Модернизация конструкции и технологии котла-утилизатора
СОДЕРЖАНИЕ
ВВЕДЕНИЕ
. АНАЛИЗ СОСТОЯНИЯ ВОПРОСА. ЦЕЛИ И ЗАДАЧИ ВКР
.1 Технология производства серной кислоты и продуктов на ее
основе
.2 Технологическая схема котла-утилизатора
.3 Цели и задачи ВКР
. РАЗРАБОТКА КОНСТРУКЦИИ УЗЛОВ КОТЛА-УТИЛИЗАТОРА. МОДЕРНИЗАЦИЯ
КОТЛА-УТИЛИЗАТОРА
.1 Разработка конструкции узлов котла-утилизатора
.1.1 Питательный тракт
.1.2 Жидкая сера
.1.3 Обмуровка и изоляция
.1.4 Испарительное устройство
.1.5 Барабан котла
.1.6 Уровень в барабане котла
.1.7 Давление в барабане котла
.1.8 Температура стенки барабана котла
.1.9 Конденсатор
.1.10 Воздушный тракт
.1.11 Газовый тракт
.1.12 Пароперегреватель
.1.13 Водяной экономайзер
.1.14 Вспомогательное оборудование
.2 Модернизация котла-утилизатора
.3 Механизация обслуживания и ремонтных работ участка
котла-утилизатора
3. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ
«БАРАБАНА КАНАТНОГО». РАЗРАБОТКА КОНСТРУКЦИИ ТОКАРНОГО ПРОРЕЗНОГО РЕЗЦА С
ТВЕРДОСПЛАВНОЙ ПЛАСТИНКОЙ
3.1 Разработка технологического процесса изготовления
«барабана канатного»
.1.1 Описание конструкции детали
.1.2 Технологический контроль чертежа детали
.1.3 Анализ технологичности конструкции детали
.1.4 Выбор метода получения заготовки
.1.5 Проектирование отливки
.1.6 Аналитический расчет припуска на обработку
.1.7 Выбор структуры и плана обработки
.1.8 Предварительное нормирование времени операций
.1.9 Выбор типа и формы производства
.1.10 Выбор оборудования и приспособлений
.1.11 Выбор режущих инструментов
.1.12 Выбор средств измерения и контроля
.1.13 Выбор режимов резания
.1.14 Уточненное нормирование времени операции
.1.15 Разработка управляющей программы для станка с ЧПУ
3.1.16
Организация ремонтного обслуживания участка
3.1.17
Определение состава и количества оборудования ЦРБ и численности ремонтного
персонала
.1.18 Разработка управляющей программы для станка с ЧПУ
3.2 Разработка конструкции токарного прорезного резца с
твердосплавной пластинкой
.2.1 Подбор параметров режущей части резца
.2.2 Разработка конструкции резца
.2.3 Определение силы резания
3.2.4 Определение основных размеров пластины под установку
пластинник из твердого сплава
3.2.5 Определение основных размеров корпуса резца
.2.6 Расчет винтов крепления пластины к корпусу
. БЕЗОПАСНОСТЬ ЖИЗНЕДЕЯТЕЛЬНОСТИ
4.1 Анализ условий труда в сернокислотном производстве АО «ФосАгро-Череповец»
.2 Меры по обеспечению безопасных и здоровых условий труда в
сернокислотном производстве ФК АО «ФосАгро-Череповец»
4.3 Меры для обеспечения электробезопасности
.4 Расчет искусственного освещения
4.5 Меры по обеспечению устойчивой работы сернокислотного
производства ФК АО «ФосАгро-Череповец» в условиях чрезвычайных ситуаций
4.6 Меры, обеспечивающие надёжность охраны окружающей среды
ЗАКЛЮЧЕНИЕ
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
ПРИЛОЖЕНИЕ 1. БЛОК - СХЕМА МАТЕРИАЛЬНОГО БАЛАНСА
ПРИЛОЖЕНИЕ 2. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ КОТЛА РКС-95/440-4.0
ВВЕДЕНИЕ
Химическая промышленность - это комплексная отрасль
народного хозяйства, включающая в себя отрасли добывающей и обрабатывающей
промышленности. Химическая промышленность всегда считалась отраслью, определяющей
научно-технический прогресс. Значение ее для народного хозяйства определяется
следующим:
. Химическая индустрия расширяет сырьевую базу
промышленности и строительства, так как ее отрасли способны создавать новые
эффективные материалы с заранее заданными свойствами;
.Химическая промышленность способствует интенсификации
сельского хозяйства как источник производства минеральных удобрений и
биостимуляторов;
. Отрасли химической промышленности социально
ориентированы, так как создают продукцию, удовлетворяющую потребности
населения;
. Современная технология химической промышленности
имеет неограниченное преимущество перед механическими способами обработки
веществ и дает возможность:
· вовлекать в производственный процесс и превращать в
промышленные продукты практически неограниченный круг сырья: химическое
минеральное сырье, минеральное сырье, растительное сырье, отходы различных
отраслей хозяйства;
· комплексно использовать сырье, получая из одного
вида сырья различные продукты (например, из нефти, благодаря химии оргсинтеза
можно получить свыше 70 видов продукции), а также из разных видов сырья получая
один и тот же продукт (например, синтетический каучук, возможно, получить на
базе нефти, каменного угля, лесных ресурсов, отходов пищевой промышленности и
т.д.);
· утилизировать отходы других отраслей хозяйства;
. Отрасли химической промышленности способны выполнять
районно-образующую роль, т.е. способны на территории притягивать к себе другие
отрасли, что важно с точки зрения образования хозяйства.
Одним из важнейших продуктов химической промышленности является - серная
кислота. Используется в основном серная кислота для получения фосфорных и
азотных удобрений: простого суперфосфата, двойного суперфосфата, преципитата и
сернокислого аммония. При производстве 1 т. суперфосфата из фторапатита, не
содержащего гигроскопической воды, расходуется 600 кг 65% серной кислоты.
Суперфосфат представляет собой одно из наиболее распространенных удобрений, и
он производится в количестве нескольких миллионов тонн[18, с. 3].
Все больший удельный вес приобретают концентрированные фосфорные
удобрения: двойной суперфосфат и преципитат. Для их производства требуется
фосфорная кислота, на получение которой также нужна серная кислота. В качестве
удобрения чаще всего применяется сернокислый аммоний. Он хорошо усваивается
растениями и является наиболее дешевым азотным удобрением. При его производстве
так же используется серная кислота. Надо заметить, что серная кислота
используется при производстве удобрений не только потому, что дешевле всех
остальных кислот, аблагодаря своим свойствам она наиболее удобна для этой цели.
Серная кислота применяется и в металлургии, для обнаружения трещин,
образующихсяпри прокате стали, которые пронизывают толщу металла и появляются
на поверхности металла в виде так называемых "волосовин" - тончайших
трещин.Вследствие чего механические свойства металла резко снижаются. Образцы
проката помещают в свинцовую ванну и травят, то есть подвергают воздействию
25%- 30%серной кислоты. При этом происходит растворение окалины и тонкого
поверхностного слоя металла. Затем образцы промывают в воде и внимательно
рассматривают - трещины, выходящие на поверхность, видны невооруженным глазом.
При переработке руд редких металлов большое значение имеет кислотный
способ их расщепления. Обычно для этой цели используют наиболее дешевую
нелетучую серную кислоту. Измельченную руду смешивают в определенной пропорции
с серной кислотой и нагревают. Полученный раствор и осадок дальше
перерабатывают химическим путем, исходя из химических свойств того элемента,
который нужно выделить из раствора. На химическую переработку руд редких
элементов расходуют тысячи тонн серной кислоты.
На металлообрабатывающих заводах серную кислоту используют в цехах
гальванопокрытий. Перед нанесением на металлические изделия электрическим
методом никеля, хрома, меди их нужно тщательно очистить, протереть, обезжирить
и, наконец, выдержать непродолжительное время в ванне с раствором серной
кислоты. Серная кислота растворяет тончайший слой металла, с которым удаляются
следы загрязнений. В это же время поверхность металла становится более шершаво:
появляются микроскопические углубления и выступы. Электролитические покрытия к
такой поверхности лучше пристают и более прочно сцеплены с металлом.
Значительные количества серной кислоты потребляет нефтеперерабатывающая
промышленность. Как известно, нефть и ее отдельные фракции, например керосин,
подвергают очистке.
Широкое применение серная кислота находит в органическом синтезе, в
производстве красок, пластмасс, взрывчатых веществ, различных медицинских
препаратов. По мере расширения производства химических продуктов увеличивается
производство серной кислоты[19, с.7].
Серная кислота одна из самых активных неорганических кислот. Она
реагирует почти со всеми металлами и их окислами, вступает в реакции обменного
разложения, обладает окислительными свойствами. Её высокая активность
обуславливает и широкое применение в различных отраслях - в химической,
нефтяной, пищевой промышленности, в цветной металлургии, машиностроении и др.
На рисунке 1 представлено применение серной кислоты в народном хозяйстве.
Рисунок 1- Применение серной кислоты в народном хозяйстве
Основной областью применения серной кислоты производимой по настоящему
регламенту является производство минеральных удобрений.
Высокая активность серной кислоты в сочетании со сравнительно небольшой
стоимостью производства предопределили громадные масштабы и чрезвычайное
разнообразие ее применения. Трудно найти такую отрасль народного хозяйства, в
которой не использовалась бы в тех или иных количествах серная кислота или
произведенные из нее продукты. Среди минеральных кислот серная кислота по
объему производства и потребления занимает первое место. Мировое производство
её, составляя в настоящее время более 160 млн. т. в год.
Области применения серной кислоты и олеума весьма разнообразны.
Значительная часть ее используется в производстве минеральных удобрений (от 30
до 60%), а также в производстве красителей (от 2 до 16%), химических волокон
(от 5 до 15%) и металлургии (от 2 до 3%)[19, с.9].
АО «ФосАгро-Череповец» - крупнейший в Европе
производитель и экспортер (поставки в страны Западной Европы, Азии, Америки,
Африки)фосфорсодержащих удобрений, фосфорной и серной кислот, а также один из
ведущих производителей NPK-удобрений, аммиака и аммиачной селитры среди
российских предприятий химической промышленности.
Предприятие представляет собой две крупные
производственные площадки: Фосфорный и Азотный комплексы, так же на территории
расположен промышленный речной порт, который используется для перевозки сырья и
готовой продукции. АО «ФосАгро-Череповец» обладает собственными генерирующими
мощностями суммарным объемом 134 МВт и обеспечивает себя электроэнергией
собственной генерации на 80%, в том числе за счет ее выработки при утилизации
отходящего тепла в производстве серной кислоты, занимая по этому показателю
лидирующее положение в отрасли.
Основной продукцией, выпускаемой на предприятии,
являются фосфатные удобрения, карбамид, аммофос, селитра аммиачная, сульфат
калия, поташ, монокальцийфосфат. Изделия реализуются не только внутри страны,
но экспортируются в зарубежные страны. Предприятие имеет свой торговый дом, в
котором реализуются товары широко спроса. Продукция компании ФосАгро-Череповец
известна на различных материках своим качеством и низкой ценой.
Технологические мощности фосфорного комплекса АО
«ФосАгро-Череповец» включают 3 основных производства:
- серной кислоты (проектная мощность составляет 2,015 млн. тонн в год);
фосфорной кислоты (проектная мощность составляет 970 тыс. тонн в год);
и собственно удобрений более 2,5 млн. тонн в год, а также производство
попутных продуктов.
1. АНАЛИЗ СОСТОЯНИЯ ВОПРОСА. ЦЕЛИ И ЗАДАЧИ ВКР
1.1 Технология производства серной кислоты и
продуктов на ее основе
Серная кислота представляет собой соединение одной молекулы триоксида
серы SО3 с одной молекулой воды Н2О. В
технике под серной кислотой подразумевают любые смеси триоксида серы с водой.
Смеси, в которых на 1 моль SО3
приходится больше 1 моля воды, являются водными растворами серной кислоты.
Смеси, в которых на 1 моль SО3
приходится меньше 1 моля воды, называются олеумом, они содержат свободный
триоксид серы. С повышением концентрации растворов серной кислоты их
теплоемкость уменьшается и достигает минимума для безводной серной кислоты 1,42
Дж/(г.град). С повышением температуры теплоемкость водных растворов серной
кислоты несколько возрастает.
Котел-утилизатор РКС-95/4,0-440 предназначен для охлаждения сернистых
газов при сжигании чистой элементарной серы и выработки перегретого пара
давлением 40кгс/см2, используемого для технологических нужд. Вместе с котлом
поставляются отдельно стоящие пароперегреватели и водяные экономайзеры 1-й и
2-й ступеней. По согласованию с заводом-изготовителем допускается установка
котла, пароперегревателей и экономайзеров в открытой компоновке. Климатическое
исполнение котла-УХЛ, категория размещения-2 по ГОСТ 15150-69. Район
сейсмической активности до 6 баллов по шкале МСК-64.Эксплуатация котла возможна
при колебаниях нагрузок 60-110% от номинальной.
В серных топках котло-печного агрегата сжигается 24870 кг/ч жидкой серы в
топке 142000-148000 нм3/ч воздуха с температурой на входе в топки 90-1000С. При
сжигании образуется газ с содержанием диоксида серы 11,5-12,0 % об, который
после охлаждения в котле-утилизаторе до 390-4100С направляется на конверсию SO2
в контактный узел.
Для производства серной кислоты используются чистая элементарная сера,
которая сжигается в циклонных топках котла-утилизатора РКС-95/4,0-440.
В начале из плавильного отделения жидкая сера по трубопроводу поступает в
емкость для складирования жидкой серы. Оттуда сера по специальным трубопроводам
подается на паромеханические форсунки по четыре на каждую топку. Через форсунки
сера распыляется в топку, где окисляется с кислородом и превращается в
технологический газ SO2, при этом
выделяется тепло, температура 11400С. С такой температурой газ поступает в
первое испарительное устройство. Проходя через первую ступень испарения, газ
отдает часть своей теплоты испарительным поверхностям, приблизительно 6500С и
поступает во второе испарительное устройство. На второй ступени испарения газ
охлаждается на 2000С за счет нагрева конвективных поверхностей второго
испарителя и на выходе из котла его температура составляет 4500С. С данной
температурой газ нельзя подавать на контактный аппарат, в котором происходит
превращение окиси серы SO2 в SO3. Превращение происходит вследствие
химической реакции технологического газа SO2 и катализатора V2O5, который находится в камерах контактного
аппарата. При температуре газа 4500С происходит выжигание катализатора, что
ведет за собой его разрушение. Из-за этого данный катализатор выходит из строя
намного раньше положенного времени, что влечет за собой большие денежные
издержки, вследствие закупки нового катализатора и остановки котла вне плана и
остановкой турбины ТЭЦ из-за отсутствия перегретого пара. Чтобы это исключить
технологический газ на выходе из котла охлаждают до температуры 4000С подачей
сжатого воздуха. 15 тыс. м3 воздуха подаётся за 1 час работы.
В разработанной мною выпускной квалификационной работе представлена
модернизация котла-утилизатора РКС-95/4,0-440, суть которой заключается в
увеличении конвективной поверхности второго испарителя котла за счет
приваривания ребер. Данная реконструкция позволит получать газ на выходе из
котла с температурой 390-4000С, что обеспечит основные требования
технологических норм. После монтажа ребёр на конвективной поверхности второго
испарителя, подача сжатого воздуха не потребуется, что существенно приведет к
уменьшению себестоимости 1 тонны серной кислоты и уменьшению энергозатрат.
1.2 Технологическая схема котла
Котел РКС-95/4,0- 440 предназначен для охлаждения технологического газа,
образующегося при сжигании жидкой серы в топочных циклонах, перед поступлением
его на первый слой контактного аппарата и выработки утилизационного перегретого
пара для турбинного цеха ТЭЦ. Котел рассчитан на работу с «наддувом».
Предлагаемый котел РКС-95/4,0-440 вертикальной компоновки с одноходовым
движением технологических газов, установлен на открытой площадке с шатровым
укрытием барабана.
Схема котла представлена на рисунке 2.
Основные узлы энерготехнологического котла РКС-95-4,0-440:
энерготехнологический котел (барабан с сепарационным устройством,
испарительное устройство двухступенчатого типа;
топка, состоящая из циклонов и переходной камеры);
первая ступень пароперегревателя (в межтрубное пространство
поступает технологический газ после пятого слоя контактного аппарата);
вторая ступень пароперегревателя (в межтрубное пространство
поступает технологический газ после первого слоя контактного аппарата);
первая ступень водяного экономайзера (в межтрубное пространство
поступает технологический газ после первой ступени пароперегревателя);
вторая ступень водяного экономайзера (в межтрубное пространство
поступает технологический газ после третьего слоя контактного аппарата и
теплообменника);
трубы перепускные, трубы и арматура в пределах испарителя,
экономайзера, пароперегревателя;
каркас трубчатый охлаждаемый и каркас под барабан;
под ступени пароперегревателя и экономайзера;
Рисунок 2 - КотелРКС-95/4,0-440
узел питания;
контрольно-измерительные приборы;
площадки обслуживания.
Котел РКС-95-4.0-440 является:
по назначению - энерготехнологический;
по конструктивному исполнению - водотрубный;
по конструкции водотрубных котлов - радиационно-конвективный;
по принципу циркуляции воды - с естественной циркуляцией;
по виду сжигаемого и охлаждаемого газа - для охлаждения
технологического газа с температурой до 12000С после сгорания жидкой серы в
циклонной топке;
по типу установки - для открытой установки.
В приложении 1представлен материальный баланс котла-утилизатора.
В приложении 2 - технические характеристики котла-утилизатора
РКС-95/440-4.0.В таблице 1 перечислены характеристики котла РКС-95/440-4,0[18,
с. 26]
Таблица 1 - Характеристика энерготехнологического котла РКС-95/440-4,0
|
Наименование
характеристики, параметра
|
Единица измерения
|
Величина
|
|
Паропроизводительность
котла
|
т/ч
|
95
|
|
Давление в барабане котла
|
кгс/см2
|
44,00
|
|
Давление перегретого пара
|
кгс/см2
|
39,00
|
|
Температура перегретого
пара
|
°С
|
440
|
|
Температура питательной
воды
|
°С
|
105
|
|
Водяной объем испарителей
I, IIой ступени при максимально допустимом уровне воды в
барабане
|
м3
|
35,00
|
|
Водяной объем водяного
экономайзера Iой ступени при максимально допустимом уровне воды в барабане
|
м3
|
2,10
|
|
Водяной объем водяного
экономайзера IIой ступени при максимально допустимом уровне воды в
барабане
|
м3
|
1,40
|
|
Паровой объем барабана при
максимально допустимом уровне воды в барабане
|
м3
|
9,76
|
|
Паровой объем
пароперегревателя Iой ступени при максимально допустимом уровне воды в
барабане
|
м3
|
1,60
|
|
Паровой объем
пароперегревателя IIой ступени при максимально допустимом уровне воды в
барабане
|
м3
|
2,15
|
|
Поверхность нагрева
испарителей I, IIой ступени
|
м2
|
1200
|
|
Поверхность нагрева
пароперегревателей I, IIой ступени
|
м2
|
2130
|
|
Поверхность нагрева водяных
экономайзеров I, IIой ступени
|
м2
|
2390
|
В таблице 2 представлены соотношения давления и температур для
предлагаемого котла РКС-95/440-4.0[10, с. 28].
Таблица 2 - Соотношение давления и температур насыщения
|
Давление, кгс/см2
|
5
|
10
|
15
|
20
|
25
|
30
|
35
|
40
|
44
|
|
Температура насыщения, 0С
|
151,0
|
179,0
|
197,4
|
211,4
|
222,0
|
232,8
|
241,4
|
249,2
|
255,0
|
1.3 Цели и задачи ВКР
В 2013 году произошло слияние двух крупных заводов в единую организацию
АО «ФосАгро-Череповец» компании «ФосАгро», что значительно расширило и укрепило
связи с партнерами по бизнесу, дало мощный толчок к развитию основных фондов,
увеличению объемов выпускаемой продукции и повышению ее качества. Реализация
запланированных программ позволит предприятию занять одно из центральных мест в
компании «ФосАгро» по генерируемой прибыли, а так же укрепить свои позиции на
