|
Модель
|
Команд 5/12
|
|
Диаметр обрабатываемой арматуры / проволки, мм
|
5-12
|
|
Наружный диаметр бухты, мм
|
< 1550
|
|
Внутренний диаметр бухты, мм
|
>790
|
|
Максимальная скорость протяжки, м/мин
|
60
|
|
Время цикла резки, сек
|
0,15
|
|
Максимальная сила протяжки, Н
|
>790
|
|
Максимально возможная длина изделия, м
|
0,1 - 12
|
|
Точность резки, мм
|
±1
|
|
Мощность, кВт
|
12,5
|
|
Напряжение, В
|
380
|
|
Правильно-отрезной модуль, кг
|
940
|
|
Секции, кг
|
150
|
|
Бухтодержатель, кг
|
340
|
|
Общий вес Команд 5/12, кг
|
1430
|
|
Правильно-отрезной модуль, мм
|
1500x850x1700
|
|
Секции, мм
|
2000x400x1000
|
|
Бухтодержатель, мм
|
1600х1600х2000
|
|
|
|
.
Правильно-отрезной автомат ПРО-14 компакт, представлен на рисунке 1.2.

Рисунок 1.2.
Правильно-отрезного автомата ПРО-14 компакт
Правильно-отрезной
автомат ПРО-14 компакт предназначен для выпрямления металлической проволоки из
матков и бухт диаметром до 14 мм. Высокая степень автоматизации и быстрая
скорость протяжки арматуры позволяет легко и быстро получать прямые прутки
необходимой длины. после правки прочность материала не утрачивается [16].
Принцип работы
станка про-14 компакт. Электродвигатель через шкив и ремни передает вращение на
выпрямляющую раму, она одновременно выполняет функции подачи и выпрямления
арматуры. Выпрямление происходит за счет давления обкатных роликов на
проволоку. резку осуществляет нож при помощи гидропривода, давление в гидроприводе
создается масляным насосом.
Особенности:
· станок оснащен панелью управления, благодаря которой можно
задавать необходимый размер и количество прутков для автоматической правки и
резки
· малые габариты и вес позволяют легко перемещать станок в необходимое
место
Технологический процесс,
используемый в линии ПАО «Северсталь», основан исключительно на механической
переработке без применения химических и термических технологий. Конечным
результатом процесса является очищенная от примесей проволока цветного металла
(алюминия).
Резка производится двумя ножами.
Один неподвижно установлен на станине. Вращаясь, подвижный нож выдвигается в
момент рубки. Режим работы - автоматический. Закон управления - управление
скорости подачи. Материал получен в результате механической переработки отходов
КПП и проводников тока. Очищенная от примесей алюминиевая сечка. Размер гранул
от 8 до 14 мм [6].
Машины для переработки алюминиевой
проволоки производительностью 900 кг/час. Машины перерабатывают кабель
диаметром до 15 мм, на выходе - алюминиевая сечка. При необходимости,
комплектуются шредерными установками и конвейерами с магнитоотделителем.
В настоящее время для производства
алюминиевой сечки применяется установка для резки алюминиевой проволоки. Однако
данная установка обладает рядом недостатков - низкая производительность,
быстрый износ роликов, небольшой межремонтный период.
Поэтому целью данной выпускной
квалификационной работы является модернизация установки путем изменения
конструкции рабочего блока, позволяющая улучшить ремонтопригодность и увеличить
производительность труда за счет более надежной работы подающего ролика.
Исходя из поставленной цели,
необходимо решить следующие задачи:
· Рассчитать и
спроектировать приводной вал.
· Разработать общую
компоновку установки.
· Рассчитать
экономическую эффективность от модернизации.
2. Конструкторская часть
Основные стадии проектирования новой
конструкции:
- разработка технического задания на
проектирование конструкции, в котором определяется его назначение, условия эксплуатации,
основные требования, допустимые затраты на его производство;
технические предложения
разрабатываются на основе анализа и проработки технического задания;
эскизное проектирование, на стадии
которого решаются принципиальные вопросы принимаемых конструкторских решений,
определяются принципы работы проектируемого изделия, уточняются его параметры,
решаются задачи общей компоновки изделия;
разработка технического проекта, на
стадии которого производится проектирование отдельных сборочных единиц и комплексов,
уделяется большое значение расчетам, обеспечивающим необходимую надежность и
долговечность;
на стадии разработки рабочей
документации осуществляется дальнейшая детализация технического проекта с
окончательным контролем и корректировкой принятых конструкторских расчетов в
техническом проекте, выбираются и уточняются материалы, окончательно
определяются размеры, точность и чистота обработки, делается уточненный расчет
себестоимости, проектной цены и эффективности внедрения нового изделия;
изготовление и испытание опытного
образца проводится с целью более тщательной отработки созданной конструкции и
внесения необходимых изменений в рабочую документацию [3].
В процессе всей работы конструкторы
осуществляют авторский надзор за проектированием.
В ходе всей конструкторской
подготовки производства параллельно выполняется работа по отработке изделия на
технологичность и технологический контроль конструкторской документации.
На основе спроектированной
твердотельной модели детали или сборки могут быть получены рабочие чертежи с
изображениями всех основных видов, проекций, сечений и разрезов, а также
проставлены основные размеры c допусками и посадками, условными обозначениями
шероховатости и отклонениями взаимного расположения поверхностей. При этом
поддерживается двунаправленная ассоциативная связь между чертежами, моделями и
сборками. При изменении размера на чертеже автоматически перестраиваются все
связанные с этим размером конструктивные элементы в модели, и наоборот [4].
Результатом проектирования является
получение технической документации (для конструкции: сборочные и рабочие
чертежи изделий, спецификации, пояснительная записка и др.; для
технологического процесса: технологические карты, технологические эскизы,
эскизы наладок и др). В полностью интегрированном гибком автоматизированном
производстве (ГАП) документирование на бумажных носителях не имеет смысла,
поскольку результаты проектирования передаются на оборудование гибких
автоматизированных производств в виде программ для систем ЧПУ.
2.1 Описание устройства
и принципа действия установки
Установка для резки алюминиевой
сечки входит в состав линии и предназначена для резки алюминиевой проволоки
диаметром от 5 до 15 мм и получения алюминиевой сечки. Область применения линии
- преимущественно заготовительное производство. Линия должна эксплуатироваться
в закрытых помещениях при температуре окружающей среды +5°…+40°С при наличии
напряжения сети 380 В и частотой 50 Гц. Климатические условия УХЛ 4.2 по ГОСТ
15150 для стран с умеренным климатом.
Основные технические
данные и характеристика
Параметры исходного
материала:
толщина проволоки,
мм ………………………………….5-15
- наружный диаметр
рулона, мм ….………….…….не более 1300
внутренний диаметр
рулона, мм ……………………500…600
масса рулона,
кг……….……………………….……….не более 3000
материал
………………………………………….алюминий
- число оборотов
режущей шестерни, об/мин. …………….….155
Установленная
мощность, кВт ………………………………30
Количество
операторов, обслуживающих линию ……………….2
Время на
переналадку комплекта инструмента, час…………………2
Характеристика тока
питающей сети:
- род
тока………………….……………трехфазный, переменный
- напряжение, В
……………………………………………..380
- частота, Гц
………………………………………………………50
Габаритные размеры:
- длина, м
…………………………………………………5950
- ширина,
мм………………………………………………………….2350
- высота, мм
………………………………………1614
Масса с
инструментом, кг ………………….………………25050
Состав линии
Линия,
представленная на рисунке 2.1, состоит из следующих основных блоков и
устройств: разматывателя-1; направляющей стойки-2; установки для резки
проволоки-3; устройства правильного-4; установки аварийных выключателей;
электрооборудования, пульт управления.
Рисунок 2.1. Линия для резки
алюминиевой сечки
Устройство и принцип работы линии
Разматыватель
Разматыватель,
представленный на рисунке 2.2, предназначен для подачи алюминиевой проволоки
через направляющую стойку 2 в машину для резки проволоки 3.
Он состоит из
сварного корпуса 1, в расточках которого на подшипниках качения установлен вал
2. На одной стороне вала на серьгах установлены разводные кулачки 3 служащие
для базирования рулона по внутреннему диаметру, приводимые в движение вращением
рукоятки 4 через ползун 5. На каждом кулачке установлены по две съемные щеки 6,
которые служат для базирования рулона алюминиевой проволоки. Второй стороной
вал 2 входит в отверстие выходного вала червячного мотор - редуктора. На
боковой поверхности корпуса установлен пневмоцилиндр 7, который производит
прижим ленты к рулону посредством ролика 8 через рычаг 9, что предотвращает
распушение рулона проволоки. Для управления пневмоцилиндром установлен
распределитель с ручным управлением 10. Внутри корпуса установлен шарнир 11,
контролирующий скорость размотки ленты через поворотный рычаг 12 датчиком 13.
Для контроля натяжения и максимального провисания ленты служат конечные
выключатели 14 и 15. настройка момента срабатывания, которых осуществляется
кулачками 16 и 17.
