Модернизация конструкции и разработка технологии изготовления ночного прицела
ВВЕДЕНИЕ
Проблема прицельных приспособлений на
гладкоствольном оружие не является особо острой. Стандартные прицельные
приспособления, до сих пор устанавливаемые на большинство серийных охотничьих
ружей во всем мире, появились на самой ранней стадии развития огнестрельного
оружия. И значительное количество стрелков пользуется такими прицельными
приспособлениями по настоящее время довольно успешно. Однако тенденции
последнего времени говорят, что в этом вопросе многое изменилось, и прицельные
приспособления современного оружия должны отличаться от стандарта, принятого
сто тридцать лет назад.
Представляемый дипломный проект выполнен на базе
ОАО «Вологодский оптико-механический завод». Специфической продукцией
предприятия являются прицельные приспособления различного назначения, как
военного, так и гражданского. Ночные прицелы появились в самое последнее время,
но уже претендует на то, чтобы занять место на значительном количестве
современного оружия. Прицелы вобрали все лучшее от обычных оптических прицелов
и приборов ночного видения. Ночной прицел предназначен для прицеливания в
ночных условиях при естественной освещенности, а также в полной темноте при
включении блока ИК подсветки. Прицелы ночного видения работают на основе
электронно-оптических преобразователей 1+, 2+, 3+ поколения и представляют
собой монокуляры ночного видения с прицельной сеткой. Большинство современных
прицелов изготовляется из прочного алюминия и имеет вес не более 1,1кг, при
очень прочной конструкции.
Целью настоящей работы является разработка
конструкции и технологии изготовления ночного прицела, соответствующего
сложившимся на современном рынке высоким техническим требованиям.
1 ЛИТЕРАТУРНЫЙ ОБЗОР
.1 Анализ конструкций прицелов. Ночные охотничьи
прицелы
Прицел - приспособление, используемое для
наведения оружия на цель. В стрелковом оружии, в зависимости от условий
применения, используются различные оптические приспособления: простейшие
«мушки», оптические прицелы с группами линз и лазерная подсветка цели.
Прицельные приспособления включают установленную мушку (иногда с ограждением) и
прицельный целик. При пристрелке прицел регулируется по направлению, мушка - по
вертикали.
Механические прицелы.
Традиционно прицельными приспособлениями
дробовика являлась одна только мушка, обычно цилиндрическо-шаровидной
(европейская традиция) или шаровидной (американская традиция) формы. В России
ружья выпускаются с цилиндрическо-шаровидными мушками (т.е. полная или
приплюснутая сфера на цилиндре или конусе). При этом ружье, как правило, имеет
и прицельную планку.
Прицельная планка может сужаться к дульной
части, или не иметь сужения. Планка может быть узкой (6-7 мм) и широкой (9,5-12
мм). Широкими планками оснащают в основном спортивные ружья, такие планки также
часто имеют белую или красную узкую полоску или желобок посредине[1].
Отечественное ружье МР-233 с широкой планкой и двумя мушками, представленное на
рисунке 1.1

Рисунок 1.1- Отечественное ружье МР0233 с
широкой планкой и мушками
Первый шаг к изменению прицельных приспособлений
выразился в том, что на ружье стали устанавливать две мушки - маленькую
посередине планки и большую на конце. При прицеливании их требовалось
совместить. Такая система получила распространение в основном на американских
самозарядных и магазинных ружьях, особенно эта идея понравилась фирме Моссберг,
но и другие фирмы (Бенелли, Ремингтон и пр.) выпускают ружья с 2-мя мушками.
Первым отечественным ружьем, которое сходит с завода с 2-мя мушками, является
МР-233.
Качественный шаг вперед позволили сделать новые
материалы для изготовления прицельных приспособлений. Настоящий прорыв
произошел с появлением специальной пластмассы, которая имела свойства
оптоволокна, т.е. была способна направлять большую часть светового потока,
падающего на цилиндр (или параллелепипед) из такой пластмассы со всех сторон,
только по оси этого цилиндра. Оптоволоконные мушки, изображенные на рисунке
1.2, выпускаются фирмами TRU GLO, HIVIZ и другими. Различаются в основном по
длине и способом крепления.

Рисунок 1.2- Средняя оптоволоконная мушка от TRU
GLO
Все оптоволоконные мушки позволяют сразу, еще
при вскидывании ружья, в отличие от коллиматоров и обычных мушек,
подсознательно фокусировать на них внимание. Таким образом, процесс
прицеливания со светособирающими мушками начинается еще при вскидывании ружья.
Высокая контрастность и безошибочность идентификации позволяют производить
прицеливание значительно быстрее, чем с обычной мушкой.
Диоптрический прицел.
Еще один тип прицела, прочно занявший место на
боевых и полицейских дробовиках - диоптр, представлен на рисунке 1.3
Диоптрические прицелы на дробовиках,
естественно, имеют увеличенное отверстие, по сравнению с диоптрами для
нарезного оружия, около 3-3,2 мм, для максимально быстрого прицеливания. Такой
прицел часто называют кольцевым, хотя единственным отличием является именно
величина отверстия.

Рисунок 1.3- Диоптрический прицел ghost ring на
ружье Valtro PM-5
Достоинства таких прицелов - увеличенная
прицельная линия, что особенно актуально для коротких дробовиков, каковые и
используются в боевых целях, а также исключение одного элемента из прицеливания
- целика. От стрелка требуется только совместить мушку и цель, поскольку ровное
удержание мушки в видимом кольце производится инстинктивно. Прицел, в отличие
от традиционного мушка-целик, существенно меньше закрывает цель, рисунок 1.4,
а, поскольку на цели стрелок видит одну только мушку (которая обычно
выполняется высокой). У обычного прицела весь низ мишени закрыт целиком,
рисунок 1.4, б.
Канонический недостаток диоптра - малый световой
порог, для прицелов на дробовиках мало актуален. Действительно, пользование
винтовочным диоптром с очень малым отверстием (1-1,78мм) в условиях низкой
освещенности весьма проблематично. Однако на гладкоствольных ружьях отверстие
имеет диаметр около 3-3,2мм и в условиях пониженной освещенности он мало
уступает обычной планке-мушке.
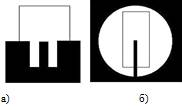
Рисунок 1.4 а - вид через диоптрический прицел;
б - вид через обычный прицел.
В целом прицел хорош, но для стрельбы по
небольшим целям малопригоден, так как рассчитан на стрельбу по крупноразмерным
не очень быстро движущимся целям и быстрое прицеливание из него затруднено.
Поэтому диоптрические прицелы нашли свою нишу на гладкоствольных ружьях,
предназначенных для стрельбы пулей и тактических дробовиках [1].
Кольцевой прицел.
Весьма экзотическая конструкция, представленная
на рисунке 1.5, позаимствованная у зенитных пулеметов. Представляет собой
несколько концентрических полуокружностей (обычно 3), соединенных 3 радиальными
прямыми (одна вертикально, 2 - горизонтально). Общий размер прицела - 20-30см.
Выполнен из проволоки диаметром 2-3мм. Крепится на конец ствола. Кольцевые
прицелы, в основном самодельного изготовления, часто продаются в магазинах.
Габариты и очевидные неудобства эксплуатации не позволяют такому типу прицелов
сколько-нибудь распространиться [1].

Рисунок 1.5- "Уменьшенный" вариант
кольцевого прицела фирмы RUEB
Оптический прицел - оптический
прибор, представленный на рисунке 1.6, предназначенный для точной наводки
оружия на цель. Может быть также использован для наблюдения за местностью и для
определения расстояний до предметов (если известны их размеры). Изображение
цели и прицельной
<#"897982.files/image006.jpg">
Рисунок 1.6- Оптический прицел Zeiss
1.1-4x24T Varipoint VM/V
В режиме минимальной кратности
(1-1,25) и с включенной подсветкой оптический прицел будет работать почти как
коллиматор, но с той особенностью, что его выходной зрачок не очень велик и
имеет фиксированное удаление. Так что изображение в правом глазе, даже при 1х,
будет отличаться от изображения в левом.
Коллиматорные прицельные системы -
это системы, использующие коллиматор <#"897982.files/image007.jpg">
Рисунок 1.7- Коллиматорный прицел
На самом деле излучение от источника
света в прицеле отражается линзой
<#"897982.files/image008.jpg">
Рисунок 1.8- Голографический прицел
Голографический прицел отличается
компактностью и позволяет за несколько секунд заменять пластину с прицельной
маркой на другую, с более подходящим для данных условий стрельбы изображением
марки. Однако широкому распространению голографических прицелов препятствует их
значительная цена, относительно слабая защищенность от внешних воздействий и
такая особенность, как возникновение цветовых и геометрических искажений
наблюдаемых объектов, если в поле зрения прицела попадают яркие источники
света.
Лазерный целеуказатель.
Лазерный целеуказатель (ЛЦУ),
представленный на рисунке 1.9, с полупроводниковым лазером на основе арсенида
галлия может работать как в видимой так и инфракрасной части спектра. В
последнем случае необходим прибор ночного видения. Наводка осуществляется по
световому пятну лазера, обычно без использования прицельных приспособлений.
Расходимость луча на определенной дистанции можно привести в соответствие с
характеристиками рассеивания пуль для конкретного оружия. Эффективность
использования лазерных целеуказателей ограничена при ярком освещении, на
больших дальностях и при групповых операциях (поскольку несколько стрелков не
могут быстро выделить на цели пятно от своего ЛЦУ). Наиболее целесообразно их
использование в тренировках стрельбы навскидку. В связи с тем, что лазереный
луч имеет малую расходимость и резкие границы светового пятна, ЛЦУ можно
использовать совместно с оптическим прицелом для определения дистанции до цели
по размеру светового пятна или его смещения относительно прицельной марки на
разных дистанциях стрельбы [1].

