Разработка технологии и расчет оборудования для нанесения цинкового покрытия
Министерство образования и науки
ФБГОУ ВО
Саратовский государственный
технический университет имени Ю.А. Гагарина
Энгельсский технологический институт
(филиал)
Кафедра «Химические технологии»
КУРСОВОЙ ПРОЕКТ
по дисциплине: Электрохимические
технологии
на тему:
Разработка технологии и расчет
оборудования для нанесения цинкового покрытия
СОДЕРЖАНИЕ
Введение
1. Расчет
участка цинкования стальных деталей простой конфигурации
. Расчет
габаритов гальванической ванны
. Определение
времени обработки деталей на технологических операциях и количества ванн
. Определение
ритма работы гальванической линии
. Расчет
габаритов автооператорной линии
. Расчет
количества автооператоров
. Расчет
поверхности загрузки и величины силы тока
. Расчет
баланса напряжения на электрохимической ванне и выбор источника постоянного
тока
.
Материальные расчеты
. Расчет
расхода химикатов на первоначальный пуск
. Расход
анодов на выполнение заданной годовой производственной программы
. Расход
анодов из цинка для нанесения сплава
Список
использованных источников
ВВЕДЕНИЕ
Известно, что большинство металлических сооружений к конструкций
эксплуатируются в атмосферных условиях, поэтому изучение поведения цинка и его
сплавов, а также цинковых покрытий в различных атмосферных условиях является
предметом многочисленных исследований в мире уже в течение многих десятков лет.
Агрессивность атмосферы определяют следующие факторы:
) состав (загрязненность воздуха промышленными газами, парами кислот,
частицами угольной пыли, сажи);
) влажность воздуха;
) температура воздуха (особое значение имеет суточное колебание
температуры, влияющее на конденсацию и испарение влаги);
) продолжительность пребывания влаги (электролита) на поверхности
металла. Кроме того, большое значение имеют различные атмосферные осадки
(дождь, снег), выпадающие на поверхность металлоконструкций.
Основные факторы, контролирующие скорость коррозии цинка в атмосфере:
) частота и продолжительность соприкосновения с влагой (электролитом);
) скорость высыхания поверхности;
) степень загрязнения атмосферы промышленными газами, частицами солей,
сажи и др.
Особенно важен третий фактор, так как при воздействии на цинк влаги,
имеющей кислую среду, на его поверхности не образуются основные защитные
пленки.
Коррозионное поведение цинкового покрытия в основном соответствует
поведению металлического цинка. Однако данные о скорости коррозии литого или
листового цинка нельзя однозначно использовать для оценки защитной способности
цинковых покрытий. Кроме того, цинковые покрытия часто после нанесения
специально обрабатывают. Например, на гальванических покрытиях создают защитные
пленки путем хроматирований или фосфатирования; металлизационные покрытия
пропитывают различными органическими веществами или уплотняют с помощью
механической обработки; цинковые покрытия, полученные и расплаве, термически
обрабатывают. Все эти виды обработки изменяют физико-химические свойства
покрытий и их поведение в коррозионной среде. Следует отметить, что вид
обработки цинковых покрытий, как правило, обусловлен конкретными условиями
эксплуатации оцинкованного изделия. Многочисленные исследования проведены по
изучению коррозионной стойкости в атмосферных условиях цинковых покрытий,
полученных различными методами. При этом также исследовали влияние
технологических факторов процессов цинкования па коррозионную стойкость
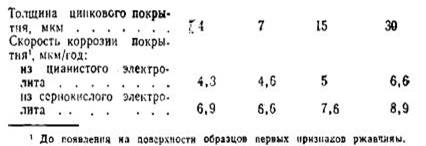
цинковых покрытий. В таблице приведены данные о коррозионной стойкости в
атмосферных условиях цинковых покрытий, полученных различными методами.
Коррозионную стойкость различных цинковых покрытий в городской атмосфере
определяли по сроку службы покрытий (годы) до появления ржавчины на 5%
поверхности образца. При расчете на покрытие массой 305 г/м2 (43
мкм) он составил 3,4 года для покрытия, полученного в расплаве цинка, 3,8 - для
электролитического покрытия, 4,0 - для металлизационного.