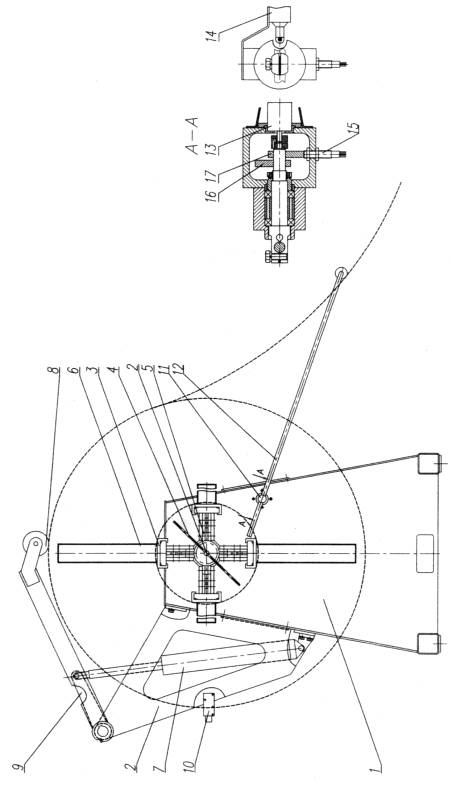
Рисунок 2.2. Разматыватель
Установка для резки алюминиевой
проволоки
Установка для резки, представленная
на рисунке 2.3, состоит из следующих узлов и механизмов: рабочего блока 1;
основания 3; устройства правильного 4; редуктора 10 марки РМ - 400 - 10 - 12 -
Ц - У3; электродвигателя 11 марки РАМ160М4 У 2.
Перед эксплуатацией
установки необходимо проверить, чтобы вращение валов должно быть свободным, без
заедания. Обязательно провести смазку основных узлов:
залить в корпус 4 л
индустриального масло марки И-20, подшипниковые узлы наполнить консистентной
смазкой.
Рисунок 2.3. Установка для резки
Рабочий блок
Рабочий блок, представлен на рисунке
2.4, предназначен для резки алюминиевой проволоки диаметром от 5 до 15 мм и
получения алюминиевой сечки.
Техническая
характеристика:
толщина проволоки,
мм………………………….……………..5-15
скорость подачи
заготовки, м/мин………………….………….50
- число оборотов
входного вала, об/мин. …………………….……144
диаметр ножей,
мм…………………………………………………..177
- количество зубьев
на ножах……………….……………………..16
- линейная скорость
ножей, м/мин…………….…………………80
- напряжение, В
………………………………………………..380
Рисунок 2.4. Рабочий блок
Установка ножей
Установка,
представленная на рисунке 2.5, состоит из двух валов на которые посажены ножи.
Валы крепятся на машине в зависимости от вида и диаметра проволоки согласно
монтажным чертежам.
Валы вращаются в
шарикоподшипниках 9. Нижний вал приводится во вращение зубчатым колесом,
посредством передаточной шестерни.
Рисунок 2.5. Установка ножей
Привод
Привод,
представленный на рисунке 2.6, предназначен для передачи крутящего момента на
валы с ножами и состоит из плиты 1, на котором закреплён мотор-редуктор 2 с
зубчатым колесом 3 на выходном валу. На плите закреплена также промежуточная
шестерня 4 с осью 6.
Привод крепится к боковой
поверхности станины шестью болтами и имеет возможность регулировки по высоте
винтами 5, чем обеспечивается необходимый боковой зазор в зубчатой передаче.
Рисунок 2.6. Привод
Правильное устройство, представленное
на рисунке 2.7, предназначено для направления алюминиевой проволоки по
направляющим. Проволока проходит через направляющую втулку 4 и пять роликов 1 и
протягивается к установке ножей для последующего образования сечки.
Рисунок 2.7. Устройство правильное
2.2 Расчет на прочность
Ролик представлен на рисунке 2.7,
состоит из корпуса и втулки, закрепленный к корпусу установки шайбой 2 и болтом
3. На ролики действует сила трения, они приводятся в движение, что обеспечивает
свободное их вращение, а следовательно, и механизма относительно корпуса
устройства.
При изменении направления вращения
ролики попадают в узкую часть паза, что приводит к заклиниванию роликов в пазу
и остановке втулки.
Наибольший крутящий момент,
возникающий при заклинивании роликов, с учетом динамических нагрузок равен:
= kд. М, Н.м, (2.1)
где М - номинальный крутящий момент
при движении алюминиевой проволоки, Н.м;
kд - коэффициент динамичности.
kд = 1,2.
М = Р /w, рад/с, (2.2)
 рад/с
рад/с
Р = 30 кВт,
Тогда М = 30.103
/15,1 = 1987 Н.м
Расчет роликов ведут по расчетному
крутящему моменту
Мр = Мmax/κт, Н.м,
(2.3)
где κт = 0,6 ÷ 0,9 - коэффициент, зависящий от точности изготовления и монтажа
установки. Чем больше точность, тем больше значения κт. [8]
Мр = 1987/0,6 = 3311 Н.м.
Нормальная сила, действующая на
ролик:
 Н, (2.4)
Н, (2.4)
где z - число роликов;
D - внутренний диаметр корпуса, мм;
α
- угол заклинивания.
Заклинивание ролика является весьма
сложным процессом перекатывания упругого цилиндра между двумя упругими
поверхностями. Оно происходит, если силы и моменты сил, действующие на ролик в
начальный момент заклинивания, стремятся втянуть его в клиновое пространство
между корпусом и втулкой. При одинаковых значениях коэффициента трения f между
роликом и втулками значение угла α должно удовлетворять неравенству:
 (2.5)
(2.5)
Обычно для обеспечения
саморасклинивания ролика угол α = 6 ÷ 8°.
При проектировании роликов машин
число роликов z = 3 ÷ 5, длина ролика l = (1,25 ÷
1,5) d, внутренний диаметр корпуса D = 8d, где d - диаметр ролика,
мм. [13]
 .H.
.H.
Расчет роликов ведут на
контактное смятие. Максимальное контактное касательное напряжение в месте
контакта ролика со втулкой:

где Е - приведенный
модуль упругости контактирующих элементов. Допускаемые контактные напряжения [τ],
МПа, для случая линейного контакта роликов при выполнении деталей
из качественных сталей (например, корпус и втулка - из стали 15Х или 20Х; ролик
- из стали 40Х), для механизмов с малым числом включений Nц < 107
принимают
[τ] = (8,0 ÷ 12,0) HRC,
где HRC - число твердости по
Роквеллу. [7]
Для механизмов с частыми включениями
расчет ведут по пониженным допускаемым напряжениям:
 , (2.7)
, (2.7)
где Nц ≥ 107 -
общее число циклов нагружения за срок службы.
 .
.
Условие выполняется
2.3 Расчет приводного
вала
d1 =66 мм, a=102 мм, с=138 мм, Ft1=1000H, Fr1=Ft1*tg20=437 H
Строим расчетную схему вала,
представленную на рисунке 2.8.
. Определяем силы реакции в
подшипниках из условий равновесий - ∑Мх=0, ∑Му=0,
∑Fx=0, ∑Fy=0
Рисунок 2.8. Расчетная схема вала,
эпюры Мх, Му, Мкр.
Для подшипника 1 ∑Мх1=0
Fr1×a+Ry2×2a=0;
 H;
H;
Для подшипника 2 ∑Мх2=0
Fr1×a-Ry1×2a=0;
 H;
H;
Проверяем условие
равновесия ∑Fy=0
Ry1+
Fr1+
Ry2=
-218.5+437-218.5=0;
Условие выполняется.
Для подшипника 1 ∑Му1=0
Ft1×a-Rx1×2a=0;
H;
Для подшипника 2 ∑Мy2=0
 H;
H;
Проверяем условие
равновесия ∑Fx=0
Rx1
- Ft1+
Rx2=500-1000+500=0;
Условие выполняется.
2. Строим эпюры Mx
а) ∑Мxk=0
- Ry1×z+Mx=0;
При Z=0, Mx=0
При Z=a, Mx= Ry1×a=-218.5×102=-22287 H×мм
б) ∑Мxk=0
- Ry1×z-Fr1×(z-a)+ Mx=0;
При Z=2a,
Mx= Ry1×2a+ Fr1×(2a-a)=-218.5×2×102+437×102=0
Cтроим эпюры My
а) ∑Мyk=0
- Rx1×z-My=0;
При Z=0, My=0
При Z=a, Mx= Rx1×a=500×102=61200 H×мм
Cтроим эпюры Mkp
 H
H
. Определяем суммарные
реакции в подшипниках
 H;
H;
 H;
H;
4. Определяем минимальный диаметр
вала из расчета на чистое кручение без учета влияния изгиба.
 мм
мм
где  =15
Мпа - пониженные допускаемые напряжения кручения.
=15
Мпа - пониженные допускаемые напряжения кручения.
Принимаем диаметр вала
под подшипник dmin=50 мм. Выбираем диаметр вала под
подшипник dп=70 мм
Составляем эскизную
компоновку вала изображенного на рисунке 2.9
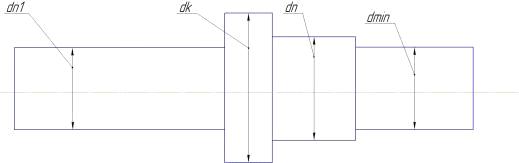
Рисунок 2.9. Эскизная
компоновка вала
. Выбираем подшипники
радиальные роликовые двурядные. Проверяем грузоподъемность подшипников по
нагруженной опоре. Определяем эскизную нагрузку.
Pэ=(x×V×Pr1+YFa) ×Kσ×KT;
где V=1 - коэффициент вращения колец
Kσ=1 - коэффициент нагружения,
KT=1
- коэффициент температуры,
Fa=0
X=1
- коэффициент радиального нагружения
Y=0
- коэффициент осевого нагружения.
Рэ=(1×1×639+0×0)
×1×1=639 Н;
. Определяем
долговечность подшипника в миллионах оборотов.
 млн. оборотов
млн. оборотов
где С=13300 Н -
динамическая грузоподъемность подшипника,
р=3 - показатель степени
для шарикоподшипника
. Определяем
долговечность подшипника в часах
 часов
часов
где n=1000 об/мин - частота вращения вала.
Расчетная долговечность
равная
 часов
часов
2.4 Выбор и расчет
шпонок
Для крепления на валу деталей,
передающих вращение, применяют призматические шпонки. Размеры сечений шпонок,
пазов и длины шпонок выбираем по ГОСТ 23360-78.
