Модернизация способа очистки бандажей барабана для сушки концентрата
СОДЕРЖАНИЕ
ВВЕДЕНИЕ
. АНАЛИЗ СОСТОЯНИЯ ВОПРОСА, ЦЕЛЬ И ЗАДАЧИ РАБОТЫ
. ПРОЕКТИРОВАНИЕ И РАСЧЕТ ПРИВОДА МЕХАНИЗМА ВРАЩЕНИЯ
СУШИЛЬНОГО БАРАБАНА
2.1 Описание конструкции, назначения
и принципа действия исполнительной машины
.2 Энергокинематический расчет привода
.2.1 Выбор двигателя. Кинематический
расчет привода
.2.2 Энергетический расчет привода
.2.3 Подбор стандартного редуктора
.2.4 Расчет открытой зубчатой
передачи
.2.5 Ориентировочный расчет и
конструирование приводного вала
.2.5.1 Выбор материала приводного
вала
.2.5.2 Расчет и конструирование
приводного вала рабочей машины
.2.5.3 Предварительный выбор
подшипников
.2.5.4 Проверочный расчет
подшипников
.2.5.5 Расчет шпоночных соединений
.2.6 Проверочный расчет приводного
вала
.2.7 Подбор и проверочный расчет
муфт
. ПРОЕКТИРОВАНИЕ И РАСЧЕТ РАМЫ
ПРИВОДА МЕХАНИЗМА ВРАЩЕНИЯ БАРАБАНА
.1 Разработка рамы привода аппарата
для сушки флотационного концентрата
.2 Требования к раме привода
.3 Конструирование рамы привода
.4 Расчет анкерных болтов
. РАЗРАБОТКА ГИДРОПРИВОДА
ПЕРЕМЕЩЕНИЯ РЕЗЦА ДЛЯ ОЧИСТКИ БАНДАЖЕЙ БАРАБАНА
.1 Расчёт и выбор исполнительного
гидроцилиндра
.1.1 Нагрузочные характеристики
гидропривода
.1.2 Расчет исполнительного
гидродвигателя
.2 Составление принципиальной схемы
гидропривода
.3 Выбор и расчёт насосной установки
.4 Расчёт и выбор гидроаппаратуры и
трубопроводов
.4.1 Расчет трубопроводов
.4.2 Выбор гидроаппаратуры
.5 Определение потерь давления в
аппаратуре и трубопроводах
.5.1 Определение потерь давления в
аппаратах
.5.2 Определение потерь давления по
длине труб
.5.3 Определение местных потерь
давления
.6 Определение суммарных потерь и
проверка насосной установки
. ПРОЕКТИРОВАНИЕ И РАСЧЕТ ШЛИЦЕВОЙ
ПРОТЯЖКИ
.1 Расчет комбинированной
цилиндрическо-шлицевой протяжки одинарной схемы резания
. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО
ПРОЦЕССА ИЗГОТОВЛЕНИЯ ВТУЛКИ
.1 Описание конструкции детали
.2 Анализ технологичности
конструкции детали
.3 Выбор способа изготовления
заготовки
.4 Аналитический расчет припуска на
обработку
.5 Выбор маршрута обработки детали
.6 Выбор типа производства и формы
организации технологического процесса
.7 Выбор оборудования и
приспособлений
.8 Выбор режущих инструментов
.9 Выбор средств измерения
.10 Выбор режимов резания
.11 Техническое нормирование времени
по операциям
.12 Разработка программы для станка
с ЧПУ
. БЕЗОПАСНОСТЬ И ЭКОЛОГИЧНОСТЬ
ПРОЕКТА
.1 Анализ опасных и вредных
производственных факторов на участке флатанционного концентрата
.2 Меры по обеспечению безопасных и
здоровых условий труда на участке флатанционного концентрата
.3 Расчеты общего производственного
освещения на участке флантанционного концентрата
.4 Меры по охране окружающей среды
.5 Меры по обеспечению устойчивости
функционирования участка в условиях чрезвычайных ситуаций
ЗАКЛЮЧЕНИЕ
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
ВВЕДЕНИЕ
Сегодня черная металлургия - одна из важных отраслей промышленности. Эта
отрасль объединяет технологически и организационно различные предприятия,
служит основой развития машиностроения и строительства.
В России действуют порядка 710 предприятий черной металлургии,
производящие около 47 миллионов тонн готового проката. Свыше 91 процента из
этого количества приходится на такие предприятия как: ПАО «Северсталь»,
Челябинский, Магнитогорский, Новолипецкий, Западно-Сибирский, Нижне-Тагильский,
Кузнецкий, Орско-Халиловский, Оскольский металлургические комбинаты. По объему
производства лидируют следующие компании: ПАО «Северсталь», ОАО «НЛМК», ОАО
«ММК», которые производят 58 процентов всего российского экспорта
металлопродукции.
С 1996 года ПАО «Северсталь» лидирует в стране по объемам реализации
металлопродукции, а также входит в число 10 крупнейших сталелитейных
металлургических компаний мира.
Естественно, что в структуре промышленного производства Вологодской
области ведущее место занимает черная металлургия, представленная, в первую
очередь, гигантским металлургическом комбинатом - ОАО «Северсталь».
Расположен комбинат в городе Череповце Вологодской области на берегу
Рыбинского водохранилища. От Москвы его отделяют 620 км, от Санкт-Петербурга -
475 км. Железнодорожные магистрали и Волго-Балт связывают Череповец с крупными
промышленными центрами, а также с портами 5 морей. Столь выгодное
географическое и транспортное положение ОАО «Северсталь» создают ему
благоприятные условия для реализации готовой продукции как внутри страны, так и
за рубежом. Город Череповец был учрежден при старинном Череповецком монастыре
Указом императрицы Екатерины Великой в 1777 году «для пользы водяной
коммуникации».
С открытием в 1810 году Мариинского водного пути город становится крупным
транзитным пунктом на пути из Заволжья к Санкт-Петербургу. В 1905 году через
Череповец прошла железная дорога, что способствовало усилению его экономических
связей.
В первой половине двадцатого века группа экспертов во главе с академиком
И.П. Бардиным предложила оригинальное решение - разместить завод в Череповце.
Однако, стремительный рост промышленного потенциала произошел во второй
половине двадцатого века и связано это со строительством металлургического
завода, нынешней «Северстали».
Продукция комбината - кокс, химические продукты, широкий марочный
сортамент холоднокатаных, горячекатаных листов и рулонов, сортового проката,
гнутых профилей - по качеству находится на уровне лучших мировых стандартов и
используется в машиностроении, строительстве, авто- и судостроении,
электротехнической промышленности и многих других отраслях экономики. Продукция
комбината экспортируется в 52 страны, объем экспортной продукции составляет 15
% от общего объема производства.
Непрерывный рост объема производства - характерная черта развития
комбината, обусловленная новым строительством и реконструкцией действующих
агрегатов, внедрением мероприятий научно-технического прогресса, повышением
качества выпускаемой продукции, повышением уровня всей экономической деятельности.
Развитие комбината продолжается и в настоящее время. Осваиваются новые
мощности по производству агломерата, конвертерной стали и проката.
Комбинат отличается широким использованием современных достижений науки,
техники и технологии, высокой степенью механизации и автоматизации
технологических и производственных процессов. Он является своеобразным учебным
центром по подготовке специалистов для черной металлургии.
Цель разработки гидропривода - закрепление теоретических знаний, которые
приобретены при изучении курса «Гидропневмоавтоматика и гидропривод», получение
практических навыков в разработке гидравлических приводов промышленных роботов
и металлорежущих станков.
Конструирование привода должно основываться на применении типовой
гидроаппаратуры. При реализации работы применяют материалы из разделов: физики,
высшей математика, теоретической механики, сопротивлении материалов, теории
машин и механизмов, основы конструирования машин, технического черчения,
вычислительной техники и математического моделирования.
Выполнение проекта требует комплексного применения знаний ряда изученных
дисциплин (резание металлов, детали машин, сопротивление материалов) и
способствует развитию навыков проектирования модернизации сложных механизмов. В
процессе работы над проектом студент знакомится с кинематической структурой
приводов станков, конструктивным исполнением их элементов, а также выполняет
необходимые проектировочные расчеты.
Буквально недавно экономика нашей страны перешла на рыночные отношения. В
плановом хозяйстве производство всех отраслей промышленности Российской
Федерации ориентировалось на выход регламентированного перечня деталей в
соответствии с годовой целью определенной отрасли СССР. Вопреки несуществующего
порядка и безотказности действия ведущих путей экономики советского уклада,
этот метод, работал неудовлетворительно. Ни одно государство сейчас не
отличается абсолютно идеальной экономикой.
Рынок преобразовал все, или практически все. В настоящее время «спрос»
заказчика - это основная деятельность каждого предприятия. Перед поставщиками
поставлены строгие задачи. А именно: уверять заказчика покупать данное изделие,
отодвинуть конкурентов на второй план, занять лидирующую позицию. Политика
реформы обнаружила несправедливость прошлых норм. Большое количество
поставщиков не устояли перед начавшимся «естественным отбором» и отошли в
сторону. Тех, кто выжил ожидала тяжелая дорога привыкания к новому порядку,
основанной на «симбиозе» заказчика и поставщика, предпринимателя и наемником.
В сегодняшнее время для того, чтобы выжить, нужно усвоить обстоятельства
рынка, просьбы и пожелания заказчика, вместимость рынка, а также вероятных
соперников.
Главная цель - это классификация, фиксирование и углубление знаний,
которые были получены в разделе «Экономика», а также закрепление навыков при
решении практических задач.
Работа включает в себя: вычисление программы, партии и
штучно-калькуляционного времени, объём оборудования и численность работников,
которые работают на определенной площади, их зарплаты и полного фонда заработной
платы, а также, рассчитываются затраты на сырье и ведущие фонды, расчет
технико-экономических коэффициентов работы участка.
Из технологического процесса берут сведения об аппаратуре, подобранной на
данной площади. Более того, для расчета требуются данные именно из цеха
центрального предприятия ПАО «Северсталь», в котором реализуется производство.
Вот эти данные: стоимость аппаратуры, сырья, нормы амортизации, энергозатраты,
расходы на аппаратуру (РСО), а также прочие цеховые расходы. Эти данные установлены
соответственно показателям коксохимического производства.
Проект оканчивается выводами по проделанной работы. Разбираются
технико-экономические коэффициенты работы участка, по которым подводятся итоги
о выгодности разработки и о внедрении в производство.
1. АНАЛИЗ
СОСТОЯНИЯ ВОПРОСА, ЦЕЛЬ И ЗАДАЧИ РАБОТЫ
В настоящее время в процессе эксплуатации сушильных барабанов происходит
загрязнение их бандаже, что требует их ремонта: обработка бандажей с помощью
болгарок, шлифмашинок, или демонтаж самого барабана - это процесс очень
трудоёмкий вредный для здоровья и затратный.
Поэтому целью ВКР является модернизация устройства для обработки бандажей
сушильного барабана.
В рамках проекта нужно решить следующие задачи:
расчет и проект привода сушильного барабана;
рассчитать и спроектировать раму привода механизма вращения барабана;
разработать гидропривод перемещения резца устройства для обработки
бандажей сушильного барабана;
спроектировать и рассчитать шлицевую протяжку;
разработка технологического процесса изготовления втулки;
- спроектировать общий вид сушильного барабана с устройством для
обработки бандажей.
2.
ПРОЕКТИРОВАНИЕ И РАСЧЕТ ПРИВОДА МЕХАНИЗМА ВРАЩЕНИЯ СУШИЛЬНОГО БАРАБАНА
2.1 Описание конструкции, назначения и принципа действия
исполнительной машины
Привод барабана осуществляется от электродвигателя посредством редуктора
и соединительных муфт. Кинематическая схема привода изображена на рисунке 1.
Назначение исполнительной машины - для сушки флотационного концентрата в
условиях коксохимического производства.
Техническое задание:
Частота вращения барабана n =
4,7 об/мин.
Частота вращения приводного вала n пр = 31,3 об/мин.
Передаваемая мощность Р = 45 000 Вт
Передаточное отношение венцовой зубчатой пары i = 6,75.
Dзуб.бар.
= 3900 мм; Dзуб.рп.вала = 580 мм.
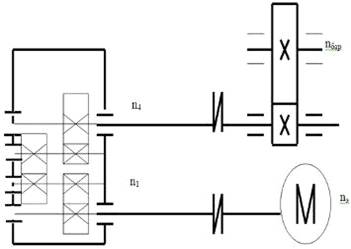
Рисунок 1 - Кинематическая схема привода
2.2 Энергокинематический расчет привода
.2.1 Выбор двигателя. Кинематический расчет привода
В состав привода барабана входят электродвигатель, две зубчатых муфты, трехступенчатый
цилиндрический редуктор.
Определение КПД привода:
 , (1)
, (1)
где
 =
= = 0,963 · 0,994 = 0,85 КПД трехступенчатого
цилиндрического редуктора;
= 0,963 · 0,994 = 0,85 КПД трехступенчатого
цилиндрического редуктора;
 =
0,96…0,98;
=
0,96…0,98;
 =
0,98…0,99 КПД муфты;
=
0,98…0,99 КПД муфты;
 = 0,99
…0,995 КПД пары подшипников качения [12];
= 0,99
…0,995 КПД пары подшипников качения [12];
 = 0,85 ·
0,992 = 0,83.
= 0,85 ·
0,992 = 0,83.
Окружная
скорость приводного вала, 
 (2)
(2)
Угловая скорость приводного вала, с-1
 с-1 (3)
с-1 (3)
Передаваемый момент, Н·м
 Н
Н (4)
(4)
Окружное
усилие, Н
 Н (5)
Н (5)
Требуемая
мощность электродвигателя, кВт
 Вт =
54,21 кВт (6)
Вт =
54,21 кВт (6)
Номинальная мощность электродвигателя Р ном = 55 кВт.
Наиболее предпочтительным является двигатель 4А250М6 номинальной мощности
Р ном = 55,0 кВт, номинальной частоты вращения Nном = 987 об/мин (с учетом s = 1,3), диаметр выходного вала d = 65 мм [1]
Передаточное отношение привода.
 (7)
(7)
Передаточное отношение редуктора (Uртрехступенчатого = 31,5…160, предельные значения -25…250)
 , (8)
, (8)
где Uз.п. - (венцовая зубчатая пара) = 6,75
2.2.2 Энергетический расчет привода
Угловые скорости и частоты вращения на валах
Угловая скорость и частота вращения и электродвигателя nэ = 987 мин-1
 с-1 (9)
с-1 (9)
Угловая
скорость и частота вращения быстроходного вала редуктора n1 =
987 мин-1,  с-1
с-1
Угловая
скорость и частота вращения тихоходного вала редуктора
n4 = мин-1
(10)
мин-1
(10)
 =3,28 с-1
(11)
=3,28 с-1
(11)
Частота вращения и угловая скорость барабана
 мин-1
(12)
мин-1
(12)
 с-1 (13)
с-1 (13)
Мощности на валах
Мощность электродвигателя, кВт: Рном = 55 кВт.
Мощность на быстроходном валу редуктора, кВт:
Р1 = Рном · м = 55 ·
0,99 = 54,45 кВт (14)
Мощность на тихоходном валу редуктора, кВт:
Р4
= Р1 ·ред =
54,45 · 0,83 = 45,19 кВт (15)
Мощность барабана, кВт:
Рбар.
= Р4 · м ·  ·венц.
пары (16)
·венц.
пары (16)
Р бар = 45,19 · 0,99 ·0,98· 0,97 = 42,52 кВт
Вращающие моменты на валах, Н·м.
Вращающий момент на выходном валу электродвигателя, Н·м:
 Н·м (17)
Н·м (17)
Вращающий момент на быстроходном валу редуктора, Н·м:
Т1 =  · Н·м
(18)
· Н·м
(18)
Вращающий момент на тихоходном валу редуктора, Н·м:
Т4 = Н·м (19)
Н·м (19)
Вращающий момент барабана, Н·м [32]:
Т
бар =  Н·м
(20)
Н·м
(20)
2.2.3 Подбор стандартного редуктора
На основании расчетов выбираем стандартный редуктор горизонтальный
цилиндрический трехступенчатый серии 1 ЦЗУ-355-31,5-11-М-УЗ с передаточным
числом uред = 31,5, диаметр выходной ступени
быстроходного вала dБ = 65 мм,
диаметр выходной ступени тихоходного вала dТ =110 мм. [1]
2.2.4 Расчет открытой зубчатой передачи
Исходные данные:
U =
6,75;
n1 =
4,7 об/мин;
n2 =
31,33 об/мин;
Т2 = 88583,3Н· м.
Материал зубчатых колес - чугун СЧ 28, предел прочности при растяжении
240 н/мм2, поверхность твердости зубьев HB = 180-190 рисунок 2.
Рисунок 2 - График нагрузки
Ксут = 0,1, Кгод = 0,8, L = 3
года
Допускаемые контактные напряжения
 , (21)
, (21)
где HBmin - минимальное значение твердости
поверхности зубьев.
 МПа
МПа
В
качестве расчетного значения принимаем допускаемое контактное напряжение  МПа.
МПа.
Допускаемое
напряжение изгиба:
 МПа (22)
МПа (22)
Определение межосевого расстояния:
 , мм (23)
, мм (23)
где ze - показатель, который учитывает
суммарную длину контактных линий;
Т2 - номинальный крутящий момент на валу колеса рассчитываемой передачи,
Н·м;
 = 0,1 -
показатель ширины зубчатых колес передачи;
= 0,1 -
показатель ширины зубчатых колес передачи;
Кнa = 1 - коэффициент, учитывающий
распределение нагрузки между зубьями, прямозубой передачи;
Кнв = 1 - значение коэффициента после приработки зубьев;
Кнv = 1 - коэффициент, учитывающий
динамическую нагрузку в зацеплении.
 , (24)
, (24)
где
Е =1,6 - коэффициент торцового перекрытия.
=1,6 - коэффициент торцового перекрытия.

