайнера в немецком Daimler и шведской Volvo. Еще осенью 2012 года он
продемонстрировал свое видение будущих моделей LADA в концепт-каре X-RAY.
Первым серийным автомобилем, который унаследует черты концепта станет Веста В
основу LADA Vesta положена платформа LADA В, которая является почти полностью
отечественной разработкой. Эта платформа вобрала в себя результаты нескольких
проектов: элементы франко-японской платформы В0 (Largus, Logan, Almera), не
реализованный «проект LADA С», наработки по LADA Priora.
|
Таблица
1 - Основные технические характеристики Лада Веста 2015 Comfort Optima с
мотором 1.6 литра
|
|
№
|
Спецификация
|
Данные
|
|
Габариты
(мм) и масса (кг)
|
|
1
|
Длина
|
4410
|
|
2
|
Ширина
(без/с зеркалами)
|
1764/2039
|
|
3
|
Высота
(загружен/пустой)
|
1497
|
|
4
|
Колёсная
база
|
2635
|
|
5
|
Дорожный
просвет (клиренс)
|
178
|
|
6
|
Снаряжённая
масса
|
1230-2170
|
|
Полная
масса
|
1670
|
|
Двигатель
|
|
7
|
Тип
|
Бензиновый,
жидкостного охлаждения, четырехтактный, ВАЗ-21129
|
|
8
|
Количество
цилиндров
|
|
9
|
Диаметр
цилиндра
|
82.0
мм
|
|
10
|
Ход
поршня
|
75.6
мм
|
|
11
|
Объём
|
1596
см³
|
|
12
|
Система
питания
|
Распределенный
впрыск топлива
|
|
|
Атмосферный
|
|
13
|
Степень
сжатия
|
10.45:1
|
|
14
|
Максимальная
мощность
|
78
кВт (106 л.с.) при 5800 об/мин
|
|
15
|
Максимальный
крутящий момент
|
148
Нм при 4200 об/мин
|
|
Трансмиссия
|
|
16
|
Сцепление
|
Однодисковое,
сухое, с диафрагменной нажимной пружиной и гасителем крутильных колебаний,
постоянно замкнутого типа
|
|
17
|
КПП
|
2182-АМТ
пятиступенчатая механическая трансмиссия с автоматом переключения передач,
адаптивная, селектор с электрическим сигналом, двухвальная, с
синхронизаторами на всех передачах переднего хода
|
Первый образ автомобиля LADA XRAY предал новое
лицо будущим моделям LADA. Он впервые был показан клиентам в 2012 году на
известном Московском автосалоне. Через два года спустя на ММАС был представлен
новый концепт с таким же названием. Но этот автомобиль уже почти максимально
был приближен к серийному образцу, которого выпустят. Одним словом LADA XRAY
первого образца предоставляла сам стиль развития автомобилей LADA, а второй
образец уже стал воплощением данного стиля в серийном производстве.
Концепт данной машины - это переднеприводный
хэтчбек, который был разработан компанией «АВТОВАЗ» на основе автомобиля
Renault Sandero, но с дизайном собственной разработки.
Концепт автомобиля LADA XRAY, показанный на
ММАС-2014, был изготовлен в италийском городе Турин. Там был изготовлен и
первый образец Лада Икс Рей. Но теперь компания заказала им сразу пять концепт-каров.
Они включали в себя по две разработки LADA XRAY и LADA Vesta, и концепт
гоночной машины LADA Vesta WTCC. По словам главного дизайнера компании АВТОВАЗ
копии XRAY и Vesta были доставлены в Тольятти. Это для того, чтобы сотрудники
компании смогли увидеть будущее своей компании.
Второй концепт также является шоу-каром. Он
сконструирован с помощью показных технологий. Функциональная составляющая была
упрощена, а внешность дизайнеры немного подрисовали. Согласно сказанному Стива
Маттина, если бы в компании было больше денег, то этот экземпляр мог быть
топ-версией.
Дизайн оригинальной XRAY сделал Евгений Ткачев.
Два года назад он занимался разработкой дизайна концептуальной Лады. Дабы
дизайн автомобиля Лада можно было сопоставить бюджету французской платформы
проект отдали опытному французу Жульену Друару. Он до этого 11 лет посвятил
роботе в дизайнерской студии Renault. Именно он занимается экстерьерами
предстоящих новинок.
.
Рисунок 3- Внешний вид автомобиля LADA XRAY
Основываясь на том, что базой автомобиля
является Renault Sandero Stepway, один из двигателей, используемых на
«Икс-Рей», будет от Рено - H4MK. Этот силовой агрегат, применяя максимальную
локализацию производства, изготавливают на АВТОВАЗе. При объеме 1,6 л он
развивает мощность 114 л.с.
Тем не менее, АВТОВАЗ расширяет и свою линейку
силовых агрегатов, поэтому выбор обещает быть достаточно богатым. По последней
информации только один из двигателей будет из линейки Рено-Ниссан, а оставшиеся
два - российские (собственной разработки АВТОВАЗа):
Объем 1,6 л; мощность 106 л.с. - применяется с
механической коробкой передач от Renault.
Объем 1,8 л; мощность 123 л.с. - применяется с
АМТ (автоматизированная механическая трансмиссия).
Таблица 2 - Основные технические характеристики
Лада LADA XRAY
|
Основные
показатели
|
|
Максимальная
скорость, км/ч
|
170
|
|
Разгон
до 100 км/ч, с
|
11.9
|
|
Расход
топлива, л город / трасса / смешанный
|
9.9
/ 6.1 / 7.5
|
|
Марка
топлива
|
АИ-95
|
|
Характеристики
двигателя
|
|
Тип
|
бензин
|
|
Расположение
|
переднее,
поперечное
|
|
Объем
двигателя, см³
|
1596
|
|
Максимальная
мощность,
л.с.
при об/мин
|
106
при 5800
|
|
Максимальный
крутящий момент, Н*м при об/мин
|
148
при 4200
|
|
Расположение
цилиндров
|
рядное
|
|
Количество
цилиндров
|
4
|
|
Число
клапанов на цилиндр
|
4
|
|
Система
питания двигателя
|
распределенный
впрыск
|
|
Степень
сжатия
|
|
Диаметр
цилиндра и ход поршня, мм
|
82
× 75.6
|