Рисунок 1.9- Пистолет с лазерным
целеуказателем
Охотничий ночной прицел.
Ночной прицел - это прибор,
предназначенный для прицеливания в ночных условиях при естественной
освещенности, а также в полной темноте. Охотничий ночной прицел PNS 2,5х50
производства ОАО «ВОМЗ» представлен на рисунке 1.10

Рисунок 1.10- Охотничий ночной прицел PNS 2,5х50
Рассмотрим принцип действие прицела ночного
охотничьего и основные необходимые расчеты на примере зрительной трубы с
электронно-оптическим преобразователем.
Зрительную трубу с электронно-оптическим
преобразователем применяют для наблюдения предметов, создающих в зрачке
освещённость близкую к пороговой ( лк),
или излучающих не в видимой, а в рентгеновской , ультрафиолетовой или
инфракрасной областях оптического диапазона[2].
лк),
или излучающих не в видимой, а в рентгеновской , ультрафиолетовой или
инфракрасной областях оптического диапазона[2].
Электронно-оптическим преобразователем (ЭОП)
называется электронно-вакуумный прибор, предназначенный для изменения
спектрального состава излучения или (и) усиления яркости изображения, образованного
какой либо оптической системой на фотокатоде ЭОП. Световое изображение внутри
ЭОП сначала преобразуется в промежуточное электронное, а затем - из
электронного в видимое на флюоресцирующем экране[2].
На рисунке 1.11 показана схема зрительной трубы
с ЭОПом . Объектив образует изображение предмета на фотокатоде преобразователя,
а глаз наблюдателя рассматривает преобразованное ЭОП изображение на экране с
помощью окуляра, выполняющего роль лупы. Так как в ЭОП легко достигается
произвольность оборачивания изображения, то в зрительных трубах нет
необходимости применять оптические оборачивающие системы.
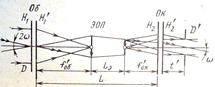
Рисунке 1.11- Схема зрительной трубы с ЭОП
В таких системах отсутствует оптическое
сопряжение лучей, проходящих в пространстве предметов перед объективом, с
лучами, проходящими в пространстве изображений за окуляром, и отсутствует
возможность взаимной компенсации аберраций объектива и окуляра. Поэтому в них
требуется соответствующая аберрационная коррекция , при которой полностью
используется невысокая разрешающая способность ЭОП по сравнению с объективом и
окуляром[2].
Для характеристики зрительной трубы с ЭОП
используют следующие параметры: видимое увеличение  ;
угловое поле
;
угловое поле  ; диаметр входного
зрачка D; длину системы L; электронно-оптическое (линейное) увеличение ЭОП
; диаметр входного
зрачка D; длину системы L; электронно-оптическое (линейное) увеличение ЭОП  ;
диаметр фотокатода
;
диаметр фотокатода  ; диаметр экрана
; диаметр экрана  ;
разрешающую способность экрана
;
разрешающую способность экрана  ; спектральную
характеристику чувствительности фотокатода (
; спектральную
характеристику чувствительности фотокатода ( )
или интегральную чувствительность S; световую эффективность К, определяемую отношением
светового потока
)
или интегральную чувствительность S; световую эффективность К, определяемую отношением
светового потока  , излучаемого
экраном во внешнюю полусферу, к потоку
, излучаемого
экраном во внешнюю полусферу, к потоку  ,
попавшему на фотокатод; яркость экрана
,
попавшему на фотокатод; яркость экрана  ,
зависящую от энергетической освещённости
,
зависящую от энергетической освещённости  фотокатода
и коэффициента яркости экрана
фотокатода
и коэффициента яркости экрана  ; расстояние между
фотокатодом и экраном ЭОП .
; расстояние между
фотокатодом и экраном ЭОП .
Видимое увеличение трубы с ЭОП[1]:
 (1.1)
(1.1)
длина системы
 (1.2)
(1.2)
Из совместного решения (1) и (2) получим
фокусные расстояния объектива и окуляра:
 ; (1.3)
; (1.3)
 . (1.4)
. (1.4)
При заданном угловом поле и
известном диаметре фокусные
расстояния объектива и окуляра
 ; (1.5)
; (1.5)
 . (1.6)
. (1.6)
Угловое поле в
пространстве изображений, определяемое по формуле  ,
должно быть согласовано с фокусным расстоянием окуляра и диаметром экрана
,
должно быть согласовано с фокусным расстоянием окуляра и диаметром экрана  [2]:
[2]:
 . (1.7)
. (1.7)
Диаметр входного зрачка объектива выбирают с
учетом обеспечения достаточной энергетической освещённости  изображения
при данной энергетической яркости предмета
изображения
при данной энергетической яркости предмета  .
.
Качество изображения на экране ЭОП ниже, чем
качество изображения, создаваемого на фотокатоде, и зависит от диаметра  пятна
рассеяния электронов на экране.
пятна
рассеяния электронов на экране.
Диаметры кружков рассеяния на
экранах ЭОП при электростатической фокусировке
 (1.8)
(1.8)
и при магнитной фокусировке
 (1.9)
(1.9)
где, -
расстояние между фотокатодом и экраном;
 - наибольшая
начальная энергия электронов;
- наибольшая
начальная энергия электронов;
 - напряжённость
поля у фотокатода;
- напряжённость
поля у фотокатода;
 - анодное
напряжение.
- анодное
напряжение.
Экраны ЭОП отличаются сравнительно малой
разрешающей способностью (20 - 40  ),
т. е.
),
т. е.  .
.
Разрешающая способность в на
фотокатоде  и должна быть
согласована с разрешающей способностью объектива,
и должна быть
согласована с разрешающей способностью объектива,  .
.
При выборе или расчёте объективов и окуляров
зрительных труб с ЭОП спектральная область исправления их хроматических аберраций
должна соответствовать области спектральной чувствительности фотокатода и
экрана, рисунок 1.12 [2].
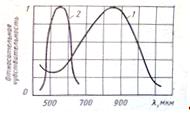
Рисунок 1.12 -Спектральные характеристики ЭОП: 1
- фотокатода; 2 - экрана
.2 Механическая обработка корпусных деталей
оптических приборов
Корпуса оптико-электронных приборов являются
основными базирующими элементами, на которых монтируют различные детали и
сборочные единицы, имеющие единое целевое и эксплуатационное назначение. Кроме
того они служат для защиты механизмов прибора от воздействия окружающей среды,
от механических повреждений и для закрепления прибора. К корпусным деталям
предъявляются следующие требования: минимальные габаритные размеры и масса;
наличие надежных установочных баз и сохранение стабильности их размеров;
высокая точность обработки базовых поверхностей; малая пористость материала и
антикоррозийная стойкость.
Ввиду большого разнообразия корпусных деталей по
конструкции, назначению и эксплуатационным требованиям, они изготовляются из
различных материалов, чаще всего из литейных сплавов на основе алюминия,
магния; медных и титановых сплавов; углеродистых и легированных сталей;
чугунов.
Технологический процесс обработки корпусов
включает несколько этапов: обработка базовой плоскости; обработка
взаимосвязанных плоскостей; обработка взаимосвязанных основных отверстий;
обработка крепежных отверстий; отделочная обработка поверхностей и основных
отверстий.
При разработке технологического процесса
механической обработки важно правильно определить технологическую базу, от
которой зависит точность детали при дальнейшей обработке. Обработка базовых
поверхностей осуществляется обтачиванием или фрезерованием. При более жестких
требованиях к точности изготовления и шероховатости поверхности детали
подвергают дополнительной обработке шлифованием, шабрением, доводкой. При
обработке корпусных деталей, имеющих точные отверстия, вначале растачивают эти
отверстия, а затем, используя их как базу, обрабатываются другие поверхности.
Обработку основных плоских поверхностей
некрупных корпусных деталей осуществляют на фрезерных, токарных, шлифовальных и
агрегатных станках. Плоские поверхности крупногабаритных деталей обрабатывают
на продольно-фрезерных станках, а в массовом и крупносерийном производствах -
на карусельно-фрезерных или барабанно-фрезерных станках методом непрерывного
фрезерования. В мелкосерийном и серийном производстве большое распространение
получают станки с ЧПУ.
При обработке плоских поверхностей чаще всего
используют осевое цилиндрическое (попутное и встречное) и торцовое
фрезерование. Попутное фрезерование обеспечивает большую производительность
обработки и более высокое качество поверхности детали, но требует повышенной
жесткости оборудования. Торцовое фрезерование обеспечивает большую точность
обработки и лучшее качество поверхности деталей по сравнению с цилиндрическим.
Более высокую точность фрезерования и лучшее качество поверхности обеспечивает
скоростное фрезерование. Скорость резания при этом может достигать 1000 м/мин,
что превышает скорость обычного фрезерования в 3-4 раза.
Обработку основных отверстий осуществляют на
токарных, фрезерных, горизонтально-расточных, координатно-расточных и
агрегатных станках. Крупногабаритные корпусные детали обычно обрабатываются на
горизонтально-расточных станках. На них растачивают основные отверстия и
подрезают торцы. Обработка высокоточных взаимосвязанных поверхностей в
малогабаритных корпусных деталях осуществляется на координатно-расточных
станках. Обычные координатно-расточные станки и станки с ЧПУ применяют в
мелкосерийном и единичном производстве. При этом обеспечивается высокая
точность.
.3 Сборка узлов оптических приборов
Детали и узлы, поступающие на сборку, должны
отвечать определенным требованиям. Исключение юстировки (процесс точного
выставления оптических деталей друг относительно друга) и выдерживания
замыкающего размера при сборке ведет к ужесточению допусков на большое число
деталей и экономически не выгодно. Задачей сборки является расположить детали и
узлы в корпусе прибора так, как это предусмотрено чертежами, техническими
условиями и технологическим процессом; обеспечить высокое качество изображения,
определенный характер перемещения одних деталей и узлов относительно других.
Например, при сборке отдельных компонентов завальцовкой оптических деталей не
следует допускать чрезмерные натяжения в стекле. Это же требование относится и
к креплению точных призм и зеркал, весьма чувствительных к натяжениям в стекле
из-за местных концентраций усилий крепления.
При сборке объективов необходимо строго
выдерживать воздушные промежутки и центрировку отдельных линз и компонентов:
этим исключается недопустимая разница разрешающей способности в различных
точках поля изображения, симметричных относительно оси. При сборке зеркальных и
призменных систем необходимо выдержать углы между отдельными деталями, при этом
исключается наклон и отклонение линии визирования, оптической оси.
В чертежах сборочных единиц указывают взаимное
расположение деталей, требования к соединениям, отделке, способы крепления и
фиксации; в технологическом процессе (схеме сборки, технологических картах)
указывают последовательность операций сборки, способы соединения, фиксации,
регулировки деталей и узлов, технические условия на выполнение операций сборки,
необходимый инструмент и приспособления, методику контроля. В технических
условиях на конкретный прибор, узел, помимо общих требований к материалам,
отделке, покрытиям, оптической и электрической части указывают требования к
оптико-электронным характеристикам прибора, методы контроля,
контрольно-юстировочные приборы.
Технологичность сборки операций должна быть
предусмотрена еще при конструировании прибора. В конструкции должна быть
предусмотрена возможность деления ее на первичные сборочные узлы, обеспечены
уменьшение трудоемких операций, правильный расчет допусков, унификация и
стандартизация деталей [3].
Механические детали при изготовлении на станках
загрязняются охлаждающими эмульсиями и маслами, которые впитываются в
поверхность деталей и удерживаются там долгое время. К загрязнителям относится
пыль, осыпавшиеся частицы материалов, мельчайшие металлические частицы,
оставшиеся после обработки оптических деталей частицы клея и т. п. Детали также
загрязняются при транспортировке и хранении. Для качественного изготовления
механических узлов и обеспечения их работоспособности при эксплуатации прибора,
а также с целью предохранения оптических деталей от загрязнения в процессе
сборки оптико-механических приборов предусматривается промывка механических
деталей. Процесс промывки заключается в удалении всевозможных загрязнений и
обезжиривании всех поверхностей детали. Чистка оптических деталей производится после
каждой сборочной операции. В результате большинство оптических деталей
подвергается неоднократной чистке.
При сборке линз с оправами необходимо
обеспечить: правильность положения оптической детали в оправе в соответствии с
чертежом, заданную точность центрирования линз в оправах, отсутствие натяжений
в линзах, надежность крепления детали, чтобы она не проворачивалась и не
смещалась в оправе, чистоту полированных поверхностей линз и оправ,
герметичность узла.
Линзы крепят завальцовкой, резьбовыми и пружинными
кольцами и приклеиванием. Крепление линз завальцовкой является самым
распространенным способом соединения. Это соединение неразъемное, так как оно
осуществляется путем плотной закатки края металлической оправы на фаску по всей
окружности линзы. Закатка оправы на полированную поверхность стекла не
допускается.
Посадочное место оправы под линзу должно быть
обработано в механическом цехе, затем оправа поступает на отделку и в сборочный
цех. Перед завальцовкой делают проточку наружного края оправы по действительному
размеру края линзы и ее фаски [3].
Завальцовку проводят на токарно-карусельном
станке или с помощью специальных приспособлений, рисунок 1,13, а. Металлическую
оправу 1 устанавливают в цанговый патрон или резьбовую оправку и вращают ее.
При завальцовке вручную применяют специальный инструмент 3, которым закатывают
кромку оправы на фаску линзы 2.
При крупносерийном и массовом производстве
оптико-механических приборов линзы завальцовывают роликовыми головками, которые
могут быть установлены в коническое отверстие задней бабки токарно-арматурного
станка или шпинделя специального станка.
Крепление линз резьбовыми и пружинными кольцами
применяют для разборных соединений линз различного диаметра. На рисунке 1.13, б
показана линзовая сборочная единица, состоящая из трех линз с воздушными
промежутками между ними, закрепленных пружинным кольцом 6 и резьбовым кольцом
7.
Сборка линзового блока начинается с подготовки
оптических и механических деталей. Рабочие поверхности линз чистят ватными
тампонами, смоченными спиртоэфирной смесью. Линза 8 вставляется в оправу 2 до
упора в торец, затем вставляется кольцо 1 и снова чистится внутренняя
поверхность линзы 8. Линза 4 вставляется в оправу и поджимается промежуточным
кольцом 3. После чистки поверхности линзы 4 вставляется в оправу линза 5,
пружинное кольцо 6 и вворачивается резьбовое кольцо 7. Затем чистят наружные
поверхности линз 8 и 5 и сборочная единица поступает на следующую операцию.
В этой сборочной единице точность центрирования
обеспечивается качественной обработкой посадочных мест оправы, а воздушные
промежутки между линзами - точностью размеров промежуточных колец 1 и 3.
Пружинное кольцо 6 используется для предохранения линз от смещения вдоль оси, а
также с целью компенсации разницы линейного расширения деталей, возникающей при
значительных температурных перепадах.
Крепление линз клеем нашло применение для
неразборных соединений в тех случаях, когда невозможно закрепить детали другими
способами из-за малых размеров линз и оправ или вследствие чувствительности
линзы к деформациям при механическом креплении [3].
Объектив. Объектив, представленный на рисунке
1.14, является основным компонентом оптико-механического прибора.

