Модернизация технологического оборудования для оцилиндровки бревен
СОДЕРЖАНИЕ
ВВЕДЕНИЕ
.
ЛИТЕРАТУРНЫЙ ОБЗОР
.
ИССЛЕДОВАТЕЛЬСКАЯ ЧАСТЬ
.1
Использование трёхмерных моделей для расчёта изделий методами имитационного
моделирования
.2
Приближенные методы решения линейных задач теории упругости
.3 Расчет
напряженно-деформированного состояния детали «Корпус фрезы» с помощью системы
COSMOS Works
.
КОНСТРУКТОРСКАЯ ЧАСТЬ
.1 Разработка
общей компоновки линии
.1.1
Техническая характеристика линии
.1.2 Состав
линии
.1.3 Краткое
описание работы линии
.2
Модернизация узла продольного фрезерования
.2.1 Описание
конструкции узла продольного фрезерования
.2.2 Описание
шпиндельного узла
.3
Модернизация вспомогательных механизмов
.4
Конструкторские расчеты
.4.1 Выбор
инструмента
.4.2 Энерго -
кинематический расчет
.4.3 Расчет
ременной передачи
.4.4 Расчет и
выбор подшипников шпинделя
.4.5
Проверочный расчет подшипников
.4.6 Выбор и
расчет шпонок
.
ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
.1
Модернизация технологического процесса оцилиндровки бревна
.1.1 Описание
конструкции и назначения изделия
.1.2
Технологический маршрут обработки бревна
.2 Разработка
технологии изготовления детали «Стакан»
.2.1
Описание, назначение и характеристика изделия
.2.2
Технологический контроль чертежа детали
.2.3 Анализ
технологичности конструкции детали
.2.4 Выбор
метода изготовления и формы заготовки
.2.5 Выбор
структуры и плана обработки
.2.6 Выбор
типа производства и формы организации технологического процесса
.2.7 Расчет
припусков на механическую обработку
.2.8 Выбор
оборудования
.2.9 Выбор
режущих инструментов
.2.10 Выбор
инструментальных приспособлений
.2.11 Выбор
станочных приспособлений
.2.12 Выбор
средств измерения и контроля размеров
.2.13 Расчет
режимов резания
.2.14 Расчет
технической нормы времени
.3 Разработка
технологического процесса сборки узла
.
ОРГАНИЗАЦИОННО-ЭКОНОМИЧЕСКАЯ ЧАСТЬ
.1 Оценка
предельно-необходимых затрат на модернизацию
.2 Структура
затрат на продольное фрезерование до модернизации
.3 Структура
затрат на продольное фрезерование после модернизации
.3.1 Расчет
материальных затрат
.3.2 Расчет
затрат на оплату труда
.3.3 Расчет
затрат на амортизационные отчисления
.3.4 Расчет
прочих затрат
.4 Оценка
экономической целесообразности модернизации
.
БЕЗОПАСНОСТЬ И ЭКОЛОГИЧНОСТЬ ПРОЕКТА
.1 Анализ
условий труда при эксплуатации линии
.2 Меры по
обеспечению безопасных и здоровых условий труда
.3 Расчет
средств пожаротушения
.4 Меры по
обеспечению устойчивости работы объекта в условиях ЧС
.5 Меры по
охране окружающей среды
ЗАКЛЮЧЕНИЕ
СПИСОК
ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
ВВЕДЕНИЕ
Неповторимые качества древесины в совокупности с экологической чистотой
были давно известны на землях - хранителях многовекового опыта деревянного
строительства.
Традиционное возведение срубов заключалось в укладке в стену подогнанных
бревен, причем конусообразные от природы бревна приходилось укладывать
определенным образом, чередуя толстый и тонкий концы. Подобный подбор был
весьма трудоемок и существенно замедлял темпы строительства.
С годами для оптимизации процесса строительства был совершен переход от
конусообразных бревен к бревнам с одинаковым диаметром по всей конструкционной
длине - оцилиндрованным. Использование таких бревен позволило упростить
строительство и повысить качество конструкций.
Материалом для изготовления оцилиндрованного бревна в основном является
сосна. При оцилиндровке этой классически ядровой породы срезается более рыхлая
(верхняя) часть - заболонь, остается более твердая - пропитанное смолой ядро.
Бревно от этого только выигрывает. Таким образом, бревно, лишенное заболони,
может быть обработано антисептиками, позволяющими надолго защитить древесину от
возникновения химической окраски (синевы) и поражения насекомыми.
Механизированная оцилиндровка позволяет устранить и целый ряд дефектов:
комлевые утолщения, кривизна ствола, сбежистость, овальность, остатки сучков.
Значительно уменьшается ширина трещин, образующихся в процессе высыхания
дерева.
Однако для изготовления срубов жилых домов требуются бревна достаточно
большого диаметра и длины. Тонкомерная же древесина диаметром до 200 мм - более
поздняя и плотная, со здоровыми сросшимися сучками - используется очень мало, с
трудом продается леспромхозами и большей частью сжигается или остается гнить на
делянках. Однако качество этого сырья, как правило, не уступает деловой
древесине, поскольку значительную его часть составляют молодые деревья.
Тонкомерную древесину использовали только для получения обрезной доски,
но оборудование, предназначенное для этих целей, обладает целым рядом
недостатков: низкая производительность, невысокий полезный выход продукции,
низкосортность и ограниченность получаемого сортамента.
Применение оцилиндровочного шпинделя, при фиксации бревна в центрах,
существенно поднимает производительность оборудования. Происходит сочетание
преимуществ токарных работ, с роторной производительностью. Возможность продольных
работ, не меняя установки, исключает брак по несоосности или закрутки
продольного паза по спирали.
Целью дипломного проекта является проведение модернизации узла
продольного фрезерования линии оцилиндровки бревен.
1. ЛИТЕРАТУРНЫЙ ОБЗОР ПО ОБОРУДОВАНИЮ, ПРИМЕНЯЕМОМУ ДЛЯ ОБРАБОТКИ
ДРЕВЕСИНЫ
Оцилиндровочные станки предназначены для придания бревну правильной
цилиндрической формы, выборки продольного монтажного паза, выборки чашки,
обработки плоскости как по всей длине бревна, так и на отдельных его участках,
а также для изготовления других видов продукции.
Оцилиндровочные станки можно разделить на станки роторного типа и
центровые станки. Станки роторного типа, где бревно протягивается через
вращающуюся головку, работают как "копир" - сохраняя естественную
кривизну по длине бревна, что отрицательно влияет на плотность стены при сборке
дома. У центровых станков заготовка закрепляется в центрах передней и задней
бабок и может вращаться вокруг своей оси. При этом режущая головка, вращаясь,
движется вдоль заготовки и выбирает кривизну по длине заготовки.
Рассмотрим некоторые оцилиндровочные станки, предложенные на мировом
рынке деревообрабатывающего оборудования
Ассоциация предпринимателей "Эней" (г. Сарапул) производит
деревообрабатывающий станок "ОС - 24" (рисунок 1.1).

Рисунок 1.1 - Оцилиндровочный станок "ОС - 24"
Он предназначен для обработки бревен, применяемых при изготовлении
срубов. Станок позволяет оцилиндровать бревно, выбрать продольный монтажный
паз, выбрать чашку, фрезеровать внутреннюю поверхность сруба (рисунок 1.2).
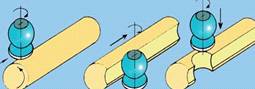
Рисунок 1.2 - Схема обработки детали
Все эти операции производятся последовательно за одну установку бревна,
одним комплектом инструмента. В процессе обработки бревна от кругляка до
готового изделия не возникает необходимость переустанавливать бревно или
режущий инструмент (фрезы).
Принцип действия станка - движение обрабатывающего центра по направляющим
вдоль обрабатываемой заготовки. При этом заготовка закреплена в центрах и может
вращаться вокруг своей оси. Продольная подача тележки (при оцилиндровке и
выборке продольного паза) - ручная, подача фрезы поперек оси бревна (при
выборке чашки) - автоматическая. Частота вращения бревна - фиксированная.
В качестве инструментов используются фрезы специальной конструкции -
универсальная и фигурная, устанавливаемые одновременно на рабочий вал станка.
Универсальная фреза используется для оцилиндровки, выборки чашки,
фрезерования плоской поверхности. Фигурная фреза используется для выборки
полукруглого монтажного паза. Конструкция фрез, обеспечивает оптимальный режим
обработки древесины. Ножи входят в дерево под углом не более 5 градусов к
направлению волокон, что обеспечивает "мягкий" ход инструмента, резко
снижает необходимую мощность пильного узла, сводит к минимуму вибрации,
обеспечивает высокое качество поверхности. Ножи в фрезах съемные, что делает
ресурс фрез практически не ограниченным. Затупившиеся ножи снимаются и
затачиваются с плоской стороны. Эта операция выполняется на плоскошлифовальном
станке с магнитным креплением или вручную. После установки ножей фрезы
необходимо отрегулировать. Процедура подготовки инструмента обычно занимает не
больше часа.
Идеальный режим - подготовка инструмента один раз за смену. Ножи
изготавливаются из инструментальной стали на специализированном производстве.
Одним комплектом ножей при интенсивном использовании можно пользоваться полгода
и больше. Станок, как правило, комплектуется тремя универсальными фрезами и
одной фигурной фрезой для выборки продольного паза. Комплект универсальных фрез
(d = 150, 180, 210 мм) позволяет оцилиндровать бревно и выбрать чашку любого
диаметра из интервала 160 - 240 мм. Достигается это за счет дополнительной
регулировки положения ножей в фрезе. Этот же набор фрез позволяет получить
изделие меньшего диаметра без выборки чашки, так как диаметр фрезы и диаметр
оцилиндрованного бревна напрямую не связаны. Набор фрез разных диаметров нужен
только для получения чашки.
При необходимости, возможно использование на станке других типов фрез.
Разработанный в Ижевском государственном университете мобильный
деревообрабатывающий станок (мобильная пилорама) МП - 3 (рисунок 1.3)
предназначен для распиловки бревен и изготовления сложных строительных деталей
из древесины.

Рисунок 1.3 - Деревообрабатывающий станок МП - 3
Станок позволяет использовать в качестве сырья короткомерный и
тонкомерный пиловочник, деловой горбыль.
В МП - 3 используются специально разработанные насадки - инструменты,
позволяющие получать высокое качество обработанной поверхности сложного
профиля.
Специальная конструкция фиксирующего узла позволяет менять положение
обрабатываемой заготовки в зажатом состоянии, что обеспечивает переход из
одного режима работы в другой.
Принцип действия станка - движение обрабатывающего центра по направляющим
вдоль обрабатываемой заготовки. При этом заготовка сама может вращаться вокруг
своей оси. Комбинация рабочих инструментов и режимов относительного движения
инструмента и заготовки позволяет получать множество различных форм деталей.
В качестве рабочих инструментов используются фрезы различной конструкции,
дисковые пилы.
Основные типы получаемых деталей на станке МП - 3: необрезная и обрезная
доска; брус и полубрус; многогранный брус; оцилиндрованное бревно;
оцилиндрованное бревно с продольным пазом и чашками; декоративные изделия с
витыми и закругленными деталями.
Украинский производитель на рынке оцилиндровочного
оборудования представлен черниговским предприятием "Магр". Разработанный
станок марки СЦ - 6,5 (рисунок 1.4) рассчитан на оцилиндровку бревен диаметром
до 300 мм и максимальной длиной до 6,5 м при скорости подачи заготовки 3,8 -
12,3 м/мин.

Рисунок 1.4 - Станок для оцилиндровки бревен СЦ - 6,5
Станок позволяет получить без перестановок заготовки и
без смены инструмента полностью готовую деталь сруба с установочными и
технологическими элементами. Независимые регулируемые приводы механизмов
вращения бревна и перемещения каретки дают возможность получить на станке
цилиндрические детали различной конфигурации. Такие детали могут быть
использованы как декоративные элементы в производстве парковой мебели, колон для
террас и др.
ОАО "Волмаш" (Россия) производит станок
оцилиндровки бревен СОЦ - 1У (рисунок 1.5).
Рисунок 1.5 - Станок для оцилиндровки бревен СОЦ-1У
Станок предназначен для изготовления элементов сруба
механизированным способом. Станок позволяет выполнять следующие операции:
обработка цилиндра; выборка продольного (монтажного) паза; строгание плоскости
как по всей длине бревна, так и на отдельных его участках; выборку венцовых
чашек; сверление отверстий для нагилей; изготовление бруса, выборка пазов и
другие операции по фрезерованию дерева. Цилиндрование осуществляется точением
специальной вращающейся фрезой, имеющей поступательное движение вдоль оси
заготовки, вращающейся в центрах передней (приводной) и задней бабок. Выборка
монтажного паза осуществляется радиусной фрезой при неподвижной, жестко
зафиксированной заготовке. Выборка венцовых чашек осуществляется фрезерованием
их методом врезания специальной фрезой, строго соответствующей диаметру
обрабатываемой заготовки. Сверление отверстий для нагилей осуществляется
перовым сверлом. Фрезерование плоскости осуществляется цилиндрической фрезой
при жестко зафиксированной заготовке. Поворот на 90 или 180 градусов и
дальнейшая фиксация заготовки осуществляется в делительной головке передней
бабки. Длина обрабатываемой заготовки - 1-8 м, диаметр - 180-260 мм, средняя
производительность - 6 м3 за смену. [1].
АО "Чурак" (Россия) производит универсальные станки для
домостроения "Термит 200У" и "Термит 280У". Комплекс
"Термит 200У" предназначен для обработки тонкомера с целью получения
оцилиндрованных бревен, профилированного бруса или обрезных пиломатериалов.
Диаметр получаемых цилиндров - 120-200 мм, скорость подачи заготовки - 2,5-8
м/мин.
"Термит 280У" (рисунок 1.6) разработан для производства бревен
сруба, профилированного бруса и обрезного пиломатериала.

Рисунок 1.6 - Оцилиндровочный комплекс "Термит 280У"
Диаметр изделий - 160-280 мм. Скорость подачи заготовки - 2,4-8 м/мин.
Рабочим органом станков "Термит 200У" и "Термит 280У" для
оцилиндровки бревен служит классическая роторная головка с тремя ножами.
Разнообразие видов продукции можно получить за счет изменения комбинаций
дистанционных колец между пилами, изменения количества пил и замены профильных
ножей на фрезерных головках.
Также АО "Чурак" выпускает станок для фрезерования чашек
"Термит 280Ч". Он предназначен для фрезерования чашек под углом 90° в
оцилиндрованных бревнах при производстве деталей срубов домов.
ОАО "Шервуд" (Россия) производит
комбинированный станок 668С (рисунок 1.7), предназначенный для переработки
круглых тонкомерных лесоматериалов с целью изготовления оцилиндрованных бревен,
оцилиндрованных бревен с продольным пазом под укладку в сруб, шпунтованного
трехкантного оцилиндрованного бруса, заготовки под половую и обшивочные доски,
обрезной доски различного сечения. Размер обрабатываемой заготовки в комле
составляет 240 мм при минимальной длине 1800 мм. Диаметр готовой детали -
100-200 мм. Скорость подачи заготовки - 3,8; 5,6; 8,4 м/мин.

Рисунок 1.7 - Оцилиндровочно - фрезерный станок 668С
Кроме того, ОАО "Шервуд" выпускает также
станок для торцовки оцилиндрованных бревен марки 672С. Диаметр торцуемых бревен
- 120-140 мм, наименьшая длина бревна - 500 мм. А также станок для фрезерования
цилиндрических чашек на оцилиндрованных бревнах 671С.
Оцилиндровочный комплекс ЦНТО-5 для обработки бревен
для срубов отличается от своих аналогов схемой обработки бревна. В этом
комплексе не бревно проходит сквозь станок, а оцилиндровочный ротор
перемещается вдоль вращающегося бревна. Две фрезерные головки, расположенные у
концов бревна, осуществляют выборку чашек. Подобная схема позволяет формировать
прямолинейную геометрию бревна для сруба. Однако подготовительные операции по
установке бревна занимают больше времени.
Барановичский завод автоматических линий (Беларусь)
выпускает станок ЛОТ 1БТД - 03, который помимо своей основной задачи -
оцилиндровки - также осуществляет выборку желоба и паза, фрезерование
поверхности бревна. Привод механизма зажима бревна обеспечивается
гидроприводом. Тип станка - роторный с непрерывной подачей. Станок предназначен
для обработки бревна длиной более 2 м и диаметром 60-260 мм. Производительность
составляет не менее 45 м3 в смену. Также Барановичский завод
автоматических линий выпускает оцилиндровочный станок ЛОТ 1МТД - 03,
предназначенный для оцилиндровки тонкомера. Длина бревна - более 1 м, диаметр -
50-180 мм.
Фирма "BEZNER Maschinen GmbH" (Германия)
производит оцилиндровочные станки для получения бревен диаметром от 20 до 320
мм. Станки комплектуются роторными головками с тремя и шестью лезвиями.
Профилирующие станки для изготовления бревен срубов марки "BEZNER
Maschinen GmbH" осуществляют эту операцию строганием ножами, укрепленными
на ножевом диске.
Фирма "HAMECH Zaklady maszynowe" (Польша)
производит оцилиндровочный станок DF - 140, который из заготовок диаметром 190
мм формирует колышки диаметром 40-140 мм. Скорость подачи заготовки на станке
DF - 140 составляет 4-17 м/мин.
Другой польский производитель оборудования для
первичной обработки древесины "SAFO Slupska fabryka obrabiarek "
выпускает оцилиндровочный станок DNAA - 140, позволяющий получать изделие
диаметром 40-140 мм при скорости подачи заготовки 3-9 м/мин, а также
оцилиндровочно-фрезерный станок DNAA - 240, предназначенный для получения
бревен, используемых для строительства срубов. Диаметр получаемого бревна
составляет 120-240 мм при скорости подачи заготовки 1,5-8 м/мин [2].
Оцилиндровочный станок ОЦ - 40 роторного типа с
кольцевым вращающимся ротором. Обрабатываемые бревна механизмом подачи
принудительно проталкиваются в осевом направлении через ротор, на котором со
стороны подачи бревен в станок установлены на рычагах десять ножевых блоков по
пять ножей в каждом блоке. Рычаги перемещаются в радиально расположенных
направляющих, чем достигается возможность регулирования проходного отверстия
ротора, образованного ножами. В зависимости от диаметра проходного отверстия с
комлевой части обрабатываемого бревна снимается меньший или больший слой
древесины (максимальный 125 мм). За ножевыми блоками на каждом кронштейне
установлены по одному зачищающему ножу. С противоположной стороны ротора
смонтирован приводной шкив. Ротор вращается от электродвигателя через клиноременную
передачу.
Механизм подачи станка состоит из двух узлов:
подающего и приемного, каждый из которых включает четыре приводных шевронных
вальца сварной конструкции с ребрами седловидной формы, обеспечивающих подачу и
центрирование бревна относительно оси ротора. Каждый узел механизма подачи
приводится в движение от индивидуального электродвигателя через редуктор и
промежуточный вал.
При подаче бревна и вращения ротора установленный на
нем режущий инструмент придает комлевой части бревна правильную цилиндрическую
форму.
Все узлы станка - ротор, механизм подачи, станция
смазки - крепятся на раме сварной конструкции. Станок комплектуется подающим и
приемным конвейерами с тремя седловидными и приводными роликами каждый. Каждый
конвейер приводится в движение от индивидуального электропривода. Станок
монтируется на бетонном фундаменте. После установки и выверки собственно станка
производят монтаж подающего и приемного конвейеров [3].
2. ИСЛЕДОВАТЕЛЬСКАЯ ЧАСТЬ
.1 Использование трёхмерных моделей для расчёта изделий методами
имитационного моделирования
Имитационное моделирование - создание электронной модели проектируемого объекта и
экспериментирование с ней при заданных ограничениях. Цель таких экспериментов - это определение оптимальных
параметров модели.
Различают два метода имитации:
1. Кинематическая - имитация процесса движения элемента
объекта с целью определения столкновений (коллизий).
2. Динамическая - имитация процесса исследования
поведения объекта при изменении действующих нагрузок и температур. В этом
случае определяется теплонапряжённое состояние объекта, а также определение
напряжённо -
деформированного состояния объекта.
Последняя задача была решена давно. Для определения напряжённо - деформированного состояния могут
использоваться методы имитационной физики, достаточно хорошо разработана теория
метода математической физики. Эти методы позволяют получить достаточно точные
результаты, только лишь при достаточно простой конфигурации объекта. При
сложной конфигурации объекта в САПР используется метод конечных элементов
(МКЭ).
.2 Приближенные методы решения линейных задач теории упругости
Точное аналитическое решение возможно только для очень ограниченного
круга задач теории упругости. Поэтому для инженерной практики огромное значение
имеют приближенные методы. Важность этих методов особенно возрастает в связи с
активным внедрением в теорию и практику проектирования вычислительной техники и
новейших информационных технологий. В данной главе мы рассмотрим только два
метода, имеющие наибольшее применение для решения прикладных инженерных задач:
метод конечных элементов (МКЭ) и метод конечных разностей (МКР). Характерной
особенностью МКЭ, относящегося к так называемым прямым методам, является то,
что процедуры для отыскания числовых полей неизвестных функций в теле (таких
как перемещения, напряжения, силы) строятся на основе вариационных принципов
механики упругого тела без непосредственного использования дифференциальных
уравнений. Заметим, что в настоящее время МКЭ является самым эффективным прямым
методом приближенного решения прикладных задач механики. Метод конечных
разностей - это метод приближенного решения краевых задач для дифференциальных
уравнений.
Метод конечных элементов (МКЭ). В основе этого метода лежит представление
объекта исследования в виде набора некоторых простых с геометрической точки
зрения фигур, называемых конечными элементами, взаимодействующими между собой
только в узлах. Расположенные определенным образом (в зависимости от
конструкции объекта) и закрепленные в соответствии с граничными условиями
конечные элементы, форма которых определяется особенностями моделируемого
объекта, позволяют описать все многообразие механически конструкций и деталей.
Например, плоскую форменную конструкцию можно смоделировать набором
плоских стержневых фигур, рамную - набором объемных стержневых элементов,
различного рода пластины и оболочки - множеством плоских треугольников или
прямоугольников. Геометрически объемные тела удобно представлять в виде
совокупности элементарных пирамид, параллелепипедов и призм, и т. д. На рисунке
2.1 [18] показан пример разбивки пластины на конечные элементы - треугольники.