Материал шпонок - сталь 45
нормализованная.
Напряжение смятия и условие
прочности определяются по формуле:
 МПа, (2.8)
МПа, (2.8)
где ТК - момент
на валу, Н·м;
d
- диаметр вала в месте установки шпонки, мм;
h
- высота шпонки, мм;
lp
- рабочая длина шпонки, мм;
 = 100…120 МПа.
= 100…120 МПа.
Длины шпонки определяем
по формулам:
l=lk - (5…10), (2.9)
lp=l - b мм, (2.10)
где lk - длина концевого участка вала или
ступицы колеса,
b
- ширина шпонки.
Диаметр вала под
зубчатое колесо d=70 мм.
Для упрощения обработки
принимаем на одном валу шпонки с одинаковым сечением.
Из ГОСТ 23360-78
назначаем шпонку сечением 20x12
Длина ступицы колеса lk - 85 мм, по формуле (2.9):
l=85
- (5…10)=76 мм.
По формуле (2.10):
l=76-20=56
мм.
Проверяем выбранную
шпонку по напряжению смятия по формуле (2.8):
 .
.
Окончательно принимаем:
Шпонка 20x12x76 ГОСТ 23360-78.
Диаметр вала под нож d=80 мм.
Из ГОСТ 23360-78
назначаем шпонку сечением  .
.
Длина концевого участка
вала lk=88 мм
По формуле (2.10):
l=88-18=70
мм.
Проверяем выбранную
шпонку по напряжению смятия по формуле (2.8):
 .
.
Окончательно принимаем:
Шпонка 22x14x88 ГОСТ 23360-78.
2.5 Расчет
напряженно-деформированного состояния вала
Эффективным средством исследования
деталей функционирования является метод имитационного моделирования,
позволяющие изучить закономерности поведения нескольких активных элементов в
предположении их взаимодействия.
Расчет напряженно - деформированного
состояния вала выполнен с помощью программы ANSYS. Проектируемая деталь -
рабочий вал.
Порядок выполнения:
построение модели вала,
построение сетки конечных элементов,
проектирование области перемещения,
проектирование области напряжений.
Крутящие момент равен М =1 кН∙м,
тяговое усилие Ft =13000 H, радиальное усилие Fr1 =4850 H, усилие резания Fr2 =4500 H. Из расчета следует, что вал выдерживает нагрузки, максимальное
напряжение - 47 МПа.
3. Технологическая часть
.1 Описание конструкции
и назначения детали
Деталь - вал рабочий -
представляет собой тело вращения длиной 417 мм. Деталь образуется наружной
цилиндрической поверхностью и двумя торцевыми поверхностями. Для установки вала
с одной стороны расположена посадочная поверхность под подшипники качения Ø длиной 80 мм. Для посадки на вал ходовых колес предусмотрены посадочные
поверхности Ø
длиной 191 мм и Ø
длиной 80 мм. Для посадки на вал ходовых колес предусмотрены посадочные
поверхности Ø
длиной 191 мм и Ø длиной 88 мм с выполненными шпоночными пазами (ширина паза
длиной 88 мм с выполненными шпоночными пазами (ширина паза  ,
длина - 76 мм и ширина паза
,
длина - 76 мм и ширина паза  , длина - 90 мм).
, длина - 90 мм).
На торцевой поверхности
вала выполнено 2 отверстия  , служит для крепления
торцевой шайбы.
, служит для крепления
торцевой шайбы.
Материал для изготовления
вала - сталь 40Х ГОСТ 4543-71. Химические и механические свойства стали 40Х
приведем в виде таблицы 3.1 и 3.2. [11]
Таблица 3.1. Химический
состав стали 40Х
|
Марка стали
|
Содержание элементов, ℅ (остальное Fe)
|
|
C
|
Si
|
Mn
|
P
|
S
|
Cr
|
Ni
|
Cu
|
|
40Х
|
0,37-0,45
|
0,17-0,37
|
0,5-0,8
|
≤0,03
|
≤0,03
|
0,8-1,1
|
≤0,25
|
≤0,2
|
Таблица 3.2. Механические свойства
стали 40Х
|
Марка стали
|
   
|
|
|
|
|
МПа
|
℅
|
|
40Х
|
950
|
750
|
10
|
45
|
3.2 Технологический
контроль чертежа детали
Конструкторский чертеж содержит необходимую
информацию для технологического проектирования. Это подтверждается тем что:
) Изображение детали адекватно
(однозначно, воспроизводимо);
) указаны все размеры;
) на все размеры имеются допуски,
указанные по действующему стандарту;
) на все поверхности указаны
требования по шероховатости с использованием параметров Ra;
) имеются технические условия на
изготовление детали
3.3 Анализ
технологичности конструкции детали
При анализе технологичности
конструкции детали выявлено следующее:
1) Деталь может быть обработана с
помощью высокопроизводительных методов, в том числе с помощью станков с ЧПУ;
) обработка может
производиться при высоких режимах резанья стандартным режущим инструментом при
помощи стандартных приспособлений и вспомогательных инструментов;
4) поверхностей труднодоступных для
обработки деталь не имеет;
Вывод: деталь достаточно
технологична.
3.4 Выбор методов
изготовления и формы заготовки
Для более рационального изготовления
и экономически выгодного выбора способа изготовления заготовки произведем
сравнительный анализ двух вариантов ее изготовления.
Вариант 1 - заготовка из круглого
проката представлена на рисунке 3.1.
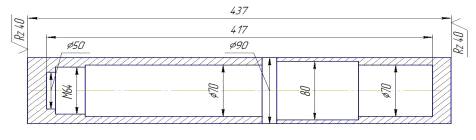
Рисунок 3.1. Заготовка из круглого
проката
Определим массу заготовки по
формуле:
 кг, (3.1)
кг, (3.1)
где ρ
- удельный вес стали (ρ =7,8  );
);
Vзаг
- объем заготовки (Vзаг
=2753,1 ).
).
mзаг =7,8 2753,1=21,5 кг.
Основным показателем,
характеризующим экономичность выбранного метода изготовления заготовок,
является коэффициент использования материала, который определяется по формуле
[5]:
 (3.2)
(3.2)
где  -
масса детали по рабочему чертежу (
-
масса детали по рабочему чертежу ( кг);
кг);
 - расход материала на
одну деталь с учетом технологических потерь, кг.
- расход материала на
одну деталь с учетом технологических потерь, кг.
 .
.
Вариант 2 - заготовка,
полученная методом ковки представлена рисунке 3.2.
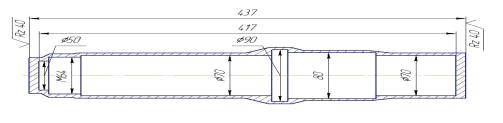
Рисунок 3.2. Заготовка,
полученная методом ковки
Определим массу
заготовки аналогично первому варианту:
 ,
,
 кг.
кг.
Принимая неизбежные
технологические потери (угар, облом, и т.д.) равными 10 ℅ определим
расход материала на одну деталь по формуле [5]:
 кг, (3.3)
кг, (3.3)
 кг.
кг.
Определим коэффициент
использования материала:
 .
.
Заготовка из проката
более выгодна ( ),
чем заготовка, полученная методом ковки (
),
чем заготовка, полученная методом ковки ( ). К тому же заготовка
из сортового проката выгодна экономически - 1 кг сортового проката обходиться в
7,25 руб., а цена 1 кг заготовки, полученной методом ковки 27,5 руб.
). К тому же заготовка
из сортового проката выгодна экономически - 1 кг сортового проката обходиться в
7,25 руб., а цена 1 кг заготовки, полученной методом ковки 27,5 руб.
Объем механической
обработки для заготовки из проката также меньше, в связи с тем, что Ø
90 можно не обрабатывать. Для поковки Ø90
придется полностью протачивать.
Вывод: для дальнейшего
проектирования выбираем заготовку из проката.
3.5 Выбор маршрута
обработки
Для получения на детали
поверхностей, предусмотренных чертежом, выбираем следующий маршрут обработки
[6]:
1. Расточная операция (получение
установочных баз);
2. Токарная операция черновая
(основная формообразующая операция);
. Токарная операция чистовая
(предварительное получение точности и качества поверхностей);
. Фрезерная операция
(вспомогательная формообразующая операция);
. Термическая обработка
(получение необходимых механических свойств);
. Круглошлифовальная операция
(окончательное получение необходимой точности и качества поверхностей).
Маршрут с детальным содержанием
переходов дан в таблице 3.3.