Рисунок 1.14- Объектив ночного прицела PNS 2,5х50
Объектив служит для создания изображения с
нужным увеличением.
Объективы представляют собой центрированные
оптические системы, т. е. систему линз или зеркал, центры кривизны сферических
поверхностей которых расположены на прямой линии, называемой оптической осью.
В зависимости от точности центрирования линз
различают три типа объективов:
. Объективы насыпной конструкции, в которых
линзы в оправах при сборке центрируют с максимально возможной точностью
относительно посадочных поверхностей оправы и устанавливают с минимально
возможным зазором в общий корпус объектива без дополнительной юстировки.
. Объективы со свинчивающими оправами, линзы и
оправы которых изготовляют по калибрам и соединяют между собой с минимально
допустимыми зазорами. Оправы с линзами соединяют с корпусом объектива резьбой
без дополнительной юстировки.
. Объективы приборов, выпускаемых мелкими
сериями и единичного производства, детали которых подгоняют в процессе сборки,
сопровождаемой юстировкой [3].
Сборка объектива должна обеспечить: получение
требуемых параметров объектива (фокусного и рабочего расстояний, разрешающей
способности и необходимого качества изображения); надежную и длительную работу
объектива в реальных условиях эксплуатации; выпуск необходимого количества
объективов в определенные сроки.
Сборка объектива делится на два этапа:
предварительную и окончательную сборку. Технологический процесс сборки
объектива насыпной конструкции можно рассмотреть на примере микрообъектива,
представленного на рисунке 1.15. Сборка начинается с чистки корпуса 3
объектива, гайки 6 и втулки 4. Линзу 1 вставляют в корпус 3, поджимают кольцом
2 и втулкой 4. Расстояние l от торца корпуса до вершины линзы замеряют
глубиномером, а микрометром проверяют толщину склеенной линзы 5 (t2). Затем
вставляют линзу 5 до упора в торец втулки 4 и зажимают гайкой 6. Расстояние l1
от торца корпуса 3 объектива до вершины склеенной линзы 5 замеряют индикаторным
глубиномером и подсчитывают величину воздушного промежутка:=l-(l1+t2), (1.10)
где, l - расстояние от торца корпуса до вершины
линзы 1;- расстояние от торца корпуса до вершины линзы 5;- толщина склеенной
линзы 5.
Если воздушный промежуток находится вне
допускаемого, то проводят подрезку торца втулки 4 или ее замену. Затем узел
разбирают, механические детали промывают и просушивают, а линзы чистят перед
окончательной сборкой. Окончательную сборку ведут в той же последовательности.
Наружные поверхности микрообъектива чистят спиртоэфирной смесью и укладывают
узел в тару.
Рисунок 1.15-Микрообъектив
При контроле объектива проверяют качество
изображения и разрешающую способность.
Качество изображения объектива определяют
степенью его резкости в пределах поля зрения, искривлением формы и окраской. В
производственных условиях определяют качество изображения миры или качество
центрировки, наблюдая в этом случае дифракционное изображение искусственной
звезды.
Окуляр, представленный на рисунке 1.16,
применяется для рассматривания изображения, создаваемого оптической системой.