Рисунок 2.1 - Сеть конечных элементов
Рамные конструкции, как правило, моделируются набором стержневых конечных
элементов. Различного рода пластины и оболочки удобно моделировать набором
плоских треугольных, либо прямоугольных элементов, а в отдельных случаях и
набором более сложных элементов. Геометрически объемные тела удобно
представлять в виде совокупности элементарных пирамид, параллелепипедов и
призм.
Такое представление рассматриваемого объекта позволяет решать задачи
расчета напряженного и деформированного состояний тела, устойчивости и
динамики, нахождения частот и амплитуд собственных и вынужденных колебаний.
Кроме того, МКЭ можно с успехом использовать для решения задач стационарной и
нестационарной теплопроводности, расчета полей статического электричества и
скоростей безвихревого течения жидкости, и т. д.
Практическое использование этого метода во многом зависит от уровня
развития компьютерной техники и качества программного обеспечения, реализующего
этот метод. Программное обеспечение для решения задач методом МКЭ должно
включать в себя следующие элементы: редактор разбивки на конечные элементы,
ядро, непосредственно обеспечивающее решение, и визуализатор для демонстрации
полученных результатов. Внешний вид стержневого конечного элемента показан на
рисунке 2.2. Этим элементом моделируется стержневой элемент конструкции,
например, балка. Поперечное сечение стержневого конечного элемента полагается
равным поперечному сечению балки, кроме того, конечному элементу приписываются
свойства материала балки. Стержневой конечный элемент считается тонким, т. е.
размеры его поперечного сечения по крайней мере в пять раз меньше длины самого
элемента. На концах элемента имеется по одному узлу, каждый из которых может в
общем случае поступательно перемещаться по трем координатным осям и вращаться
относительно тех же координатных осей, т. е. обладает шестью степенями свободы.
На рисунке 2.2 указаны возможные перемещения и повороты одного из узлов
стержневого конечного элемента (степени свободы второго узла не показаны, чтобы
не загромождать рисунок) [18].
Количество строк и столбцов матрицы жесткости
отдельного стержневого элемента равно 2x6, а ее размерность, следовательно -
12x12. Аналогично, размерность матрицы жесткости стержневой конструкции в целом
определяется произведением числа всех узлов конструкции на число степеней
свободы каждого из узлов, т. е. на 6. Как уже говорилось выше, при расчете с
помощью МКЭ вначале определяются перемещения в узлах, а затем на их основе
внутренние силовые факторы и все компоненты напряжений в конечном элементе.
В том случае, когда в стержневом элементе отсутствует
кручение или его величина незначительна, для нахождения силовых факторов (эпюр
сил, моментов изгиба, напряжений и т. п.) в АРМ Structure3D проводится силовой
расчет стержневого элемента методами сопротивления материалов. Если же доля
вращающего момента во внешней узловой нагрузке велика, т. е. имеет место
значительное по величине кручение стержня, то в АРМ Structure3D решается задача
кручения произвольной области (сечения стержня) методом МКЭ.
В этом случае плоское поперечное сечение стержня
разбивается на плоские конечные элементы, взаимодействующие друг с другом
посредством узлов. Затем рассчитываются перемещения в узлах, с помощью которых
определяются напряжения в различных точках сечения.
Рисунок 2.2 - Стержневой конечный элемент
В общем случае в качестве пластинчатых конечных элементов выступают трех-
и четырехугольные пластины, работающие как на изгиб, так и на растяжение -
сжатие в своей плоскости. На рисунке 2.3 [18] изображен треугольный
пластинчатый конечный элемент, четырехугольный конечный элемент имеет
аналогичный вид.
Рисунок 2.3 - Пластинчатый конечный элемент
Пластинчатый конечный элемент, также как и стержневой, считается тонким.
Отсюда следует, что при его изгибе справедлива гипотеза плоских сечений, т. е.
отсутствуют сдвиговые деформации. На практике это означает, что толщина
пластины должна быть не менее чем в пять раз меньше ее максимального линейного
размера. Каждый из узлов такого конечного элемента имеет пять степеней свободы:
три поступательных перемещения и два изгибающих поворота вокруг осей X и Y. На
рисунке 2.3 показаны перемещения и повороты вокруг осей X и Y для одного из
узлов. Однако если модель конструкции состоит из комбинации стержневых и
пластинчатых конечных элементов, имеющих различное количество степеней свободы
узлов, то ее матрица жесткости будет вырожденной. Для предотвращения этого в
узлы пластинчатого конечного элемента добавляется фиктивная жесткость - поворот
вокруг оси Z. Таким образом, в дальнейшем можем считать, что каждый узел
пластинчатого конечного элемента, также как и у стержня, имеет шесть степеней
свободы.
.3 Расчет напряженно-деформированного состояния детали «Корпус фрезы» с
помощью системы COSMOS Works
Для расчета мы берем деталь «Корпус фрезы». Открываем в Solid Works файл
с моделью детали «Корпус фрезы» (рисунок 2.4 [19]).

Рисунок 2.4- Разбиение детали по методу конечных элементов
Разбиваем деталь на конечные элементы с помощью функции Mesh - Create
(рисунок 2.4) в системе COSMOS Works. Задаем материал детали - Сталь 45.
Фиксируем деталь в точках опоры. Задаем нагрузки, действующие на деталь
(рисунок 2.5). Затем в строке меню выбираем команду Выполнить, обозначающую
первый вариант расчета напряжений Запускаем расчет с помощью функции Расчет.

Рисунок 2.5- Приложение нагрузок
Проанализируем полученные результаты.
. Статическое напряжение. Изменение цветов поверхности детали
показывает изменение напряжения на различных ее участках (рисунок 2.6 [19]).
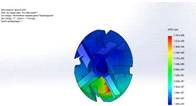
Рисунок 2.6- Статическое напряжение
. Деформация детали изображена на рисунке 2.7.

Рисунок 2.7 - Статическая деформация детали
Графически изображаем искомые зависимости (рисунок 2.8
и 2.9).
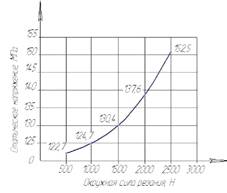
Рисунок 2.8 - Статические узловые напряжения
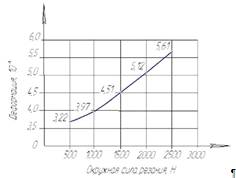
Рисунок 2.9 - Статическая узловая деформация
Результаты расчета подтверждают, что «Корпус фрезы» спроектирован верно.
При максимальной окружной силе резания, действующей на деталь, максимальное
напряжение не превышает допустимого, а деформация невелика. Это означает, что
данная деталь спроектирована верно и имеет большой срок эксплуатации при
нагрузках не превышающих расчетные.
3. КОНСТРУКТОРСКАЯ ЧАСТЬ
.1 Разработка общей компоновки линии
Линия по переработке древесного сырья предназначена для механизации
процесса обработки круглого сырья.
.1.1 Техническая характеристика линии
Техническая характеристика линии приведена в таблице 3.1.
Таблица 3.1 - Техническая характеристика линии
|
Наименование
параметра
|
Значение
|
|
Наибольший диаметр
обрабатываемой заготовки, мм
|
300
|
|
Средняя
производительность, м3/смена
|
10
|
|
Длина
обрабатываемых заготовок, мм
|
1000 -6000
|
|
Диаметр
оцилиндрованных бревен, мм
|
150 - 250
|
|
Частота вращения
заготовки, мин -1
|
20,40,60
|
|
Рабочая скорость
подачи каретки, м/мин.
|
18,6/27,6
|
|
Количество
обслуживающего персонала, чел
|
2
|
|
Установленная
мощность, кВт
|
81,2
|
|
Габаритные размеры,
мм длина ширина высота
|
13130 2300 3050
|
|
Масса, кг
|
5000
|
.1.2 Состав линии
Станок состоит из разборной сварной рамы (станины) с размещенными на ней
узлами и механизмами и перемещающимися по раме каретками.
Рама состоит из сварных секций с направляющими для роликов кареток и
рейки механизма продольного перемещения кареток. На раме установлены передняя
бабка с механизмами вращения и фиксации бревна и передвижная задняя бабка.
Каретки состоят из сварной рамы с направляющими для поперечного перемещения
силовых головок, с роликами для продольного перемещения каретки. На раме
оцилиндровочной каретки размещены два шпинделя, с черновой и чистовой фрезами,
которые выполняют функции:
·
черновая - служит
для грубой обработки поверхности на значительную глубину,
·
чистовая - служит
для получения качественной поверхности бревна.
Привод поперечного перемещения шпинделей ручной, винтовой. Также на
каретке размещен механизм продольного перемещения каретки с электроприводом.
На каретке профильной обработки размещены два вертикальных шпинделя:
шпиндель выборки продольного монтажного паза и шпиндель выборки
компенсационного пропила, а также может быть размещен узел выборки монтажных
чаш. Приводы поперечного перемещения вертикальных шпинделей ручные, винтовые.
Все клиноременные и цепные передачи, а также опасные зоны закрыты
защитными кожухами.
.1.3 Краткое описание работы линии
Грузоподъемным
механизмом (не входит в состав линии), например электротельфером, круглое сырье
подается на линию и зажимается в центрах передней и задней бабок. В зависимости
от длины заготовки задняя бабка имеет возможность перемещаться вдоль рамы.
После настройки на нужную длину задняя бабка фиксируется болтами накоротке.
Перед включением привода вращения заготовки необходимо убедиться в том, чтобы
планшайба передней бабки была расфиксирована, а муфта привода введена в
зацепление с промежуточным валом. Только после этого включается привод вращения
заготовки. Затем включается привод перемещения оцилиндровочной каретки,
которая, перемещаясь вдоль заготовки, обрабатывает ее в цилиндр нужного
диаметра. Строгание заготовки осуществляется фрезами при движении каретки по
направляющим вдоль обрабатываемой заготовки Привод подачи кареток
автоматический с возможностью плавно регулировать скорость. При оцилиндровке
вращающуюся заготовку обрабатывают две фрезы: черновая осуществляет основной
съем, за ней чистовая придает поверхности гладкость и финишное качество. Режимы
резания (скорость подачи и частота вращения бревна) подбираются опытным путем
при настройке линии. После обработки заготовки в цилиндр, каретка
останавливается в переднем положении и автоматически состыковывается с кареткой
профильной обработки. Муфта привода вращения заготовки выводится из зацепления
с промежуточным валом. Фиксируется планшайба передней бабки. По окончании
операции оцилиндровочная каретка автоматически состыковывается с кареткой
продольной обработки и обратным ходом в зафиксированной заготовке происходит
одновременная выборка монтажного паза и компенсационного пропила. После
обработки привод фрезы отключается, отключается привод подачи кареток, каретки
расцепляются, и с помощью механизма возврата каретка профильного фрезерования
возвращается в исходное положение. При установленной каретке выборки монтажных
чаш подвод каретки осуществляется вручную. Заготовка при этом поворачивается на
угол 270 , фиксируется в центрах, и обрабатывается с помощью
электромеханического привода вертикального перемещения фрезы выборки монтажных
чаш. Затем производится обработка плоскости на бревне чистовой фрезой.
Плоскость обрабатывается от одной чашки до другой. Порядок обработки тот же,
что и при обработке продольного паза.
, фиксируется в центрах, и обрабатывается с помощью
электромеханического привода вертикального перемещения фрезы выборки монтажных
чаш. Затем производится обработка плоскости на бревне чистовой фрезой.
Плоскость обрабатывается от одной чашки до другой. Порядок обработки тот же,
что и при обработке продольного паза.
.2
Модернизация узла продольного фрезерования
.2.1
Описание конструкции узла продольного фрезерования
Кинематическая
схема узла продольного фрезерования представлена на рисунке 3.1.
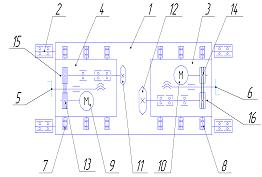
Рисунок
3.1 - Кинематическая схема узла продольного фрезерования: 1 - рама; 2 - колесо;
3 - каретка чернового фрезерования; 4 - каретка чистового фрезерования; 5,6 -
винт; 7,8 - колесо; 9,10 - электродвигатель; 11,12 - фреза; 13,14 - шкив; 15,16
- шпиндель.
Узел
продольного фрезерования предназначен для обработки цилиндрической поверхности
бревна. Узел состоит из рамы 1, установленной на колесах 2. На раме установлены
на колесах 7,8 каретки чернового 3 и чистового 4 фрезерования с приводом фрезы
11 и 12, позволяющие обрабатывать цилиндрическую поверхность заготовки.
Передвижение кареток по направляющим регулируется винтами 5 и 6.Для обработки
плоскости плита с приводом фрезы посредством штурвала 4 поворачивается на
шарнире 6 до упора и фиксируется при помощи штурвала 7. Фрезы 11, 12 приводятся
в движение с помощью электродвигателей 9,10 соединенных со шпинделями 15,16
посредством ременных передач 13,14.
Узел
продольного фрезерования, исходя из технологичности сборки, решено изготовить
сборной. Рама изготавливается из нескольких деталей путем сварки. На раме
каретки предусмотрены посадочные места для установки электродвигателей и
шпиндельных узлов черновой и чистовой обработки.
Размеры
каретки определялись исходя из задания и в процессе конструирования.
3.2.2
Описание шпиндельного узла
Шпиндельный
узел состоит из корпуса, внутри которого установлен шпиндель на шариковых
однорядных подшипниках: двух радиально - упорных и одном радиальном.
Вал
с опорами должен представлять статически определимую систему в виде балки с
одной шарнирно-подвижной (плавающей) опорой для предотвращения защемления в
подшипниках от температурных деформаций вала и одной шарнирно-неподвижной
(фиксирующей) опорой, препятствующей осевому смещению вала.
Внутреннее
кольцо радиального подшипника (плавающая опора) закреплено на валу упором в
буртик вала и зафиксировано на шпинделе пружинным упорным кольцом, которое
закладывается в разведенном состоянии в кольцевую канавку на валу (шпинделе).
Наружное кольцо в корпусе не закреплено.
Учитывая
высокие требования к жесткости опор и вала, радиально - упорные подшипники
установлены враспор (фиксирующая опора).
Внутренние
кольца подшипников закреплены на валу упором в буртик ступени вала и
зафиксированы шлицевой гайкой со стопорной многолапчатой шайбой, предохраняющей
гайку от развинчивания.
Наружное
кольцо одного подшипника установлено с упором в корпус, а другое - с упором в
крышку. Регулирование подшипников осуществляется прокладками.
Смазывание
подшипников осуществляется пластичной смазкой ВНИИНП - 242 смазочный материал
набивают в подшипник в ручную. Подшипники закрыты крышками с резиновыми
армированными манжетами.
Шпиндель
приводится во вращение от электродвигателя через упругую втулочно-пальцевую
муфту. На другом (выходном) конце шпинделя закреплена фреза. Частота вращения
шпинделя - 2910 об/мин. Для быстрой остановки шпинделя применен механический
тормоз.
.3
Модернизация вспомогательных механизмов
Механизм
подачи бревен предназначен для раскатки и поштучной загрузки круглого
пиловочного сырья на лесообрабатывающее оборудование.
Технические
характеристики:
Характеристика
лесоматериалов, мм
диаметр
100…500
длина
4000… 6000
Габаритные
размеры стандартные, мм
-
длина 4000
-
высота 1076
-
ширина 3000
Механизм
подачи бревен изображен на рисунке 3.2
.4
Конструкторские расчеты
.4.1
Выбор инструмента
Наиболее
часто для продольного фрезерования применяют фрезы дереворежущие насадные
цилиндрические сборные . Такая цилиндрическая фреза по ГОСТ 14956-79 состоит из
корпуса, ножей, клиньев, регулировочных, установочных и стопорных винтов. Фреза
характеризуется наружным диаметром D = 80...260 мм, посадочным отверстием d =
32...80 мм, длиной L = 20...260 мм. Фрезы должны изготовляться типов:
-
с непосредственной посадкой на шпиндель;
-
с креплением на двух цангах гайками;
-
с креплением на двух цангах через промежуточные упорные кольца;
-
с креплением на цанге;
-
с креплением на патроне.
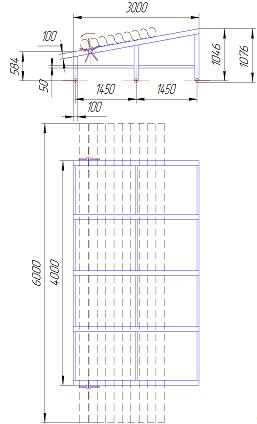
Рисунок
3.2 - Механизм подачи бревен
Путем
исследования размеров и назначения фрез, выбираем цилиндрическую фрезу D =
245мм; d = 50мм; L = 100 мм (тип 1) с ножами, оснащенными твердосплавными
пластинами ВК15 3001-0067.
Определив
все необходимые параметры проектируем деталь корпус фрезы в программе «КОМПАС»
(рисунок 3.3).

Рисунок
3.3 - 3D модель корпуса фрезы
фрезерование оцилиндровка бревно шпиндель
3.4.2
Энерго - кинематический расчет
Для
деревообрабатывающих станков рекомендуются трехфазные асинхронные
короткозамкнутые двигатели серии 4А с синхронной частотой вращения не менее
3000 мин -1 [6]. Действительную угловую скорость вращения фрезы
определяем по формуле:
 ,рад/с,
(3.1)
,рад/с,
(3.1)
где
 - число оборотов фрезы, об/мин.
- число оборотов фрезы, об/мин.
 304,73
рад/c.
304,73
рад/c.
Мощность,
затрачиваемая на черновое фрезерование (оцилиндровка бревна):
 ,кВт,
(3.2)
,кВт,
(3.2)
где
 - касательная сила резания, Н;
- касательная сила резания, Н;
 -
скорость резания, м/с.
-
скорость резания, м/с.
 53 кВт.
53 кВт.
 ,м/с,
(3.3)
,м/с,
(3.3)
где
 - средний диаметр фрезы, мм.
- средний диаметр фрезы, мм.
 35,04
м/с,
35,04
м/с,
 ,Н, (3.4)
,Н, (3.4)
где
 - коэффициент перерезания сучьев, = 1,5;
- коэффициент перерезания сучьев, = 1,5;
 -
удельная работа резания, = 4 МПа;
-
удельная работа резания, = 4 МПа;
 -
скорость подачи, = 0,41 м/с = 24,8 м/мин;
-
скорость подачи, = 0,41 м/с = 24,8 м/мин;
 -
площадь фрезерования.
-
площадь фрезерования.
 1512,45
Н.
1512,45
Н.
 ,мм2,
(3.5)
,мм2,
(3.5)
где
 - радиус бревна в комле;
- радиус бревна в комле;
 - радиус
бревна в вершине;
- радиус
бревна в вершине;
 - радиус
кругового цилиндра.
- радиус
кругового цилиндра.
 = 32054
мм2.
= 32054
мм2.
 ,мм,
(3.6)
,мм,
(3.6)
где
 - диаметр бревна в комле, мм.
- диаметр бревна в комле, мм.
 150 мм.
150 мм.
 ,мм,
(3.7)
,мм,
(3.7)
где
 - диаметр бревна в вершине, (с учетом сбега 1% на 1 м
длины).
- диаметр бревна в вершине, (с учетом сбега 1% на 1 м
длины).
 100 мм.
100 мм.
 ,мм, (3.8)
,мм, (3.8)
где
Do - диаметр оцилиндрованного бревна, Do = 150 мм.= = 75 мм.
= 75 мм.
Принимаем
электродвигатель 5А 225 М2, N = 55 кВт; n = 3000 мин -1.
Мощность,
затрачиваемая на чистовое фрезерование (оцилиндровка бревна):
 2,97 кВт,
2,97 кВт,
где
- касательная сила резания, Н;
-
скорость резания, м/с.
 39,8 м/с,
39,8 м/с,
где
- средний диаметр фрезы, = 150 мм.
 74,6 Н,
74,6 Н,
где
- коэффициент перерезания сучьев, = 1,5;
-
удельная работа резания, = 4 МПа;
-
скорость подачи, = 0,41 м/с = 24,8 м/мин;
-
площадь фрезерования.
 = 1197
мм2,
= 1197
мм2,
где
- радиус бревна в комле;
- радиус
бревна в вершине;
- радиус
кругового цилиндра;
 77,5 мм;
77,5 мм;
где
- диаметр бревна в комле, = 155 мм;
 77,5 мм,
77,5 мм,
где
- диаметр бревна в вершине, = 155 мм (с учетом сбега 1% на 1 м длины);== 75 мм,
где
Do - диаметр оцилиндрованного бревна, Do = 150 мм.
Принимаем
электродвигатель 5АИ 100 L2 , N = 5,5 кВт; n = 3000 мин -1.
.4.3 Расчет ременной передачи
Воспользовавшись автоматизированным расчетом «КОМПАС-SHAFT 3D» программы
«КОМПАС», рассчитаем шкивы и другие параметры клиноременной передачи. Расчет из
программы представлен в таблице 3.2.
Таблица 3.2 - Проектный расчет клиноременной передачи
.4.4 Расчет и выбор подшипников шпинделя
Сила, действующая на валы [7]:
 = 125
= 125 ,Н, (3.9)
,Н, (3.9)
где
 - вращающий момент шпинделя.
- вращающий момент шпинделя.
 , Н∙м,
(3.10)
, Н∙м,
(3.10)
где
 - вращающий момент двигателя, Н∙м;
- вращающий момент двигателя, Н∙м;
 - КПД
подшипников качения, = 0,99.
- КПД
подшипников качения, = 0,99.
 ,Н∙м.
, (3.11)
,Н∙м.
, (3.11)
 60,71 Н∙м.
60,71 Н∙м.
= 60,71×0,993 = 58,9 Н∙м.
= = 959 Н.
= 959 Н.
∑
М3 = 0; ×0,49 -  ×0,2 + ×0,2 = 0
×0,2 + ×0,2 = 0
 ;
;  = 1792 Н.
= 1792 Н.
∑
М2 = 0; ×0,29 -  ×0,2 + ×0,4 = 0
×0,2 + ×0,4 = 0
 ;
;  = 2411 Н.
= 2411 Н.
Проверка:
∑ Х = 0; -+- = 0,
-
1792 + 2411 - 959 = 0.
Изгибающие
моменты:
Мизг1
= 0; Мизг2 = ×0,29 =
340×0,29 = 98,6 Н∙м;
Мизг3
= -×0,2 = -
959×0,2 = 191,8 Н∙м; Мизг4
= 0.