внутреннем и внешнем рынках минеральных удобрений.
Одной из важнейших целей компании является снижение затрат на производство
удобрений, так как снижение себестоимости продукции позволит компании
продвинутся на шаг вперед к достижению поставленных задач.
Целью выпускной квалификационной работы является снижение себестоимости
охлаждения сернистых газов при сжигании чистой элементарной серы и выработки
перегретого пара на участке котла- утилизатора.
Для того что бы достигнуть поставленных целей необходимо решить следующие
задачи:
– проанализировать конструкцию котла-утилизатора на предмет
возможности модернизации;
– разработать новую систему отвода тепла при охлаждении сернистых
газов без использования дорогостоящего сжатого воздуха;
– рассмотреть возможность механизации обслуживания и проведения
ремонтных работ на котле-утилизаторе;
– предложить способ механизации обслуживания оборудования на
верхней площадке котла-утилизатора;
– выполнить анализ условий труда и разработать меры по обеспечению
безопасных и здоровых условий труда.
. РАЗРАБОТКАКОНСТРУКЦИИ УЗЛОВ КОТЛА-УТИЛИЗАТОРА. МОДЕРНИЗАЦИЯ
КОТЛА-УТИЛИЗАТОРА
2.1 Разработка конструкции узлов
котла-утилизатора
2.1.1 Питательный тракт
Водно-химический режим должен обеспечивать работу энерготехнологического
котла и питательного тракта без повреждения их элементов вследствие отложений
накипи и шлама. Объем контроля водно-химического режима этапа приготовления
воды для питания энерготехнологического котла осуществляется лабораторией в
соответствии с утвержденным графиком аналитического контроля. Подогретая до
102- 105°С питательная вода из коллекторов ПЭНов ТЭЦ предприятия по двум
трубопроводам диаметром 150 мм эстакадной прокладки поступает на узел питания
энерготехнологического котла через камерную диафрагму и заглушку поворотную.
Узел питания энерготехнологического котла состоит из двух основных линий
питания диаметром 150 мм (рабочая и резервная) и растопочной (байпасной) линии
диаметром 50 мм.
Резервная линия узла питания состоит:
задвижки с электроприводом до регулирующего клапана;
регулирующего клапана;
задвижки после регулирующего клапана;
контрольно-измерительных приборов и аппаратов.
Рабочая линия узла питания состоит:
задвижки с электроприводом до регулирующего клапана;
регулирующего клапана;
задвижки после регулирующего клапана;
контрольно-измерительных приборов и аппаратов.
Растопочная (байпасная) линия узла питания состоит:
вентиля с электроприводом до регулирующего клапана;
регулирующего клапана;
вентиля после регулирующего клапана;
контрольно-измерительных приборов и аппаратов.
После узла питания на трубопроводе установлены обратный клапан и задвижка,
где находится отбор питательной воды на охладитель проб для аналитического
контроля показателей качества принимаемой из ТЭЦ питательной воды. Требуемый
расход питательной воды через охладитель обеспечивается игольчатым вентилем.
Для охлаждения используется речная вода с эстакады межцеховых коммуникаций,
врезка - в трубопровод на расхолаживание потоков расширителя периодической
продувки. Из охладителя проб стоки поступают в сборник.
2.1.2 Жидкая сера
Жидкая сера поступает в печное отделение котла СК-600 из железнодорожных
цистерн с узла приема и складирования жидкой серы или из отделения плавления и
фильтрации по двум трубопроводам жидкой серы (рабочий и резервный),
объединяющимся в один перед сборником. Трубопровод с наружной паровой рубашкой
состоит из плетей, к каждой из которых подводится насыщенный пар после
охладительной установки. Сборник оборудован внутренними нагревательными
элементами (паровыми регистрами), установленными на днище сборника и внутренней
стороне крышки.
Уровень серы в сборнике поддерживается в автоматическом режиме.
Серопроводы, находящиеся в горячем резерве, непрерывно обогреваются насыщенным
паром от охладительной установки или редукционно-охладительной установки для
сохранения вязкости серы в рабочем диапазоне. Из сборника жидкая сера по двум
трубопроводам (рабочий и резервный) самотеком поступает в расходный сборник,
уровень в котором автоматически поддерживается клапаном регулирующим типа
Camflex фирмы Мазонейлан.
Контроль температуры серы в сборниках и осуществляется из нескольких зон.
Из расходного сборника по обогреваемому трубопроводу жидкая сера подается на
форсунки циклонной топки котла для сжигания погружными насосами. Регулирование
расхода (по концентрации диоксида серы) осуществляется клапаном на
трубопроводе. Напорный трубопровод к форсункам имеет линию возврата жидкой серы
(рециркудяции) в сборник с регулирующим клапаном. Конденсат из системы обогрева
серопроводов, сборников, форсунок, серных насосов непрерывно отводится в ПЛК.
2.1.3 Обмуровка и изоляция
Внутренняя поверхность топки футерована муллитокорундовым кирпичом марки
МКС-72 толщиной 250 мм. Места сложных соединений, например сопла ввода воздуха
в топку, для надежности работы агрегата выполнены с использованием фасонных
муллитокорундовых изделий.
Тепловое ограждение собственно котла выполнено матами из минеральной ваты
марки М-125 толщиной 140 мм типа М2, пароперегревателя и водяного экономайзера
- толщиной 200 мм. Теплостойкость мат до 700 °С. Маты крепятся на штырях, приваренных к обшивочным
листам. Изоляция покрывается обшивочными листами из алюминия.
2.1.4 Испарительное устройство
Устройство состоит из двух ступеней. Ступень выполнена из четырёх
транспортабельных блоков, каждый из которых является автономным циркуляционным
контуром и собирается в период монтажа котла. Первая ступень испарителя
включена в чистый отсек барабана, вторая ступень - в солевые отсеки. Верхний и
нижний коллекторы испарительного устройства первой ступени соединены между
собой панелями (8 шт.), сваренными из труб диаметром 38х5 мм с шагом 60 мм и
четырьмя рециркуляционными трубами диаметром 89х4 мм.
В панелях одного из блоков имеются разводки для доступа к трубам
конвективного пучка. Конвективная поверхность образована змеевиками из труб
диаметром 38 х 3 мм, которые образуют ширмы. Сходящиеся к центру ширмы образуют
пространство, в котором устанавливается устройство для регулирования
температуры технологического газа за испарительным устройством, образуя байпас,
представляющий собой газоход диаметром 800 мм. Верхний и нижний коллекторы испарительных
устройств обоих ступеней, соединены между собой газоплотными плавниковыми
панелями, сваренными из труб диаметром 38x5. Внутри газохода установлены
V-образные змеевики 38x4 (256 штук) из труб аналогичного сортамента.
Температура уходящих газов, их проходящее количество, достигается за счёт
положений шиберов, установленных на выходе из котла.
2.1.5 Барабан котла
Барабан внутренним диаметром 1518 мм с толщиной стенки 36 мм предназначен
для равномерного распределения питательной воды по циркуляционной системе,
разделения пароводяной смеси на насыщенный пар и котловую воду, отвода
насыщенного пара в пароперегреватель. Барабан цельносварной, его обечайка
выполнена из стали 20К-18 (20К - РКС 1) (ГОСТ 5520), днища эллиптические,
толщиной 45 мм, приварные встык, выполнены из стали марки 09Г2С-17 (ГОСТ5520),
оборудован двумя лазами, с размерами в свету 325x400 мм. Барабан, помещён в
укрытие во избежание воздействия атмосферных осадков, замерзания приборов
безопасности и трубопроводов обвязки в зимний период работы. Барабан и укрытие,
опираются на отдельно установленный каркас, выполненный из профильных
металлоконструкций.
Котел имеет две ступени испарения, поэтому барабан разделен перегородками
на чистый и два солевых отсека. В испарительных контурах происходит
естественная циркуляция котловой воды с образованием пароводяной смеси, из
которой после двухступенчатой сепарации получается насыщенный пар требуемых
параметров и качества. Отвод всего количества насыщенного пара для дальнейшего
перегрева осуществляется из чистого отсека барабана; упаривание котловой воды
чистого отсека в испарителе второй ступени с повышением массовой концентрации
солей до определенного в процессе испытаний значения позволяет увеличить
паропроизводительность котла без снижения показателей качества пара к
турбогенераторам ТЭЦ. В качестве первичного сепарационного устройства чистого
отсека барабана используются жалюзийно-дроссельные стенки, расположенные с двух
сторон; вторичным сепарационным устройством являются потолочные жалюзийные сепараторы
и дырчатые листы с диаметром отверстий 6 мм. В солевых отсеках для разделения
пароводяной смеси на пар и котловую воду установлены по 4 внутрибарабанных
циклона в каждом. На барабане котла установлены:
водоуказательные приборы прямого действия (ВУК)- 3шт;
сосуды постоянного уровня для КИПиА- 3 шт;
запорная арматура пробоотборных, импульсных линий, трубопроводов
непрерывной продувки, аварийного слива и подачи пара на разогрев, бобышки для
термопар контроля температуры стенки;
реперы (2 шт.) тепловых перемещений;
манометр с отключающим вентилем и трехходовым краном.
Максимальное давление насыщенного пара в барабане (избыточное) 4,4 МПа.
Для защиты от превышения разрешенного давления на барабане установлены три
предохранительных пружинных клапана.
Амминированная питательная вода из деаэрационно-питательной установки ТЭЦ
по двум трубопроводам, Ду 150 мм, эстакадной прокладки подводится к узлу
питания котла. Питательная вода через узел питания, конденсатор, первую ступень
водяного экономайзера поз. А2, вторую ступень экономайзера поз. А3 поступает в
коллектор, расположенный над барабаном, из которого по 4-м трубам Ду 80мм
подается в распределительную перфорированную трубу чистого отсека барабана.
Смесь котловой и питательной воды из чистого отсека барабана по 16-и опускным
трубам Ду 100мм (вварены заподлицо в днище в два ряда) поступает в коллекторы
трубчатого каркаса и первой ступени испарителя. Пароводяная смесь из
циркуляционных контуров испарителя 1 ступени по 16-и подъемным трубам Ду 125мм
поступает в чистый отсек барабана котла для сепарирования. В качестве
первичного сепарационного устройства чистого отсека используются
жалюзийно-дроссельные стенки, расположенные с двух сторон барабана, в солевых
отсеках - внутрибарабанные циклоны. Вторичным сепарационным устройством
являются потолочные жалюзийные сепараторы и дырчатые листы в верхней части
барабана.
Солевые отсеки отделены от чистого глухими перегородками и сообщаются с
ним через водоперепускные трубы Ду 200мм, вваренные в нижнюю их часть.
Испарители первой и второй ступени работают в автономном режиме.
Питательной водой для солевых отсеков барабана и испарителя второй
ступени котла является котловая вода из чистого отсека, поступающая в них по
вышеуказанным трубам Ду 200мм. Котловая вода из каждого солевого отсека (смесь
воды чистого отсека и циркулирующей по контурам второго испарителя котловой
воды) по 4-м опускным трубам Ду 125мм поступает в испаритель второй ступени.
Пароводяная смесь из циркуляционных контуров по 4-м подъемным трубам Ду 150мм
отводится на внутрибарабанные циклоны (4 шт) для разделения: котловая вода
возвращается в контур циркуляции, сепарированный пар из солевого отсека после
первой ступени сепарации смешивается с паром чистого отсека и через вторую
ступень сепарации барабана (потолочные жалюзийные сепараторы и дырчатые листы)
отводится в коллектор насыщенного пара. Общая производительность котла
складывается из паропроизводительности чистого и солевых отсеков. Пароотводящие
трубы из чистого отсека приварены к обечайке барабана - по 8 труб Ду 100мм к
каждому паросборному коллектору.
Значения уровня котловой воды в барабане входят в перечень систем
автоматического регулирования, сигнализации и блокировок. Средний уровень (0
мм), установленный заводом - изготовителем, на 100мм ниже геометрической оси
барабана котла. Для защиты от превышения уровня в барабан врезан трубопровод
аварийного слива Ду 50мм, на котором расположен вентиль с электроприводом,
включенный в систему блокировок.
Для поддержания массовой концентрации солей котловой воды в требуемом
диапазоне производится отвод части ее из солевых отсеков второй ступени
испарения по трубопроводам непрерывной продувки Ду 20мм (вентиль с
электроприводом из левого отсека, из правого отсека) в сепаратор непрерывной
продувки.
Уровень котловой воды в барабане поддерживается автоматически
регулированием подачи питательной воды клапаном резервной и основной линий узла
питания. Средний уровень, установленный заводом-изготовителем, на 100 мм ниже
геометрической оси барабана.
Барабан имеет трубопровод аварийного слива Ду 50, на котором расположен
вентиль с электроприводом, включенный в систему противоаварийной защиты котла.
При уровне котловой воды плюс 75 мм от среднего уровня происходит
автоматическое открытие вентиля и сброс котловой воды с температурой 250-259°С в расширитель периодической
продувки. В автоматическом режиме вентиль закрывается при среднем уровне 0мм.
На трубопроводе насыщенного пара установлена отключающая задвижка с
растопочной «свечой» перед нею. Задвижка служит для отключения испарительной
части котла от пароперегревателя во время пуска и для проведения настройки
предохранительных клапанов.
При возможном повышении уровня котловой воды в барабане более плюс 150 мм
от среднего система противоаварийной защиты отключает электродвигатель
нагнетателя.
При понижении уровня котловой воды в барабане менее минус 150 мм от
среднего система противоаварийной защиты отключает электродвигатель серного
насоса и через 5 сек электродвигатель нагнетателя.
Требуемый объем аналитического контроля показателей водно-химического
режима котла обеспечивается отборными устройствами из опускных труб левого,
правого и чистого отсеков барабана, паропроводов насыщенного и перегретого
пара. Проектом предусмотрен автоматический контроль показателей качества.
Барабан снабжен указателями уровня прямого действия, дистанционными
указателями уровня на дисплее компьютера в ЦПУ, термопарами для контроля
температуры стенки барабана при пусковых операциях.
2.1.6 Уровень в барабане котла
Средний уровень - на 100 мм ниже геометрической оси барабана (0 мм);
Верхний допустимый уровень - плюс 50 мм от среднего уровня;
Нижний допустимый уровень - минус 50 мм от среднего уровня;
Верхний предельный уровень - плюс 150 мм от среднего уровня;
Нижний предельный уровень - минус 150 мм от среднего уровня.
При повышении уровня до плюс 75 мм от среднего уровня срабатывает
противоаварийная защита с открытием вентиля с электроприводом на трубопроводе
аварийного слива из чистого отсека барабана в расширитель периодической
продувки.
При повышении уровня более плюс 150 мм от среднего уровня по
противоаварийной защите прекращается подача серы к форсункам топочных циклонов,
останавливается электродвигатель нагнетателя для предотвращения заброса
котловой воды в трубную систему пароперегревателя и паропровода.
При понижении уровня менее минус 150 мм от среднего уровня действием
противоаварийной защиты прекращается подача серы к форсункам циклонной топки,
останавливается электродвигатель нагнетателя для предотвращения упуска воды,
опрокидывания циркуляции в контуре.
По указателю уровня прямого действия всегда должен просматриваться
уровень котловой воды, слегка колеблющийся. Нормативное положение - 0 мм, т.е.
средний уровень с отклонением в пределах от плюс 5 мм до минус 5 мм.
2.1.7 Давление в барабане котла
Давление насыщенного пара в барабане, поддерживается в диапазоне 3,9 -
4,4 МПа(избыточное). Отклонения от вышеуказанных значений фиксирует система
световой и звуковой сигнализации. Давление в барабане является нерегулируемой
позицией. Кратковременное повышение давления пара более максимального значения
допускается в пределах 10 %, при этом должны быть приняты меры по выявлению и
устранению причины повышения давления. Если давление пара продолжает расти,
открывается один из предохранительных клапанов на барабане котла.
При давлении пара более 4,8МПа, действием противоаварийной защиты
прекращается подача серы к форсункам циклонов топки, останавливается
электродвигатель нагнетателя. Значение максимального давления насыщенного пара
в барабане котла ограничивается расчетом элементов котла на прочность.
Температура насыщенного пара зависит от его давления в барабане котла и
определяется термодинамическими свойствами воды и пара.
2.1.8 Температура стенки барабана котла
Максимальная разность температуры стенки между двумя точками не должна
превышать 40°С. Номинальная температура стенки 255°С, (по расчету на
прочность).
2.1.9 Конденсатор
Из входного коллектора экономайзера питательная вода направляется в
нижние секции водяных камер, затем в трубную систему конденсатора для
охлаждения насыщенного пара с целью получения конденсата для регулирования
температуры перегретого пара после второй ступени пароперегревателя.
Конденсатор, через трубную систему которого проходит вся питательная
вода, подаваемая от узла питания в первую ступень экономайзера, представляет
собой пароводяной подогреватель (для питательной воды).
Параметры работы конденсатора:
) Трубная система:
Вход - температура питательной воды 102 - 105°С;
давление питательной воды 5,0 МПа;
Выход - температура питательной воды 103 - 120°С;
) Межтрубное пространство:
Вход - температура насыщенного пара из коллектора 250-255°С;
давление 3,9 - 4,4 МПа;
Выход - температура парового конденсата 90 - 120°С.
Конденсатор работает в режиме авторегулирования: при отсутствии расхода
конденсата его корпус заполнен конденсатом, изолирующим трубную систему от
соприкосновения с паром; при расходе конденсата к коллектору впрыска насыщенный
пар контактирует с поверхностью змеевиков, конденсируется, увеличивая уровень.
Насыщенный пар к паровому коллектору конденсатора подается из паропровода
к первой ступени пароперегревателя по трубопроводу через задвижку с
электроприводом из коллектора по 4-м трубам поступает в межтрубное пространство
для конденсации.
Конденсат через задвижку диаметром 100 мм и задвижку с электроприводом
подается в коллектор впрыска. Регулирование расхода осуществляется контроллером
Simatic S7-300 (Simatic S7-400) в зависимости от требуемой температуры
перегретого пара, клапан регулирующий.
Движение конденсата обеспечивается за счет перепада давления на входе в
первую ступень и выходе из второй ступени пароперегревателя с учетом
располагаемого гидростатического напора, получаемого как разность отметок
установки конденсатора и коллектора впрыска.
2.1.10 Воздушный тракт
Очищенный воздушный поток направляется в нижнюю часть сушильной башни
навстречу потоку концентрированной серной кислоты для удаления влаги. Процесс
поглощения влаги из воздуха кислотой является абсорбционным, и его
интенсивность зависит от поверхности соприкосновения и скорости. При поглощении
паров воды серной кислотой выделяется большое количество теплоты, вследствие
чего температура воздуха к циклонам топки находится в диапазоне 40-110°С. Пары кислоты, образующиеся
вследствие реакции гидратации, конденсируются с образованием тумана. Для
удаления брызг кислоты из воздушного потока над системой орошения сушильной
башни имеется демистер, включающий каркасы сегментной формы, обтянутые
влагопоглощающим материалом. Очищенный и осушенный воздух поступает на всас
нагнетателя и с расходом 140000-160000 м3/ч подается в кольцевое пространство
топочных циклонов, завихрение воздушного потока достигается тангенциальным
вводом через сопла циклонов. Количество воздуха для сгорания серы регулируется