Рисунок 4- Габаритные размеры автомобиля LADA
XRAY
Автомобили LADA XRAY и LADA Vesta производства
концерна АВТОВАЗ являются автомобилями нового поколения, которые отвечают
стандартам многих европейских производителей, а также имеют высокие технические
характеристики и приятный экстерьер и интерьер. Выпуск данных автомобилей в
серию стал настоящим достижением отечественной автомобильной промышленности.
ГЛАВА 2.
ТЕХНОЛОГИЯ КУЗОВНОГО РЕМОНТА АВТОМОБИЛЕЙ
2.1 Восстановление геометрии кузова стапелем
Геометрия кузова определяет многие важные
характеристики автомобиля. После любого ДТП и даже после длительной
эксплуатации автомобиля эта пропорция нарушается, что приводит к различным
нежелательным последствиям, избежать которых можно только при восстановлении
геометрии, предусмотренной производителем автомобиля. Восстановление
производится с помощью современного специализированного оборудования - стапеля,
который позволяет восстановить геометрию кузова с точностью до миллиметра.

Рисунок 5- Повреждения кузова автомобиля LADA
Vesta
Особенность ремонта на стапеле заключается в
том, что он способен восстановить поврежденную деталь, не изменяя структуру
металла. Во время проведения восстановительных работ, кузов автомобиля
закрепляется на специальной платформе, после чего производится захват и
обработка поврежденного участка. Геометрия кузова автомобиля рассчитывается по
специальной технологии по контрольным точкам, который определяет производитель
данного автомобиля. Ремонтные восстановительные работы на стапеле могут
проводиться в 3 - х плоскостях сразу, чего нельзя добиться ни одним из других
известных сегодня способов восстановления кузова. Восстановленный на стапеле
кузов практически неотличим от нового.
Необходимость в использовании
стапеля возникает не только в случае серьезного дорожно-транспортного
происшествия, она может возникнуть в результате незначительного столкновения
или наезде на препятствие. Порой можно даже и не заметить как в результате
относительно сильного удара, кратковременно, была резко нагружена рама или
несущие элементы кузова. Следствием этого, как и небрежно выполненной работы по
восстановлению кузова, становятся незначительные отклонения геометрии кузова.
Эта неисправность может вызвать изменение зазоров между точечно или шарнирно
закрепленными элементами кузова, может изменить геометрию несущих элементов и
следовательно расположение элементов подвески. Изменения влекущие за собой
разницу относительного расположения осей колес, нормальных углов установки
колес. Выполнение процесса "развал-схождение
<#"903235.files/image006.jpg">
Рисунок 6- Внешний вид стапеля для
восстановления геометрии кузова
Искажение базовой геометрии кузова
возможно выявить, проведя замеры кузова по основным контрольным точкам
геометрии кузова
<#"903235.files/image007.gif">
Рисунок 7- Схемы направление действия сил
прилагаемых при восстановлении геометрии кузова автомобиля.
Таблица 3 - Оборудование и приспособления
необходимые при восстановлении геометрии кузова автомобиля стапельным способом.
|
1
|
Платформа
с подъемником h=140-1600mm.
|
BS13
|
1
|

|
|
|
2
|
Блок
питания для подъемника 380Вт, 3ф, 50гц
|
T601
|
1
|

|
|
|
3
|
Масло
гидравлическое
|
|
1
|
|
|
|
4
|
Фиксирующая
опора
|
B30
|
4
|

|
|
|
5
|
Тяговый
выпрямитель с гидроцилиндром NIKE 5т.
|
D20
|
1
|

|
|
|
6
|
Цепь
с крюками 5т. L=2,4m
|
T32
|
1
|
|
|
|
7
|
Проставки
для увеличения высоты 60мм
|
B637
|
4
|

|
|
|
8
|
Пневмонасос
Nike для гидроцилиндра
|
D45
|
1
|

|
|
|
9
|
Кузовной
зажим
|
B639
|
4
|

|
|
|
12
|
Опора
для боковой растяжки
|
D201
|
|
|
|
|
13
|
Набор
для использования изм.системы CAR-O-TRONIC
|
B650
|
|

|
|
14
|
Измерительная
линейка для CAR-O-TRONIC на Speed
|
M13
|
|
15
|
Набор
из универсальных захватов T71, T72,T73, T74
|
T70
|
|

|
|
16
|
Укоротитель
цепи
|
T12
|
|
|
|
17
|
Универсальный
растяжной крюк с комплектом захватов
|
T10
|
|

|
|
|
|
|
|
|
|
|
|
|
Ремонт кузова автомобиля при помощи
высокоточного стапеля проводится в несколько этапов:
предварительный внешний осмотр, в ходе которого
происходит выявление существующих неисправностей;
определение объема работ и расчет
предварительной стоимости;
определение контрольных точек геометрии кузова;
восстановление геометрии кузова к параметрам,
максимально приближенным к заводским первоначальным стандартам;
контроль точек геометрии кузова на соответствие
номинальным;
покраска автомобиля или тех частей, которые
подверглись ремонту. В большинстве случаев покраска осуществляется в
специальных камерах, где наносится защитный лакокрасочный слой. Далее
производится покраска при помощи краскопультов, а затем кузов автомобиля подвергается
тщательной полировке.

Рисунок 8- Восстановление геометрии кузова
автомобиля на стапеле.
Восстановление геометрии кузова является не
только восстановлением внешнего вида автомобили, но и номинальной технической характеристики.
Отклонения геометрии кузова могут пагубно сказываться на управляемости
автомобиля, работе подвески автомобиля вследствие чего езда становиться
некомфортной, а также может приводить к более быстрому износу деталей
автомобиля. Восстановление геометрии кузова является достаточно трудоёмким
процессом и требует наличия дорогостоящего оборудования и квалифицированных
специалистов. Восстановление геометрии кузова стапельным способом является
наиболее точным и рациональным.
.2 Рихтовка наружных элементов кузова автомобиля
кузов рихтовка стапель
В результате удара выпуклая поверхность
сжимается, выравнивается, затем становится вогнутой и, если удар очень сильный,
металл вытягивается. Вокруг деформированной зоны создается граничный пояс, в
этом месте металл подвергся наибольшей вытяжке, так как в момент сжатия он
являлся своего рода шарниром, на который действовали усилия сжатия. Этот
ограничительный пояс иногда образует резко выраженную кромку или складку и
мешает восстановлению формы металла, так как является зоной возникновения
максимальных внутренних напряжений.
Восстановление формы включает в себя две
основные операции: выколотку и выравнивание, или рихтовку.
Выколотка - это предварительное, черновое
придание первоначальной конфигурации поврежденной детали.
Различие полученной формы с ее первоначальной
устраняется выравниваем, или рихтовкой.
Выколотку производят либо давлением, либо
молотком, начиная с более жестких деталей от граничной кромки в направлении
центра вмятины. Усилие прилагают в направлении, противоположном тому, в котором
произошла деформация.
Выколотку можно начать и выдавливанием с помощью
домкрата или рычага, следя за тем, чтобы создаваемое усилие не вызвало
деформации в точках опоры. Операцию продолжают с помощью молотка и ручной опорной
наковаленки. Профиль наковаленок, применяемых для выколотки, выбирают похожим
на профиль детали перед деформацией.