Крутящий
момент:
Мкр
=  = 17 Н∙м.
= 17 Н∙м.
Приведенный
момент:
Мпр
=  , Н∙м, (3.12)
, Н∙м, (3.12)
Мпр
=  = 192,5 Н∙м.
= 192,5 Н∙м.
Диаметр
вала  определяем по формуле:
определяем по формуле:
 , мм,
(3.13)
, мм,
(3.13)
где
 - допускаемое напряжение изгиба, = 70 МПа.
- допускаемое напряжение изгиба, = 70 МПа.
 = 30,2
мм.
= 30,2
мм.
Принимаем
= 35 мм.
Принимаем
на опору А радиальный шарикоподшипник 107 ГОСТ 8338-75. На опору В - 2
радиально-упорных шарикоподшипника 46207 ГОСТ 813-75 установленные враспор.
.4.5
Проверочный расчет подшипников
Проверяем
пригодность подшипников в наиболее нагруженной опоре В, у которых базовая
динамическая грузоподъемность Сr = 24 кН, а статическая
грузоподъемность С0r = 18,1 кН. Определяем отношение
 , мм,
(3.14)
, мм,
(3.14)
где
 == 340 Н; -
коэффициент вращения, = 1 при вращении внутреннего кольца.
== 340 Н; -
коэффициент вращения, = 1 при вращении внутреннего кольца.
 = 0,14.
= 0,14.
Определяем
отношение  = 0,02 и по табл. 9.3 [7] интерполированием находим
= 0,02 и по табл. 9.3 [7] интерполированием находим  = 0,465; Y = 1,16.
= 0,465; Y = 1,16.
По
соотношению < выбираем
формулу и определяем эквивалентную динамическую нагрузку RE:
E = (XVRB + YRa)
Kб Кт, , (3.15)
где
Х - коэффициент радиальной нагрузки, Х = 1;
Y
- коэффициент осевой нагрузки, Y = 0;
Кб
- коэффициент безопасности, Кб = 1,4;
Кт
- температурный коэффициент, Кт = 1.E =
(1×1×2411+0×340) ×1,4×1 = 3375,4 Н.
Определяем
динамическую грузоподъемность  :
:
 ,Н, ,
(3.16)
,Н, ,
(3.16)
-
частота вращения подшипника, = 2910
мин -1;
 -
коэффициент надежности, = 1;
-
коэффициент надежности, = 1;
 -
коэффициент, учитывающий влияние качества подшипников и качества его
эксплуатации, = 0,8.
-
коэффициент, учитывающий влияние качества подшипников и качества его
эксплуатации, = 0,8.
 = 63147 Н
> Сr = 24000 Н.
= 63147 Н
> Сr = 24000 Н.
Таким
образом, базовая грузоподъемность (Сr = 24000 Н) недостаточна.
Увеличим диаметр посадочных мест подшипников до 65 мм и применим подшипники
46313, у которых Сr = 94100 Н, С0r = 83200 Н и подшипник
213.
Определяем
долговечность подшипника по формуле:
 = 89275
> L10h = 30000 ч.
= 89275
> L10h = 30000 ч.
Подшипник
пригоден.
.4.6
Выбор и расчет шпонок
Шкив передает крутящий момент на шпиндель с помощью шпонки.
Основным для шпоночного соединения является условный расчёт на смятие
(упругопластическое сжатие в зоне контакта).
Условие прочности:
 МПа,
(3.17)
МПа,
(3.17)
где
[sсм] -
допускаемое напряжение на смятие, [sсм] = 100 МПа;
-
вращающий момент, Н∙м;
lр
- рабочая длина шпонки, lр = l -  , мм;
, мм;
 - высота
шпонки, мм;
- высота
шпонки, мм;
-
диаметр вала, мм;
- ширина
шпонки, мм.
Определяем
параметры призматической шпонки, исходя из посадочного диаметра равного 55 мм: = 10 мм; = 16 мм.
 = 5,96
МПа < [sсм] = 100
МПа.
= 5,96
МПа < [sсм] = 100
МПа.
Условное обозначение: Шпонка 16 ´ 10 ´ 90 ГОСТ 23360-78.
Выходной конец шпинделя передает крутящий момент на фрезу с помощью
шпонки.
Определяем
параметры призматической шпонки, исходя из посадочного диаметра равного 50 мм: = 9 мм; = 14 мм.
 = 8,76
МПа < [sсм] = 100
МПа.
= 8,76
МПа < [sсм] = 100
МПа.
Условное
обозначение: Шпонка 14 ´ 9 ´ 70 ГОСТ 23360-78.
4. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
.1 Модернизация технологического процесса оцилиндровки бревна
.1.1 Описание конструкции и назначения изделия
Оцилиндрованное бревно изготавливается из хвойных пород древесины
естественной влажности.
Обрабатываемость материала - высокая, хотя имеет различное сопротивление
резанию, обусловленное различием древесных пород по прочности и анатомическому
строению[19].
Бревно предназначено для изготовления срубов жилого и дачного
домостроения, строительных элементов обустройства зон отдыха, детских игровых
площадок и т. д.
Оно имеет правильную цилиндрическую форму с выбранным монтажным пазом по
всей длине, а также имеет две чашки и плоскость, обработанную от одной чашки до
другой.
.1.2 Технологический маршрут обработки бревна
Исходная заготовка - бревно с диаметрами в комле 300 мм, в вершине - 200
мм; длина - 6000 мм.
Технологический маршрут обработки бревна представлен в таблице 4.1.
Таблица 4.1 - Технологический маршрут обработки бревна
|
Содержание операции
|
Режущий инструмент
|
Измерительный
инструмент
|
|
1
|
2
|
3
|
|
1. Фрезерная
фрезеровать бревно в размер Ø 155 мм
|
фреза насадная
сборная специальная
|
штангенциркуль
ШЦ-II - 250 - 0,05
|
|
2. Фрезеровать
бревно в размер Ø 150 мм начисто
|
фреза насадная
сборная специальная
|
штангенциркуль
ШЦ-II - 250 - 0,05
|
|
3. Фрезерная
фрезеровать паз в размеры R75 мм и 120 мм
|
фреза насадная
сборная специальная
|
штангенциркуль
ШЦ-II - 250 - 0,05; шаблон радиусный
|
|
4.Фрезерная фрезеровать
компенсационный пропил
|
фреза - вал
специальная
|
штангенциркуль
ШЦ-II - 250 - 0,05; кронциркуль, линейка измерительная
|
Режимы резания при обработке бревна представлены в таблице 4.2.
Таблица 4.2 - Режимы резания при обработке бревна
|
№ операции
|
Подача Sz,
мм/зуб
|
Частота вращения n,
мин -1
|
Скорость подачи vs,
м/мин
|
Основное машинное
время То, мин
|
|
1
|
2
|
3
|
4
|
5
|
|
1
|
0,8
|
2600
|
3
|
0,23
|
|
2
|
0,8
|
2910
|
3
|
0,15
|
|
3
|
4,7
|
2800
|
3
|
0,04
|
|
4
|
6,8
|
2800
|
3
|
0,19
|
.2 Разработка технологии изготовления детали «Стакан»
.2.1 Описание, назначение и характеристика изделия
Деталь, представленная для дипломного проектирования - стакан.
Стакан служит для размещения и координации деталей шпиндельного узла,
защиты их от загрязнения, организации системы смазки, а также восприятия сил,
возникающих в подшипниках. Форма стакана определяется в основном
технологическими, эксплуатационными и эстетическими требованиями с учётом его
прочности и жёсткости.
Стакан представляет собой тело вращения с внутренним отверстием и восемью
отверстиями с резьбой, имеющее площадку для последующего его крепления.
Габаритные размеры детали: Ø180×432 мм.
Материал детали - углеродистая качественная конструкционная сталь 45 ГОСТ
1050 - 88.
Технологические свойства для этой стали:
обработка давлением - удовлетворительная;
обрабатываемость резанием - высокая.
Химический состав и механические свойства стали 45 ГОСТ 1050 - 88
приведены в таблице 4.3 и в таблице 4.4.
Таблица 4.3 - Химический состав стали 45 (ГОСТ 1050 - 88), %
|
С
|
Si
|
Mn
|
S
|
P
|
Ni
|
Cr
|
|
|
|
не более
|
|
|
|
0,40-0,50
|
0,17-0,37
|
0,50-0,80
|
0,045
|
0,045
|
0,30
|
0,30
|
Таблица 4.4 - Механические свойства стали 45
|
σт, МПа
|
σвр, МПа
|
δ, %
|
ψ, %
|
НВ (не более)
|
|
|
|
|
горячекатаной
|
после отжига
|
|
не менее
|
|
|
|
360
|
610
|
16
|
40
|
241
|
197
|
.2.2 Технологический контроль чертежа детали
Чертеж детали содержит все необходимые сведения, дающие полное
представление о детали, т. е. все проекции, разрезы и сечения, совершенно четко
и однозначно объясняющие ее конфигурацию.
На чертеже указаны все размеры с необходимыми отклонениями, требуемая
шероховатость обрабатываемых поверхностей, допускаемые отклонения от правильных
геометрических форм.
Чертеж детали содержит все необходимые сведения о материале детали, массе
детали, защитном покрытии, термообработке, неуказанных предельных отклонениях.
фрезерование оцилиндровка бревно шпиндель
4.2.3 Анализ технологичности конструкции детали
При анализе технологичности конструкции детали выяснено следующее:
деталь имеет сложную форму, но может быть обработана на стандартном
оборудовании, стандартным режущим инструментом с применением стандартных
приспособлений;
геометрические погрешности станков позволяют получить требуемые
допускаемые отклонения размеров, шероховатости, отклонения формы и расположения
поверхностей на детали;
к обрабатываемым поверхностям существует достаточно свободный доступ
инструмента;
деталь имеет технологические базы, необходимые для получения заданной
точности и шероховатости обрабатываемых поверхностей;
на фрезерных операциях невозможно применение высоко-производительных
методов обработки;
вследствие возникновения возможного дисбаланса, обусловленного достаточно
большой массой и частотой вращения детали, необходимо проведение балансировки;
все размеры могут быть проконтролированы стандартным измерительным
инструментом.
.2.4 Выбор метода изготовления и формы заготовки
Метод выполнения заготовок для детали определяется назначением и
конструкцией детали, материалом, техническими требованиями, масштабом и
серийностью выпуска, а также экономичностью ее изготовления.
Наиболее часто в машиностроении применяются следующие способы
изготовления заготовок:
резка металлургического проката - болванки (применяется в единичном и
серийном производстве);
свободная ковка (применяется в единичном производстве);
ковка в подкладные штампы (применяется в мелкосерийном производстве);
штамповка в открытых или закрытых штампах (применяется в крупносерийном и
массовом производстве);
поковка;
- ковка на гидрокопировальных машинах (ГКМ);
литье.
Заготовку желательно выбирать с таким расчетом, чтобы ее форма была
максимально приближена к форме готового изделия, поскольку это значительно
облегчит последующую ее обработку, но тем самым усложнит получение самой
заготовки. При этом необходимо учитывать масштабы производства. Выбор заготовки
будем выполнять путем применения расчетов элементов себестоимости, включающих
себестоимость изготовления заготовки и себестоимость ее последующей обработки.
В машиностроении для изготовления деталей типа стакан наиболее подходящим
методом получения заготовки является калиброванный прокат.
Штамповка и поковка не подходят, как методы изготовления заготовки при
серийном производстве. Возможные формы заготовок:
а) калиброванный круг;
б) калиброванный квадрат;
в) калиброванный шестигранник.
Возможные формы заготовок приведены на рисунок 4.1 [7].
а)
б) в)
Рисунок 4.1 - Формы заготовок
Выбираем цилиндрическую заготовку (заготовку формы «а»). Данный вариант
наиболее рационален, т.к. форма заготовки максимально приближена к форме
детали, значительно снижена материалоемкость изготовления данной детали.
4.2.5 Выбор структуры и плана обработки
Технологический процесс обработки детали предусматривает несколько
стадий. Если рассматривать данный процесс укрупнено, то необходимо выделить
черновую обработку и чистовую. Каждая из этих стадий разбивается на необходимое
количество технологических операций.
В описании технологического процесса не указывают такие операции как
смазка, упаковка, нанесение специальных покрытий и т.д.
Предварительно выбираем последовательность операций и технологических
переходов обработки детали. Для нормирования операций воспользуемся данными из
[10]:
Пример расчёта машинного времени по формуле (4.1):
Фрезеровать
поверхность (1)в размер 85 0,02мм, а = 61 мм, b = 432 мм:
0,02мм, а = 61 мм, b = 432 мм:
Т0= , мин, (4.1)
, мин, (4.1)
где
Т0 - машинное время, мин;
b
- длина обрабатываемой поверхности, мм;
а
- ширина обрабатываемой поверхности, мм.
Т0
=  = 15,3 мин.
= 15,3 мин.
Технологический
маршрут обработки стакана представлен в таблице 4.5.
Таблица 4.5 - Технологический маршрут обработки корпуса фрезы
|
№
|
Наименование
операции
|
Состав переходов
|
Тшт, мин
|
|
1
|
2
|
3
|
4
|
|
Ленточно-отрезная
|
1.Отрезать
заготовку согласно эскизу.
|
0,5
|
|
005
|
Сверлильная с ЧПУ
|
1.Сверлить
отверстие Ø60 на проход. 2.Расточить отверстие Ø105
на проход.
|
15
|
010 Токарная с ЧПУ 1.Установить
заготовку в патроне, выверить и закрепить 2 раза. 2.Подрезать торец начисто в
размер 434h12 мм. 3.Точить Ø180h14 на длине 434мм. 4. Центровать 6 отверстий М8-6Н,
выдерживая размеры согласно эскизу. 5.Сверлить 6 отверстий М8-6Н в размер 260,08мм.
.Расточить Ø120Н14 в размер 3850,1мм.
.Расточить Ø140Н7 начисто в размер 880,1мм.
Переустановить деталь в патрон, выверить и закрепить 2
раза.
.Подрезать торец начисто в размер 432h12 мм.
.Расточить Ø110Н7 в размер 470,1мм.
.Расточить Ø110Н7 в размер 470,1мм
начисто.
. Центровать 6 отверстий М8-6Н, выдерживая размеры
согласно эскизу.
|
5.Сверлить 6
отверстий М8-6Н в размер 260,08мм.34,45
|
|
|
|
015
|
Фрезерная с ЧПУ
|
1.Установить
выверить и закрепить заготовку. 2.Фрезеровать поверхность (1) в размер 850,02мм, шириной 61мм, на длину 432мм.15,3
|
|
|
020
|
Шлифовальная
|
1.Шлифовать
отверстие в размер Ø140Н7. 2.Шлифовать отверстие в размер Ø110Н7. 3.Шлифовать торцы.
|
14,02
|
|
025
|
Слесарная
|
1.Нарезать резьбу в
12 отверстий М8-6Н. 2.Зачистить заусенцы после механической обработки.
|
22
|
|
Итого
|
101,27
|
.2.6 Выбор типа производства и формы организации технологического
процесса
Тип производства характеризуется коэффициентом закрепления операций Кз.о
, который определим по формуле:
Кз.о
= , (4.2)
, (4.2)
где
 - такт выпуска деталей, мин/шт;
- такт выпуска деталей, мин/шт;
 -
среднее штучное время основных операций обработки, мин.
-
среднее штучное время основных операций обработки, мин.
 = 14,47
мин.
= 14,47
мин.
Такт
выпуска определим по формуле:
 ,
,
где
 - годовая программа выпуска, шт; = 10 шт.
- годовая программа выпуска, шт; = 10 шт.
 -
действительный годовой фонд времени работы оборудования, ч;
-
действительный годовой фонд времени работы оборудования, ч;
=4015 ч.
 = 24900
мин/шт.
= 24900
мин/шт.
Кз.о
=  = 1720,8.
= 1720,8.
Так
как коэффициент загрузки оборудования более 40, то тип производства -
единичное.
.2.7
Расчет припусков на механическую обработку
Существует два метода расчета припусков: аналитический (расчетный) и
справочный (табличный). Для заданной поверхности детали производим расчет
припусков аналитическим методом, а для остальных размеров припуски назначаем
табличным методом.
Заготовка - калиброванный пруток, материал Сталь 45. Масса заготовки
7,655 кг. Для одной поверхности Æ110Н7(+0,025) припуски определяем аналитическим
методом.
Для наглядности и простоты определения промежуточных припусков и
промежуточных размеров составляем таблицу 4.6.
Таблица 4.6 - Припуски на обработку поверхности Æ110Н7(+0,035)
|
Технол. переходы
обработки вала Æ50Н
|
Элементы припуска,
мкм
|
припуск 2z min, мкм
|
Размер dp, мм
|
Предельный размер,
мм
|
Предельные значения
допуска, мкм
|
|
 T T  dmind
max2z min2zmax dmind
max2z min2zmax
|
|
|
|
|
|
|
|
|
|
|
Заготовка
|
100
|
542
|
-
|
|
109,129
|
108,629
|
109,129
|
|
|
|
Точение черновое
|
50
|
50
|
22
|
80
|
648
|
109,777
|
109,477
|
109,777
|
648
|
848
|
|
Точение чистовое
|
20
|
25
|
11
|
4
|
122
|
109,899
|
109,779
|
109,899
|
122
|
302
|
|
Шлифование
|
5
|
15
|
-
|
80
|
126
|
100,025
|
110,000
|
110,025
|
126
|
221
|
Элементы припусков Rz и Т назначаем по табл. 4.3, 4.5, 4.6 [2] в
зависимости от метода обработки поверхностей заготовки.
Суммарное значение пространственных отклонений для заготовки данного типа
определим по формуле:
rо =  . (4.3)
. (4.3)
Коробление
отверстия следует учитывать как в диаметральном, так и в осевом его сечении,
поэтому
rкор =  = 91 мкм.
= 91 мкм.
Удельное
коробление отверстия находим по табл. 4.9 [2].
Учитывая,
что суммарное смещение отверстия относительно наружной поверхности заготовки
представляет геометрическую сумму в двух взаимно перпендикулярных плоскостях,
получаем
rсм =  = 534
мкм,
= 534
мкм,
где
d1 и d2 -
допуски на размеры, служащие базами для обработки отверстия.
Таким
образом, суммарное значение пространственного отклонения заготовки
rо =  = 542
мкм.
= 542
мкм.
Остаточное
пространственное отклонение после чернового растачивания:
rост = 0,04´rо =
0,04×542 = 22 мкм.
Остаточное
пространственное отклонение после чистового растачивания:
rост = 0,02´rо =
0,02×542 = 11 мкм.
Погрешность
установки при черновом растачивании
e1 =  . (4.4)
. (4.4)
Погрешность
закрепления заготовки eз
принимаем по табл. 4.11 [2] равной 80 мкм; eб = 0. e1 =  = 80 мкм.
= 80 мкм.
Остаточная
погрешность установки при чистовом растачивании
e2 = 0,05´e1+eинд = 0,05×80 + 0 = 4 мкм.
Так
как черновое и чистовое растачивание производится в одной установке, то eинд = 0.
Погрешность
закрепления заготовки для шлифования e3 = 80 мкм [2, с. 78]. Расчет минимальных значений
припусков при обработке внутренних поверхностей вращения производим по формуле:
 . (4.5)
. (4.5)
Минимальный
припуск под растачивание:
Черновое:
 = 648
мкм;
= 648
мкм;
Чистовое:
 = 122
мкм;
= 122
мкм;
Минимальный
припуск на шлифование:
 = 126
мкм.
= 126
мкм.
Расчетный
размер  считаем, начиная с конечного (чертежного) размера
путем последовательного вычитания расчетного минимального припуска каждого
технологического перехода:
считаем, начиная с конечного (чертежного) размера
путем последовательного вычитания расчетного минимального припуска каждого
технологического перехода:
 = 109,899
- 0,122 = 109,777 мм;
= 109,899
- 0,122 = 109,777 мм;
 =
110,025 - 0,126 = 109,899 мм;
=
110,025 - 0,126 = 109,899 мм;
 =
109,777 - 0,648 = 109,129 мм.
=
109,777 - 0,648 = 109,129 мм.
Значения
допусков каждого перехода принимаются по таблицам в соответствии с классом
точности [11].
В
графе «Предельный размер» значение  получается
по расчетным размерам, округленным до точности допуска соответствующего
перехода. Наименьшие предельные размеры
получается
по расчетным размерам, округленным до точности допуска соответствующего
перехода. Наименьшие предельные размеры  определяются
из наибольших предельных размеров вычитанием допуском соответствующих
переходов:
определяются
из наибольших предельных размеров вычитанием допуском соответствующих
переходов:
 =
110,025 мм;
=
110,025 мм;
 = 109,899
мм;
= 109,899
мм;
 = 109,777
мм;
= 109,777
мм;
 = 109,129
мм;
= 109,129
мм;
= 110,025
- 0,025 = 110,000 мм;
= 109,899
- 0,120 = 109,779 мм;
= 109,777
- 0,300 = 109,477 мм;
= 109,129
- 0,500 = 108,629 мм.
Предельные
значения припусков.
Шлифование:
 =
110,000 - 109,799 = 0,221 мм = 221 мкм;
=
110,000 - 109,799 = 0,221 мм = 221 мкм;
 =
110,025 - 109,899 = 0,126 мм = 126 мкм;
=
110,025 - 109,899 = 0,126 мм = 126 мкм;
Точение:
чистовое: =
109,779 - 109,477 = 0,302 мм = 302 мкм;
=
109,779 - 109,477 = 0,302 мм = 302 мкм;
=
109,899 - 109,777 = 0,122 мм = 122 мкм;
черновое:
 = 109,477 - 108,629 = 0,848 мм = 848 мкм;
= 109,477 - 108,629 = 0,848 мм = 848 мкм;
 =
109,777 - 109,129 = 0,648 мм = 648 мкм.
=
109,777 - 109,129 = 0,648 мм = 648 мкм.
Общие
припуски  и
и  определяем,
суммируя промежуточные:
определяем,
суммируя промежуточные:
= 126 +
122 + 648 = 896 мкм;
= 221 +
302 + 848 = 1371 мкм.
Общий
номинальный припуск:
 =
=  + δз - δд = 896
+ 542 - 25 = 1413 мкм;
+ δз - δд = 896
+ 542 - 25 = 1413 мкм;
 =
=  -
- = 110,000 - 1,413 = 108,587 мм.
= 110,000 - 1,413 = 108,587 мм.