заслонками с электроприводами, установленными на каждом воздушном сопле,
электроприводы включены в схему автоматизации котла.
Полнота сгорания жидкой серы контролируется по цвету пламени в топочных
циклонах через чистые поверхности гляделок и по массовой концентрации диоксида
серы к контактному аппарату.
2.1.11 Газовый тракт
Топка предназначена для сжигания до 650 т жидкой серы в сутки. Топка
энерготехнологического котла РКС состоит из двух циклонов, расположенных
относительно друг друга под углом 1100 и камеры смещения.
Каждый циклон представляет собой конструкцию из двух соосно-расположенных
цилиндрических корпусов. Внутренний корпус диаметром 2600 мм свободно опирается
на опоры, приваренные к внешнему корпусу диаметром 3000 мм, и имеет возможность
свободного температурного перемещения. Наружный корпус опирается на катковые
пружинные опоры. В кольцевое пространство, образованное внутренним и внешним
корпусами, вводится воздух, который затем через сопла поступает в камеру
сгорания.
Жидкая сера серным насосом подается на 8 серных форсунок (по 4 на каждом
топочном циклоне). Сгорание серы происходит в закрученном воздушном потоке.
Газовое оборудование циклонной топки предназначено для разогрева
футеровки циклонов топочными газами и подъема давления в энерготехнологическом
котле до 2,5-3,0 МПа перед переводом топки на сжигание жидкой серы. Топка
оборудована газомазутными горелками по одной на каждом циклоне, типа ГМ-10 с
тепловой мощностью 10 Гкал/ч. Внутренняя поверхность топки футерована
муллитокорундовым кирпичом марки МКС-72 толщиной 250 мм. Места сложных
соединений (сопла ввода воздуха в топку) обмурованы шамотобетоном на
жаростойкой арматуре.
Переходная камера предназначена для направления газового потока из
горизонтальных циклонов в вертикальный газоход испарительного устройства и
выравнивания поля скоростей продуктов сгорания (при сжигании природного газа)
или технологического газа (при сжигании жидкой серы).
Технологический газ, образующийся при сгорании жидкой серы в циклонах
топки, с температурой 900 - 11700С поступает в переходную камеру и направляется
в вертикальный газоход испарителя. После утилизации теплоты в циркуляционном
контуре первой и второй ступеней испарителя технологический газ с содержанием
до 11,9% объемных диоксида серы и температурой 4500С поступает на первый слой
контактного аппарата. За счет утилизации теплоты технологического газа получают
пар промежуточного перегрева после с температурой 275- 3100С и питательную воду
после с температурой 180 - 1950С.
2.1.12 Пароперегреватель
Пароперегреватель двухступенчатый, ступени установлены отдельно от котла
на порталах. Блок первой ступени пароперегревателя и блок первой ступени
водяного экономайзера смонтированы на одном портале.
Поверхность нагрева составляет 2130 м2. Паровой объем пароперегревателя и
при максимальном допустимом уровне воды в барабане 1,6 м3 и 2,15 м3
соответственно.
Поверхность нагрева первой ступени пароперегревателя выполнена из
спиральнооребренных труб диаметром 38 х 4 мм, пропущенных через трубные доски,
при этом к одной трубной доске, со стороны коллекторов, трубы развальцованы и
приварены угловым швом, а через другую проходят свободно. Трубные доски и
боковые листы толщиной 20 мм образуют герметичный газоход размером 3986 х 1990
мм.
Для обеспечения большей надежности все сварные швы на змеевиках и
коллекторах вынесены за пределы газохода. Змеевики, входной и выходной
коллектора пароперегреватеоя первой ступени выполнены из стали 20 ГОСТ 5520,
обшивка и трубные доски - из стали 12ХМ ГОСТ 5520.Насыщенный пар из коллектора
насыщенного пара с температурой 250 - 258°С и давлением 4,0-4,4 МПа по трубопроводу диаметром 273х10 мм
подается во входной коллектор первой ступени пароперегревателя. Утилизируя
теплоту технологического газа, поступающего в газовое пространство
пароперегревателя после пятого слоя контактного аппарата получают перегретый
пар промежуточного перегрева в диапазоне заданных параметров.
На входном коллекторе первой ступени пароперегревателя установлены два
предохранительных клапана, из нижней точки смонтирован дренаж Ду 20 мм с двумя
запорными вентилями. Из входного коллектора насыщенный пар по четырем трубам
диаметром 133х5 мм подается в трубную систему пароперегревателя, перегревается
до температуры 275-310°С и
четырьмя трубами диаметром 133х5 мм отводится в выходной коллектор, к которому
подведен пар на разогрев из сети. Коллектор оборудован КИПиА, дренажем Ду 20 мм
с двумя запорными вентилями.
Из выходного коллектора пар промежуточного перегрева отводится в трубную
систему блока второй ступени пароперегревателя для утилизации теплоты
технологического газа после первого слоя контактного аппарата.
Пар с температурой 450 - 490oС по шести трубам диаметром 133 х 11 мм поступает в выходной коллектор
второй ступени для регулирования температуры перед главным паровым коллектором,
которое осуществляется изменением подачи расхоложенного конденсата насыщенного
пара из конденсатора регулирующим клапаном с отводом избыточного конденсата в
расширитель.
Поверхность нагрева второй ступени пароперегревателя конструктивно
аналогична первой ступени. Змеевики, трубные доски, обшивка и выходной
коллектор пароперегревателя выполнены из стали 12Х1МФ ГОСТ 5520, входной
коллектор - из стали 20 ГОСТ 1050. Коллектор перегретого пара выполнен из стали
15ГС ТУ 108.1268.
Расположение труб в пароперегревателе - шахматное. Движение греющего
технологического газа и нагреваемого пара - противоточное. Перегретый пар с
требуемыми параметрами поступает в главный паровой коллектор. На коллекторе
установлены два предохранительных клапана, «свеча» аварийного сброса пара,
КИПиА. Из сети предприятия подведен пар к выходному коллектору для разогрева
трубной поверхности. Входной и выходной коллектора соединены байпасной линией с
регулирующим клапаном с отключающими задвижками.
2.1.13 Водяной экономайзер
Водяной экономайзер двухступенчатый. Блок ступени экономайзера
представляет собой поверхность нагрева с обшивкой и каркасом. Обшивка и каркас
изготовлены из стали марки Ст3.
Трубная поверхность каждой ступени выполнена из труб диаметром 28х3 мм со
спиральным оребрением (материал - Ст 20) пропущенных через трубные доски, при
этом к одной трубной доске трубы приварены, а через другую проходят свободно.
Расположение труб в экономайзере - шахматное. Движение газовой и водной сред -
противоточное. Поперечный шаг труб - 66 мм. Трубные доски и боковые листы
толщиной 20 мм образуют герметичный газоход размером 3960х1950 мм. Для
обеспечения большей надежности все сварные швы на змеевиках и коллекторах
вынесены за пределы газохода.
Первая ступень экономайзера и первая ступень пароперегревателя
смонтированы на одном портале с объединенным газоходом, в который подается
технологический газ после пятого слоя контактного аппарата. Вторая ступень
водяного экономайзера смонтирована отдельно.
Каркас трубчатый охлаждаемый. В качестве каркаса испарительного
устройства используются 16 вертикальных оребренных труб диаметром 108 х 6 мм,
соединенных между собой горизонтальными поясами из гнутых оребренных труб
диаметром 89 х 6 мм и включенных в нижний и верхний кольцевые коллекторы
диаметром 219 мм. Котловая вода из чистого отсека барабана по 16-ти опускным
трубам поступает в верхний кольцевой коллектор каркаса.
2.1.14 Вспомогательное оборудование
1) Сепаратор непрерывной продувки
Через тангенциальный вход сепаратора поступает котловая вода из левого солевого
отсека барабана по трубопроводу непрерывной продувки Ду20 через вентиль.
Продувочная вода может быть подана в расширитель периодической продувки, минуя
сепаратор по байпасному трубопроводу через вентиль. Сепарированный пар
отводится в объединенный паропровод к ТЭЦ. Сепарированная продувочная вода
через регулирующий клапан поступает в расширитель периодической продувки.
В верхней части корпуса сепаратора установлен предохранительный клапан,
дренаж выхлопной линии выведен в сборник сливов без запорной арматуры.
) Пусковой сепаратор
В сепаратор поступают:
питательная вода из выходного коллектора второй ступени
экономайзера по трубопроводу рециркуляции через обратный клапан,
вентиль с электроприводом и вентиль перед сепаратором;
питательная вода из выходного коллектора первой ступени
экономайзера по трубопроводу рециркуляции через обратный клапан, вентиль с
электроприводом и вентиль перед сепаратором.
Сепарированный пар отводится в объединенный паропровод с рабочими
параметрами Р=0,3МПа, Т=130°С для подачи в ТЭЦ. Сепарированная вода через
регулирующий клапан поступает в расширитель периодической продувки.
) Расширитель периодической продувки
Расширитель предназначен для сбора продувочных, дренажных вод котла и
расхолаживания их речной водой перед выводом в промливневую канализацию
предприятия или в сборник с последующей подачей в водооборотный цикл.
К расширителю подводятся:
сепарированная продувочная вода из сепараторов непрерывной продувки
и продувочная вода из левого и правого солевых отсеков (байпас сепараторов);
сепарированная вода из пускового сепаратора;
напорный дренаж коллектора перегретого пара, выходного коллектора
второй ступени пароперегревателя;
напорные дренажи испарителя первой ступени и напорные дренажи
испарителя второй ступени;
трубопровод аварийного слива из чистого отсека барабана котла;
напорные дренажи с выносных коллекторов водяных экономайзеров I,II
ступени;
напорные дренажи с выносных коллекторов пароперегревателей I,II
ступени.
) Сепаратор на линии конденсата
В сепаратор отводится конденсат из паровых рубашек серопроводов, серных
форсунок, серных насосов и сборников жидкой серы, через вентили.
Сепарированный пар отводится в объединенный паропровод к ТЭЦ,
сепарированный конденсат через регулирующий клапан и вентиль сливается в
сборник конденсата. В верхней части корпуса сепаратора установлен
предохранительный клапан. Дренаж выхлопной линии выведен в сборник сливов без
запорной арматуры.
) Сборник конденсата
Сборник предназначен для сбора конденсата из паровых рубашек серопроводов
и из системы обогрева сборников жидкой серы и после сепаратора на линии
конденсата.
Конденсат подается в верхнюю образующую обечайки сборника, сюда же
подведен дренаж паропровода собственных нужд после охладительной установки.
В сборнике поддерживается уровень конденсата включением электродвигателя
насоса при достижении максимального уровня и отключением электродвигателя
насоса при минимально допустимом уровне в сборнике в автоматическом режиме.
Откачка конденсата Р =0,5 МПа и с температурой 70ºС производится по трубопроводу
эстакадной прокладки на станцию нейтрализации фосфатосодержащих стоков.
Переливная труба сборника выведена в дренажный приямок. Сборник снабжен
гидрозатвором, для заливки которого подведена артезианская вода. При
срабатывании гидрозатвора опорожнение происходит в дренажный приямок.
) Насос серный
К форсункам циклонов топки жидкая сера подается насосом типа АХПО
45/54-2,5-К-Щ-У2. Серный насос - вертикальный, полупогружной, обогреваемый с
опорами в перекачиваемой жидкости. Серный насос смонтирован на опорной плите и
установлен на расходном сборнике жидкой серы. Для обогрева насоса конструкцией
предусмотрена рубашка, в которую по трубопроводу подается насыщенный пар после
охладительной и редукционно-охладительной установок. Рабочее колесо - открытое.
Направление вращения ротора - против часовой стрелки, если смотреть со стороны
электродвигателя.
) Сборник продувочных вод, сливов и дренажей
Сборник предназначен для накопления стоков из расширителя периодической
продувки, сбора сливов от предохранительных клапанов сепараторов, от
охладителей проб пара и воды, от предохранительных клапанов барабана.
В сборнике поддерживается уровень стоков включением электродвигателя
насоса при достижении максимального уровня и отключением электродвигателя насоса
при минимально допустимом уровне в сборнике в автоматическом режиме с откачкой
в водооборотный цикл СКП.
Для защиты сборника от переполнения смонтирована переливная труба,
выведенная в дренажный приямок. Опорожнение сборника производится по дренажному
трубопроводу в ПЛК.
) Охладители проб пара и воды
Охладители проб двухточечные, для расхолаживания проб используется речная
вода из трубопровода к расширителю периодической продувки, стоки (речная вода +
непрерывно вытекающая проба) отводятся в сборник с последующей откачкой в
водооборотный цикл СКП.
Пробоотборные линии выполнены из нержавеющей стали для устранения
коррозии и возможного мешающего влияния на представительность аналитического
контроля отбираемых проб. Подвод перегретого пара из главного парового
коллектора энерготехнологического котла производится по пробоотборной линии
через вентиль на входе в пробоотборник, регулирование расхода пара
осуществляется игольчатым вентилем на выходе из охладителя.
Подвод насыщенного пара из коллектора котла производится по пробоотборной
линии через вентиль на входе в пробоотборник, регулирование расхода пара
осуществляется игольчатым вентилем на выходе из охладителя.
Подвод питательной воды с отбором из трубопровода после узла питания
энерготехнологического котла осуществляется через вентиль перед охладителем,
регулирование расхода воды осуществляется игольчатым вентилем на выходе из
охладителя.
Подвод котловой воды из трубопровода непрерывной продувки левого солевого
отсека энерготехнологического котла осуществляется через вентиль (коренной) и
вентиль на входе в охладитель, регулирование расхода производится игольчатым
вентилем на выходе из пробоотборника. Охлажденная проба котловой воды с
температурой 25ºС при стабильной работе охладителя подается на блок
проточного кондуктометра.
Подвод котловой воды из трубопровода непрерывной продувки правого
солевого отсека энерготехнологического котла осуществляется через вентиль
(коренной) и вентиль на входе в охладитель, регулирование расхода производится
игольчатым вентилем на выходе из пробоотборника. Охлажденная проба котловой
воды с температурой 25ºС при стабильной работе охладителя подается на блок
проточного кондуктометра.
Охладители проб включаются в работу только при наличии постоянного
расхода воды на охлаждение.
) Охладительная установка
Работа энерготехнологического котла и, следовательно, установки СК 600
зависит не только от особенностей ведения технологического процесса, но и от
работоспособности узла подготовки исходного сырья - жидкой серы. Особенность
жидкой серы заключается в узком температурном диапазоне, в пределах которого
сера пригодна для подачи на форсунки топки для распыления. Вне зависимости от
температуры наружного воздуха, останова на ППР, краткосрочных технологических
остановов для обеспечения бесперебойной нормативной работы циклонной топки в
сборниках, серопроводах температура жидкой серы должна быть в диапазоне 135 -
1450С, который достигается системой парового обогрева. Пар транспортируется из
коллектора ТЭЦ по эстакаде межцеховых коммуникаций с давлением 6 кгс/см2 и
температурой 240 - 2500С (выше температуры насыщения), снижение температуры
пара до требуемого значения происходит в охладительной установке. Конструктивно
охладительная установка из охладителя пара (труба диаметром 219 х 9 мм) с одним
соплом для ввода охлаждающей воды, смонтированным на его корпусе, узла
регулирования впрыска, запорной арматуры.
Для охлаждения пара используется питательная вода из трубопроводов перед
узлом питания энерготехнологического котла. Расход питательной воды на впрыск
зависит от количества и температуры подаваемого из ТЭЦ пара по высокой стороне
охладительной установки. Для получения насыщенного пара с давлением 0,2-0,3 МПа
и температурой 140 - 1500С смонтирован узел регулирования расхода питательной
воды к охладителю пара, который состоит:
клапана регулирующего игольчатого Ду20;
вентиля запорного Ду20 2 шт(до и после клапана);
вентиля игольчатого Ду20 (байпас клапана).
Параметры работы охладительной установки (ОУ):
вход в ОУ пара из коллектора ТЭЦ
давление 0,6МПа;
температура 240-250°С;
выход насыщенного пара из ОУ к системе обогрева сборников жидкой серы,
паровых рубашек серопроводов, серных насосов, серных форсунок
давление 0,2-0,3МПа;
температура 140 - 150°С;
расход 1,0 - 10 т/ч.
Получение насыщенного пара требуемой температуры осуществляется в ручном
режиме изменением положения запорной арматуры без подачи питательной воды. ОУ
работает как редукционная установка.
) 1-я ступень экономайзера
В трубной системе экономайзера питательная вода подогревается со 105 -
120°С на входе до 180 - 195°С на выходе за счет утилизации. В
трубной системе экономайзера питательная вода подогревается со 105 - 120°С на входе до 180 - 195°С на выходе за счет утилизации
теплоты технологического газа после пятого слоя и первой ступени
пароперегревателя. Технологический газ охлаждается до температуры 135 - 145°С и поступает на второй моногидратный
абсорбер.
Перед выходным коллектором установлен воздушник. На выходном коллекторе
установлен предохранительный клапан, КИПиА, для продувки в нижней части
коллектора смонтирован дренаж Ду20.
К выходному коллектору подведен паропровод диаметром 50 мм для разогрева
паром из сети предприятия через два запорных вентиля последовательно,
использующийся для прогрева при опорожнении трубной системы экономайзера.
Входной и выходной коллектора имеют байпас по питательной воде диаметром 100 мм
с установкой регулирующего шиберного клапана с пусковым байпасом диаметром 20
мм и отключающими задвижками.
От выходного коллектора смонтирован трубопровод рециркуляции диаметром 50
мм к пусковому сепаратору с установкой обратного клапана и запорного вентиля с
электроприводом.
Из выходного коллектора питательная вода по трубопроводу диаметром 150 мм
с задвижками с электроприводом расположенными последовательно, поступает во
входной коллектор второй ступени экономайзера.
Давление питательной воды:
на входе 0,2 -50,5 МПа,
на выходе - 4,95 МПа.
) 2-я ступень экономайзера
На входном коллекторе установлены КИПиА, предохранительный клапан для
продувки в нижней части коллектора смонтирован дренаж диаметром 20 мм с
вентилями, который выведен в расширитель периодической продувки. В трубную
систему подается питательная вода после с рабочими параметрами:
температура 180 - 195°С;
давление 4,95 МПа.
Утилизируя теплоту технологического газа после 3-го слоя контактного
аппарата питательная вода перед входом в барабан котла нагревается до
температуры 210 - 245°С.
Технологический газ охлаждается от 350-360°С на входе до 250-260°С на выходе.
Давление питательной воды на выходе 4,38 - 4,49 МПа.
Перед выходным коллектором установлен воздушник. На выходном коллекторе
находится предохранительный клапан, КИПиА, для продувки в нижней части
коллектора смонтирован дренаж диаметром 20 мм с вентилями. Входной и выходной
коллектора имеют байпас по питательной воде диаметром 100 мм с установкой
регулирующего клапана с пусковым байпасом Ду20 и отключающих задвижек.
Для разогрева при опорожнении трубной системы экономайзера к выходному
коллектору подведен паропровод диаметром 50 мм из сети предприятия, пар
подается через два запорных вентиля последовательно.
От выходного коллектора смонтирован трубопровод рециркуляции к пусковому
сепаратору диаметром 50 мм с установкой обратного клапана и запорного вентиля с
электроприводом.
Из выходного коллектора питательная вода по трубопроводу диаметром 150 мм
подается в барабан котла. Между выходным коллектором второй ступени