Рисунок 9- Наковаленки для выколотки
Ударные инструменты, применяемые при выколотке,
не должны вызывать удлинение листа, нельзя применять ударные стальные
инструменты, нанося удары по листу на наковаленке.
Лучше всего применять деревянные киянки. Они
обладают значительной опорной поверхностью и не оставляют следов на
обработанной поверхности металла.

Рисунок 10- Деревянная киянка
Выколотка деревянными киянками имеет еще одно
преимущество: она не вызывает никакого удлинения, так как дерево киянок
недостаточно твердое, чтобы вызвать утончение металла. Выколотка киянкой,
находящейся в хорошем состоянии, может обеспечить предварительное выравнивание
высокого качества.
Можно применять и стальные молотки, в бойке
которых находится резина. Они более надежны, чем деревянные киянки.
После выколотки форма детали должна повторять
первоначальную форму. Оценка качества восстановленной формы детали
осуществляется сравнением с формой недеформированной детали.
В некоторых случаях выколотку производят
непосредственно на автомобиле, особенно при ремонте несъемной детали, что
значительно затрудняет работу, поэтому, если элемент съемный, его лучше снять и
выполнить работу на верстаке. Такими деталями являются двери, капоты и крылья
некоторых автомобилей.
Особый инструмент - рифленые кувалды, рабочая
поверхность которых напоминает поверхность напильника. Эти кувалды в меньшей
степени вытягивают металл, так как профиль рифлений создает сжатие металла.
Ручном инструменте- это самое ценное для мастера. Это поддержки, осадки,
молотки и т. д. Ручной инструмент поставляют обычно в наборе. Надо отметить,
что содержимое набора - плод долгих трудов, поскольку приспособления, в него
входящие, на все случаи. Сделать универсальной кривизну рабочих поверхностей
инструмента сложно. Это под силу только крупным фирмам, способным затратить на
создание инструмента значительные средства, а случайные поделки никого
полностью не удовлетворят.
Рихтовка заключается в устранении неровностей
поверхности до такой степени, когда состояние ее становится почти таким же, как
после штамповки. От качества рихтовки зависит и качество последующей покраски,
а также количество шпатлевки, которое придется наложить на поверхность для
окончательного ее выравнивания.
В процессе рихтовки возникает наклеп, который
вызывает упрочнение листа.Рихтовка - последняя операция обработки кузовных
деталей. Так как операция является отделочной, ее необходимо выполнять
тщательно, для чего часто требуется много времени.

Рисунок 11- Инструмент для рихтовки
Рихтуют ударами молотка по листу, который
опирают на наковальню. Используемая для рихтовки наковальня должна обладать
достаточной массой, чтобы поглощать удар, и иметь форму, схожую с формой
рихтуемой части детали. Рабочая поверхность наковальни должна быть гладкой,
чтобы не оставлять следов на поверхности листа.
При рихтовке применяются рихтовочные молотки,
называемые также гладилками, и молотки-кувалды. Молотки изготовляют из стали,
причем их бойки закаливают и полируют.
Утончение листа, вызываемое обработкой молотком,
происходит тем быстрее, чем сильнее наносимые удары. Так как объем металла
остается постоянным, то его уточнение сопровождается удлинением, которому
препятствует металл необработанных молотком участков. В результате блокирования
этой деформации происходит выпучивание поверхности листовой детали.
При рихтовке сильными разрозненными ударами
инструменты оставляют на поверхности металла следы и чрезмерно растягивают и
истончают лист.
Если на рихтуемой детали есть складка, то
рихтовку начинают с выправления этой складки до окончательной формы, а затем
рихтуют остальную часть детали.
Качество выполненной рихтовки оценивается
визуально и ощупыванием поверхности ладонью руки. Визуально наиболее легко
контролируются выпуклые или вогнутые поверхности путем просмотра их под углом
или сбоку. Для контроля плоских поверхностей применяют линейки.
При ощупывании малейшая неровность ощущается
ладонью. После рихтовки возможно образование двух видов дефектов поверхности:
) на выпуклом участке небольшой листовой панели
образуется впадина, которую нельзя устранить выдавливанием;
) на обширном участке листовой панели образуется
пузырь, который при нажатии на его выпуклую сторону попеременно перемещается то
на одну, то на другую сторону листа.
Выколотка и рихтовка являются обязательными
технологическими процессами при ремонте кузова автомобиля, так как эти процесс
позволяют добиться максимально близкой к номинальной геометрии элементов кузова
автомобиля.
.3 Окраска восстановленных поверхностей.
В процессе ремонта необходимо тщательно защищать
кузов от коррозии. При этом недостаточно ограничиться только защитой основания
кузова, заполнением скрытых полостей, первичной обработкой сварных точек и
герметизацией сварных швов. Нельзя забывать, что антикоррозионная защита должна
начинаться уже с момента первичной подготовки чистого листового металла, а
заканчиваться заполнением скрытых полостей после нанесения покрывного лака. Для
работника, занятого восстановлением кузова, это означает, что он обязан хорошо
разбираться в проблемах окрашивания. Ведь именно он работает с чистым листовым
металлом и, следовательно, закладывает основу для последующего создания системы
лакокрасочного покрытия.