Рисунок 1.16- Окуляр ночного прицела PNS 2,5х50
Окуляр как сборочный узел разделяют на две
основные группы: 1) собираемые и юстирумые без сетки (геодезические приборы);
2) собираемые или юстируемые с сеткой или ее изображением (зрительные трубы)
[3].
При сборке окуляров с сеткой без фокусировки
окуляра на ее изображение следует правильно установить сетку в нулевое
положение. После установки линз окуляра в корпусе 3, рисунок 1.7, а вставляется
сетка 1 в оправе. Перемещением δ
сетки в оправе (по стрелке) устанавливают сетку при помощи диоптрийной трубки в
нулевое положение и стопорят винтом 2. Сетку устанавливают не в фокус окуляра,
а несколько ближе к окуляру, чтобы глаз работал в расходящихся пучках лучей в
пределах 0,5…1,0 дптр.
Сборка окуляра с сеткой и установкой окуляра на
резкое видение изображения сетки по глазу дополняется операцией установки
диоптрийной шкалы 3, рисунок 1.17, б. Во время предварительной сборки притирают
окулярную резьбу, промывают механические детали в бензине, просушивают их и
подают механические и оптические детали на окончательную сборку. Линзы 7
закрепляют в оправе 4, а сетку в оправе 1, проводят чистку рабочих поверхностей
линз и сетки и закрепляют в корпусе 2, предварительно смазав резьбу смазкой.
Для обеспечения воздушного промежутка между линзами 7 вставлено кольцо 6.
Сетка устанавливается в фокальной плоскости
окуляра, а нуль диоптрийной шкалы 3 совмещается с установочной риской,
нанесенной на корпусе 2. В этом положении шкала 3 крепится стопорными винтами
5. Затем чистят наружные поверхности сетки и окуляра и проводят упаковку.
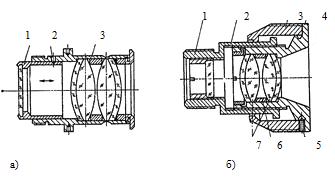
Рисунок 1.17 а - окуляр в корпусе; б - сборка
окуляра с сеткой
Сетки служат для измерительных целей и
представляют собой плоскопараллельные пластины с нанесенным на них рисунком
(маркой). По форме они чаще всего бывают круглыми, но могут быть и другой
формы. Крепление круглых сеток в оправах производится завальцовкой или
резьбовым кольцом.
Установка оправы в корпус имеет
существенное значение, так как ошибки установки влекут за собой погрешности
измерений. В приборах обычно предусмотрена возможность юстировки сетки как в
процессе сборки, так и в процессе эксплуатации. Для облегчения юстировки сетки
в оправе обычно делают отверстия под ключ или применяют эксцентриковые оправы. В некоторых
приборах для совмещения оптической оси системы с перекрестием сетки применяют
подвижные оправы с сеткой в двух взаимо перпендикулярных направлениях. Для этой
цели используют специальные оправы [3].
В некоторых
приборах для совмещения оптической оси системы с перекрестием сетки применяют
подвижные оправы с сеткой в двух взаимо перпендикулярных направлениях. Для этой
цели используют специальные оправы [3].
В приборах с подвижной сеткой могут
применяться два способа крепления: 1) перемещение сетки осуществляется только
при сборке и юстировке прибора или его ремонте; 2) перемещение сетки возможно в
процессе эксплуатации. Первый способ крепления применяется в приборах, не
испытывающих толчков и ударов при эксплуатации и транспортировке. Сетки этих
приборов юстируют при сборке прибора и доступ к ним после окончательной сборки
отсутствует.
Такая конструкция крепления
представлена на рисунок 1.18, а. Сетка завальцовывается в своей оправе и
вставляется в корпус 3. Промежуточную оправу 2 устанавливают на оправу сетки 1
и стопорят винтами 4. За счет зазоров между корпусом 3 и оправой сетки винтами
4 можно проводить центрирование сетки относительно оси системы.
Второй способ крепления сетки применяется в
полевых приборах и инструментах, которые к месту эксплуатации доставляются
различными видами транспорта, перед работой проверяются и при необходимости
юстируются. В таких приборах к юстировочным винтам сетки должен быть обеспечен
удобный доступ, рисунок 1.18, б. Для предохранения головок винтов от случайных
повреждений их закрывают предохранительной крышкой 5.
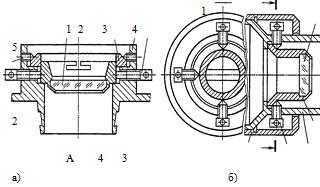
Рисунок 1.18- Крепление сеток
а - первый способ сборки; б- второй способ
сборки
.4 Цель и задачи проекта
Целью ВКР является модернизация конструкции
прицела ночного и разработка технологии изготовления корпуса прицела.
При разработке прицела будут учитываться все
требования, которым должен отвечать современный ночной прицел. А это:
служебная прочность;
герметичность;
стойкость к отдаче;
удобство и чёткость выверки прицельной марки;
небольшая масса прицела.
В процессе проектирования предстоит решить
следующие задачи:
разработать конструкторскую документацию
разработать технологический процесс изготовления
детали «корпус»
разработать технологический процесс сборки
разработать программу для обработки детали
«корпус»
определить безопасность и экологичность проекта
экономическое обоснование проекта.
В разрабатываемом прицеле будет меняться
конструкция корпуса, а именно посадочное место закрепления на планку. Данная
модификация будет иметь в качестве посадочного места шину LM (европризма),
вместо плоскости. При помощи специальных кронштейнов возможна установка прицела
на оружие с боковым расположением направляющей «ласточкин хвост», а также на
верхнюю планку "weaver". В перспективных планах завода разработка
целой серии различных ночных прицелов. Возможно будет предусмотрена
автоматическая регулировка яркости свечения прицельной марки, в зависимости от
освещенности.
Тенденции последнего времени говорят, что всё
больше стрелков отдают предпочтение современным прицельным приспособлениям. Во
многих случаях использование ночного прицела в темное время суток намного
эффективнее, чем другие виды прицелов.
2. КОНСТРУКТОРСКАЯ ЧАСТЬ
.1 Выбор принципиальных решений
Требования, которым должен отвечать современный
ночной прицел:
. Служебная прочность и герметичность. Как бы мы
все не любили свое оружие, оно всегда имеет шанс в полевых условиях окунуться в
воду, снег, песок, либо просто получить сильный удар. Посему любая оптика
должна быть герметичной и, по возможности, противоударной.
. Стойкость к отдаче. Дешевые ночные прицелы
обычно не выдерживают отдачи калибров 20 и выше. Однако более дорогие прицелы
обычно никаких проблем, связанных с отдачей, не имеют (за единичным исключением
- от брака не застрахован никто). Следует лишь хорошо закрепить прицел на
оружии.
. Удобство и четкость выверки прицела.
. Минимальный параллакс.
. Максимально низкая оптическая ось.
. Небольшая масса прицела.
. Достаточно большой размер окна для комфортной
стрельбы.
Все вышеперечисленные требования были взяты за
основу при конструировании нового ночного прицела. Но помимо этого было решено
предусмотреть ещё возможность изменения формы посадочного места крепления
прицела на планку.
У любого оптико-механического прибора должна
быть оптическая схема, без которой прибор просто не будет работать. Она
представлена на рисунке 2.1.
Так при разработке оптической схемы решалась
следующая основная задача: создать принципиальную схему, обеспечивающую работу
будущего прибора, в данном случае это обеспечение точного формирования
прицельной марки.
Оптическая схема рассчитывается таким образом,
чтобы прицельная марка постоянно изображалась на цели и при этом четко
отображалась при прицеливании. Для этого на линзу наносится специальное
оптическое покрытие.
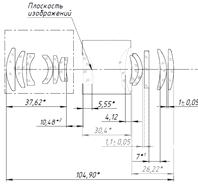
Рисунок 2.1- Схема оптическая ночного прицела PNS
2,5х50
Оптическое покрытие отражающей поверхности
рассчитано таким образом, чтобы эффективно отражать свет той длины волны в
котором светит прицельная марка и максимально пропускать свет идущий от цели. В
результате мы одновременно видим и цель и прицельную марку, которая изображена
на цели. Такое оптическое покрытие называется дихроичным. При этом необходимо
как можно меньше искажать изображение. Для этого дихроичное покрытие наносится
на специально рассчитанную линзу с оптической осью, лежащей на прицельной
марке. Сверху покрытие зарывается ещё одной линзой. Таким образом, покрытие,
отражающее изображение светящейся марки, находится между двумя линзами и тем
самым надежно защищено от механических повреждений.
Исходя из оптической схемы (фокусное расстояние
104,90 мм) и размеров склеенной линзы, можно приступать к разработке
конструкции прицела и его узлов.
Требование прочности обеспечивается за счёт
конструкции корпуса.
Герметичность достигается за счёт установки
уплотнительных колец на подвижные соединения и нанесением слоя герметика на
неподвижные соединения.
Требование регулировки положения прицельной
марки обеспечивается за счёт механизма выверки. Механизм выверки предназначен
для того, чтобы оптическую ось прицела сделать параллельной каналу ствола
оружия, а также для введения поправок к положению прицельной марки в
зависимости от конкретных условий среды.
Параллакс. Любая оптическая система в разной
степени обладает этим явлением: если взять любой оптический или коллиматорный
прицел, направить его на какую либо неподвижную цель (лучше, конечно, закрепить
его), а потом, не трогая прицел, подвигать головой, т.е. взглянуть на объектив
с разных углов, то прицел будет указывать на разные точки на цели, оставаясь
неподвижным относительно нее. Эта проблема решается правильным определением
фокусного расстояния при расчёте оптической схемы, а также точным расчётом
кривизны линзы. И если расчёт правильный, то самое интересное можно увидеть,
если начать перемещать глаз от центра прицела влево, потом вправо или вверх и
вниз. Все время будет видно, что прицельная марка "стоит" на цели как
вкопанная. Причем ее резкость и качество изображения цели совершенно не
меняются. То же происходит и при продольном перемещении прицельного глаза
относительно прицела. Можно придвинуть глаз вплотную к прицелу, а затем
отодвинуть его, и все равно будет видно точку и цель совмещенными и одинаково
резкими [3].
Максимально низкая оптическая ось. Этой проблеме
необходимо уделить должное внимание, поскольку высоко расположенная оптическая
ось в прицеле существенно изменяет положение головы относительно ружья,
заставляя стрелка отрывать щеку от приклада и полностью выпрямлять шею. Часто
высокая оптическая ось собственно прицела усугубляется типом применяемого
кронштейна, который еще более поднимает оптическую ось. В результате ложа (а
это по-прежнему важный прицел дробовика) перестает участвовать в процессе
прицеливания, и сам процесс теряет естественность.
Небольшая масса прицела достигается за счёт
применения лёгких конструкционных материалов. Так, например, большинство
деталей прицела изготовлено из алюминиевого сплава Д16, также применяется
латунь ЛС59-1 и полиамид ПА6. По возможности, исключено применение тяжёлых
материалов. Также наиболее массивные элементы были спроектированы с учётом
требований по оптимизации массово-габаритных характеристик. Где было возможно,
срезан лишний металл, не несущий функциональных нагрузок. В результате чего
форма корпуса получилась сложной для обработки на обычных станках. Но благодаря
тому, что на ОАО «ВОМЗ» применяются современное оборудование (станки типа
обрабатывающий центр с ЧПУ), изготовление таких деталей не представляет особой
сложности.
Изменение формы светодиода осуществляется
электронным путём возможностями светодиода.
Возможность регулировки яркости обеспечивается
электронным путём с помощью десятипозиционного переключателя МПН - 1.
.2 Описание конструкции прицела и его
модернизация
Ночной прицел PNS 2,5x50 c электронно-оптическим
преобразователем (ЭОП) 1-го поколения предназначен для прицеливания в ночных
условиях при естественной освещенности, а также в полной темноте при включении
блока ИК подсветки. Возможно применение прицела при рассветно-сумеречном
освещении с использованием крышки с диафрагмой.
В конструкции предусмотрены: регулировка яркости
прицельной марки, диоптрийная наводка окуляра, возможность фокусировки
объектива.
Установку величин углов прицеливания и боковых
поправок производят вращением рукояток механизма выверки. Цена деления шкал
механизма 2/3 т.д. (тысячная дистанции).
Прицел укомплектован планкой «weaver» для
установки на прицел различных аксессуаров. При помощи специальных кронштейнов
возможна установка прицела на оружие с боковым или вертикальным расположением
направляющей «ласточкин хвост», а также на планку "weaver".
Оптическая схема прицела с элементами,
представленная на рисунке 2.2, состоит из объектива 1, который преобразует
изображение предмета на фотокатоде преобразователя, глаз наблюдателя
рассматривает преобразованное ЭОПом 2 изображение на экране с помощью окуляра,
выполняющего роль лупы, сетки на линзах 3 и 4, включающий в себя линзы 4, 5, 6
и 7. Объектив дает обратное изображение цели в плоскости сетки и определяет
качество изображения.
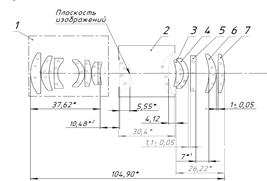
Рисунок 2.2- Элементы оптической схемы прицела
Изменение увеличения достигается перемещением
линз панкратической системы вдоль оси. Поиск цели осуществляется при увеличении
2,5х .
Узел фокусировки объектива служит для повышения
точности стрельбы, а именно для устранения вредного параллактического смещения
изображения цели относительно сетки прицела.
Для настройки резкости изображения по глазу
стрелка прицел имеет фокусировку окуляра в пределах от минус -3 до +3 дптр. Фокусировка
производится перемещением окуляра.
В фокальной плоскости объектива установлена
сетка с прицельными штрихами: вертикальным, так называемой пикой, и двумя
горизонтальными, называемыми боковыми выравнивающими, схема представлена на
рисунке 2.3, а. Расстояние между штрихами выбрано из условия, что между двумя
горизонтальными штрихами в поле зрения окуляра помещается цель размером 70 см
на расстоянии 100м. Так же в фокальной плоскости объектива может
устанавливаться сетка, имеющая крестообразный вид. Она имеет название «Милдот».
Сетка представлена на рисунке 2.3, б.
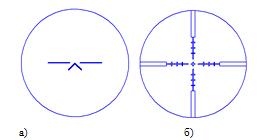
Рисунок 2.3 а - сетка с пикой и двумя
выравнивающими; б - сетка «Милдот».
Перемещение сетки в вертикальном направлении
производится рукояткой установки углов прицеливания, а в горизонтальном -
рукояткой установки углов боковых поправок, расположенными сверху и справа,
если смотреть со стороны окуляра.
Установка величин углов прицеливания и углов
боковых поправок производится по шкалам, закрепленных на винтах. На шкале углов
прицеливания и шкале углов боковых поправок нанесены равномерно деления. Цена
деления шкалы равна 0,9 мнт (1/4 тысячной дистанции), цена оцифрованного
деления равна 3,6 мнт (1 т. д.). Углы прицеливания, соответствующие различным
дистанциям до цели и зависящие от баллистики оружия, определяет стрелок в
процессе пристрелки и эксплуатации. Для этого рекомендуется составить таблицу
углов прицеливания.
Модернизация прицела заключается в изменении
конструкции детали «Корпус МВЖИ.201331.023». Изменяется крепление посадочного
места на планку. Старая конструкция корпуса, представленного на рисунке 2.4,
имела крепление в виде плоскости, с тремя крепежными отверстиями. Она не
обеспечивала жесткую и надежную фиксацию прицела на стволе ружья.
Рисунок 2.4- Крепление посадочного места до
модернизации
Благодаря модернизации, нижняя часть конструкция
детали «Корпус ВКР.151001.09.005.02.03.01.00.01» была обработана под кронштейн,
имеющего в качестве посадочного места шину LM (европризма). Крепление,
представленное на рисунке 2.5, стало более жестким, более надежным. Так же
повысилась точнось закрепления прицела на кронштейн. Линия визирования прицела
получила параллельность оси ствола ружья.