экономайзера и барабаном на трубопроводе питательной воды установлен обратный
клапан и задвижка с электроприводом.
В водный объем барабана питательная вода вводится по четырем трубам
диаметром 108 х 5 мм, которые врезаны в распределительную перфорированную
трубу, находящуюся внутри барабана.
серный кислота котел утилизатор
2.2 Модернизация котла - утилизатора
В своей выпускной квалификационной работе я рассматриваю модернизацию
котла-утилизатора РКС-95/4,0-440, суть которой заключается в увеличении
конвективной поверхности второго испарителя котла за счет приваривания ребер.
Что позволит получать газ на выходе из котла с температурой 390-4000С,
требования технологических норм при этом соблюдены. После монтажа ребёр на
конвективных поверхностях второго испарителя, подача сжатого воздуха становится
ненужной, что существенно приведет к уменьшению себестоимости 1 тонны серной кислоты
и уменьшению энергозатрат.
Принимаем следующие параметры ребер:геометрия ребра: толщина 0,005 м;
длина 0,268 м; высота 0,025 м.
Расчет количества ребер приведен в таблице 3. Расчет коэффициента
эффективности ребра приведен в таблице 4.
Таблица 3 - Расчетколичества ребер
|
Рассчитываемая величина
|
Обозначение
|
Размерность
|
Формула или обоснование
|
Расчет
|
|
Высота ребра
|
hрб
|
м
|
Задано
|
0,025
|
|
Толщина ребра
|
δрб
|
м
|
Задано
|
0,005
|
|
Длина ребра
|
lрб
|
м
|
Задано
|
0,268
|
|
Общая площадь ребра
|
Sрб
|
м2
|
Sрб = hрб·lрб·2+2·δрб· hрб+ δрб· lрб
|
0,0174
|
|
Общее количество ребер
|
n
|
|
Hрб/Sрб
|
6264
|
Таблица 4 - Расчет количества ребер
|
Рассчитываемая величина
|
Обозначение
|
Размерность
|
Формула или обоснование
|
Расчет
|
|
1
|
2
|
3
|
4
|
5
|
|
Высота ребра
|
hрб
|
м
|
Из расчета количества ребер
|
0,025
|
|
Толщина ребра
|
δрб
|
м
|
Из расчета количества ребер
|
0,005
|
|
Отношение коэффициента
теплоотдачи для коридорных пучков
|
φрб
|
|
φрб=1-0,12/(σ2-1)учебное пособие[8]
|
1-0,12/(1,52-1)=0,769
|
|
Коэффициент теплоотдачи
конвекцией
|
αк
|
Вт/м2·К
|
Из расчета испарителя
|
74,4
|
|
Коэффициент теплоотдачи
излучением
|
αл
|
Вт/м2·К
|
Из расчета испарителя
|
21,8
|
|
Коэффициент
теплопроводности металла ребер
|
λрб
|
Вт/(м·К)
|
уч.Пособие[8]
|
47
|
|
Коэффициент
|
m
|
1/м
|
m=(2·( φрб· αк+ αл)/ δрб· λрб)-2
|
18,3
|
|
Произведение
|
m· hрб
|
|
m· hрб
|
0,45
|
|
Коэффициент эффективности
ребра
|
Е
|
|
По номограмме уч. пособия [8]
|
0,9
|
|
Поверхность труб не занятая
ребрами
|
Нтр
|
м2
|
Hтр =H-Нрб
|
609
|
|
Поверхность ребер
|
Нрб
|
м2
|
Hреб= Qтп/к· Δt (по аналогии расчета испарителя)
|
109
|
|
Полная поверхность
|
Н
|
м2
|
из расч.исп.
|
718
|
|
Коэффициент
|
φтр
|
|
уч.пособие
|
1,08
|
|
Приведенный коэффициент
|
αпр
|
Вт/м2∙К
|
αпр= Нтр/Н∙( φтр· αк+ αл)+ Нрб/Н· Е(φрб· αк+ αл)
|
97,3
|
2.3 Механизация обслуживания и ремонтных работ
участка котла-утилизатора
Механизация производства - представляет собой замену ручных средств труда
(инструментов) машинами и механизмами. Механизация резко повышает
производительность труда, освобождает человека от выполнения тяжелых,
трудоемких, утомительных операций, позволяет более экономно расходовать сырье,
материалы, энергию; способствует снижению себестоимости продукции, повышению ее
качества.
Так как машины и механизмы периодически заменяются более совершенными,
улучшается технология и организация производства, повышаются и требования к
квалификации работников.
Механизация производства - одно из главных направлений научно-технического
прогресса. Она бывает частичная и комплексная. Это зависит от степени
оснащенности производства техническими средствами.
При частичной механизации механизируются отдельные производственные
операции. Но в этом случае сохраняется значительная доля ручного труда.
Более совершенной является комплексная механизация. Здесь ручной труд
заменяется машинным на всех связанных друг с другом операциях и может
сохраняться только на отдельных несложных операциях, механизация которых
существенно не облегчает труд. На механизированном производстве
рабочие-операторы только управляют процессом, контролируют работу машин и
механизмов.
Одной из проблем участка котла-утилизатора на СКП ФК АО
«ФосАгро-Череповец» является труднодоступность обслуживания оборудования на
верхней площадке котла-утилизатора. Изначально котел-утилизатор обслуживал
мобильный подъемный кран. Но в процессе эксплуатации выяснилось, что требуется
постоянное присутствие грузоподъемного механизма на верхней площадке.
На данном предприятии грузоподъемный кран необходимо заранее заказывать
через служебную записку в автотранспортный цех, с указанием даты и время
необходимых работ. Что добавляет дополнительной бумажной работы мастерам
участка, недостаточно оперативно по времени. В настоящее время, когда одной из
целей любого предприятия является безостановочное производство, задержки и
необоснованные простои приводят к депремированию персонала и довольно часто
сказываются на качестве производства.
Для устранения ненужных простоев и в целях механизации подъемных работ
предлагается на верхней площадке котла-утилизатора установить грузоподъемный
механизм - электротельфер грузоподъемностью 5 т. Данный механизм не требует
регистрации в Ростехнадзоре РФ. Что позволитсвоевременно и оперативно
производить обслуживание и ремонтные работы на верхней площадке
котла-утилизатора. Предлагаемая мною реконструкция не потребует больших
капиталовложений и при соответствующей организации работы может быть выполнена
работниками участка. Схема установки электротельфера представлена в графической
части работы.
. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ «БАРАБАНА КАНАТНОГО».
РАЗРАБОТКА КОНСТРУКЦИИ ТОКАРНОГО ПРОРЕЗНОГО РЕЗЦА С ТВЕРДОСПЛАВНОЙ ПЛАСТИНКОЙ
3.1 Разработка технологического процесса
изготовления «барабана канатного»
В технологической части рассмотрим технологический процесс изготовления
«барабана канатного» для грузоподъемного механизма.
Грузоподъемные механизмы в настоящее время являются одним из основных
оборудований большинства предприятий. Без грузоподъемных механизмов в настоящее
время немыслимо перемещение грузов, обеспечение технологических процессов,
организация обслуживания и ремонта оборудования. Также немаловажную роль
грузоподъемные механизмы оказывают при организации транспортной логистики.
На участке котла-утилизатора требуется внедрение механизации для
обеспечения оперативного и более безопасного обслуживания и его ремонта, что
подразумевает под собой установку грузоподъемных механизмов. Одним из основных
узлов грузоподъемных механизмов является «барабан канатный». В данной части
квалификационной работы представлен способ производства «барабанов канатных»
для тельферов большой высоты подъема, конкретно до 32 м, с применением
современных технологий и станков с ЧПУ.
3.1.1Описание конструкции детали
Канатные барабаны предназначены для навивки грузоподъемного каната на
подъемно-транспортных машинах. Эскиз детали показан на рисунке 3.
Деталь представляет собой полый цилиндр с максимальным диаметром 380 мм.
На внешней поверхности выполнены два участка винтовых канавок длинной по 480 мм
для правильной укладки каната исключающей его быстрый износ. Нарезка канавок с
одной стороны левая с другой правая. Внутри барабан имеет три посадочных
поверхности. Центральная посадочная поверхность диаметром 242 мм, допуском H9 и
длиной 540 мм предназначена для установки статора специального встраиваемого
электродвигателя типа АОС 52-4. В середине поверхность имеет разрыв - проточку
до диаметра 260 мм служащей для более точной установки статора посредством
уменьшения длины контактной поверхности. Две других посадочных поверхности
диаметром 300 мм с допуском H9 и длиной по 60 мм расположенных по бокам
предназначены для установки ступиц барабана. Крепление ступиц осуществляется
болтами М14 посредством предназначенные для этого с торцов резьбовых отверстий,
по 8 с каждой стороны на диаметре 330 мм.
Для изготовления барабана используется серый чугун марки Сч25 по ГОСТ
1412-85. Серый чугун - многокомпонентный сплав Fe-C-Si, который имеет
постоянные примеси Mn, P и S. Углерод в сером чугуне может находиться в виде
цементита Fe3C - связанное состояние, или графита - свободное состояние, а
также одновременно в виде цементита и графита. Содержание Si кремния в серых
чугунах находится в пределах 1,2 ... 3,6%. Окончательная структура серого
чугуна зависит от содержания углерода и кремния, а также скорости охлаждения.
Изменяя содержание углерода и кремния или скорость охлаждения, можно получить
различную структуру металлической основы чугуна. Содержание Mn марганца в сером
чугуне находится в пределах 0,6 ... 1,2 %. Марганец препятствует графитизации и
способствует отбеливанию чугуна - в поверхностных слоях появляются структуры
белого и половинчатого чугуна. Содержание S серы в сером чугуне ограничивают до
0,1 ... 0,15 %. Сера является вредной примесью, снижающей механические и
литейные свойства. Содержание P фосфора в сером чугуне ограничивают до 0,2 %.
Химический состав серого чугуна в процентах представлен в таблице5[9].
Таблица 5 - Химический состав чугуна Сч25, %
|
C
|
Si
|
Mn
|
S
|
P
|
|
3,2 - 3,4
|
1,4 - 2,2
|
0,7 - 1
|
до 0,15
|
до 0,2
|
3.1.2Технологический контроль чертежа детали
Рабочий чертеж детали соответствует требованиям действующих гостов.
Чертеж содержит все необходимые сведения, дающее полное представление о детали,
то есть все проекции, разрезы, сечения, совершенно четкие и однозначно
объясняющее ее конфигурацию, и возможные способы получения заготовки.
Количество размеров на чертеже достаточного для качественного изготовления
«барабана канатного». Чистота поверхностей, их шероховатость и точность
соответствуют служебному назначению детали. Чертеж содержит все необходимые
сведения о материале детали. Чертеж представлен в графической части
квалификационной работы.
3.1.3 Анализ технологичности конструкции детали
Анализ технологичности конструкции выполним по конструкторскому чертежу.
Барабаны подъемно-транспортных механизмов относятся к классу полых
цилиндрических деталей, поэтому их механическая обработка сводится к обработке
внутренних и наружных концентрических поверхностей, подрезанию торцов и
сверлению поверхностей.
Барабаны изготавливают сварными из стали Ст3 или литьем из чугуна марок
Сч 18-36, стали Ст25Л. Выбираем материал заготовки - чугун Сч25, так как более
доступный, экономичный и чаще используемый в литейном производстве. Характеристики
чугуна Сч25 обеспечивают все требуемые параметры от материала для детали.
Деталь имеет небольшие габаритные размеры. Наличие посадочных
поверхностей внутри бочки барабана, при его достаточно большой длине по
сравнению с диаметром, вызовет затруднение при обработке на обычном токарном
станке. Поэтому обработку внутренних базовых поверхностей будем производить на
горизонтальном расточном станке с установкой барабана в призмы. Конфигурация
детали не вызывает сложностей для получения наружного контура заготовки.
Основную обработку заготовки необходимо выполнить на токарном станке
стандартными инструментами.
Сложность вызовет получение винтовых канавок для укладки каната. Шаг
канавки велик, что влечет нагрузку на резец и увеличение вибрации на станке.
Чаще всего получение необходимой шероховатости канавок обеспечить только
резцами затруднительно и не целесообразно. Поэтому уменьшение шероховатости
винтовых канавок произведем с помощью пластического деформирования, что также
увеличит прочность и износостойкость поверхностного слоя канавок. Для данной
операции будем применять метод обкатки роликами.
Доводку до необходимой шероховатости внутренних поверхностей проведем на
внутришлифовальном станке.
3.1.4 Выбор метода получения заготовки
Метод выполнения заготовки для изготовления деталей определяется исходя
из назначения и конструкции детали, условиями её работы и представляемыми
требованиями к ней, а так же зависит от формы и размеров детали, ее материала и
назначения, объема производства и т.д. Для рационального изготовления заготовки
с минимальной себестоимостью необходимо учитывать: способ её получения, учесть
припуски на обработку каждой поверхности, рассчитать размеры и указать допуски
на неточность изготовления.
Эффективным методом является тот, при котором заготовка получается
дешевой, включая стоимость последующей механической обработки, и имеет
требуемое качество. Важнейшим фактором при выборе метода изготовления заготовок
является экономия металла.
Рассмотрим получение заготовки несколькими способами литья:
- литье в песчаные формы;
- литье в облицованный кокиль.
Выбор этих методов объясняется ниже приведенными соображениями.
Литье в песчаные формы - универсальный и относительно дешевый способ. Он
экономически целесообразен при любом характере производства, для отливок любых
литейных материалов, массы, конфигурации, габаритов. В песчаных формах получают
отливки массой от нескольких граммов до сотен тонн и имеют равномерную
структуру. При серийном и единичном характере производства точность отливок находится
в пределах 15 - 17 квалитетов.
Облицованный кокиль представляет собой металлическую форму с
неметаллическим рабочим слоем, соизмеримым по толщине с характерным размером
отливки. Тонкостенные, искусственно охлаждаемые кокили с облицовкой из жидких
самотвердеющих смесей и керамических составов применяют для изготовления
стальных отливок массой до 10 т и чугунных станочных отливок массой до 1,5 т.
Облицованный кокиль достаточно эффективен как в условиях массового и
крупносерийного производства, так и в условиях мелкосерийного производства.
Наличие в форме металлической опоры (собственно кокиля) уменьшает деформацию
неметаллического рабочего слоя (облицовки), благодаря чему увеличивается
точность отливок. При литье в облицованные кокили размерная точность не
снижается с увеличением размеров отливки.
Заготовка по внешним параметрам одинакова для обоих способов литья, за
исключением припусков. Припуск для литья в облицованный кокиль значительно
меньше, т.к. точность при данном методе литья выше.
По стоимости -заготовки при литье в песчаные формы дешевле, чем в
оболочковые формы. Но припуски для данного способа литья больше, что влечет за
собой дополнительные затраты на обработку детали.
Стоимость литья в облицованный кокиль соответственно дороже литья в песчаные
формы, но обладает рядом достоинств, которые позволяют получить более точные
поверхности детали с меньшей шероховатостью поверхности, что уменьшает
стоимость механической обработки заготовки и выхода количества стружки.
Получение меньшей шероховатости поверхности актуально для данной детали, т.к.
не все поверхности обрабатываются, а деталь будет напрямую контактировать с
материалом в стружечном станке. Грубая шероховатость может затруднить подачу
материала на периферию лопастей, т.к. подача пиломатериалов происходит к центру
станка, а обработка по внешнему кругу.
Исходя из выше перечисленного и предполагаемой небольшой партии выпуска
деталей, склоняемся к первому способу получения заготовки, как наиболее
подходящему. Изготовление оснастки для литья в облицованный кокиль при малой
партии экономически не выгодно. Для получения более качественной поверхности
необрабатываемых поверхностей воспользуемся специальными песчаными смесями с
добавками, что не приведет к большому удорожанию заготовки.
3.1.5 Проектирование отливки
Отливку производим в две полуформы с горизонтальной плоскостью разъема,
совпадающей с плоскостью симметрии детали. Проектирование отливки выполняем по
методике, приведенной в [7].
Для выбранного способа литья из стали при наибольшем габарите отливки до
630 мм ГОСТ рекомендует классы точности размеров и масс 9-13ти ряды припусков 3
- 6. Для нашего случая выбираем класс точности размеров и масс 11, а ряд
припусков 4.
В таблицу6 заносим допуски на основные размеры отливки, взятые из
справочника [7].
Таблица 6 - Допуски и припуски на основные размеры детали для отливки
|
Размеры детали, мм
|
Допуски
|
Основной припуск
|
Дополнительный припуск
|
Размер
|
|
Внутренний диаметр 242 мм
|
5,6
|
6,5 х 2 = 13,0
|
1,0 х 2 + 0,6 = 2,6
|
227 ± 2,8
|
|
Внутренний диаметр 280 мм
|
6,4
|
7,5 х 2 = 15,0
|
|
265 ± 3,2
|
|
Наружный диаметр 380 мм
|
6,4
|
7,5 х 2 = 15,0
|
|
395 ± 3,2
|
|
Внутренняя длинна 540 мм по
диаметру 242 мм
|
7,0
|
7,0 + 7,5 = 14,5
|
|
555 ± 3,5
|
|
Общая длина барабана 1050
|
9,0
|
9,0 + 10,0 = 19,0
|
|
1069 ± 4,5
|
Основные припуски определяем по таблице 1.17 [7]. При этом припуск на
верхнюю при заливке поверхность берем по следующему ряду припусков (т.е.
увеличенным).
Определяем отношение наименьшего габаритного размера отливки к
наибольшему 380/1050 = 0,36, что соответствует степени коробления 1 - 7
(таблица 1.18 [7]). Выбираем 5-ю степень коробления.
По таблице 1.19 [7] для наиболее ответственного размера 242 мм и 5-й
степени коробления предельное отклонение коробления составляет 0,6 мм.
По таблице 1.20 [7] при расстоянии между центрирующими устройствами формы
от 630 мм до 1 600 мм и 11-м классе точности размеров отливки предельное
отклонение смещения форм не должно превышать 1,2 мм.
Все выбранные и рассчитанные припуски, и допуски сведены в таблице6.
Чертеж отливки приведен в графической части работы.
Обозначение точности отливки:11 - 11 - 5 - 4 См. 1,2 ГОСТ 26645-85,
где 11 - точность размеров;
- точность массы;
- степень коробления;
- ряд припусков;
См. 1,2 - допускаемое предельное отклонение смещения форм не
более ±1,2 мм.
ГОСТ 26645-85 - ГОСТ на разработанную отливку.Эскиз заготовки представлен
на рисунке 3.
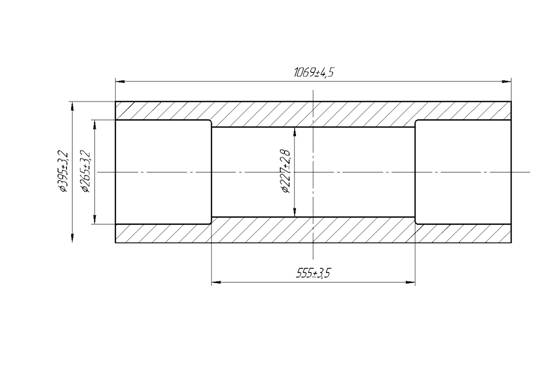
Рисунок3 - Эскиззаготовки
3.1.6 Аналитический расчет припуска на обработку
Расчет
проведем для отверстия Ф242Н9(+0,115) с шероховатостью поверхности , как наиболее ответственной поверхности.
, как наиболее ответственной поверхности.
Для
получения данного размера с требуемыми параметрами точности и шероховатости
согласно рекомендаций [8] выбираем план обработки, учитывая, что заготовка
имеет 17-й квалитет точности размеров, шероховатость поверхности (литье в песчаные формы по деревянным моделям), поле
допуска размера ±2,8 мм:
(литье в песчаные формы по деревянным моделям), поле
допуска размера ±2,8 мм:
черновая
стадия обработки (точение) 17→14 квалитет, , поле
допуска размера
, поле
допуска размера
получистовая
стадия обработки (точение) 14→11 квалитет, , поле
допуска размера
, поле
допуска размера
чистовая
стадия обработки (шлифование) 11→9 квалитет, , поле допуска размера
, поле допуска размера
Согласно,
данного плана для получения требуемой шероховатости и точности из справочника
[7] выбираем минимально необходимую толщину снимаемого (дефектного) слоя:
черновая
стадия обработки Т = 2,2 мм;
получистовая
стадия обработки Т = 1,1 мм;
чистовая
стадия обработки Т = 0,4 мм.
Минимальную
величину припуска на механическую обработку определяем по формуле (1):
 , мм, (1)
, мм, (1)
где Rzi-1 - величина шероховатости
предшествующего перехода, мм;
Ti-1 -
величина дефектного слоя предшествующего перехода, мм;
 -
величина пространственных отклонений (коробление, смещение оси заготовки), мм;
-
величина пространственных отклонений (коробление, смещение оси заготовки), мм;
εi - погрешность
установки, мм.
Величину
пространственных отклонений учитываем только для черновой обработки и определим
по формуле (2):
 мм, (2)
мм, (2)
Значения
величин коробления и смещения оси для заготовки полученной литьем ρнор=600 мкм, ρсм=1200 мкм.