Рисунок 12 - Очистка поверхности от ржавчины
Необходимость такого знания обусловлена также
тем, что многие детали кузова бывают доступны лишь перед привариванием новых
деталей и поэтому подлежат окрашиванию (например, внутренние стенки боковин,
основание кузова, зоны порогов и колесных ниш), которое обязан осуществлять
именно жестянщик.
К таким внутренним поверхностям примыкают
переходные зоны, которые впоследствии должен окрасить маляр (например, рамки
дверей). Качество подготовки к окрашиванию этих переходных зон зачастую
является причиной расхождения во мнениях маляра и жестянщика. Маляр иногда
бывает не удовлетворен качеством предварительной работы, предъявляет претензии
к неквалифицированной подготовке основы для лакокрасочного покрытия, - ему
приходится отшлифовывать соответствующие места до чистого металла и заново
создавать правильную структуру лакокрасочного покрытия. Приведем пример
неквалифицированной работы жестянщика: на поверхность, которая прежде была
покрыта термопластичным лаком, он нанес лак на основе синтетической смолы, не
удалив предварительно старое покрытие. Ни один маляр не сможет работать с такой
переходной зоной, поскольку термопластичное покрытие будет размягчаться под
действием растворителя.
Целью излагаемого ниже материала является
предупреждение подобных недоразумений. Для лучшего понимания материала вкратце
будет рассмотрена технология окрашивания кузова в заводских условиях. Поскольку
процесс ремонтного окрашивания зависит от применяемых материалов и структуры
лакокрасочного покрытия, в качестве примера для более ясного представления об
этом процессе мы приведем способ ремонтного окрашивания, разработанный фирмой
Glasurit, основным направлением деятельности которой является производство
лакокрасочной продукции.
Окрашивание кузова эксплуатируемого автомобиля
Как свидетельствует название, такое ремонтное
окрашивание должно периодически производиться в процессе эксплуатации
автомобиля для поддержания кузова в надлежащем состоянии. .
Типы лакокрасочных покрытий и способы их
идентификации
Прежде чем приступить к ремонтному окрашиванию
кузова, необходимо установить тип старого лакокрасочного покрытия, поскольку
возможна несовместимость старой и ремонтной краски. Благодаря идентификации
старого покрытия (см. таблицу 4) обычно удается выбрать правильную технологию
ремонтного окрашивания.
Таблица 4 - Определение типа лакокрасочного
покрытия
|
Тип
лакокрасочного покрытия
|
Способ
идентификации
|
|
Покрытия
на основе нитроцеллюлозной эмали или термопластичной полиакриловой смолы
|
|
Отсутствие
отверждения лакокрасочного покрытия
|
Смочить
кусок белой ткани в растворителе для нитроэмали и потереть поверхность кузова
в незаметном месте, в результате чего произойдет набухание или травление покрытия
|
|
Одно-
или двухслойное лакокрасочное покрытие («металлик», универсальное покрытие
или «эффектное» покрытие)
|
Перочинным
ножом поскоблить верхний слой покрытия. Если образуются частички
молочно-белого цвета, речь идет о прозрачном внешнем слое двухслойного
лакокрасочного покрытия
|
Каким образом можно определить тип старого
лакокрасочного покрытия? Изготовители лакокрасочных материалов обычно выпускают
проспекты, которые содержат информацию о том, какие марки краски применяются
для окрашивания тех или иных моделей. Эти проспекты могут оказаться ценным
подспорьем для идентификации лакокрасочного покрытия восстанавливаемого
автомобиля. Кроме того, в этих проспектах содержатся указания по технологии
нанесения каждой из красок. Например,
если речь идет о красках на основе термопластичных полиакриловых смол, при
выборе технологии окрашивания следует учитывать чувствительность этих красок к
растворителям.
Контроль цветового тона
Если при окрашивании какой-либо детали кузова
необходимо обработать зону перехода от внутренней поверхности к наружному
лакокрасочному покрытию, должен быть произведен подбор цветового тона краски,
предназначенной для ремонтного окрашивания. Для этого следует нанести ремонтную
краску распылением на пробный кусок кузовной стали (окрашивание кистью не
допускается). После сушки покрытия следует сравнить соответствующие цветовые
тона. Если речь идет о покрытии типа «металлик», для изготовления
сравнительного образца следует использовать ту композицию, которую наносили при