Интересные данные получены Бистеком при изучении коррозионной стойкости в
промышленной атмосфере электролитических цинковых покрытий, осажденных из
сернокислых и цианистых электролитов. Было установлено, что коррозия электролитического
цинкового покрытая, полученного из цианистого электролита, протекает медленнее,
чем цинкового покрытия, полученного из сернокислого электролита. Аналогичные
результаты были получены и другими исследователями.
Говоря о результатах, полученных Бистеком, необходимо отметить, что
основные показатели качества покрытия (степень пористости, однородность, размер
зерен) и определили различие в коррозионной стойкости цинковых покрытий,
осажденных из цианистого и сернокислого электролитов.
Коррозионная стойкость электролитических цинковых покрытий в промышленной
атмосфере:
Ввиду высокой химической активности цинка, особенно в агрессивных
промышленных атмосферах, цинковые покрытия склонны к взаимодействию с этими
компонентами с образованием продуктов коррозии белого или серого цвета (так
называемая «белая ржавчина»), в основном состоящих из основных гидрокарбонатов
цинка, которые ухудшают внешний вид покрытия и снижают его защитную
способность. Наиболее распространенными методами повышения защитной способности
цинковых покрытий являются хроматирование, фосфатирование и реже -
промасливание ингибированными маслами. Такая обработка предотвращает
образование «белой ржавчины» на поверхности цинкового покрытия в большинстве
агрессивных промышленных атмосфер в течение 6-12 мес. Практически всю
оцинкованную продукцию подвергают хроматной или фосфатной обработке. Увеличивая
на 1,5-2% стоимость цинкового покрытия (при его толщине 20 мкм), она
обеспечивает увеличение срока его службы на 15-30%.Более длительную (в 2-3
раза) защиту от коррозии стальным изделиям обеспечивают комбинированные
покрытия, которые получают путем нанесения на предварительно хроматированные
или фосфатированные цинковые покрытия лакокрасочных и полимерных покрытий.
1. Расчет участка цинкования стальных деталей простой
конфигурации
Дано: годовая программа нанесения цинкового покрытия на стальные детали общей
площадью 55000 м2; средняя толщина покрытия 20 мкм; детали имеют
размеры 300х200х2 мм; допустимое количество бракованных покрытий составляет
1,5%. Цинковое покрытие наносится из электролита следующего состава, г/л:
сернокислый цинк ZnSO4*7H2O
(250г/л), сернокислый натрий Na2SO4*10H2O (100 г/л), алюминий сернокислый Al2(SO4)3*18H2O(30 г/л), алюмокалиевые квасцы KAl(SO4)2*12H2O (50 г/л), декстрин (10 г/л), кислотность 4 рН, катодная
плотность тока 1,5 А⁄дм2, температура 15-250С,
выход металла по току - 95%.
Определение фондов рабочего времени и режима работы участка цинкования.
Выбираем режим работы гальванического цеха двухсменный и действительный
годовой фонд времени работы оборудования составит Т0 = 3810 ч.
. Расчет габаритов гальванической ванны
Учитывая габаритные размеры деталей, для нанесения цинкового покрытия
выбираем стационарная ванна с 3 анодными и 2 катодными штангами. Составляем
эскиз размещения деталей на катодной штанге (рис. 1.2).
Внут. длина ванны Lвн
определяется по
формуле:
Lвн= nl1+(n-1)l2+2l3,
мм (1.1)
где n - количество подвесок, завешиваемых
на одной штанге, шт;
l1
- размер подвески
по длине ванны, мм;
l2 - расстояние между подвесками в
ванне, мм;
l3
- расстояние между
внутренней стенкой продольного борта ванны и краем подвески (l3 = 100…150 мм).
Lвн
= 4∙ 200+(4-1)∙30+2∙100 = 1090 мм
Рис. 1.2
Эскиз размещения деталей на катодной штанге: 1 - гальваническая ванна; 2 -
катодная штанга; К - катодная штанга; А - анодная штанга
Рис. 1.3 Эскиз гальванической ванны
Внутренняя ширина ванны Ввн (мм) определяется по формуле:
Ввн = nkb1+2nkb2+2b3+naD, мм (1.2)
гдеnk - количество катодных штанг, шт;
b1 - размер подвески по ширине ванны,
мм;
b2
- расстояние между
анодом и ближайшим краем подвески (b2 = 100…250
мм);
b3 - расстояние между торцевой стенкой
ванны и анодом (b3 = 50…100 мм для футерованных ванн; b3 = 150 мм и больше для не футерированных ванн);
na - количество анодных штанг, шт;
D -
толщина анодов (выбирается по ГОСТ), мм.