Рисунок 2.5- Крепление посадочного места после
модернизации
.3 Описание эксплуатации прицела
Для обеспечения безотказности работы прицела
необходимо соблюдать следующие указания:
не разбирать прицел;
- следить за надежностью крепления прицела на
оружии;
прицел включать только в темное время суток;
- не оставлять прицел включенным при перерывах в
работе;
- извлекать элементы питания из прицела на
период хранения.
Прицел устанавливается на оружие в специальном
кронштейне в зависимости от типа оружия. Установка прицела на оружие
производится индивидуально для каждого оружия. Точность стрельбы с оптическим
прицелом зависит от качества выверки прицела, то есть от правильного положения
оптической оси прицела по отношению к оси канала ствола оружия, а также от
качества крепления прицела в кронштейне и устойчивости кронштейна при стрельбе.
Кронштейн выбирается в зависимости от вида
оружия, а также от посадочного диаметра прицела. Конструкция стандартных
кронштейнов должна отвечать основным требованиям: жесткость, надежность
крепежа, воспроизводимость положения при снятии и повторной установке.
Корректировка линии прицеливания (выверка
прицела) производится при пристрелке оружия вращением рукояток механизма
выверки. На прицеле имеются две рукоятки для регулировки по высоте и по
боковому направлению. Вращением рукоятки по высоте (расположен сверху на
корпусе) обеспечивается пошаговое (40 угл. сек. на щелчок механизма выверки)
смещение точки попадания по вертикали, вращением рукоятки по боковому
направлению - по горизонтали. Вращение рукояток по часовой стрелке
соответствует смещению точки попадания вверх и вправо. Вращение рукояток против
стрелки обеспечивает соответственно обратные смещения точки попадания.
При пристреливании стрелок должен совместить
зрачок глаза с выходным зрачком прицела. При правильном совмещении видно все
поле зрения, и по его краям отсутствуют лунообразные тени. Для более быстрого
совмещения выходного зрачка прицела со зрачком глаза на окуляр прицела следует
надевать резиновый наглазник.
Хранение и транспортировка.
Прицел в упаковке предприятия-изготовителя
транспортируется всеми видами транспорта в крытых транспортных средствах.
Транспортирование в самолетах производить в отапливаемых герметизированных
отсеках. Перенесенные из холодного помещения в теплое ящики с прицелами
распаковывать не ранее, чем через 6 ч. Прицел в упаковке
предприятия-изготовителя хранить в отапливаемом и вентилируемом помещении при
температуре от + 5 до плюс 40oС и относительной влажности воздуха не более 80%
при температуре плюс 25oС. Воздух в помещении не должен содержать агрессивных
паров и газов. Прицел без упаковки хранить при температуре от + 10 до плюс 35oС
и относительной влажности воздуха не более 80%. Элемент питания должен быть
извлечен из прицела.
.4 Расчеты при конструировании
.4.1 Завальцовка линз
При завальцовке оптическая деталь удерживается в
оправе тонкой ее кромкой, которая приобретает свою конечную форму в результате
пластического деформирования металла во время завальцовки. Такое крепление считается
неразъемным. Крепежная кромка оправы после завальцовки находится в сопряжении с
конусной поверхностью специальной фаски, сошлифованной на детали под углом 45º,
при этом она не должна выступать за пределы фаски [3].
Профиль крепления завальцовкой представлен на
рисунке 2.6. Размеры элементов крепления выбраны в зависимости от диаметра
детали.
Рисунок 2.6- Крепление завальцовкой
Диаметр опорного уступа d2 определяется
величиной светового диаметра рабочей поверхности детали, базирующейся на него.
Глубина расточки оправы h определяется геометрией края линзы с учетом толщины
края, ширины фаски, величины d2. [3].
.4.2 Расчет перемещения окуляра
Мы применяем крепление данного вида, так как
наружный диаметр линзы не превышает 50 мм, то есть деталь не является тяжелой
(m=15гр.), а значит, крепежная кромка обеспечит необходимую надежность
крепления. Кроме того, тонкая завальцованная кромка обладает пружинящими
свойствами, обеспечивая необходимое силовое замыкание детали и оправы при
отсутствии пережатий, а также хорошую компенсацию осевых температурных
деформаций/
Фокусировка окуляра осуществляется за счет его
перемещения в осевом направлении, причем это перемещение происходит по специальной
окулярной резьбе ГОСТ 5359-77. Обозначения на рисунке 2.7:, d - наружный
диаметр резьбы гайки (болта);, d1 - внутренний диаметр гайки (болта);, d2 -
средний диаметр гайки (болта);
Р - шаг резьбы;- ширина впадины гайки (болта);
Н - высота исходного треугольника;
Н1 - рабочая высота профиля.
Резьба окулярная одно- и многозаходная
укороченного профиля используется для резьбовых соединений трубчатых
тонкостенных деталей, применяемых в оптическом производстве. Исполнение 2
является безлюфтовым [3].
Рисунок 2.7- Профиль резьбы окулярной ГОСТ
5359-77(исполнение 2)
Фокусировка окуляра необходима для настройки
резкости изображения по глазу стрелка.
Перемещение окуляра рассчитывается исходя из
конструкции прицела и оптического расчета, позволяющего связать перемещение и
диоптрийность. Существует следующая зависимость, связывающая эти параметры:
 , (2.1)
, (2.1)
где, ΔΖ - осевое
перемещение;- количество диоптрий;’ - фокусное расстояние окуляра (=39мм).
Конструкция позволяет осуществлять
фокусировку окуляра на расстояние ±6,5 мм. Тогда:
 (дптр). (2.2)
(дптр). (2.2)
Таким образом, прицел имеет
фокусировку окуляра в пределах от минус 4 до +4 дптр.
.5 Проектирование отливки
Процесс литья под давлением (ЛПД)
имеет более чем вековую историю. Главными его преимуществами является
возможность получения заготовок с минимальными припусками на механическую
обработку или без неё и минимальной шероховатостью необработанных поверхностей,
обеспечение высокой производительности и низкой трудоёмкости изготовления
деталей.
ЛПД выполняют машинным способом в
металлические формы, называемые пресс-формами. Заполнение металлом пресс формы
осуществляют после её смыкания через литниковые каналы, которые соединяют
рабочую полость пресс-формы с камерой прессования машины для литья под
давлением. Наружные очертания отливки образуются рабочей поверхностью сомкнутой
пресс-формы, а внутренние отверстия и полости получают при помощи металлических
стержней, которые извлекают из затвердевшей отливки в момент раскрытия
пресс-формы. Стержни имеют механически привод в виде реек, шестерен, зубатых
секторов, клиньев, эксцентриков, кинематически связанных с механизмом раскрытия
пресс формы [4].
Металл заливают в камеру прессования
и запрессовывают внутрь рабочей полости пресс-формы. После кристаллизации
отливки происходит раскрытие пресс-формы для извлечения отливки, при этом
отдельная часть остается неподвижной, а остальные части отводятся
гидроприводом. Отливка удерживается в подвижной части и перемещается с ней до
соприкосновения с выталкивателями, которые выталкивают отливку из подвижной
части пресс-формы. Отливка может быть извлечена из раскрытой пресс формы при
помощи манипулятора или робота. Для предотвращения сваривания рабочей
поверхности пресс-формы с отливкой и облегчения извлечения отливки полость
пресс-формы покрывают составами в виде паст или распыляющих жидкостей,
содержащих порошки металлов, графит, сульфид молибдена.
Преимущественно используют сплавы на
основе меди, алюминия, цинка, свинца, сурьмы, которые оказывают незначительное
тепловое воздействие на пресс-формы. Разгар и деформация пресс-форм приводят к
потере точности и чистоты поверхности отливок. Для сохранения постоянства
размеров пресс-формы делают водоохлаждение. В последнее время все шире начинают
использоваться тугоплавкие сплавы, например, стали, требующие очень дорогих
пресс-форм с жаропрочными вставками из сплавов на основе молибдена. Внутренние
полости в отрезках поучают при помощи латунных стержней. После кристаллизации
стальной отливки латунный стержень остаётся внутри неё, при высокотемпературном
отжиге он выплавляется из отливки, оставляя после себя полость [4].
Отливку корпуса получают в литейной
машине А711А07. Чертеж отливки корпуса прицела представлен на рисунке 2.8.
Отливки, полученные литьём под
давлением, отличаются чистотой поверхности и точностью, соответствующей 4
классу. Допуски на размеры находятся в пределах от ±0,075 до ±0,18 мм. Литьё
под давлением экономически целесообразно для крупносерийного и массового
производства точных отливок из легкоплавких сплавов. Трудоёмкость изготовления
отливок литьём под давлением в литейных цехах снижается в 10-12 раз,
трудоёмкость механической обработки снижается в 5-8 раз. Данный способ литья
нашёл широкое применение в автомобильной, авиационной, электротехнической,
приборостроительной, санитарно-технической отраслях промышленности [4].
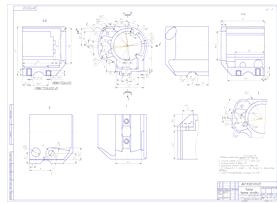
Рисунок 2.8- Чертеж отливки корпуса
прицела
Часто отливки, изготовленные литьём
под давлением, армируют для упрочнения. Конструктивные элементы из других более
прочных или износостойких сплавов предварительно получают механической
обработкой или холодной листовой штамповкой и вкладывают в пресс-форму перед
заполнением её металлом. При литье год давлением цинковых сплавов пресс-формы
выдерживают без разрушения и потери точности 1 млн. заполнении металлом,
магниевых сплавов - 250 тыс. заполнений, алюминиевых сплавов - 100 тыс., медных
ставов - 5000 заполнений [4].
прицел оптический
корпусный
2.6 Проектирование технологической
оснастки
Технологическая оснастка - это
различные приспособления, которые применяются для более эффективного
использования любого вида оборудования. Надежное закрепление и перемещение
различных деталей и заготовок, фиксация и изменение положения всевозможных
инструментов, сама возможность использования различных сменных насадок - все
это расширяет сферу применения любого станка, делает его более
многофункциональным, а значит - расширяет возможности и увеличивает прибыль
предприятия [5].
Применение приспособлений позволяет:
устранить разметку заготовок перед обработкой, повысить точность обработки,