изготовлении оригинального лакокрасочного покрытия. Цветовой тон и яркость
окраски очень сильно зависят от особенностей техники нанесения краски (давления
распыления, расстояния от краскораспылителя до окрашиваемой поверхности и т.
п.)
Если подобранный цветовой тон не соответствует
цвету лакокрасочного покрытия автомобиля, ситуация оказывается достаточно
критической: без применения устройства для подбора цвета краски маляр будет не
в состоянии произвести требуемую подгонку цветового оттенка. Тогда лучше, если
он ограничится окрашиванием лишь внутренней стороны, а переходную зону
обработает таким образом, чтобы у полировщика впоследствии не возникло никаких
проблем.
Ремонтное окрашивание металлической поверхности
Работник ремонтной мастерской должен ясно
понимать, что трудозатраты, связанные с непосредственным окрашиванием
поверхности для придания ей определенного цветового тона, составляют не более
10 % от общих затрат труда на окрашивание кузова. Почти 90 % рабочего времени
уходит на то, чтобы подготовить поверхность к нанесению лакокрасочного
покрытия.
Подготовка поверхности к окрашиванию
Удаление ржавчины. В первую очередь следует
основательно очистить металлическую поверхность, которая, возможно, покрыта
ржавчиной. Если пятна ржавчины не удается устранить обычным шлифованием, может
потребоваться пескоструйная обработка.
Очистка и шлифование. Следующей стадией
подготовки поверхности является ее очистка. В общем случае, прежде чем перейти
к следующим технологическим операциям, отшлифованную до металлического блеска
поверхность следует протереть специальным очищающим средством и растворителем.
Недопустимо использовать восстановленные растворители, поскольку в них могут
содержаться загрязняющие примеси. Далее следует приступить к шлифованию,
используя наждачную бумагу зернистостью P 80. Плавный переход от металлической
к покрытой краской поверхности обеспечивается благодаря использованию наждачной
бумаги меньшей зернистости (P 120 и P 180). После шлифования поверхность
необходимо еще раз протереть средством для очистки, а затем средством для
удаления смол и силикона.
Подготовка луженой поверхности. Луженым участкам
кузова нужно уделять особое внимание. Следует полностью удалять флюс, что в
особенности относится к краевым зонам. Для этого луженые детали протирают
щелочным обезжиривающим средством (3%-ным раствором аммиака), а затем промывают
горячей водой. Затем поверхность тщательно протирают специальным очистителем. В
заключение ее протирают ветошью, смоченной в растворителе. Далее производят
шлифование поверхности. Если используют угловую шлифовальную машинку (с гибкой
тарелкой), на поверхности могут оставаться грубые царапины, поэтому необходимо
дополнительное тонкое шлифование. Затем всю обрабатываемую поверхность вновь
очень тщательно протирают специальным очистителем для металла, а также
средством для удаления смол и силикона.
В заключение напомним, что использовать пайку
для ремонта деталей из алюминия не допускается в связи с опасностью
возникновения электролитической коррозии этого металла.
Шпатлевание
Нанесение шпатлевки. Полиэфирную шпатлевку
смешивают в заданной пропорции с отвердителем. Смесь наносят на
восстанавливаемую поверхность шпателем, конфигурация которого соответствует
форме кузова в месте ремонта. Между прочим, существуют универсальные шпатлевки,
которые обладают высокой адгезией к любым металлическим подложкам (стали,
алюминию, луженой и оцинкованной поверхности). Следует соблюдать особую
осторожность, если шпатлеванию подлежат и смежные по отношению к
восстанавливаемому месту зоны старого лакокрасочного покрытия. В этом случае
предварительно проверяют чувствительность старого лакокрасочного покрытия к
растворителю, для чего следует приложить на минуту к отшлифованной поверхности
старого лакокрасочного покрытия ветошь, смоченную в растворителе полиакриловых
смол, а затем провести по покрытию ногтем. Если обнаружится, что старое
покрытие размягчилось, наносить шпатлевку нельзя. В подобном случае нужно
отшлифовать большую поверхность, чем требуется зашпатлевать, в результате чего
в обработанном месте образуются три следующие зоны:
зашпатлеванная область;
блестящий металл, окружающий зашпатлеванное
место;
старое лакокрасочное покрытие.
Старое лакокрасочное покрытие в краевых зонах
подлежит шлифованию мелкозернистой наждачной бумагой (P 240 - P 280).