Проводим
проверку правильности расчетов:
 -
-  = 500 - 25 = 475 мкм;
= 500 - 25 = 475 мкм;
 -
-  = 1371 - 896 = 475 мкм.
= 1371 - 896 = 475 мкм.
По
полученным данным вычерчиваем схему расположения припусков и допусков на
обработку размера Æ110Н7 (рисунок 4.1).
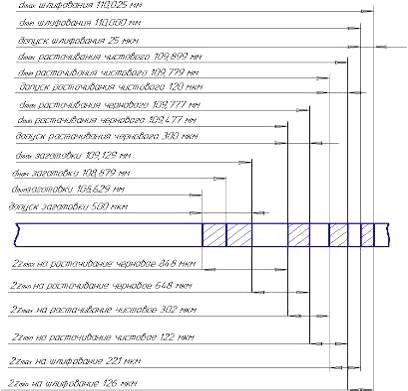
Рисунок
4.2 - Схема графического расположения припусков и допусков на обработку Æ110Н7
.2.8
Выбор оборудования
Выбор
оборудования (моделей металлорежущих станков) осуществляется на основании таких
данных, как метод обработки, точность обработки, расположение размеров
обрабатываемых поверхностей, габаритных размеров заготовки, количество
инструментов в наладке станка, обеспечение заданной производительности,
эффективность использования станка по времени и по мощности и др.
Выбор
оборудования выполнен по методике изложенной в [9].
Исходные
данные:
· Вид обработки.
· Форма обрабатываемой поверхности.
· Взаимное расположение поверхностей.
· Точность обработки.
· Количество инструментов.
· Тип производства.
Отрезной круглопильный станок модели 8Б 66А (ленточно-отрезная операция)
Технические характеристики.
Токарно-фрезерный обрабатывающий центр В 658 М (Biglia)
(сверлильная, токарная, фрезерная операции)
Технические характеристики.
.Главный шпиндель.
Максимальный диаметр устанавливаемой заготовки, мм 400
Максимальный обрабатываемый диаметр (со спец. блоком 41.03.37.00), при
наличии оси Y, мм 600 Максимальная длина точения, мм 490 Максимальная скорость,
об./мин. 40 - 4000
Тип присоединительного конуса шпинделя 8″ ASA
Мощность двигателя постоянная/начальная, КВт 15/22
Усилие зажима в патроне, Бар 5-30
Мaксимальный диаметр патрона, мм 315
Момент, низкая скорость вращ. S1/S3, Нм 532/725
Момент, высокая скорость вращ. S1/S3, Нм 254/347
.Револьверная головка.
Продольное перемещение(осьZ).
Перемещение max., мм 675
Диаметр ходового винта, мм 40
Максимальная скорость перемещения, м/мин. 24
Поперечное перемещение(осьХ).
Перемещение max., мм 255(260*)
Диаметр ходового винта, мм 32
Максимальная скорость перемещения, м/мин. 20
.SUB-SPINDLE (противошпиндель).
Максимальная скорость шпинделя, об./мин. 4000
Тип присоединительного конуса шпинделя 5″ASA
Отверстие в шпинделе, мм 45
Внутренний диаметр передних подшипников, мм 90
Мощность(max) двигателя шпинделя (50% работы), КВт 15
. Инструментальная система
Размер державки квадратного сечения, мм 25×25
Размер державки круглого сечения, мм 32-40 Стандартная комплектация
инструментальной системы включает:
радиальные оправки, мм 25×25
токарных оправки
торцевая оправка, мм 25х25
двойных оправки для сверления диам., мм 40
двойных оправки для сверления диам., мм 32
переходная втулка 32х40
переходная втулка 12х32
переходная втулка 16х32
переходная втулка 20х32
переходная втулка 25х32
. Гидравлическая система
Объем бака гидросистемы, л. 45
Мощность двигателя, КВт 1.5
Максимальное давление, Бар 40
.Система смазки - Объем бака, л. 3
. Система охлаждения (СОЖ)
Объем бака, л. 250
Мощность двигателя, КВт 1.5
Интенсивность подачи СОЖ, л./мин. 230
. Габариты и вес станка Высота, мм 2100
Ширина,мм 1880
Длина с конвейером для удаления стружки, мм 4490
Вес НЕТТО, кг 6200
.Электропитание, В, Гц 380-400, 50
. Уровень шума: соответствует европейским стандартам ISO/DIN 4871.3:
66.3-69.3 дБ.
Круглошлифовальный станок 3Е12 (шлифовальная операция)
Технические характеристики.
. Класс точности станка по ГОСТ 8-82, (Н,П,В,А,С) В
. Диаметр обрабатываемой детали, мм 200
. Длина детали, мм 500
. Длина шлифования, мм 420,320,300
. Габариты станка: длина, ширина, высота, мм 2300х2300х1600
. Масса, кг 3500
. Мощность двигателя, кВт 3
. Пределы частоты вращения шпинделя, min/max, об/мин 80/1930
. Число инструментов в магазине 4
Верстак модели АО-052 (слесарная операция)
Технические характеристики:
.Габаритный размер верстака, мм 950×1250×670
2. Материал исполнения верстака:
столешница - сталь S=4 мм с усилением по бокам (S=8
мм) для крепления навесного оборудования;
опора разборная из стального катаного профиля (S=1,5
мм);
перегородка из стального катанного профиля (S=1,5 мм)
со штампованными стальными зацепами (S=2 мм) .
3. Покрытие верстака:
столешница - синий НЦ;
опора, перегородка - серый грунт;
4. Масса верстака: 64,6 кг.
.2.9 Выбор режущих инструментов
Выбор режущих инструментов осуществляется в зависимости от метода
обработки, формы и размеров обрабатываемой поверхности, ее точности и
шероховатости, обрабатываемого материала, заданной производительности и периода
стойкости (замены) инструментов. Режущие инструменты, должны обладать высокой
режущей способностью (стабильной размерной стойкостью при высоких режимах
резания), обеспечивать возможность быстрой и удобной замены, подналадки в
процессе обработки, формировать транспортабельную стружку и отводить ее от зоны
обработки без нарушения нормальной работы оборудования.
Определим режущий инструмент, применяемый в механической обработке
стакана.
1. Ленточно-отрезная операция.
Нарезать заготовки из прутка - пила дисковая Æ450 T15К6 ГОСТ 4047-72.
. Сверлильная операция.
.1. Сверлить отверстие - сверло Coro Drill 805-D6000L50-080.
.2. Расточить отверстие - расточной инструмент с тремя пластинами Coro
Bore 820.
. Токарная с ЧПУ операция.
.1. Подрезать торец - подрезной резец DSKNR/L-55080-25.
.2. Точить поверхность - резец проходной SVJCR 2525 M-16.
.3. Центровать отверстия - центровка 2317-002.
.4. Сверлить отверстия - сверло SANDVIK R840-0760-30-AOA.
.5. Расточить диаметр - резец расточной A12S-SDUPR/L11.
.6. Расточить диаметр начисто - резец расточной C3-SCLCR/L.
.7. Расточить диаметр - резец расточной S10K SDUCR 07.
. Фрезерная с ЧПУ операция.
Обработать поверхность - фреза торцевая Seco R220 740063-12.
. Шлифовальная операция.
.1. Шлифовать диаметр - круг шлифовальный ПП - 55х20х10 25А16ПСМ28К8Б3.
.2. Шлифовать диаметр - круг шлифовальный ПП - 200х30х30 25А16ПСМ28К8Б3.
. Слесарная операция.
.1. Нарезать резьбу в отверстиях - М8 Р6М5 ГОСТ 24075 - 81.
.2. Зачистить заусенцы после механической обработки - напильник.
.2.10 Выбор инструментальных приспособлений
К инструментальным приспособлениям относятся: державки, стойки для
резцов, оправки для осевых инструментов и т.п. Выбор того или иного
инструментального приспособления выполняется в зависимости от конструкции
хвостовика режущего инструмента, конструкции посадочного места на станке, длины
обрабатываемой поверхности, требуемой жесткости и точности инструмента, требований
замены и наладки инструмента. Обычно конструкции инструментальных
приспособлений стандартизированы [11].
. Токарная с ЧПУ операция.
1.1. Сверлить отверстие: корпус C8-R820E-AA 307 2A.
.2.Обработать деталь по программе согласно эскизу: державка DIN69880 E4
№30.20.331, державка DIN69880 E2 №30.30.290, радиальная державка DIN69880 B1
№30.20.060.
.2. Сверление отверстий - патрон с хвостовиком конусностью 7:24 к станкам
с ЧПУ 40-2-50 ОСТ2 П12-7-84, сверлильная головка 2 - 10 ОСТ2 П8-2-84.
. Фрезерная с ЧПУ операция.
Обработать деталь по программе согласно эскизу: цанга Ø14
ETS-25.
3. Шлифовальная операция.
Не требует инструментальных приспособлений.
4. Слесарная операция.
Не требует инструментальных приспособлений.
.2.11 Выбор станочных приспособлений
Выбор станочных приспособлений осуществляется, по возможности, из числа
их стандартных или типовых конструкций, обычно универсальных. Станочное
приспособление должно обеспечивать базирование заготовки в соответствии с
выбранной схемой базирования, надежное закрепление заготовки [11].
. Токарная с ЧПУ операция.
.1.Сверлить отверстие - патрон 7100-0009 ГОСТ 2675-81.
.2.Точить поверность - трехкулачковый самоцентрирующий патрон 7100-0063 П
ГОСТ 2675-80, оправка для центрирования и и установки стакана по внутреннему
отверстию.
.3.Точить диаметр - патрон 7100-0009 ГОСТ 2675-81.
. Фрезерная с ЧПУ операция.
Установить деталь в приспособление, выверить, закрепить - приспособление
цеховое, патрон цанговый Ref. 40.12.16.2, патрон цанговый Ref. 40.12.902,
.2.12 Выбор средств измерения и контроля размеров
С целью обеспечения заданных параметров работы назначают методы контроля
и средства измерения размеров. Для межоперационного и окончательного контроля
обрабатываемых поверхностей целесообразно использовать стандартный измерительный
инструмент, учитывая тип производства, но вместе с тем, когда необходимо,
следует применять специальный контрольно-измерительный инструмент или
контрольно-измерительное приспособление.
Выбор средств измерения зависит от характера и массовости производства
(годовой программы выпуска).
При выборе и назначении средств измерения необходимо одновременно
стремиться к более жесткому ограничению действительных размеров предельными
размерами, предписанными стандартами, и к возможно большему расширению производственных
допусков, остающихся за вычетом погрешности измерения.
Принцип выбора средств измерения заключается в сравнении существующей
предельной погрешности измерения конкретного прибора, инструмента или
конкретно-измерительного приспособления с расчетной допускаемой погрешностью
измерения, регламентированной стандартами. При этом предельная погрешность
средства измерения не должна превышать расчетную допускаемую погрешность,
обычно составляющую от 20 до 35% допуска на размер. Таким образом, основой
методов выбора средств измерения является процентное соотношение расчетной
допускаемой погрешности измерения и величины допуска на размер, данные заносим
в таблицу 4.7.
Таблица 4.7 - Средства измерения и контроля, используемые в
технологическом процессе
|
Наименование
средства измерения
|
Метрологические
характеристики средства измерения
|
|
Цена деления, С, мм
|
Пределы измерений
L,мм
|
Предельная
погрешность Δ,
мм
|
|
Штангенциркуль
ШЦ-II-150-0,05 ГОСТ 166-89
|
0,01
|
10-200
|
± 0,015
|
|
Пробка 8133-0922
5Н11 СТП 0209-8.010-90
|
6-7 квалитет
|
2,5-5
|
± 0,035
|
|
Штангенциркуль
ШЦ-II-160-0,05 ГОСТ 166-89
|
0,01
|
10-250
|
± 0,015
|
|
Индикатор ИЧ 25
кл.0 ГОСТ 577-68
|
0,01
|
10-100
|
±0,05
|
|
Калибр-пробка
гладкая предельная
|
6-7 квалитет
|
20-80
|
± 0,035
|
|
Набор образцов
шероховатости
|
-
|
-
|
-
|
|
Концевые меры 2-H2
ГОСТ 9038-90
|
-
|
-
|
0,05
|
.2.13 Расчет режимов резания
Расчет ведется одновременно с заполнением операционных или маршрутных
карт технологического процесса (Приложение Б). Совмещение этих работ исключает
необходимость дублирования одних и тех же сведений в различных документах, так
как в операционных картах должны быть записаны данные по оборудованию, способу
обработки, характеристике обрабатываемой детали и другие, которые используются
для расчетов режимов резания. Элементом, в значительной мере поясняющим ряд
исходных данных для расчета режимов резания, является операционный эскиз.
Выбор режимов резания осуществляется по таблицам режимов. Для нескольких
наиболее характерных переходов (например, для одного перехода определенной
операции) расчет режимов резания выполняется расчётно-аналитическим методом.
Режимы резания зависят от обрабатываемого материала, от материала режущей
части инструмента, от шероховатости и конфигурации обрабатываемой поверхности,
от величины припуска на обработку, от требуемой производительности операций, от
режима замены и периода стойкости режущего инструмента.
Режим резания металлов определяется следующими основными параметрами:
глубиной резания t (мм), подачей S (мм/об) и скоростью резания V (м/мин).
Выбранные режимы резания должны обеспечивать наибольшую
производительность труда при наименьшей себестоимости технологической операции.
Ниже приведён пример расчета режимов резания для второго перехода
токарной операции (установ 2).
Для указанного перехода выбираем резец расточной (державка: S10KSDUCR07,
пластина DCGX 070 202 -AL H10), резец расточной (державка C3-SCLCR/L, пластина
DCMT 11 T308 - MF).
Глубина резания t для черновых и чистового проходов: черн.= 2
мм, tчист.= 0,5 мм.
Подача:
при черновом точении: Sчерн.= 0,4 мм/об.;
при чистовом: Sчист.= 0,1 мм/об.
Скорость резания (V). Данный параметр зависит от глубины резания, подачи,
материала обрабатываемой детали, используемого инструмента. В данной работе
скорость резания V в м/мин при наружном продольном точении рассчитывается по
эмпирической формуле
 ,м/мин,
(4.6)
,м/мин,
(4.6)
Кv
= Кmv× Кnv× Ксv
× Кфv × Кjv× Кj1v× Кrv×Киv× Кqv× Коv, (4.7)
где
Кmv - поправочный коэффициент, учитывающий влияние механических
свойств обрабатываемого материала на Vрез. ;
Кnv
, Ксv - поправочные коэффициенты, учитывающие влияние качества
заготовки на Vрез.;
Кфv
,Кjv,Кj1v,Кrv-
поправочные коэффициенты, учитывающие влияние
геометрических
параметров режущей части инструмента на Vрез.;
Киv
- поправочный коэффициент, учитывающий влияние материала режущей части
инструмента на Vрез.;
Кqv-
поправочный коэффициент, учитывающий влияние площади поперечного сечения
державки резца с режущей частью на Vрез.;
Коv-
поправочный коэффициент, учитывающий влияние вида обработки на Vрез..
Скорость
резания V для всех проходов.
При черновом точении: Cu = 246; хu = 0,15; уu = 0,5; m = 0,2; Т = 60, Кмu = 1; Кnu = 0,9; Кju = 1; Киu = 1; Кqu =1,04.
Кu = 1×0,9×1×1,04=0,936;
Vчерн. = (246/(600,2×20,15×10,5))×0,936 = 252,96 м/мин.
При чистовом точении: Cu = 292; хu = 0,15; уu = 0,4; m = 0,18; Т = 60, Кмu = 1; Кnu = 0,9; Кju = 1; Киu = 1; Кqu =1,04.
Кu = 1×0,9×1×1,04=0,936;
Vчист. = (292/(600,18×0,50,15×0,250,4))×0,936 = 276,25 м/мин.
Частота вращения. Параметр рассчитывается по формуле (4.8):
 , мин-1,
(4.8)
, мин-1,
(4.8)
где
d - наибольший диаметр детали в зоне резания.
Затем,
для согласования расчетных данных с техническими возможностями оборудования
выбирается ближайшее меньшее значение по техническим характеристикам выбранного
станка (nст), и уточняется скорость резания по формуле (4.13):
 , м/мин.
(4.9)
, м/мин.
(4.9)
Расчетная
частота вращения шпинделя:
nчерн
= 1000 ×252,96 /3,14×124,4 = 337,8
мин-1;
nчист
= 1000×276,25/3,14×121,2 = 505,2
мин-1.
По
характеристике станка: nчер = 650 мин-1, nчист =
1000 мин-1
Действительная
скорость резания:
Vчерн
= 3,14×112,5×315/1000 = 255 м/мин;
Vчист = 3,14×110,5×500/1000 = 280 м/мин.
Длина рабочего хода инструмента. Определяется длиной обрабатываемой
инструментом поверхности детали с учетом длин ходов медленного подвода,
врезания и перебега.
Длина рабочего хода определяется по формуле (4.10):
=Lрез
+у +Lдоп , мм, (4.10)
где Lрез - длина резания, мм;
у - суммарная длина подвода, врезания и перебега инструмента, мм;
Lдоп - дополнительная длина хода, мм.черн = 47+2 +
0 = 49 мм;
Lчист = 47 + 2+ 0 = 49 мм.
Основное машинное время То определяется по формуле (4.11):
То = (L/(n·S))·i, мин, (4.11)
где Lр.х - длина рабочего хода, мм;
n, S - принятые подача и число оборотов шпинделя;
i - число проходов инструмента.
То черн = (49/(650·2))·1 = 0,037 мин;
То чист = (49/(1000·0,5))·1 = 0,098 мин.
Проверочные расчеты:
Определение мощности резания Nрез по нормативам, кВт:
Nрез= Nтабл·КN·n/1000, кВт, (4.12)
где - Nтабл. - мощность резания по таблице,кВт;
КN - коэффициент, зависящий от обрабатываемого материала;
n - число оборотов шпинделя, мин-1.
Nрез чепн = 6,3·1,1·315/1000 = 2,18 кВт;
Nрез чист = 6,3·1,1·500/1000 = 3,47 кВт.
Проверяем потребную мощность резания по мощности двигателя станка:
Nрез ≤ Nдв·ŋ, кВт, (4.13)
где Nдв - мощность двигателя станка, на котором выполняется
операция, кВт;
ŋ - коэффициент полезного действия станка.
2,18 ≤ 3,47 ≤ 10·0,8;
2,18 < 3,47 < 8 кВт.
Данное условие выполняется, следовательно, принятые режимы резания
выбраны оптимально.
Для остальных операций и переходов расчет режимов резания выполняем
аналогично, данные заносим в таблицу 4.8; 4.9; 4.10; 4.11.
Таблица 4.8 - Режимы резания на сверлильную обработку стакана
|
Операции и переходы
|
t, мм
|
S, мм/об.
|
n, мин-1
|
V, м/мин
|
L, мм
|
То,мин
|
|
005 Сверлильная с
ЧПУ операция 001 Сверлить отверстие Ø60 на проход 002 Расточить отверстие Ø105
на проход
|
436 436
|
0,34 0,2
|
1000 1000
|
70 280
|
436 436
|
11 4
|
Таблица 4.9 - Режимы резания на токарную обработку стакана
|
Наименование
перехода
|
t, мм
|
S, мм/об
|
n, мин-1
|
V, м/мин
|
L,мм
|
То,мин
|
|
010 Токарная с ЧПУ
операция 001 Подрезать торец начисто 002 Точить Ø180h14
003 Центровать 6 отверстий
М8-6Н 004 Сверлить 6 отверстий М8-6Н 005 Расточить Ø120Н14 006 Расточить Ø140Н7 007 Подрезать торец начисто 008
Расточить Ø110Н7 009 Расточить Ø110Н7начисто 010 Центровать 6 отверстий М8-6Н
011 Сверлить 6 отверстий М8-6Н
|
2 2,5 2 26 3 0,5 2
2 0,5 2 26
|
0,6 0,3 0,18 0,34
0,4 0,1 0,6 0,4 0,1 0,18 0,34
|
800 900 500 500
650 1000 800 650 1000 500 500
|
255 400 140 140
255 280 255 255 280 140 140
|
434 434 3 26 385
88 432 47 47 3 26
|
0,2 4,36 0,5 1,2
0,1 9,6 0,2 0,037 0,098 0,05 1,2
|
Таблица 4.10 - Режимы резания на фрезерную обработку стакана
|
Операции и переходы
|
t, мм
|
S, мм/об.
|
n, мин-1
|
V, м/мин
|
L, мм
|
То, мин
|
|
015 Фрезерная с ЧПУ
операция 001 Фрезеровать поверхность
|
5
|
0,4
|
1500
|
300
|
432
|
15,3
|
Таблица 4.11 - Режимы резания на шлифовальную обработку стакана
|
Операции и переходы
|
t, мм
|
S, м/мин.
|
Vк, м/сек
|
Vзаг, м/мин
|
L, мм
|
То, мин
|
|
020 Шлифовальная
операция 001 Шлифовать отв. Æ140Н7
предварительно окончательно 002 Шлифовать отв. Æ110Н7 предварительно окончательно 003 Шлифовать
поверхность предварительно окончательно
|
0,01 0,05 0,01
0,05 0,01 0,05
|
4 2 4 2 4 2
|
35 35 35 35 35
35
|
20 20 15 15 15
15
|
88 88 47 47 90
90
|
0,12 0,25 0,2
0,4 0,25 0,5
|
4.2.14 Расчет технической нормы времени
Время обработки деталей на каждой операции зависит от выбранных режимов,
длины обрабатываемой поверхности и др.
Технические нормы времени устанавливаются расчетно-аналитическим методом
[12].
Норма штучно - калькуляционного времени Тш-к определяется по
следующей формуле:
Тш-к = Тп-з/n + Тшт ,мин, (4.14)
где Тп-з - подготовительно - заключительное время, мин;
n - количество деталей в настроечной партии, шт;
Тшт - штучное время, мин;
В свою очередь Тшт определяется:
Тшт = То + Тв + Тоб.от , мин,
(4.15)
где То - основное время, мин;
Тв - вспомогательное время, мин;
Тоб.от - время на обслуживание рабочего места и отдых, мин.
Тв = Ту.с + Тз.о + Туп + Тиз,
мин, (4.16)
где Ту.с - время на установку и снятие детали, мин;
Тз.о - время на закрепление и открепление детали, мин;
Туп - время на приемы управления, мин;
Тиз - время на измерение детали, мин;
Таким образом, для определения штучно - калькуляционного времени получаем
следующую формулу:
Тш-к = Тп-з/n+ То+ Ту.с + Тз.о
+ Туп + Тиз+ Тоб.от , мин. (4.17)
Для одной из операций приведем полный пример расчета, а для остальных
операций полученные данные сведем в табл. 4.8.