Принимаем
по ГОСТ 2185-66 aw = 2240 мм
Рабочая
ширина венца
Рабочая
ширина колеса:
b2м =  в а
в а = 0,1 · 2240 = 224 мм (25)
= 0,1 · 2240 = 224 мм (25)
Рабочая ширина шестерни b1 = b2 + (2…4) = 227мм
Модуль передачи:
m = (0,01…0,02) · aw =
22,4…44,8 мм (26)
принимаем m = 25 мм
Суммарное количество зубьев:
 (27)
(27)
Количество зубьев колеса и шестерни:
 (28)
(28)
Z2= (29)
(29)
Фактическое передаточное число:
 (30)
(30)
Геометрические параметры передачи
Диаметры делительных окружностей:
 мм (31)
мм (31)
 мм (32)
мм (32)
Проверка:
d1 + d2 = 2  aw (33)
aw (33)
 4480
4480
Диаметры
вершин зубьев:
 мм, (34)
мм, (34)
 мм (35)
мм (35)
Диаметры окружностей впадин:
 мм, (36)
мм, (36)
 мм (37)
мм (37)
Окружная скорость колес, м/с:
 =
= м/с (38)
м/с (38)
Проверка передачи на контактную выносливость:
 , (39)
, (39)
 Мпа
Мпа
,2
 295,5 - условие верно [22].
295,5 - условие верно [22].
Проверка
зубьев на изгибную выносливость
Напряжение
в опасном сечении зуба колеса:
 , (40)
, (40)
где KFβ - показатель, который учитывает планирование
производительности по ширине венца,
KFα - показатель, который учитывает
планирование производительности между зубьями,
Yβ - показатель, который учитывает наклон зуба;  =1 (для прямозубых передач),
=1 (для прямозубых передач),
YF2 -
показатель, который учитывает форму зуба колеса.
 МПа
МПа
Силы,
действующие в зацеплении
Окружная
сила
 , Н, (41)
, Н, (41)
 Н,
Н,
Радиальная
сила:
 Н, (42)
Н, (42)
где
 угол профиля зубьев,
угол профиля зубьев, 
2.2.5 Ориентировочный расчет и конструирование приводного вала
.2.5.1 Выбор материала приводного вала
В качестве материала выбираем сталь 35, улучшение + нормализация,
твердость 179…207НВ.
Средняя твердость:
НВ1
= 0,5 · (179 + 207) = 193
Предел прочности:
 в = 600
Н/мм2
в = 600
Н/мм2
Предел
текучести:
 т = 320
Н/мм2
т = 320
Н/мм2
Предел
выносливости: -1 = 380Н/мм2.
2.2.5.2 Расчет и конструирование приводного вала рабочей машины
Первая ступень под полумуфту, мм:
диаметр ступени, мм:
 мм, (43)
мм, (43)
где
 = 20…25 Н/мм2
= 20…25 Н/мм2
 мм
мм
Получаем
d1 =140 мм по нормальными линейным размерам (ГОСТ
6636-78). Подбираем зубчатую муфту по ГОСТ 5006-81 по справочной литературе
[20].
№
12,  ,
, 
 = 182,5
+ 60
= 182,5
+ 60 мм (44)
мм (44)
В соответствие с условиями компоновки принимаем длину первой ступени
приводного вала L1 =245 мм.
Ступень вала под крышки с уплотнениями и подшипник выбираем исходя из
эскизной компоновки, представленной на рисунке 3.
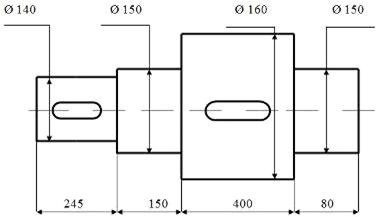
Рисунок 3 - Эскиз приводного вала
Проверочный расчет.
Определим опасное сечение вала. Представим вал как статически определимую
балку, лежащую на двух опорах, нагруженную внешними силами. Действие всех
внешних сил приводим к двум взаимно перпендикулярным плоскостям (горизонтальной
и вертикальной) и найдем реакции опор. Схема нагружения приводного вала
изображена на рисунке 4.
На муфте:
 , Н, (45)
, Н, (45)
 250·23,973=5993,3
Н
250·23,973=5993,3
Н
Ft = 45427,3 H
Fr = 16535,5 H
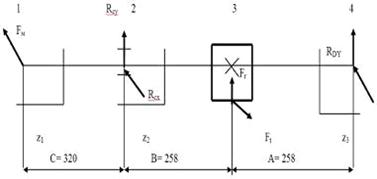
Рисунок
4 - Схема нагружения приводного вала
Определим
длины участков быстроходного вала:
 м
м

Вертикальная плоскость:
 (46)
(46)
 (47)
(47)
 Н
Н
 (48)
(48)
 Н (49)
Н (49)
Выполним проверку:
 (50)
(50)

Изгибающие моменты в вертикальной плоскости.


 Н∙м,
(51)
Н∙м,
(51)
 Н∙м,
(52)
Н∙м,
(52)
Горизонтальная плоскость:
 , (53)
, (53)
 (54)
(54)
 Н,
Н,
 (55)
(55)
 , (56)
, (56)
 Н
Н
Выполним
проверку:
 (57)
(57)

Изгибающие моменты в горизонтальной плоскости.

 Н∙м,
(58)
Н∙м,
(58)
 Н∙м
Н∙м
 Н∙м
Н∙м
Суммарные изгибающие моменты:
 , Н∙м,
(59)
, Н∙м,
(59)
 Н∙м,
Н∙м,
 Н∙м
Н∙м
Крутящий
момент.
 Н∙м
Н∙м
Приведенные
моменты по 3 гипотезе прочности.
 , Н∙м,
(60)
, Н∙м,
(60)
где
 - коэффициент, учитывающий различие в характеристиках
циклов напряжений изгиба и кручения, для реверсивной передачи
- коэффициент, учитывающий различие в характеристиках
циклов напряжений изгиба и кручения, для реверсивной передачи  [20]
[20]
 Н∙м,
Н∙м,
 Н∙м,
Н∙м,
 Н, (61)
Н, (61)
 (62)
(62)
2.2.5.3 Предварительный выбор подшипников
Остановим выбор на виде подшипника в связи с определенными условиями
эксплуатации. Важные запросы к опорам приводного вала: жесткость, высокая
грузоподъемность, умение передавать большие мощности, незначительная окружная
скорость, умение рассматривать радиальные нагрузки. Согласно всех перечисленных
спросам к опорам, лучшим вариантом является роликовый подшипник радиальный
сферический двухрядный.
По посадочному диаметру (d = 150мм) подбираем марку и условное
обозначение подшипника.
Выбранный роликоподшипник радиальный сферический двухрядный марки N3530Н ГОСТ 27365 - 87.
В таблице 1 представлена техническая характеристика подшипника.
Таблица 1- Техническая характеристика подшипника
|
Вал
|
Типоразмер
|
 мм мм
|
|
Со стороны муфты
|
3530
|
150х270х73
|
|
Со стороны глухой крышки
|
3530
|
150х270х73
|
С = 730 кН, C0=1040 кН, n max=1500 м/с
2.2.5.4 Проверочный расчет подшипников
Пригодность
подшипников определяется сопоставлением расчетной динамической грузоподъемности
 с базовой Cr и базовой долговечности
с базовой Cr и базовой долговечности  с
требуемой
с
требуемой (со сроком службы) согласно условиям:
(со сроком службы) согласно условиям:
 ,
,

Базовой
динамической грузоподъемностью подшипника  называется
величина постоянной радиальной нагрузки, которую подшипник усваивает при
базовой долговечности, равный
называется
величина постоянной радиальной нагрузки, которую подшипник усваивает при
базовой долговечности, равный  оборотов
внутреннего кольца.
оборотов
внутреннего кольца.
По следующей формуле определяется расчетная динамическая
грузоподъемность:
 , (63)
, (63)
где
 -динамическая эквивалентная нагрузка,
-динамическая эквивалентная нагрузка,
 -
скорость угловая данного вала, - коэффициент разряда, для шариковых
подшипников
-
скорость угловая данного вала, - коэффициент разряда, для шариковых
подшипников  .
.
Базовая долговечность:
 (64)
(64)
Для нашего привода срок службы подшипников составляет:

На
приводном валу
Проверяем
пригодность подшипника N3530Н (роликового радиального сферического
двухрядного,  , выбранного по ГОСТ 27365-87).
, выбранного по ГОСТ 27365-87).
Подшипник
установлен враспор.
Максимальная
суммарная опорная реакция подшипников.
 , Н, (65)
, Н, (65)
Наибольшая
реакция опоры:  Н
Н
Отношение:
 (66)
(66)
Определим
коэффициенты осевой нагрузки Y и влияния осевого нагружения ее по отношению: 
 ,
, 
С
учетом  формула определения эквивалентной динамической
нагрузки:
формула определения эквивалентной динамической
нагрузки:
 Н, (67)
Н, (67)
где
V - показатель вращения, при вращающемся внутреннем
кольце подшипника,  ;
;
 -
коэффициент безопасности,
-
коэффициент безопасности,  ;
;
 -
температурный коэффициент, при рабочей температуре до
-
температурный коэффициент, при рабочей температуре до  ;
; 
 Н,
Н,
Вычислим
динамическую грузоподъемность по формуле:
 Н,
Н,
Базовую
долговечность найдем по формуле:

Условие
выполняется. Подшипник пригоден.
2.2.5.5 Расчет шпоночных соединений
На приводном валу под полумуфту
Проверим соединение выходной конец вала под полумуфту.
Призматическая шпонка - Сталь 45,
Самое слабое звено - шпонка.
Условие прочности на смятие:
 , (68)
, (68)
 , (69)
, (69)
где
 - площадь смятия
- площадь смятия
h - высота шпонки,  мм
мм
l - длина
шпонки,  мм
мм
b - ширина
шпонки,  мм
мм
 Н,
Н,
 -
разрешенное напряжение смятия,
-
разрешенное напряжение смятия,  МПа.
МПа.
 Мпа
Мпа
 -
условие выполняется.
-
условие выполняется.
Критерий прочности на срез:
 , МПа,
(70)
, МПа,
(70)
где
 - площадь среза.
- площадь среза.
 , (71)
, (71)

 -
разрешенное напряжение среза,
-
разрешенное напряжение среза,  МПа
МПа
 МПа
МПа
 -
условие выполняется.
-
условие выполняется.
На
приводном валу под шестерню
Проверим
на прочность вал под шестерню.
Призматическая
шпонка - Сталь 45,
Расчет
ведем по слабому звену соединения - шпонке.
Условие прочности на смятие:
 , МПа, (72)
, МПа, (72)
, (73)
где Aсм- площадь смятия,
h - высота
шпонки,  мм,
мм,
l - длина шпонки,  мм,
мм,
b - ширина
шпонки,  мм.
мм.
 Н
Н

-
разрешенное напряжение смятия, Мпа
 Мпа
Мпа
-
условие выполняется.
Критерий
прочности на срез:
 , МПа,
(74)
, МПа,
(74)
где
- площадь среза.
 (75)
(75)

 -
разрешенное напряжение среза, МПа
-
разрешенное напряжение среза, МПа
 Мпа
Мпа
 -
условие выполняется.
-
условие выполняется.
2.2.6 Проверочный расчет приводного вала
Делают проверочный расчет валов на прочность, принимая к сведению
совместное действие кручения и изгиба. Данный расчет отражает разновидности
цикла напряжений изгиба, кручения, усталостные характеристики материала,
размеры, форму и состояние поверхности валов.
Цель данного расчета - высчитывание показателей запаса прочности в самом
ненадежном сечении вала и сопоставление его с разрешенным показателем запаса
прочности:
 , где S -
суммарный показатель запаса прочности в ненадежном сечении вала;
, где S -
суммарный показатель запаса прочности в ненадежном сечении вала;
 = 1,6…2,1
- разрешенный показатель запаса прочности.
= 1,6…2,1
- разрешенный показатель запаса прочности.
Ненадежными
сечениями вала являются сечения у торцов подшипников, где концентраторами
напряжений являются канавка с галтелью и посадка внутреннего кольца с натягом,
т.е. 2 и 3 сечения вала, указанные на схеме нагружения.
Нормальные
напряжения в ненадежных сечениях вала модифицируются по симметричному циклу и
определяются по формуле, Н/мм2:
 (76)
(76)
где М = М2 = М3 - общий изгибающий момент в данном сечении приводного
вала, Н · м;
WНЕТТО
- продольный момент сопротивления сечения вала, мм3.
W2НЕТТО = W3НЕТТО = 0,1 · d23 = 0,1 · 1603 =
409600 мм3, (77)
где d2 = 160 мм.
Следовательно,
 Н/мм2
Н/мм2
Касательные напряжения модифицируются по отнулевому циклу и определяются:
 , (78)
, (78)
где Тпр = 13777 Н·м - вращающий момент на приводном валу;
WρHETTO - полярный момент инерции
сопротивления сечения вала, мм3.
 = 0,2 · d23
(79)
= 0,2 · d23
(79)
 Н/мм2
Н/мм2
Потому
как напряжения изгиба и кручения в обоих сечениях вала одинаковы, то дальнейший
расчет ведем только для 2 сечения вала.
Вычисляется
по следующей формуле показатель концентрации касательных напряжений в расчетном
сечении вала:
 , (80)
, (80)
 (81)
(81)
Определяем границы устойчивости в расчетном сечении вала по стандартным и
касательным напряжениям, Н/мм2:
 = 410
Н/мм2 - предел выносливости на изгиб.
= 410
Н/мм2 - предел выносливости на изгиб.
 Н/мм2,
(82)
Н/мм2,
(82)
 МПа (83)
МПа (83)
Вычисляем
показатель запаса прочности по стандартным и касательным напряжениям:
 , (84)
, (84)
 , (85)
, (85)
Определяем номинальный показатель запаса прочности:
 (86)
(86)
Условие
прочности , где
, где  = 1,6…2,1
- это предполагаемый показатель запаса прочности. Потому как 7,33
= 1,6…2,1
- это предполагаемый показатель запаса прочности. Потому как 7,33 1,6, следовательно, выполняется условие прочности.
Прочность опасного сечения вала обеспечена.
1,6, следовательно, выполняется условие прочности.
Прочность опасного сечения вала обеспечена.
2.2.7 Подбор и проверочный расчет муфт
В механизме привода используются две соединительные муфты - для
соединения вала электродвигателя с быстроходным валом редуктора и для
соединения тихоходного вала редуктора с приводным валом рабочей машины.
Произведем выбор муфт по главному диаметру связанных валов и вычисленному
моменту ТР, который должен находится в рамках номинального. В качестве муфты
для соединения вала электродвигателя с быстроходным валом редуктора выбираем
упругую втулочно-пальцевую муфту МУВП по ГОСТ 21424-93.
Муфта упругая втулочно-пальцевая 2000-65 ГОСТ 21424-93[20].
Техническое описание муфты: посадочный диаметр d = 45…50 мм (по валу электродвигателя и редуктора); наружный
диаметр D = 250 мм; максимальный момент [Tmax] = 2000 Н · м; угловая скорость не
более 38 с-1; радиальное смещение - 0,4 мм, угловое смещение - 1о. Тип муфты - I (с цилиндрическим посадочным
отверстием).
Расчетный момент муфты упругой втулочно - пальцевой 2000 - 65 ГОСТ 21424
- 93, Н·м:
Тр
= Кр · ТЭ/Д  [Tmax], (87)
[Tmax], (87)
где ТЭ/Д = 527,1 Н·м - вращающий момент на валу электродвигателя,
Н·м,
Кр
= 2,0 - коэффициент режима нагрузки муфты.
Следовательно,
Тр = 2,0 · 527,1 = 1054,2 Н/мм2 [Tmax].
Для
соединения тихоходного вала редуктора с приводным валом рабочей машины выбираем
муфту зубчатую ГОСТ 5006 - 94 [1].
Муфта
МЗ-50000-110-1 ГОСТ 5006-94.
Техническое
описание: диаметр посадочный d = 140 мм, диаметр наружный D = 490 мм;
частота вращения не более 1400 об/мин. Тип муфты - I (с
цилиндрическим посадочным отверстием). Расчетный момент муфты 1 - 50000-110-1
ГОСТ 5006-94.
Тр
= 2,0 · 13904,6 = 27809,2 Н/мм2 [Tmax] [27].
3.
ПРОЕКТИРОВАНИЕ И РАСЧЕТ РАМЫ ПРИВОДА МЕХАНИЗМА ВРАЩЕНИЯ БАРАБАНА
3.1 Разработка рамы привода аппарата для сушки флотационного
концентрата
Привод состоит из следующих компонентов:
электродвигатель типа 4А250М6 N=55 кВт, n= 1000 мин-1;
редуктор типа ЩЗУ-400-31,5-11-Ц-УЗ;
приводная шестерня в опорах;
соединительная муфта электродвигатель - редуктор;
соединительная муфта редуктор - приводная звездочка.
Привод должен быть расположен на жесткой раме, иметь защитные кожуха для
обеспечения безопасности и обеспечивать беспрепятственный доступ к узлам во
время обслуживания.
На рисунке 5 показана кинематическая схема привода.
Рисунок 5 - Кинематическая схема привода:
- электродвигатель; 2 - муфта зубчатая; 3 - редуктор; 4 - муфта зубчатая;
5 - приводная шестерня; 6 - опоры приводной шестерни
3.2 Требования к раме привода
При изменении приводов, которые состоят из редуктора и электродвигателя
обязаны быть соблюдены некоторые требования точности относительного
расположения узлов. Для чего узлы привода располагают на сварных или литых
рамах.
При небольшом производстве экономически выгоднее использовать рамы,
которые сварены из деталей сортового проката: листов, швеллеров, полос,
уголков. При крупносерийном производстве выгоднее применять литые плиты. В
отдельных случаях выбор плиты или рамы определяет конструкция машины и
требования точности. В нашем случае наиболее подходит сварная рама привода, как
наиболее выгодная при малом производстве.
Особое внимание следует уделить безопасности привода в целом при проектировании
рамы. На раме следует предусмотреть места установки защитных кожухов и иных
вспомогательных элементов, как например конечных выключателей и средств
автоматики. Также в крупных приводах следует учесть возможность установки на
раму перильного ограждения с блокировочными цепями, для предотвращения
проникновения в зону привода людей во время его работы.
Конструкция рамы должна предусматривать легкий доступ к крепежным болтам
узлов и агрегатов привода для надежной затяжки креплений [1].
3.3 Конструирование рамы привода
Конструкция и размеры рамы привода определяются типом электродвигателя и
редуктора, а так же вспомогательных элементов, рассмотренных выше.
В приводе используется асинхронный двигатель серии 4А общего применения
типа 4А250М6. Габаритные и установочные размеры электродвигателя показаны на
рисунке 6, а их значения в таблице 2. Электродвигатель крепится к раме с
помощью лап.
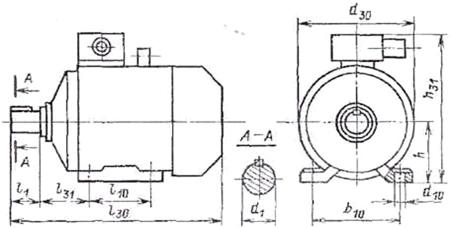
Рисунок 6 - Габаритные и установочные размеры электродвигателя
Таблица 2 - Габаритные и установочные размеры электродвигателя
|
Габаритные размеры, мм
|
Присоединительные и
установочные размеры, мм
|
|
130
|
h31
|
d30
|
l1
|
110
|
l31
|
d1
|
d10
|
b10
|
h
|
|
955
|
640
|
554
|
140
|
369
|
148
|
75
|
24
|
406
|
250
|
В качестве редуктора в приводе используется трехступенчатый редуктор
общего применения типа 1ЦЗУ-355-31,5-11-Ц-УЗ. Габаритные и установочные размеры
электродвигателя показаны на рисунке 7, а их значения в таблице 3.
Рисунок 7 - Габаритные и установочные размеры редуктора
Таблица 3 - Габаритные и установочные размеры редуктора
|
AwT
|
AwП
|
AwБ
|
В
|
В1
|
В2
|
Н
|
Н1
|
h
|
L
|
L1
|
L2
|
L3
|
L4
|
L5
|
|
355
|
225
|
140
|
435
|
280
|
360
|
726
|
375
|
35
|
1260
|
475
|
250
|
402
|
300
|
360
|
Рассчитаем размеры установочных платиков. Для расчета воспользуемся
методикой, представленной в [17].
Ширина установочных платиков:
С ≈ bэ (bp)+2C0, мм, (88)
где bэ (bp) - ширина опорных поверхностей электродвигателя
(редуктора), мм.
Длина установочных платиков:
L ≈ Lэ (Lp)+2C0, мм, (89)
где Lэ (Lp) - длина опорных поверхностей электродвигателя (редуктора),
мм.
Величина C0 зависит от ширины опорных поверхностей и равна:
C0 ≈ 2(0,05 bэ (bp) + 1), мм, (90)
где bэ (bp) - ширина опорных поверхностей электродвигателя (редуктора),
мм.
Размеры платиков для электродвигателя (b = 60 мм, l = 420 мм):
С0 ≈ 2(0,05·60 + 1) = 8,
С =
60 + 2 · 8 = 76 L = 420 + 2 · 8 = 436
Исходя из расчетов принимаем минимальные размеры платиков под
электродвигатель С = 80 мм, L = 440 мм.
Размеры платиков для редуктора (b = 90 мм, l = 1255 мм):
С0
≈ 2(0,05 · 90 + 1) = 11,
С
= 90 + 2·11 = 112,
L
= 1255 + 2·11 = 1277
Исходя из расчетов принимаем минимальные размеры платиков под редуктор С
= 115 мм, длину L = 1280 мм.
Основание рамы проектируем с использование швеллеров №100 по ГОСТ 8240-97
имеющий ширину полки 46 мм. Швеллера привариваем к общему опорному листу
толщиной 10 мм вырезанному в размер рамы. Такая конструкция обеспечивает
высокую жесткость рамы и требуемую высоту по центрам привода для установки в
агрегат. Материал швеллеров и опорного листа сталь ВСтЗсп ГОСТ 380-2000.
Приварку швеллеров для экономии электродов привариваем шахматным швом с двух
сторон, что не уменьшит прочность рамы, т.к. поверхность сварных швов
достаточно большая.
Все швеллера по длине упрочняем распорками между полками швеллеров для
придания большей жесткости конструкции, особенно в местах отверстий для
фундаментных болтов. Между швеллерами в местах крепления редуктора
предусматриваем также соединительные распорки.
Отверстия под фундаментные болты сверлим после приварки швеллеров к раме.
Редуктор привода устанавливаем непосредственно на опорный лист. Для
удобства крепления редуктора болтами рядом с установочными отверстиями
выполняем прямоугольные отверстия для доступа к ним снизу.
Для электродвигателя с местом под установку кожух муфты выполняем
отдельную конструкцию в виде готового узла и привариваем ее к опорному листу
сплошным швом по контуру швеллеров рамы электродвигателя.
Для установки приводной шестерни выполняем две стойки под опоры шестерни
и также сплошным швом по конуру стоек привариваем их к опорному листу. Между
редуктором и стоками под шестерню устанавливаем две стойки для крепления
соединяющей их муфты.
Сварку всех элементов производим с помощью ручной электродуговой сварки
электродами типа Э-42А по ГОСТ 9467-95.
Эскиз рамы привода представлен на рисунке 8, а чертеж в графической
части.
Крепить раму будем к бетонному основанию с помощью анкерных болтов. Для
чего выполним расчет требуемого диаметра анкерных болтов.
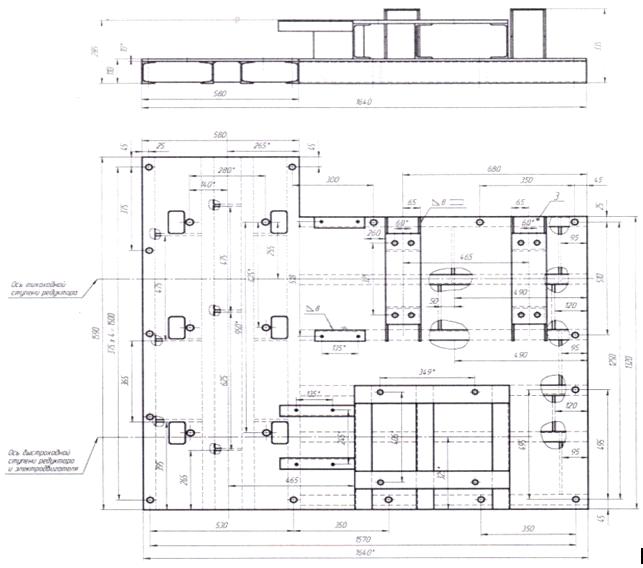
Рисунок 8 - Эскиз рамы привода
3.4 Расчет анкерных болтов
Для расчета воспользуемся методикой подбора числа и диаметра
фундаментальных болтов представленной в [17]. Число болтов определяют, как
частное от деления периметра опорной поверхности на средний шаг расположения
болтов. Практически это tср =
300…3000 мм в зависимости от размеров плиты. Нижние значения ограничиваются
возможностью размещения колодцев в фундаменте, а верхние - условиями
равномерности прижатия плиты к фундаменту.
z = L/ tср, мм, (91)
где L - длина периметра плиты, мм
tср
- средний шаг фундаментальных болтов (анкеров), мм.
Полученное число z
согласуют с конструкцией плиты, на которой намечают расположение болтов. При
этом могут быть допущены отклонения шага в ту или другую сторону.
Исходя из габаритов рамы принимаем tср = 540 мм.
z =
(1590 + 580 + 270 + 1060 + 1320 + 1640)/450 = 14,3
Принимаем число фундаментальных болтов z = 15 шт.
Исходя из конструкции рамы привода, откорректируем расстояние между
анкерными болтами по конструктивным соображениям.
Для определения диаметров болтов рассчитаем необходимую силу затяжки
одного болта:
P = F[σсм]/z ≤ [P], кг/см2, (92)
где F - площадь стыка, мм
[σсм] - допускаемое напряжение смятия
для бетона, кг/см2
[P] - допускаемая статическая нагрузка
болтов из Ст.3, кг/см2
В нашем случае рама опирается на бетон нижней полкой швеллера №100,
ширина которой 46 мм. Соответственной площадь стыка будет равна:
F = (2b + 2l - 4h)h, см2, (93)
где b, l - ширина, длина рамы, см;
h -
ширина полки швеллера, см.
F = (159
+ 58 + 27 + 106 + 132 + 164)·4,6 = 2971,6 см2
С учетом неравномерного распределения напряжения по стыку вследствие
деформации опорной поверхности допускаемое напряжение смятие для бетона [σсм] = 5…15 кг/см2 [17].
Р =
(2971,6·10)/15 = 1981,4 кг (19478 Н)
По таблице 12.1 [17] определяем требуемый диаметр анкерного болта:
d =24
мм с допускаемым [P] = 2400 кг
(23520 Н).
По справочнику [1] выбираем тип фундаментального болта:
Болт 1.2 М24 х 500 ВСт3пс2 ГОСТ 24379.1-80.
4. РАЗРАБОТКА
ГИДРОПРИВОДА ПЕРЕМЕЩЕНИЯ РЕЗЦА ДЛЯ ОЧИСТКИ БАНДАЖЕЙ БАРАБАНА
4.1 Расчёт и выбор исполнительного гидроцилиндра
.1.1 Нагрузочные характеристики гидропривода
В работе разрабатывается гидропривод перемещения резца для очистки
бандажей барабана.
Основные параметры гидропривода:
Ход цилиндра м, 0.6;
Скорость рабочего хода, м/с 0.022;
Скорость быстрого хода, м/с 0.08;
Число цилиндров шт, 1;
Усилие на штоке гидроцилиндра Н, 6000.
4.1.2 Расчет исполнительного гидродвигателя
Для этой конструкции нужен поршневой гидроцилиндр с односторонним штоком
двухстороннего действия. Ход поршня в соответствии с ГОСТ 6540-78 принимаем
равным 600 мм.
Вычисляем диаметр поршня гидроцилиндра:
 (94)
(94)
где:
Rmaх - усилие осевое, Н;
Р1
и Р2 - давление соответствующего в сливной и напорной областях гидроцилиндра,
МПа;
Ψ1 и Ψ2
- учитываем с помощью выбранного
устройства гидроцилиндра. Для цилиндра с односторонним штоком ψ1 равно 0 и ψ2 равно  = 0,71 [14].
= 0,71 [14].
Принимаем
давление Р1 в напорной линии гидроцилиндра в соответствии с рекомендациями [14]
равным Р1 = 2/3p = 2/3 · 6,3 = 4,2 МПа.
Противодавление
в сливной области цилиндра, в соответствии с рекомендациями [14] и применяемого
давления в гидросистеме, получим Р2 = 0,6 МПа.