Шлифование зашпатлеванной поверхности. После
выдержки в течение времени требуемого для отверждения шпатлевки, зашпатлеванный
участок следует отшлифовать наждачной бумагой с зернистостью P 80. Затем кистью
или шпателем наносят тонкий слой шпатлевки. Далее целесообразно нанести кистью
контрольный (выявительный) слой краски черного цвета, которую предварительно
перемешивают со смесью, состоящей на 90% из растворителя акриловых смол и на
10% из комбинированного порозаполнителя на нитроцеллюлозной основе. Краску
стирают сразу после нанесения и производят тонкое шлифование поверхности
наждачной бумагой P 150 - P 240. Благодаря черному цвету контрольной краски
выявляются образовавшиеся при шлифовании бороздки и поры, которые подлежат
дополнительному шпатлеванию.
Альтернативой тонкому шпатлеванию является
нанесение шпатлевки кистью. Преимущество этого способа состоит в том, что
кистью гораздо легче зашпатлевать закругления и углы.
Внимание! При ремонте кузова из алюминиевого или
оцинкованного стального листа перед нанесением шпатлевки на восстанавливаемую
поверхность, если отсутствует специально предназначенная для этих материалов
шпатлевка, следует нанести распылением реактивный грунт.
Нанесение промежуточных покрытий
Дополнительная антикоррозионная защита. При
шлифовании зашпатлеванных участков кузова в некоторых местах может проступить
металл. На такие места следует нанести дополнительную защиту от коррозии. Такая
защита выполняет несколько функций. Во-первых, является промежуточным покрытием
между металлом кузова и покрывным слоем краски. Во-вторых, предотвращает
коррозию кузова и улучшает адгезию. И наконец, она выполняет функцию
порозаполнителя. Выдержка перед дальнейшей обработкой поверхности при 20۫C
äîëæíà
ñîñòàâëÿòü
îêîëî 15 ìèí.
Íàíåñåíèå
ãðóíòà-ïîðîçàïîëíèòåëÿ.
Ãðóíò-ïîðîçàïîëíèòåëü
íàíîñÿò íà
âñþ
âîññòàíàâëèâàåìóþ
ïîâåðõíîñòü,
ïðåäâàðèòåëüíî
ñìåøàâ êîìïîíåíòû.
 êà÷åñòâå
ãðóíòà â
áîëüøèíñòâå
ñëó÷àåâ
èñïîëüçóþò
не содержащий хроматы полиуретановый порозаполнитель. Нанесение осуществляют
двухслойным распылением. После первого нанесения ждут, пока образуется
однородная матовая поверхность. После второго нанесения покрытие сушат в печи
при тепрературе около 60۫Ñ â
òå÷åíèå 20
ìèí.
Åñòåñòâåííàÿ
ñóøêà (ïðè 20۫Ñ)
îáû÷íî
äëèòñÿ 1,5 - 2 ÷.
Òîëùèíà
ñëîÿ ãðóíòà
ñîñòàâëÿåò 50
-60 ìêì.
Ñëåäóåò
ïîÿñíèòü,
÷òî
ïîäðàçóìåâàåòñÿ
ïîä òåðìèíîì
«íàíåñåíèå
ðàñïûëåíèåì».
Ðå÷ü èäåò î ðàâíîìåðíîì
ïåðåìåùåíèè
êðàñêîðàñïûëèòåëÿ
ñ
îïðåäåëåííîé
ñêîðîñòüþ
âäîëü âñåé îáðàáàòûâàåìîé
ïîâåðõíîñòè.
Ëèíèÿ ïåðåìåùåíèÿ
êðàñêîðàñïûëèòåëÿ
äîëæíà áûòü
ïàðàëëåëüíà
ïîâåðõíîñòè
(он должен оставаться на неизменном расстоянии от поверхности), а рука,
удерживающая распылитель, не должна совершать виляющих движений.
Одно время часто использовали окрашивание так
называемым «перекрестным способом». Движение краскораспылителя в этом случае
начинали от края окрашиваемой поверхности, и пистолет перемещали слева направо,
после чего возвращались в обратном направлении. Как только вся поверхность в
результате такого зигзагообразного перемещения пистолета оказывалась покрыта
краской, таким же зигзагообразным перемещением, но в направлении сверху вниз (и
наоборот) наносили второй слой. Так, в результате окрашивания перекрестным
способом поверхность оказывалась покрыта двойным слоем краски или грунта. В
местах перекрещивания, однако, часто возникали скопления наносимого материала,
и толщина покрытия в этих местах была соответственно недопустима велика. В
связи с этим пользоваться перекрестным способом нанесения покрытия не
рекомендуется.
Нанесение тонирующего порозаполнителя.
Альтернативой упомянотому выше грунту-порозаполнителю может быть тонирующий
порозаполнитель. Основное преимущество этого материала состоит в лучшей кроющей
способности наносимой поверх него покрывной краски. В особенности это относится
к цветовому тону краски с перламутровым эффектом. Кроме того, при нанесении
тонирующего порозаполнителя становятся не так заметны сколы, образующиеся в
результате ударов мелких камешков, поскольку его цвет приблизительно совпадает
с цветом окончательно окрашенного автомобиля. К тонирующему наполнителю могут
быть подмешаны остатки двухкомпонентной краски на основе полиакриловой смолы.
Тонирующий порозаполнитель позволяет обеспечить