Таблица 3.3. Технологический процесс
изготовления детали из заготовки
|
Операции
|
Установки
|
Переход
|
Наименование операций и переходов
|
Оборудование
|
Приспособления
|
|
005
|
|
1
|
Заготовительная Отрезать заготовку в размере 437 мм
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
010 А Б
В 1 2 3 4 5 6 7 8 9 Расточная Установить на призмах по черной
базе Фрезеровать торец чисто Сверлить центровое отверстие Сверлить отверстия
М10 Снять фаски в отверстиях М10 Нарезать резьбу М10 в отверстиях Повернуть
стол стакана на 
Фрезеровать торец,
выдерживая размер 417 мм
Сверлить центровое
отверстие
|
Снять деталь со станкаРасточной станок с ЧПУ 2Н636ГФ1Призмы с
пневмоприводом
|
|
|
015 А
Б 1 2 3 4 5 6 Токарная Установить в центрах с
базой на центровые отверстия Точить поверхность Ø70 на
длину 80, фаски 2х45º Точить поверхность Ø80 на
длину 88, фаски 3х45º Точить поверхность Ø90 на
длину 16, фаски 1,5х45º Переустановить деталь в центрах с поворотом на
Точить поверхность Ø50
на длину 10, фаски 1,5х45ºТокарный
центровой полуавтомат с ЧПУ 16К40РФ3 (мах. Ø400, L=2800)
Мощность 40кВтПатрон
трехкулачковый
|
Центра гладкие
|
|
|
|
|
В
|
7 8
|
Точить поверхность Ø64 на длину 32, фаски 1,5х45º Точить поверхность Ø70 на длину 191, фаски 1,5х45º Снять деталь со станка
|
|
|
|
020
|
А Б
|
1 2 3 4
|
Фрезерная Установить в специальное приспособление по наружной
поверхности Фрезеровать шпоночный паз Фрезеровать шпоночный паз Снять деталь
со станка
|
Фрезерный станок 6А59 Размеры стола (ширина - 1000 мм, длина - 2500 мм) Мощность 20кВт
|
Специальное приспособление
|
3.6 Выбор типа формы
организации производства
Тип производства согласно ГОСТ
3.1108-78 характеризуется коэффициентом закрепления операции за одним рабочим
местом. [11]
Коэффициент закрепления операции
определяем по формуле [6]:
 (3.4)
(3.4)
где Q - число различных операций;
 - число рабочих мест,
на которых выполняются данные операции.
- число рабочих мест,
на которых выполняются данные операции.
Количество станков,
необходимых для каждой операции определяем по формуле [6]:
 , шт., (3.5)
, шт., (3.5)
где  -
годовая программа выпуска;
-
годовая программа выпуска;
 - действительный
годовой фонд времени, (2000 ч);
- действительный
годовой фонд времени, (2000 ч);
 - нормативный
коэффициент загрузки оборудования, (0,8);
- нормативный
коэффициент загрузки оборудования, (0,8);
 - среднее штучное время
одной операции, мин.
- среднее штучное время
одной операции, мин.
По приближенным формулам
определяем основное технологическое время на каждом переходе:
1. Расточная операция - 5,8 мин;
2. Токарная операция (черновая)
- 10,56 мин;
. Фрезерная операция - 3,5
мин;
. Термообработка - не
нормируется;
. Круглошлифовальная операция
- 17,43 мин.
Среднее время - 9,3 мин.
Принимая средний коэффициент
загрузки оборудования:

Определим средний
коэффициент закрепления операции:
 , (3.6)
, (3.6)
 .
.
Полученный коэффициент
закрепления операции соответствует мелкосерийному производству (так как  ).
).
3.7 Расчет припуска на
обработку
Так как вал у нас
ступенчатый, расчет припуска будем производить по ступени с наиболее точным
диаметром (Ø ).
).
Исходная заготовка -
горячекатаный прокат обычной точности Ø90
мм по ГОСТ 2290-74.
Технологический маршрут
обработки поверхности Ø :
:
1. Токарная (черновая обработка);
2. Токарная (чистовая
обработка);
. Шлифование.
Расчет припусков на обработку вала
будем вести по методике [6].
Минимальный припуск на черновую
обработку вала определяем по формуле [12]:
 , мкм, (3.7)
, мкм, (3.7)
где  -
высота микронеровностей поверхности оставшихся при выполнении предшествующего
технологического перехода (
-
высота микронеровностей поверхности оставшихся при выполнении предшествующего
технологического перехода ( мкм);
мкм);
 - глубина дефектного
поверхностного слоя, оставшегося при выполнении предшествующего
технологического перехода (
- глубина дефектного
поверхностного слоя, оставшегося при выполнении предшествующего
технологического перехода ( мкм);
мкм);
 - суммарные отклонения
расположения, возникшие на предшествующем технологическом переходе, мкм;
- суммарные отклонения
расположения, возникшие на предшествующем технологическом переходе, мкм;
 - величина погрешности
установки при выполняемом технологическом переходе, мкм.
- величина погрешности
установки при выполняемом технологическом переходе, мкм.
 , мкм, (3.8)
, мкм, (3.8)
где  -
допуск на диаметр базовой поверхности заготовки, используемый при центровке,
-
допуск на диаметр базовой поверхности заготовки, используемый при центровке,  мм
[5].
мм
[5].

 мкм.
мкм.
Суммарные отклонения
расположения определяем по формуле [5]:
 , мкм, (3.9)
, мкм, (3.9)
где ρом
- величина отклонения расположения (местная или общая), мкм;
ρц
- величина отклонения расположения заготовки при центровке, мкм.
Величину отклонения
расположения определяем по формуле [5]:
 , мкм, (3.10)
, мкм, (3.10)
где  -
величина удельного отклонения расположения,
-
величина удельного отклонения расположения,  мкм/мм [5];
мкм/мм [5];
 - расстояние от
сечения, для которого определяют величину отклонения до места крепления заготовки,
мм.
- расстояние от
сечения, для которого определяют величину отклонения до места крепления заготовки,
мм.
 мкм (3.11)
мкм (3.11)
 мкм.
мкм.
Величину отклонения
расположения при центровке определяем по формуле [5]
 , мм, (3.12)
, мм, (3.12)
где  -
допуск на диаметр базовой поверхности заготовки, использованный при центровке (
-
допуск на диаметр базовой поверхности заготовки, использованный при центровке ( мм)
[5].
мм)
[5].
 мм,
мм,
 мкм,
мкм,
 мкм.
мкм.
Максимальный припуск на
черновую обработку определяем по формуле [5]:
 , мкм (3.13)
, мкм (3.13)
где  -
допуск на размер на предшествующем переходе (
-
допуск на размер на предшествующем переходе ( мкм);
мкм);
 - допуск на размер на
выполняемом переходе (
- допуск на размер на
выполняемом переходе ( мкм).
мкм).
 мкм.
мкм.
Величину оставшегося
суммарного расположения заготовки после выполнения черновой обработки
поверхности определяем по формуле [6]:
 , мкм, (3.14)
, мкм, (3.14)
где  -
коэффициент уточнения (
-
коэффициент уточнения ( )
[6].
)
[6].
 мкм.
мкм.
Величина погрешности
установки при чистовой обработке поверхности заготовки равна:
 , мкм, (3.15)
, мкм, (3.15)
 мкм.
мкм.
Промежуточные расчетные
размеры по обрабатываемой поверхности определим по формулам [6]:
 , мм, (3.16)
, мм, (3.16)
 , мм, (3.17)
, мм, (3.17)
где  -
минимальный промежуточный размер, мм;
-
минимальный промежуточный размер, мм;
 - минимальный размер
поверхности по операциям (переходам), мм;
- минимальный размер
поверхности по операциям (переходам), мм;
 - минимальный
предельный припуск на операцию, мм;
- минимальный
предельный припуск на операцию, мм;
 - максимальный
промежуточный размер, мм;
- максимальный
промежуточный размер, мм;
 - максимальный
предельный размер поверхности по операциям (переходам), мм;
- максимальный
предельный размер поверхности по операциям (переходам), мм;
 - максимальный
предельный припуск на операцию, мм.
- максимальный
предельный припуск на операцию, мм.
По максимальным размерам заготовки
выбираем диаметр круглого поката для заготовки вала. Диаметр проката в нашем
случае составит 90 мм
Для наглядности и простоты
определения промежуточных припусков составляем таблицу 3.4.
Таблица 3.4. Расчет
припусков на обработку поверхности Ø
Технологический переход
обработки поверхности Точность обработки поверхности Допуск
на размер ,
мм,
мкм,
мкм,
мкм,
|
мкмПромежуточ-ные размерыПромежуточ-ные припуски
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 
|
|
|
|
|
|
|
|
|
|
|
мм
|
мм
|
мм
|
мм
|
|
Заготовка (прокат)
|
|
1,8
|
|
|
|
|
89,646
|
87,847
|
4,532
|
2,768
|
|
Токарная (черновая)
|
h12
|
0,35
|
200
|
300
|
541
|
450
|
85,789
|
85,44
|
3,857
|
2,407
|
|
Токарная (чистовая)
|
f9
|
0,089
|
60
|
60
|
32,5
|
27
|
85,202
|
85,115
|
0,587
|
0,325
|
|
Шлифование
|
s7
|
0,035
|
6
|
12
|
-
|
-
|
85,092
|
85,079
|
0,088
|
0,036
|
3.8 Выбор оборудования и
универсальных приспособлений
Расточная операция.
Выбираем станок расточной марки
2Н636ГФ1 таблица 3.5. Для установки заготовок на стол станка используем призмы
опорные по ГОСТ 12195-66.
Таблица 3.5. Технические
характеристики станка 2Н636ГФ1
|
Параметры
|
Значение
|
|
1.
|
Диаметр шпинделя, мм
|
125
|
|
2.
|
Размер стола, (ширина × длина), мм
|

|
|
3.
|
Частота вращения шпинделя, об/мин
|
6,3-1000
|
|
4.
|
Пределы рабочих подач, мм/мин
|
1-1000
|
|
5.
|
Мощность электродвигателя главного движения, кВт
|
19
|
В связи с тем, что
обрабатываемый вал имеет большую длину и установить такой вал вертикально на
сверлильном станке сложно, одновременно с фрезерованием торцов и обработкой
центровых отверстий, производим обработку крепежных отверстий и нарезку в них
резьбы М10. Обработка производиться с поворотом стола на  .
Такое построение технологического процесса позволит ускорить общий цикл
обработки за счет сокращения одной операции. [11]
.
Такое построение технологического процесса позволит ускорить общий цикл
обработки за счет сокращения одной операции. [11]
2 Токарная операция
Выбираем токарный станок 16К40РФ3 с
ЧПУ таблица 3.6.