По
рассчитанному показанию D из источника [19] принимается стандартный
гидроцилиндр с диаметром поршня Dст> D
Dст = 50 мм
Получим
диаметр штока:  мм
мм
По
источнику [19] выберем стандартное показание, расположенное ближе к
рассчитанному: dст = 36 мм
По
допускаемым значениям выбираем стандартный гидроцилиндр:
-50х36х600
УХЛ4 ОСТ2 Г52-1-86
-
цилиндр гидравлический с односторонним штоком;
-
исполнение без торможения;
-
уплотнения поршневыми кольцами;
-
поршневой диаметр, мм;
-
диаметр штока, мм;
-
ход штока, мм;
УХЛ4
- исполнение климатическое.
Обследуем
гидроцилиндр на условие устойчивости по номограмме 10.3 [19]. Откуда видно, что
гидроцилиндр проверку прошел.
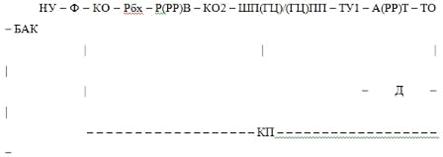
4.2 Составление принципиальной схемы гидропривода
Гидравлическая схема привода изображена на рисунке 9. Гидропривод
состоит:
НУ - насосная установка;
Ф - фильтр;
КП - клапан предохранительный;
КО, КО2, КО3 - клапана обратные;
Д - дроссель;
РР - распределитель направления движения ГЦ реверсивный;
Рбх - распределитель быстрых ходов;
ТУ1, ТУ2 - тормозные устройства (распределители торможения);
ТО - теплообменник, для охлаждения масла;
ГЦ - гидроцилиндр.
Насосная установка НУ создает давление рабочей жидкости в гидросистеме.
Фильтр Ф фильтрует рабочую жидкость. Предохранительный клапан КП служит для
защиты системы от перегруженности. Клапан обратный КО избавляет от обратного
тока жидкости к насосной установке. Дроссель Д служит для регулирования
скорости движения выходного звена ГЦ. Реверсивный распределитель РР (схема №14
по справочнику [27]) перенаправляет потоки жидкости в поршневую или штоковую
полость ГЦ, тем самым меняя направление движения ГЦ. Распределители ТУ1, ТУ2 и
обратные клапаны КО1, КО2 служат для торможения хода штока в конечных
положениях. Теплообменник ТО охлаждает рабочую жидкость.
Схема движения жидкости в положении СТОП:
Электромагниты ЭМ1, ЭМ2, ЭМ3 отключены.
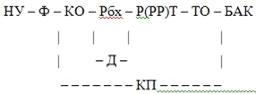
Схема движения жидкости при выдвижении штока (быстрый подвод БП):
Электромагнит ЭМ1 включен, электромагниты ЭМ2, ЭМ3 отключены.
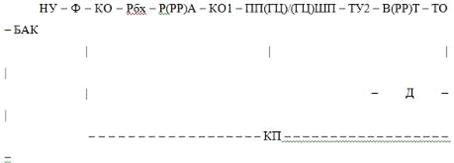
Схема движения жидкости при выдвижении штока (рабочий ход РХ):
Электромагниты ЭМ1, ЭМ3 включены, электромагнит ЭМ2 отключен.
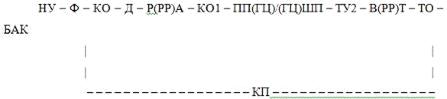
Схема движения жидкости при втягивании штока (быстрый отвод БО):
Электромагнит ЭМ2 включен, электромагниты ЭМ1, ЭМ3 отключены.
Торможение
При торможении в зависимости от направления движения в конце хода
срабатывают распределители ТУ1 или ТУ2. Слив из полости противоположной
движению прекращается, и шток останавливается.
Рисунок 9 - Схема гидропривода
4.3 Выбор и расчёт насосной установки
Подбор насосной установки выполняется из наибольшего давления и расхода
жидкости. Рассчитаем объёмы жидкости, которые необходимы для питания
гидроцилиндра в зависимости от цикла.
QБП =VБП
 F1ст, м3/ с, (95)
F1ст, м3/ с, (95)
QРХ =VРХ
 F1ст, м3/ с, (96)
F1ст, м3/ с, (96)
QБО = VБО
F2ст, м3/ с,
(97)
где:
F1ст и F2ст. - результативные площади гидроцилиндра в штоковой
и поршневой, м2;
VБП, VРХ, VБО -
скорости быстрого подвода, рабочего хода и быстрого отвода соответственно, м/с.
Площадь
в поршневой полости ГЦ:
 , м2,
(98)
, м2,
(98)
 м2
м2
Площадь
в штоковой полости ГЦ:
 , м2,
(99)
, м2,
(99)
 м2
м2
Отсюда
расходы:
QБП = 0,08 · 0,00196 = 0,000157 м3/ с (9,4 л/мин),
QРХ = 0,022 · 0,00196 = 0,000043 м3/ с (2,8 л/мин),
QБО = 0,08 · 0,00095 = 0.000076 м3/ с (4,6 л/мин),
Выбираем
наибольшее значение из рассчитанных показаний.
Подача
насоса номинальная должна быть выше QБП:
Qн
> QБП
Рассчитываем
по формуле значение необходимого давления на выходе из насоса:
Рн=Р1+ΔРн, МПа,
(100)
где:
Δрн - общие потери давления в линии, которая соединяет
гидроцилиндр с насосом.
Потери
давления определяем только после создания гидропривода. Следовательно, заранее
производим выбор насосной установки. Примем:
 МПа
МПа
В
качестве насосного агрегата выбираем из справочника [19] насос стандартный
однопоточный типа пластинчатый НПл 12.5/6.3 ТУ2-053-1899-88.
Основные
параметры насосного агрегата:
Объем рабочий, см3 12.5.
Подача номинальная, л/мин (м3/с) 9.7 (0.000162)
Давление на выходе из насоса, МПа
Номинальное давление 6.3
Предельное давление 7
Частота вращения, об/мин
Номинальная частота 950
Максимальная частота 1500
Минимальная частота 600
Номинальная мощность электродвигателя, кВт 1.6.
Выбираем модель насосной установки для насоса:
 ТУ2-053-1535-80
(101)
ТУ2-053-1535-80
(101)
где
1 - исполнение по высоте гидрошкафа (1200 мм);
М
- исполнение по количеству насосных агрегатов и расположению (один);
Г48-84
- наименование насосной установки;
УХЛ
- исполнение климатическое;
 -
исполнение комплектующего насоса (внизу электродвигатель, вверху насос);
-
исполнение комплектующего насоса (внизу электродвигатель, вверху насос);
 - номер
насосного агрегата.
- номер
насосного агрегата.
4.4 Расчёт и выбор гидроаппаратуры и трубопроводов
.4.1 Расчет трубопроводов
Рассчитаем внутренний диаметр трубопровода по формуле:
 м, (102)
м, (102)
где:
Q - объём жидкости, который расходуется в трубопроводе,
м³/с;
Uрек - требуемая
скорость потока жидкости в трубопроводе.
Наименьшая
толщина стенки трубопровода:
 , мм,
(103)
, мм,
(103)
где
Р - наибольшее давление жидкости в трубопроводе, МПа;
σпр - предел прочности на растяжение, для стали σпр равно 340 МПа;
Кσ - коэффициент безопасности равный 2…5.
Исходя
из давления в гидросистеме, используем соединения по ГОСТ2 93-4-78 и ГОСТ2
93-8-78 [19] с раскаткой. Подбор труб ведем из количества рекомендованных для
данного вида соединений по ГОСТ 8734-75.
Напорные
участки 1-2, 3-27, 27-28:
Pmax = 7 МПа, Q max = 9.7 л/мин = 0.000162 м3/с;
Рекомендуемая
скорость uрек = 3.2 м/с
 м (8 мм)
м (8 мм)
Трубу
10х0,6 принимаем согласно ГОСТ 8734-75, внутренний диаметр которой равен  мм. Проверим условие
мм. Проверим условие  :
:
 мм
мм
,6
мм > 0.45 мм условие осуществляется.
Напорные участки 27-4, 5-6:
Pmax =
7 МПа, Q max = 9,4 л/мин = 0,000157 м3/с;
Рекомендуемая скорость uрек =
3,2 м/с
 м (7,9
мм)
м (7,9
мм)
 мм
мм
,6
мм > 0,45 мм условие осуществляется.
Напорно-сливные участки 7-8, 9-10, 11-12, 13-14:
Pmax =
7 МПа, Q max = 9,4 л/мин = 0,000157 м3/с;
Рекомендуемая скорость uрек =
2 м/с
 м (10
мм)
м (10
мм)
Трубу
12х0,6 примем согласно ГОСТ 8734-75, внутренний диаметр которой равен  мм. Проверим условие
мм. Проверим условие  :
:
 мм
мм
,6
мм > 0.55 мм условие осуществляется.
Напорно-сливные участки 15-16, 17-18, 19-20, 21-22:
Pmax =
7 МПа, Q max = 4,6 л/мин = 0,000076 м3/с;
Рекомендуемая скорость uрек =
2 м/с
 м (6,9
мм)
м (6,9
мм)
Трубу
10х0,6 примем согласно ГОСТ 8734-75, внутренний диаметр которой равен  мм. Проверим условие :
мм. Проверим условие :
 мм
мм
,6
мм > 0,45 мм условие осуществляется.
Сливной участок 29-30:
Pmax =
0,9 МПа, Q max = 9,7 л/мин = 0,000162 м3/с;
Рекомендуемая скорость uрек =
2 м/с
 м (10,1
мм)
м (10,1
мм)
Трубу
12х0,6 примем согласно ГОСТ 8734-75, внутренний диаметр которой равен мм. Проверим условие :
 мм
мм
,6
мм > 0,07 мм условие осуществляется.
Сливные участки 23-24, 25-26:
Pmax =
0,9 МПа, Q max = 9,4 л/мин = 0,000157 м3/с;
Рекомендуемая скорость uрек =
2 м/с
 м (10
мм)
м (10
мм)
Трубу
12х0,6примем согласно ГОСТ 8734-75, внутренний диаметр которой равен мм. Проверяем условие :
 мм
мм
,6
мм > 0,07 мм условие осуществляется.
4.4.2 Выбор гидроаппаратуры
Подбор гидроаппаратуры осуществляется из справочников по значению
рабочего давления и расхода. Подходящие установки обязаны отвечать данному типу
монтажа, т.е. стыковому.
Напорный фильтр Ф вида 1-10 ГОСТ 21329-75:
давление
номинальное:  ;
;
расход
номинальный:  л/мин (
л/мин ( м3/с);
м3/с);
разница
давлений  МПа.
МПа.
Гидрораспределитель РР вида ВЕ6.14.В220 УХЛ4 ГОСТ 24679-81:
давление
номинальное: ;
расход
номинальный:  (
( м3/с);
м3/с);
разница
давлений:  ;
;
В
- золотникового вида;
Е
- управление электрическое;
-
проход условный в мм;
-
номер плана по исполнению;
В220
- напряжение управления 220В, переменный ток;
УХЛ4
- исполнение климатическое.
Гидрораспределитель Рбх вида ВЕ6.573.В220 УХЛ4 ГОСТ 24679-81:
давление
номинальное:  ;
;
расход
номинальный:  (м3/с);
(м3/с);
разница
давлений: ;
В
- золотникового вида;
Е
- управление электрическое;
-
проход условный в мм;
-
номер плана по исполнению;
В220
- напряжение управления 220В, переменный ток;
УХЛ4
- исполнение климатическое.
Гидрораспределители ТУ1, ТУ2 вида ВМР6.573 УХЛ4 ГОСТ 24679-81:
давление
номинальное:;
расход
номинальный: ( м3/с);
м3/с);
разница
давлений:;
В
- золотникового вида;
МР
- управление механическое;
-
проход условный в мм;
-
номер плана по исполнению;
УХЛ4
- исполнение климатическое.
Предохранительный клапан КП вила 10-10-2-11 УХЛ4 ТУ2-053-5749043-002-88:
давление
номинальное: ;
расход
номинальный:  (
( м3/с);
м3/с);
давление
открытия:  ;
;
разница
давлений:  ;
;
КПМ
- предохранительный клапан;
-
проход условный;
-
давление настройки до 10 МПа;
-
стыковой монтаж;
-
ручник управление;
УХЛ4
- климатическое исполнение.
Клапана обратные КО, КО1, КО2 типа ПГ 51-22 УХЛ4 ТУ2-053-1444-79:
номинальный
расход:  (
( м3/с);
м3/с);
номинальное
давление: ;
;
мм
- условный проход;
давления
открытия:;
перепад
давлений: ;
;
внутренние
утечки:  ;
;
УХЛ4
- климатическое исполнение.
Дроссель Д типа ДР-С12 УХЛ4 ТУ2-053-1711-84:
номинальный
расход:  (
( м3/с);
м3/с);
номинальное
давление: ;
;
Д
- дроссель;
Р
- регулировочный;
С
- способ монтажа стыковой;
мм
- условный проход;
перепад
давлений:  ;
;
УХЛ4
- климатическое исполнение.
Теплообменник ТО типа Г44-23 ТУ2-053-0221244-050-89:
номинальное
давление: ;
рассеиваемая
мощность 3,25 кВт;
мощность
электродвигателя 12 кВт;
номинальный
расход:  (
( м3/с);
м3/с);
потери
давления:  .
.
сушильный
барабан технологический привод бандаж
4.5 Определение потерь давления в аппаратуре и трубопроводах
.5.1 Определение потерь давления в аппаратах
Вычислим потери давления ΔРга в гидроаппаратах по формуле:
ΔРга = ΔР0 + А·Qmax+В·Q²max, МПа, (104)
где: Р0 - перепад давления настройки аппарата или открытия, МПа;
А и В - показатели аппроксимации испытательной зависимости потерь
давления в установке от объёма расходуемой жидкости через него;
Qmax -
наибольший объём расходуемой жидкости в установке на определенной ступени
цикла, м³/с.
Показатели В и А определяются по формулам:
 , МПа · с/м3,
(105)
, МПа · с/м3,
(105)
 , МПа ·
с2/м6, (106)
, МПа ·
с2/м6, (106)
где
Q ном- расход аппарата номинальный;
Dрном - потери
давления в аппарате при номинальном расходе.
В
таблицах главных параметров справочной литературы [19] указано значение Dрном для стандартных гидроаппаратов. Вычисление потерь давления
рассмотрим для двух аппаратов, вычисления для остальных аппаратов укажем в
таблицу 4.
Фильтр
Ф:
Qном = 10 л/мин (1,67×10-4 м3/с);
Δp0 = 0 МПа;
Δpном = 0,09 МПа.
Показатели аппроксимации:
 МПа ·
с/м3,
МПа ·
с/м3,
 МПа · с2
/ м6
МПа · с2
/ м6
Линия напорная: Qmax = 9,7 л/мин (1,62×10-4 м3/с):
 МПа
МПа
Распределитель
РР:
Qном = 12.5 л/мин (2,08×10-4 м3/с);
Δp0 = 0 МПа;
Δpном = 0.21 МПа.
Показатели аппроксимации:
 МПа ·
с/м3,
МПа ·
с/м3,
 МПа · с2
/ м6
МПа · с2
/ м6
Линия напорная Qmax = 9.4 л/мин (1,57×10-4 м3/с):
 МПа
МПа
Линия
сливная Qmax = 4,6 л/мин (7,6×10-5 м3/с):
 Мпа
Мпа
Таблица 4 - Потери давления в гидроаппаратах
|
Наименование и модель
аппарата
|
D pо ΜПа
|
А МПа·с/м3
|
В МПа·с2/м6
|
Этап цикла
|
Qmax м3/с
|
D pг а ΜПа
|
|
Подвод быстрый БП
|
|
Фильтр Ф
|
|
269,5
|
1613539,4
|
напор
|
0,000162
|
0,0860
|
|
Обратный клапан КО
|
0.15
|
75,1
|
225450,7
|
|
0,000157
|
0,1673
|
|
Рапределитель Рбх
|
|
504,8
|
2426960,1
|
|
0,000157
|
0,1391
|
|
Рапределитель РР
|
|
504,8
|
2426960,1
|
напор
|
0,000157
|
0,1391
|
|
Клапан обратный КО1
|
0.15
|
75,1
|
225450,7
|
|
0,000157
|
0,1673
|
|
ИТОГО:
|