Ввн = 2∙2 + 2∙2∙125+2∙50 + 3∙10
= 634 мм
Внутренняя высота ванны Hвн определяется по формуле:
Hвн = hэ + hб = 2h1 + h2 + h3
+ h4 + hб, мм (1.3)
Где hэ - высота уровня электролита, мм;
h1 - высота подвески до подвесного
крюка, мм;
h2
- расстояние от
дна ванны до нижнего края подвески (h2 = 150…300
мм);
h3 - высота электролита над верхним
краем подвески (h3 = 20…50 мм);
h4
- высота крюка
между горизонтальными рядами подвесок (h4 = l2).
Hвн= 2∙300 +200 + 40 + 30 +100 =
970мм
На основании расчетных габаритных размеров ванны (1090х634х970мм)
выбирается ближайшая в большую сторону по размерам ванна по ГОСТ 23738-85
«Ванны автооператорных линий для химической, электрохимической обработки
поверхности и получения покрытий. Основные параметры и размеры»: 1120х710х1000
мм.
. Определение времени обработки деталей на технологических
операциях и количества ванн
В таблице 1.1 представлены составы растворов и режимы технологических
операций, согласно которым проводится расчет пооперационного времени обработки
деталей.
Продолжительность процесса в основных гальванических ваннах на подвесках
рассчитывают исходя из I
закона Фарадея, по формуле:
 , мин
(1.4)
, мин
(1.4)
где
δ
- толщина покрытия, см;
d - плотность
металла, г/см3;
ik -
катодная плотность, А/см2;
q -
электрохимический эквивалент осаждаемого металла, г/(А∙ч);
Вт
- выход осаждаемого металла по току, в долях;
-
коэффициент перевода часов в минуты.
q (Zn) -
1.22 г/(А∙ч);
d (Zn) -
7.133 г/см3;
Время
осаждения цинка на деталь составит:
 мин
мин
Состав
сернокислых электролитов и режимы цинкования в них:
|
Компоненты (г/л) и режим
цинкования
|
Электролит N1
|
Электролит N2
|
Электролит N3
|
|
Сернокислый цинк ZnSO4*7H2O
Сернокислый натрий Na2SO4*10H2O Алюминий сернокислый Al2(SO4)3*18H2O
Алюмокалиевые квасцы KAl(SO4)2*12H2O
Декстрин Кислотность (рН)
Температура, в С Катодная
плотность тока, вА/дм2. Без перемешивания С перемешиванием Выход
металла по току, %
|
200-300 50-100 30 50 8-10 3,5-4,5 15-25 1-2
3-6 95-98
|
430-500 50 30 50 ─ 3,5-4,5 18-40 ─
8-10 95-98
|
215-430 50-100 30-35 ─ ─ 3,5-4,5 15-25 ─
3-8 95-98
|
Составы растворов и режимы технологических операций осаждения цинкового
покрытия
|
Состав раствора,(г/л)
|
Технологические операции
|
|
Химическое обезжиривание
|
Травление
|
Цинкование
|
Хроматирование
|
|
ZnSO4*7H2O
|
-
|
-
|
250-300
|
-
|
|
Na2SO4*10H2O
|
-
|
-
|
50-100
|
-
|
|
Al2(SO4)3*18H2O
|
-
|
-
|
30
|
-
|
|
KAl(SO4)2*12H2O
|
-
|
-
|
50
|
-
|
|
Декстрин
|
-
|
-
|
10
|
-
|
|
Na2CO3
|
20-30
|
-
|
-
|
-
|
|
NaOH
|
10-20
|
-
|
-
|
|
Na3PO4
|
20-40
|
-
|
-
|
-
|
|
HCl
|
-
|
140-150
|
-
|
-
|
|
Cr2O3
|
-
|
-
|
-
|
200-300
|
|
H2SO4
|
-
|
190-200
|
-
|
10-15
|
|
Режимы
|
|
|
|
|
|
iк, А⁄дм2
|
-
|
-
|
1,5
|
-
|
|
t, 0C
|
40-60
|
20-25
|
15-25
|
20-25
|
|
τ, мин
|
2-3
|
1
|
49,2
|
5-40 c
|
Количество ванн каждого вида нанесения покрытий и других лимитирующих (по
времени выдержки деталей в них) технологических операций определяют по формуле:
 (1.8)
(1.8)
где
N - количество ванн;
S - годовая
программа по рассчитанному виду покрытия, м2;
tэ - продолжительность процесса в ванне, мин;
tз - продолжительность загрузки - выгрузки ванны, мин (tз = 1 - 2 мин для автооператорных линий);
f -
единовременная загрузка ванны, м2:
f = n∙m∙S1, (1.9)
где
n - количество катодных штанг в стационарной ванне;
m - количество
деталей на одной катодной штанге, шт;
S1 - площадь одной детали, м2;
Т0
- действительный годовой фонд времени работы оборудования, ч;
Кз
- коэффициент загрузки линии или ванны (средний коэффициент загрузки для
автоматов, механизированных линий и ванн с ручным обслуживанием рекомендуется
принимать равным 0,8-0,9); 60 - коэффициент перевода часов в минуты.