Пример расчета для 002 токарной операции. Нормы времени берем по
справочнику [12]:
Ту.с + Тз.о = 1,2 мин; Туп = 0,3 мин; Тиз
= 0,21 мин; Тоб.от = 3 мин; Тп-з = 5 мин; n = 10 шт.
Тш-к =5/10 + 1,65 + 1,2 + 0,3 + 0,21 + 3 = 4,36
мин.
Таблица 4.12 - Технические нормы времени, мин
|
Наименование
перехода
|
То
|
Тв
|
Тоб.от
|
Тшт
|
Тп-з
|
Тш-к
|
|
|
Ту.с.+ Тз.о
|
Туп
|
Тиз
|
|
|
|
|
|
005 Сверлильная с
ЧПУ
|
0,07
|
1,2
|
0,3
|
0,21
|
3
|
6,36
|
10
|
15
|
|
010 Токарная с ЧПУ
|
0,35
|
1,2
|
0,3
|
0,42
|
3
|
6,87
|
10
|
|
015 Фрезерная с ЧПУ
|
0,04
|
1,2
|
0,3
|
0,77
|
3
|
6,49
|
10
|
15,3
|
|
020 Шлифовальная
|
0,09
|
1,54
|
0,3
|
0,21
|
3
|
6,55
|
5
|
14,02
|
Ниже приведен пример программы на токарную операцию для
токарно-револьверного станка с ЧПУ B658M (Biglia). Программа создана с помощью
Master CAM.- номер кадра;- подготовительная функция;, Y - координаты
позиционирования при продольном и поперечном перемещении;- координата рабочего
перемещения;- координата быстрого перемещения;- функция подачи;- номер
инструмента;- корректор инструмента; M - вспомогательная функция.
Пример программы для токарной операции
|
N2(CHERN OBTOCHKA )
(PROHODN R0.8) G0G28U0W0 T0808 G96G95M3S100 G92S600 G0G54X200Z10M8 Z4.5
X178.165 G1 Z2.5 Z-441.375 X180. X182.828 Z-439.96 Z-441.375
|
X178.565 X181.394
Z-439.96 G0 Z4.5 X174.495 G1 Z2.5 Z-441.375 X176.73 X179.559 Z-439.96 G0 Z4.5
X172.661 G1 Z2.5 Z-441.375 X174.895
|
X177.724 Z-439.96
G0 Z4.5 X170.826 G1 Z2.5 Z-441.375 X173.061 X175.889 Z-439.96 G0 Z4.5
X168.991 G1 Z2.5 Z-441.375 X171.226 X174.054 Z-439.96
|
X167.156 G1 Z2.5
Z-441.375 X169.391 X172.219 Z-439.96 G0 Z4.5 X165.321 G1 Z2.5 Z-441.375
X167.556 X170.384 Z-439.96 G0 Z4.5 X163.486 G1 Z2.5
|
Z-1.152 X164.12
Z-1.469 Z-413.168 Z-441.375 X165.721 X168.55 Z-439.96 G0 Z4.5 X161.651 G1
Z2.5 Z-.234 X163.886 Z-1.352 X166.715 Z.062
|
4.3 Разработка технологического процесса сборки узла
Последовательность сборки шпиндельного узла определяется ее
конструктивными особенностями.
Так как шпиндельный узел штучное изделие, то производится непоточная
(стационарная) сборка, характеризующаяся выполнением сборочных операций на постоянном
рабочем месте.
К собственно сборочным работам относится процесс соединения сопрягаемых
деталей с обеспечением правильного их взаимного положения и определенной
посадки.
В основном виды соединений: неподвижное-неразъемное и
подвижное-разъемное. К неподвижным - неразъемным относится соединение сваркой
трех пластин и стакана в корпус.
Для определения последовательности сборки узла разрабатываем
технологическую схему сборки.
На технологической схеме сборки шпиндельного узла каждый элемент узла
обозначен прямоугольником, разделенным на три части. В верхней части указано
наименование элемента детали и узла, в левой нижней части - номер по сборочному
чертежу шпиндельного узла, в правой нижней части - число собираемых элементов.
Технологическую схему сборки строим по следующему правилу. В левой части
схемы указываем базовую деталь, а в правой части схемы - изделие (шпиндельный
узел) в сборе. Эти две части соединяем горизонтальной линией. Выше этой линии
прямоугольниками обозначены все детали в порядке последовательности сборки,
ниже - подузлы, входящие в сборку. Технологическую схему сборки сопровождаем
подписями, если таковые не очевидны из самой схемы (запрессовать, сварить,
расточить, окраска).
Далее на вал надевается втулка, запрессовывается подшипник, устанавливается
другая втулка, запрессовывается второй подшипник, устанавливается стопорная
многолапчатая шайба и накручивается гайка, при этом совмещаются одна из лапок
шайбы и ближайший паз гайки с последующим отгибанием ее в паз гайки. Подшипники
предварительно забиваются смазкой. Крышка с манжетой и прокладками надевается
на входной конец вала и крепится к корпусу шестью винтами с пружинными шайбами.
Технологическая схема значительно упрощает разработку сборочных процессов
и облегчает оценку конструкции шпиндельного узла с точки зрения ее
технологичности.
5. ОРГАНИЗАЦИОННО-ЭКОНОМИЧЕСКАЯ ЧАСТЬ
.1 Оценка предельно-необходимых затрат на модернизацию
Оборудование для линии оцилиндровки бревен включает в себя
оцилиндровочный и чашкорезный станки. Оцилиндровочный станок предназначен для
переработки круглых лесоматериалов с целью изготовления оцилиндрованных бревен,
бревен с продольным пазом под укладку в сруб. Размер обрабатываемой заготовки в
комле составляет 500 мм при максимальной длине 6000 мм. Диаметр готового
изделия - 160-350 мм.
К затратам на модернизацию отнесем затраты на приобретение специфических
изделий и стандартных деталей.
Цена и расход основных комплектующих приведены в таблице 5.1 [23], [24].
Таблица 5.1 - Цена основных комплектующих
|
Наименование
изделия
|
Цена изделия, руб.
|
Кол-во изделий, шт.
|
Всего, руб.
|
|
Рама сборная
|
84000
|
1
|
84000
|
|
Каретка
оцилиндровочная
|
42600
|
1
|
42600
|
|
Ролик d = 80мм
|
90
|
4
|
360
|
|
Ролик d = 60мм
|
60
|
12
|
720
|
|
Стойка h = 3000мм
|
2530
|
4
|
10120
|
|
Корпус шпиндельного
узла
|
450
|
2
|
900
|
|
Кабель контрольный
12м
|
860
|
2
|
1720
|
|
Провод силовой 12м
|
420
|
2
|
840
|
|
Уголок
равнополочный
|
20
|
8
|
160
|
|
ИТОГО: 141420 39130
39130
|
Цена стандартных и покупных изделий приведена в таблице 5.2
[25,26,27,28].
Таблица 5.2 - Цена стандартных изделий
|
Наименование детали
|
Цена детали, руб.
|
Кол-во деталей ,шт.
|
Всего, руб.
|
|
Фреза черновая в
сборе 160*2.5*45
|
7590
|
1
|
7590
|
|
Фреза чистовая в
сборе 130*1.5*35
|
9620
|
1
|
9620
|
|
Электродвигатель
АИР 160 S2
|
30358
|
1
|
30358
|
|
Электродвигатель
5АИ 100 L2
|
12226
|
1
|
12226
|
|
Электродвигатель
5АИ 63 В2
|
3780
|
1
|
3780
|
|
Электродвигатель
5АИ 80 В2
|
6742
|
1
|
6742
|
|
Ремень клиновой
|
264,5
|
6
|
1587
|
|
Шкив клиноременной
передачи
|
530
|
12
|
6360
|
|
Шпиндель
|
790
|
2
|
1580
|
|
Муфта МУВП
|
1440
|
2
|
2880
|
|
Подшипник 6016
|
250
|
4
|
1000
|
|
Подшипник 2104
|
120
|
2
|
240
|
|
Звездочка 06B T/L
|
674
|
1
|
674
|
|
Цепь 24B-1
|
3000
|
1
|
3000
|
|
Болт М12х10
|
17
|
24
|
408
|
|
Гайка М12-6Н.5
|
6
|
24
|
144
|
|
Шайба 12
|
1,5
|
24
|
36
|
|
Болт М16х38
|
20
|
14
|
280
|
|
Шайба 16
|
2
|
14
|
28
|
|
ИТОГО: 88533
|
Все транспортные расходы включены в состав расходов на продажу
поставщиков.
Затраты на сборку определяются сдельной оплатой, в размере 5 000 рублей
из расчета стоимости нормо-часа по средним расценкам слесарных работ [11].
Общая стоимость модернизации узла продольного фрезерования определяется
суммой затрат на приобретение специфических изделий и стандартных деталей,
также прибавляются затраты на сборку. Уровень предельно-необходимых затрат на
модернизацию составляет 239953 рублей.
5.2 Структура затрат на продольное фрезерование до модернизации
В данном дипломном проекте проведена модернизация узла продольного
фрезерования линии оцилиндровки бревен, в результате которой разработан
оцилиндровочный станок. Целью модернизации является увеличение
производительности и уменьшение уровня себестоимости продукции.
Производительность
линии оцилиндровки бревен до модернизации была 6 м за смену. После модернизации она достигла 10 м за смену. Поэтому предполагается, что
производительность линии после модернизации увеличилась в 1,67 раза.
за смену. После модернизации она достигла 10 м за смену. Поэтому предполагается, что
производительность линии после модернизации увеличилась в 1,67 раза.
Ранее
затраты на изготовление 1м готовой продукции составляли[16]:
затраты
на основные материалы - 2500 руб.;
затраты
на вспомогательные материалы - 0 руб.;
затраты
на приобретение инструмента - 226 руб.;
затраты
на электроэнергию - 126 руб.;
затраты
на ремонт и обслуживание оборудования - 234 руб.;
затраты
на оплату труда - 169 руб. 70 коп.;
затраты
на амортизацию - 7 руб. 25 коп.;
прочие
затраты - 30 руб. 74 коп..
Уровень
затрат на изготовление 1 м готовой продукции до модернизации составлял 3270
руб./м.
.3 Структура затрат на продольное фрезерование после модернизации
Оцилиндрованные бревна применяются для изготовления срубов домов, бань и
других сооружений.
Обработка бревен на специальных оцилиндровочных станках дает возможность
создать совершенный цилиндр с одинаковым диаметром по всей длине. Стоимость
оцилиндрованного бревна выше неоцилиндрованного, но работать с ним гораздо
проще и быстрей. К тому же стены из оцлиндрованных бревен не требуют
дополнительной отделки. Все это легко компенсирует лишние затраты на материал.
Сырье для производства сруба представляет собой бревна диаметром 160-350
мм и длиной 4-6 м.
Необработанные бревна подаются на станок и зажимаются в центрах передней
и задней бабок. После чего каретка с отрегулированными вращающимися черновой и
чистовой фрезами начинает горизонтальное движение вдоль обрабатываемого бревна.
В результате получается оцилиндрованное сырье для изготовления сруба.
Производительность
модернизированного оцилиндровочного станка равна 1,25 м/час.
Для
данного производства требуется производственное помещение, в котором
располагается производственное оборудование, инструмент необходимый для
поддержания производства и обслуживания оборудования, сырье и готовая
продукция.
Основное
производственное помещение имеет площадь 144 м2 (8×18)м. Содержит 1 объект производственного оборудования,
расположенный вдоль длинной стороны помещения.
.3.1 Расчет материальных затрат
Основным
материалом для производства, является неоцилиндрованный сруб. Сруб закупается
по цене 2500 руб./м[12]. Транспортные расходы включены в состав расходов
поставщика.
Затраты на вспомогательные материалы
Масло в станке меняется не зависимо от количества изготовленных изделий,
а во время планово-предупредительного ремонта, затраты на масло и запасные
части относим к затратам на ремонт и обслуживание оборудования.
Затраты на приобретение инструмента
Стоимость черновой фрезы составляет 7590 руб., чистовой - 9620 руб.[5].
Инструмент
меняется через каждые 100 м
изготавливаемой продукции, для изготовления одной детали необходимы затраты:
 ,руб.,
(5.1)
,руб.,
(5.1)
где
 - стоимость инструмента, руб.,
- стоимость инструмента, руб.,
 -
количество инструментов, шт.
-
количество инструментов, шт.
Затраты
на изготовление 1 мготовой продукции:

Затраты на электроэнергию
Затраты на электроэнергию ЗЭ.Э., руб. определяются следующим
образом:
ЗЭ.Э. = CЭ.Э.·P·t,руб., (5.2)
где СЭ.Э. - тариф на электроэнергию для юридических лиц, СЭ.Э.
= 4,76 руб/кВт·ч [13];- мощность оборудования, кВт;- время работы
оборудования, ч.
. Электродвигатель узла черновой обработки.
Мощность
P = 15 кВт; в час производительность составляет 1,25 м; затраты электроэнергии высчитываем за один час (на
кубический метр готовой продукции):
ЗЭ.Э.1
= 4,76 ·15·1/1,25= 57,12 руб/м.
.
Электродвигатель узла чистовой обработки.
Мощность
P = 5,5 кВт; затраты электроэнергии высчитываем за один час (на м готовой продукции):
ЗЭ.Э.2
= 4,76 ·5,5·1/1,25 = 20,94 руб/м.
.
Электродвигатель привода подачи.
Мощность
P = 0,55 кВт; затраты электроэнергии высчитываем за один час (на м готовой продукции):
ЗЭ.Э.3
= 4,76 ·0,55·1/1,25 = 2,09 руб/м.
.
Электродвигатель вращения бревна.
Мощность
P = 2,2 кВт; затраты электроэнергии высчитываем за один час (на м готовой продукции):
ЗЭ.Э.4
= 4,76 ·2,2·1/1,25 = 8,38 руб/м.
.
Затраты на освещение цеха, затраты электроэнергии высчитываем за один час (на м готовой продукции).
Суммарная
мощность освещения 1 кВт:
ЗЭ.Э.5
= 4,76 ·1·1/1,25= 3,8 руб/м.
Суммарные
затраты на электроэнергию ЗЭ.Э, руб/м:
ЗЭ.Э
= ЗЭ.Э.1+ЗЭ.Э.2+ЗЭ.Э.3+....+ ЗЭ.Э.n (5.3)
ЗЭ.Э=
57,12 +20,94 +2,09 +8,38 +3,8 =92,33 руб/м.
Затраты на ремонт и обслуживание оборудования, а также на запасные части
к нему
Затраты на ремонт и обслуживание оборудования определяются по
эмпирической формуле:
ЗР.О. = (0,03 ÷ 0,05)·ЗМ', руб/м3,
(5.4)
где ЗМ’ - сумма всех выше рассчитанных материальных затрат.
ЗР.О.
= 0,05·2764,3= 138,2 руб/м,
∑
ЗР.О. = ЗР.О.+ Зтж., руб/м, (5.5)
∑
ЗР.О. = 138,2 +2,4=140,6 руб/м.
∑
ЗМ= ЗО.М + ЗИ + ЗЭ.Э. + ЗР.О.
руб/м, (5.6)
∑
ЗМ = 2500 + 172 + 92,33 + 140,6= 2904,9 руб/м.
5.3.2 Ðàñ÷åò çàòðàò
íà îïëàòó òðóäà
Íåïîñðåäñòâåííî
ïðîèçâîäñòâîì,
ò.å. ðàáîòîé íà
ó÷àñòêå çàíÿòî
äâîå ÷åëîâåê, ðàáîòàþùèõ
â îäíó ñìåíó.
. Îïåðàòîð îöèëèíäðîâî÷íîãî
ñòàíêà.
Îïåðàòîð
îöèëèíäðîâî÷íîãî
ñòàíêà, äëÿ óïðàâëåíèÿ
ïðîöåññîì îöèëèíäðîâêè
áðåâåí è îáñëóæèâàíèåì
ñòàíêà, 1 ÷åë. íà
ñìåíó (8 ÷). Çàðàáîòíàÿ
ïëàòà â ðàçìåðå
18 000 ðóá/ìåñÿö [11]. Ðàññ÷èòàåì
çàòðàòû íà îïëàòó
òðóäà, â ìåñÿö
áåðåì 21 ðàáî÷èé
äåíü, ðàáî÷àÿ
ñìåíà 8 ÷àñîâ,
ðàññ÷èòûâàåì
íà ì ãîòîâîé ïðîäóêöèè:
ÇÎ.Ò.1
= (18000/21)/(1,25·8) = 85,7 ðóá/ì.
.
Ðàáî÷èé ó÷àñòêà
îöèëèíäðîâêè
áðåâåí.
Ðàáî÷èé
äëÿ òðàíñïîðòèðîâêè
ñûðüÿ, 1 ÷åë. íà ñìåíó
(8 ÷). Çàðàáîòíàÿ
ïëàòà â ðàçìåðå
13 000 ðóá/ìåñÿö[11]. Ðàññ÷èòàåì
çàòðàòû íà îïëàòó
òðóäà, â ìåñÿö
áåðåì 21 ðàáî÷èé
äåíü, ðàáî÷àÿ
ñìåíà 8 ÷àñîâ,
ðàññ÷èòûâàåì
íà ì ãîòîâîé ïðîäóêöèè:
ÇÎ.Ò.3
= (13000/21)/(1,25·8) = 61,9 ðóá/ì.
Ñóììàðíûå
çàòðàòû íà îïëàòó
òðóäà ÇÎ.Ò.:
ÇÎ.Ò.
= ÇÎ.Ò.1+ ÇÎ.Ò.2+
ÇÎ.Ò.3+ ....+ ÇÎ.Ò.n
,ðóá/ì, (5.7)
ÇÎ.Ò.
= 85,7 + 61,9 = 147,6 ðóá/ì.
Çàòðàòû
íà îïëàòó òðóäà
ïðèâåäåíû â òàáëèöå
5.3.
Òàáëèöà
5.3 - Çàòðàòû íà îïëàòó
òðóäà
|
¹
|
Äîëæíîñòü
|
Êîë-âî
÷åëîâåê íà ñìåíó
(8÷.)
|
Êîë-âî
ðàáî÷èõ
|
Çàðàáîòíàÿ
ïëàòà (ðóá/ìåñÿö)
|
Çàòðàòû
íà îïëàòó òðóäà
(ðóá/êã)
|
|
1
|
Îïåðàòîð
îöèëèíäðîâî÷íîãî
ñòàíêà
|
1
|
1
|
18000
|
85,7
|
|
2
|
Ðàáî÷èé
ó÷àñòêà îöèëèíäðîâêè
áðåâåí
|
1
|
1
|
13000
|
61,9
|
∑ ÇÎ.Ò. =147,6 ðóáëåé
Ñ
ó÷åòîì ðåãèîíàëüíîãî
êîýôôèöèåíòà
(1,15) ïîëó÷èì 169,7 ðóá/ì3.
.3.3 Ðàñ÷åò çàòðàò
íà àìîðòèçàöèîííûå
îò÷èñëåíèÿ
Àìîðòèçàöèîííûå
îò÷èñëåíèÿ - ýòî
äåíåæíûå ñóììû,
èäóùèå â çàðàíåå
ñîçäàâàåìûå
ôîíäû, ñðåäñòâà
èç êîòîðûõ â áóäóùåì
ïîéäóò íà ïîëíóþ
çàìåíó òîãî èëè
èíîãî ïðîèçâîäñòâåííîãî
îáîðóäîâàíèÿ,
çà êîòîðûì äàííûé
ôîíä çàêðåïëåí.
Àìîðòèçàöèîííûå
îò÷èñëåíèÿ íà
áóäóùóþ ïîëíóþ
çàìåíó îïðåäåëåííîãî
îáîðóäîâàíèÿ
ÇÀ.Î.i, ðóá/ì îïðåäåëÿþòñÿ
ïî ôîðìóëå:
ÇÀÎi
= CÎ/Ò·12·N, (5.8)
ãäå
ÑÎ - ïðîãíîçèðóåìàÿ
öåíà îáîðóäîâàíèÿ
íà ìîìåíò åãî
çàêóïêè â áóäóùåì
(÷åðåç ïåðèîä, ðàâíûé
åãî ñðîêó ñëóæáû
Ò), ðóá;
Ò
- ñðîê ñëóæáû îáîðóäîâàíèÿ,
ëåò;- îáúåì ïðîäóêöèè,
èçãîòàâëèâàåìîé
â ìåñÿö, ì.= 210 ì/ìåñÿö.
Îöèëèíäðîâî÷íûé
ñòàíîê.
ÑÎ
= 231492 ðóá; Ò = 10 ëåò,
ÇÀÎ1
= 231492/10·12·210= 9,19 ðóá/ì.
Îáùèå
çàòðàòû íà àìîðòèçàöèþ
ÇÀÎ:
ÇÀÎ
= ÇÀÎ1 , (5.9)
ÇÀÎ
= 9,19 ðóá/ì.
5.3.4 Ðàñ÷åò ïðî÷èõ
çàòðàò
Ê ïðî÷èì çàòðàòàì
ìîæíî îòíåñòè:
. Ôèêñèðîâàííûé
íàëîã íà ÷àñòíóþ
äâèæèìóþ è íåäâèæèìóþ
ñîáñòâåííîñòü
(íà ñîîðóæåíèÿ,
îáîðóäîâàíèå).
Ðåãèîíàëüíûé
íàëîãîâûé îðãàí
íàçíà÷èë íàëîãè
ïî ñëåäóþùèì
ñòàâêàì:
íà äâèæèìîå
èìóùåñòâî (îáîðóäîâàíèå)
2,2 % [14];
íà íåäâèæèìîå
èìóùåñòâî (ñîîðóæåíèÿ)
2,2 % [14].
Ðàññ÷èòàåì
çàòðàòû íà êàæäîå
èçäåëèå ïî íàëîãó
ÇÏ1, ðóá/ì3:
ñóììàðíàÿ ñòîèìîñòü
îñíîâíîãî îáîðóäîâàíèÿ
ÑÎ, ðóá:
ÑÎ = Ñ1+Ñ2+…+Ñn,
ðóá., (5.10)
ÑÎ = 239953 ðóá.