Величину
погрешности установки согласно плана обработки детали будем учитывать при
черновом точении ε=0,35 мм и чистовой обработке ε=0,12 мм (переустановка заготовки, смена баз).
Отсюда
найдем минимальные припуски на обработку по переходам:



Максимальные
диаметры отверстия по переходам:




Минимальные
диаметры отверстий по переходам:




Максимальные
припуски обработки по переходам:



Схема припусков и допусков представлена на рисунке 4.
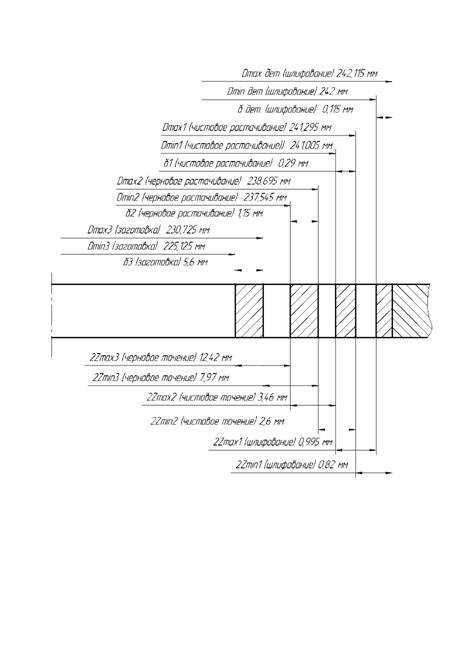
Рисунок 4 - Схемаприпусков и допусков
3.1.7 Выбор структуры и плана обработки
Схема обрабатываемых поверхностей показана на рисунке5. В таблицу 7
занесен план обработки детали.
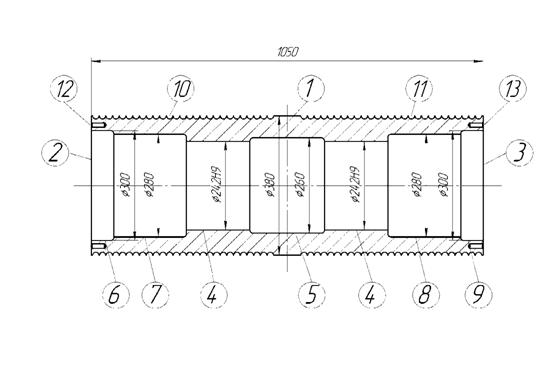
Рисунок 5 - Схема обрабатываемых поверхностей:
- проточить в черновую; 2, 3 - подрезать торцы; 4, 5, 6, 7, 8, 9 -
расточить поверхности в черновую и в чистовую; 10, 11 - проточить винтовые
канавки; 12, 13 - сверлить, зенковать, нарезать резьбу в отверстиях.
Таблица 7 - План обработки детали
|
Операция
|
Наименование
|
Содержание
|
|
010
|
Слесарная
|
Очистить заготовку от
окалины
|
|
020
|
Токарная
|
Проточить в черновую
поверхность 1
|
|
030
|
Горизонтально-расточная
|
Подрезать торец 2 Расточить
поверхности в черновую и в чистовую 4, 5, 6, 7
|
|
040
|
Горизонтально-расточная
|
Подрезать торец 3 Расточить
поверхности в черновую и в чистовую 8, 9
|
|
050
|
Токарная с ЧПУ
|
Проточить в чистовую
поверхность 1 Проточить винтовую канавку 10 Проточить винтовую канавку 11
Обкатать роликом винтовую канавку 10 Обкатать роликом винтовую канавку 11
|
|
060
|
Радиально-сверлильная
|
Сверлить, зенковать,
нарезать резьбу в 8 ми отв. 12
|
|
070
|
Радиально-сверлильная
|
Сверлить, зенковать,
нарезать резьбу в 8 ми отв. 13
|
|
080
|
Слесарная
|
Зачистить заусенцы
|
|
090
|
Внутришлифовальная
|
Шлифовать поверхности 4, 6,
9
|
|
100
|
Контрольная
|
Технический контроль детали
|
.1.8 Предварительное нормирование времени
операций
Предварительное нормирование времени осуществляется по приближенным
формулам для наиболее характерных операций и сведено в таблицу 8.
Суммарное время по операциям:
1. Токарные
операции:  мин.
мин.
. Горизонтально-расточные:
 мин.
мин.
. Радиально-сверлильные:
 мин.
мин.
. Внутришлифовальные:
 мин.
мин.
Таблица 8 - Предварительное нормирование времени операций
|
Переход
|
Формула
|
Т0, мин
|
|
1
|
2
|
3
|
4
|
|
020
|
Токарная
|
|
|
|
Точение черновое
поверхности 1 Ф380 L-1050
|
|
|
|
ИТОГО
|
67,8
|
|
030
|
Горизонтально-расточная
|
|
|
|
Подрезать торец 2 Ф380/Ф300
|
 2,1 2,1
|
|
|
Расточит поверхность 4 в
черновую
|
 22,2 22,2
|
|
|
Ф242 L-540
|
|
|
|
Расточит поверхность 4 в
чистовую Ф242 L-540
|
 13,1 13,1
|
|
|
Расточит поверхность 7 в
чистовую Ф280 L-195
|
5,5
|
|
|
Расточит поверхность 6 в
черновую Ф300 L-60
|
 3,1 3,1
|
|
|
Расточит поверхность 6 в
чистовую Ф300 L-60
|
1,8
|
|
|
|
ИТОГО
|
47,8
|
|
040
|
Горизонтально-расточная
|
|
|
|
Подрезать торец 3 Ф380/Ф300
|
 2,1 2,1
|
|
|
Расточит поверхность 8 в
черновую Ф280 L-195
|
9,3
|
|
|
Расточит поверхность 9 в
черновую Ф300 L-60
|
3,1
|
|
|
Расточит поверхность 9 в
чистовую Ф300 L-60
|
1,8
|
|
|
|
ИТОГО
|
16,3
|
|
050
|
Токарная с ЧПУ
|
|
|
|
Точение чистовое
поверхности 1 Ф380 L-1050
|
39,9
|
|
|
Нарезать винтовую канавку
10 на длине 480 мм с шагом 18 мм
|
 7,5 7,5
|
|
|
Нарезать винтовую канавку
11 на длине 480 мм с шагом 18 мм
|
7,5
|
|
|
|
ИТОГО
|
54,9
|
|
060
|
Радиально-сверлильная
|
|
|
|
Сверлить 8 отв. М14 на
глубину 40 мм
|
 1,2 1,2
|
|
|
Нарезать резьбу М14 в 8
отв. на глубину 35 мм
|
 0,8 0,8
|
|
|
|
ИТОГО
|
2,0
|
|
070
|
Радиально-сверлильная
|
|
|
|
Сверлить 8 отв. М14 на
глубину 40 мм
|
1,2
|
|
|
2. Нарезать резьбу М14 в 8
отв. на глубину 35 мм
|
0,8
|
|
|
|
ИТОГО
|
2,0
|
|
090
|
Внутришлифовальная
|
|
|
|
Шлифовать поверхность 4
Ф242 L-540
|
 1,9 1,9
|
|
|
Шлифовать поверхность 6
Ф300 L-60
|
0,27
|
|
|
Шлифовать поверхность 9
Ф300 L-60
|
0,27
|
|
|
|
ИТОГО
|
2,4
|
|
|
ВСЕГО
|
193,2
|
.1.9 Выбор типа и формы производства
Выбранное оборудование для производства барабана канатного сведем в
таблицу9.
Таблица 9 - Оборудование для производства детали
|
№
|
Операция
|
Состав переходов
|
Оборудование
|
|
1
|
2
|
3
|
4
|
|
1
|
Слесарная
|
Очистить заготовку от
окалины
|
|
|
2
|
Токарная
|
Проточить в черновую
поверхность 1
|
Станок токарный 16К20Ф3С32
Мощность двигателя 10кВт
|
|
3
|
Горизонтально-расточная
|
Подрезать торец 2 Расточить
поверхности в черновую и в чистовую 4, 5, 6, 7
|
Горизонтально-расточной
станок 2620Е с ЧПУ Мощность двигателя 10кВт
|
|
4
|
Горизонтально-расточная
|
Подрезать торец 3 Расточить
поверхности в черновую и в чистовую 8, 9
|
Горизонтально-расточной
станок 2620Е с ЧПУ Мощность двигателя 10кВт
|
|
5
|
Токарная с ЧПУ
|
Проточить в чистовую
поверхность 1 Проточить винтовую канавку 10 Проточить винтовую канавку 11
Обкатать роликом винтовую канавку 10 Обкатать роликом винтовую канавку 11
|
Станок токарный 16К20Ф3С32
с ЧПУМощность двигателя 10кВт
|
|
6
|
Радиально-сверлильная
|
Сверлит, зенковать,
нарезать резьбу в 8 ми отв. 12
|
Радиально - сверлильный
станок 2554 Мощность двигателя 5,5 кВт
|
|
7
|
Радиально-сверлильная
|
Сверлит, зенковать,
нарезать резьбу в 8 ми отв. 13
|
Радиально - сверлильный
станок 2554 Мощность двигателя 5,5
|
|
8
|
Слесарная
|
Зачистить заусенцы
|
|
|
9
|
Внутришлифовальная
|
Шлифовать поверхности 4, 6,
9
|
Внутришлифовальный станок
3К229В
|
|
10
|
Контрольная
|
Технический контроль детали
|
|
Проектирование основного производства механообрабатывающего участка
состоит в решении следующих вопросов:
выбор формы специализации участка;
определение количества основного оборудования;
определение состава и количества производственных рабочих;
предварительное определение производственной площади.
Состав основного оборудования механического участка устанавливается на
основе технологического процесса изготовления детали.
Разработанные технологические процессы представлены в таблице 10.
Таблица 10- Технологический процесс изготовления детали «барабан
канатный»
|
Номер операции
|
Наименование операции
|
Тип и модель оборудования
|
Время, мин
|
Инструмент
|
|
|
|
tо
|
tв
|
tшт
|
tпз
|
tшк
|
Режущий
|
Мерительный
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
|
1
|
Токарная
|
Станок токарный 16К20Ф3С32
|
11,88
|
3,5
|
16,57
|
18
|
16,6
|
Токарный упорно-проходной
изогнутый резец ГОСТ 18879-73 с j=90 град.,
пластинка из тв. сплава ВК6
|
Линейка 2-го класса
точности метал. ШП 500х5 ГОСТ 8026-75
|
|
2
|
Горизонтально-расточная
|
Горизонтально-расточной
станок 2620Е с ЧПУ
|
41,73
|
10,6
|
56,5
|
20
|
57,0
|
Токарный подрезной
отогнутый правый резец ГОСТ 18880-73, пластинка из тв. сплава К6 резец
расточной для сквозных отверстий ГОСТ 18882-73, пластинка из тв. сплава ВК6
резец расточной для глухих отверстий ГОСТ 18883-73, пласт. из тв. сп. ВК6
|
Линейка 2-го класса
точности метал. ШП 500х5 ГОСТ8026-75
|
|
3
|
Горизонтально-расточная
|
Горизонтально-расточной
станок 2620Е с ЧПУ
|
12,85
|
9,2
|
23,34
|
20
|
23,8
|
Токарный подрезной
отогнутый правый резец ГОСТ 18880-73, пластинка из тв. сплава ВК6 резец
расточной для глухих отверстий ГОСТ 18883-73, пластинка из тв. сплава ВК6
|
Линейка 2-го класса
точности метал. ШП 500х5 ГОСТ 8026-75; Штанген-циркуль ЩЦ-500-0.05 ГОСТ
166-89
|
|
4
|
Токарная с ЧПУ
|
Станок токарный 16К20Ф3С32
с ЧПУ
|
65,09
|
6,5
|
78,1
|
18
|
78,2
|
Токарный упорно-проходной
изогнутый резец ГОСТ 18879-73 с j=90 град.,
пластинка из тв. сплава ВК6 резец фасонный специальный с пластинкой из тв.
сплава ВК6 специальная роликовая накатка
|
Линейка 2-го класса
точности метал. ШП 500х5 ГОСТ 8026-75; Штанген циркуль ЩЦ-500-0.05 ГОСТ
166-89
|
|
5
|
Радиально-сверлильная
|
Радиально - сверлильный
станок 2554
|
4,47
|
5,60
|
10,52
|
6
|
10,6
|
Спиральное сверло из
быстрорежущей стали Р6М5 с коническим хвостовиком ГОСТ 10903-77, Ф11,5 мм
зенковка типоразмера 7 с углом при вершине120 град по ГОСТ14953-80 метчик
машинный М14 по ГОСТ 3266- 81
|
Штанген-циркуль ЩЦ-500-0.05
ГОСТ166-89; калибрпробки; профилометр цеховой с цифровым отчетом и индукт.
преобразователем АII, 296 ГОСТ 19300-86
|
|
6
|
Радиально-сверлильная
|
Радиально - сверлильный
станок 2554
|
4,47
|
5,60
|
10,52
|
6
|
10,6
|
Спиральное сверло из
быстрорежущей стали Р6М5 с коническим хвостовиком ГОСТ 10903-77, Ф11,5 мм
Зенковка типоразмера 7 с углом при вершине 120 град по ГОСТ 14953-80 Метчик
машинный М14 по ГОСТ 3266-81
|
Штанген-циркуль ЩЦ-500-0,05
ГОСТ 166-89; калибр-пробки; профило-метр цеховой с цифровым отчетом и инд.
преобразователем АII, 296 ГОСТ 19300-86
|
|
7
|
Внутришлифо-вальная
|
Внутришлифовальный станок
3К229В
|
0,14
|
4,1
|
4,25
|
12
|
4,3
|
Абразивный круг чашечный
цилиндрический ЧЦ80х50х10 25А 25 см2 К7 35 м/с ГОСТ 2424-83
|
Профило-метр цеховой с
цифровым отчетом и инд. преобр. АII, 296 ГОСТ 19300-86
|
3.1.10 Выбор приспособлений
Станочное приспособление выбираем с условием того, чтобы обеспечивали
требуемое базирование и надежное закрепление детали на операциях, высокую
жесткость установленной на станке детали, учитывая возможность автоматизации
обработки и других требований. Выбор приспособлений заносим в таблицу11.
Таблица 11- Станочные приспособления для производства детали
|
№
|
Операция
|
Приспособления
|
|
1
|
Токарная
|
Крепежные болты и планки
|
|
2
|
Горизонтально-расточная
|
Установочные призмы
Крепежные болты и планки
|
|
3
|
Токарная с ЧПУ
|
Патрон самоцентрирующийся
3-кулачковый ГОСТ 2675-80Шайба центрирующая специальная Люнет неподвижный
Фальшьфланец специальный Оправка специальная разжимная
|
|
4
|
Радиально-сверлильная
|
Оснастка при станке
крепежные болты и планки
|
|
5
|
Внутришлифо-вальная
|
Планшайба Крепежные болты и
планки Люнет неподвижный
|
3.1.11 Расчет общего количества основного технологического
оборудования участка:
 (3)
(3)
где Тпр
= 50000 - заданная годовая программа участка в нормо-час;
Фд
= 2000 часов - действительный годовой фонд времени работы единицы оборудования
в часах (для односменного режима работы). Годовая программа основного участка
распределяется по операциям оборудование участка изготовления детали,
технологический процесс которой разработан. Для этого составляем расчетную
таблицу 12.
Распределение
производится пропорционально трудоемкости выполнения операций, то есть штучно -
калькуляционному времени, затрачиваемому на выполнение каждой операции.Штучно -
калькуляционное время, суммированное по всем операциям:
 (4)
(4)
,6+57,0+23,8+78,2+10,6+10,6+4,3=201,1 мин
где Nпр - количество операций технологического процесса.
Далее подсчитываем число нормо-часов заданной годовой программы участка,
приходящейся на одну минуту суммарного штучно - калькуляционного времени:
 (5)
(5)

Затем
для каждой операции технологического процесса определяется часть годовой
производственной программы, приходящаяся на оборудование, выполняющее эту
операцию:
 (6)
(6)

Это
действие является распределением трудоемкости работ, которые должны быть
произведены на участке в течение года, между операциями пропорционально
трудоемкостиих выполнения в предположении, что и другие детали, подлежащие
изготовлению на участке, будут иметь такие же операции и подобное соотношение
трудоемкости.
Расчетное
количество оборудования (с точностью до сотых долей), необходимого для
выполнения каждой операции:
 (7)
(7)
и т.д. для каждой операции.
Таблица 12 - Распределение по операциям оборудования участка изготовления
детали типа «барабан канатный»
|
Номер операции
|
Наименование операции
|
Тип и модель оборудования
|
tо мин
|
tв мин
|
tшт мин
|
tпз мин
|
tшк мин
|
Т∑к мин
|
δТпр ч/мин
|
ΔТпр ч
|
Фд ч
|
Ср
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
13
|
|
1
|
Токарная
|
Станок токарный 16К20Ф3С32
|
11,88
|
3,5
|
16,57
|
18
|
16,6
|
201,1
|
39,8
|
4126,76
|
2000
|
2,06
|
|
2
|
Горизонтально-расточная
|
Горизонтально-расточной
станок 2620Е с ЧПУ
|
41,73
|
10,6
|
56,5
|
20
|
57,0
|
|
|
14170,2
|
2000
|
7,09
|
|
3
|
Горизонтально-расточная
|
Горизонтально-расточной
станок 2620Е с ЧПУ
|
12,85
|
9,2
|
23,34
|
20
|
23,8
|
|
|
5916,68
|
2000
|
2,958
|
|
4
|
Токарная с ЧПУ
|
Станок токарный 16К20Ф3С32
с ЧПУ
|
65,09
|
6,5
|
78,1
|
18
|
78,2
|
201,1
|
39,8
|
19440,52
|
2000
|
9,72
|
|
5
|
Радиально-сверлильная
|
Радиально - сверлильный
станок 2554
|
4,47
|
5,60
|
10,52
|
6
|
10,6
|
|
|
2635,16
|
2000
|
1,318
|
|
6
|
Радиально-сверлильная
|
Радиально - сверлильный
станок 2554
|
4,47
|
5,60
|
10,52
|
10,6
|
|
|
2635,16
|
2000
|
1,318
|
|
7
|
Внутришлифовальная
|
Внутришлифовальный станок
3К229В
|
0,14
|
4,1
|
4,25
|
12
|
4,3
|
|
|
1068,98
|
2000
|
0,534
|
|
ИТОГО
|
50000
|
25
|
|
Для участка изготовления детали составляем ведомость оборудования,
таблица 13.
Таблица 13 - Ведомость оборудования производственного участка.
|
№п/п
|
Тип операции
|
Модель
|
Расчетное количество
оборудования
|
Принятое количество
оборудования
|
Коэффициент загрузки
|
|
|
|
∑Ср
|
Спр
|
Кз
|
|
1
|
Токарная
|
Станок токарный 16К20Ф3С32
|
2,06
|
3
|
0,69
|
|
2
|
Токарная
|
Станок токарный 16К20Ф3С32
с ЧПУ
|
9,72
|
10
|
0,972
|
|
3
|
Горизонтально-расточная
|
Горизонтально-расточной
станок 2620Е с ЧПУ
|
10,05
|
11
|
0,91
|
|
4
|
Радиально-сверлильная
|
Радиально - сверлильный
станок 2554
|
2,64
|
3
|
0,88
|
|
5
|
Внутришлифо-вальная
|
Внутришлифовальный станок
3К229В
|
0,53
|
1
|
0,53
|
|
ИТОГО
|
25
|
28
|
0,82 средний Кз
|
Суммарные расчетные значения ∑Срдля каждой модели округляются до
большего целого - принятого количества Спр.[11]
После суммирования расчетного ∑Ср.общ и принятого Спр количества
оборудования по участку определяется средний коэффициент загрузки:
 (8)
(8)
и т.д. для каждой операции.
После суммирования расчетного ∑Ср.общ и принятого Спр количества
оборудования по участку определяется средний коэффициент загрузки:
 (9)
(9)
Полученное значение принимается как средний коэффициент загрузки по
цеху.Общее количество оборудования цеха, пересчитывается с учетом среднего
коэффициента загрузки. Ранее расчет Спр.ц был выполнен исходя из 100 % загрузки
оборудования. Зная фактическую загрузку оборудования, его потребное количество
можно скорректировать:
 (10)
(10)
Распределяем
найденное количество оборудования.
Найденное количество оборудования распределяется примерно поровну между
производственными участками. Количество оборудования на различных участках
может различаться незначительно (1÷3 единицы). Результаты заносятся в
таблицу 14.
Таблица 14 - Распределение оборудования по участкам
|
№ п/п
|
Наименование оборудования
|
Модель
|
Количество оборудования
|
|
1
|
Станок токарный
|
16К20
|
3
|
|
2
|
Станок токарный с ЧПУ
|
16К20Ф3С32
|
10
|
|
3
|
Горизонтально-расточной
станок с ЧПУ
|
2620Е
|
11
|
|
4
|
Радиально - сверлильный
станок
|
2554
|
3
|
|
Внутришлифовальный станок
|
3К229В
|
1
|
|
Итого
|
28
|
3.1.12 Определение состава и количества
производственных рабочих участка изготовления детали типа «барабан канатный»
Работниками основного производства являются производственные рабочие,
вспомогательные рабочие и руководители. Категорию производственных составляют
рабочие, выполняющие операции, связанные с изменением состояния и (или) свойств
материала деталей, а также заготовок и полуфабрикатов, из которых они
изготавливаются. В механических цехах к ним относятся; операторы
автоматизированных станков, в т.ч. станков с ЧПУ, токари, фрезеровщики,
сверловщики, долбежники, протяжчики, шлифовщики (рабочие на плоско-, кругло-,
внутри- и универсально-шлифовальных станках, в т.ч. с автоматизированным
управлением), резьбофрезеровщики и резьбошлифовщики, полировщики,
доводчики-притирщики, балансировщики, слесари, сборщики узловой и общей сборки,
мойщики (рабочие на моечных машинах) и др.
Число производственных рабочих определяем для каждого вида оборудования
по формуле:
 (11)
(11)
где Тст.ч - суммарная станкоемкость изготовления деталей на данном типе
оборудования на участке (в цехе);
Фд.р. = 1800 ч. - действительный (эффективный) годовой фонд времени
рабочего;
Км - коэффициент многостаночного обслуживания, т.е. среднее количество
станков, обслуживаемых одним рабочим.
Коэффициент многостаночного обслуживания принимается равным 1 для всех
видов универсальных станков. Для автоматизированного оборудования
рассчитывается по формуле 12.
 (12)
(12)
где
tо, tв - составляющие штучного времени, мин;
tпер - время на переходы рабочего между станками; при расчетах можно
принять 0,5 мин.
При детальных расчетах численность производственных рабочих рассчитываем
по принятому количеству единиц оборудования:
 (13)
(13)
где Фд - действительный годовой фонд времени работы единицы оборудования,
2000 ч;
Спр - принятое количество единиц оборудования данной модели;
Кз - коэффициент загрузки оборудования. Принимаем расчетное значение для
соответствующего типа оборудования, а если его нет, то среднее значение по
цеху.
Рассчитанное число округляем до ближайшего целого - принятого количества
Rпр. Если округление производили в меньшую сторону, то при выполнении
экономических расчетов будем учитывать совмещение профессий.



В условиях крупносерийного и массового типов производств в составе
производственных рабочих предусматривают наладчиков автоматических линий и
агрегатных станков. В условиях единичного и мелкосерийного производства
использовать наладчиков на универсальном оборудовании не
рекомендуется.Количество наладчиков определяем:
 (14)
(14)
где ∑Спр - принятое количество станков данной группы; Нобсл - норма
обслуживания станков одним наладчиком, выбирается из таблицы 2.8 [4, с. 24].
 при
мелкосерийном типе производства не требуется.
при
мелкосерийном типе производства не требуется.
3.1.13 Предварительное определение
производственной площади цеха (участка)
Площадь цеха делится на производственную, вспомогательную и площадь
служебно-бытовых помещений. Сумма производственной площади и вспомогательной
дает общую площадь цеха.
На данном этапе рассчитываются ориентировочные размеры производственной
площади участков и цеха в целом по имеющимся технико-экономическим показателям
- удельным площадям, что необходимо для дальнейшей разработки компоновочных
планов и плана расположения оборудования, а также определения размеров здания,
в котором будет размещаться цех.
Производственная площадь цеха (участка) рассчитывается:
 (15)
(15)
где
Sуд.пр - площадь, приходящаяся на единицу оборудования, м2.
По
справочным данным, удельная производственная площадь с учетом проходов
составляет: для среднего (менее 4000х2000) - 15 м2.
3.1.14 Проектирование вспомогательного
производства механосборочного участка
К инструментальной оснастке механосборочного цеха относят:
инструмент (рабочий, мерительный, вспомогательный);
приспособления для механической обработки, сборки, модели, штампы,
пресс-формы и т.п.
Основными функциями системы инструментального обеспечения цеха являются:
определение потребности цеха (участка) в инструментальной оснастке;
хранение и подготовка оснастки к работе;
обеспечение инструментальной оснасткой рабочих мест;
текущий ремонт.
Система инструментального обеспечения оформляется в виде бюро
инструментального хозяйства (БИХ).
В состав БИХ входят:
инструментально - раздаточный склад (ИРС);
заточное отделение;
мастерская по ремонту приспособлений и инструментов (РЕМПРИ);
отделение сборки, настройки и кодирования инструментальных блоков.
Планирование потребности цеха в инструментальной оснастке заключается в
выявлении номенклатуры оснастки, определении ее расхода при выполнении
производственной программы необходимого для бесперебойной работы подразделений.
3.1.15 Определение расхода инструмента
Методы расчета расхода инструментальной оснастки различаются в
зависимости от типа производства. Машинное время работы инструмента до полного
его износа рассчитывается по формуле:
 (16)
(16)
где
L - допустимая величина стачивания рабочей части инструмента при переточке,
мм:- средняя величина слоя, снимаемого с рабочей части инструмента при каждой
переточке, мм;ст - стойкость инструмента (время машинной работы инструмента
между двумя его переточками), час.
Средние
нормативы износа и стойкости режущих инструментов возьмем изтаблицы 4.1 [4,
36с.].
 (резец
токарный с пластинками из тв. сплава)
(резец
токарный с пластинками из тв. сплава)
 (резец
фасонный)
(резец
фасонный)
 (зенкер
с режущей частью из быстрореж. ст.)
(зенкер
с режущей частью из быстрореж. ст.)
 (сверло
спиральное)
(сверло
спиральное)
 (метчик
машинный)
(метчик
машинный)
 Абразивный
круг ЧЦ80х50х10 25А 25 СМ2 К7 7/35 м/с ГОСТ 2424-83.
Абразивный
круг ЧЦ80х50х10 25А 25 СМ2 К7 7/35 м/с ГОСТ 2424-83.
Расход режущего инструмента определенного типоразмера за год
рассчитывается по формуле:
 (17)
(17)
где
N - годовая программа выпуска деталей определенного типоразмера, шт.;м -
машинное время работы данного инструмента при обработке данной детали, мин.
При
практических расчетах расхода инструмента данного типоразмера вместо выражения
N · tм можно использовать значение ΔТпр из таблицы 12 для каждой операции.изн - машинное время работы
данного инструмента до полного его износа, час;у - коэффициент случайной убыли
инструмента, таблица 4.8[4, 48 с.].
Норма
износа измерительного инструмента m0 может быть определена по формуле:
 (18)
(18)
где
dизн - величина допустимого износа в мкм;ст- норматив стойкости измерительного
инструмента (число промеров на 1 мкм износа инструмента);р - коэффициент
ремонта (равен числу восстановительных ремонтов).
Шаблон

Штангенциркуль

Штангенциркуль

Калибрующая
пробка 
микрометр

Расход
мерительного инструмента определяется по формуле:
 (19)
(19)
где
Nв - число деталей, подлежащих промерам (программа на планируемый период), шт.;
если годовая программа в шт. точно не определена, то при расчетах студент
задает условное число деталей, подлежащих промерам в количестве 100000 ÷ 150000 шт.;- количество измерений на одну деталь;-
коэффициент выборочности контроля;- количество измерений до полного износа
измерительного инструмента (норма износа);у - коэффициент случайной убыли
мерительного инструмента.