0,6988
|
|
Распределитель ТУ2
|
|
504,8
|
2426960,1
|
слив
|
0.000076
|
0,0524
|
|
Рапределитель РР
|
|
504,8
|
2426960,1
|
|
0.000076
|
0,0524
|
|
Теплообменник ТО
|
|
274,4
|
470741,9
|
|
0.000076
|
0,0236
|
|
СУММА:
|
0,1283
|
4.5.2 Определение потерь давления по длине труб
Потери давления по длине предопределены вязким трением жидкости, когда
она течет по трубопроводу. Прежде всего для каждого трубопровода определяют
число Рейнольдса (Re).
 , (107)
, (107)
где:
U - скорость течения жидкости фактическая, м/с;
V -
кинематический показатель вязкости жидкости, мм²/с.
Определим
потери давления на вязкое трение по формуле [1]:
 , МПа,
(108)
, МПа,
(108)
где
r - плотность рабочей жидкости, кг/м3;- наибольший
расход жидкости в линии, м3/с;
li - показатель гидравлического трения на i - том отрезке;- длина i - го отрезка трубопровода, м;ст - внутренний
диаметр i - го отрезка трубопровода, м;ст - площадь внутреннего сечения i - го
отрезка трубопровода, м2.
Известно, что показатель li для гладких цилиндрических трубопроводов равен [1]:
 (109)
(109)
Полно рассчитаем потери
давления для участка трубопровода 1-2 при наибольших показателях расхода
жидкости:
труба 10х0,6 ГОСТ 8734-75;
длина трубопровода L = 0,1 м;
внутренний диаметр трубопровода dст = 0.0088 м;
наибольший расход жидкости Qmax = 0,000162 м3/с
Масло ИГП-18 ГОСТ 20799-75, r = 880 кг/м3, V = 18
· 10-6 м2/с.
По данной формуле определяем площадь внутреннего сечения трубопровода:
 , м2,
(110)
, м2,
(110)
 м2
м2
По
следующей формуле рассчитываем фактическую скорость движения рабочей жидкости в
трубопроводе:
 , м/с,
(111)
, м/с,
(111)
Вычислим
число Рейнольдса:
 Па ≈
0,0017 МПа
Па ≈
0,0017 МПа
В
таблице 5 представлены вычисленные показания потерь на других отрезках
трубопроводов.
Таблица 5 - Потери давления по длине трубопроводов
|
Линия
|
Участок по схеме
|
Qmax, м3/с
|
dТi, м
|
Li, м
|
fТi., м2
|
ui., м/с
|
Rei
|
li
|
DpТi., МПа
|
|
Быстрый подвод БП
|
|
Напор
|
1-2
|
0,000162
|
0,0088
|
0,1
|
0,000061
|
2,66
|
1302,2
|
0,0491
|
0,0017
|
|
3-27
|
0,000162
|
0,0088
|
0,05
|
0,000061
|
2,66
|
1302,2
|
0,0491
|
0,0009
|
|
27-4
|
0,000157
|
0,0088
|
0,05
|
0,000061
|
2,58
|
1262,0
|
0,0507
|
0,0008
|
|
5-6
|
0,000157
|
0,0088
|
0,1
|
0,000061
|
2,58
|
1262,0
|
0,0507
|
0,0017
|
|
7-8
|
0,000157
|
0,0108
|
0,15
|
0,000092
|
1,71
|
1028,3
|
0,0622
|
0,0011
|
|
9-10
|
0,000157
|
0,0108
|
2,7
|
0,000092
|
1,71
|
1028,3
|
0,0622
|
0,0201
|
|
ИТОГО
|
0,0264
|
|
Слив
|
15-21
|
0,000076
|
0,0088
|
2,9
|
0,000061
|
1,25
|
610,9
|
0,1048
|
0,0237
|
|
20-18
|
0,000076
|
0,0088
|
0,2
|
0,000061
|
1,25
|
610,9
|
0,1048
|
0,0016
|
|
23-24
|
0,000076
|
0,0108
|
0,3
|
0,000092
|
0,83
|
497,8
|
0,1286
|
0,0011
|
|
25-26
|
0,000076
|
0,0108
|
0,3
|
0,000092
|
0,83
|
497,8
|
0,1286
|
0,0011
|
|
СУММА
|
0,0275
|
4.5.3 Определение местных потерь давления
Местные потери - это сумма потерь в разных местных сопротивлениях (углы,
изменение диаметра, тройники и т.д.):
 ,МПа,
(112)
,МПа,
(112)
На
отрезке 1-2 для одного из местных сопротивлений произведем расчет местных
потерь:
сопротивление местное - резкое сужение (вход в фильтр Ф8,8/Ф8мм);
Ду фильтра - 0,008 м;
наибольший расход жидкости Qmax = 0,0000162 м3/с;
показатель местного сопротивления будет равен ζ=0,15 при d0/d = 8 / 8,8 = 0,9
[19];
число местных сопротивлений n = 1.
 Па
(0,0007 МПа)
Па
(0,0007 МПа)
Другие
вычисленные местные потери сведены в таблицы 6 и 7.
Таблица
6 - Результаты расчетов местных потерь давления. Напорная линия
|
Линия
|
Участок
|
Qmax, м3/с
|
fстi, м2
|
Вид местного сопротивления
|
Параметр мест, сопротив,
|
Кол-во мест, сопрот,
|
ξ
|
Δрмi МПа
|
|
Подвод быстрый БП
|
|
1-2
|
0,000162
|
0,000050
|
Сужение резкое Ф8,8/Ф8 (Ф)
|
d0/d=0,9
|
1
|
0,15
|
0,0007
|
|
Напор
|
3-27
|
0,000050
|
Расширение резкое Ф8/Ф8,8
(Ф)
|
d0/d=0,9
|
1
|
0,50
|
0,0023
|
|
3-27
|
0,000162
|
0,000061
|
Тройник Ф8,8
|
|
1
|
0,30
|
0,0009
|
|
27-4
|
0,000157
|
0,000028
|
Сужение резкое Ф8,8/Ф6
(вход в плиту)
|
d0/d=0,68
|
1
|
0,35
|
0,0047
|
|
4-5
|
0,000157
|
0,000028
|
Тройник Ф6
|
|
1
|
0,90
|
0,0122
|
|
4-5
|
0,000157
|
0,000028
|
Колено Ф6
|
90 град,
|
2
|
1,20
|
0,0326
|
|
4-5
|
0,000157
|
0,000028
|
Тройник Ф6
|
|
1
|
0,70
|
0,0095
|
|
5-6
|
0,000157
|
0,000028
|
Расширение резкое Ф6/Ф8,8
(выход из плиты)
|
d0/d=0,68
|
1
|
0,90
|
0,0122
|
|
5-6
|
0,000157
|
0,000061
|
Колено Ф8,8
|
90 град,
|
2
|
1,20
|
0,0070
|
|
5-6
|
0,000157
|
0,000028
|
Сужение резкое Ф8,8/Ф6 (РР)
|
d0/d=0,68
|
1
|
0,35
|
0,0047
|
|
7-8
|
0,000157
|
0,000028
|
Расширение резкое Ф6/Ф10,8
(РР)
|
d0/d=0,55
|
1
|
1,30
|
0,0176
|
|
7-8
|
0,000157
|
0,000092
|
Колено Ф10,8
|
90 град,
|
1
|
1,20
|
0,0016
|
|
7-8
|
0,000157
|
0,000092
|
Тройник Ф10,8
|
|
1
|
0,90
|
0,0012
|
|
7-8
|
0,000157
|
0,000050
|
Сужение резкое Ф10,8/Ф8
(КО1)
|
d0/d=0,74
|
1
|
0,30
|
0,0013
|
|
9-10
|
0,000157
|
0,000050
|
Расширение резкое Ф8/Ф10,8
(КО1)
|
d0/d=0,74
|
1
|
0,75
|
0,0032
|
|
9-10
|
0,000157
|
0,000092
|
Тройник Ф10,8
|
|
1
|
0,70
|
0,0009
|
|
9-10
|
0,000157
|
0,000092
|
Вход в емкость
|
|
1
|
2,00
|
0,0026
|
|
СУММА:
|
|
0,1153
|
Таблица 7 - Результаты расчетов местных потерь давления. Сливная линия
|
Линия
|
Участок
|
Qmax, м3/с
|
fстi, м2
|
Вид местного сопротивления
|
Параметр мест, сопротив,
|
Кол-во мест, сопрот,
|
ξ
|
Δрмi МПа
|
|
Быстрый подвод БП
|
|
Слив
|
15-21
|
0,000076
|
0,000061
|
Тройник Ф8,8
|
|
1
|
0,90
|
0,0006
|
|
15-21
|
0,000076
|
0,000061
|
Колено Ф8,8
|
90 град,
|
1
|
1,20
|
0,0008
|
|
15-21
|
0,000076
|
0,000028
|
Резкое сужение Ф8,8/Ф6
(ТУ2)
|
d0/d=0,68
|
1
|
0,35
|
0,0011
|
|
20-18
|
0,000076
|
0,000028
|
Резкое расширение Ф6/Ф8,8
(ТУ2)
|
d0/d=0,68
|
1
|
0,90
|
0,0029
|
|
20-18
|
0,000076
|
0,000061
|
Колено Ф8,8
|
90 град,
|
2
|
1,20
|
0,0016
|
|
20-18
|
0,000076
|
0,000061
|
Тройник Ф8,8
|
|
1
|
0,70
|
0,0005
|
|
20-18
|
0,000076
|
0,000028
|
Резкое сужение Ф8,8/Ф6 (РР)
|
d0/d=0,68
|
1
|
0,35
|
0,0011
|
|
23-24
|
0,000076
|
0,000028
|
Резкое расширение Ф6/Ф10,8
(РР)
|
d0/d=0,55
|
1
|
1,30
|
0,0041
|
|
23-24
|
0,000076
|
0,000092
|
Колено Ф10,8
|
90 град,
|
2
|
1,20
|
0,0007
|
|
23-24
|
0,000076
|
0,000092
|
Резкое расширение Ф10,8/Ф20
(ТО)
|
d0/d=0,54
|
1
|
1,30
|
0,0004
|
|
25-26
|
0,000076
|
0,000092
|
Резкое сужение Ф20/Ф10,8
(ТО)
|
d0/d=0,54
|
1
|
0,45
|
0,0001
|
|
ИТОГО:
|
0,0140
|
4.6 Определение суммарных потерь и проверка насосной установки
Заключительным этапом вычисления потерь давления является проверка
насосной установки по обеспечению требуемым давлением в системе, Рассчитанные
потери давления заносим в таблицу 8.
Таблица 8 - Суммарные потери давления
|
Этап
|
Линии
|
DPГА,
МПа
|
DPl,
МПа
|
DPМ,
МПа
|
åDp, МПа
|
|
Подъем стола
|
Напор
|
0,6988
|
0,0264
|
0,1153
|
0,8405
|
|
Слив
|
0,1283
|
0,0275
|
0,0140
|
0,1698
|
По итогам вычисления делаем выбор насосной установки по давлению,
используя формулу [14]:
Рн рас = Р1 + ΔР, МПа, (113)
Рн
ст  Рн рас,
МПа, (114)
Рн рас,
МПа, (114)
Рн
расч = 4,2 + 0,8405 = 5,0405 МПа
,3
> 5,0405
Условие
выполняется, следовательно, расчёт сделан верно и насосная установка подходит.
5.
ПРОЕКТИРОВАНИЕ И РАСЧЕТ ШЛИЦЕВОЙ ПРОТЯЖКИ
5.1 Расчет комбинированной цилиндрическо-шлицевой протяжки одинарной
схемы резания
Обрабатываемое изделие - втулка b-8х52,2Н9+0,06х60Н9+0,06х10D+0,09
изображена на рисунке 10.
материал - сталь 40Х ГОСТ 4543-71;
число шлицев z=8;
¾ длина протягивания 1=70 мм;
¾ шероховатость впадин и стенок шлицев Ra= 2,5мкм;
¾ шероховатость вершин шлицев Rz = 40мкм;
¾ станок: 7530-М;
¾ описание: гидравлический горизонтально-протяжной одинарный
портального типа;
¾ основной цикл работы: полуавтомат
¾ номинально тяговое усилие - 30000кг;
¾ ход рабочей каретки (min-max) -
1800мм;
¾ мощность электродвигателя - 25,5 кВт,
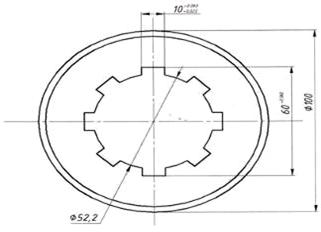
Рисунок 10 - Профиль отверстия с размерами
Определяем наибольшее допустимое тяговое усилие станка
Qдоп = ηQмакс, (115)
где η - коэффициент, зависящий от состояния станка [8],
η - 0,95;
Qмакс
- максимальное тяговое усилие станка, кг;
Qдоп =
0,95·30000=28500 кг.
Выбираем величину припуска под протягивание А0 на диаметре [5, табл. 3].
А0 = 10мм
Определяем наименьший диаметр предварительного отверстия [5]:
D0 = d - А0, мм
(116)
D0 =
60 - 10 = 50 мм
Рассчитаем предварительное значение диаметра сверла (зенкера):
dин = D0 + ак, мм
(117)
где ак принимается по [5, табл. 3], ак = 0,15 мм.
Принятая величина диаметра сверла округляется до ближайшего меньшего
значения по ГОСТ 885-64.
Принимаем диаметр сверла dин =
50мм, dин = 50 + 0,15 = 50,15 мм
Определяем размеры и допуски калибрующих частей, протяжки:
Диаметр цилиндрических зубцов:
dвцил = dмакс - δ, мм (118)
где dмакс = d + В.О.
δ - запас на разбивание отверстия [5,
стр.92], δ = 0,005мм;
dмакс
= 52,2 + 0,06 = 52,26 мм;
dвцил
= 52,26 - 0,005 = 52,255 мм;
где Dмакс = D + В.О.
Dмакс = 60 + 0,06 = 60,06 мм,
dвцил = 60,06 - 05 = 60,055 мм
ширина шлицевого выступа:
bп = bмакс - δ, мм, (119)
где bмакс = b + В.О.
bмакс = 10 + 0,090=10,090 мм,
bп
= 10,090 - 0,005 = 10,085 мм
Выбор величины допуска на калибрующие зубцы протяжки см. [5, стр. 93].
Определяем диаметр D1 и
длину l1 хвостовой части протяжки [5, табл.
16, 17 и ГОСТ 4044-70]:
D1≤D0,
D1 =
50 - 0,5 = 49,5 мм
Принимаем диаметра хвостовика D1=42 мм, D'1=33 мм.
Площадь опасного сечения Fx=855,3mm
Выбор допускаемых отклонений на размеры хвостовика [6].
Определяем величину тягового усилия, допускаемого прочностью хвостовика
протяжки:
Рх = Fx [ х], кг , (120)
х], кг , (120)
где [х] - допустимое напряжение для хвостиков [21, стр.135];
[х] = 35;
Рх = 35-855,3 = 29935,5 кг.
Требуется соблюдение условия, чтобы Рх и Qдоп, следовательно, для его выполнения принимаем Рх = 28500
кг.
Принимаем величину допускаемого тягового усилия Рдоп = 28500 кг
Определяем диаметр шейки:
D2 = D1 - l, допуск h12,
D2 = 42 - 0,5 = 41,5 h12
Определяем размеры переходного конуса:
D3 =D2, l3 [21],
D3 = 41,5 мм, l3 = 15 мм
Выбираем размеры передней направляющей части D4 = D0 мин:
L4 = L ≤1,5 d
[21],
D4 =
50 ± 1 мм, l4 =1,5·50 =75 мм
Рассчитываем длину протяжки до первого зубца lв зависимости от конструкции тягового патрона [7].
= 295 мм
Определяем размеры задней направляющей части D7=D0 мин, длина l7 [1, табл. 20] должна быть увеличена
с учетом последнего шага.
D7 =
50±1 мм, l7 =35 мм
Выбираем размеры и форму центровых отверстий [21, табл. 21].
Центровое отверстие делаем утопленным, тип 2. Изображение и размеры
отверстия наносим на чертеж протяжки.
Выбираем материал для протяжки по ГОСТ 9373-70 [4], ГОСТ 5950-78 [4].
Хвостовик - сталь 40Х []в = 90 кг/мм2; твердость поверхности 40-45 HRC; Расчетное допускаемое напряжение по
сварному шву []в≤ 25кг/мм2; Материал протяжки - инструментальная
сталь ХВГ;
Твердость зубьев 61-64 HRC.
Определяем длину хвостовой части до места сварки:
Lсв =
l - l4
- ½ l3, (121)
lсв =
295 - 75 - 0,5·15 = 212,5 мм
Определяем максимальную глубину стружечной канавки:
Определяем шаг режущих зубцов протяжки:
tр = m
√L, (122)
tр =1,5 √75
= 13 мм
Выбор величины коэффициента m из источника [21]. Принимаем шаг ty = 13 мм, расчетная площадь канавки, мм2 [21, табл,7]:
Fа =
0,79 h02, (123)
Fa = 0,79·9,32 = 68,33 мм2
Эскиз стружечной канавки представлен на рисунке 11.
Рисунок 11 - Эскиз стружечной канавки
Рассчитываем наибольшее количество одновременно работающих зубцов:
zi = L/tp +1, (124)
zi = 70/13
+ 1 = 6,4
Принимаем величину zi =6.
Выбираем комбинацию основных частей протяжки [21]. Принимаем пятую
комбинацию: фасочная + цилиндрическая + шлицевая.
Принимаем угол фаски β = 45° т.к. число шлицев z = 8 [21].
Определяем размер М до фаски и диаметр зубца dф на котором кончается фаска [21, рис. 87]:
 θ
θ (125)
(125)
e = ctg β, e = ctg 45
= 1, но т.к. 1 мм это много, принимаем меньшее значение е = 0,6 мм
sin θb = (10,085 + 2·0,6)/d = 0,19412,