Таблица 3.6. Технические характеристики
станка 16К40РФ3
|
Параметры
|
Значение
|
|
1.
|
Диаметр обрабатываемой детали наибольший, мм
|
400
|
|
2.
|
Расстояние между центрами, мм
|
2800
|
|
3.
|
Частота вращения шпинделя, об/мин
|
7,1-750
|
|
4.
|
Шаг нарезаемой резьбы, мм
|
1-120
|
|
5.
|
Мощность электродвигателя главного движения, кВт
|
40
|
В качестве
приспособлений применяем патрон токарный трехкулачковый и центр задний
вращающийся по ГОСТ 8742-75. обработка производиться за две установки с
поворотом на .
Фрезерная операция
Выбираем фрезерный станок 6А59
таблица 3.7. Для установки заготовок на стол станка используем призмы опорные
по ГОСТ 12195-66. [10]
Таблица 3.7. Технические
характеристики станка 6А59
|
Параметры
|
Значение
|
|
1.
|
Расстояние от торца шпинделя до поверхности стола, мм
|
50-1000
|
|
2.
|
Размер стола, (ширина × длина), мм
|

|
|
3.
|
Частота вращения шпинделя, об/мин
|
25-1250
|
|
4.
|
Пределы рабочих подач, мм/мин
|
бесступенчатые
|
|
5.
|
Мощность электродвигателя главного движения, кВт
|
20
|
Круглошлифовальная операция
Выбираем Круглошлифовальный станок
3164А таблица 3.8. В качестве приспособлений применяем патрон токарный
поводковый и центр задний вращающийся по ГОСТ 8742-75. [10]
Таблица 3.8. Технические
характеристики станка 3164А.
|
Параметры
|
Значение
|
|
1.
|
Наибольший диаметр обрабатываемой заготовки, мм
|
400
|
|
2.
|
Наибольшая длина обрабатываемой заготовки, мм
|
3000
|
|
3.
|
Частота вращения шпинделя, об/мин
|
910
|
|
4.
|
Диаметр шлифовального круга, мм
|
900
|
3.9 Выбор режущих
инструментов
Выбор режущих инструментов
производиться в зависимости от конфигурации обрабатываемой поверхности, вида
обработки, необходимой производительности и стойкости инструмента. На выбор
инструмента также оказывает влияние тип станка, необходимые точность обработки
и шероховатость поверхности, его характеристика указана в таблице 3.9. [15]
Таблица 3.9. Характеристики
инструмента
|
№ опер.
|
Наименование операции
|
Наименование инструмента
|
Материал режущей части
|
Конструктивные элементы
|
1 Расточная Торцовая
насадная фреза со вставными твердосплавными ножами (ГОСТ 9473-71) Сверло
центровочное (ГОСТ 14952-77) Спиральное сверло с коническим хвостовиком
2301-0400 (ГОСТ 22735-77) Зенковка 10×90 (ГОСТ 14853-80)
(ГОСТ 14853-80)
Метчик машинно-ручной
М10×1,75 (ГОСТ 3266-81).Т15К6
Р6М5
Р6М5
Р6М5
ХВГ ;
;
 ;
;
 мм;
мм;
 мм.
мм.
 мм.
мм.

 мм;
мм;  ;
;
 .
.
 мм;
мм;  .
.
; 
|
|
|
|
|
2
|
Токарная
|
Резец проходной упорный правый 2103-0009 (ГОСТ 18879-73).
|
Т5К10
|
 ; ;  ; ;  ; сечение державки 32×20 ; сечение державки 32×20
|
3 Фрезерная Фреза
концевая шпоночная Ø22 (ГОСТ 6396-88) Фреза концевая шпоночная Ø16
(ГОСТ 6396-88) ВК-6 ВК-6  ;
;  ;
;
|
;
|
|
|
4
|
Круглошлифовальная
|
Круг шлифовальный (ГОСТ 19202-80)
|
Электрокорунд марки 5А с зернистостью 50, твердостью СМ2
|
ПН 400×50×127, 15А, 50, СМ2, 10К,  мм; мм;  мм; мм;  мм. мм.
|
3.10 Выбор средств
измерения и контроля размеров
Средства измерения и контроля
выбираются в зависимости от выбранных организационно-технических схем контроля,
точности и качества обрабатываемых деталей, типа производства [5].
Исходные данные для выбора средств
измерения и контроля размеров:
форма контролируемой поверхности;
тип контролируемого размера;
точность контролируемого размера;
тип производства.
Средства измерения и контроля и их
основные метрологические характеристики приведены в таблице 3.10.
Таблица 3.10. Характеристики средств
измерения
|
Контролируемая поверхность
|
Наименование и модель
|
Метрологические характеристики
|
|
Линейные размеры
|
Штангенциркуль ШЦ-3 0-500 ГОСТ 166-73
|
Диапазон измерений 0-500 мм Цена деления 0,05 мм
|
|
Ступени вала: Ø50;
Ø70h6; Ø80k6; Ø90.
|
Микрометр
|
Диапазон измерений 50-100 мм Цена деления 0,005 мм
|
|
Глубина шпоночного паза
|
Нутромер индикаторный НИ 105
|
Предел измерений 18-50 мм Цена деления 0,002 мм
|
|
Радиальное биение ступеней вала
|
Головка измерительная Индикаторная настройка
|
Предел измерений 10-250 мм Цена деления 0,1 мкм
|
3.11 Выбор режимов
резания
При выборе режимов резания учитывают
характер обработки, тип инструмента, материал его режущей части, материал
заготовки. Сначала определяют глубину резания, затем по рекомендациям назначают
подачу, рассчитывают скорость резания (от глубины резания и подачи) по формуле:
 , м/с. (3.18)
, м/с. (3.18)
Затем определяется число
оборотов заготовки или инструмента и корректируется по паспорту станка.
Для шлифовальной
операции скорость вращения шлифовального круга определяется по формуле:
 , м/с, (3.19)
, м/с, (3.19)
где  -
диаметр круга, мм;
-
диаметр круга, мм;
 - частота вращения
круга, мин
- частота вращения
круга, мин .
.
Выбранные режимы резания
сводим в таблицу 3.11. Режимы резания при шлифовании - в таблицу 3.12.
Таблица 3.11. Режимы
резания
Операция (переход) t, мм S, мм/об n, минV,
|
м/мин
|
|
|
|
1. Расточная операция / Расточной станок 2Н636ГФ1
|
1
|
2
|
3
|
4
|
|
Установка А
|
2,5
|
 мм/зуб400125,6 мм/зуб400125,6
|
|
|
|
Сверлить центровое отверстие
|
-
|
0,15
|
800
|
12,56
|
|
Сверлить отверстия М10
|
-
|
0,2
|
600
|
18,84
|
|
Снять фаски в отверстиях М10
|
2
|
0,2
|
150
|
6,59
|
|
Нарезать резьбу М10 в отверстиях
|
|
1,25
|
50
|
3,14
|
|
Б. Повернуть стол станка на 180
|
|
|
|
|
|
Фрезеровать торец, выдерживая размер 417 мм
|
2,5
|
мм/зуб400125,6
|
|
|
|
Сверлить центровое отверстие
|
-
|
0,15
|
800
|
12,56
|
2. Токарная операция /
Токарный станок с ЧПУ 16К40РФ3 t,
мм S, мм/об n, минV,
|
м/мин
|
|
|
|
Точить поверхность ф70 на длину 80, фаски 2х45º
|
9,75
|
0,45
|
500
|
127,17
|
|
Точить поверхность ф80 на длину 88, фаски 3х45º
|
7,25
|
0,45
|
500
|
120,89
|
|
Точить поверхность ф90 на длину 16, фаски 2х45º
|
4,75
|
0,45
|
500
|
128,74
|
|
Б. Переустановить деталь в центрах с поворотом на 180
|
|
|
|
|
|
Точить поверхность ф50 на длину 10, фаски 1,5х45º
|
2,25
|
0,45
|
500
|
136,59
|
|
Точить поверхность ф64 на длину 32, фаски 2х45º
|
7,25
|
0,45
|
500
|
120,89
|
|
Точить поверхность ф 70 на длину 191, фаски 2х45º
|
9,75
|
0,45
|
500
|
113,04
|
|
Точить канавки
|
1
|
0,2
|
400
|
113,04
|
|
Нарезать резьбу М64
|
-
|
0,2
|
100
|
3,14
|
|
3. Фрезерная операция / Фрезерный станок 6А59
|
t,
мм
|
S,
мм/об
|
n,
минV, м/мин
|
|
|
Фрезеровать шпоночный паз
|
9,25
|
 мм/зуб55037,99 мм/зуб55037,99
|
|
|
|
Фрезеровать шпоночный паз
|
9,25
|
мм/зуб55037,99
|
|
|
Таблица 3.12. Режимы резания при
шлифовании
4. Круглошлифовальная
операция / Круглошлифовальный станок 3М194  ,
,
мин ,
,
м/мин ,
,
мин ,
,
м/сек ,
,
|
мм/об
|
|
|
|
|
|
|
Шлифовать поверхности
|
80
|
21,35
|
1300
|
35
|
25
|
3.12 Нормирование
времени операции
Определим основное время для каждой
операции [6].
Расточная операция:
Определяем основное время для
фрезерования одного торца по формуле:
 , мин,
(3.20)
, мин,
(3.20)
где  -
длина фрезерования, мм;
-
длина фрезерования, мм;
 - минутная подача,
мм/мин.
- минутная подача,
мм/мин.
Длину фрезерования
определяем по формуле:
 , мм,
(3.21)
, мм,
(3.21)
где l - длина фрезерования, мм;
y
- величина врезания, мм;
 - перебег фрезы (
- перебег фрезы ( мм).
мм).
Величину врезания
инструмента определим по формуле:
 , мм,
(3.22)
, мм,
(3.22)
где  -
диаметр фрезы, мм;
-
диаметр фрезы, мм;
 - ширина фрезерования,
мм.