Результаты расчета среднегодового расхода мерительного инструмента
представлены в 15.
Таблица 15- Ведомость расхода мерительного инструмента
|
№
|
Операция
|
Инструмент
|
Вид инструмента
|
Расход, шт.
|
|
1
|
2
|
3
|
4
|
5
|
|
1
|
Токарная
|
Мерительный
|
Шаблон
|
2
|
|
|
Режущий
|
Резец токарный
|
199
|
|
2
|
Горизонтально-расточная
|
Мерительный
|
Штангенциркуль
|
2
|
|
|
Режущий
|
Резец токарный 1
|
684
|
|
|
Режущий
|
Резец токарный 2
|
286
|
|
3
|
Токарная с ЧПУ
|
Мерительный
|
Штангенциркуль
|
2
|
|
|
Режущий
|
Резец фасонный
|
21
|
|
4
|
Радиально-сверлильная
|
Мерительный
|
Калибр. пробка
|
5
|
|
|
Режущий
|
Сверло спиральное
|
366
|
|
|
Режущий
|
Зенковка
|
154
|
|
|
Режущий
|
Метчик
|
488
|
|
5
|
Внутришлифо-вальная
|
Мерительный
|
микрометр
|
4
|
|
|
Режущий
|
Абразивный круг
|
1
|
Заточное отделение предназначено для централизованной заточки и текущего
(мелкого) ремонта режущих инструментов. При расчете количества оборудования в
заточном отделении из общего числа металлорежущих станков участка должны
исключаться станки, работающие абразивом. Расчет ведут отдельно для специальных
заточных станков и заточных станков общего назначения.
Количество универсальных заточных станков в отделении принимается равным
4% от числа токарных, фрезерных, сверлильных и прочих станков, не требующих
специальной заточки:0,04∙4=1 заточный станок.
Общая площадь заточного отделения определяется по удельной площади,
принимаемой в размере 8 ÷ 10 м2 на один заточной станок
(универсальный или специальный): 2∙10=20м2.
3.1.16 Организация ремонтного обслуживания
участка
Основной задачей ремонтной службы предприятия является поддержание
оборудования в рабочем, технически исправном состоянии, обеспечивающем его
бесперебойную работу.
Наиболее распространенной системой организации ремонта и технического
обслуживания оборудования на предприятии является система планово-предупредительного
ремонта (ППР).
Система ППР оборудования представляет собой совокупность
организационно-технических мероприятий по уходу, надзору, обслуживанию и
ремонту оборудования. Она включает следующие виды работ: ежедневный уход за
оборудованием, межремонтное обслуживание, плановые периодические осмотры,
текущий и капитальный ремонт.
Системой ППР предусмотрены структуры и продолжительности ремонтных
циклов, продолжительности межремонтных и межосмотровых периодов; категории
сложности ремонта и нормы трудоёмкости ремонтных работ; нормы расхода
материалов, запасных частей, смазочных и обтирочных работ; продолжительность
ремонта.
Ремонтный цикл - это период работы оборудования с момента сдачи его в
эксплуатацию до первого капитального ремонта или период работы оборудования
между двумя последовательными капитальными ремонтами. Структурой ремонтного
цикла называется порядок расположения, чередования и количество осмотров,
проверок и ремонтов.
Например, структура ремонтного цикла между двумя капитальными ремонтами
(КР) для металлорежущих станков массой до 10 т состоит из 5 осмотров (О) и 4
текущих ремонтов(ТР): КР-О-ТР-О-ТР-О-ТР-О-ТР-О-КР.
Межремонтный период - это период работы оборудования между двумя
плановыми ремонтами.
Межосмотровый период - это период работы оборудования между очередным
осмотром и текущим ремонтом или очередным капитальным ремонтом. Структуру
межремонтного цикла некоторых видов технологического оборудования можно
посмотреть в таблице 4.8 [4, с. 48].
Порядок расчета ремонтного обслуживания основного технологического
оборудования участка следующий:
Определим среднюю ремонтную сложность оборудования механического участка,
используя данные таблицы 16.
Таблица 16 - Средняя категория сложности ремонта металлорежущих станков
|
№
|
Оборудование
|
Средняя категория сложности
ремонта
|
|
1
|
2
|
3
|
|
1
|
Токарные станки с ЧПУ
|
13
|
|
2
|
Токарно - револьверные
станки
|
10
|
|
3
|
Токарно - карусельные
станки
|
24
|
|
4
|
Токарные автоматы
|
18
|
|
5
|
Сверлильные станки
|
8
|
|
6
|
Фрезерные станки
|
10
|
|
7
|
Расточные станки
|
12
|
|
8
|
Плоскошлифовальные станки
|
10
|
|
9
|
Круглошлифовальные станки
|
10
|
|
10
|
Внутришлифовальные станки
|
9
|
|
11
|
Протяжные
|
12
|
|
12
|
Прочие
|
13
|
Определить приведенное количество ремонтных единиц Nпр:
 (20)
(20)
Nпр - приведенное количество ремонтных единиц оборудования, т.е.

где
Ni - количество единиц оборудования i - го вида.
Определим продолжительность, и длительность ремонтного цикла в
календарном времени, длительность межремонтного периода, а так же периодичность
межосмотрового обслуживания используя ниже приведенные формулы.
Ремонтный цикл для металлорежущих станков:
 (21)
(21)

где
16800 - нормативный ремонтный цикл, час;
βом, βпи, βто, βв, βд, βкм - коэффициенты, учитывающие вид обрабатываемого
материала, применяемого инструмента, обеспечиваемый оборудованием квалитет
точности, возраст, долговечность, категорию массы.
Например,
βом - учитывает род обрабатываемого материала. Для
металлорежущих станков нормальной точности:
при
обработке стали βом- 1,0;
алюминиевых
сплавов - 0,75;
чугуна
и бронзы - 0,8.
βпи- учитывает условия эксплуатации оборудования:
для
металлорежущих станков в нормальных условиях механического цеха при работе
металлическим инструментом - 1,1;
для
станков, работающих абразивным инструментов без охлаждения - 0,7;
βкм -учитывает особенности весовой характеристики станков:
для
легких и средних металлорежущих станков - 1,0;
для
крупных и тяжелых - 1,35;
для
особо тяжелых и уникальных - 1,7.
Межремонтный
период Тмри периодичность технического обслуживания ТТО определяется по
формулам:
 (22)
(22)
 (23)
(23)
где
dт и dто- число текущих ремонтов и технических обслуживаний.
Определение среднего годового объема слесарных, станочных и прочих работ
по ремонту и межремонтному обслуживанию оборудования. Среднегодовой объем ремонтных
работ определяется исходя из состава оборудования, его ремонтной сложности,
структуры и продолжительности межремонтного цикла, межремонтных периодов,
действующих трудовых нормативов по формуле, используя данные таблицы 4.10[4, с.
52].
 (24)
(24)

Для токарных станков с ЧПУ = 2385 нормо∙час.
где qk, qт, qo - трудоемкость соответственно капитального, текущего
ремонта и осмотров на одну ремонтную единицу, н-ч;, nт, no - число соответственно
капитальных, текущих ремонтов и осмотров;
Трц- продолжительность ремонтного цикла, лет;- категория сложности
ремонта i - го технологического оборудования.
По результатам расчетов составляется ведомость технологического
оборудования цеха, подлежащего обслуживанию и ремонту, таблица 17.
Таблица 17 - Ведомость технологического оборудования участка, подлежащего
обслуживанию и ремонту.
|
Оборудование
|
Количество
|
Средняя категория сложности
|
Приведенное количество
ремонтных единиц
|
Структура межремонтного
цикла
|
Продолжительность
межремонтного цикла, лет
|
Длительность межремонтного
периода, месяцев
|
Среднегодовой объем
ремонтных работ, час
|
|
|
|
|
|
|
|
|
слесарных
|
станочных
|
прочих
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
|
станок 16К20Ф3С32
|
1
|
13
|
13
|
КР-О-ТР-О-ТР-О-ТР-О-ТР-О-КР
|
8
|
1,6
|
8
|
626,1
|
|
|
|
станок 2620Е с ЧПУ
|
1
|
12
|
12
|
КР-О-ТР-О-ТР-О-ТР-О-ТР-О-КР
|
8
|
1,6
|
8
|
2385
|
|
|
|
Станок 2554
|
1
|
8
|
8
|
КР-О-ТР-О-ТР-О-ТР-О-ТР-О-КР
|
8
|
1,6
|
8
|
626,1
|
|
|
|
Станок 3К229В
|
1
|
9
|
8
|
КР-О-ТР-О-ТР-О-ТР-О-ТР-О-КР
|
8
|
1,6
|
8
|
626,1
|
|
|
|
Итого
|
4
|
42
|
42
|
|
|
|
|
4263,3
|
|
|
3.1.17 Определение состава и количества
оборудования ЦРБ и численности ремонтного персонала
Комплект оборудования должен обеспечивать возможность изготовления или
восстановления деталей ремонтируемого оборудования. Для этого в состав ЦРБ
включаются токарные и револьверные станки, составляющие до 50% оборудования
ЦРБ, а также сверлильные, фрезерные, зубообрабатывающие, продольно -
строгальные и разнообразные шлифовальные станки.
Количество станков ЦРБ (СЦРБ) принимается в пределах 2 ÷
4 % от числа
обслуживаемых станков.К работникам ЦРБ относятся станочники, слесари,
электрослесари и наладчики электронных систем. Количество рабочих, определяется
отдельно по каждой профессии.
Количество станочников и слесарей определяется как:
 (25)
(25)
гдеQРАБ
- средний годовой объем станочных, слесарных и прочих работ, час;
Кв
- коэффициент выполнения норм (1,1 ÷ 1,2).
План производственного участка части здания образуется ячейками,
представляющими собой прямоугольники, стороны которых кратны ширине пролёта и
размера шага колонн.
Все отделения цеха располагаются по направлению общего производственного
потока в следующем порядке:
Комната мастеров и отдел технического контроля. Далее склад заготовок и
склад готовых заготовок.С другой стороны участка располагаются станки в
последовательности технологического маршрута.В конце линии или станочного
отделения расположена комната отдыха.На участке все оборудования и склады с
комнатами расположены так, что бы был беспрепятственный сквозной проезд.
3.1.18 Разработка управляющей программы для
станка с ЧПУ
Разработаем программу для токарной операции с ЧПУ под номером 050.
Составим траектории движения инструментов к токарно-винторезному станку мод.
16К20Ф3С32 с ЧПУ. При составлении будем руководствоваться рекомендациями [5]
для достижения оптимальных параметров работы системы. Разработанные траектории
движения инструментов представлены на рисунке6. Управляющая программа
представлена в таблице 18.При написании используем типовые команды для станков
с ЧПУ. Для реализации однотипных операций используем команду повторения
операций: L11 Hxx Bxx, где L11 - код команды повторения; Hхх - хх число
повторений; Bхх - повторять с кадра хх.
Таблица 18 - Управляющая программа
|
№ кадра
|
Содержание кадра
|
Расшифровка кадра
|
|
1
|
2
|
3
|
|
%
|
Начало программы
|
|
010
|
G95 G97
|
Назначаем ввод подачи на
оборот, вращение в оборотах в минуту, абсолютные координаты
|
|
010
|
T01 S200 F020
|
Ввод инструмента 1,
скорость вращения шпинделя 200 об/мин, установка подачи 0,2 мм/об
|
|
020
|
G90 М03
|
Устанавливаем абсолютную
систему координат Включение вращения шпинделя
|
|
Чистовое точение
поверхности 1
|
|
030
|
G00 Z-0010000 X +01950000
|
Быстрое позиционирование
инструмента
|
|
040
|
G00 X+0191500
|
Установка глубины резания
1,5 мм
|
|
050
|
Z+1070000
|
Точить поверхность 1, 1-й
проход
|
|
060
|
X+0195000
|
Отвод инструмента от детали
|
|
070
|
G00 Z-0010000 X+01950000
|
Быстрое позиционирование
инструмента
|
|
080
|
G00 X+0190000
|
Установка глубины резания
1,5 мм
|
|
090
|
Z+1070000
|
Точить поверхность 1, 2-й
проход
|
|
100
|
X+0195000
|
Отвод инструмента от детали
|
|
Нарезка левой и правой
винтовых канавок
|
|
110
|
T02 S040 F1800
|
Ввод инструмента 2,
скорость вращения шпинделя 40 об/мин, установка подачи 18 мм/об
|
|
120
|
G00 Z-0010000 X+01900000
|
Быстрое позиционирование
инструмента
|
|
130
|
G91
|
Устанавливаем относительную
систему координат
|
|
140
|
X-0001000
|
Устанавливаем глубину
резания 1 мм
|
|
150
|
G33 Z+0490000
|
Команда для нарезки резьбы,
сохраняющая положение шпинделя в начале захода. Нарезка левой канавки один
проход
|
|
160
|
X+0030000
|
Отвод инструмента от детали
|
|
170
|
Z-0490000
|
Возврат резца в начальную
позицию
|
|
180
|
X-0030000
|
Возвращение текущего
состояния после глубины выполненной нарезки
|
|
190
|
L11 H04 B140
|
Повторяем проход еще 4-ре
раза, каждый раз углубляясь на 1 мм
|
|
200
|
G90 G00 X+01950000
|
Устанавливаем абсолютную
систему координат. Отвод инструмента от детали
|
|
210
|
G00 Z+1060000 X+01900000
|
Быстрое позиционирование
инструмента
|
|
220
|
G91
|
Устанавливаем относительную
систему координат
|
|
230
|
X-0001000
|
Устанавливаем глубину
резания 1 мм
|
|
240
|
G33 Z-0490000
|
Команда для нарезки резьбы,
сохраняющая положение шпинделя в начале захода. Нарезка правой канавки один
проход
|
|
250
|
X+0030000
|
Отвод инструмента от детали
|
|
260
|
Z+0490000
|
Возврат резца в начальную
позицию
|
|
270
|
X-0030000
|
Возвращение текущего
состояния после глубины выполненной нарезки
|
|
280
|
L11 H04 B230
|
Повторяем проход еще 4-ре
раза, каждый раз углубляясь на 1 мм
|
|
290
|
G90 G00 X+01950000
|
Устанавливаем абсолютную
систему координат. Отвод инструмента от детали
|
|
Накатка левой и правой
винтовых канавок
|
|
300
|
T03 S045 F1800
|
Ввод инструмента 3,
скорость вращения шпинделя 45 об/мин, установка подачи 18 мм/об
|
|
310
|
G00 Z-0010000 X+01900000
|
Быстрое позиционирование
инструмента
|
|
320
|
G91
|
Устанавливаем относительную
систему координат
|
|
330
|
X-0000500
|
Устанавливаем натяг для
накатки
|
|
340
|
G33 Z+0490000
|
Команда для нарезки резьбы,
сохраняющая положение шпинделя в начале захода. Накатка левой канавки один
проход
|
|
350
|
X+0030000
|
Отвод инструмента от детали
|
|
360
|
Z-0490000
|
Возврат резца в начальную
позицию
|
|
370
|
X-0030000
|
Возвращение текущего состояния
|
|
380
|
Z+0001000
|
Устанавливаем смещение для
ролика на следующий проход
|
|
390
|
L11 H04 B140
|
Повторяем проход еще 4-ре
раза, каждый раз смещаясь по оси Z на 1 мм.
|
|
400
|
G90 G00 X+01950000
|
Устанавливаем абсолютную
систему координат. Отвод инструмента от детали
|
|
410
|
G00 Z+1060000 X+01900000
|
Быстрое позиционирование
инструмента.
|
|
420
|
G91
|
Устанавливаем относительную
систему координат
|
|
430
|
X-0000500
|
Устанавливаем натяг для
накатки
|
|
440
|
G33 Z-0490000
|
Команда для нарезки резьбы,
сохраняющая положение шпинделя в начале захода. Накатка правой канавки один
проход.
|
|
450
|
X+0030000
|
Отвод инструмента от детали
|
|
460
|
Z+0490000
|
Возврат резца в начальную
позицию
|
|
470
|
X-0030000
|
Возвращение текущего
состояния
|
|
480
|
Z-0001000
|
Устанавливаем смещение для
ролика на следующий проход
|
|
490
|
L11 H04 B140
|
Повторяем проход еще 4-ре
раза, каждый раз смещаясь по оси Z на 1 мм.
|
|
500
|
G90 G00 X+01950000
|
Устанавливаем абсолютную
систему координат. Отвод инструмента от детали
|
|
510
|
М02
|
Конец программы
|
|
|
|
|
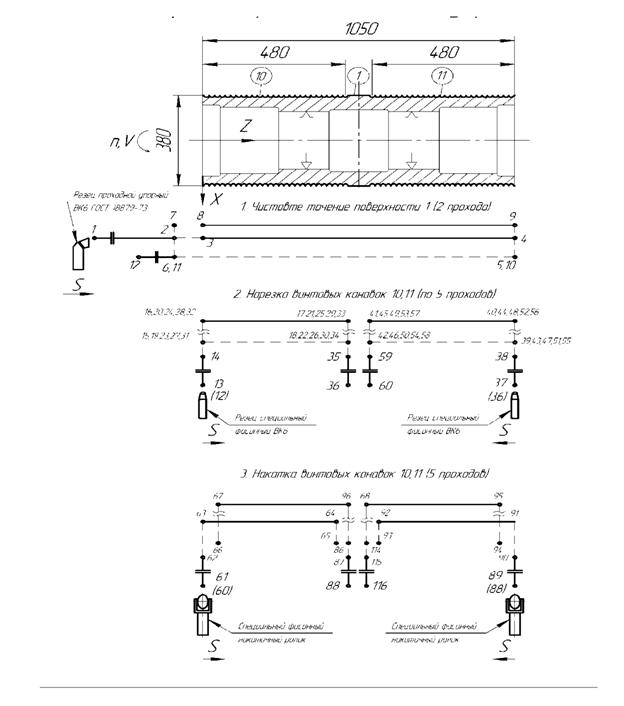
Рисунок 6 - Траекториидвижения инструментов
.2 Разработка конструкции токарного прорезного
резца с твердосплавной пластинкой
Твердосплавные резцы - это резцы, оснащенные пластинами твердого сплава,
обеспечивающие высокую производительность и получившие наибольшее
распространение на практике.
Пластинки крепятся к державке пайкой или механическим путем. Цельные
твердосплавные резцы изготавливают только малых размеров (они применяются в
приборостроении и часовой промышленности).
Использование пайки стандартных пластин из твердого сплава, имеющих
разнообразную форму, позволяет получать компактные конструкции резцов.
Последние после заточки имеют оптимальные значения геометрических параметров и
характеризуются эффективным использованием твердого сплава благодаря
многократной переточке. Однако пайке присущ такой существенный недостаток, как
появление внутренних термических напряжений в спае и в самих пластинах из-за
большой разницы (примерно в 2 раза) коэффициентов линейного расширения твердого
сплава и стальной державки. При охлаждении после пайки возникающие напряжения
приводят к образованию микротрещин в пластинах, которые вскрываются при заточке
или в процессе резания. Микротрещины приводят к выкрошиванию и даже к поломкам
пластин. Обычно применяемые технологические приемы по снятию напряжений:
релаксация путем замедления скорости охлаждения, использование компенсационных
прокладок и другие - не решают полностью этой проблемы. Избавиться от
напряжений можно только путем применения механического крепления пластин.
На практике широко используются сменные многогранные пластины СМП,
которые по мере изнашивания одной из сторон поворачиваются другой стороной. Для
таких пластин разработаны специальные крепления с подкладными пластинами.
Применение пластин типа СМП в прорезных резцах затруднено в связи с
довольной малой требуемой шириной. Один из выходов в таких случаях с
сохранением большого вылета резца использование крепления пластины за счет
упругой деформации корпуса резца. Для того чтобы пластинка не соскользнула в
бок применяются угловой замок на верхней и нежней гранях твердосплавной
пластинки.
В работе разработаем конструкцию прорезного резца с креплением
твердосплавной пластинки специальной формы со следующими характеристиками:
- ширина твердосплавной пластинки - 12 мм;
- вылет резца - 120 мм;
- радиус при вершине - 1 мм.
3.2.1 Подбор параметров режущей части резца
Параметры режущей части для прорезного резца выбираем из справочника [13]
исходя из заданных параметров резания и конструкции.
Пластинки из твердого сплава Т5К10 специального изготовления. Длина
режущей кромки 12 мм. Для удержания пластинники от бокового соскальзывания
используем угловые замки на верхней и нижней кромках пластинки.
Выбранные параметры режущей части резца из справочника представлены в
таблице19.
Таблица 19 - Параметры режущей части резца
|
Параметр
|
Значение
|
|
Главный угол в плане  , град.90 , град.90
|
|
|
Вспомогательный угол в
плане  , град.1 , град.1
|
|
|
Главный задний угол  , град.8 , град.8
|
|
|
Передний угол  , град.12 , град.12
|
|
|
Угол наклона главного
режущего лезвия  , град.0 , град.0
|
|
|
Радиус при вершине, мм
|
1
|
Эскиз режущей части резца представлен на рисунке 7.Для заклинивания
пластинки в корпусе выполняем верхнюю и нижнюю грани под углом 25° друг к
другу.
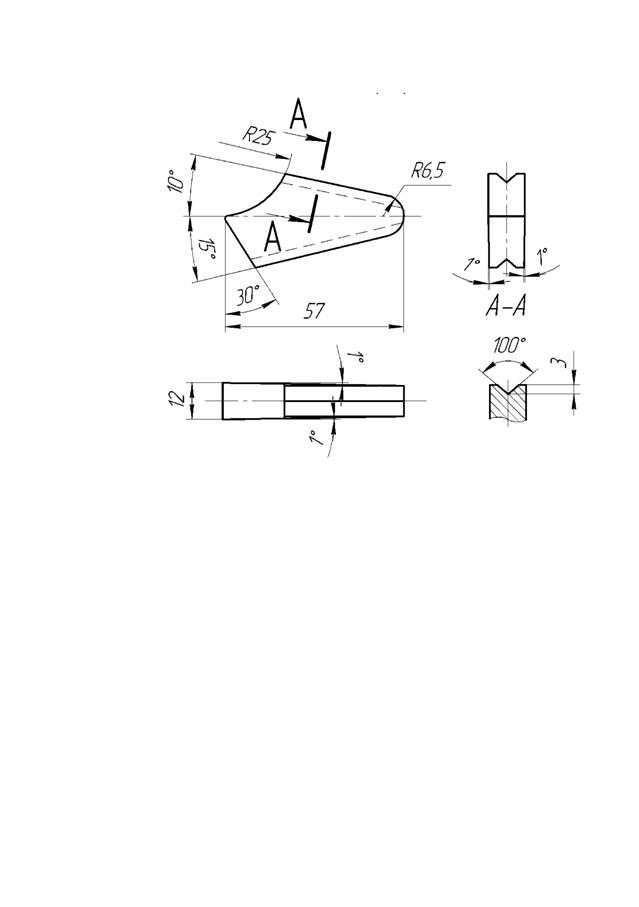
Рисунок7 - Эскизрежущей части резца
3.2.2 Разработка конструкции резца
Режущую пластинку устанавливаем в паз на узкой пластине. Длина пластины
без учета крепления ее к корпусу - 120 мм по условиям здания. Пластину с помощью
двух винтов крепим к корпусу резца.
Разработанная конструкция резца показана на рисунке 8.
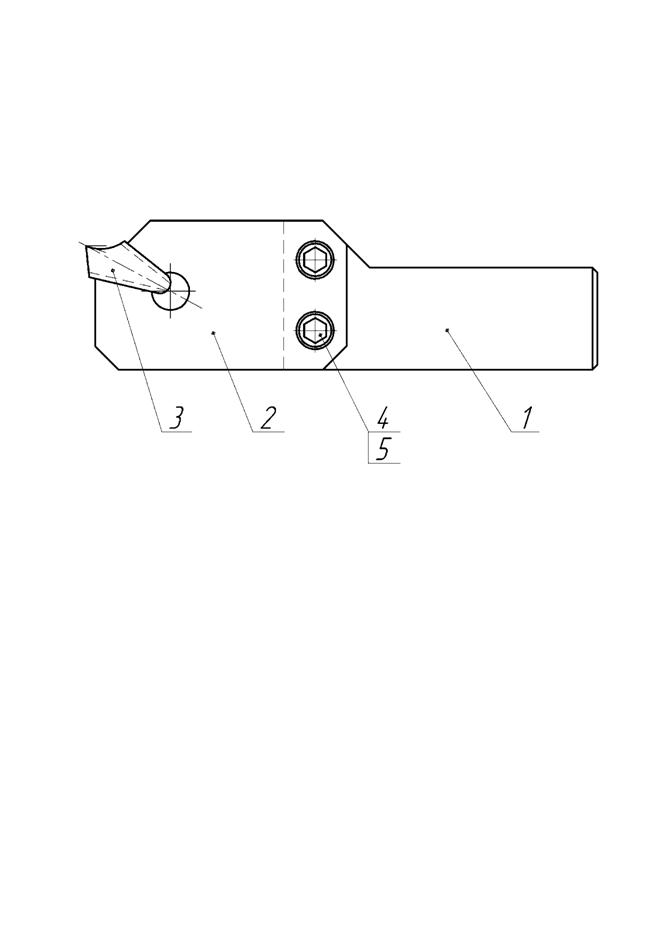
Рисунок 8- Эскизрезца
1 - корпус резца; 2 - узкая пластина; 3 - твердосплавная пластинка; 4,5 -
винт и шайба.
Для расчета основных геометрических параметров резца определим главную
составляющую силы резания.
3.2.3 Определение силы резания
Силу резания определим по формуле [13] с использованием поправочных
таблиц по формуле (26):
 , Н, (26)
, Н, (26)
где
 - поправочный коэффициент формулы;
- поправочный коэффициент формулы;
 -
поправочные показатели степеней формулы;
-
поправочные показатели степеней формулы;
 - общий
поправочный коэффициент на характеристики обрабатываемой заготовки и геометрию
режущей части резца;
- общий
поправочный коэффициент на характеристики обрабатываемой заготовки и геометрию
режущей части резца;
 - глубина
резания, мм;
- глубина
резания, мм;
 -
величина подачи, мм/об.
-
величина подачи, мм/об.
Коэффициент
и показатели степени выбираем
из справочника [13] в зависимости от марки обрабатываемого материала, типа обработки
и режущей части резца.
Общий
поправочный коэффициент рассчитаем по формуле (27):
 (27)
(27)
где
 - поправочный коэффициент в зависимости от материала;
- поправочный коэффициент в зависимости от материала;
 -
поправочный коэффициент на главный угол;
-
поправочный коэффициент на главный угол;
 -
поправочный коэффициент на передний угол;
-
поправочный коэффициент на передний угол;
 -
поправочный коэффициент на угол наклона главного режущего лезвия.
-
поправочный коэффициент на угол наклона главного режущего лезвия.
Исходя
из выше сказанного выбираем [13] наиболее близкие к нашим условиям коэффициент , показатели степени  и сводим
их в таблицу 20.
и сводим
их в таблицу 20.
Таблица
20 - Значение коэффициентов и показателей степени
|
Параметр
|
Значение
|
|
Предел прочности σв, МПа
|
640
|
|
Главный угол в плане  , град90 , град90
|
|
|
Передний угол , град.12
|
|
|
Угол наклона главного
режущего лезвия  , град.0 , град.0
|
|
|
Коэффициент  320 320
|
|
|
Показатель степени  0,9 0,9
|
|
|
Показатель степени  0,7 0,7
|
|
Поправочный
коэффициент на материал:
Поправочный
коэффициент на главный угол: для 