ÇÏ = ÑηR/12·N, ðóá/ì3,
(5.11)
ãäå R - ñòàâêà íàëîãà,
N - îáúåì ïðîäóêöèè
èçãîòàâëèâàåìîé
â ìåñÿö; 12 - ÷èñëî
ìåñÿöåâ â ãîäó;
ÇÏ1.1
= 239953·0,022/12·210=2,09 ðóá/ì.
Ñòîèìîñòü
ïðîèçâîäñòâåííîãî
ïîìåùåíèÿ äëÿ
äàííîãî ïðîèçâîäñòâà
ñîñòàâëÿåò 300
000 ðóá.[12].
ÇÏ1.2
= 300000·0,022/12·210= 2,62 ðóá/ì,
ÇÏ1
= ÇÏ1.1+ÇÏ1.2, (5.12)
ÇÏ1
= 2,09 +2,62 =4,71 ðóá/ì.
2. Êîììóíàëüíûå
óñëóãè (îòîïëåíèå
çèìîé, ãîð/õîë
âîäà).
Òàðèôû (çà ìåñÿö):
Îòîïëåíèå - Ñîòîïë.
= 30,94 ðóá/ [15];
[15];
Õîëîäíàÿ âîäà-
Ñõîë.âîäà. = 48,65 ðóá/÷åë.
[15];
Ïîäîãðåâ âîäû
- Ñïîäîãðåâ âîäû
= 194,65 ðóá/÷åë. [15];
Âîäîîòâåäåíèå
- Ñîòâ. = 22,94 ðóá/÷åë.
Îáùàÿ ïëîùàäü
ïðîèçâîäñòâåííîãî
ïîìåùåíè 144, òîãäà
çàòðàòû íà îòîïëåíèå:
Çîòîïë. =30,94∙144= 4455,4
ðóá/ìåñ.
Õîëîäíàÿ âîäà
è ïîäîãðåâ âîäû
â ñóììå:
Çâîäà = Ñõîë.âîäà·N
+ Cïîäîãðåâ âîäû·N
+ Ñîòâ.·N, (5.13)
ãäå N - êîëè÷åñòâî
ðàáîòàþùèõ íà
ó÷àñòêå, N=2 ÷åë.
Çâîäà = 48,65 · 2 + 194,65·2+
22,94·2 = 532,48 ðóá/ìåñ.;
Çï2
= (4455,4 + 532,48)/210= 23,75 ðóá/ì.
Ïîñ÷èòàåì
îáùèå ïðî÷èå
çàòðàòû:
ÇÏ
= ÇÏ1+ÇÏ2+ÇÏ3,
(5.14)
ÇÏ
= 4,71 + 23,75 = 28,46 ðóá/ì.
Îáùèå
çàòðàòû ïðåäïðèÿòèÿ
íà ïðîèçâîäñòâî
1 ì ãîòîâîé ïðîäóêöèè
ñâåäåíû â òàáëèöó
5.4.
Òàáëèöà
5.4 - Ñâîäíàÿ òàáëèöà
çàòðàò ïðåäïðèÿòèÿ
íà ïðîèçâîäñòâî
1 ì ãîòîâîé ïðîäóêöèè
|
Âèäû
çàòðàò
|
Çàòðàòû
íà åäèíèöó ïðîäóêöèè,
ðóá/ìÑòðóêòóðà
çàòðàò,%
|
|
|
Ìàòåðèàëüíûå
çàòðàòû
|
Íà îñíîâíûå
ìàòåðèàëû
|
2500
|
80,8
|
|
Íà âñïîìîãàòåëüíûå
ìàòåðèàëû
|
0
|
0
|
|
Íà ïðèîáðåòåíèå
èíñòðóìåíòà
|
172,1
|
5,3
|
|
Íà ýëåêòðîýíåðãèþ
|
92,33
|
2,8
|
|
Íà ðåìîíò
è îáñëóæèâàíèå
îáîðóäîâàíèÿ
|
140,6
|
4,5
|
|
Çàòðàòû
íà îïëàòó òðóäà
|
169,7
|
5,4
|
|
Çàòðàòû
íà àìîðòèçàöèþ
|
9,19
|
0,3
|
|
Ïðî÷èå
çàòðàòû
|
28,46
|
0,9
|
|
Èòîãî
|
3112,38
|
100,0%
|
Ñòðóêòóðà çàòðàò
â âèäå êðóãîâîé
äèàãðàììû ïðåäñòàâëåíà
íà ðèñóíêå 5.1.
Ðèñóíîê
5.1 - Ñòðóêòóðà çàòðàò
íà ïðîèçâîäñòâî
1ìãîòîâîé ïðîäóêöèè
5.4 Îöåíêà ýêîíîìè÷åñêîé
öåëåñîîáðàçíîñòè
ìîäåðíèçàöèè
Íåñìîòðÿ íà
íàëè÷èå îãðîìíîãî
êîëè÷åñòâà ðàçëè÷íûõ
ñòðîèòåëüíûõ
ìàòåðèàëîâ, ïðåäëàãàåìûõ
íà ðûíêå, äåðåâî
îñòàåòñÿ ñàìûì
äîñòóïíûì è ðàñïðîñòðàíåííûì
âàðèàíòîì íà
ñåãîäíÿøíèé
äåíü. Âûáîð äðåâåñèíû
êàê ñòðîèòåëüíîãî
ìàòåðèàëà íå
ñëó÷àåí, ïîñêîëüêó
îíà îáëàäàåò
áîëüøèì êîëè÷åñòâîì
ïîëîæèòåëüíûõ
ñâîéñòâ. Äîìà
èç äåðåâà ýêîëîãè÷åñêè
÷èñòûå, î÷åíü
òåïëûå. Ïîýòîìó
îöèëèíäðîâàííîå
áðåâíî âîñòðåáîâàíî
ñåé÷àñ è áóäåò
âîñòðåáîâàíî
íà ðûíêå.
Ðàññ÷èòàåì
ïðåäïîëàãàåìóþ
îïåðàöèîííóþ
ïðèáûëü ïîñëå
ìîäåðíèçàöèè:
 , ðóá.,
(5.15)
, ðóá.,
(5.15)
ãäå
 - âûðó÷êà, ðóá.;
Ç
- çàòðàòû, ðóá.
 , ðóá.,
(5.16)
, ðóá.,
(5.16)
 - êîëè÷åñòâî
ãîòîâîé ïðîäóêöèè,
ïðîèçâåäåííîé
çà ìåñÿö, ì,
- êîëè÷åñòâî
ãîòîâîé ïðîäóêöèè,
ïðîèçâåäåííîé
çà ìåñÿö, ì,
N=10
ì  21 äåíü = 210 ì;
21 äåíü = 210 ì;
 = 4000 ðóá./ì [12].
= 4000 ðóá./ì [12].
Ðàññ÷èòûâàåì
âûðó÷êó:
Ìåñÿ÷íûå
çàòðàòû íà ïðîèçâîäñòâî
ïîñëå ìîäåðíèçàöèè:
 ; (5.17)
; (5.17)
 .
.
Ðàññ÷èòàåì
ïðèáûëü:
 .
.
×èñòàÿ
ïðèáûëü ñîñòàâëÿåò:
 ; (5.18)
; (5.18)
 .
.
Ìåñÿ÷íûé
äîõîä ñîñòàâëÿåò:
 ; (5.19)
; (5.19)
 .
.
Äî
ìîäåðíèçàöèè
ïðè ïðîèçâîäèòåëüíîñòè
ëèíèè 6 ì ìåñÿ÷íàÿ
âûðó÷êà ñîñòàâëÿëà:

Ìåñÿ÷íûå
çàòðàòû íà ïðîèçâîäñòâî
ïðè óðîâíå çàòðàò
3270 ðóá./ì ñîñòàâëÿëè:
 .
.
Ïðèáûëü:
 .
.
×èñòàÿ
ïðèáûëü:
 .
.
Äîõîä:
 .
.
Ñðàâíèì
ìåñÿ÷íûå äîõîäû
äî è ïîñëå ìîäåðíèçàöèè:

 , ò.å.
ïðîèçâîäñòâî
ýêîíîìè÷åñêè
ýôôåêòèâíî.
, ò.å.
ïðîèçâîäñòâî
ýêîíîìè÷åñêè
ýôôåêòèâíî.
Ñðîê
îêóïàåìîñòè
ìîäåðíèçàöèè
(çàòðàòû íà ìîäåðíèçàöèþ
ñîñòàâèëè 239953 ðóáëåé):
Ïî
ðåçóëüòàòàì
ïîëó÷åííûõ ðàñ÷åòîâ
ìîæíî ñäåëàòü
ñëåäóþùèé âûâîä,
÷òî ïðîåêò ìîäåðíèçàöèè
ÿâëÿåòñÿ ðåíòàáåëüíûì.
Âëîæåííûå â ïðîåêò
ñðåäñòâà â ðàçìåðå
239953 ðóáëåé, âåðíóòüñÿ
÷åðåç 2 ìåñÿöà
çà ñ÷åò óâåëè÷åíèÿ
äîõîäà.
6. ÁÅÇÎÏÀÑÍÎÑÒÜ
È ÝÊÎËÎÃÈ×ÍÎÑÒÜ
ÏÐÎÅÊÒÀ
.1 Àíàëèç óñëîâèé
òðóäà ïðè ýêñïëóàòàöèè
ëèíèè
Ñî÷åòàíèå ðàçëè÷íûõ
ôàêòîðîâ, ôîðìèðóåìûõ
â ïðîèçâîäñòâåííîé
ñðåäå, îïðåäåëÿåò
óñëîâèÿ òðóäà
ðàáîòàþùèõ íà
ïðîèçâîäñòâå.
Îíè îêàçûâàþò
âëèÿíèå íà çäîðîâüå
è ðàáîòîñïîñîáíîñòü
÷åëîâåêà.
Ðàññìîòðèì
óñëîâèÿ òðóäà
ïðè ýêñïëóàòàöèè
ìåõàíèçìà ïî
ïîêàçàòåëÿì
òÿæåñòè è íàïðÿæåííîñòè
òðóäîâîãî ïðîöåññà.
Îáùàÿ ôèçè÷åñêàÿ
äèíàìè÷åñêàÿ
íàãðóçêà (ñ ó÷àñòèåì
ìûøö ðóê, êîðïóñà,
íîã) íå ïðåâûøàåò
12500 êãì çà ñìåíó.
Ðàáî÷àÿ ïîçà
îïåðàòîðà - "ñòîÿ",
÷òî ïðèâîäèò
ê áîëåå áûñòðîìó
óòîìëåíèþ, ÷åì
ðàáîòà â ïîçå
"ñèäÿ". Îäíàêî
ôèêñàöèÿ ëþáîé
èç ðàññìîòðåííûõ
ïîç âûçûâàåò
íàðóøåíèå êðîâîîáðàùåíèÿ
â íèæíèõ êîíå÷íîñòÿõ
è òàçîâîé îáëàñòè.
 ïðîöåññå ïðîèçâîäñòâåííîé
äåÿòåëüíîñòè
÷åëîâåê âûïîëíÿåò
çàäàíèÿ ðàçëè÷íîé
ñòåïåíè ñëîæíîñòè.
Õàðàêòåð ïðîèçâîäñòâåííîãî
çàäàíèÿ ïðåäóñìàòðèâàåò
ðàáîòó îïåðàòîðà
ïî ãðàôèêó ñ íåîáõîäèìîñòüþ
êîððåêöèè õîäà
òåõíîëîãè÷åñêîãî
ïðîöåññà - äîïóñòèìàÿ
ðàáîòà ïî íàïðÿæåííîñòè.
Íàïðÿæåííîñòü
òðóäà çàâèñèò
è îò ÷èñëà îäíîâðåìåííî
íàáëþäàåìûõ
îáúåêòîâ. ×èñëåííîñòü
îäíîâðåìåííî
íàáëþäàåìûõ
îáúåêòîâ ïðè
ýêñïëóàòàöèè
ìåõàíèçìà ïðîäîëüíîãî
ôðåçåðîâàíèÿ
íå ïðåâûøàåò
ïÿòè, ò. å. óñëîâèÿ
òðóäà îïòèìàëüíûå.
Îïåðàòîð íåñåò
îòâåòñòâåííîñòü
çà âûïîëíåíèå
òîëüêî îòäåëüíûõ
ýëåìåíòîâ òåõíîëîãè÷åñêîãî
ïðîöåññà, à èìåííî,
óñòàíîâêè çàãîòîâêè,
ïðîäîëüíîãî ôðåçåðîâàíèÿ.
Òàêîé òðóä îöåíèâàåòñÿ
êàê îïòèìàëüíûé.
Ìîíîòîííàÿ
ðàáîòà ñíèæàåò
ýôôåêòèâíîñòü
òðóäà, óâåëè÷èâàåò
òåêó÷åñòü êàäðîâ,
àâàðèéíîñòü
è, êàê ñëåäñòâèå,
òðàâìàòèçì íà
ïðîèçâîäñòâå.
Ñòåïåíü ìîíîòîííîñòè
îïðåäåëÿåòñÿ
÷èñëîì ýëåìåíòîâ
(ïðèåìîâ òðóäà)
è ïðîäîëæèòåëüíîñòüþ
âî âðåìåíè âûïîëíåíèÿ
ýòèõ ýëåìåíòîâ
èëè îïåðàöèé.
Òàê êàê ïðîäîëæèòåëüíîñòü
êàæäîé èç ïîâòîðÿþùèõñÿ
îïåðàöèé, âûïîëíÿåìûõ
íà ìåõàíèçìå,
áîëåå 100ñ, òî óñëîâèÿ
òðóäà ïî ýòîìó
êðèòåðèþ ìîæíî
ñ÷èòàòü îïòèìàëüíûìè.
Ðàáîòîñïîñîáíîñòü
÷åëîâåêà îïðåäåëÿåòñÿ
íå òîëüêî àêòèâíîñòüþ
ìûøå÷íîãî àïïàðàòà
è îðãàíîâ ÷óâñòâ,
íî è äåÿòåëüíîñòüþ
ñåðäå÷íî-ñîñóäèñòîé,
ïèùåâàðèòåëüíîé,
ýíäîêðèííîé
è äðóãèõ ñèñòåì,
íå óïðàâëÿåìûõ
ñîçíàíèåì ÷åëîâåêà
è ðàáîòàþùèõ
ïî ñóòî÷íîìó
ðèòìó.  íî÷íîå
âðåìÿ ñíèæàåòñÿ
ïðîèçâîäèòåëüíîñòü
òðóäà, çàùèòíûå
ôóíêöèè îðãàíèçìà,
ïîâûøàåòñÿ ñîíëèâîñòü.
Ê îïàñíûì è âðåäíûì
ôàêòîðàì ïðè ýêñïëóàòàöèè
ìåõàíèçìà ïðîäîëüíîãî
ôðåçåðîâàíèÿ
îòíîñÿòñÿ:
îòëåòàþùèå
÷àñòèöû ìàòåðèàëà;
ïðîèçâîäñòâåííàÿ
ïûëü;
ïðîèçâîäñòâåííûé
øóì;
âèáðàöèÿ;
ïîäâèæíûå ÷àñòè
ïðîèçâîäñòâåííîãî
îáîðóäîâàíèÿ,
ïåðåäâèãàþùèåñÿ
èçäåëèÿ, çàãîòîâêè,
îñíàñòêà è èíñòðóìåíò;
ïîâûøåííîå íàïðÿæåíèå
â ýëåêòðè÷åñêîé
öåïè îáîðóäîâàíèÿ;
íåäîñòàòî÷íàÿ
îñâåùåííîñòü
ðàáî÷èõ ìåñò;
ôèçè÷åñêèå
ïåðåãðóçêè ïðè
òðàíñïîðòèðîâàíèè
çàãîòîâîê, äåòàëåé,
îñíàñòêè;
ïîæàðîîïàñíîñòü.
Ïîäâèæíûå ÷àñòè
ïðîèçâîäñòâåííîãî
îáîðóäîâàíèÿ,
ïåðåäâèãàþùèåñÿ
èçäåëèÿ, çàãîòîâêè,
ìàòåðèàëû, îñíàñòêà
è èíñòðóìåíò,
à òàê æå îòëåòàþùèå
÷àñòèöû ìàòåðèàëà
è èíñòðóìåíòà,
ìîãóò âûçâàòü
òàêèå òðàâìû
êàê óøèáû, ïåðåëîìû,
âûâèõè, ñîòðÿñåíèÿ
ãîëîâíîãî ìîçãà
è äðóãèå òðàâìû,
ïðèâîäÿùèå ê ñíèæåíèþ
èëè óòðàòå ðàáîòîñïîñîáíîñòè.
Ïðîèçâîäñòâåííàÿ
ïûëü - îäíà èç íàèáîëåå
ðàñïðîñòðàíåííûõ
ïðîèçâîäñòâåííûõ
âðåäíîñòåé, ìîæåò
âûçâàòü ïûëåâûå
çàáîëåâàíèÿ
- ïíåâìîêîíèîçû.
Ïðîèçâîäñòâåííàÿ
ïûëü ïðåäñòàâëÿåò
ñîáîé ìåëêîðàçäðîáëåííûå
òâåðäûå ÷àñòèöû,
íàõîäÿùèåñÿ
â âîçäóõå ðàáî÷åé
çîíû âî âçâåøåííîì
ñîñòîÿíèè, ò.
å. â âèäå àýðîçîëÿ.
Øóì îòðèöàòåëüíî
âëèÿåò íà îðãàíèçì
÷åëîâåêà, è â ïåðâóþ
î÷åðåäü íà åãî
öåíòðàëüíóþ íåðâíóþ
è ñåðäå÷íî-ñîñóäèñòóþ
ñèñòåìû. Äëèòåëüíîå
âîçäåéñòâèå
øóìà ñíèæàåò
îñòðîòó ñëóõà
è çðåíèÿ, ïîâûøàåò
êðîâÿíîå äàâëåíèå,
âûçûâàåò áåññîííèöó,
óñòàëîñòü. Ïðè
äåéñòâèè øóìà
ñíèæàþòñÿ ñïîñîáíîñòü
ñîñðåäîòî÷åíèÿ
âíèìàíèÿ, òî÷íîñòü
âûïîëíåíèÿ ðàáîò,
ñâÿçàííûõ ñ ïðèåìîì
è àíàëèçîì èíôîðìàöèè,
è ïðîèçâîäèòåëüíîñòü
òðóäà.
Âèáðàöèÿ
âûçûâàåò íàðóøåíèÿ
ôèçèîëîãè÷åñêîãî
è ôóíêöèîíàëüíîãî
ñîñòîÿíèé ÷åëîâåêà.
Ñòîéêèå âðåäíûå
ôèçèîëîãè÷åñêèå
èçìåíåíèÿ íàçûâàþò
âèáðàöèîííîé
áîëåçíüþ. Ñèìïòîìû
âèáðàöèîííîé
áîëåçíè ïðîÿâëÿþòñÿ
â âèäå ãîëîâíîé
áîëè, îíåìåíèÿ
ïàëüöåâ ðóê, áîëè
â êèñòÿõ è ïðåäïëå÷üå,
âîçíèêàþò ñóäîðîãè,
ïîâûøàåòñÿ ÷óâñòâèòåëüíîñòü
ê îõëàæäåíèþ,
ïîÿâëÿåòñÿ áåññîííèöà.
Ïðè âèáðàöèîííîé
áîëåçíè âîçíèêàþò
ïàòîëîãè÷åñêèå
èçìåíåíèÿ ñïèííîãî
ìîçãà, ñåðäå÷íî-ñîñóäèñòîé
ñèñòåìû, êîñòíûõ
òêàíåé è ñóñòàâîâ,
èçìåíÿåòñÿ êàïèëëÿðíîå
êðîâîîáðàùåíèå.
Ïîâûøåííîå íàïðÿæåíèå
â ýëåêòðè÷åñêîé
öåïè îáîðóäîâàíèÿ
ìîæåò ïðèâåñòè
ê ýëåêòðîòðàâìàì,
êîòîðûå ìîãóò
óñëîâíî ñâåñòè
ê äâóì âèäàì:
ìåñòíûå ýëåêòðîòðàâìû;
îáùèå ýëåêòðîòðàâìû
(ýëåêòðè÷åñêèé
óäàð).
Ïðîõîäÿ ÷åðåç
îðãàíèçì ÷åëîâåêà,
ýëåêòðè÷åñêèé
òîê îêàçûâàåò
òåðìè÷åñêîå,
ýëåêòðîëèòè÷åñêîå,
áèîëîãè÷åñêîå,
ìåõàíè÷åñêîå
è ñâåòîâîå äåéñòâèå.
Òåðìè÷åñêîå
äåéñòâèå âûðàæàåòñÿ
â îæîãàõ îòäåëüíûõ
ó÷àñòêîâ òåëà,
íàãðåâå êðîâåíîñíûõ
ñîñóäîâ, íåðâîâ
è äðóãèõ òêàíåé.
Ýëåêòðîëèòè÷åñêîå
äåéñòâèå âûðàæàåòñÿ
â ðàçëîæåíèè
êðîâè è äðóãèõ
îðãàíè÷åñêèõ
æèäêîñòåé, ÷òî
âûçûâàåò çíà÷èòåëüíîå
íàðóøåíèå èõ
ôèçèêî-õèìè÷åñêèõ
ñîñòàâîâ. Áèîëîãè÷åñêèå
äåéñòâèÿ ïðîÿâëÿþòñÿ
â íàðóøåíèè áèîëîãè÷åñêèõ
ïðîöåññîâ, ïðîòåêàþùèõ
â îðãàíèçìå ÷åëîâåêà,
è ñîïðîâîæäàþòñÿ
âîçáóæäåíèåì
è ðàçðóøåíèåì
òêàíåé è ñóäîðîæíûì
ñîêðàùåíèåì
ìûøö. Ìåõàíè÷åñêîå
äåéñòâèå ïðèâîäèò
ê ðàçðûâó òêàíåé,
à ñâåòîâîå ê ïîðàæåíèþ
ãëàç.
Íåäîñòàòî÷íàÿ
îñâåùåííîñòü
ðàáî÷èõ ìåñò
çàòðóäíÿåò äëèòåëüíóþ
ðàáîòó, âûçûâàåò
ïîâûøåííîå óòîìëåíèå
è ñïîñîáñòâóåò
ðàçâèòèþ áëèçîðóêîñòè.