- ширина фрезерования,
мм.
Минутную подачу
определяем по формуле:
 , мм/мин,
(3.23)
, мм/мин,
(3.23)
где  -
подача на зуб (
-
подача на зуб ( мм/зуб);
мм/зуб);
 - число зубьев фрезы (
- число зубьев фрезы ( );
);
 - число оборотов фрезы
(
- число оборотов фрезы
( мин).
мин).
Определяем основное
время для сверления центрового отверстия по формуле:
 , мин, (3.24)
, мин, (3.24)
где L - расчетная длина рабочего хода сверла, мм;
n
- частота вращения шпинделя, мин;
S0
- подача на оборот шпинделя, мм/об.
Расчетную длину рабочего
хода сверла определяем по формуле:
 , мм,
(3.25)
, мм,
(3.25)
где l - глубина сверления, мм;
l1
- величина врезания инструмента, мм;
l2
- величина перебега инструмента,  мм.
мм.
Токарная операция.
Определяем основное
время для каждого перехода по формуле:
 , мин, (3.26)
, мин, (3.26)
где  -
число оборотов шпинделя, мин;
-
число оборотов шпинделя, мин;
 - величина подачи,
мм/об;
- величина подачи,
мм/об;
 - число проходов.
- число проходов.
Фрезерная операция:
Определяем основное
время для фрезерования шпоночного паза по формуле:
 , мин,
(3.27)
, мин,
(3.27)
где -
длина фрезерования, мм;
- минутная подача,
мм/мин.
Круглошлифовальная
операция:
Определяем основное
время для каждого перехода по формуле:
 , мин, (3.28)
, мин, (3.28)
где L - длина хода стола, мм;
h
- припуск на сторону, мм;
n3
- число оборотов детали в минуту, мин;
Sпр
- продольная подача на оборот детали, мм/об;
К - коэффициент,
учитывающий время на выхаживание и доводку,
Определим норму штучного времени для
каждой операции по формуле:
 , мин, (3.29)
, мин, (3.29)
где  -
основное (технологическое) время, мин;
-
основное (технологическое) время, мин;
 - вспомогательное
время, мин;
- вспомогательное
время, мин;
 - время на обслуживание
рабочего места, мин;
- время на обслуживание
рабочего места, мин;
 - время на физические
потребности и отдых, мин.
- время на физические
потребности и отдых, мин.
Вспомогательное время
определяем по формуле:
 , мин, (3.30)
, мин, (3.30)
где  -
время, затрачиваемое на установку и снятие детали, мин;
-
время, затрачиваемое на установку и снятие детали, мин;
 - время, затрачиваемое
на переходы, мин;
- время, затрачиваемое
на переходы, мин;
 - время на установку
режимов резания, мин;
- время на установку
режимов резания, мин;
 - время на контрольные
измерения, мин.
- время на контрольные
измерения, мин.
Штучно-калькуляционное
время определяем по формуле:
 , мин, (3.31)
, мин, (3.31)
где  -
подготовительно-заключительное время, мин (принимаем его равным 60 мин);
-
подготовительно-заключительное время, мин (принимаем его равным 60 мин);
- количество деталей в
партии, шт.
Сводим нормы времени на
обработку приводного вала и вносим в таблицу 3.13, технологический процесс
изготовления детали в таблицу 3.14.
Таблица 3.13. Сводные нормы времени
на обработку вала
|
Операция (переход)
|
 , мин , мин , мин , мин , мин , мин , мин , мин
|
|
|
|
|
Заготовка - прокат Ø90
длина 417 мм
|
|
|
|
|
|
1. Расточная операция
|
5,82
|
1,95
|
7,9
|
9,6
|
|
Фрезеровать торец как чисто
|
0,25
|
|
|
|
|
Сверлить центровое отверстие
|
0,2
|
|
|
|
|
Сверлить отверстия М10
|
1,36
|
|
|
|
|
Снять фаски в отверстиях М10
|
0,26
|
|
|
|
|
Нарезать резьбу М10 в отверстиях
|
0,84
|
|
|
|
|
Б. Повернуть стол станка на 180
|
|
|
|
|
|
Фрезеровать торец, выдерживая размер 417 мм
|
0,25
|
|
|
|
|
Сверлить центровое отверстие
|
0,2
|
|
|
|
|
2. Токарная операция
|
10,56
|
24,9
|
35,46
|
37,5
|
|
Точить с припуском на шлифование поверхность ф70
|
1,9
|
|
|
|
|
Точить с припуском на шлифование поверхность ф80
|
1,45
|
|
|
|
|
Точить с припуском на шлифование поверхность ф90
|
0,48
|
|
|
|
|
Б. Переустановить деталь в центрах с поворотом на 180
|
|
|
|
|
|
Точить предварительно поверхность ф 50
|
0,9
|
|
|
|
|
Точить предварительно поверхность ф 64
|
1,45
|
|
|
|
|
Точить предварительно поверхность ф70
|
1,64
|
|
|
|
|
Точить канавки
|
0,35
|
|
|
|
|
Точить фаски
|
0,28
|
|
|
|
|
Нарезать резьбу М64
|
|
|
|
|
|
3.
Фрезерная операция
|
3,52
|
2,2
|
5,99
|
7,7
|
|
Фрезеровать шпоночный паз
|
2,44
|
|
|
|
|
Фрезеровать шпоночный паз
|
1,08
|
|
|
|
|
5. Круглошлифовальная операция
|
17,43
|
13,9
|
21,3
|
28
|
|
Шлифовать поверхности
|
3,24
|
|
|
|
|
ИТОГО:
|
53,72
|
42,95
|
70,69
|
82,9
|
3.13 Программа для
токарного станка с ЧПУ
В разработке технологического
процесса изготовления приводного вала предусмотрено выполнение токарной
операции на токарном станке 16К40П с ЧПУ. Для выполнения данной операции на
токарном станке с ЧПУ необходимо составить управляющую программу. Перемещения
инструментов токарного станка с ЧПУ изложена в таблице 3.15. [10]
Программа для токарного станка с
ЧПУ:
N001 G27S045M1047101 (подготовительные операции; вкл. главный привод со
скоростью 0,45, шпиндель вращается против часовой стрелки; выбран 1-ый
инструмент)
N002 G58Z+000000F70000
N003 G58X+000000F70000
N004 G26
N005 G01F10200L31 (вкл. режим линейной интерполяции)
N006 X-01725F10600 (подвод инструмента по оси X)
N007 Z-01700 (подвод инструмента по оси Z)
N008 Z-09800F10225 (обработка поверхности 10 1 проход)
N009 X+00150 (отвод инструмента в точку 4)
N010 Z+09800 (отвод инструмента в точку 5)
N011 X-00600F10600 (переход инструмента в точку 6)
N012 Z-09800F10225 (обработка поверхности 10 2 проход)X+00250 (переход инструмента в точку
8)Z-10000
(обработка поверхности 9)
N015 X+00250 (переход инструмента в точку 10)
N016 Z-10400 (обработка поверхности 8)
N017 X+00250 (переход инструмента в точку 12)
N018 Z-08800F10300 (обработка поверхности 7)
N019 X+01650F70000 (отвод инструмента в точку 14)
N020 Z+39000F70000 (перемещение в 15 точку с максимальной скоростью)
N021 G25X+999999F70000 (возврат инструмента в точку 0 станка по координате X)
N022 M105 (остановка привода)
N023 G25Z+999999 (возврат инструмента в точку 0 станка по координате Z)
N024 M002 (конец программы)
Таблица 3.14. Перемещения
инструментов токарного станка с ЧПУ
|
Адрес инстр.
|
№ участка, траектории, знак и величина перемещения
|
|
Т101
|
1
|
х - 17,25
|
2
|
|
3
|
|
4
|
x+1,5
|
5
|
|
6
|
x - 6,0
|
|
|
|
|
z - 17,0
|
|
z - 98,0
|
|
|
|
z+98,0
|
|
|
|
7
|
|
8
|
x+2,5
|
9
|
|
10
|
x+2,5
|
11
|
|
12
|
x+2,5
|
|
|
z - 98,0
|
|
|
|
z - 100,0
|
|
|
|
z - 104,0
|
|
|
|
13
|
|
14
|
x+16,5
|
15
|
|
|
|
|
z - 88,0
|
|
|
|
z+390,0
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
4.
Организационно-экономическая часть
.1 Оценка
предельно-необходимых затрат на освоение продуктовой инновации
К затратам на освоение продуктовой
инновации отнесем стоимость изготовления модернизированного элемента. К нему
относится корпус, который изготавливается на ПАО «Северсталь». Ранее корпус
закупался у сторонних фирм за 35000 рублей (согласно бухгалтерской документации
ПАО «Северсталь»). В ходе освоения продуктовой инновации не планируется покупка
нового оборудования, привлекать новых кадров, будут использованы уже имеющиеся
помещения.
4.2 Анализ динамики
затрат на производство корпуса
Расчет материальных затрат∙
а) Затраты на
приобретение основного сырья
Затраты на приобретение основных
материалов рассчитываются по формуле:
Зом= Сом ∙m, руб., (4.1)
где  -
стоимость основных материалов, руб.;
-
стоимость основных материалов, руб.;
m
- масса заготовки, кг;
Масса заготовки - 295
кг.
Стоимость материала за 1
кг 45 руб. [14]
Затраты на основные
материалы составляют:
Зосн=45∙295=13275,
руб.
Затраты на
комплектующие:
Зкомпл=2000,
руб.
Затраты на приобретение основного сырья составляют:
Зос = Зосн + Зкомпл = 13275 + 2000
= 15275 руб.