θb = 11,933
М
= 0,5 dsin(θb + β) (126)
М
= 0,5·52,26 sin(11,933 +
45) = 21,9 мм
Е = М/sinβ (127)
С
= 0,5·10,085·ctg45 = 5,0485
мм
tgθф = bn/2(E-C) (129)
tgθф = 10,085/2(30,97 - 5,0425) = 0,195 θф = 11
dф = bn/sinθф, (130)
dф
= 10,085/sin11 = 52,85 мм
Принимаем диаметр последнего фасочного зубца.
dф п =
dф +0,3 …0,4) мм
dф п
=52,85+0,3=53,15 мм
Выбираем предварительное значение величины подачи Sz для фасочной, шлицевой и
цилиндрической частей Sz ф =Szш=Szц [21, табл. 6].
Sz ф =Szш=Szц = 0,08 мм
Проводим проверку впадины стружечной канавки на заполнение стружкой [7,
табл, 9], Кмин = 4.
K = Fa/SzL ≥ Кмин (131)
K =
68,33/0,08·70 = 12,2 > 4 - условие выполнено
Рассчитываем усилие протягивания:
На фасочной части:
Рф= СрSzx (b+2e)zizkykckИ, (132)
где z - число шлицев протяжки;
Ср, х,ky, kc, kИ выбираются из
табл. 25 и 26 [21];
b + 2e - ширина дуговой режущей кромки
фасочного зуба [21, рис. 87]
Рф = 315·0,117·(10+2·0,6)·6·8·0,93·1·1 = 18446 кг
На шлицевой части
Рш= СрSzx bzzikykckИ
(133)
Рш = 315·0,117·10·6·8·0,93·1·1=16452 кг
На цилиндрической части:
Рц = СрSzx bпdzzikyk (134)
Рц =
315·0,117·9,3·6·8·0,93·1·1 = 15300 кг,
где коэффициент Ср из табл. 25 [28] выбираем как для шлицевой протяжки.
Находим ширину промежутка между шлицами по диаметру bпd, мм:
bпd = πd/z - (b+2e) (135)
bпd = 3,14·52,26/8
- (10 + 2·0,6) = 9,3 мм
Полученные значения усилия протягивания меньше усилия допускаемого по
прочности хвостовика протяжки Рдоп, отсюда делаем вывод, что станок при
протягивании будет загружен не на полную мощность и нет необходимости определять
напряжения в опасном сечении хвостовика протяжки,
Определяем припуски:
На фасочную часть
А0ф = dфп - D0 (136)
А0ф
= 53,15 - 50 = 3,15 мм
На цилиндрическую часть
А0ц = dмакс - D0 (137)
А0ц
= 52,2-50=2,2мм
На шлицевую часть
А0ш = Dмакс - dш1 (138)
А0ш = 60,06-53,1 = 6,91 мм,
где dш1 - диаметр первого шлицевого зуба.
Определяем диаметры режущих зубцов.
Фасочных - первого dф1 = D0 = 50мм, последнего dфп = 53,15 мм
Цилиндрических - первого
dц1 = D0 +2Sz (140)
dц1
= 50 +2·0,08 = 50,16 мм
последнего
dцп = Dвц = 52,255 мм
(141)
Шлицевых - первого dш1 = dфп - 0,05 = 53,15-0,05 = 53,1 мм,
последнего dшп = Dшп = 60,055 мм
При составлении таблицы диаметров зубцов допуск на режущие зубцы выбираем
в зависимости от величины подачи [5], допуск на переходные зубцы принимаем
равным допуску на калибрующие зубцы [21], [5], Таблица диаметров помещена на
чертеже протяжки,
Находим количество режущих зубцов:
На фасочную часть zрф = Aоф / 2Szф + (1…2) zрф =
3,15 / 2·0,08 + 1 = 21
На цилиндрическую часть zрц = Aоц / 2Szц + 3 zрц =
2,2 / 2·0,08 + 3 = 16
На шлицевую часть zрш = Aош / 2Szш + 3 zрш =
6,91 / 2·0,08 + 3 = 46
Определяем длину режущей части:
Фасочной
l5ф = tрzрф, l5ф = 13·21 = 273 мм (142)
цилиндрической
l5ц = tрzрц, l5ц = 13·16 = 208 мм (143)
шлицевой
l5ш = tрzрш, l5ш = 13·46 = 598 мм (144)
Выбираем размеры и количество стружкоразделительных канавок [21, табл.
14]. Число канавок nK = 6; Sk = 1mm; hк = 0,7мм; rк = 0,25мм.
Выбираем шаг, профиль канавки и число зубцов калибрующей части [21, табл.
15].
Число калибрующих зубьев zK = 6
Шаг калибрующих зубьев tK, мм
находим по формуле:
tK = (0,6…0,7)·t ≥t = 4 мм,
tK = (0,6·13)
= 7,8 мм
Определяем длину калибрующих частей:
Фасочной - калибрующих зубцов нет
Цилиндрической
l6ц = zкцtкц (145)
l6ц
= 6·7,8 = 46,8 мм
Шлицевой
l6ш = zкшtкш (146)
l6ш = 6·7,8 = 46,8 мм
Определить общую длину режущих и калибрирующих зубцов с учетом увеличения
шага после каждой части протяжки:
Σ(l5 + l6)= l5ф + l5ш + l5ц + l6ш + l6ц + (15…30) мм (147)
Σ(l5 + l6) = 273 + 598 + 208 + 46,8 + 46,8 + 20 = 1193 мм
Выбираем значения переднего γ и заднего угла α
на режущей и калибрующей
частях [21, табл. 10,11].
Режущие зубцы: γ=15 α=3
Чистовые зубцы: γ=15 α=2
Калибрующие зубцы: γ=15 α=1
Рассчитаем диаметр шлифовального круга для заточки протяжки, Схема
заточки протяжки шлифовальным кругом представлена на рисунке 12.
Dкр = (D0 - 2h0)sin(β-γ)/sinγ (148)
Dкр=
(50 - 2·9,3)sin(50 - 15)/sin15 = 69,6 мм,
где β - угол осью протяжки и осью шпинделя круга
Рисунок 12 - Схема заточки протяжки шлифовальным кругом
Определяем конструктивные элементы профиля шлицевого зуба в поперечном
сечении протяжки [21].
Принимаем величину боковой ленточки f0 = 0,7 мм и вспомогательный угол в плате φ1
= 1.
Определим номер шлицевого зуба, с которого начинается поднутрение с углом
ф1 [21] по таблице диаметров, это будет тот зуб, диаметр которого отличается от
диаметра первого шлицевого зубца приблизительно на 2,5 мм,
Рассчитаем общую длину протяжки:
Lпр= l + l7 + Σ(l5 + l6) (149)
Lпр = 295 + 35 + 1193 = 1523 мм
6. РАЗРАБОТКА
ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ ВТУЛКИ
6.1 Описание конструкции детали
На рисунке 12 изображен эскиз детали втулка.
Деталь представляет собой полый цилиндр с наружным диаметром 100 мм и
длинной 120 мм. На внутреннем диаметре втулки выполнены шлицы 6-10х60х52,2 с
центровкой по боковым поверхностям для посадки на вал на длине 70 мм, за
которым следует технологическая расточка для инструмента до диаметра 60,5 мм и
длинной 10 мм. С одной стороны втулки имеются 3 кулачка, расположенные через 60
град., для сцепления втулки с ответными кулачками, Высота кулачков 10 мм. Обе
контактные поверхности каждого кулачка шлифуются, для удобства доводки
поверхностей до требуемых параметров с помощью шлифовального круга внизу каждой
поверхности имеются технологические канавки квадратного сечения 1х1 мм. Для
легкости ввода втулки в зацепление на кулачках имеются фаски 2,5х45 град с
каждой стороны, Также предусмотрены фаски и со стороны шлицевой части втулки
размером 5х45 град. В виду того, что деталь испытывает контактные и ударные
нагрузки и от нее требуется повышенная жесткость, производят ее термообработку
до твердости HRC 34…42.
Материалом шестерни является конструкционная углеродистая сталь марки 40Х
по ГОСТ 4543-71, Механические и химические параметры которой представлены в
таблицах 9 и 10 [2].
Таблица 9 -
Химический состав стали, %
|
С
|
S
|
P
|
Cr
|
|
0,36-0,44
|
<0,35
|
<0,035
|
0,8-1,1
|
Таблица 10 -
Механические свойства стали
|
σт, МПа
|
σвр, МПа
|
δ5,
%
|
Ψ,
%
|
|
750
|
900
|
10
|
45
|
6.2 Анализ технологичности конструкции детали
В общем, устройство детали кажется технологичной.
Эта деталь не обладает никакими элементами, которые возможно было бы не
реализовать при выполнении, не ухудшив действующие показания детали.
Нужный материал для изготовления детали - это сталь 40Х ГОСТ 4543-71,
возможно обеспечит все необходимые свойства от детали. Он хорошо обработан
популярными инструментами, шлифующими инструментами, доходит до требуемой
твердости и износостойкости поверхности после проведения термообработки.
Поэтому для этих данных эксплуатации не нужно заменять материал на иной.
Деталь не имеет мест труднодоступных для измерения и обработки, помимо
этого, процесс получения детали может производиться на типовом оборудовании,
применяя универсальные типовые инструменты и приспособления.
В связи с вышеперечисленным, конструкция детали в целом представляется
технологичной. Можно сделать вывод, что нет необходимости в замене материала
детали на другой и во внесении изменений в конструкцию детали.
6.3 Выбор способа изготовления заготовки
Рассмотрим два способа для изготовления заготовки:
) поковка; 2) прокат.
Программа на год N = 900 шт.
Принцип выполнения заготовки определяется конструкцией и назначением
данной детали, техническими требованиями, материалом и экономичностью
производства.
На рисунке 13 приведены эскизы заготовок.
Рисунок 13 - Эскизы заготовок
) Заготовка из проката:
Калиброванный прокат: Круг Ø100 h12 по ГОСТ 7417-75
Цена за единицу 30 руб/кг или 30 000 руб/т,
Стоимость заготовки, полученной методом проката, с учетом потери металла
на подготовительных операциях равняется:
 , руб, (150)
, руб, (150)
где
 - масса заготовки, кг;
- масса заготовки, кг;
 - цена 1
тонны заготовок, которые приняты за базу, руб.
- цена 1
тонны заготовок, которые приняты за базу, руб.
Вес
заготовки из проката:
 , кг,
(151)
, кг,
(151)
где
 - габариты заготовки, кг;
- габариты заготовки, кг;
 -
плотность стали,
-
плотность стали,  г/см3.
г/см3.
 т (7,7 кг),
т (7,7 кг),
 руб,
руб,
)
Заготовка поковка:
Поковка
по ГОСТ 7505-89,
Цена
за единицу 48 000 руб/т,
Масса
заготовки из проката:
 , кг,
(152)
, кг,
(152)
где
 - габариты заготовки, кг.
- габариты заготовки, кг.
За
внутренний диаметр d примем средний диаметр, равный d =
28 мм.
 т (7,85
кг)
т (7,85
кг)
Стоимость
заготовки, с учетом потери металла на подготовительных операциях, будет равна
[18]:
 руб.
руб.
Выбор
заготовки:
Цена
заготовки, которая получена из проката дешевле, чем заготовка из поковки, Это
объясняется, тем, что требуемые припуски и штамповочные уклоны увеличивают
габариты заготовки полученной методом штамповки, К тому же калиброванный круг
не требует обработки внешнего диаметра детали, так как уже удовлетворяет
требованиям детали и может выступать в качестве базовой поверхности, В пользу
калиброванного прутка так же можно отнести технологичность изготовления детали
из него на токарных станках, так как при одной загрузке прутка в станок можно
получить большое количество деталей без его переналадки, что сокращает время на
производство детали, Выбираем заготовку из калиброванного проката:
Круг
40Х ГОСТ 4543-71 / Ø100
h12 ГОСТ 7417-75.
6.4 Аналитический расчет припуска на обработку
Рассчитаем
для внутреннего диаметра шлицевого отверстия Ø52(+0,03) с шероховатостью поверхности  .
.
Для
определения нужного размера с необходимыми параметрами точности и шероховатости
выберем план обработки:
1) Сверлить отверстие Ø25 мм спиральным сверлом,
2) Рассверлить отверстие Ø25 мм до диаметра Ø48
мм,
) Зенкеровать отверстие до Ø51,6 мм,
) Протяжка отверстия шлицевой протяжкой до Ø52(+0,03),
Не учитываем предварительное сверление отверстия до Ø25
мм, т,к, его параметры
на достижение необходимой точности не повлияют, Рассчитываем припуски ведем по
следующему плану:
– Рассверливание
отверстия,  , поле допуска размера
, поле допуска размера  ;
;
– Зенкерование,
 , поле допуска размера
, поле допуска размера  ;
;
– Протяжка,
, поле допуска размера  ,
,
В соответствии с данным планом для определения необходимой шероховатости
и точности из справочной литературы возьмем минимально нужное значение толщины
снимаемого (дефектного) слоя:
¾ Зенкерование
 мм;
мм;
¾ Протягивание
 мм.
мм.
По следующей формуле вычисляем минимальную величину припуска на
механическую обработку:
 , мм,
(153)
, мм,
(153)
где
 - значение шероховатости предшествующего перехода,
мм;
- значение шероховатости предшествующего перехода,
мм;
 -
значение дефектного слоя предшествующего перехода, мм;
-
значение дефектного слоя предшествующего перехода, мм;
 -
величина пространственных отклонений (коробление, смещение оси заготовки), мм;
-
величина пространственных отклонений (коробление, смещение оси заготовки), мм;
 -
погрешность установки, мм.
-
погрешность установки, мм.
По
плану обработки значение пространственных отклонений примем равной  мм, потому как деталь уже установлена и
предварительно сделанное отверстие Ø25 на достижение необходимой точности не влияют,
Производим выполнение чистовых операций без переустановки
мм, потому как деталь уже установлена и
предварительно сделанное отверстие Ø25 на достижение необходимой точности не влияют,
Производим выполнение чистовых операций без переустановки  мм,
мм,
Определим
минимальные припуски на обработку по переходам:
 мм,
мм,
 мм
мм
Максимальные
диаметры отверстия по переходам:
 мм,
мм,
 мм,
мм,
 мм
мм
Минимальные
диаметры отверстий по переходам:
 мм,
мм,
 мм,
мм,
 мм
мм
Максимальные
припуски обработки по переходам:
 мм,
мм,
 мм
мм
Осуществим
проверку расчетов:




Расчеты
выполнены верно. Показания расчетов занесены в таблице 11. Схема припусков и
допусков изображена на рисунке 14 [18].
Таблица
11 - Припуски и допуски
|
Технологические переходы
обработки поверхности
|
Элементы припуска, мкм
|
Расчётный припуск 2Zmin,
мкм
|
Расчетный размер, мм
|
Допуск δ, мкм
|
Предельные размеры, мм
|
Предельные размеры
припуска, мкм
|
|
Ri-1
|
ТI-1
|
ρ
|
ε
|
|
|
|
dmin
|
dmax
|
2Zmin
|
2Zmax
|
|
Рассверливание
|
80
|
-
|
-
|
-
|
-
|
48
|
+0,62 0,0
|
50,03
|
50,65
|
-
|
-
|
|
Зенкерование
|
40
|
0,5
|
-
|
-
|
1,16
|
51,6
|
+0,3 0,0
|
51,51
|
51,81
|
1,16
|
1,48
|
|
Деталь
|
20
|
0,07
|
-
|
-
|
0,22
|
52
|
+0,03 0,0
|
52,0
|
52,03
|
0,22
|
0,49
|
Рисунок 14 - Схема припусков и допусков
6.5 Выбор маршрута обработки детали
Для построения плана обработки выполнен эскиз с нанесением обрабатываемых
поверхностей и отверстий представлен на рисунке 15. Маршрут обработки детали
представлен в таблице 12.
Рисунок 15 - Схема поверхностей обработки
Маршрут обработки детали составляем с применение станков с ЧПУ [18].
Таблица 12 - Маршрут обработки детали
|
Операция
|
Наименование
|
Содержание
|
|
1
|
2
|
3
|
|
010
|
Токарная с ЧПУ
|
Подрезать пов. 2 в черновую
Подрезать пов. 2 в чистовую Сверлить отв. 3 до Ø25 Рассверлить отв. 3 до Ø48 Зенкеровать отв. 3 до Ø51,6 Расточить внутр. пов. 4 до Ø59,9 Расточить внутр. пов. 5 до Ø60,5 Снять фаску внутреннюю Снять фаску наружную
|
|
020
|
Токарная с ЧПУ
|
Подрезать пов. 1 в черновую
Подрезать пов. 1 в чистовую Снять фаску внутреннюю Снять фаску наружную
|
|
030
|
Протяжная
|
Протянуть шлицы в отв. 3
|
|
040
|
Горизонтально-фрезерная
|
Фрезеровать кулачки с
образование пов. 6 Фрезеровать технологические канавки 7
|
|
050
|
Слесарная
|
Очистить заготовку от
заусенцев
|
|
060
|
Термическая
|
Термообработка детали
|
|
070
|
Внутришлифовальная
|
Шлифовать пов. 4
|
|
080
|
Шлифовальная
|
Шлифовать пов. 6 кулачков
|
|
090
|
Контрольная
|
Технический контроль детали
|
6.6 Выбор типа производства и формы организации технологического
процесса
Определим вид производства по показателю загрузки оборудования:
 , (154)
, (154)
где tшт - единичное время на обработку, мин/шт;в - наибольший выпуска
деталей, мин/шт.
 мин/шт,
(155)
мин/шт,
(155)
где F - фактический фонд времени за год, час;- выпуск деталей за год, шт.
 мин/шт
мин/шт
Приближенно
вычисляем единичное (штучное) время на обработку:
 , мин -
подрезка торца;
, мин -
подрезка торца;
 , мин -
расточка отверстий;
, мин -
расточка отверстий;
 , мин -
сверление, рассверливание, зенкерование;
, мин -
сверление, рассверливание, зенкерование;
 , мин -
отрезать заготовку.
, мин -
отрезать заготовку.
Пов.
1 Подрезать  мин.
мин.
Пов.
2 Подрезать  мин.
мин.
Пов.
3 Сверлить  мин.
мин.
Рассверлить
 мин.
мин.
Зенкеровать
 мин.
мин.
Пов.
4 Расточить  мин.
мин.
Пов.
5 Расточить  мин.
мин.
Определяем
суммарное время на обработку детали токарными операциями по формуле:
 мин (156)
мин (156)
 мин
мин
Вычислим
норму штучного времени необходимого для обработки:
Tшт = t0 · Кu, мин, (157)
где Кu - показатель обработки.
Кu = 1,43.
Tшт
= 5,54 ·1,43 = 8,1 мин,
Вычисляем
число деталей, произведенных за месяц:
 шт/мес
(158)
шт/мес
(158)
 шт/мес
шт/мес
6.7 Выбор оборудования и приспособлений
Выбираем оборудование по справочной литературе [2]. Факторы с помощью
которых выбираем металлорежущие станки для производства детали:
¾ тип обработки;
¾ расположение обрабатываемой поверхности относительно
технологических баз;
¾ точность обрабатываемой поверхности;
¾ габаритные размеры и масса заготовки;
¾ производительность операции;
¾ вид производства.
. Токарные операции с ЧПУ: станок токарный 16К20Ф3С32 с ЧПУ
|
Высота центров, мм
Расстояние между центрами, мм Мощность двигателя, кВт КПД станка Частота
вращения шпинделя, об/мин Подачи продольные, мм/об Подачи поперечные, мм/об
Наибольшая осевая сила резания, Н
|
215 До 2000 10 0,75
12,5-1600 0,05-2,8 0,025-1,4 6000
|
Применяем для токарных операций устройства: трехкулачковый
самоцентрирующийся патрон ГОСТ 2675-80.
2. Горизонтально-фрезерные операции: станок универсальный горизонтально -
фрезерный 6П80
|
Габариты рабочей
поверхности стола, мм Мощность двигателя, кВт КПД станка Частота вращения
шпинделя, об/мин Подача стола продольная, мм/мин Подача стола поперечная,
мм/мин Подача стола вертикальная, мм/мин
|
200х800 2,8 0,8 50-2240
22,4-1000 16-700 8-355
|
Применяем для фрезерных операций устройства:
¾ станочные винтовые самоцентрирующиеся тиски с призматическими
губками для круглых профилей ГОСТ 21168-75;
¾ стол поворотный круглый ГОСТ 16936-71.
3. Протяжная операция: горизонтально - протяжной станок 7Б55
|
Сила номинальная тяговая,
кН Максимальная длина хода салазок, мм Габариты рабочей опорной поверхности,
мм Максимальный диаметр отверстия под протягивание, мм Скорость рабочего хода
протягивания, м/мин Скорость холостого хода протяжки, м/мин Мощность
двигателя, кВт100 1250 450х450 160 1,5…11,5 20…25
|
|
Применяем для протяжной операции устройства: оснащение при станке.
4. Внутришлифовальная операция: станок внутришлифовальный 3К228В
|
Максимальный диаметр
шлифуемого отверстия, мм Максимальная длина шлифуемой поверхности, мм
Мощность двигателя, кВт КПД станка Частота вращения шпинделя, об/мин Частота
вращения заготовки об/мин Скорость движения стола, м/мин Поперечная подача
круга, мм/ход
|
200 200 5,5 0,85 4500-12000
100-600 1-7 0,001-0,006
|
Для внутришлифовальной операции используем следующие приспособления:
оснастка при станке.
5. Шлифовальная операция: станок для шлифования кулачков 3В642
|
Максимальные габариты
заготовки: - длина, мм - диаметр, мм Габариты рабочей поверхности стола, мм
Перемещение стола продольное, мм Угол поворота стола в горизонтальной
плоскости, º
Перемещение шлифовальной бабки: -
горизонтальное, мм - вертикальное, мм Диаметр шлифовального круга, мм
Мощность электродвигателя, кВт Частота вращения шпинделя об/мин
|
500 250 140х800 400 ±45
230 250 200 1,5 2240-6300
|
6.8 Выбор режущих инструментов
Выбираем режущий инструмент с помощью формы и габаритов обрабатываемой
поверхности, также способа обработки, точности и шероховатости поверхности,
материала заготовки, используемой производительности и периода стойкости
инструмента (таблица 13).
Таблица 13 - Выбор режущих инструментов
|
Операция
|
Переход
|
Режущий инструмент
|
|
1
|
2
|
|
Токарная 010
|
1. Подрезать торец 2, снять
фаску 2. Сверлить пов. 3 до Ø25 3.
Рассверлить пов. 3 до Ø48
|
Резец проходной ГОСТ
18877-73 (Т15К6) Спиральное сверло Ø25 Р6М5 ГОСТ 10903-77 Спиральное сверло Ø48 Р6М5 ГОСТ 10903-77
|
|
4. Зенкеровать пов. 3 до Ø51,6 5. Расточить пов. 4 до Ø59,9, снять фаску 6. Расточить пов. 5 до Ø60,5
|
Зенкер насадной Ø51,6 ВК8 ГОСТ 3231-71 Резец расточной для глухих
отверстий (Т15К6) ГОСТ 18882-73 Резец расточной для глухих отверстий (Т15К6)
ГОСТ 18882-73
|
|
Токарная 020
|
1. Подрезать торец 2, снять
фаску 2. Снять внутреннюю фаску
|
Резец проходной ГОСТ
18877-73 (Т15К6) Резец расточной для глухих отверстий (Т15К6) ГОСТ 18882-73
|
|
Протяжная 030
|
1. Протянуть шлицевое
отверстие
|
Протяжка шлицевая 8х52х60
ГОСТ 24821-81
|
|
Горизонтально -фрезерная
040
|
1. Фрезеровать кулачки 6
2. Фрезеровать канавки 7
|
Фреза дисковая 3-х
сторонняя Ø100
B=25 z=20 Р18 ГОСТ 28,527-90 Фреза прорезная Ø50 B=1
z=80 Р18 ГОСТ 2679-93
|
|
Внутришлифовальная 070
|
Шлифовать поверхность 4
|
Абразивный круг ЧЦ50х40х32
25А25 см2 К7 25 м/с ГОСТ 2424-83
|
|
Шлифовальная 80
|
Шлифовать кулачки, поверхность
6
|
Абразивный круг
Т200/40х20х22х10х5х40 25 см2 К7 35 м/с ГОСТ 2424-83
|
6.9 Выбор средств измерения
Выбираем средства измерения в зависимости от точности габаритов, его
показания и типа применяемой поверхности (таблица 14).
Таблица 14 - Выбор измерительных инструментов
|
Операция
|
Размер
|
Измерительный инструмент
|
|
Токарная
|
|
Штангенциркуль ШЦ 1-125-0,1
ГОСТ 166-80
|
|
Протяжная
|
|
Калибр шлицевой 8х52х60
ГОСТ 24960-81
|
|
Внутришлифовальная
|
Ø60+0,2
|
Калибр пробка 90Н11 (+0,2)
ПР-НЕ
|
|
Фрезерная
|
Профиль кулачков
|
Шаблон
|
|
Шлифовальная
|
Профиль кулачков
окончательный
|
Стол делительный оптический
|
|
Протяжная
|
16JS9 (±0,02)
|
Калибр для шпоночных пазов
16JS9 (±0,02) ПР-НЕ
|
Для определения показателей шероховатости поверхности применяем с
цифровым отчетом и индуктивным преобразователем цеховой профилометр,
6.10 Выбор режимов резания
Выбираем режимы резания с помощью таблиц с дальнейшей поправкой по
показаниям паспорта оборудования, Результаты приведены в таблицах 15,16,17.
 об/мин,
(159)
об/мин,
(159)
где v - скорость резания, м/мин;
Dф -
диаметр заготовки, мм.
Вычисляем по формуле значение главного времени на обработку поверхности:
 мин,
(160)
мин,
(160)
где lp - длина рабочего хода, мм
lp = l1 + l2 + l3, мм, (161)
где l1 - длина обрабатываемой поверхности,
мм;
l2 -
длина врезания инструмента, мм;
l3 -
длина перебега инструмента, мм;
При фрезеровании:
S = Sz · z, мм/зуб, (162)
где Sz - подача за зуб фрезы, мм/зуб;
z -
количество зубьев фрезы.
При шлифовании:
 мин,
(163)
мин,
(163)
где lpx - глубина обработки, мин;
l -
глубина врезания, мм;
В - ширина круга, мм.
 , мм/об
, мм/об
Таблица 15 - Режимы резания для токарных и
протяжной операций
|
Операция
|
Переход
|
t, мм
|
S, мм/об
|
n, об/мин
|
v, м/мин
|
L, мм
|
х
|
Тосн, мин
|
|
Токарная 010
|
1. Подрезать торец 2, снять
фаску 2. Сверлить пов. 3 до Ø25 3.
Рассверлить пов. 3 до Ø48
4. Зенкеровать пов. 3 до Ø51,6 5. Расточить пов. 4 до Ø59,9, снять фаску 6. Расточить пов. 5 до Ø60,5 ИТОГО
|
1,5 12,5 11,5 1,8 1 0,25
|
0,35 0,11 0,2 0,32 0,15
0,15
|
450 630 500 550 720 720
|
109 32 32 38 155 155
|
100 120 120 120 50 10
|
2 1 1 1 4 1
|
1,26 1,73 1,2 0,68 1,85
0,09 6,81
|
|
Токарная 020
|
1. Подрезать торец 1, снять
фаску 2. Снять внутреннюю фаску ИТОГО
|
1,5 1,25
|
0,35 0,1
|
450 720
|
109 155
|
50 2,5
|
2 2
|
0,63 0,05 0,68
|
|
Протяжная 030
|
1. Протянуть шлицевое
отверстие ВСЕГО
|
|
|
|
9
|
70
|
1
|
0,63 0,63
|
Таблица 16 - Режимы резания для фрезерной операции
|
Операция
|
Переход
|
t, мм
|
S, мм/зуб
|
n, об/мин
|
v, м/мин
|
L, мм
|
х
|
Тосн, мин
|
|
Горизонтально-фрезерная 040
|
1. Фрезеровать кулачки 6 2.
Фрезеровать канавки 7 ВСЕГО
|
10 1
|
0,08 0,25
|
100 120
|
34 42
|
100 100
|
3 3
|
1,85 0,12 1,97
|
Таблица 17 - Режимы резания для шлифовальных
операций
|
Операция
|
Переход
|
t, мм
|
S, м/мин
|
nдет, об/мин
|
nкруг, об/мин
|
v, м/с
|
L, мм
|
Тосн, мин
|
|
Внутри- шлифовальная 070
|
Шлифовать поверхность 4
|
0,04
|
50
|
90
|
1590
|
25
|
100
|
0,26
|
|
Шлифовальная 080
|
Шлифовать кулачки пов. 6
|
0,01
|
20
|
|
2650
|
35
|
100
|
0,41
|
6.11 Техническое нормирование времени по операциям
Вычислим единичное время:
Тшт = Т0 + Тв + Торг + Тотд + Ттех + Тп.з., мин (164)
где Т0 - основное время, мин;
Тв - вспомогательное время, мин;
Торг - организационное время, 8% (Т0+Тв) мин;
Тотд - время отдыха, 2,5% (Т0 +Тв) мин;
Ттех - техническое время, 10% Т0 мин;
Тп.з. - подготовительно - заключительное время, мин.
Штучно-калькуляционное время определим по формуле:
 мин, (165)
мин, (165)
где n - значение габаритов деталей;
 шт, (166)
шт, (166)
где N - программа выпуска на год;
a - количество
дней заказа деталей на складе;
F -
количество рабочих дней в году.
 шт.
шт.
Токарная
операция 010
То
= 6,81 мин
Тв
= 0,1 мин
Торг
- 8% (Т0 + Тв) = 0,55 мин
Тотд
- 2,5% (Т0 + Тв) = 0,17 мин
Ттех
- 10% Т0 = 0,68 мин
Тп.з.=
60 мин
Тшт
= 6,81 + 0,1 + 0,55 + 0,17 + 0,68 = 8,32 мин
Тшт.к
= 8,32 + 60/54 = 9,43 мин
Токарная
операция 020
То
= 0,68 мин,
Тв
= 0,1 мин
Торг
- 8% (Т0 + Тв) = 0,06 мин;
Тотд
- 2,5% (Т0 + Тв) = 0,02 мин
Ттех
- 10% Т0 = 0,06 мин
Тп.з.
= 60 мин
Тшт
= 0,68 + 0,1 + 0,06 + 0,02 + 0,06 = 0,93 мин
Тшт.к
= 0,93 + 60/54 = 2,04 мин
Протяжная
операция 030
То
= 0,63 мин
Тв
= 0,1 мин
Торг
- 8% (Т0 + Тв) = 0,06 мин
Тотд
- 2,5% (Т0 +Тв) = 0,02 мин
Ттех
- 10% Т0 = 0,06 мин
Тп.з.
= 60 мин
Тшт
= 0,63 + 0,1 + 0,06 + 0,02 + 0,06 = 0,87 мин,
Тшт.к
= 0,87 + 60/54 = 1,98 мин
Горизонтально-фрезерная
операция 040
То
= 1,97 мин
Тв
= 0,1 мин
Ттех
- 10% Т0 = 0,20 мин
Тп.з.
= 60 мин
Тшт
= 1,97 + 0,1 + 0,17 + 0,05 + 0,2 = 2,48 мин
Тшт.к
= 2,48 + 60/54 = 3,6 мин
Внутришлифовальная
операция 070
То
= 0,26 мин,
Тв
= 0,1 мин
Торг
- 8% (Т0 + Тв) = 0,03 мин;
Тотд
- 2,5% (Т0 + Тв) = 0,01 мин
Ттех
- 10% Т0 = 0,03 мин
Тп.з.
= 60 мин
Тшт
= 0,26 + 0,1 + 0,03 + 0,01 + 0,03 = 0,42 мин
Тшт.к
= 0,42 + 60/54 = 1,53 мин
Шлифовальная
операция 080
То
= 0,41 мин
Тв
= 0,1 мин
Торг
- 8% (Т0 + Тв) = 0,04 мин
Тотд
- 2,5% (Т0 +Тв) = 0,01 мин
Ттех
- 10% Т0 = 0,04 мин
Тп.з.
= 60 мин
Тшт
= 0,42 + 0,1 + 0,04 + 0,01 + 0,04 = 0,6 мин
Тшт.к
= 0,6 + 60/54 = 1,72 мин
В
таблице 18 приведены рассчитанные показания норм времени.
Таблица 18 - Результаты расчета норм времени
|
Операция
|
Тосн, мин
|
Тшт, мин
|
Тшт.к, мин
|
|
Токарная 010
|
6,81
|
8,32
|
9,43
|
|
Токарная 020
|
0,68
|
0,93
|
2,04
|
|
Протяжная 030
|
0,63
|
0,87
|
1,98
|
|
Горизонтально -фрезерная
040
|
1,97
|
2,48
|
3,60
|
|
Внутришлифовальная 070
|
0,26
|
0,42
|
1,53
|
|
Шлифовальная 80
|
0,41
|
0,60
|
1,72
|
|
ИТОГО
|
10,76
|
13,63
|
20,30
|
6.12 Разработка программы для станка с ЧПУ
Создадим программу для первой токарной операции, которая выполняется на
токарном станке с ЧПУ 16К20Ф3С32.
Выполнение операций и движение инструментов показано на рисунке 16.
Рисунок 16 - Схема поверхностей обработки
Разработанная управляющая программа показана в таблице 19.
Таблица 19 - Управляющая программа
|
№ кадра
|
Содержание кадра
|
Расшифровка кадра
|
|
1
|
2
|
3
|
|
%
|
Начало программы
|
|
N010
|
G95 G97 G90
|
Подача вводится на оборот,
вращение в оборотах в минуту, абсолютные координаты
|
|
N020
|
T01 S450 F035
|
Ввод инструмента 1 (резец
проходной), скорость вращения шпинделя 450 об/мин, установка подачи 0,35
мм/об,
|
|
N030
|
G00 Z-055000
|
Быстрое позиционирование
инструмента
|
|
N040
|
G00 X+123500
|
Быстрое позиционирование
инструмента с установкой глубины резания 1,5 мм
|
|
N050
|
Z+000000
|
Подрезка торца 1-й проход
|
|
N060
|
G00 X+130000
|
Отвод инструмента от детали
|
|
N070
|
G00 Z+055000
|
Быстрое позиционирование
инструмента
|
|
N080
|
G00 X+122500
|
Быстрое позиционирование
инструмента с установкой глубины резания 1 мм
|
|
N090
|
Z+000000
|
Подрезка торца 2-й проход
|
|
N100
|
G00 X+130000
|
Отвод инструмента от детали
|
|
N110
|
T02 S630 F011
|
Ввод инструмента 2 (сверло Ø25), скорость вращения шпинделя 630 об/мин, установка
подачи 0,11 мм/об,
|
|
N120
|
G00 Z+000000
|
Быстрое позиционирование
инструмента
|
|
N130
|
G00 X+130000
|
Быстрое позиционирование
инструмента
|
|
N140
|
G81
X-005000
|
Сверлим отверстие 3 с
функцией сверления и обратным выводом инструмента из детали
|
|
N150
|
G00 X+130000
|
Отводим инструмент от
детали
|
|
N160