снизить затраты на изготовление продукции, облегчить условия работы оператора и
обеспечить его безопасность, расширить технологические возможности
оборудования, организовать многостаночное обслуживание, применить технически
обоснованные нормы времени, сократить число рабочих, необходимых для выпуска
продукции.
Любой станок без дополнительной
оснастки может исполнять только ограниченный набор операций, выпускать
узкоспециализированный набор изделий. Между тем, разработав дополнительную
оснастку, можно расширить ассортимент выпускаемой продукции.
Например, применение дополнительных
отливных форм позволит своевременно отреагировать на спрос покупателей:
разумная и продуманная закупка оснастки позволит тотчас же начать выпуск нужных
деталей из пластика, резины и других востребованных материалов - ведь станок
уже рассчитан на плавление и заливку материала в форму, неразумно не
использовать данные возможности. Применение более эффективных методов обработки
заготовок и деталей повысит производительность труда, позволит сократить
издержки и увеличить доход. Внесение изменений в изначальную конструкцию под
нужды конкретного покупателя делает сотрудничество с подобной компанией
исключительно выгодным, а зачастую - единственно возможным для потребителей.
Технологическая оснастка может быть
самой разнообразной: это инструменты, крепежные изделия, детали,
специализированные приспособления для транспортировки и сборки изделий и
заготовок, формы для отливки, инструменты, позволяющие отсеивать изделия, не
соответствующие технологическим требованиям [6].
Покупка для предприятия новой
оснастки ограничивается возможностями технологической системы: каждый станок
или другое оборудование рассчитаны на установку того или иного дополнительного
оснащения. Технологическая система - это комплекс технических и технологических
мер, которые совокупно могут быть использованы для производства. При начальной
покупке оборудования грамотный собственник непременно принимает во внимание
возможности технологической системы - возможности расширения собственного
производства.
Оснастка для оборудования может быть
самой разной: измерительной, контрольной, транспортной, фиксационной,
обрабатывающей, манипулирующей. Немаловажным плюсом для станка, на который
может быть установлена подобная оснастка, будет развернутый программируемый
контроль за работой оборудования: в этом случае собственник получает возможность
быстро перенастроить оборудование и максимально автоматизировать процесс. Это
позволит добиться высокой производительности при соблюдении качественных
нормативов.
Серди прочих качеств технологической
оснастки важно принимать во внимание не только возможности расширения
производства, но и экономические факторы. Зачастую случается, что предприятию
реально необходим не уровень единичного производственного комплекса, а
изменение производственных способностей в целом. Это требует замены основного
действующего оборудования. Подбор подобного оборудования - дело узких
специалистов, которые должны иметь четкое представление о функциональных
возможностях предприятия и о векторе его развития [5].
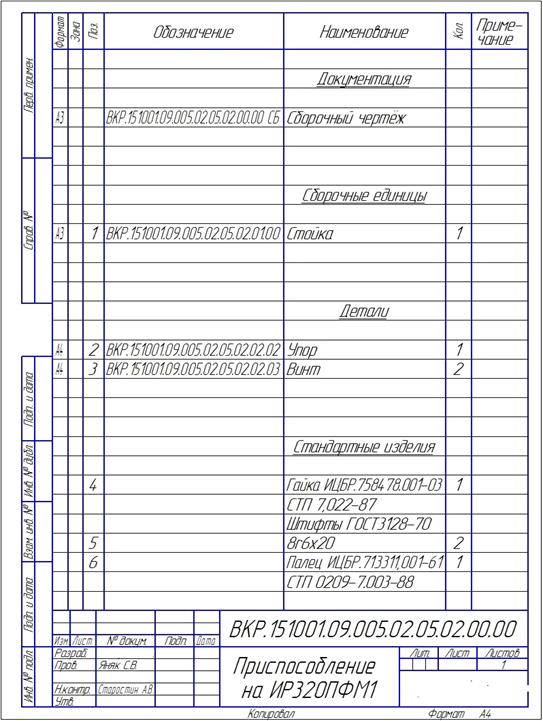
Для изготовления детали корпус были
спроектированы два приспособления. Первое приспособление, представленное на
рисунке 2.9, служит для закрепления корпуса в горизонтальном положении. При
помощи его в детали обрабатывается внутренняя поверхность.
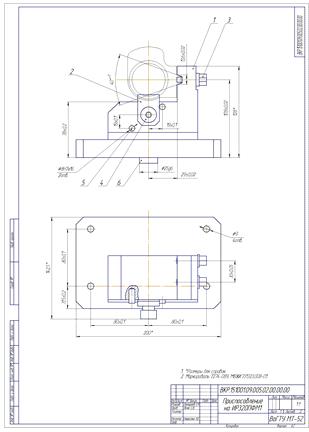
Рисунок 2.9-Приспособление для
внутренней обработки корпуса
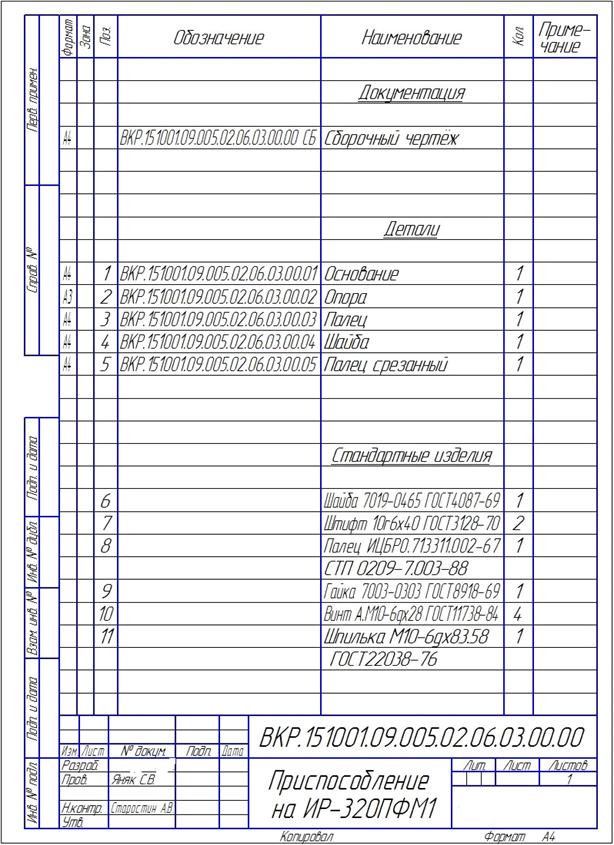
Второе приспособление,
представленное на рисунке 2.10, служит для закрепления корпуса в вертикальном
положении. При помощи его в детали обрабатывается наружная поверхность.
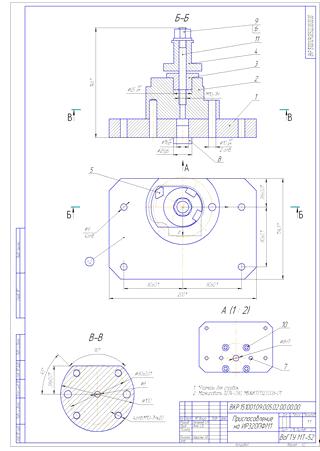
Рисунок 2.10-Приспособление для
внутренней обработки корпуса
.7 Специальное многоместное
приспособление для испытаний на ударную прочность
Специальное приспособление
разработано для испытаний различных прицелов на ударную прочность. Причиной для
проведения такого рода испытаний является воздействие больших нагрузок, которым
подвергается прицел при эксплуатации.
Проверке на ударную прочность
подвергаются все изготовленные прицелы, причем они проходят как предварительные
испытания, так и приемо-сдаточные, поэтому целесообразно проектирование
многоместного приспособления, исходя из габаритов установки для испытаний.
Кроме того приспособление проектируется с учетом того, что испытуемые изделия
должны находиться в вертикальном положении на установке, потому что во время
эксплуатации прицелы испытывают осевую нагрузку.
Так как на заводе уже имеется
приспособление для испытания оптических прицелов, то оно и было взято за
основу. В этом приспособлении прицелы расположены в строго в вертикальном
положении. Каждый прицел закреплен в определенной ячейке приспособления при
помощи винтов.
3. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
.1 Технология изготовления детали «Корпус»
.1.1 Описание детали и контроль чертежа
Деталь «Корпус» является корпусной и служит для
базирования оптической системы в единый сборочный узел. От точности
изготовления корпуса, а также от правильности и точности сборки зависит
точность ночного прицела. Модель детали приведена на рисунке 3.1.
Рисунок 3.1- Модель детали «корпус»
Корпусные детали чаще всего изготавливаются
стальными, алюминиевыми или бронзовыми. В них имеются основные поверхности,
называемые базовыми, которыми определяются положения их в изделии. У
большинства поверхностей их размеры обуславливаются довольно жесткими допусками
на параллельность, перпендикулярность и т. д., что предполагает наличие в
сборке оптических элементов.
Корпусные детали всегда имеют отверстия, которые
делятся на точные (основные), поверхности, которые служат опорами, и
вспомогательные - крепежные [7].
В качестве заготовки принимаем отливку из
алюминиевого сплава АК12ДТ2 ГОСТ 1583-93, характеристики которого приведены в
таблице 3.1 и таблице 3.2, таблице 3.3. Ее изготавливают методом ЛПД (литье под
давлением).
Таблица 3.1- Химический состав в % материала
АК12ДТ2
|
Fe
|
Si
|
Mn
|
Ni
|
Ti
|
Al
|
Cu
|
Mg
|
Zn
|
Примесей
|
|
До
0.5
|
До
0.5
|
0.3
- 0.9
|
До
0.1
|
До
0.1
|
90.8
- 94.7
|
3.8
- 4.9
|
1.2
- 1.8
|
До
0.3
|
До
0.1
|
Таблица 3.2- Механические свойства при Т=20oС
материала АК12ДТ2
Таблица 3.3- Твердость материала АК12ДТ216
|
Твёрдость
материала АК12ДТ2, сплав отожжённый
|
HB
10 -1 = 42 МПа
|
|
Твёрдость
материала АК12ДТ2, после закалки
|
HB
10 -1 = 105 МПа
|
Элементами конструкции корпуса являются
различные радиусы скругления, глухие и сквозные отверстия с резьбой и без,
направляющие плоскости, к которым прилегают детали прицела. Пазы и направляющие
имеют 12 квалитет точности, а также выполняются с допуском перпендикулярности
0,03 мм и с допуском параллельности 0,03 мм. Нижняя часть корпуса обработана
под кронштейн, имеющая в качестве посадочного места шину LM (европризма).
Представленный конструкторский чертеж детали
содержит необходимую для проектирования технологического процесса информацию.
Изображение детали адекватно, то есть оно однозначно понимается и
воспроизводится. На чертеже присутствуют необходимые разрезы и выноски.
Поверхности выполняются по 12 квалитету точности. В технических требованиях
оговорено также покрытие: Ан. Окс. ч. (анодное оксидирование). Общая
шероховатость детали составляет Ra 3,2.
.1.2 Анализ технологичности конструкции
Деталь «Корпус», с одной стороны, является
нетехнологичной, так как она имеет много разнообразных элементов и размеров, а
следовательно, требует большого количества инструментов и времени на обработку.
К тому же трудность обработки представляют небольшие размеры самой детали и
пониженная ее жесткость, то есть требуется повышенная жесткость станков и
приспособлений. Материал является довольно дорогим.
С другой стороны, имеется возможность
использовать типовые методы обработки, типовые инструменты. Хорошая
обрабатываемость алюминиевого сплава позволяет применять повышенные режимы
резания. Конструкция предусматривает минимум пригоночных слесарных работ.
Таким образом, деталь обладает пониженной
технологичностью конструкции.
.1.3 Выбор заготовки. Выбор припусков
До модернизации конструкции корпуса прицела
основным материалом для производства, т.е. первичной заготовкой являлся пруток
из сплава Д16Т.ПП.КР 100П ГОСТ 21488-97. После модернизации материал заготовки
заменен на сплав АК12ДТ2 ГОСТ 1583-93.
Расчет припуска имеет большое значение в
процессе обработки детали при разработке технологических операций. Правильное
значение припусков на обработку заготовки обеспечивает экономию материала и
трудовых ресурсов, качество выпускаемой продукции.
Приведем пример расчета припуска на размер Æ45
мм. Существует два метода расчета припусков: аналитический (расчетный) и
справочный (табличный). Для заданной поверхности детали произведем расчет
припусков аналитическим методом, а для остальных размеров припуски назначаем
табличным методом [8].
Расчет припусков на обработку приведен в таблице
3.4, в которой последовательно записан технологический маршрут обработки этого
размера и все значения элементов припуска.
Таблица 3.4- Расчет припусков и предельных
размеров по технологическим переходам на обработку поверхности Æ45
мм.
Технологические переходы обработки Ø34-0,25 Элементы
припуска, мкм Расчетный припуск  , мкмРасчет-ный размер
, мкмРасчет-ный размер  , ммДопуск
, ммДопуск
δ,
мкм
Предельный размер, ммПредельные
значения
припусков,
|
мкм
|
|
|
|
|
|
|
 T T e e   
|
|
|
|
|
|
|
|
|
|
|
|
заготовка
|
150
|
250
|
565
|
-
|
-
|
47,2
|
400
|
45,33
|
47,2
|
-
|
-
|
|
Черновая
обработка
|
50
|
45.9
|
60
|
2·784
|
46,4
|
300
|
45,21
|
46,4
|
720
|
1050
|
|
Чистовая
обработка
|
30
|
30
|
30.6
|
30
|
2·366
|
45
|
250
|
45,75
|
45
|
180
|
30
|
|
Итого
|
|
|
|
|
|
|
|
|
|
900
|
1080
|
Определяем суммарное отклонение [8]:
 (3.1)
(3.1)
где,  0,4 мм [3];
0,4 мм [3];
 - погрешность смещения, = 0.15 мм;
- погрешность смещения, = 0.15 мм;
 мм=565 мкм.
мм=565 мкм.
Остаточное пространственное
отклонение после предварительного точения:

После чистового точения:

Расчет минимальных значений
припусков[8]:
 (3.2)
(3.2)
где, ρ -
пространственное отклонение,- высота микронеровностей,
Т - глубина дефектного слоя.
Черновая обработка:

Чистовая обработка:

Определяем расчетный размер.
Заполняется, начиная с конечного (чертежного) размера путем последующего
прибавления минимального припуска для каждого технологического перехода.





Определяем наибольшие предельные
размеры:
 (3.5)
(3.5)
где, δi - допуск;



Определяем предельные значения
припусков [8]:
 (3.6)
(3.6)



.1.4 Выбор оборудования,
приспособлений, инструментов, средств контроля
Исходными данными для выбора
оборудования являются:
. вид обработки;
. размеры детали;
. размеры обрабатываемой
поверхности;
. точность обработки;
. шероховатость поверхности.
Полное наименование металлорежущих
станков, их модели и краткая техническая характеристика приведены в таблице
3.5.
Таблица 3.5- Технические
характеристики оборудования
|
№
|
Наименование
станка
|
Обозначение
станка
|
Основные
характеристики станка
|
|
Характеристика
обрабатывающего центра
|
|
1
|
Обрабатывающий
центр
|
ИР320ПФМ1
|
Наибольший
диаметр обрабатываемого изделия над станиной, мм….……………...280 Пределы
скоростей прямого и обратного вращения шпинделя, об/мин…….…….....7100
Габариты станка, мм…….…..3840х3020х2560
|
|
Характеристика
настольно-сверлильного станка
|
|
2
|
Настольно-сверлильный
|
2М112
|
Наибольший
ход шпинделя, мм…...………..70 Наибольшее расстояние от торца шпинделя до стола,
мм………….…………………...…250 Частота вращения шпинделя, об/мин….1000, 1400,
2000,2800, 5600,8000 Габариты, мм……………………1120х610х675
|
|
Характеристики
резьбонарезного станка
|
|
3
|
Резьбонарезной
|
2053
|
Наибольший
диаметр нарезаемой резьбы, мм…………………………………...……....М18 Шаг нарезаемой резбы,
мм.....................1; 1,25; 1,5; 1,75; 2; 2,25; 3; 3,5 Наибольший ход
шпинделя, мм……….…..150 Количество скоростей шпинделя………...…..9 Пределы частот
вращения шпинделя, об/мин………………….……………..….9-1400 Габариты станка, мм
……….….870х650х2125
|
|
№
|
Наименование
станка
|
Обозначение
станка
|
Основные
характеристики станка
|
|
Характеристики
резьбонарезного станка
|
|
4
|
Гравировальный
лазерный
|
ARGENT-50
|
Размер
зоны обработки, мм…………..110х110 Размер знаков, мм………………………0,1-100 Скорость
обработки, мм/сек………….0,1-7000 Ширина линии с автоматическим заполнением,
мм…………………………0,02-5 Масса, кг……………………………………...35 Электропотребление,
кВт…………………..0,6
|
|
Характеристика
литейной машины
|
|
5
|
Машина
литейная
|
А711А07
|
Усилие
запирания пресс-формы, кН……..1600 Наибольшая / наименьшая толщина пресс-формы,
мм……………………………...500/200 Усилие прессования, кН…………………...200 Усилие
гидровыталкивателя, кН…………..120 Ход гидровыталкивателя, мм.………………80 Масса
машины, кг…………………………8700
|
|
|
|
|
|
|
|
Исходными данными для выбора режущих
инструментов являются:
. вид обработки;
. размеры обрабатываемой поверхности;
. форма обрабатываемой поверхности;
. точность поверхности;
. шероховатость поверхности;
. тип производства.
Применяемые в технологии изготовления детали
режущие инструменты приведены в таблице 3.6.
Таблица 3.6-Режущий инструмент
|
№
операции
|
Наименование
перехода
|
Наименование
режущего инструмента
|
|
030
|
Фрезеровать
поверхность Центровать отверстие Фрезеровать поверхность Фрезеровать
поверхность Сверлить отв. Æ2,5 мм
Фрезеровать поверхность
|
Фреза
концевая ГОСТ 17025-71 Сверло центровочное ГОСТ 10902-75 Фреза концевая ГОСТ
17025-71 Фасочная фреза ГОСТ 17031-72 Сверло ГОСТ 10902-77 Фреза угловая
|
|
040
|
Фрезеровать
внут. поверхноть Фрезеровать внут. поверхноть Сверлить отв. Æ5
мм Центровать отверстие Сверлить отв. Æ1,6 мм
Фрезеровать внут. поверхноть Фрезеровать внут. поверхноть Фрезеровать внут.
поверхноть Сверлить отв. Æ2 мм Нарезать
резьбу М46х0,75-6Н Фрезеровать внут. поверхноть Фрезеровать внут. поверхноть
|
Фреза
концевая ГОСТ 17025-71 Фреза концевая ГОСТ 17025-71 Сверло ГОСТ 10902-77
Сверло центровочное ГОСТ 10902-75 Сверло ГОСТ 10902-77 Фасочная фреза ГОСТ
17031-72 Грибковая фреза ГОСТ 9305-93 Фреза концевая ГОСТ 17025-71 Сверло
ГОСТ 10902-77 Резьбонарезная фреза ГОСТ 9364-71 Грибковая фреза ГОСТ 9305-93
Фреза концевая ГОСТ 17025-71
|
|
050
|
Сверлить
2 отв. Æ2,5 мм Сверлить отв. Æ2,5
мм
|
Сверло
ГОСТ 10902-77 Сверло ГОСТ 10902-77
|
|
055
|
Нарезать
резьбу М1,6-6Н Нарезать резьбу М2-6Н Нарезать резьбу М2,5-6Н Нарезать резьбу
М3-6Н
|
Резьбонарезная
фреза ГОСТ 9364-71 Резьбонарезная фреза ГОСТ 9364-71 Резьбонарезная фреза
ГОСТ 9364-71 Резьбонарезная фреза ГОСТ 9364-71
|
Исходными данными для выбора инструментальных
приспособлений являются:
. вид обработки;
. конструкция посадочного места станка;
. точность обработки;
. тип производства;
. размеры рабочей зоны станка.
Инструментальные приспособления представлены в
таблице 3.7.
Таблица 3.7-Инструментальные и станочные
приспособления
|
№
операции
|
Наименование
операции
|
Наименование
приспособления
|
|
030
|
Фрезерная
с ЧПУ
|
ВКР.151001.09.005.02.04.02.00.00
|
|
040
|
Фрезерная
с ЧПУ
|
ВКР.151001.09.005.02.05.03.00.00
|
Исходными данными для выбора средств измерения и
контроля размеров детали являются:
. вид контролируемых размеров;
. форма поверхностей детали;
. допуск на контролируемый размер;
. габаритные размеры детали;
. величина контролируемого размера.
Выбранные средства измерения и контроля размеров
детали сведены в таблицу 3.8.
Таблица 3.8-Средства измерения и контроля
|
№
|
Номер
операции
|
Контролируемый
размер с допуском
|
Наименование
средства измерения и контроля
|
|
1
|
030
|
Æ2,5Н12
23±0,1 39º50´ 45±0,1
|
Пробка
ГОСТ 14810-69 Скоба Шаблон Скоба
|
|
2
|
040
|
Æ18,6Н12
18,5Н12 допуск симметричности
|
Пробка
ГОСТ 14810-69 Шаблон индикатор ГОСТ 577-68 УИМ-23 ГОСТ 14968-69
|
|
3
|
050
|
Æ1,6Н12
9,5±0,1
|
Пробка
ГОСТ 14810-69 Скоба
|
|
4
|
055
|
Æ2H12
|
Пробка
ГОСТ 14810-69
|
.1.5 Выбор режимов резания
Выбор режимов резания производим в соответствии
с материалами [9], которая определяет последовательность выбора. Для
универсальных станков расчет ведется в последовательности: глубина резания (t),
подача (S), скорость (V) частота вращения, а для станков с ЧПУ - скорость,
частота вращения, подача, минутная подача, глубина резания.
Определим режимы резания для сверлильной
операции.
Назначение подачи на оборот шпинделя ведем по
таблице 1 [9, с.113] и получаем S0=0,05 мм/об.
Скорость резания определяем по формуле:
=VтаблК1К2К3, (3.7)
где, V - скорость резания, м/мин;табл -
табличная скорость резания (в зависимости от глубины резания и подачи), м/мин;
К1 - коэффициент, зависящий от обрабатываемого
материала;
К2 - коэффициент, зависящий от стойкости и марки
режущей части инструмента;
К3 - коэффициент, зависящий от отношения длины
резания к диаметру.
Получаем:
V=12×1×1,25×1=15
м/мин.
Для расчета частоты вращения примем заниженную
скорость резания V=12 м/мин, тогда:
Число оборотов шпинделя станка будет равно:
 об/мин
об/мин
В соответств. с паспортными данными
станка приним. n=2000 об/мин.
Уточнение скорости резания по
принятому числу оборотов шпинделя:
 м/мин
м/мин
По паспорту станка принимаем
окончательно: n=2000 об/мин, V=10 м/мин.
Минутная подача будет равна:
 мм/мин.
мм/мин.
Определим режимы резания для
фрезерной операции. Назначение подачи на зуб фрезы ведем по таблице [9, с.84] и
получаем SZ=0,07 мм/об.
Скорость резания определяем по
формуле:
=VтаблК1К2К3 , (3.8)
где, V - скорость резания,
м/мин;табл - табличная скорость резания (в зависимости от глубины резания и
подачи), м/мин;
К1 - коэффициент, зависящий от размеров
обработки;
К2 - коэффициент, зависящий от
обрабатываемого материала;
К3 - коэффициент, зависящий от
стойкости и материала инструмента.
Получаем:
V=55×1,1×1,35×1=81,6
м/мин.
Для расчета частоты вращения примем заниженную
скорость резания V=70 м/мин, тогда:
Число оборотов шпинделя станка будет равно:
 об/мин
об/мин
В соответствии с паспортными данными
станка принимаем n=2000 об/мин.
Уточнение скорости резания по
принятому числу оборотов шпинделя:
 м/мин
м/мин
По паспорту станка принимаем
окончательно: n=2000 об/мин, V=70 м/мин.
Минутная подача определяется по
формуле:
 , мм/зуб, (3.9)
, мм/зуб, (3.9)
где, z- число зубьев фрезы.
Тогда:
мин=0,07×4×2000=560 мм/зуб.
Определим режимы резания для
резьбонарезной операции [9, с.123].
Назначение подачи на оборот шпинделя
ведем по таблице 1 [9, с.113] и получаем S0=0,12 мм/об.
Скорость резания определяем по
формуле 3,6:
V=8×1×1,25×1=10 м/мин.
Для расчета частоты вращения примем
заниженную скорость резания V=8 м/мин, тогда:
Число оборотов шпинделя станка будет
равно:
 об/мин
об/мин
В соответствии с паспортными данными
станка принимаем n=1000 об/мин.
Уточнение скорости резания по
принятому числу оборотов шпинделя:
 м/мин
м/мин
По паспорту станка принимаем