Ñëèøêîì íèçêèé
óðîâåíü îñâåùåííîñòè
âûçûâàåò àïàòèþ
è ñîíëèâîñòü,
à â íåêîòîðûõ
ñëó÷àÿõ ñïîñîáñòâóåò
ðàçâèòèþ ÷óâñòâà
òðåâîãè. Èçëèøíå
ÿðêèé ñâåò ñëåïèò,
ñíèæàåò çðèòåëüíûå
ôóíêöèè, ïðèâîäèò
ê ïåðåâîçáóæäåíèþ
íåðâíîé ñèñòåìû,
óìåíüøàåò ðàáîòîñïîñîáíîñòü,
íàðóøàåò ìåõàíèçì
ñóìåðå÷íîãî
çðåíèÿ. Âîçäåéñòâèå
÷ðåçìåðíîé ÿðêîñòè
ìîæåò âûçûâàòü
ôîòîîæîãè ãëàç
è êîæè, êåðàòèòû
è êàòàðàêòû.
Ôèçè÷åñêèå
ïåðåãðóçêè ïðè
òðàíñïîðòèðîâàíèè
çàãîòîâîê, äåòàëåé,
îñíàñòêè âûçûâàþò
ñíèæåíèå ðàáîòîñïîñîáíîñòè,
âñëåäñòâèå áûñòðîé
óòîìëÿåìîñòè
îðãàíèçìà. Ñèñòåìàòè÷åñêîå
âîçäåéñòâèå
ýòîãî ôàêòîðà
ïðèâîäèò ê ôèçè÷åñêîìó
èñòîùåíèþ îðãàíèçìà
ðàáîòíèêà. Çíà÷èòåëüíûå
âåëè÷èíû ïåðåãðóçîê
ìîãóò ïðèâåñòè
ê òðàâìàì, íàïðèìåð:
ðàñòÿæåíèÿì,
ïîâðåæäåíèÿì
ïîçâîíî÷íèêà
è äðóãèì.
Ïîæàðû íà ïðîèçâîäñòâå
ìîãóò âûçâàòü
ó ðàáîòíèêîâ
îæîãè ðàçëè÷íîé
ñòåïåíè òÿæåñòè
è îòðàâëåíèÿ
ïðîäóêòàìè ãîðåíèÿ.
 ñîîòâåòñòâèè
ñ ãèãèåíè÷åñêèìè
êðèòåðèÿìè îöåíêè
óñëîâèé òðóäà
ïî ïîêàçàòåëÿì
âðåäíîñòè è îïàñíîñòè
ôàêòîðîâ ïðîèçâîäñòâåííîé
ñðåäû, òÿæåñòè
è íàïðÿæåííîñòè
òðóäîâîãî ïðîöåññà,
èçäàííûõ Ãîñêîìñàíýïèäíàäçîðîì
Ðîññèè (Ð.2.2.013-94) óñëîâèÿ
òðóäà îïåðàòîðà
ïðè ýêñïëóàòàöèè
ìåõàíèçìà ïðîäîëüíîãî
ôðåçåðîâàíèÿ
îöåíèâàþòñÿ
êàê äîïóñòèìûå.
.2 Ìåðû ïî îáåñïå÷åíèþ
áåçîïàñíûõ è
çäîðîâûõ óñëîâèé
òðóäà
Ëèíèÿ ïî ïåðåðàáîòêå
äðåâåñíîãî ñûðüÿ,
â ñîñòàâ êîòîðîé
âõîäèò óçåë ïðîäîëüíîãî
ôðåçåðîâàíèÿ,
ïðåäíàçíà÷åíà
äëÿ ìåõàíèçàöèè
ïðîöåññà îáðàáîòêè
êðóãëîãî ñûðüÿ.
Áåçîïàñíîñòü
ýêñïëóàòàöèè
ìåõàíèçìà îáåñïå÷åíà
ñîîòâåòñòâèåì
åãî êîíñòðóêöèè
òðåáîâàíèÿì
ÃÎÑÒ 12.2.026.0-93. Íà ïóëüòå
ëèíèè óñòàíîâëåíà
êíîïêà "Îáùèé
ñòîï", ïîçâîëÿþùàÿ
îòêëþ÷àòü ìåõàíèçìû
ëèíèè â ñëó÷àå
àâàðèéíîé ñèòóàöèè.
Òðåáîâàíèÿ ïîæàðíîé
áåçîïàñíîñòè
âûïîëíåíû â ñîîòâåòñòâèè
ñ ÃÎÑÒ 12.1.004-91.
Öåïè, çâåçäî÷êè
è ìóôòà, ñîåäèíÿþùàÿ
øïèíäåëü è âàë
ýëåêòðîäâèãàòåëÿ,
çàêðûòû îãðàæäåíèÿìè.
Ôðåçåðîâàíèå
áðåâíà îñóùåñòâëÿåòñÿ
íà áîëüøîé ñêîðîñòè
ðåçàíèÿ. Ïîýòîìó
äëÿ áûñòðîé îñòàíîâêè
ôðåçû ïîñëå îêîí÷àíèÿ
îáðàáîòêè ïðèâîä
ôðåçû ñíàáæåí
òîðìîçîì.
Äëÿ óäàëåíèÿ
ñòðóæêè îò ôðåçû
ïðåäóñìîòðåí
ïàòðóáîê äëÿ ïðèñîåäèíåíèÿ
ê ñèñòåìå âåíòèëÿöèè.
Ðàñõîä âîçäóõà
äëÿ óäàëåíèÿ îòõîäîâ
íå áîëåå 2000 ì3/÷,
ñêîðîñòü âîçäóõà
â âûõîäíîì ïàòðóáêå
íå ìåíåå 20 ì/ñ, êîýôôèöèåíò
ãèäðàâëè÷åñêîãî
ñîïðîòèâëåíèÿ
îòñîñà 0,6.
Ýêâèâàëåíòíûé
óðîâåíü øóìà
ëèíèè íà ðàáî÷åì
ìåñòå íå ïðåâûøàåò
80 äÁÀ. Óðîâåíü âèáðàöèè
íà ðàáî÷åì ìåñòå
îïåðàòîðà íå ïðåâûøàåò
ñàíèòàðíûå íîðìû
è ñîîòâåòñòâóåò
òðåáîâàíèÿì
ÃÎÑÒ 12.1.012-90. çàïûëåííîñòü
âîçäóõà â ðàáî÷åé
çîíå îïåðàòîðà
íå ïðåâûøàåò
6 ìã/ì3. Òðåáîâàíèÿ
ïî îõðàíå îêðóæàþùåé
ñðåäû âûïîëíåíû
â ñîîòâåòñòâèè
ñ ÃÎÑÒ 12.1.005-88 è ÃÎÑÒ
17.2.3.02-78.
Ðàáî÷åå ìåñòî
îïåðàòîðà íå ñòåñíåíî
ïîñòîðîííèìè
ïðåäìåòàìè. Îñâåùåííîñòü
ðàáî÷èõ îðãàíîâ
óïðàâëåíèÿ ìåõàíèçìà,
ïóëüòà óïðàâëåíèÿ
150 ëê.
Ïîë ó ðàáî÷åãî
ìåñòà ìåõàíèçìà
è îêîëîñòàíî÷íîãî
îáîðóäîâàíèÿ
ðîâíûé, áåç âûñòóïîâ,
âûáîèí è íå ñêîëüçêèé.
Âñå òîêîâåäóùèå
÷àñòè ýëåêòðè÷åñêèõ
óñòðîéñòâ ìåõàíèçìà
è îêîëîñòàíî÷íîãî
îáîðóäîâàíèÿ
òùàòåëüíî èçîëèðîâàíû,
à êîðïóñ ýëåêòðîäâèãàòåëÿ
è ýëåêòðîïóñêîâûõ
ïðèñïîñîáëåíèé
çàçåìëåíû.
Îïåðàòîð ëèíèè
îöèëèíäðîâêè
(êðîìå èíñòðóìåíòîâ
äëÿ ñìåíû íîæåé
ôðåçû, ïðîèçâîäñòâà
ìåëêèõ ðåìîíòíûõ
ðàáîò) èìååò ñòàëüíîé
êðþ÷îê ñ ðóêîÿòêîé
è çàùèòíîé ãàðäîé,
ëîïàòó èëè ñêðåáîê
è ìåòëó äëÿ óäàëåíèÿ
îïèëîê, êîðû îò
ìåõàíèçìà è
îêîëîñòàíî÷íûõ
ìåõàíèçìîâ. Èíñòðóìåíòû
è ïðèñïîñîáëåíèÿ
õðàíÿòñÿ â ñïåöèàëüíîì
øêàôó îêîëî ìåõàíèçìà.
Îäåæäà îïåðàòîðà
(ëó÷øå âñåãî êîìáèíåçîí)
èñêëþ÷àåò ñòåñíåíèå
èõ äâèæåíèé. Ðóêàâà
ïëîòíî ïðèëåãàþò
ê ðóêàì è íå èìåþò
ñâèñàþùèõ òåñåìîê,
ðåìåøêîâ è ò.ï.
Ñìåííîñòü
ðàáîòû îïåðàòîðà
ëèíèè îöèëèíäðîâêè
- îäíîñìåííàÿ
(8 ÷àñîâ) ðàáîòà
áåç íî÷íîé ñìåíû.
Âðåìÿ íà îáåä
- 1 ÷àñ. Äëÿ ïîâûøåíèÿ
ðàáîòîñïîñîáíîñòè
ðàáî÷èõ, ïðåäóñìîòðåíû
15-òè ìèíóòíûå
ïåðåðûâû â ðàáîòå
íà îòäûõ êàæäûå
1÷àñ 45 ìèí.
.3 Ðàñ÷åò ñðåäñòâ
ïîæàðîòóøåíèÿ
Ðàçìåð ïðîèçâîäñòâåííîãî
ó÷àñòêà: äëèíà
À = 18 ì; øèðèíà Â =
8 ì.
Ïðè îïðåäåëåíèè
âèäîâ è êîëè÷åñòâà
ïåðâè÷íûõ ñðåäñòâ
ïîæàðîòóøåíèÿ
ó÷èòûâàþò ôèçèêî-õèìè÷åñêèå
è ïîæàðîîïàñíûå
ñâîéñòâà ãîðþ÷èõ
âåùåñòâ, èõ îòíîøåíèå
ê îãíåòóøàùèì
âåùåñòâàì, à òàêæå
ïëîùàäü ïðîèçâîäñòâåííûõ
ïîìåùåíèé.
Âûáîð òèïà è
ðàñ÷åò íåîáõîäèìîãî
êîëè÷åñòâà îãíåòóøèòåëåé
ïðîèçâîäÿò â çàâèñèìîñòè
îò èõ îãíåòóøàùåé
ñïîñîáíîñòè,
ïðåäåëüíîé ïëîùàäè,
êàòåãîðèè ïîìåùåíèÿ,
êëàññà ïîæàðà
ãîðþ÷èõ âåùåñòâ
è ìàòåðèàëîâ
â çàùèùàåìîì
ïîìåùåíèè èëè
íà îáúåêòå ñîãëàñíî
ÈÑÎ ¹ 341-77.
Äàííûé ïðîèçâîäñòâåííûé
ó÷àñòîê äëÿ èçãîòîâëåíèÿ
äåòàëåé «êóëà÷îê»
îòíîñèòñÿ ê êàòåãîðèè
Â, êëàññ ïîæàðà
À.
Íàèáîëåå âåðîÿòíîé
ïðè÷èíîé ïîæàðà
ÿâëÿåòñÿ âîçãîðàíèå
äðåâåñíîé ñòðóæêè.
Íåîáõîäèìîå
êîëè÷åñòâî ïåðâè÷íûõ
ñðåäñòâ ïîæàðîòóøåíèÿ
ñ ïðåäåëüíîé çàùèùàåìîé
ïëîùàäüþ 144 ì2
-ïåííûé îãíåòóøèòåëü
âìåñòèìîñòüþ
10 ë. - 2 øò.; è ïîðîøêîâûé
îãíåòóøèòåëü
âìåñòèìîñòüþ
5 ë.- 1øò.
Ðàçìåùåíèå
îãíåòóøèòåëåé
ñîîòâåòñòâóåò
òðåáîâàíèÿì:
âûñîòà ïîäâåñêè
äîëæíà áûòü íå
áîëåå 1,5 ìåòðà äî
íèæíåãî òîðöà
îãíåòóøèòåëÿ
è íà ðàññòîÿíèè
íå ìåíåå 1,2 ì îò
êðàÿ äâåðè ïðè
åå îòêðûâàíèè;
îãíåòóøèòåëü
ñëåäóåò óñòàíàâëèâàòü
òàê, ÷òîáû áûëà
âèäíà èíñòðóêòèâíàÿ
íàäïèñü íà åãî
êîðïóñå. Çàðÿäêó
è ïåðåçàðÿäêó
îãíåòóøèòåëåé
ïðîâîäÿò â ñîîòâåòñòâèè
ñ èíñòðóêöèåé.
Òàê êàê óñïåõ
ëèêâèäàöèè ïîæàðà
íà ïðîèçâîäñòâå
çàâèñèò ïðåæäå
âñåãî îò áûñòðîòû
îïîâåùåíèÿ î
åãî íà÷àëå, â ñâÿçè
ñ ýòèì â ïîìåùåíèè
ïðîèçâîäñòâåííîãî
ó÷àñòêà ïðåäóñìîòðåí
ïîæàðíûé îïîâåùàòåëü.
Îí ñðàáàòûâàåò
îò âîçäåéñòâèÿ
òåïëà â ñëó÷àå
âîçíèêíîâåíèÿ
íà ïðîèçâîäñòâåííîì
ó÷àñòêå ïîæàðà.
Êîìïëåêò
ïåðâè÷íûõ ñðåäñòâ
ñîáèðàþò íà ñïåöèàëüíûõ
ùèòàõ, íàõîäÿùèõñÿ
íà âèäíûõ è äîñòóïíûõ
ìåñòàõ.
Íà êàæäîì
ùèòå äîëæíû áûòü:
òîïîð - 2 øò; ëîìû
è ëîïàòû ïî 2 øò;
áàãðû æåëåçíûå
- 2 øò; âåäðà - 2 øò. Âîçëå
ùèòà äîëæåí íàõîäèòüñÿ
ÿùèê ñ ïåñêîì
åìêîñòüþ íå ìåíåå
0,5 ì3. Ïðè îêðàñêå
ïîæàðíûõ ñðåäñòâ
èñïîëüçóåòñÿ
êðàñíûé öâåò.
Ðåçóëüòàòû ðàñ÷¸òà
ñâåäåíû â òàáëèöó
6.1.
Òàáëèöà
6.1 - Ñðåäñòâà ïîæàðîòóøåíèÿ
|
Ñðåäñòâà
ïîæàðîòóøåíèÿ
|
Êîëè÷åñòâî
|
|
Îãíåòóøèòåëè:
- ïåííûå âìåñòèìîñòüþ
10 ë - ïîðîøêîâûå
âìåñòèìîñòüþ
5 ë
|
3 2 1
|
|
Ïîæàðíûé
ùèò ÙÏ-Â: - ëîì - ëîïàòà
øòûêîâàÿ - ëîïàòà
ñîâêîâàÿ - áàãîð
- âåäðî - ÿùèê ñ ïåñêîì
|
1 2 1 1 2 1 1
|
.4 Ìåðû ïî îáåñïå÷åíèþ
óñòîé÷èâîñòè
ðàáîòû îáúåêòà
â óñëîâèÿõ ×Ñ
Èñõîäÿ èç îñîáåííîñòåé
ðåëüåôà, êëèìàòè÷åñêèõ,
ãåîãðàôè÷åñêèõ
è ïðèðîäíûõ óñëîâèé,
íà òåððèòîðèè
Âîëîãîäñêîé îáëàñòè
âîçìîæíî âîçíèêíîâåíèå
÷ðåçâû÷àéíûõ
ñèòóàöèé ïðèðîäíîãî
õàðàêòåðà, òàêèå
êàê:
ëåñíûå èëè òîðôÿíûå
ïîæàðû;
ïîäòîïëåíèå
íàñåëåííûõ ïóíêòîâ
â ïåðèîä âåñåííèõ
ïîëîâîäèé è äîæäåâûõ
ïàâîäêîâ;
óðàãàííûå âåòðû;
ñèëüíûå ñíåãîïàäû,
ãîëîëåä, ìåòåëü.
Ê ôàêòîðàì, âëèÿþùèì
íà óñòîé÷èâîñòü
ðàáîòû äåðåâîîáðàáàòûâàþùåãî
ó÷àñòêà, îòíîñÿòñÿ:
ðàéîí ðàñïîëîæåíèÿ
îáúåêòà, ïëàíèðîâêà
è çàñòðîéêà òåððèòîðèè
îáúåêòà, ñèñòåìû
ýëåêòðîñíàáæåíèÿ,
òåõíîëîãèÿ, ïðîèçâîäñòâåííûå
ñâÿçè ó÷àñòêà,
ñèñòåìà óïðàâëåíèÿ,
ïîäãîòîâëåííîñòü
ó÷àñòêà ê âîññòàíîâëåíèþ.
Ïîâûøåíèå óñòîé÷èâîñòè
äåðåâîîáðàáàòûâàþùåãî
ó÷àñòêà äîñòèãàåòñÿ
óñèëåíèåì íàèáîëåå
ñëàáûõ (óÿçâèìûõ)
ýëåìåíòîâ.
Îñíîâíûå ìåðû
ïî ïîâûøåíèþ
óñòîé÷èâîñòè:
çàùèòà ðàáîòàþùèõ;
óñèëåíèå ïðî÷íîñòè
çäàíèé, ñîîðóæåíèé,
èìåþùèõ âàæíîå
çíà÷åíèå, íî
èìåþùèõ ìàëîïðî÷íûå
ýëåìåíòû (çàêðåïëåíèå
îòòÿæêàìè, óñòðîéñòâî
áåòîííûõ è ìåòàëëè÷åñêèõ
ïîÿñîâ, ïîâûøàþùèõ
æåñòêîñòü êîíñòðóêöèè);
ïîâûøåíèå óñòîé÷èâîñòè
íàèáîëåå öåííîãî
è óíèêàëüíîãî
îáîðóäîâàíèÿ,
ýòàëîííûõ êîíòðîëüíî
- èçìåðèòåëüíûõ
ïðèáîðîâ, ýòî îáîðóäîâàíèå
ðàçìåùàåòñÿ
â îáëåã÷åííûõ
òðóäíîñãîðàåìûõ
çäàíèÿõ (ìåíüøå
ïîâðåæäàþòñÿ
ïðè ðàçðóøåíèè)
èëè ðàçìåùàþòñÿ
â çàãëóáëåíèÿõ,
ïîäçåìíûõ èëè
ñïåöèàëüíî ïîñòðîåííûõ
ïîìåùåíèÿõ ïîâûøåííîé
ïðî÷íîñòè, óñòðàèâàþòñÿ
çàùèòíûå øàòðû,
êîæóõè, êîçûðüêè,
ñåòêè íàä îáîðóäîâàíèåì;
ïîâûøåíèå óñòîé÷èâîñòè
òåõíîëîãè÷åñêîãî
ïðîöåññà çà ñ÷åò
ðåçåðâèðîâàíèÿ
ñèñòåì àâòîìàòèêè,
îáåñïå÷åíèÿ
âîçìîæíîñòè
ðó÷íîãî óïðàâëåíèÿ,
ñîêðàùåíèå ÷èñëà
èñïîëüçóåìûõ
ñòàíêîâ, ëèíèé;
ðàçìåùåíèÿ ïðîèçâîäñòâà
îòäåëüíûõ âèäîâ
ïðîäóêöèè â ôèëèàëàõ,
ïàðàëëåëüíûõ
öåõàõ, çàìåíû
ñëîæíîé òåõíîëîãèè
áîëåå ïðîñòîé;
- ïîâûøåíèå óñòîé÷èâîñòè
ñèñòåì ýíåðãîñíàáæåíèÿ
çà ñ÷åò ñîçäàíèÿ
äóáëèðóþùèõ
èñòî÷íèêîâ ýëåêòðîýíåðãèè,
ãàçà, âîäû, ïàðà
(ïðîêëàäêà äîïîëíèòåëüíûõ
êîììóíèêàöèé,
çàêîëüöåâàíèå
èõ), ïðèíÿòèÿ ìåð
ïðîòèâ ðàçðóøåíèÿ
(óñèëåíèå îïîð,
çàãëóáëåíèå,
óñèëåíèå ïåðåêðûòèé);
ïîâûøåíèå óñòîé÷èâîñòè
ðàáîòû ñèñòåì
òåïëîñíàáæåíèÿ
(çàãëóáëåíèå,
çàêîëüöåâàíèå);
ïîâûøåíèå íàäåæíîñòè
ìàòåðèàëüíî
- òåõíè÷åñêîãî
ñíàáæåíèÿ îáúåêòà:
ñîçäàíèå çàïàñîâ
ñûðüÿ, ìàòåðèàëîâ,
îáîðóäîâàíèÿ,
òîïëèâà, îáåñïå÷åíèå
èõ ñîõðàííîñòè;
ïðîâåäåíèå ïðîòèâîïîæàðíûõ
ìåðîïðèÿòèé - ñâåäåíèå
äî ìèíèìóìà âîçìîæíîñòè
âîçíèêíîâåíèÿ
ïîæàðîâ îò ñâåòîâîãî
èçëó÷åíèÿ (çàùèòå
ïîäëåæàò ñãîðàåìûå
êðîâëè, äåðåâÿííûå
ñòåíû è ýëåìåíòû),
îò âîñïëàìåíåíèé,
âûçâàííûõ âîçäåéñòâèåì
óäàðíîé âîëíû.
Íà äåðåâîîáðàáàòûâàþùåì
ó÷àñòêå íàèáîëåå
âåðîÿòíîé ÷ðåçâû÷àéíîé
ñèòóàöèåé ÿâëÿþòñÿ
ïîæàðû.
Âñå äåðåâîîáðàáàòûâàþùèå
ïðîèçâîäñòâà
îòíîñèòñÿ ê ïîæàðîîïàñíûì
ïðîèçâîäñòâàì.
Îïèëêè, ñòðóæêà,
ïèëîìàòåðèàë
ëåãêî âîñïëàìåíÿþòñÿ
è ìîãóò ñòàòü
ïðè÷èíîé ïîæàðà.
Áëàãîäàðÿ íàëè÷èþ
áîëüøîãî êîëè÷åñòâà
ñãîðàåìîãî ìàòåðèàëà
ãîðåíèå ïðîòåêàåò
âåñüìà èíòåíñèâíî.