|
T03 S500 F020
|
Ввод инструмента 3 (сверло Ø48), скорость вращения шпинделя 500 об/мин, установка
подачи 0,20 мм/об,
|
|
N170
|
G00 Z+000000
|
Быстрое позиционирование
инструмента
|
|
N180
|
G00 X+130000
|
Быстрое позиционирование
инструмента
|
|
N190
|
G81
X-005000
|
Рассверливаем отверстие 3 с
функцией сверления и обратным выводом инструмента из детали
|
|
N200
|
G00 X+130000
|
Отводим инструмент от
детали
|
|
N210
|
T04 S550 F032
|
Ввод инструмента 4 (зенкер Ø51,6),
скорость вращения шпинделя 550 об/мин,
установка подачи 0,32 мм/об,
|
|
N220
|
G00 Z+000000
|
Быстрое позиционирование
инструмента
|
|
N230
|
G00 X+130000
|
Быстрое позиционирование
инструмента
|
|
N240
|
G81
X-005000
|
Зенкеруем отверстие 3 с
функцией сверления и обратным выводом инструмента из детали
|
|
N250
|
G00 X+130000
|
Отводим инструмент от
детали
|
|
N260
|
T05 S720 F015
|
Ввод инструмента 5 (резец
расточной), скорость вращения шпинделя 720 об/мин, установка подачи 0,15
мм/об,
|
|
N270
|
G00 Z-024650
|
Быстрое позиционирование инструмента
с установкой глубины резания 1,15 мм
|
|
N280
|
X+072500
|
Растачивание поверхности 5
на глубину 50 мм 1-й проход
|
|
N290
|
Z-020000
|
Отвод инструмента от детали
|
|
N300
|
G00 X+130000
|
Быстрое позиционирование
инструмента
|
|
N310
|
Быстрое позиционирование
инструмента с установкой глубины резания 1,0 мм
|
|
N320
|
X+072500
|
Растачивание поверхности 5
на глубину 50 мм 2-й проход
|
|
N330
|
Z-020000
|
Отвод инструмента от детали
|
|
N340
|
G00 X+130000
|
Быстрое позиционирование
инструмента
|
|
N350
|
G00 Z-022650
|
Быстрое позиционирование
инструмента с установкой глубины резания 1,0 мм
|
|
N360
|
X+072500
|
Растачивание поверхности 5
на глубину 50 мм 3-й проход
|
|
N370
|
Z-020000
|
Отвод инструмента от детали
|
|
N380
|
G00 X+130000
|
Быстрое позиционирование
инструмента
|
|
N390
|
G00 Z-021650
|
Быстрое позиционирование
инструмента с установкой глубины резания 1,0 мм
|
|
N400
|
X+072500
|
Растачивание поверхности 5
на глубину 50 мм 4-й проход
|
|
N410
|
Z-020000
|
Отвод инструмента от детали
|
|
N420
|
G00 X+082500
|
Быстрое позиционирование
инструмента
|
|
N430
|
Z-030250
|
Врезание резца в детальна
0,25 мм для выполнения проточки 6
|
|
N440
|
X+072500
|
Растачивание проточки 6
|
|
N450
|
Z-020000
|
Отвод инструмента от детали
|
|
N460
|
G00 X+999999
|
Парковка суппорта с
инструментом
|
|
N470
|
M02
|
Окончание программы
|
7.
БЕЗОПАСНОСТЬ И ЭКОЛОГИЧНОСТЬ ПРОЕКТА
7.1 Анализ опасных и вредных производственных факторов на участке
флатанционного концентрата
На коксохимпроизводстве, а именно на агрегат участке сушки коксового
шлама и пыли на людей действуют различные опасные и вредные производственные
факторы (таблица 20).
Таблица 20 - Воздействие на человека опасных и вредных производственных
факторов
|
№ п/п
|
Виды работ
|
ОПФ (опасные
производственные факторы)
|
ВПФ (вредные
производственные факторы)
|
Воздействие на человека
|
|
1
|
2
|
3
|
4
|
5
|
|
1
|
Ведение технологического
процесса сушки коксового шлама и пыли
|
Природный газ. При
концентрации природного газа в воздухе от 5 до 15% образуется взрывоопасная
смесь, которая взрывается при наличии источника открытого огня или нагрева до
650ºС
|
_____
|
Вызывает удушье, Признаки
удушья природным газом: сонливость и расслабление организма, возбужденное
состояние, сходное с состоянием опьянения, головокружение, тошнота, рвота,
потеря сознания, после чего может наступить смерть
|
|
|
_____
|
Оксид углерода
|
Отравление из-за понижения
содержания кислорода в крови,
|
|
|
Наличие движущихся и
вращающихся частей механизмов
|
_____
|
Травмы тела различной
степени тяжести
|
|
|
_____
|
Производственный шум
|
Снижение слуха
|
|
|
_____
|
Коксовая пыль
|
Заболевания органов дыхания
и глаз
|
|
|
_____
|
Ионизирующее излучение
|
Облучение при нарушении
целостности блока радиоизотопного прибора
|
|
|
Электрический ток
напряжением 380 В
|
_____
|
Термические ожоги,
Биологические изменения в организме при длительном воздействии электрического
тока
|
|
|
2
|
Обслуживание ленточных
конвейеров ТС-4, М-13
|
Наличие движущихся и
вращающихся частей механизмов
|
_____
|
Травмы тела различной
степени тяжести
|
|
|
|
Электрический ток
напряжением 380 В
|
_____
|
Термические ожоги,
Биологические изменения в организме при длительном воздействии электрического
тока
|
|
|
|
_____
|
Коксовая пыль
|
Заболевания органов дыхания
и глаз
|
|
|
3
|
Смазка шестерен
дозировочных столов, барабанов, бандажей, подшипников приводной и
поддерживающей станций
|
Наличие движущихся и
вращающихся частей механизмов
|
_____
|
Травмы тела различной
степени тяжести
|
|
|
|
_____
|
Коксовая пыль
|
Заболевания органов дыхания
и глаз
|
|
|
4
|
Чистка выгрузочных камер
сушильных барабанов
|
_____
|
Оксид углерода
|
Отравление из-за понижения
содержания кислорода в крови
|
|
|
|
Нагретые металлические
поверхности
|
_____
|
Термические ожоги
|
|
|
|
_____
|
Оксид углерода
|
Отравление из-за понижения
содержания кислорода в крови
|
|
|
|
Нагретые металлические
поверхности
|
_____
|
Термические ожоги
|
|
|
5
|
Замена мембран взрывных
клапанов сушильных агрегатов
|
_____
|
Оксид углерода
|
Отравление из-за понижения
содержания кислорода в крови
|
|
|
|
Нагретые металлические
поверхности
|
_____
|
Термические ожоги
|
|
|
6
|
Контроль за системой
пароснабжения и паротушения
|
Пар (до 250º С)
|
_____
|
Термические ожоги
|
|
|
|
Нагретые металлические
поверхности
|
_____
|
Термические ожоги
|
|
|
7
|
Контроль и регулировка
осаждения биохимического ила в радиальных сгустителях
|
Наличие движущихся и
вращающихся частей механизмов
|
_____
|
Травмы тела различной
степени тяжести
|
|
|
|
Наличие особо опасных мест
- зона внутри ограждения радиальных сгустителей, секции шламового отстойника
|
_____
|
Травмы тела различной
степени тяжести
|
|
|
8
|
Контроль и регулировка
выпуска биохимического ила из радиальных сгустителей
|
Наличие движущихся и
вращающихся частей механизмов
|
_____
|
Травмы тела различной
степени тяжести
|
|
|
|
Электрический ток
напряжением 380 В,
|
_____
|
Термические ожоги,
Биологические изменения в организме при длительном воздействии
|
|
|
9
|
Обслуживание газового
хозяйства и газопровода природного газа,
|
Природный газ. При
концентрации природного газа в воздухе от 5 до 15% образуется взрывоопасная
смесь, которая взрывается при наличии источника открытого огня или нагрева до
650ºС,
|
____
|
Признаки удушья природным
газом: сонливость и расслабление организма, возбужденное состояние, сходное с
состоянием опьянения, головокружение, тошнота, рвота, потеря сознания, после
чего может наступить смерть
|
|
|
|
_____
|
Оксид углерода,
|
Отравление из-за понижения
содержания кислорода в крови
|
|
|
10
|
Контроль состояния и работы
насосов,
|
Наличие движущихся и
вращающихся частей механизмов
|
_____
|
Травмы тела различной
степени тяжести
|
|
|
|
Электрический ток
напряжением 380 В
|
_____
|
Термические ожоги,
Биологические изменения в организме при длительном воздействии электрического
тока
|
|
|
11
|
Набивка сальниковых
уплотнений
|
Наличие движущихся и
вращающихся частей механизмов
|
_____
|
Травмы тела различной
степени тяжести
|
|
|
|
Электрический ток
напряжением 380 В
|
_____
|
Термические ожоги,
Биологические изменения в организме при длительном воздействии электрического
тока
|
|
|
12
|
Промывка оборудования и
производственных помещений
|
____
|
Коксовая пыль
|
Заболевания органов дыхания
и глаз
|
|
|
|
Электрический ток
напряжением 380 В
|
____
|
Термические ожоги,
Биологические изменения в организме при длительном воздействии электрического
тока
|
|
|
13
|
Покраска оборудования и
производственных помещений
|
_____
|
Пары растворителя
(сольвент)
|
Оказывают раздражающее
действие на кожу и органы дыхания
|
|
|
14
|
Побелка производственных
помещений
|
Известь
|
_____
|
Химические ожоги
|
|
|
15
|
Уборка территории
производства, цеха и города,
|
Движущийся железнодорожный
и автомобильный транспорт
|
_____
|
Телесные повреждения
|
|
|
16
|
Очистка железнодорожных
путей от снега и мусора
|
Движущийся железнодорожный
и автомобильный транспорт
|
_____
|
Телесные повреждения
|
|
|
17
|
Подготовка оборудования к
ремонту
|
___
|
Коксовая пыль
|
Заболевания органов дыхания
и глаз
|
|
|
|
Окалина
|
____
|
Травмы глаз
|
|
|
|
_____
|
Угольная пыль
|
Заболевания органов дыхания
и глаз
|
|
|
18
|
Уборка просыпей угля, снега
с подкрановых путей на открытом складе угля (ОСУ),
|
Движущиеся мостовые
углеперегружатели
|
_____
|
Телесные повреждения
|
|
|
|
|
|
|
|
|
|
|
Вследствие влияния опасных факторов, работники могут получить различной
степени тяжести травмы, Таковыми являются: ухудшение слуха, зрения,
увеличивается восприимчивость к ОРВИ и ОРЗ, Вредные производственные и опасные
химические факторы оказывают на работников общетоксическое, раздражающее,
сенсибилизирующее, канцерогенное воздействие, Действие химических факторов на
работников на протяжении долгого времени возможно приведет к появлению разных
профессиональных болезней и патологий, Оценивая монотонность труда на участке
сушки коксового шлама и пыли, обнаружено существование психофизиологических
вредных и опасных производственных факторов [15].
7.2 Меры по обеспечению безопасных и здоровых условий труда на
участке флатанционного концентрата
Описание установки: в сушильном отделении производится термическая сушка
коксового шлама и пыли, доставляемых из коксовых цехов автосамосвалами на узел
перегрузки, с добавкой биохимического ила, Перегрузочной машиной коксовый шлам
и пыль с массовой долей влаги 35-40 % подаются на конвейер ТС-2 и затем в
бункера сушильного отделения, биохимический ил (с влажностью 95 %) подается
непосредственно в сушильный барабан с насосом. Термическая сушка происходит в
сушильных барабанах путем непосредственного контакта продукта сушки с
продуктами горения, получаемыми от сгорания природного газа в топке сушильного
барабана до содержания влаги 10-20 %. Перед пуском машинист сушильной установки
5 разряда обязан убедиться в отсутствии людей внутри сушильного барабана. Пуск
и остановку сушильных агрегатов производить только по указанию мастера смены УП-1
или старшего мастера УП-1. Перед пуском машинист сушильной установки 5 разряда
обязан согласовать с машинистами сушильной установки 4 разряда номера пускаемых
агрегатов.
Для безопасной эксплуатации установки необходимо
выполнить ряд требований. Необходимо:
Убедиться, что уголь в барабане выгрузочной камеры или
циклоне не горит, что температура за сушильным барабаном не превышает 150ºС. Если температура за сушильным
барабаном выше 150ºС, то выяснить причину повышения температуры и
устранить её. В случае загорания угля в сушильном барабане или выгрузочной
камере персонал действует по «Плану локализации аварий» (п.6 табл. 2.1).
Убедиться, что паропровод, водопровод
пожарно-технической воды и орошения скрубберов находятся под давлением, что
бункера заполнены продуктом, а показания приборов КИПиА находятся в пределах
нормы.
Запуск сушильного агрегата нужно производить с пульта
управления, который находится на отметке 0,200 м. Сигнализацию запуска
осуществлять при помощи звукового и светового сигналов в следующей
последовательности. Первый сигнал продолжительностью не менее 10 секунд, пауза
продолжительностью не менее 30 секунд, второй сигнал продолжительностью не
менее 30 секунд. Пусковую сигнализацию проверять при запуске участка сушки
после профилактической смены. При отсутствии сигнализации машинист сушильной
установки 5 разряда обязан сообщить через оператора пульта управления УП-1
мастеру смены. Запуск прекратить до выяснения причин отсутствия сигнала и их
устранения.
Давление газа в коллекторе должно быть не менее 300 мм
вод. ст. (0,3 кгс/см2). Задвижки № 5, № 6, № 7, № 8, № 10, № 11 пускаемого
агрегата должны быть закрыты, а задвижки № 3, № 4, № 20 открыты. Закрыть шибера
воздуха перед горелками (растопочной и основной), закрыть ключом дистанционного
управления направляющий аппарат вентилятора. Поставить ключ управления
направляющих аппаратов дымососа, вентилятора и загрузки барабана на местное
управление, Отсечка газа с помощью клапанов безопасности происходит при падении
давления газа ниже 70 мм вод. ст. при остановке дозировочного стола, при
падении давления воздуха ниже 25 мм вод. ст.
Устройства вентиляционные снабжают согласно ГОСТу
12,1,005-88: количество вредных веществ в воздухе рабочей зоны, температуру,
скорость движения и влажность. В цехе используют местные отсосы и механическую
вентиляцию из наивысшей зоны.
На постах и площадках управления находятся щиты для средств пожаротушения
с целью обеспечения пожарной безопасности поставить ключ управления
направляющих аппаратов дымососа, вентилятора и загрузки барабана на местное
управление. Имеются световые и звуковые сигналы с целью оповещения персонала об
аварии.
Весь рабочий персонал обеспечивают средствами индивидуальной защиты
согласно нормативам, Графики работы отвечают требованиям технического контроля.
К режиму социально-бытового сервиса рабочего персонала в организациях
наряду с помещениями здравоохранения, общественного питания, торговли,
предприятий службы быта, культурно-массового обслуживания относятся
санитарно-бытовые помещения, спроектированные соответственно норм СНиП
2,09,04-87 «Административные и бытовые здания» [15].
7.3 Расчеты общего производственного освещения на участке
флантанционного концентрата
Требуется рассчитать необходимое количество светильников типа ЛСП-01 для
освещения сушильного отделения a·b·c = 40·10·10 м,
Расчёт ведём по методу светового потока [15].
Исходные данные:
S =
100 м2
Тип светильников - ЛСП - 01
Индекс помещения:
 , (167)
, (167)
где
i - индекс помещения;
a, b -
ширина и длина помещения, м;
Нсв
- высота подвеса светильников, м.
i = 
Величина
показателей отражения потолка rп, % и стен rст, % оцениваются в соответствии с качеством поверхностей (таблица 21).
Значения сведены в таблицу 22.
Таблица 21 - Показатели отражения потолка
|
Состояние потолка помещения
|
rп, %
|
Состояние стен помещения
|
rст, %
|
|
бетонный
|
30
|
С темными обоями
|
10
|
Вычислим показатель применения светового потока h
Таблица 22 - Применение светового потока
|
Вид светильника
|
rп, %
|
rст, %
|
i
|
η
|
|
ЛСП
|
30
|
10
|
0,8
|
39
|
Вычислим по следующей формуле световой поток для
люминесцентных ламп светильника [13, c. 121]:
 , (168)
, (168)
где
Фл - световой поток, лм;
Е
- наименьшая нормированная освещенность;
Sп - площадь
освещаемого помещения, м2;
К
- показатель запаса (К=1,4-1,7, принимаем К=1,5);
η - показатель применения светового потока;
z - показатель
наименьшей освещенности.
 , (169)
, (169)
для
люминесцентных принимаем z =1,15;