Площадь
одной детали, в данном случае (деталь простой конфигурации, представляющая
собой прямоугольную пластину), рассчитывается по формуле:
1 = 2ab
+
2aδ + 2bδ, (1.9à)
منه
a -نëèيà نهٍàëè, ىى; b - ّèًèيà نهٍàëè, ىى; δ - ٍîëùèيà نهٍàëè, ىى.1 =
300 ∙200 ∙2+300 ∙2 ∙2+200 ∙2 ∙2 = 122000 ىى2 = 0,122 ى2= 2 ∙ 8 ∙ 0,122 = 1,952 ى2
ؤëے يàيهٌهيèے ِèيêîâîمî ïîêًûٍèے:
دًèيèىàهى 7 âàيي.
ؤëے
ٍهُيîëîمè÷هٌêèُ îïهًàِèé - îلهçوèًèâàيèه, êèٌëîه
ًٍàâëهيèه, îٌâهٍëهيèه, َëàâëèâàيèه, ïàٌٌèâèًîâàيèه, ُîëîنيûه è مîًے÷èه
ïًîىûâêè - يهîلُîنèىîه êîëè÷هٌٍâî âàيي
ïًèيèىàهٌٍے
ïî 1 ٍّ. نëے êàونîé îïهًàِèè.
.
خïًهنهëهيèه ًèٍىà ًàلîٍû مàëüâàيè÷هٌêîé ëèيèè
خïًهنهëےهى
ًèٍى
Ri ًàلîٍû ëèيèè ïî êàونîé i-îé
ëèىèٍèًَùهé îïهًàِèè (ىèي/çàمًَçêَ):
 (1.10)
(1.10)
ذèٍى ًàلîٍû âٌهé ëèيèè لَنهٍ
ًàâهي
ىàêٌèىàëüيîىَ çيà÷هيè âهëè÷èيû ًèٍىà ëèىèٍèًَùèُ
îïهًàِèé.
ؤëے يàيهٌهيèے ِèيêà:
 ىèي/çàمًَçêَ
ىèي/çàمًَçêَ
ثèىèٍèًَùهé ےâëےهٌٍے
ٌٍàنèے يàيهٌهيèے ïîêًûٍèے, ىàêٌèىàëüيûé ًèٍى
ًàلîٍû ëèيèè ًàâهي
7,97
ىèي/çàمًَçêَ
بٌُîنے èç ًèٍىà ًàلîٍû ëèيèè îïًهنهëےهى
ïًîèçâîنèٍهëüيîٌٍü Fëèيèè (ى2/÷):
 , (1.11)
, (1.11)
منه
Rmax - ًèٍى
ًàلîٍû ëèيèè, ىèي/çàمًَçêَ.
 ى2/÷
ى2/÷
دًîèçâîنèٍهëüيîٌٍü ëèيèè ïî يàيهٌهيè مîنيûُ ïîêًûٍèé
Fïê
لَنهٍ
ىهيüّه
ïًîèçâîنèٍ