Îãîíü áûñòðî
ðàñïðîñòðàíÿåòñÿ
ïî äåðåâÿííûì
ñòðîåíèÿì, âåíòèëÿöèîííûìè
îòñàñûâàþùèìè
óñòàíîâêàìè,
à òàêæå ïî ãîòîâîé
ïðîäóêöèè (áðåâíà)
è ïðîèçâîäñòâåííûì
îòõîäàì (ùåïà,
ñòðóæêè, îïèëêè).
Ïðîäóêòû ãîðåíèÿ
áûñòðî çàïîëíÿþò
îáúåì ïîìåùåíèÿ,
ïðîíèêàþò â âûòÿæíóþ
âåíòèëÿöèîííóþ
ñèñòåìó è â äðóãèå
ïîìåùåíèÿ. Êðîìå
òîãî, ïîæàð ìîæåò
ðàñïðîñòðàíèòüñÿ
â ïîäâàëüíîå ïîìåùåíèå
ïîä ïèëîðàìîé,
ãäå îáû÷íî ñêàïëèâàþòñÿ
îïèëêè. Ëèíåéíàÿ
ñêîðîñòü ðàñïðîñòðàíåíèÿ
îãíÿ, óñòàíîâëåííàÿ
ïî îïèñàíèÿì
ïîæàðà, â ñãîðàåìûõ
äåðåâîîáðàáàòûâàþùèõ
öåõàõ â ñðåäíåì
2...2,5 ì/ìèí, ìàêñèìàëüíûå
çíà÷åíèÿ äîñòèãàþò
5 ì/ìèí è áîëåå.
Ãîâîðÿ î ïðè÷èíàõ
ïîæàðîâ, ñëåäóåò
âûäåëèòü íåèñïðàâíîñòè
ýëåêòðîïðîâîäêè,
÷òî ìîæåò ïðèâåñòè
ê êîðîòêîìó çàìûêàíèþ,
íàðóøåíèå ïðàâèë
îáðàùåíèÿ ñ ëåãêîâîñïëàìåíÿþùèìèñÿ
æèäêîñòÿìè, íåñâîåâðåìåííàÿ
óáîðêà ïðîèçâîäñòâåííûõ
ïîìåùåíèé è ðàáî÷èõ
ìåñò, êóðåíèå
â íåïîëîæåííûõ
ìåñòàõ.
Âûïîëíåíèå îñíîâíûõ
òðåáîâàíèé íîðì
ïîæàðíîé áåçîïàñíîñòè,
ïðèâåäåííûõ íèæå,
ïîìîæåò ñíèçèòü
äî ìèíèìóìà âåðîÿòíîñòü
ïîæàðà, ìàòåðèàëüíûõ
ïîòåðü, à ãëàâíîå
èçáåæàòü ÷åëîâå÷åñêèõ
æåðòâ.
Ê îðãàíèçàöèîííûì
ìåðîïðèÿòèÿì
îòíîñèòñÿ ðàçðàáîòêà
è âåäåíèå äîêóìåíòàöèè,
îáó÷åíèå (èíñòðóêòàæè)
ðàáî÷èõ è ñëóæàùèõ,
ïðîâåäåíèå ó÷åíèé
è òðåíèðîâîê,
îñóùåñòâëåíèå
êîíòðîëÿ çà âûïîëíåíèåì
òðåáîâàíèé ÏÁ.
Îñîáîå âíèìàíèå
íåîáõîäèìî îáðàòèòü
íà ñâîåâðåìåííîå
ïðîâåäåíèå çàìåðîâ
ñîïðîòèâëåíèÿ
èçîëÿöèè, èñïîëíåíèåì
òðåáîâàíèé ÐÄ
009-01-96. «òèïîâîé ðåãëàìåíò
òåõíè÷åñêîãî
îáñëóæèâàíèÿ
ñèñòåì ïîæàðíîé
ñèãíàëèçàöèè».
Âûïîëíåíèå ïðàâèë
ïîæàðíîé áåçîïàñíîñòè
öåëèêîì çàâèñèò
îò ðàáîòíèêîâ
è îò òðóäîâîé
äèñöèïëèíû, äåéñòâóþùåé
íà ïðåäïðèÿòèè.
Ñ ðàáîòíèêàìè
îðãàíèçàöèè
äîëæåí ïðîâîäèòüñÿ
èíñòðóêòàæ, à
îòìåòêà î åãî
ïðîõîæäåíèè çàíîñèòñÿ
â ñîîòâåòñòâóþùèé
æóðíàë.
Ê òåõíè÷åñêèì
ñðåäñòâàì (ìåðîïðèÿòèÿì)
îáåñïå÷åíèÿ
ïîæàðíîé áåçîïàñíîñòè
îòíîñÿòñÿ: ïîæàðíî-îõðàííûå
ñèãíàëèçàöèè,
ñèñòåìû îïîâåùåíèÿ
ëþäåé î ïîæàðå,
ñèñòåìû ïîæàðîòóøåíèÿ,
ñèñòåìû äûìîóäàëåíèÿ
è âåíòèëÿöèè,
ñèñòåìû ïåðåäà÷è
ñîîáùåíèé î ïîæàðå,
à òàêæå îãíåòóøèòåëè,
ïîæàðíûå âîäî¸ìû,
ãèäðàíòû è äðóãèå
ñðåäñòâà áîðüáû
ñ îãíåì.
.5 Ìåðû ïî îõðàíå
îêðóæàþùåé ñðåäû
Îñíîâíûì çàãðÿçíÿþùèì
ôàêòîðîì äåðåâîîáðàáàòûâàþùåãî
ó÷àñòêà ÿâëÿåòñÿ
ïîâûøåííàÿ çàïûëåííîñòü
âîçäóøíîé ñðåäû
(ïðîèçâîäñòâåííàÿ
ïûëü). Äëÿ çàùèòû
âîçäóøíîé ñðåäû
íà óñòðîéñòâàõ
âåíòèëÿöèè ïðèìåíÿþòñÿ
ïûëåâûå ôèëüòðû.
Äëÿ ïðîâåðêè êà÷åñòâà
ðàáîòû ñèñòåìû
âåíòèëÿöèè åæåìåñÿ÷íî
ïðîâîäÿòñÿ êîíòðîëüíûå
çàìåðû êîíöåíòðàöèè
ïûëè â ïîìåùåíèè.
Ïðè ïîâûøåíèè
ïðåäåëüíî äîïóñòèìîé
êîíöåíòðàöèè
ïðèíèìàþòñÿ
ìåðû äëÿ î÷èñòêè
âåíòèëÿöèîííûõ
ñèñòåì è óñòðàíåíèÿ
íåèñïðàâíîñòåé.
Îñíîâíûìè ìåðîïðèÿòèÿìè
ïî ñíèæåíèþ âûáðîñîâ
âðåäíûõ âåùåñòâ
â àòìîñôåðó ÿâëÿþòñÿ:
ñîâåðøåíñòâîâàíèå
òåõíîëîãè÷åñêèõ
ïðîöåññîâ, âêëþ÷àÿ
ñíèæåíèå íåñàíêöèîíèðîâàííûõ
âûáðîñîâ;
ñòðîèòåëüñòâî
íîâûõ è ïîâûøåíèå
ýôôåêòèâíîñòè
ñóùåñòâóþùèõ
î÷èñòíûõ óñòðîéñòâ;
ëèêâèäàöèÿ èñòî÷íèêà
çàãðÿçíåíèÿ;
ïåðåïðîôèëèðîâàíèå
ïðîèçâîäñòâà;
Î÷èñòêà âåíòèëÿöèîííûõ
âûáðîñîâ îò ìåõàíè÷åñêèõ
ïðèìåñåé îñóùåñòâëÿåòñÿ
àïïàðàòàìè ìîêðîãî
è ñóõîãî ïûëåóëàâëèâàíèÿ,
âîëîêíèñòûìè
ôèëüòðàìè è ýëåêòðîôèëüòðàìè.
Ê àïïàðàòàì ñóõîé
èíåðöèîííîé
î÷èñòêè îòíîñÿòñÿ
ïûëåîñàäèòåëüíûå
êàìåðû, öèêëîíû
(ïðÿìîòî÷íûå è
áàòàðåéíûå), öåíòðîáåæíûå
ïûëåóëàâëèâàòåëè
ðîòàöèîííîãî
äåéñòâèÿ; ê àïïàðàòàì
ìîêðîé î÷èñòêè
- íàñàäî÷íûå è
ïîëûå ãàçîïðîìûâàòåëè
ñ ïîäâèæíîé íàñàäêîé,
óäàðíî-èíåðöèîííîãî
è öåíòðîáåæíîãî
äåéñòâèÿ, ìåõàíè÷åñêèå.
Ïðè ðàáîòå ñòàíêîâ,
êîòîðûå äîëæíû
ñíàáæàòüñÿ âåíòèëÿöèîííûìè
ñèñòåìàìè, òðàíñïîðòèðîâêà
ïûëåâîçäóøíîãî
ïîòîêà ÷åðåç
ñèñòåìó âåíòèëÿöèè
îáåñïå÷èâàåòñÿ
âåíòèëÿòîðîì.
Îòõîäÿùèå âðåäíûå
âåùåñòâà ïðîõîäÿò
öèêë ïîñëåäîâàòåëüíîé
î÷èñòêè îò ïûëè
è âðåäíûõ ãàçîîáðàçíûõ
ñîåäèíåíèé, êîòîðûå
íåéòðàëèçóþòñÿ
â çàìêíóòîé îáîðîòíîé
ñèñòåìå öèðêóëÿöèè.
ÇÀÊËÞ×ÅÍÈÅ
 õîäå âûïîëíåíèÿ
äàííîãî äèïëîìíîãî
ïðîåêòà ïðîâåäåíà
ìîäåðíèçàöèÿ
óçëà ïðîäîëüíîãî
ôðåçåðîâàíèÿ
ëèíèè îöèëèíäðîâêè
áðåâåí.
 ÷àñòè ëèòåðàòóðíîãî
îáçîðà ðàññìîòðåíû
ñóùåñòâóþùèå
âèäû îáîðóäîâàíèÿ,
ïðèìåíÿåìîãî
äëÿ îöèëèíäðîâêè
äðåâåñèíû, èõ
ðàçíîâèäíîñòè.
Îöåíåíû èõ äîñòîèíñòâà,
íåäîñòàòêè.
 êîíñòðóêòîðñêîé
÷àñòè ïðîåêòà
ðàçðàáîòàíà
îáùàÿ êîìïàíîâêà
ëèíèè îöèëèíäðîâêè
áðåâåí, ìîäåðíèçèðîâàí
óçåë ïðîäîëüíîãî
ôðåçåðîâàíèÿ,
ïðîâåäåíà ìîäåðíèçàöèÿ
âñïîìîãàòåëüíûõ
ìåõàíèçìîâ. Ïðèâåäåíû
êîíñòðóêòîðñêèå
ðàñ÷¸òû.
 òåõíîëîãè÷åñêîé
÷àñòè ïðîåêòà
ïðîâåäåíà ìîäåðíèçàöèÿ
òåõíîëîãè÷åñêîãî
ïðîöåññà îöèëèíäðîâêè
áðåâíà, ðàçðàáîòàíà
òåõíîëîãèÿ èçãîòîâëåíèÿ
äåòàëè óçëà ïðîäîëüíîãî
ôðåçåðîâàíèÿ
- ñòàêàí. Ïðåäñòàâëåíû
ìàðøðóòíûå è
îïåðàöèîííûå
êàðòû, à òàêæå
íàëàäêè íà îïåðàöèè
ïî èçãîòîâëåíèþ
äàííîé äåòàëè.
Ðàçðàáîòàíà
òåõíîëîãèÿ ñáîðêè
øïèíäåëüíîãî
óçëà.
 îðãàíèçàöèîííî-ýêîíîìè÷åñêîé
÷àñòè ïðîâåäåíà
îöåíêà ïðåäåëüíî-íåîáõîäèìûõ
çàòðàò íà ìîäåðíèçàöèþ,
àíàëèç äèíàìèêè
ñòðóêòóðû çàòðàò
íà ïðîèçâîäñòâî
ðàáîò, îöåíêà
ýêîíîìè÷åñêîé
öåëåñîîáðàçíîñòè
ìîäåðíèçàöèè
ëèíèè îöèëèíäðîâêè
áðåâåí.
 ÷àñòè áåçîïàñíîñòè
è ýêîëîãè÷íîñòè
ïðîåêòà ïðèâåäåíû
ìåðîïðèÿòèÿ ïî
îõðàíå îêðóæàþùåé
ñðåäû, ðàçðàáîòàíû
ìåðû ïî îáåñïå÷åíèþ
áåçîïàñíûõ è
çäîðîâûõ óñëîâèé
òðóäà, óñòîé÷èâîñòè
ðàáîòû îáúåêòà
â óñëîâèÿõ ×Ñ,
ðàññ÷èòàíû ñðåäñòâà
ïîæàðîòóøåíèÿ,
ïðîèçâåäåí àíàëèç
óñëîâèé òðóäà
ïðè ýêñïëóàòàöèè
ëèíèè.
ÑÏÈÑÎÊ ÈÑÏÎËÜÇÎÂÀÍÍÛÕ
ÈÑÒÎ×ÍÈÊÎÂ
Áàëàáàíîâ,
À. Í. Êðàòêèé ñïðàâî÷íèê
òåõíîëîãà - ìàøèíîñòðîèòåëÿ
/ À.Í. Áàëàáàíîâ.
- Ìîñêâà: Èçäàòåëüñòâî
ñòàíäàðòîâ,
2002. - 464 ñ.
Áåëîâ,
Ñ.Â. Áåçîïàñíîñòü
æèçíåäåÿòåëüíîñòè:
ó÷åáíèê äëÿ âóçîâ
/ Ñ.Â. Áåëîâ. - Ìîñêâà:
Âûñøàÿ øêîëà,
2009. - 448ñ.
Âîëîãäà
ýíåðãîñáûò [Ýëåêòðîííûé
ðåñóðñ]: îôèö. ñàéò.
- Ðåæèì äîñòóïà:
http ://www.vscenergo.ru/.
Âîëûíñêèé,
Â. Í. Êàòàëîã äåðåâîîáðàáàòûâàþùåãî
îáîðóäîâàíèÿ,
âûïóñêàåìîãî
â ñòðàíàõ ÑÍÃ
è Áàëòèè / Â.Í. Âîëûíñêèé.
- 3-å èçä., ïåðåðàá.
è äîï. - Ìîñêâà: ÀÑÓ-Èìïóëüñ,
2003. - 380 ñ.
Ãîðáàöåâè÷,
À. Ô. Êóðñîâîå ïðîåêòèðîâàíèå
ïî òåõíîëîãèè
ìàøèíîñòðîåíèÿ:
ó÷åá. ïîñîáèå
äëÿ ìàøèíîñòðîèò.
ñïåö. âóçîâ. / À.Ô.
Ãîðáàöåâè÷, Â.À.
Øêðåä. - 4-å èçä., ïåðåðàá.
è äîï. - Ìèíñê: Âûñøàÿ
øêîëà, 2003. - 256 ñ.
Ëèòåéíî-ìåõàíè÷åñêèé
çàâîä [Ýëåêòðîííûé
ðåñóðñ]: îôèö. ñàéò.
- Ðåæèì äîñòóïà:
http://www.zlmz.ru/.
Èâàíîâñêèé,
Å. Ã. Ðåçàíèå äðåâåñèíû:
ó÷åáíîå ïîñîáèå
/ Å.Ã. Èâàíîâñêèé.
- Ìîñêâà: Ëåñíàÿ
ïðîìûøëåííîñòü,
2005. - 200 ñ.
Èíæåíåðíûå
ñèñòåìû - åäèíûé
ñåðâèñíûé öåíò
[Ýëåêòðîííûé
ðåñóðñ]: îôèö. ñàéò.
- Ðåæèì äîñòóïà:
http://www.theservice.ru/.
Êîñèëîâà,
À.Ã. Òî÷íîñòü
îáðàáîòêè, çàãîòîâêà
è ïðèïóñêè â ìàøèíîñòðîåíèè:
cïðàâî÷íèê òåõíîëîãà
/ À.Ã. Êîñèëîâà.
- Ìîñêâà: Ìàøèíîñòðîåíèå,
1976 - 288 ñ.
Êóêèí,
Ï.Ï. Áåçîïàñíîñòü
æèçíåäåÿòåëüíîñòè.
Áåçîïàñíîñòü
òåõíîëîãè÷åñêèõ
ïðîöåññîâ è ïðîèçâîäñòâ:
ó÷åá. ïîñîáèå
äëÿ âóçîâ / Ï.Ï. Êóêèí,
Â.Ë. Ëàïèí, Å.À. Ïîäãîðíûõ.
- Ìîñêâà: Âûñø.øê.,1999.-318
ñ.
Ëþá÷åíêî,
Â. È. Ðåçàíèå äðåâåñèíû
è äðåâåñíûõ ìàòåðèàëîâ:
ó÷åáíèê äëÿ âóçîâ
/ Â.È. Ëþá÷åíêî.
- 3-å èçä., ñòåð. - Ìîñêâà:
ÌÃÓË, 2004. - 310 ñ.
Íàðîäíàÿ
ñëóæáà òàðèôîâ
[Ýëåêòðîííûé
ðåñóðñ]:îôèö. ñàéò.
- Ðåæèì äîñòóïà:
http://newtariffs.ru/.
Îðãàíèçàöèÿ
è ïëàíèðîâàíèå
ìàøèíîñòðîèòåëüíîãî
ïðîèçîäñòâà:
ó÷åáíèê äëÿ âóçîâ
/ Ê.À.Ãðà÷¸âà, Ì.Ê.
Çàõàðîâ, Ë.À. Îäèíöîâà
[è äð.]. - Ìîñêâà: Âûñø.
øê., 2003. - 470 ñ.
Îõðàíà
òðóäà â ýëåêòðîóñòàíîâêàõ:
ó÷åáíèê äëÿ âóçîâ
/ïîä ðåä. Á.À. Êíÿçåâñêîãî.
- 3-å èçä., ïåðåðàá.
è äîï. - Ìîñêâà: Ýíåðãîàòîìèçäàò,
1983.-336ñ.
Ïîòåìêèí,
Ë. Â. Äåðåâîîáðàáàòûâàþùèå
ñòàíêè è àâòîìàòè÷åñêèå
ëèíèè: ó÷åáíîå
ïîñîáèå / Ë.Â. Ïîòåìêèí.
- Ìîñêâà: Ëåñíàÿ
Ïðîìûøëåííîñòü,
2007. - 368 ñ.
Ïðàâèëà
ïîæàðíîé áåçîïàñíîñòè.
- Ìîñêâà: ÈÍÔÐÀ-Ì,
1999. - 240 ñ.
Ïðîìòåõñíàá
Âîëîãäà, ïîñòàâêè
ïîäøèïíèêîâ
[Ýëåêòðîííûé
ðåñóðñ]: îôèö. ñàéò.
- Ðåæèì äîñòóïà:
http://www.pts35.ru/.
Ñîëîâüåâ,
À. À. Íàëàäêà äåðåâîîáðàáàòûâàþùåãî
îáîðóäîâàíèÿ:
ó÷åáíèê äëÿ ñðåä.
ïðîô.-òåõí. ó÷èëèù
/ À.À. Ñîëîâüåâ, Â.È.
Êîðîòêîâ - Ìîñêâà:
Âûñø. øêîëà, 2007. -
296 ñ.
Ñïðàâî÷íèê
ìåõàíèêà ëåñîïèëüíî-äåðåâîîáðàáàòûâàþùåãî
ïðåäïðèÿòèÿ / Þ.
Ï. Èâàíèùåâ, Í.
À. Áîëäèí, Â. È. Êîë÷àíîâ
[è äð.]. - Ìîñêâà: Ëåñíàÿ
ïðîìûøëåííîñòü,
2000. - 328 ñ.
Ñïðàâî÷íèê
- Ðåæèìû ðåçàíèÿ
ìåòàëëîâ / ïîä
ðåä. Þ.Â. Áàðàíîâñêîãî.
- Ìîñêâà: Ìàøèíîñòðîåíèå,
1972 ã. - 406 ñ.
Êîñèëîâà,
À.Ã. Ñïðàâî÷íèê
òåõíîëîãà ìàøèíîñòðîèòåëÿ:
ñïðàâî÷íèê. â
2 ò. / À.Ã. Êîñèëîâîé,
Ð.Ê. Ìåùåðÿêîâà.
- Ìîñêâà: Ìàøèíîñòðîåíèå,
1986. - Ò.1. - 402 ñ.; ò.2. - 496 ñ.
Ôåäåðàëüíàÿ
íàëîãîâàÿ ñëóæáà
[Ýëåêòðîííûé
ðåñóðñ]: îôèö. ñàéò.
- Ðåæèì äîñòóïà:
http://www.nalog.ru/.
Øåéíáëèíò,
À. Å. Êóðñîâîå ïðîåêòèðîâàíèå
äåòàëåé ìàøèí:
ó÷åá. ïîñîáèå
/ À.Å. Øåéíáëèíò.
- 2-å èçä., ïåðåðàá.
è äîï. - Êàëèíèíãðàä:
ßíòàðíûé ñêàç,
2004. - 454 ñ.
Øóâàëîâ,
Ì. Ã. Îñíîâû ïîæàðíîãî
äåëà / Ì.Ã. Øóâàëîâ.
- Ìîñêâà: Ñòðîéèçäàò,
1997. - 472 ñ.
Ýêîíîìèêà
ìàøèíîñòðîåíèÿ
/ ïîä ðåä. À.Ñ. Ïåëèõà.
- Ðîñòîâ íà/Äîíó:
Ôåíèêñ, 2004. - 416 ñ.
Ýêîíîìèêà
ìàøèíîñòðîåíèÿ:
ó÷åáíèê äëÿ ñòóäåíòîâ
ìàøèíîñòðîèòåëüíûõ
ñïåöèàëüíîñòåé
âóçîâ / Å. Ì. Êàðëèê,
Ê. Ì. Âåëèêàíîâ,
Â. Ô. Âëàñîâ, À. Ï.
Ãðàäîâ [è äð.]. - 2-å èçä.,
ïåðåðàá. è äîï. -
Ëåíèíãðàä: Ìàøèíîñòðîåíèå,
1985. - 392 ñ., èë.
Ýëåêòðîèíñòðóìåíò
èòåðñêîë [Ýëåêòðîííûé
ðåñóðñ]: îôèö. ñàéò.
- Ðåæèì äîñòóïà:
http://www.interskol.ru/.
Ðàçìåùåíî
íà Allbest.ru