Одна
лампа ЛСП имеет световую отдачу F = 65,3 лм/Вт, Вычислим нужное число ламп:
 =
5240/65,3 = 79,93 = 80
=
5240/65,3 = 79,93 = 80
Таким образом, для освещения участка сушки необходимо
80 ламп типа ЛСП-01 [15].
7.4 Меры по охране окружающей среды
Главные мероприятия по охране окружающей среды на
коксохимическом производстве направлены на защиту атмосферы и защиту водяного
бассейна,
В процессе обезвоживания используется термическая
сушка, Сушка производится в сушильном отделении теплоносителем, образующимся
при сжигании природного газа, Продукты горения проходят двухступенчатую очистку
от пыли в циклонах и скрубберах, В продуктах горения регламентируется пыль
угольная, ее содержание должно быть не более 100 мг/м3,
Для удаления угольной пыли от мест ее образования цех
оснащен аспирационными установками, которые обеспечивают очистку воздуха в
рабочей зоне производственных помещений до предельно допустимых концентраций,
Системы вентиляции углефабрики делятся на: приточные П-13, П-16, П-17 на
отметке + 25,400 м главного корпуса, П-14, П-15 на отметке + 20,600 м главного
корпуса, ПУ-1 в насосной реагентов, П-1 в помещении радиальных сгустителей ,
П-2, П-3, П-4 в сушильном отделении, ПУ-1, ПУ-2 на бункерах концентрата;
вытяжные: в главном корпусе В-6, В-8, В-16, В-4, В-7, В-9, В-10 на отметке +
20,600 м, В-17 на отметке -5400 м, В-1 в насосной реагентов, В-1 в помещении
радиальных сгустителей; вытяжные с аспирацией: в главном корпусе ВУ-19 на
отметке + 25400 м, В-1 на отметке + 9,800 м, В-3 на отметке + 0,200 м , В-1,
В-2, В-3 на бункерах промпродукта, В-1 в сушильном отделении на отметке -4,400
м , В-1, В-2, В-3 на бункерах концентрата.
В период неблагоприятных метеорологических условий
(НМУ) при 1 степени плановые ремонты и пропарочные работы, связанные с
дополнительными выбросами в атмосферу не производятся и выполняются следующие мероприятия:
устанавливается усиленный контроль за качеством
исходного продукта и технологическим процессом загрузки барабанов и сушки
продукта;
-
обеспечивается нагрузка на углеобогатительную фабрику с равномерностью  5 % от заданной;
5 % от заданной;
сокращается
расход газа на работающих агрегатах;
устанавливается
режим сушки продуктов обогащения концентрата, промпродукта) до содержания влаги
не менее 8,5 %;
прекращается
работа на строну в зимний период;
проверяется
работа аспирационных установок.
В
период НМУ 2 степени выполняются все мероприятия для НМУ 1 степени, а также:
уменьшается
нагрузка на 200 т/ч, остается в работе не более 7 сушильных агрегатов;
исключается
подача в сушильное отделение переувлажненного кека.
В
период НМУ 3 степени выполняется все мероприятия для НМУ 2 степени, а также:
прекращается
производство товарного концентрата;
- уменьшается нагрузка на фабрику до уровня,
обеспечивающего коксовые цехи концентратом только на установленный уровень
производства заполнения угольных башен согласно ПТЭ не менее 1/3 емкости.
Нормативы выбросов на все источники выбросов и показатели эффективности работы
отражены в проекте «Корректировка нормативов ПДВ, ВСВ в атмосферу для ОАО
«Северсталь» № ЛТ-62550, 2002 г.
Водный бассейн. В углеобогатительном цехе техническая
вода используется: в технологическом процессе, на аспирационные установки,
гидросмыв галерей транспортеров, Общий объемный расход осветленной воды
составляет 600 м3/ч. Общий объемный расход технической воды составляет 250 м3/ч.
Хвосты флотации образуются при обогащении мелких классов угля флотационным
способом. При переработке 1 тонны рядового угля образуется 8-10 % хвостов
флотации и расходуется порядка 1,1 м3 осветленной воды, которая идет на
приготовление пульпы перед флотацией и на технологические нужды. Хвосты
флотации насосами по наружным шламопроводам скачиваются на золошламонакопитель
комбината. Ежечасно методом взвешивания контролируется содержание твердого в
сбросе на золошламонакопитель. Массовая доля взвешенных веществ в сбросах на
золошламонакопитель не должна превышать 30 г/л.
Отходы. Порода - около 50000 тонн в месяц,
накапливается в бункерах породы (3 бункера по 200 тонн) и автомашинами «БЕЛАЗ»
вывозится на породный отвал. Отгрузка породы автоматизирована, учет рейсов
ведется автоматическим счетчиком. Провеска машин осуществляется 2 раза в месяц.
При переработке 1 тоны угля образуется 13 % породы. Удельный вес породы 1800
кг/м3. Производственный мусор собирается в мусоропроводы и контейнеры, затем
вывозится автомашинами «КАМАЗ» на свалку. На каждый рейс выдается пропуск, для
въезда на территорию свалки, который затем изымается. Ежемесячно вывозится
около 50 тонн мусора. Учет вывоза отходов и мусора ведется в специальных
журналах в хозяйственном отделе КХП в соответствии с «Временными правилами
охраны окружающей среды от отходов производства и потребления в РФ» [15].
7.5 Меры по обеспечению устойчивости функционирования участка в
условиях чрезвычайных ситуаций
В сушильном отделении производится термическая сушка коксового шлама и
пыли, доставляемых из коксовых цехов автосамосвалами на узел перегрузки, с
добавкой биохимического ила. Перегрузочной машиной коксовый шлам и пыль с
массовой долей влаги 35-40 % подаются на конвейер ТС-2 и затем в бункера
сушильного отделения, биохимический ил (с влажностью 95 %) подается
непосредственно в сушильный барабан насосом, Термическая сушка с продуктами
горения, получаемыми от сгорания природного газа в топке сушильного барабана до
содержания влаги 10-20 %, В таблице 23 представлены чрезвычайные ситуации
которые могут произойти на участке сушки коксового шлама и пыли, причины их
возникновения и действия работника в конкретной ситуации.
Таблица 23 - Действия работников при ЧС
|
№ п/п
|
Чрезвычайные ситуации
|
Причины чрезвычайных
ситуаций
|
Действия работника
|
|
1
|
2
|
3
|
4
|
|
1
|
Задир на ленте конвейера
|
Попадание постороннего
предмета, смещение хода ленты конвейера
|
-Остановить конвейер с
помощью аварийного тросика или кнопки «СТОП»; - Сообщить оператору пульта
управления; - Сообщить мастеру; - Выяснить причину появления задира; -Запуск
конвейера осуществляется после устранения причин появления задира; - Причина
появления задира устраняется под руководством мастера с соблюдением
требований бирочной системы.
|
|
2
|
Аварийное отключение
электроэнергии
|
Неисправность в сети
электроснабжения
|
- Закрыть газовые задвижки
№№ 5,6,7,8,10,11. - Открыть газовые задвижки №№ 3,4,20. - Закрыть воздушные
шибера перед основными и растопочными горелками. - Вручную закрыть
направляющие аппараты дымососов и вентиляторов. - Поставить в известность
оператора пульта управления, мастеру. - Не прикасаться к механизмам, так как
они могут включиться в любой момент.
|
|
3
|
Падение давления газа ниже
50 мм,вод, ст, (0,5 кПа)
|
Неисправность оборудования
подачи газа
|
- Прекратить потребление газа
основными горелками, закрыв задвижки №№ 5,6,7,8,10,11, открыть задвижки №№
3,4,20. - Закрыть воздух регулирующими дросселями. - Если давление газа после
полного прекращения его потребления будет падать ниже 50 мм, вод. ст. подать
пар в газопровод для поддержания положительного давления во избежание подсоса
пламени в газопровод. - Сообщить диспетчеру газового цеха - Сообщить мастеру
смены. - Выяснить и устранить причины падения давления газа. - После
устранения причин падения газа отключить пар от газопровода. Продуть
газопровод на тупиковую свечу, отобрать две последовательные пробы на анализ.
При содержании менее 1% кислорода в пробе можно приступать к розжигу основных
горелок.
|
|
4
|
Повышение температуры за
сушильным барабаном выше 150ºС
|
Зависание продукта в
бункерах перед дозировочным столом или в течке сушильного барабана. Нарушение
режима сушки продукта.
|
- Закрыть задвижки №№
5,6,7,8 основных горелок. - Закрыть со щита регулятор расхода воздуха. -
Открыть задвижки на свечи №№ 3,4. - Закрыть воздушные шибера перед основными
горелками. - Открыть растопочную трубу. - Закрыть задвижки № 10 и № 11 и
открыть задвижку на свечу № 20. - Закрыть воздушный шибер перед растопочной
горелкой и направляющие аппарата дымососа и вентилятора. - Остановить дымосос
и вентилятор. - Остановить дымосос и закрыть направляющий аппарат. - Открыть
растопочную трубу. - Ликвидировать зависание продукта, проработать сырым
продуктом сушильный барабан и выгрузочную камеру. - При нарушении режима
сушки продукта увеличить подачу исходного продукта на барабан и уменьшить
расход газа.
|
|
5
|
Остановка конвейеров М-13,
ТС-4 под нагрузкой
|
Попадание постороннего
предмета, смещение хода ленты конвейера
|
- Закрыть задвижки №№
5,6,7,8 основных горелок. - Закрыть со щита регулятор расхода воздуха - Открыть
задвижки на свечи №№ 3,4. - Закрыть воздушные шибера перед основными
горелками. - Открыть растопочную трубу. - Закрыть задвижки № 10 и № 11 и
открыть задвижку на свечу № 20. - Закрыть воздушный шибер перед растопочной
горелкой и направляющие аппарата дымососа и вентилятора. - Остановить дымосос
и вентилятор. - Необходимо следить за срабатыванием тормоза обратного хода
ленты. При уходе ленты назад необходимо отключить концевой выключатель, чтобы
предотвратить запуск. - Сообщить оператору пульта управления УП-1, мастеру.
|
|
6
|
Загорание продукта в
барабане или выгрузочной камере
|
Превышение рабочей
температуры, зависание продукта в выгрузочной камере
|
- Закрыть задвижки №№
5,6,7,8 основных горелок. - Закрыть со щита регулятор расхода воздуха. -
Открыть задвижки на свечи №№ 3,4. - Закрыть воздушные шибера перед основными
горелками. - Открыть растопочную трубу. - Закрыть задвижки № 10 и № 11 и
открыть задвижку на свечу № 20. - Закрыть воздушный шибер перед растопочной
горелкой и направляющие аппарата дымососа и вентилятора. - Остановить дымосос
и вентилятор. - Остановить барабан, дать пар в выгрузочную камеру. -
Поставить в известность оператора пульта управления. УП-1, мастера.
|
|
7
|
Аварии на газопроводах
|
Разрыв газопровода,
загорание природного газа
|
- Прекратить потребление
газа основными и растопочными горелками. - Поставить в известность оператора
пульта управления. УП-1, мастера.
|
|
8
|
Загорание сушеного продукта
на конвейерах ТС-4, М-13
|
Нарушение режима сушки
продукта
|
- Поставить в известность
оператора пульта управления. УП-1, мастера. - Закрыть задвижки №№ 5,6,7,8
основных горелок. - Закрыть со щита регулятор расхода воздуха - Открыть
задвижки на свечи №№ 3,4. - Закрыть воздушные шибера перед основными
горелками. Открыть растопочную трубу. - Закрыть задвижки № 10 и № 11 и
открыть задвижку на свечу № 20. - Закрыть воздушный шибер перед растопочной
горелкой и направляющие аппарата дымососа и вентилятора. - Остановить дымосос
и вентилятор.
|
Из таблицы 23 видно, что самая опасная чрезвычайная ситуация- это аварии
на газопроводах, так как вследствие этого может произойти пожар или взрыв, Для
предотвращения чрезвычайных ситуации с персоналом цеха периодически проводят
инструктажи, проводят проверку знаний по ОТ и ТБ по профессии работающего,
вносят дополнения в инструкции и план ликвидации аварий и ознакомляют с
изменениями персонал, Для обеспечения пожарной безопасности на площадках и
постах управления расположены щиты для средств пожаротушения, Рабочий персонал
ознакомлен с технологическими инструкциями, с планом ликвидации аварий, Для
оповещения персонала об аварии предусмотрены световые и звуковые сигналы, Всем
работникам выдаются СИЗ согласно норм выдачи производства, свои для каждой
профессии, СИЗ машиниста сушильных установок: костюм хлопчатобумажный ГОСТ
27574-87, ботинки кожаные на полиуретановой подошве ГОСТ 27574-87 , сапоги
резиновые ГОСТ 5394-89, куртка на утепляющей прокладке ГОСТ 29335-92, брюки на
утепляющей прокладке ГОСТ 29335-92, валенки ГОСТ 17824-80, рукавицы х/б с
брезентовыми наладонниками ГОСТ 12,4 010-75, перчатки резиновые МБС ТУ
38,106140-86, очки защитные ГОСТ 12,4,013, каска защитная ГОСТ 12,4,128-83,
респиратор «Лепесток-200», респиратор РУ-60М-В ГОСТ 17269-71, беруши.
Разрабатывается маршрут движения по цеху, обеспечивающий безопасность, а также
план эвакуации, т.е. маршрут движения при аварийных ситуациях. Перечень
технических и материальных средств, индивидуальной защиты, для спасения людей и
ликвидации аварий и места их хранения приведен в таблице 24 [15].
Таблица 24 - Перечень технических и материальных
средств, индивидуальной защиты, для спасения людей и ликвидации аварий на
участке сушки
|
№ п/п
|
Название инструмента и
материала
|
Основная характеристика
|
Количество
|
Место хранения
|
|
1
|
Огнетушители порошковые
|
ОПУ-5
|
5
|
Участок сушки
|
|
2
|
Аптечка
|
|
1
|
|
6
|
Пожарный кран
|
|
|
Участок сушки
|
ЗАКЛЮЧЕНИЕ
Оценка эффективности инвестиционных проектов является одним из наиболее
важных этапов в процессе управления реальными инвестициями. От того, насколько
качественно выполнена такая оценка, зависит правильность принятия
окончательного решения.
Чистый дисконтированный доход (ЧДД) - это сумма дисконтированных значений
потока платежей, приведённых к сегодняшнему дню.
Показатель ЧДД представляет собой разницу между всеми денежными притоками
и оттоками, приведёнными к текущему моменту времени (моменту оценки
инвестиционного проекта). Он показывает величину денежных средств, которую
инвестор ожидает получить от проекта, после того, как денежные притоки окупят
его первоначальные инвестиционные затраты и периодические денежные оттоки,
связанные с осуществлением проекта. Поскольку денежные платежи оцениваются с
учётом их временной стоимости и рисков. ЧДД можно интерпретировать как
стоимость, добавляемую проектом. Её также можно интерпретировать как общую
прибыль инвестора.
Расчёт ЧДД - стандартный метод оценки эффективности инвестиционного
проекта и показывает оценку эффекта от инвестиции, приведённую к настоящему
моменту времени с учётом разной временной стоимости денег. Если ЧДД больше 0,
то инвестиция экономически эффективна, а если ЧДД меньше 0, то инвестиция
экономически невыгодна (то есть альтернативный проект, доходность которого
принята в качестве ставки дисконтирования требует меньших инвестиций для
получения аналогичного потока доходов).
Эффективность инвестиционного проекта может быть оценена с помощью
индекса рентабельности инвестиций (ИД).
В данном дипломном проекте рассматриваемый инвестиционный проект является
достаточно привлекательным так как:
рассматриваемый проект окупится уже на второй год реализации проекта;
ЧДД превышает 0, что говорит о доходности инвестиций;
ИД больше 1, что также говорит о доходности инвестиций.
Принятое решение о самофинансировании проекта экономически оправданно.
Однако, при недостатке собственных средств для инвестирования возможно
привлечение заемного капитала, При этом следует учесть, что эффективность
проекта в таком случае будет ниже, чем при самофинансировании.
В заключение можно отметить, что все перечисленные выше факты делают
данный проект модернизации привлекательным для потенциальных инвесторов.
СПИСОК
ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
1. Анурьев, В.И. Справочник конструктора машиностроителя
том 3 / В.И. Анурьев. - М. «Машиностроение», 2001. - 102 с.
. Горбацевич, А.Ф. Курсовое проектирование по технологии
машиностроения. Учебное пособие для машиностроительных специальных вузов / А.Ф.
Горбацевич. В.А. Шкред. - Минск: Высшая школа, 1983. - 256 с.
. ГОСТ 4043-70. Хвостовики плоские для протяжек. - М.:
Стандартинформ. 1970. - 19 с.
4. ГОСТ 4044-70. Хвостовики круглые для протяжек. - М.:
Стандартинформ, 1970. - 22 с.
5. ГОСТ 9126-76. Технические требования. Протяжки для
цилиндрических отверстий. - М.: Стандартинформ, 1976. - 26 с.
. ГОСТ 7943-78. Протяжки для шлицевых отверстий с прямобочным
профилем. Технические требования. - М.: Стандартинформ, 1978. - 32 с.
. ГОСТ 16492-70. Протяжки для гранных отверстий. Технические
требования. - М.: Стандартинформ, 1970. - 30 с.
8. ГОСТ 16491-70. Протяжки шпоночные. Технические требования.
- М.: Стандартинформ, 1970. - 15 с.
9. Детали машин: методические указания к курсовому проекту.
Энергокинематический расчет привода. - Вологда: ВоГТУ, 2003. - 24 с.
. Детали машин: методические указания к курсовому проекту.
Расчет червячных передач. - Вологда: ВоГТУ, 2003. - 16 с.
. Детали машин: методические указания к курсовому проекту.
Расчет и конструирование валов. - Вологда: ВоГТУ, 2003. - 25 с.
. Егоров, М.Е. Технология машиностроения. Учебник для
машиностроительных вузов / М.Е. Егоров. - М.: Высшая школа, 1976. - 534 с.
. Инструкция по охране труда для машиниста сушильных
установок 5 разряда отм. 200 участка сушки коксового шлама и пыли
углеподготовительного цеха коксохимического производства. ОАО Северсталь. 2009.
- 78 с.
. Колпаков, В.Н. Гидропневмопривод и гидропневмоавтоматика
станочного оборудования. Методические указания к выполнению курсовой работы /
В.Н. Колпаков. - Вологда: ВоГТУ, 1999. - 22 с.
. Кукин, П.П. Безопасность технологических процессов и
производств / П.П. Кукин. В.Л. Лапин. - Высшая школа, 2010. - 316 с.
. Лебедовский, А.И. Автоматизация машиностроения / А.И.
Лебедовский. - Высшая школа, 1982. - 365 с.
. Некрасов, С.С. Практикум и курсовое проектирование по
технологии сельскохозяйственного машиностроения / С.С. Некрасов. - М.: Мир,
2004. - 240 с.
. Рузеева, В.И. Режимы резания для токарных и
сверлильно-фрезерно-расточных станков с числовым программным управлением / В.И.
Рузеева. - М.: Машиностроение, 2005. - 368 с.
. Свешников, В.К. Станочные гидроприводы. Справочник / В.К.
Свешников. - М.: Машиностроение, 1995. - 126 с.
. Справочник технолога машиностроителя в 2-х томах. - М.:
Машиностроение, 1985. - 1152 с.
21. Цеголев, Ю.Н. Конструирование протяжек / Ю.Н. Цеголев. -
Машгиз, 1960. - 468 с.
22. Шейнблит, А.Е. Курсовое проектирование деталей машин /
А.Е. Шейнблит. - М. «Высшая школа», 1991. - 206 с.