б) Затраты на
вспомогательные материалы
При изготовлении детали не
используются смазочно-охлаждающие жидкости. Масло в станках меняется не
зависимо от количества изготовленных изделий, а во время
планово-предупредительного ремонта, затраты на масло и запасные части относим к
затратам на содержание и эксплуатацию основных фондов.
в) Затраты на приобретение
приспособлений, инструмента, и т.д.
Наименование инструмента и цена
приведены в таблице 4.1 [15]
Таблица 4.1. Инструменты
|
№ п/п
|
Наименование
|
Цена
|
Износ
|
Стоимость
|
|
1
|
Резец подрезной торцевой Т5К10 ГОСТ 18871 - 73
|
117 руб. 89 коп.
|
25%
|
29 руб. 47 коп.
|
|
2
|
Резец токарный прорезной (черновой) Т5К10 ГОСТ 18874 - 73
|
398 руб.
|
25%
|
99 руб. 50 коп.
|
|
3
|
Резец токарный прорезной (чистовой) Т15К6 ГОСТ 18874 - 73
|
433 руб. 93 коп.
|
25%
|
108 руб. 48 коп.
|
|
4
|
Резец токарный расточной для растачивания сквозных отверстий
Т5К10 ГОСТ 18882 - 73
|
49 руб. 45 коп.
|
20%
|
9 руб. 89 коп.
|
|
5
|
Сверло спиральное с коническим хвостовиком d=8 мм Р6М5 ГОСТ 10903 - 70
|
80 руб.
|
15%
|
12 руб.
|
|
6
|
Фреза торцевая насадная ГОСТ 9304-69
|
165 руб. 50 коп.
|
10%
|
16 руб. 55 коп.
|
|
7
|
223 руб.
|
10%
|
22 руб. 30 коп.
|
|
Итого
|
298 руб. 19 коп.
|
Пример расчета затрат на
приобретение сверла спирального с коническим хвостовиком d=8 мм Р6М5 ГОСТ 10903 - 70:
 , руб., (4.2)
, руб., (4.2)
 . руб.
. руб.
Наименование и цена
инструментальных приспособлений приведены в таблице 4.2.
Таблица 4.2.
Инструментальные приспособления [16]
|
№ п/п
|
Наименование
|
Цена
|
Износ
|
Стоимость
|
|
1
|
Переходные конусные оправки ГОСТ 17528-72
|
150 руб.
|
5%
|
7 руб. 50 коп.
|
|
2
|
Конусная оправка для насадной фрезы
|
1 295 руб.
|
5%
|
64 руб. 75 коп.
|
|
Итого
|
72 руб. 25 коп.
|
Пример расчета затрат на
приобретение конусной оправки для насадной фрезы:
 , руб., (4.3)
, руб., (4.3)
 .
.
Наименование и цена станочных
приспособление приведены в таблице 4.3.
Таблица 4.3. Станочные
приспособления [17]
|
№ п/п
|
Наименование
|
Цена
|
Износ
|
Стоимость
|
|
1
|
Патрон трехкулачковый универ. пневматический ГОСТ 2675-80
|
1 476 руб.
|
10%
|
147 руб. 60 коп.
|
|
2
|
Тиски машинные самоцентрирующие ГОСТ 21168-75
|
525 руб.
|
5%
|
12 руб. 60 коп.
|
|
Итого
|
160 руб. 20 коп.
|
|
|
|
|
|
|
|
Пример расчета затрат на
приобретение тисков машинных самоцентрирующихся ГОСТ 21168 - 75:
, руб., (4.4)
 .
.
Общие затраты на
приобретение инструмента и приспособлений для изготовления единицы продукции
равны:
 , руб., (4.5)
, руб., (4.5)
 .
.
г) Затраты на
приобретение электроэнергии, воды и отопления здания
Стоимость электроэнергии
для предприятий Вологодской области
СЭЭ=5,2
руб./кВтч [18]
Время работы станков и
потребляемая ими электроэнергия указаны в таблице 4.4 [19].
Таблица 4.4.
Потребляемая электроэнергия
|
№ п/п
|
Наименование и модель станка
|
Время работы, мин
|
Мощность, кВт
|
Электроэнергия затраченная на работу, кВт·ч
|
|
1
|
Токарный 16К20
|
23,3
|
10
|
3,88
|
|
2
|
Горизонтально-фрезерный 6П80Г
|
10,7
|
5,5
|
0,98
|
|
3
|
Координатно- сверлильный 2Н150
|
13,5
|
7,5
|
1,69
|
|
Количество затраченной электроэнергии, Э
|
6,55
|
Затраты на электроэнергию
составляют:
 , руб., (4.6)
, руб., (4.6)
 .
.
д) Затраты, связанные с
содержанием и эксплуатацией основных фондов.
Затраты на содержание и
эксплуатацию основных фондов равны 4% от величины материальных затрат:
ЗОФ=0,04 (ЗОСН+ЗВМ+ЗПР+ЗЭЭ),
руб., (4.7)
ЗОФ=0,04
(15275+0+530,64+34,06)=633 руб. 59 коп.
Сумма материальных
затрат на изготовление единицы продукции:
ЗМАТ=ЗОСН+ЗВМ+ЗПР+ЗЭЭ+ЗОФ,
руб., (4.8)
ЗМАТ=15275+0+530,64+34,06+633,59=16473
руб. 29 коп.
Затраты на оплату
труда
Работники предприятия, занятые в
производстве и проектировании изделия, а также их оклады приведены в таблице
4.5.
Таблица 4.5. Работники [20]
|
№ п/п
|
Работник
|
Месячный оклад 
|
|
1
|
Инженер - конструктор
|
25 000 руб.
|
|
2
|
Инженер - технолог
|
25 000 руб.
|
|
3
|
Токарь
|
15 000 руб.
|
|
4
|
Сверловщик
|
15 000 руб.
|
|
5
|
Фрезеровщик
|
15 000 руб.
|
|
6
|
Слесарь
|
15 000 руб.
|
|
7
|
Контролер
|
20 000 руб.
|
В месяц у работника 21 рабочий день
или 168 рабочих часов, или 10080 рабочих минут. Оплата за время, которое
работник занят изготовлением и проектированием изделия, приведены в таблице
4.6.
Таблица 4.6. Оплата труда работников
|
№ п/п
|
Работник
|
Время работы над изделием, T
|
Оплата труда 
|
|
1
|
Инженер - конструктор
|
4 ч
|
595 руб. 24 коп.
|
|
2
|
Инженер - технолог
|
4 ч
|
595 руб. 24 коп.
|
|
3
|
Токарь
|
23,3 мин
|
34 руб. 78 коп.
|
|
4
|
Сверловщик
|
13,5 мин
|
20 руб. 08 коп.
|
|
5
|
Фрезеровщик
|
10,7 мин
|
15 руб. 92 коп.
|
|
6
|
Слесарь
|
5 мин
|
2 руб. 22 коп.
|
|
7
|
Контролер
|
10 мин
|
19 руб. 84 коп.
|
|
|
|
|
|
Пример расчета оплаты труда для
токаря:
 , руб., (4.9)
, руб., (4.9)
 .
.
Затраты на оплату труда
необходимые для изготовления одного изделия равны:
 , руб., (4.10)
, руб., (4.10)
где Зот.раб. - оплата
труда работника;

Районный коэффициент к
заработной плате рабочих и служащих на территории районов Вологодской области
составляет 1,15 [21]. Соответственно, заработная плата составит:
ЗО.Т.=1,15∙1283,32=1475,82
руб./изд.
Амортизационные отчисления
Стоимость
токарного станка 16К20 С=399 000 руб. [22], срок эксплуатации аппарата  -
25 лет, следовательно норма амортизации:
-
25 лет, следовательно норма амортизации:
 ; (4.11)
; (4.11)
 .
.
Затраты на амортизацию:
 , руб., (4.12)
, руб., (4.12)
 .
.
Затраты на амортизацию
за период использования аппарата:
 , руб., (4.13)
, руб., (4.13)
где  -
время эксплуатации в минутах; =23,3 мин.,
-
время эксплуатации в минутах; =23,3 мин.,
 .
.
Стоимость
горизонтально-фрезерного станка 6П80Г С= 225 000 руб., срок эксплуатации станка
=25
лет, следовательно норма амортизации:
 ;
;
.
Годовые амортизационные
отчисления:
 , руб., (4.14)
, руб., (4.14)
 .
.
Амортизационные
отчисления за период использования станка:
 , руб.,
, руб.,
где ТЭКС -
время эксплуатации в минутах; ТЭКС =10,7 мин.,
 .
.
Стоимость
координатно-сверлильного станка 2Н150 С= 120 000 руб., срок эксплуатации станка
=25
лет, следовательно норма амортизации:
;
.
Годовые амортизационные
отчисления:
 , руб.,
, руб.,
 .
.
Амортизационные
отчисления за период использования станка:
 , руб.,
, руб.,
где -
время эксплуатации в минутах; =13,5 мин.,
 .
.
Общие затраты на амортизацию равны:
 , руб., (4.15)
, руб., (4.15)
 .
.
Расчет прочих затрат
Фиксированный налог на
частную движимую и недвижимую собственность (на сооружения, оборудование).
Региональный налоговый
орган назначил налоги по следующим ставкам:
на движимое имущество
(оборудование) 2,2% [23];
на недвижимое имущество
(сооружения) 2,2%.
Рассчитаем затраты на
каждое изделие по налогу ЗП2, руб./изд.:
суммарная стоимость
основного оборудования СО, руб.:
СО = С1+С2+
… +Сn, руб., (4.16)
СО =
399000+225000+120000= 744 000 руб.;
ЗП = СО·R/1∙2000, руб./изд., (4.17)
где R - ставка налога на имущество;
- годовой фонд времени;
ЗП2.1 = [(399000∙23,3)+(225000∙10,7)+(120000∙13,5)]
·0,022/2000· 60=2,44 руб./изд.