высокую производительность окраски автомобиля и сократить число наносимых
слоев, благодаря чему снижается общий расход лакокрасочных материалов.
Сначала тонирующий порозаполнитель смешивают с
соответствующей покрывной краской. Затем в полученную смесь добавляют
растворитель и отвердитель, причем соотношение трех этих компонентов составляет
1:1:1. Порядок распыления и толщина образующегося покрытия аналогичны
грунту-порозаполнителю. Нанесенное покрытие до сушки имеет блеск. Отверждение
тонирующего порозаполнителя, однако, несколько более продолжительно: сушку в
печи при 60۫Ñ
ïðîâîäÿò â
òå÷åíèå 30
ìèí, ïðè
êîìíàòíîé òåìïåðàòóðå
- îêîëî 3 ÷.
Ïîñëå ñóøêè
ïîâåðõíîñòü ïîêðûòèÿ
ïîðàçàïîëíèòåëåì
ñòàíîâèòñÿ
ìàòîâîé.
Шлифование поверхностей, покрытых грунтующим и
тонирующим порозаполнителями. Шлифование поверхности, обработанной
порозаполнителем того и другого вида, может быть произведено как мокрым, так и
сухим способом. Для мокрого шлифования используется шлифовальная машинка с
сетчатой тканью в качестве абразивного материала, что соответствует зернистости
P 800 - P 1000. Возможно ручное мокрое шлифование наждачной бумагой P 600 - P
800. Сухое шлифование производят наждачной бумагой зернистостью P 400. По
соображениям экономии времени более предпочтительным является сухое шлифование.
Нанесение покрывной краски
Перед нанесением покрывной краски необходимо
тщательно очистить поверхность. Ее протирают специальным средством для удаления
смол и силикона, а затем специальной тканью, связывающей пыль. К подготовленной
таким образом поверхности больше нельзя прикасаться пальцами.
Универсальное окрашивание. Пыль является одним
из главных врагов процесса окрашивания, поэтому перед покрывным окрашиванием
маляр, выполняющий эту операцию, должен надеть специальную одежду, которой он
должен пользоваться только для проведения окраски или которая только что
использовалась при приготовлении покрывного материала.
Покрывную краску готовят в смесительном
устройстве или в жестяной банке, уже имея нужный цветовой оттенок. В настоящее
время обычно используют двухкомпонентные краски на основе полиакриловой смолы,
которые смешивают с необходимым количеством отвердителя. Универсальные краски
наносят распылением в два слоя. После нанесения первого слоя ждут, пока
покрытие не станет «сухим на отлип». После нанесения второго слоя, чуть выждав,
приступают к сушке покрытия в печи или под действием инфракрасного излучателя.
Время сушки при температуре 60۫Ñ
ñîñòàâëÿåò
îêîëî 30 ìèí.
Õîòÿ ïî
çàâåðøåíèè
ýòîãî
ïåðèîäà
îêîí÷àòåëüíîãî
îòâåðæäåíèÿ
ïîêðûòèÿ åùå
íå
ïðîèñõîäèò,
îäíàêî ê ìîíòàæó
äåòàëü óæå
ãîòîâà.
Ïåðèîä,
êîòîðûé
äîëæåí
ïðîéòè,
ïðåæäå ÷åì
ìîæíî
âîñïîëüçîâàòüñÿ
àâòîìîéêîé,
ñîñòàâëÿåò
îò 7 äî 10 äíåé.
Äâóõñëîéíîå
îêðàøèâàíèå(«ìåòàëëèê»,
«ýôôåêòíîå»,
óíèâåðñàëüíîå
ïîêðûòèå).
Ïîñëå îïèñàííîé
âûøå
ïîäãîòîâèòåëüíîé
ðàáîòû íàíîñÿò
îñíîâíîé
ñëîé êðàñêè,
êîòîðûé îïðåäåëÿåò
öâåòîâîé
òîí ïîêðûòèÿ
è æåëàåìûé îïòè÷åñêèé
ýôôåêò.
Îñíîâíàÿ
êðàñêà
ÿâëÿåòñÿ
ëèøü ÷àñòüþ îáùåé
ñèñòåìû
ëàêîêðàñî÷íîãî
ïîêðûòèÿ è â
ñëó÷àå
ïîêðûòèÿ
«ìåòàëëèê»
èëè «ýôôåêòíîãî»
îêðàøèâàíèÿ,
åñëè îíà
èñïîëüçóåòñÿ
îäíà,
ïîêðûòèå íå
áóäåò
àòìîñôåðîñòîéêèì,
ïîýòîìó åãî
âñåãäà
ñëåäóåò
ïîêðûâàòü ïðîçðà÷íûì
ëàêîì. Åñëè
ðå÷ü èäåò îá
óíèâåðñàëüíîì
îêðàñî÷íîì
ïîêðûòèè,
ïðîçðà÷íûé
ëàê
èñïîëüçóþò
íå âñåãäà,
ïîñêîëüêó
ñîîòâåòñòâóþùåå
îñíîâíîå
ïîêðûòèå
îáëàäàåò
äîñòàòî÷íîé
óñòîé÷èâîñòüþ
ïî
îòíîøåíèþ ê
îáû÷íûì âîçäåéñòâèÿì
è â
îòñóòñòâèå
ïðîçðà÷íîãî
ëàêà. Òåì íå
ìåíåå èçãîòîâèòåëè
àâòîìîáèëåé
âñå ÷àùå
èñïîëüçóþò
ïðîçðà÷íûé
ëàê ïðè
óíèâåðñàëüíîì
îêðàøèâàíèè.
Ãîòîâÿò
îñíîâíóþ
êðàñêó â
ñîîòâåòñòâèè
ñ
ðåêîìåíäàöèÿìè
èçãîòîâèòåëÿ
è íàíîñÿò â
äâà ñëîÿ,
òîëùèíà
êàæäîãî èç
êîòîðûõ ñîñòàâëÿåò
15-25 ìêì. Ïðè
ðàñïûëåíèè
êðàñêè íåîáõîäèìî
ñëåäèòü çà
îòñóòñòâèåì
ïîòåêîâ íà
ïîêðûâàåìîé
ïîâåðõíîñòè.
Ïîñëå
íàíåñåíèÿ
ïåðâîãî ñëîÿ
æäóò, ïîêà
ïîâåðõíîñòü
íå ñòàíåò
îäíîðîäíîé è
ìàòîâîé,
ïîñëå ÷åãî íàíîñÿò
âòîðîé ñëîé
è âíîâü æäóò,
ïîêà íå ïîÿâèòñÿ
ìàòîâûé
áëåñê. Ïîñëå
ýòîãî íàíîñÿò
òàêæå â äâà
ñëîÿ
ïðîçðà÷íûé
ëàê, à çàòåì
ïðîèçâîäÿò åãî
ñóøêó â òåõ
æå óñëîâèÿõ,
êàê è ïðè
óíèâåðñàëüíîì
îêðàøèâàíèè.
Äëÿ
õàðàêòåðèñòèêè
ïîäãîòîâèòåëüíûõ
êîìïîçèöèé
è ñèñòåì
ïîêðûâíîãî
îêðàøèâàíèÿ
èñïîëüçóþò
îáîçíà÷åíèÿ
LS(íèçêîå
ñîäåðæàíèå
òâåðäîé
ôàçû),
MS(ñðåäíåå
ñîäåðæàíèå
òâåðäîé
ôàçû) è
HS(âûñîêîå
ñîäåðæàíèå
òâåðäîé
ôàçû). Ðå÷ü ïðè
ýòîì èäåò î
ñîäåðæàíèè
òâåðäûõ