Поправочный
коэффициент на передний угол:для 

Поправочный
коэффициент на угол наклона режущего лезвия: для 

Отсюда
общий поправочный коэффициент:
Режим
резания принимаем по справочнику: мм/об, t
= 12 мм.
мм/об, t
= 12 мм.
Главная
составляющая сил резания:
 Н
Н
3.2.4 Определение основных размеров пластины под установку
пластинник из твердого сплава
Прорезные и отрезные резцы по своей конструкции имеют малую ширину
державки в районе крепления пластины из твердого сплава. Это обуславливается их
применением - резка или прорезание круглых заготовок и минимально возможным
уходом годного металла в стружку.
Наиболее опасное сечение резца находится на расстоянии L от кромки
режущей части, показано на рисунке 9.
Наиболее часто встречающееся отношение b/h=1/6. Ширина опасного сечения
резца находится по формуле 28:
 , м, (28)
, м, (28)
 м.
м.
где
 - допустимое напряжение при изгибе материала корпуса.
Пластину изготавливаем из стали 50 ГОСТ 1050-88. Допустимое напряжение изгиба
материала корпуса
- допустимое напряжение при изгибе материала корпуса.
Пластину изготавливаем из стали 50 ГОСТ 1050-88. Допустимое напряжение изгиба
материала корпуса  МПа. Расстояние от режущей кромки до опасного сечения
принимаем равным L=120мм.
МПа. Расстояние от режущей кромки до опасного сечения
принимаем равным L=120мм.
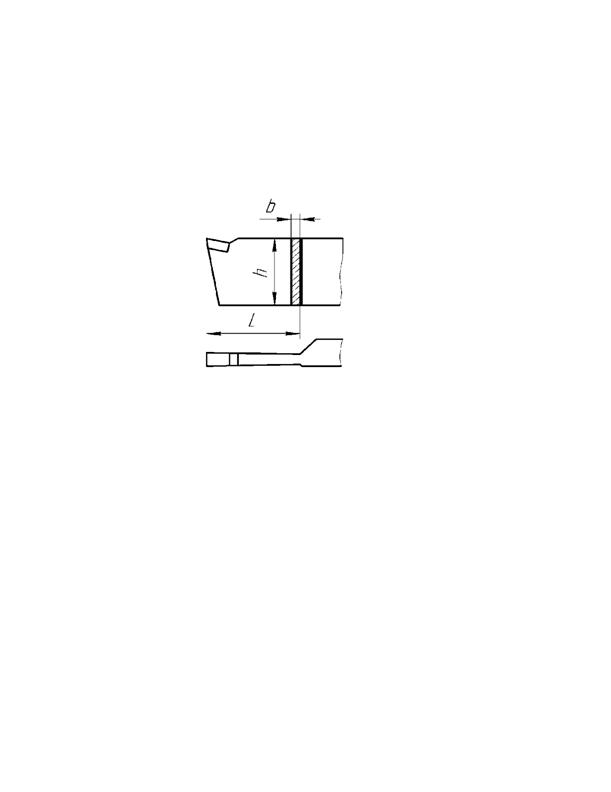
Рисунок
9 - Опасноесечение пластины
Принимаем
b = 10 мм.
Отсюда
высота пластины h = 6 · 10 = 60 мм.
Принимаем
по конструктивным соображениям h = 65 мм.
Проверим
минимальное сечение на допускаемую нагрузку по жесткости.

Максимальная
нагрузка, допускаемая жесткостью резца:
 , Н, (29)
, Н, (29)
где
 - допускаемая стрела прогиба резца, м;
- допускаемая стрела прогиба резца, м;
 - модуль
упругости материала корпуса резца, Па;
- модуль
упругости материала корпуса резца, Па;
 - момент
инерции сечения корпуса резца, м4.
- момент
инерции сечения корпуса резца, м4.
Допускаемая
стрела прогиба для чернового точения  м.
м.
Модуль
упругости материала корпуса резца  Па.
Па.
Момент
инерции сечения корпуса резца:
 м4, (30)
м4, (30)
 Н,
Н,
Проверяем
условие прочности:

Условие
выполняется.
Остальные
геометрические параметры пластины определяем конструктивно.
3.2.5 Определение основных размеров корпуса резца
Исходя
из компоновки резца, выбираем размер корпуса прямоугольного сечения со стороной
b = 32 мм, h = 65 мм. Проверку прочностных характеристик корпуса резца проводим
по максимальной допустимой нагрузке  и по
максимальной нагрузке, допускаемой жесткостью резца
и по
максимальной нагрузке, допускаемой жесткостью резца  исходя из выбранных параметров сечения корпуса:
исходя из выбранных параметров сечения корпуса:

Максимальная
нагрузка на корпус резца по выбранным параметрам:
 , Н, (31)
, Н, (31)
где
 - вылет резца от державки, м.
- вылет резца от державки, м.

Рассчитаем
сечение на допускаемую нагрузку по жесткости.
Момент
инерции сечения корпуса резца:
 м4,
м4,

Проверяем
условие прочности:

Условие
выполняется.
3.2.6 Расчет винтов крепления пластины к корпусу
Расчет винта крепления пластины к корпусу проведем как резьбовое
соединение, нагруженное сдвигающими силами. Винт устанавливается с небольшим
зазором.
Диаметр винта найдем по формуле:
 , м, (32)
, м, (32)
где
 - допускаемое напряжение растяжения, МПа;
- допускаемое напряжение растяжения, МПа;
 - усилие
затяжки, действующее на болт, Н.
- усилие
затяжки, действующее на болт, Н.
Усилие
затяжки, требуемое для наших условий, определим по формуле:
где
 - коэффициент запаса,
- коэффициент запаса,  ;
;
-
сдвигающее усилие, действующее на соединение, Н;
 -
коэффициент трения в стыке;
-
коэффициент трения в стыке;
 - число
винтов;
- число
винтов;
 - число
стыков в соединении.
- число
стыков в соединении.
Коэффициент
трения в стыке при условии сталь-сталь  .
Количество винтов z = 2, количество стыков i = 1.
.
Количество винтов z = 2, количество стыков i = 1.
Сдвигающее
усилие S = Pz = 7007,9Н.
Допускаемое
напряжение растяжения для винтов из стали 35 и классом прочности 8,8 равно  МПа.
МПа.
 м,
м,
Принимаем
для крепления пластины к корпусу стандартный винт М16 по ГОСТ 11738-84.
. БЕЗОПАСНОСТЬ ЖИЗНЕДЕЯТЕЛЬНОСТИ
4.1 Анализ условий труда в сернокислотном
производстве АО «ФосАгро-Череповец»
Безопасность производственного оборудования, безопасность
производственного и трудового процесса- это три фактора, которыми определяется
общая безопасность труда человека. Все три составляющие взаимодействуют между
собой. Предел уровня общей безопасности труда человека равен единице.
Условия труда на рабочих местах производственных помещений СКП АО
«ФосАгро-Череповец» складываются под воздействием большого числа факторов,
различных по своей природе, формам проявления, характеру действия на человека.
В таблице 21 представлены основные операции и оборудование, создающие
опасные производственные факторы, которые могут повлечь за собой несчастный
случай, производственную травму.
Таблица 21 -Опасные производственные факторы
|
Фактор
|
Вид воздействия на человека
|
|
Повышенная температура
материалов и поверхностей
|
Ожоги
|
|
Выброс технологического
газа SО2
|
Удушие и отравление
|
|
Электрооборудование
|
Поражение электрическим
током
|
|
Работа на высоте
|
Ушибы, переломы,
механические травмы
|
|
Разрыв паропроводов
|
Ожоги паром
|
Из таблицы 21 видно, что воздействие опасных факторов на человека может
привести к получению различного рода травм.
Постоянными опасными факторами являются повышенная температура
поверхностей, расположение рабочих мест на высоте, разрывы трубопроводов. К
переменным опасным факторам относится разрыв паропроводов, движущиеся
механизмы, электрооборудование. В целом по сернокислотному производству
персоналу необходимо знать и соблюдать цеховые и заводские инструкции по охране
труда.
Для теплоэнергетических производственных процессов СКП АО
«ФосАгро-Череповец» характерны следующие вредные производственные факторы:
- повышенная запыленность;
- загазованность воздуха рабочей зоны;
- повышенная температура поверхностей оборудования и воздуха
рабочей зоны;
- повышенный уровень шума и вибрации на рабочем месте;
- повышенная влажность и подвижность воздуха.
Проанализируем вредные производственные факторы и сведем данные в
таблицу22.
Таблица 22 - Характеристика вредных производственных факторов
|
Фактор
|
Величина показателя
|
Влияние на человека
|
|
норма
|
факт
|
|
|
1
|
2
|
3
|
4
|
|
Относительная влажность
воздуха, %
|
40-60
|
57
|
Оказывает влияние на
функциональное состояние организма
|
|
Скорость движения воздуха,
м/сек
|
0,3
|
0,3
|
|
|
Температура воздуха в
рабочей зоне°С Холодный период Теплый период
|
17-23 21-23
|
27 38
|
Ведет к нарушению
терморегуляции и судорожной болезни
|
|
Освещенность на рабочем
месте, лк
|
150
|
150
|
Оказывает влияние на
работоспособность
|
|
Аварийная освещенность,лк
|
15
|
14
|
Уменьшение
работоспособности
|
|
Уровень шума, дБ
|
80
|
82
|
Ухудшает самочувствие и
работоспособность
|
|
Тепловое излучение, Вт/м2
|
350-13920
|
2,1х103
|
Перегревы
|
|
|
|
|
|
Из данных таблицы 22 видно, что фактическое значение вредных факторов:
температура, уровень шума, тепловое излучение превышает допустимые нормы, что
может привести к появлению профзаболеваний.
.2 Меры по обеспечению безопасных и здоровых
условий труда в сернокислотном производстве АО «ФосАгро-Череповец»
Полная безопасность труда человека в производственных условиях
определяется 3 факторами:
- безопасностью производственного оборудования;
- безопасностью производственного процесса;
- безопасностью трудового процесса.
Важнейшим фактором в системе обеспечивающей полную безопасность труда
человека, является безопасность производственного оборудования предназначенного
для транспортировки пара давлением 4,0 МПа и его дальнейшего использования.
Безопасность оборудования обеспечивается надежной герметизацией, соблюдением
необходимых расстояний, поддержанием исправности исрока службы оборудования.
Котлы, трубопроводы, охладительные установки и другое теплотехническое
оборудование СКП в процессе их неправильной эксплуатации могут оказаться под
давлением, превышающем предельное рабочее, что может быть причиной их
повреждений с выбросом в окружающую среду пара или технологического газа SО2. Последствиями таких нарушений -
разрушение оборудования, загрязнение окружающей среды, травмы людей и другие
несчастные случаи.
Безопасность трудового и производственного процесса обеспечивается
автоматизацией процесса, соблюдением норм и техники безопасности, в том числе
пожаро-, взрыво-, и электробезопасности, наличием систем измерения, контроль и
управление параметрами нагреваемой среды.
Безопасность труда обеспечивается применением средств индивидуальной
защиты, ограждением вращательных частей оборудования и оборудования,
находящегося в ремонте, специальным обучением, инструктажем персонала при
допуске к работе и т.д.
Сернокислотное производство относится по пожарной опасности к категории
Г. По степени огнестойкости здания и сооружения цеха относятся к Iи II степени. Строительные материалы и конструкции относятся к
несгораемым.
Анализ аварий и пожаров в СКП показывает, что наиболее частыми их
причинами является неисправность в электрооборудовании и электросетей;
нарушение правил техники безопасности и инструктажа; статическое электричество;
открытый огонь при проведении ремонтных работ (сварка, резка), искры
электрические и механические. Причинами взрыва и пожара могут быть:
неполное сгорание газа с образованием взрывоопасной смеси в топке из-за
недостатка воздуха, низкой температуры;
накопление газа в топках и дымоходах неработающих котлов через
неплотности отключающихся устройств;
утечка газа в помещении через неплотности газопроводов и арматуры,
коррозионные свищи в газопроводах, разрывы или нарушения плотности в
соединениях газопроводов в результате превышения давления газа;
- короткие замыкания в электрических сетях.
Помещение по пожарной опасности относится к классу П-П. В СКП возникают
пожары класса А.
Основные мероприятия по предотвращению взрывов и пожаров:
- контроль и регулировка основных параметров процесса;
- применение первичных средств пожаротушения;
- соблюдение норм и правил охраны труда;
- наличие предохранительных клапанов.
Разряды атмосферного электричества способны вызвать взрывы, пожары,
разрушение зданий и сооружений. Молниезащита - комплекс защитных мероприятий и
устройств, предназначенных для обеспечения безопасности людей. Сохранности
зданий и сооружений, оборудования и материалов от разрядов молнии.
По устройству молниезащиты в соответствии с указаниями по проектированию
и устройству молниезащиты зданий и сооружений производство серной кислоты
отнесено ко 2 категории. Все вводы в цех заземляются. Молниеотводы состоят из
молниеприемников (воспринимающих на себя разряд молнии), заземлителей служащих
для отвода тока молнии в землю, токоотводов, соединяющих молниеприемники с
заземлителями.
Заземление контактного аппарата заключается в соединении с землей
металлических частей оборудования, не находящихся под напряжением, посредством
соединения его с очагом заземления.
Определим сопротивление защитного заземления для электропитающей
установки 8 кВт, распределяющего энергию, напряжением 220-380В.
Электропитающая установка размещена на отметке 0.Здание имеет периметр
Р=600 метра, грунт -суглинок.Требуемое сопротивление защитного заземления не
должно превышать 4 Ом.
По молниезащите цех относится ко 2 категории. Здания и сооружения данной
категории должны быть защищены:
от прямых ударов молний;
от электростатической и электромагнитной индукции;
от заноса высоких потенциалов через подземные металлические коммуникации.
Защита от прямых ударов молний выполняется тросовыми молниеотводами и
отдельно стоящими молниеотводами. Защита от электрической индукции -
металлической сеткой на крыше цеха.
Теплоэнергетическое производство насыщено электрооборудованием,
измерительной техникой и автоматикой. На территории производства размещено
большое количество электрооборудования: генераторы, вентиляторы, насосы,
дымососы, электрические сети напряжением 220-380 В. Помещение цеха, в котором
размещены электроустановки, отличается повышенной температурой, влажностью,
наличием большого количества теплотехнического оборудования, соединенного с
землей. По опасности поражения электрическим током помещения комплекса
относится к классу особой опасности ввиду наличия токопроводящих полов,
нагретого воздуха с температурой выше 350С.
4.3 Основные меры для обеспечения
электробезопасности СКП
. Защитное заземление (заземлению подлежат станции и кожухи электрических
машин и трансформаторов, приводы электрических аппаратов, каркасы
распределительных щитов и щитов управления, металлургические конструкции
распределительных щитов и щитов управления, металлические конструкции
распределительных устройств, оболочки кабелей и др.). В электроустановках
380/220 В сопротивление не должно превышать 4 Ом и зависит от вида заземления.
Электроустановки СКП напряжением до 1 кВ имеет глухо-заземленную нейтраль
(нейтраль трансформатора со схемой соединения обмоток «звезда-зигзаг» при
мощности 250 кВт).
. Защитное отключение с реле, включенным во вторичную обмотку
трансформатора, первичной обмоткой которого служат 4 провода сети.
. Применение защитных средств для недоступности токоведущих частей в виде
изоляции, ограждений и размещения токоведущих частей в виде изоляции,
ограждений и размещения на недоступной высоте.
. Постоянный и периодический контроль и профилактика повреждений
изоляции.
. Применение средств индивидуальной защиты персонала: изолирующих
диэлектрических ковриков, перчаток, бот, инструментов с изолированными ручками,
переносных светильников, переносного заземления.
. Ручные инструменты, переносные лампы имеют металлическое напряжение не
более 42 В. При работе в резервуарах или на токопроводящем полу используется напряжение
не более 12 В.
. Выполнение правил и норм по охране труда и производственной
безопасности.
Для обеспечения санитарно-гигиенических норм административно-бытовой
корпус СКП АО «ФосАгро-Череповец» оборудован душевыми, раздевалками.
В перечень спецодежды входят: костюм суконный, костюм хлопчатобумажный с
кислотозащитной пропиткой, куртка хлопчатобумажная на утепляющей прокладке,
брюки хлопчатобумажные на утепляющей прокладке, белье нательное зимние и
летнее, перчатки кислотощелочестойкие, рукавицы суконные, сапоги резиновые,
сапоги кирзовые, валенки.
Средства индивидуальной защиты оператора ДПУ - каска защитная,
респиратор, защитные очки, средства защиты органов слуха (беруши или наушники),
противогаз фильтрующим с коробкой БКФ, подшлемник от пониженных температур.
Оператор ДПУ выполняет работы по графику-календарю №12. Начало работы 7
час. 35 мин., окончание 19 час. 35 мин. (дневная смена) и 19 час. 35 мин. и 7
час. 35 мин. соответственно (ночная смена). Обеденный перерыв не
регламентирован.
4.4 Расчет искусственного освещения
Рациональное освещение производственных участков
является одним из важнейших факторов предупреждения травматизма и
профессиональных заболеваний. Правильно спроектированное и выполненное
освещение обеспечивает возможность нормальной деятельности. Сохранность зрения
человека, состояние его центральной нервной системы и безопасность на
производстве в значительной мере зависят от условий освещения.
При проектировании искусственного освещения необходимо
решить вопросы: выбрать систему освещения, тип источника света, определить
мощность источника света, выбрать тип светильника.
Величина минимальной освещенности устанавливается по
характеристике значительной работы, которую определяют наименьшим размером
объекта различения, контрастом объекта с фоном и характеристикой фона. По
рекомендациям, изложенным в таблице 1 СНиП 23-05-95 выбираем: характеристику
зрительной работы - очень малой точности; разряд зрительной работы - 6. В
соответствии с выбранной системой освещения (система общего освещения) и
источником света (люминесцентные лампы) по этим же таблицам находим минимальную
порциальную освещенность: Е= 100 лк.
Световой поток одного источника света рассчитывается
по формуле (34):
 (34)
(34)
где Е - нормированная освещённость, 100 лк;
k3 - коэффициент запаса, учитывающий старение лампы и
загрязнение светильников, 1,8;- площадь помещения, м2;
S = a · b= 180 · 24 = 4 320, м2,
z - коэффициент минимальной освещенности, 1,1;- число
источников света в помещении, 45;
η - коэффициент использования светового
потока.
Коэффициент η зависит от типа светильника,
коэффициентов отражения R от
стен, потолка, пола и от геометрической характеристики помещения, определенной
индексом помещения по формуле (35):
i = S/H(a + b), (35)
где Н - высота подвеса светильника, 20 м;
а, b -
размеры помещения, 180 м, 24 м.
i = 4320/(20-(18+24))= 1,059
По таблице 5а [СНиП 23-05-95,с.22] определяем
коэффициенты отражения поверхностей R; и затем коэффициент использования светового потока: η=46%.
Определяем световой поток одного источника света F, лм:

Допускается
отклонение светового потока выбранной лампы от расчетного значенияна10 - 20%.
По
таблице 2 [СНиП 23-05-95,с. 55]выбираем ближайшую стандартную дуговую ртутную
люминесцентную лампу ДРЛ-700(6)-2 мощностью W = 700 Вт и F=
40000 лм.В качестве светильников применяем для данного типа ламп светильник
марки РСП 06-700-016 УЗ в количестве 45 штук.
4.5 Меры по обеспечению устойчивой работы
сернокислотного производства АО «ФосАгро-Череповец» в условиях чрезвычайных
ситуаций
С получением информации об угрозе возникновения чрезвычайной ситуации КЧС
объекта начинает функционировать в режиме повышенной готовности и принимает на
себя непосредственное руководство всей деятельностью объектного звена РСЧС.
Дежурная служба докладывает обстановку председателю КЧС и оповещает членов
комиссии. Председатель КЧС проверяет достоверность полученных данных и
дополнительных сведений об обстановке. При необходимости срочно вызывает
оперативную группу непосредственно на место, где создалась угроза ЧС.
Осуществление мероприятий по защите персонала объекта, предупреждение ЧС
или уменьшение возможного ущерба от них комиссия проводит на основе плана по
предупреждению и ликвидации ЧС, в который вносят уточнения с учетом ожидаемого
вида ЧС и складывающейся обстановки.
Руководитель объекта - председатель КЧС с возникновением угрозы вводит в
действие п.1 разд.2 плана действий по предупреждению и ликвидации ЧС, Привлекая
всех членов комиссии, руководителей подразделений и командиров формирований,
организует и проводит на объекте следующие основные мероприятия:
- усиливает дежурно-диспетчерскую службу;
- осуществляет наблюдение и контроль за состоянием окружающей
среды, обстановкой на потенциально опасных участках объекта и прилегающих к ним
территориях;
- прогнозирует возможность ЧС на объекте, и ее масштабы и
последствия проверяет системы и средства оповещения связи;
- принимает меры по защите персонала и населения, территории и
повышению устойчивости объекта повышает готовность сил и средств, предназначенных
для ликвидации возможной ЧС, уточняет планы их действий и при необходимости
производит выдвижение к участкам предполагаемых работ (действии);
- готовит к возможной эвакуации персонал и население
прилегающих к объекту участков города (поселка), а при необходимости проводит
ее в загородную зону (только по распоряжению вышестоящей КЧС).
Одновременно информирует КЧС и управление ГО и ЧС города (района) о
возникшей угрозе. Методика и последовательность работы председателя и членов
КЧС объекта при угрозе и возникновении ЧС в каждом конкретном случае будет
определяться:
- типом аварии (с выбросом радиоактивных или сильнодействующих
ядовитых веществ, транспорта, пожар и т.п.) или видом стихийного бедствия
(землетрясение, наводнение, буря и т.п.);
- масштабом последствий ЧС (локальная, местная,
территориальная, региональная, федеральная);
- удалением источника аварий от объекта;
- метеоусловиями на момент возникновения ЧС;
- наличием средств индивидуальной и коллективной защиты, а
также другими факторами.
С возникновением ЧС по распоряжению руководителя объекта вводится
чрезвычайный режим функционирования объектного звена РСЧС и организуется
выполнение мероприятий, предусмотренных в разделе 2 плана действий по
предупреждению и ликвидации ЧС, по защите персонала и территории объекта, по
предотвращению развития и ликвидации ЧС.
а) 1 этап - принятие экстренных мер по защите персонала, предотвращению
развития ЧС и осуществление АСР.
К экстренным мерам защиты персонала и объекта относится:
- оповещение об опасности и правилах поведения;
- медицинская профилактика и использование средств защиты,
исходя из обстановки;
- эвакуация работников с участков, на которых существует
опасность поражения людей;
- оказание пострадавшим первой медицинской и других видов
помощи.
Для предотвращения или уменьшения последствий ЧС осуществляют
предусмотренные планом действия по локализации аварий при остановке или
изменении технологического процесса производства, а так же по предупреждению
взрывов и пожаров.
Ответственность за организацию связей и оповещения несет начальник
отдела, а непосредственно организует и обеспечивает связь и оповещение
начальник службы оповещения и связи ГО объекта.
Для связи используют радио, проводные и сигнальные средства. Средства
связи КЧС должны применяться комплексно, и обеспечивать надежность,
достоверность и быстроту передачи приказов, распоряжений, сигналов оповещения и
различной информации.
В ходе работ организуется комендантская служба, охрана материальных
ценностей, учет пострадавших и погибших. Медицинская помощь оказывается в
порядке само- и взаимопомощи, силами медицинского персонала на медицинском
пункте предприятия и в ближайших лечебно-профилактических учреждениях системы
здравоохранения.
б) На втором этапе решаются задачи по первоочередному жизнеобеспечению
населения, пострадавшему в результате бедствия.
4.6 Меры обеспечивающие надёжность охраны
окружающей среды
В сернокислотном производстве применена наиболее прогрессивная схема
получения серной кислоты методом двойного контактирования и двойной абсорбции
позволяющая получать степень окисления SO2 в SO3 не
менее 99,7% (при одинарном контактировании не более 98,5%). При такой высокой
степени контактирования отпадает необходимость строительства установки
химической доочистки газа.
Для обеспечения концентрации вредных веществ в приземном слое
атмосферного воздуха в пределах ПДК предусмотренывстроенные в моногидратные
абсорберы брызгоуловители и установленные выхлопные трубы (Н=150 м).
Наличие резервного оборудования в печном отделении и резервных насосов в
сушильно-абсорбционном отделении обеспечивает бесперебойную работу производства
и предотвращает залповые выхлопы и выбросы вредных веществ в атмосферу в случае
возможных аварий.
Кроме этого необходимо соблюдать следующие правила эксплуатации оборудования:
- правила пуска отдельных аппаратов и всего производства в
целом после окончания строительства объекта и во время дальнейшей эксплуатации
производства;
- соблюдать графики осмотра, планово-предупредительного ремонта
и капитального ремонта;
- осуществлять остановку оборудования на короткое и длительное
время, в соответствии с инструкциями;
- применять для ремонта оборудования материалы предусмотренного
качества;
- не допускать внеплановых остановок оборудования и связанных с
ними залповых выбросов вредных веществ в атмосферу;
- соблюдать нормы технологического режима и требования
технологического регламента;
- не допускать внесения изменений в аппаратурное оформление
конструкцию аппаратов без согласования с проектной организацией;
- не допускать к работе на производстве лиц, не обученных и
неподготовленных к выполнению поручаемых работ.
Схема производства серной кислоты в контактном отделении не имеет
технологических стоков. Принят замкнутый цикл водооборота. Аварийные кислотные
стоки из поддонов холодильников абсорбционного отделения направляются в
сборники моногидратных абсорберов. Организован сбор поверхностных стоков с
площадок сушильно-абсорбционного отделения в систему сборников.
Всё оборудование снабжено сливами. Кислота сливается в сборники, ёмкость
которых рассчитана на приём всей кислоты, находящейся в оборудовании.
Для сбора ливневых и сточных вод с территории сернокислотного
производства предусмотрена промливневая канализация.
Ливневые стоки из промливневой канализации направляются в пруд - усреднитель
- отстойник объёмом 80 тыс. м3, для отстаивания и далее на станцию очистки
стоков.
ЗАКЛЮЧЕНИЕ
В ходе выполнения выпускной квалификационной работы была проведена
модернизация энерготехнологического котла-утилизатора РКС-95/4,0-440,
заключающаяся в увеличении поверхности нагрева испарителя второй ступени путём
добавления ребер на конвективные поверхности нагрева.
В главе 1 проведен анализ состояния вопроса на текущий момент, определены
цели и задачи квалификационной работы.
В главе 2 рассмотрена текущая конфигурация котла, приведены расчеты по
разработке и модернизации конструкции узлов котла - утилизатора.
Глава 3 посвящена разработке технологического процесса изготовления
барабана и разработке конструкции токарного резца.
В главе 4 выполнены расчёты искусственного освещения операторской и
заземления аппаратуры. Произведён анализ вредных и опасных производственных
факторов с точки зрения требований техники безопасности сернокислотного
производства. Проработаны вопросы охраны окружающей среды и мероприятия по
технике безопасности.
Графическая часть представлена чертежами испарительного устройства,
общего вида котла РКС-95/4,0-440, трубы оребрённой; оперативной схемой;
технологической блок-схемой.
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
1 Анурьев,
В.И. Справочник конструктора-машиностроителя:в 3-х т. / В.И. Анурьев. /под ред.
И.Н. Жестковой. - Москва: Машиностроение, 2001.-Т.1. - 920 с.; т. 2. - 912 с.;
т. 3. - 864 с.
Аршинов,
А В. Резание металлов. Режущий инструмент./ А.В. Аршинов, Г.А. Алексеев - Москва:
Машиностроение, 1975. - 437 с.
Бакунина,
Т.А. Проектирование механосборочных цехов: учебное пособие / Т.А.Бакунина,
Е.В.Тимофеева. - Рыбинск: РГТА, 2011. - 154 с.
Бойко,
Е.А. Котельные установки и парогенераторы / Е.А.Бойко, И.С. Деринг, Т.И.
Охорзина. - Красноярск: , 2005. - 317 с.
Бормосов,
Н.А. Учебное пособие по выполнению курсового проекта по дисциплине
«Проектирование машиностроительного производства» / Н.А. Бормосов, А.С.
Степанов. - Вологда: ВоГУ, 2015. - 122 с.
Гузеев,
В.И. Режимы резания для токарных и сверлильно-фрезерно-расточных станков с
числовым программным управлением: Справочник / В.И. Гузеев, В.А. Батуев, И.В.
Сурков / под ред. В.И. Гузеева. - Москва: Машиностроение, 2005. - 368 с.
Гусев,
Ю.Л. Основы проектирования котельных установок: учебное пособие для вузов /
Ю.Л. Гусев. - Москва: Стройиздат, 1973г. - 279 с.
Древаль,
А.Е. Краткий справочник металлиста / А.Е. Древаль, Е.А. Скороходова и др. / под
ред. А.Е. Древаля. - 4-е изд., переработ. и доп. - Москва: Машиностроение,
2005. - 960 с.
Дьяков,
В.И. Типовые расчеты по электрооборудованию / В.И. Дьяков. - Москва: Высшая
школа, 1990. - 182 с.
Иванов,
В.Н. Словарь-справочник по литейному производству / В.Н. Иванов. - Москва:
Машиностроение, 1990. - 384 с.
Мельников,
Г.Н. Проектирование механосборочных цехов: учебник / Г.Н. Мельников, В.П.
Вороненко. - Москва: Машиностроение, 1990. - 352 с.
Найфельд,
М.Р. Заземление и другие защитные меры / М.Р. Найфельд. - Москва: Энергия,
1975. - 105 с.
Нефедов,
Н.А. Сборник задач и примеров по резанию и режущим маши-нам /Н.А. Нефедов,
К.А.Осипов. - Москва: Машиностроение, 1999. - 286с.
Никифоров,
А.В. Дипломное проектирование механического цеха: учебное пособие /
А.В.Никифоров.- Рыбинск: РГАТА, 2005. - 144 с.
Ординарцев,
И. А. Справочник инструментальщика / под ред. И. А. Ординарцев. - Ленинград:
Машиностроение, 1987. - 845 с.
Синицын,
А. А. Тепловой расчет паровых котлов средней и большой производительности:
учебное пособие [для студентов специальности 270109 "Теплогазоснабжение и
вентиляция" и специальности 140104 "Промышленная
теплоэнергетика"] / А. А. Синицын, И. А. Суханов. - Вологда: ВоГТУ, 2011.
- 131 с.
СНиП
23-05-98. Строительные нормы и правила РФ. Естественное и искусственное
освещение: утв. Госстроем России 02.08.1995. №18-78. - Взамен СНиП ΙΙ-4-79;
- Введ. 01.01.1996. -
Москва: ГУП ЦПП, 1996. -76с.
Семенченко,
И.И. Проектирование металлорежущих инструментов / И.И. Семенченко, В.М.
Матюшин, Г.Н. Сахаров. - Л: Машиностроение, 1961. - 951 с.
Тарасюк,
В. М. Эксплуатация котлов: практическое пособие для оператора котельной / В. М.
Тарасюк/ под ред. Б. А. Соколова. - Москва: НЦ ЭНАС, 2010. - 270 с.
Технологический
регламент производства серной кислоты: ТР 16-15-14: утв. АО
"Фосагро-Череповец" 06.08.2014. - Череповец: 2014. - 158 с.
Технологический
регламент производства серной кислоты: ТР 16-13-13: утв. АО
"Фосагро-Череповец" 02.06.2013. - Череповец: 2013. - 234 с.
Технологическое
проектирование механосборочных цехов: методическое пособие по курсовому и
дипломному проектированию / сост. А.А.Уютов. - Самара: Самар. гос. тех. ун-т,
2008. - 76 с.
ПРИЛОЖЕНИЕ 1
(справочное)
БЛОК - СХЕМА МАТЕРИАЛЬНОГО БАЛАНСА
*Рисунок 2 - Котел РКС-95/4,0-440
ПРИЛОЖЕНИЕ 2
(справочное)
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ КОТЛА РКС-95/440-4.0
|
Наименование параметра
|
Величина нагрузки
|
|
|
60%
|
100%
|
110%
|
|
|
1
|
2
|
3
|
4
|
|
|
КОТЁЛ
|
|
|
Номинальная
паропроизводительность, т/ч
|
63
|
105
|
115,5
|
|
|
Давление пара в барабане
котла (изб.), МПа (кгс/см2)
|
4,3 (43)
|
4,3 (43)
|
4,3 (43)
|
|
|
Температура питательной
воды на входе в барабан, 0С
|
231
|
231
|
231
|
|
|
Температура сернистых газов
на входе в радиационную камеру котла,0С
|
1120-1160
|
1120-1160
|
1120-1160
|
|
|
Температура газов на выходе
из котла 0С
|
390-410
|
390-410
|
390-410
|
|
|
Избыточное давление газов
на входе в радиационную камеру котла, КПа
|
4200
|
4200
|
4200
|
|
|
Количество сжигаемой жидкой
серы в циклонных топках, т/ч
|
14,92
|
24,87
|
27,36
|
|
|
Количественный состав
технологических сернистых газов на входе в радиационную камеру котла из
топки:
|
SO3 O2
H2O SO2
|
141838 17021 12458 112359
|
56022 18723 13679 123600
|
|
|
Аэродинамическое
сопротивление испарительной части котла КПа (мм.в.ст.), не более
|
|
10(100)
|
|
|
|
Высота котла, не более
|
|
19,9
|
|
|
|
ЭКОНОМАЙЗЕР 1 СТУПЕНИ
|
|
|
Расчетное количество газов
на входе в экономайзер, нм3час, в том числе: SO2 SO3
O2 H2O
|
70417 28 704 2267 67418
|
117362 47 1178 3778 112359
|
129098 57 1291 4157 123593
|
|
|
Температура газов на входе,
0С
|
356
|
356
|
356
|
|
|
Температура газов на
выходе, 0С
|
135
|
|
|
Температура питательной
воды на входе, 0С
|
105-120
|
105-120
|
105-120
|
|
|
Температура питательной
воды на выходе, 0С
|
190
|
190
|
190
|
|
|
Давление воды на входе, МПа
(кгс/см2)
|
4,67(46,7)
|
4,67(46,7)
|
4,67(46,7)
|
|
|
Давление воды на выходе,
МПа (кгс/см2)
|
4,57(45,7)
|
4,57(45,7)
|
4,57(45,7)
|
|
|
ЭКОНОМАЙЗЕР 2 СТУПЕНИ
|
|
|
Расчетное количество газов
на входе в экономайзер, нм3час, в том числе: SO2 SO3
O2 H2O
|
80462 724 9712 2615 67411
|
134103 1191 16191 4362
112359
|
147513 1328 17805 4794
123586
|
|
|
Температура газов на входе,
0С
|
358
|
358
|
358
|
|
|
Температура газов на
выходе, 0С
|
262
|
262
|
262
|
|
|
Температура питательной
воды на входе, 0С
|
187
|
187
|
187
|
|
|
Температура питательной
воды на выходе, 0С
|
231
|
231
|
231
|
|
|
Давление воды на входе, МПа
(кгс/см2)
|
4,54(45,4)
|
4,54(45,4)
|
4,54(45,4)
|
|
|
Давление воды на выходе,
МПа (кгс/см2)
|
4,44(44,4)
|
4,44(44,4)
|
4,44(44,4)
|
|
|
Расчетное количество газов
на входе, нм3час, в том числе: SO2 SO3 O2 H2O
|
70417 28 704 2267 67418
|
117362 47 1178 3778 112359
|
120098 57 1291 4157 123593
|
|
Температура газов на входе,
0С
|
430-440
|
430-440
|
430-440
|
|
Температура газов на
выходе, 0С
|
356
|
356
|
356
|
|
Температура пара на входе,
0С
|
250
|
250
|
250
|
|
Температура пара на выходе,
0С
|
293
|
293
|
293
|
|
Давление пара на входе, МПа
(кгс/см2)
|
4,3(43)
|
4,3(43)
|
4,3(43)
|
|
Давление пара на выходе,
МПа (кгс/см2
|
4,13(41,3)
|
4,13(41,3)
|
|
ПАРОПЕРЕГРЕВАТЕЛЬ 2 СТУПЕНИ
|
|
Расчетное количество газов
на входе, нм3час, в том числе: SO2 SO3 O2 H2O
|
81959 3778 6581 4188 67412
|
136599 6298 10968 6974
112359
|
150259 6927 12066 7678
123588
|
|
Температура газов на входе,
0С
|
590-610
|
590-610
|
590-610
|
|
Температура газов на
выходе, 0С
|
450
|
450
|
450
|
|
Температура пара на входе,
0С
|
250
|
285
|
250
|
|
Температура пара на выходе,
0С
|
440
|
440
|
440
|
|
Давление пара на входе, МПа
(кгс/см2)
|
4,13(41,3)
|
4,13(41,3)
|
4,13(41,3)
|
|
Давление пара на выходе,
МПа (кгс/см2)
|
3,9(39)
|
3,9(39)
|
3,9(39)
|
|
|
|
|
|
|
|
|
|