Стоимость основного здания определена
руководством предприятия 70 000 000 руб.
ЗП2.2 = 70000000·0,022∙9/1∙2000·60
= 115,5 руб./изд.;
ЗП1 = ЗП2.1+ЗП2.2,
руб./изд. (4.18)
ЗП1 = 2,44 + 115,5 =
117,94 руб./изд.
Расходы по испытаниям, опытам и
исследованиям, по рационализации и изобретательству составляют 1% от суммы
оплаты труда рабочих;
ЗП2=0,01·1475,82
руб./изд.=14,76 руб./изд.
Тариф на отопление составляет 43,56
м2 [24]. Модернизацию детали производим в летний период, поэтому
затраты на отопление принимаем равными 0.
Расчет расхода воды на бытовые нужды
производится из расчета 70 литров на человека.
При стоимости воды для предприятия Цвод.=
22,44 руб./литр[25]. Затраты на воду составляют:
Звод.= 0,07∙1∙7∙22,44
= 10,98 руб.
Расчет водоотведения на бытовые
нужды производится из расчета 70 литров на человека.
При стоимости воды для предприятия
Цотв= 18,44 руб./литр[25]. Затраты на водоотведение составляют:
Зотв.= 0,07∙1∙7∙18,44
= 9,03 руб.
Страховые взносы
С работодателей взимаются страховые
взносы по единой ставке 30% от заработной платы.
ЗСВ=(1475,82∙0,3)/1=442,75
руб./изд.
Посчитаем общие прочие затраты:
ЗП = ЗП1+ЗП2+Звод+Зотв+Зхв+Зсв,
руб./изд., (4.19)
ЗП = 117,94 +14,76 +0
+10,98+9,03+442,75=595,46 руб./изд.
Общие затраты предприятия на
производство одной единицы изделия сведены в таблицу 4.9.
Таблица 4.9. Сводная таблица затрат
предприятия на производство единицы продукции
|
Виды затрат
|
Затраты на единицу продукции руб./изд
|
|
Материальные затраты
|
16473 руб. 59 коп.
|
|
Затраты на оплату труда
|
1475 руб. 82 коп.
|
|
Затраты на амортизацию
|
1 руб.
|
|
Прочие затраты
|
595 руб. 46 коп.
|
|
Итого
|
18545 руб. 87 коп.
|
Сумма затрат на изготовление единицы
продукции:
Зед=ЗМАТ+ЗОТ+ЗА+ЗПТ
руб., (4.20)
Зед=16473,59+1475,82+1+595,46=18545
руб. 87 коп.
Стоимость
изготовления корпуса рабочего блока составляет 18545,87 руб.
4.3
Оценка экономической целесообразности на освоение продуктовой инновации
Для анализа
структуры затрат на производство ремонтных работ необходимо сравнить стоимость
проведения процесса замены корпуса рабочего блока установки до и после
модернизации.
До модернизации при
возникновении неисправности прижимного ролика требовалось приобретение нового
корпуса рабочего блока установки. После модернизации при проведении ремонтных
работ производится замена неисправного прижимного ролика путем снятия верхней
крышки модернизированного разъемного корпуса. Это влияет на величину затрат при
проведении ремонтных работ. Для этого нужно рассчитать затраты на оплату труда
наладчика и крановщика, учитывая при этом стоимость нового корпуса рабочего
блока установки и сравнить их с затратами после модернизации.
Месячный оклад наладчика - 15 тыс.
руб., месячный оклад крановщика - 10 тыс. руб., время выполнения работы 30
минут.
Следовательно, до модернизации
затраты на оплату труда наладчика:
Зн=15000·30/10080=44,64
руб.
Затраты на оплату труда крановщика:
Зкр=10000·30/10080=29,76
руб.
Стоимость покупки корпуса рабочего
блока установки у сторонней организации составляет 35000 руб. (согласно
бухгалтерской документации ПАО «Северсталь»).
Стоимость изготовления корпуса
рабочего блока составляет 18545,87 руб. При проведения ремонтных работ так же
учитываются затраты на оплату труда наладчика и крановщика, которые составляют:
Зн=44,64 руб.
Зкр=29,76 руб.
Затраты после модернизации
уменьшаются на 16454,13 руб.
В результате произведенных расчетов
затраты на изготовление модернизированного корпуса установки для резки
алюминиевой проволоки уменьшились, по сравнению с покупкой корпуса установки у
сторонней организации за 35000 рублей, что представлено на плакате «Оценка целесообразности
модернизации установки для резки алюминиевой проволоки»
∆ З= Здо
- Зпосле = 35000 - 18545,87 =16454,17 руб.
Следовательно, модернизация рабочего
блока целесообразна.
Заключение
В соответствии с заданием в данной
выпускной квалификационной работе была произведена модернизация установки для
резки алюминиевой проволоки в конверторном цехе ПАО «Северсталь».
В ходе выполнения выпускной
квалификационной работы в разделе «Анализ состояния вопроса, цель и задачи
проекта» показаны основные направления применения алюминиевой проволоки в
черной металлургии. Обоснована необходимость модернизации установки для резки
алюминиевой проволоки.
В конструкторской части был описан
принцип работы установки и произведен расчет элементов конструкции роликов и
расчет напряженно-деформируемого состояния вала.
В технологической части разработан
технологический процесс изготовления рабочего вала, был произведен
сравнительный расчет себестоимости изготовления вала из двух вариантов
заготовки, в результате которого была выбрана заготовка из проката. В
соответствии с имеющимся оборудованием был составлен маршрут обработки детали с
описанием всех основных операций и переходов с подбором требуемого
оборудования. Для всех операций и переходов выбраны режущие инструменты, станочные
и инструментальные приспособления, мерительный инструмент, выбраны режимы
резания и произведено техническое нормирование времени переходов и операций.
В организационно - экономической
части проекта была произведена оценка стоимости модернизации установки для
резки алюминиевой проволоки и показана целесообразность ее модернизации в
конверторном цехе ПАО «Северсталь» с экономической точки зрения.
В разделе «Безопасность
жизнедеятельности и экологичность» был произведен анализ опасных и вредных
производственных факторов при эксплуатации установки для резки алюминиевой
проволоки, разработаны меры по обеспечению безопасных и здоровых условий труда
при эксплуатации установки. Произведен расчет защитного заземления, разработаны
меры по обеспечению охраны окружающей среды, описаны действия персонала в
условиях чрезвычайных ситуаций.
Список использованных
источников
1. Алексеев, Г.А., Конструирование инструмента / В.А. Аршинов,
Р.М. Кричевская. - М.: Машиностроение, 1979. - 384 с.
2. Ананенко, Т.И. Северсталь / Т.И. Ананенко. - Череповец:
Речь, 2000. - 321 с.
. Анурьев, В.И. Справочник конструктора-машиностроителя. В
3-х т. / В.И. Анурьев / под ред. И.Н. Жестковой. - М.: Машиностроение, 2001.
. Горбацевич, А.Ф. Курсовое проектирование по технологии
машиностроения. Учебное пособие для машиностроительных спец вузов - 4-е изд. /
А.Ф. Горбацевич, В.А. Шкред. - Минск: Высшая школа, 1983. - 256 с.
. Егоров, М.Е. Технология машиностроения. Учебник для
машиностроительных вузов. - 2-е изд. / М.Е. Егоров. - М.: Высшая школа, 1976. -
534 с.
. Кауфман, А.А. Мастер коксового производства / А.А.
Кауфман. - М.: Металлургия, 2002. - 243 с.
. Иванов, М.Н. Детали машин. Курсовое проектирование.
Учебное пособие для машиностроительных вузов. / М.Н. Иванов. - М.: Высш. школа,
1975. - 551 с.
. Шейнблит, А.Е., Курсовое проектирование деталей машин./
А.Е. Шейнблит - Калининград: Янтар. Сказ, 2004. - 454 с.
. Юдин, Е.Я., Охрана труда в машиностроении: учеб. для
машиностроительных вузов / С.В. Белов, С.К. Баланцев / под. ред. Е.Я. Юдина. -
М.: Машиностроение, 1983. - 432 с.
. Гузеев, В.И., Режимы резания для токарных и
сверлильно-фрезерно-расточных станков с числовым программным управлением. /
В.И. Гузеев. - М.: Машиностроение, 2005. - 368 с.
. Косилова, Р.К., Справочник технолога машиностроителя. /
Л.Г. Косиловой, Р.К. Мещерекова. - М.: Машиностроение, 1986. - 496 с.
. Телин, Н.В., Методические указания к выполнению
дипломного проекта по разделу «Проектирование, расчет и монтаж защитного
заземления» / Н.В. Телин. - Вологда: ВоПИ, 1998.-15 с.
. Анурьев, В.И., Справочник конструктора - машиностроителя:
В 3-х т. Т. 1-5-е изд. - М.: Машиностроение, 1978. -768 с.
. Всероссийский информационный металлургический internet портал
http://rusmetallurgiya.ru
. «Кибер» инструмент на все случаи жизни [Электронный
ресурс]: офиц. сайт. - Режим доступа: http://www.prof.ru
. «ПромЭнергоКомплект» [Электронный ресурс]: офиц. сайт. -
Режим доступа: http://www.pulscen.ru
. «Региональные эксплуатационные системы» [Электронный
ресурс]: офиц. сайт. - Режим доступа: http://www.res35.ru
. ГУ «Центр занятости населения» [Электронный ресурс]:
офиц. сайт. - Режим доступа: http://rabota.vologda-portal.ru/
. Бухгалтерия онлайн [Электронный ресурс]: офиц. сайт. -
Режим доступа: http://www.buhonline.ru