êîìïîíåíòîâ
â ñîñòàâå óêàçàííûõ
ìàòåðèàëîâ.
Ñ òî÷êè
çðåíèÿ âîçäåéñòâèÿ
íà
îêðóæàþùóþ
ñðåäó ýòî
îçíà÷àåò,
÷òî ñ
óâåëè÷åíèåì
ñîäåðæàíèÿ
òâåðäûõ
÷àñòèö â êðàñêå
íåáëàãîïðèÿòíîå
âîçäåéñòâèå
íà îêðóæàþùóþ
ñðåäó ïðè åå
íàíåñåíèè
óìåíüøàåòñÿ.
Çàêëþ÷åíèå
ïî
âîññòàíîâèòåëüíîìó
îêðàøèâàíèþ
ìåòàëëè÷åñêîé
ïîâåðõíîñòè
Íåñìîòðÿ
íà òî ÷òî
ñóùåñòâóþò
ðàçíûå ñèñòåìû
ëàêîêðàñî÷íûõ
ïîêðûòèé,
âñå ñîîòâåòñòâóþùèå
òåõíîëîãè÷åñêèå
ïðîöåññû
ìîæíî
ïðåäñòàâèòü
â ñëåäóþùåì
îáîáùåííîì
âèäå:
î÷èñòêà
ïîäëåæàùåé
âîññòàíîâëåíèþ
ïîâåðõíîñòè;
øëèôîâàíèå
(пескоструйная обработка) поверхности;
идентификация лакокрасочного покрытия
восстанавливаемого кузова автомобиля;
нанесение шпатлевки;
шлифование зашпатлеванной поверхности;
нанесение контрольной (выявительной) краски, ее
стирание и шлифование поверхности;
нанесение тонкого слоя шпатлевки
шпателем(кистью);
шлифование зашпатлеванной поверхности;
дополнительная антикоррозионная защита(нанесение
грунтового слоя на оголенные места поверхности кузова);
нанесение грунта-порозаполнителя(тонирующего
порозаполнителя);
шлифование поверхности(мокрое или сухое);
нанесение покрывного слоя краски распылением;
нанесение прозрачного лак
Окраска ремонтируемого автомобиля производиться
в несколько этапов, и ей предшествует целый ряд предварительных операций по
подготовке поверхности и подбору эмали. Правильно подобранная эмаль и
качественно выполненные подготовительные работы являются гарантом качества выполнения
ремонта.
ÇÀÊËÞ×ÅÍÈÅ
 õîäå âûïîëíåíèÿ
äàííîé êóðñîâîé
ðàáîòû áûëè ðàññìîòðåíû
ýòàïû ðàáîò ïî
ðåìîíòó êóçîâà
íà ïðèìåðå àâòîìîáèëåé
LADA VESTA è LADA XRAY. Ïðè âûïîëíåíèè
ðàáîòû áûëè èçó÷åíû
ïðîöåññû äåôîðìàöèè
ìåòàëëà ïðè ÄÒÏ,
à òàêæå ïðîöåññ
óñòðàíåíèÿ äåôîðìàöèè
íåñóùåé ÷àñòè
êóçîâà àâòîìîáèëÿ
ïðè ïîìîùè ñòàïåëÿ,
ïîäðîáíî ðàññìîòðåí
ñîñòàâ îáîðóäîâàíèÿ
è îñíàñòè, èñïîëüçóåìàÿ
äëÿ âîññòàíîâëåíèÿ
ãåîìåòðèè êóçîâà.
Ïðè íàïèñàíèè
ðàáîòû òàêæå
áûëè ðàññìîòðåíû
ïîñëåäóþùèå ïðîöåññû
âîññòàíîâëåíèÿ
âíåøíåãî âèäà
àâòîìîáèëÿ íà
ïðèìåðå âûïîëíåíèÿ
âûêîëîòêè è ðèõòîâêè
êóçîâà. Òàêæå
áûëè ïîëó÷åíû
òåîðåòè÷åñêèå
çíàíèÿ î ïîäãîòîâêå
ïîâåðõíîñòè
êóçîâà àâòîìîáèëÿ
ïðè ïðîâåäåíèè
ëàêîêðàñî÷íûõ
ðàáîò, ðàññìîòðåíû
ìåòîäû ïîäáîðà
àâòîýìàëåé è
ìåòîä îïðåäåëåíèå
âèäà ëàêîêðàñî÷íîãî
ìàòåðèàëà.
 ðàáîòå
ïðîèçâåäåí êðàòêèé
îáçîð àáòîìîáèëåé,
ïðèâåäåíû îñíîâíûå
òåõíè÷åñêèå
õàðàêòåðèñòèêè
è êðàòêàÿ èñòîðèÿ
ñîçäàíèÿ äàííûõ
ìîäåëåé. Íà îñíîâàíèè
ïîëó÷åííûõ çíàíèé
íàïèñàíû âûâîäû
ïî êàæäîé ãëàâå
äàííîé ðàáîòû.
ÑÏÈÑÎÊ ÈÑÏÎËÜÇÎÂÀÍÍÎÉ
ËÈÒÅÐÀÒÓÐÛ
1.
Ãðèáêîâ Â.Ì., Êàðïåêèí
Ï.À. Ñïðàâî÷íèê
ïî îáîðóäîâàíèþ
äëÿ ÒÎ è ÒÐ àâòîìîáèëåé.
Ì.: Ðîññåëüõîçèçäàò,
2008. 223 ñ.
.
Ïåòðîâ Þ.Í. è äð.
Îñíîâû ðåìîíòà
ìàøèí. Ì.: Êîëîñ,
2008.
.
Ðåìîíò ìàøèí
Ïîä ðåä. Òåëüíîâà
Í.Ô. - Ì.: Àãðîïðîìèçäàò,
2007. 560 ñ.
.Êóçîâíûå
ðàáîòû. Ëåãêîâîé
àâòîìîáèëü: ó÷åáíîå
ïîñîáèå/ Þ.Ò. ×óìà÷åíêî,
À.À. Ôåäîð÷åíêî.
- Èçä. 2-å, äîïîëíåíî
è ïåðåðàáîòàíî-
Ðîñòîâ í/Ä: Ôåíèêñ,
2011.
êóçîâ ðèõòîâêà
ñòàïåëü ïîêðàñêà
àâòîìîáèëü
.
Êóçîâíîé ðåìîíò
ëåãêîâûõ àâòîìîáèëåé
- Ìí.: "Àâòîñòèëü",
2010.
.
Áåäíàðñêèé, Â.Â.
Òåõíè÷åñêîå
îáñëóæèâàíèå
è ðåìîíò àâòîìîáèëåé:
Ó÷åáíèê / Â.Â. Áåäíàðñêèé.
- Ðí/Ä: Ôåíèêñ, 2007. -
456 c.
.
Ñàâè÷, À.Ñ. Ðåìîíò
êóçîâîâ ëåãêîâûõ
àâòîìîáèëåé:
Ó÷åáíîå ïîñîáèå
/ Å.Ë. Ñàâè÷, Â.Ñ. Èâàøêî,
À.Ñ. Ñàâè÷; Ïîä
îáù. ðåä. Å.Ë. Ñàâè÷.
- Ì.: ÍÈÖ ÈÍÔÐÀ-Ì,
Íîâ. çíàíèå, 2012.
- 320 c.
.
Ñàðáàåâ, Â.È. Ìåõàíèçàöèÿ
ïðîèçâîäñòâåííûõ
ïðîöåññîâ òåõíè÷åñêîãî
îáñëóæèâàíèÿ
è ðåìîíòà àâòîìîáèëåé
/ Â.È. Ñàðáàåâ. - Ì.:
ÌÃÈÓ, 2006. - 284 c.
.
Ñêëÿð, Ä. Äëÿ "÷àéíèêîâ".
Ðåìîíò è îáñëóæèâàíèå
àâòîìîáèëåé.
/ Ä. Ñêëÿð. - Ì.: Âèëüÿìñ,
2014. - 528 c.
.
Ñêëÿð, Ä. Ðåìîíò
è îáñëóæèâàíèå
àâòîìîáèëåé
äëÿ "÷àéíèêîâ"
/ Ä. Ñêëÿð; Ïåð. ñ àíãë.
È.Â. Áåðøòåéí.
- Ì.: Âèëüÿìñ, Äèàëåêòèêà,
2012. - 528 c.
.
Òóðåâñêèé, È.Ñ.
Òåõíè÷åñêîå
îáñëóæèâàíèå
àâòîìîáèëåé.Ò.
1. Òåõíè÷åñêîå
îáñëóæèâàíèå
è òåêóùèé ðåìîíò
àâòîìîáèëåé:
Ó÷åáíîå ïîñîáèå
/ È.Ñ. Òóðåâñêèé.
- Ì.: ÈÄ ÔÎÐÓÌ, ÍÈÖ
ÈÍÔÐÀ-Ì, 2013. - 432 c.
.
×óìà÷åíêî, Þ.Ò.
Àâòîñëåñàðü:
óñòðîéñòâî, òåõíè÷åñêîå
îáñëóæèâàíèå
è ðåìîíò àâòîìîáèëåé:
Ó÷åáíîå ïîñîáèå
/ Þ.Ò. ×óìà÷åíêî,
À.È. Ãåðàñèìåíêî,
Á.Á. Ðàññàíîâ;
Ïîä ðåä. À.Ñ. Òðîôèìåíêî.
- Ðí/Ä: Ôåíèêñ, 2013. -
539 c
Áîêîâ,
Â.Ê. Îáçîð àâòîìîáèëÿ
Lada Vesta / Â.Ê. Áîêîâ // Àâòîíîâîñòè.
-2014. - ¹4 (11). - Ñ. 32-36.
Áîêîâ,
Â.Ê. Îòå÷åñòâåííûé
êðîññîâåð Lada XRAY / Â.Ê.
Áîêîâ // Àâòîíîâîñòè.
-2016. - ¹6 (9). - Ñ. 25-27.
Ðàçìåùåíî
íà Allbest.ru