окончательно: n=1000 об/мин, V=6 м/мин.
Минутная подача будет равна:
 мм/мин.
мм/мин.
.1.6 Техническое нормирование
времени операций
Для основных операций
технологического процесса определяем нормы штучно-калькуляционного времени.
Расчет нормовремени выполняем по методике, изложенной в [10, с. 284-287 ], по
формуле:
Тшт=t0+tв+тех+tорг+tпер+tп/з, (3.10)
где, t0 - основное (машинное) время;в -
вспомогательное время;тех - время технического обслуживания;орг - время
организационного обслуживания, мин;пер - время перерывов;п/з -
заключительно-подготовительное время.
Основное время рассчитывается по формуле:
 , (3.11)
, (3.11)
где, Lр - длина рабочего хода
инструмента, мм;- частота оборотов шпинделя, об/мин;- величина подачи, мм/об.
Вспомогательное время определяем по
заводским нормативам.
Время технического обслуживания
принимаем в размере 10% от основного времени.
Время перерывов принимаем в размере
2,5% от суммы основного времени и вспомогательного.
Время организационного обслуживания
принимаем в размере 10-12% от суммы основного времени и вспомогательного.
Заключительно-подготовительное время
рассчитывается:
 , (3.12)
, (3.12)
где, N - годовая программа выпуска,
шт.
Результаты вычислений сводим в
таблицу 3.9.
Таблица 3.9- Нормирование времени
операций
|
№
|
Наименование
операций
|
t0,
мин
|
tв,
мин
|
tтех,
мин
|
tорг,
мин
|
tпер,
мин
|
tп/з,
мин
|
Тшт,
мин
|
|
030
|
Фрезерная
с ЧПУ
|
30,40
|
4,60
|
1,50
|
1,90
|
1,10
|
0,50
|
40,00
|
|
030
|
Фрезерная
с ЧПУ
|
103,60
|
6,40
|
3,80
|
2,50
|
1,90
|
1,80
|
120,00
|
|
045
|
Сверлильная
|
3,20
|
1,50
|
0,90
|
0,65
|
0,38
|
0,23
|
6,86
|
|
050
|
Резьбонарезная
|
5,9
|
2,3
|
0,80
|
0,55
|
0,38
|
0,27
|
10,20
|
|
085
|
Гравировальная
|
0,62
|
0,32
|
0,1
|
0,09
|
0,05
|
0,04
|
1,38
|
.1.7 Составление управляющей программы для
станка с ЧПУ
Программирование обеспечивает преобразование
информации рабочего чертежа (геометрия, поверхности, допуски) и технологические
значения обработки (режимы резания) в понятный для обрабатывающего центра
программный язык. Эта информация записывается на перфоленте в виде
зашифрованных командных слов.
Вся путевая информация, технологическая
информация и относящиеся к станку дополнительные функции являются рабочей
информацией, которая необходима для изготовления изделия. Одно командное слово
состоит из одной буквы для обозначения адреса и последовательности цифр со
знаком или без знака и десятичной точки. Одно или несколько командных слов
образуют совместно фразу программы, которая активирует фазу движения или
функцию. Длина программной фразы переменна, то есть не нужные значения могут
отпадать. Максимальная длина фразы составляет 96 знаков.
Совокупность фраз программы, включая фразы
подпрограмм, описывающих автоматическую обработку изделия в одной установке,
образуют главную программу.
Символ % обозначает прием информации путем
управления. Символ начала программы и номер программы составляют за собой
фразу.
Конец программы обработки обозначается
дополнительной командой М02. Символ окончания программы «!» обозначает конец
ввода всех относящихся к одной программе обработки изделия информации. Он
должен находиться в самостоятельной строке.
Программа на специальный многоцелевой станок с
ЧПУ ИР320ПФМ1 для фрезерной программной операции детали «Корпус» имеет вид:
%41
№1 Р1.4
Р2.0
Р5.0
№100 G27 G95 T0101 M4 M40 S700 M23
№101 G92 Z=P2
№2 G0 X0 Z2 M8
№201 G1 Z-3 F0.08
№3 G1 Z-17 F0.2
№4 G0 Z30
№6 X18.5 Z2 T0505 M3 S700 M40 M23
№600 G1 Z-2.55 F0.15
№601 X21.5 F0.25
№602 Z-15
№603 G0 X25 Z2
№604 X8.5
№7 G1 Z0.1 F0.1
№71 X17
№72 X18 Z-0.4 F0.05
№73 Z-2.6 F0.08
№8 X20.5 F0.12
№9 X21 Z-2.85 F0.05
№10 Z-13.5 F0.12
№11 G0 X25 Z50
№111 X22 Z-2.6 T0303 M40 S500 M24
№112 G1 X17.4 F0.04
№113 G0 X22
№114 X30 Z50
№115 X22 Z-2.3 T0404 M23
№116 G1 X17.8 F0.5
№117 G33 Z2 K0.5
№118 G1 X19
№119 Z-2.3
№120 X17.7
№121 G33 Z2
№122 G1 X19
№123 Z-2.3
№124 X17.5
№125 G33 Z2
№126 G1 X19
№127 Z-2.3
№128 X17.48
№129 G33 Z2
№130 G0 X25 Z50
№131 X18.5 Z-0.65 T0505 M23 S700
№132 G1 X17.2 Z0 F0.04
№133 X14 F0.1
№134 G0 Z50
№12 X22 T0707 M23 (D15Z=-6+B)
№13 Z-4.55
№14 G1 X14.9 F0.05
№16 Z-2.5
№17 Z-3.85
№18 X20.7 Z-4.5 F0.05
№19 X14.9
№20 X22 F1
№21 Z-5.1 T0707
№22 X20.4 Z-4.3 F0.05
№23 X22 F1
№24 Z-2.5 F0.5
№25 Z-4.5
№26 X14.9 F0.05
№27 X22 Z-4.4 F2
№28 G0 Z100
№29 X12.7 Z1 T0909 M23
№291 G1 Z-3.7 F0.12
№292 X9 F0.15
№293 G0 Z1
№294 X14.7
№295 G1 Z-2.7 F0.12
№296 X12 F0.15
№30 G0 Z1
№33 X17.55
№34 G1 X15.15 Z-0.2 F0.07
№35 Z-2.75 F0.08
№36 X13.5
№37 X12.6 Z-3.2 F0.06
№38 Z-2 F0.2
№39 X13
№391 G91 X=P5
№40 G90 Z-3.75 F0.06
№41 G90 X10.43 F0.1
№42 X9.93 Z-4 F0.07
№43 Z-13.5 F0.1
№44 X9.8
№45 G0 Z20 P5-0.002
№46 X26 T1111 M23 P1. P1-1 P2.
P2-16.5
№47 Z-12.6
№471 G1 X11 F0.05
№472 X22 F1
№473 Z-11.75
№474 X20.5 Z-12.5 F0.05
№48 G1 X12 F0.08
№49 X9 F0.02 M16
№50 X0 F0.1 M15
№150 G0 Z200 P1=№153
№151 P1+№100
№153 G92 Z
№154 G0 G95 X-150 Z9.5 T1120 M9 S50
№155 M18
№156 G1 Z10 F3
№54 M2
M30/0.000/101.000/0.000/00/65.000/55.000/0.000/00/65.000/47.000/0.000/00/0.000/0.000/0.000/00
T11/75.000/61.000/0.000/00/0.000/0.000/0.000/00/65.000/50.500/0.000/00/45.000/120.000/0.000/00/0.000/0.000/0.000/00/0.000/0.00/0.00/00/65.000/62.000/0.000/00
В программе присутствуют обозначения, указанные
в таблице 3.10.
Таблица 3.10- Программные обозначения
|
Функция
|
Адрес
|
Цифровой
символ
|
|
Путевые
условия: - ускоренный ход - линейная интерполяция - круговая интерполяция
|
G
|
0
1 2
|
|
по
часовой стрелке против часовой стрелки - резьбонарезание
|
|
3
33
|
|
-выдержка
времени
|
|
4
|
|
-
программирование радиусов - программирование диаметров
|
|
26
27
|
|
Функция
|
Адрес
|
Цифровой
символ
|
|
-ввод
абсолютных размеров -ввод составных размеров -программируемое смещение
начала отсчета
|
|
90
91 92
|
|
Дополнительная
функция: - запрограммированный останов, безусловно - запрограммированный
останов, условно - конец программы, возврат на первую фазу программы -
направление вращения шпинделя изделия правое левое - остановка шпинделя
|
М
|
0
1 2 3 4 5
|
|
-
группа частот вращения шпинделя: 1 (11 - 540 об/мин) 2 (20 - 930 об/мин) 3
(30 - 1290 об/мин) 4 (50 - 2200 об/мин)
|
|
40
41 42 43
|
|
-
поворот револьверной головки налево направо
|
|
23
24
|
|
-
СОЖ включено - СОЖ выключено
|
|
8
9
|
|
Инструмент
|
Т
|
|
|
Частота
вращения шпинделя
|
S
|
|
|
Подача
|
F
|
|
|
Перемещение
по осям: продольное направление поперечное направление
|
X
Z
|
|
Программирование кодов производиться по
следующим правилам:
. Перемещение кодируется двумя цифрами (одна до,
другая после запятой), например:
Х 10.1 = путь по оси Х равен 10мм 100мкм
Х 1 = путь по оси Х равен 100мкм
Х 11= путь по оси Х равен 11мм.
. Инструмент кодируется четырехзначным числом:
Т xx yy
Первые цифры (хх) означают номер инструмента
(положение дискового револьвера). Вторая группа цифр (уу) присваивает
инструменту пару значений коррекции. Программирование постоянных инструмента
осуществляется в самом конце программы.
. Подача для продольных и поперечных салазок
определяются системой управления с помощью запрограммированной под адресом F
траекторной скорости от 0,5 до 3000 мм/мин.
. Частота вращения разделена на группы и
кодируется в об/мин при G94 и G95 и в м/мин при G96 в истинном значении.
В программу включены стандартные подпрограммы.
Это общедействующие программы, которые можно использовать в каждой программе
главной программы. Связь между главной управляющей программой и подпрограммой
возможна только через параметры. Параметры применяются для аккумулирования
значений и используются в дальнейшей программе.
.2 Разработка технологии сборки прицела
Технологический процесс сборки заключается в
соединении деталей в узлы и узлов и отдельных деталей - в механизмы и в целые
изделия. В связи с этим все работы сборочного процесса разбиваются на отдельные
последовательные стадии, которые далее расчленяются на отдельные
последовательные операции, переходы, приёмы. Технологический процесс сборки
определяет длительность сборки изделия, количество рабочих, потребное время на
отдельные операции и на всю сборку, время на сборочные работы, выполняемые
всеми рабочими, сроки комплексной подачи деталей, узлов и агрегатов [7].
.2.1 Технологическая схема сборки
Для наглядного представления, удобства планирования
и выполнения сборочного процесса полезно составлять его технологическую схему.
На рисунке 3.2 показан сборочный чертёж прицела ночного охотничьего. А его
технологическая схема сборки представлена на рисунке 3.3.
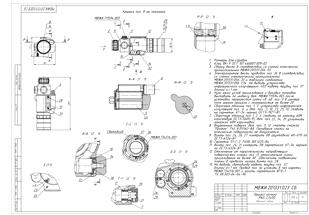
Рисунок 3.2 - Сборочный чертёж прицела ночного
охотничьего;

Рисунок 3.3 - Технологическая схема сборки.
В зависимости от того, какую по степени
сложности конструктивно-сборочную единицу выпускает завод в качестве готовой
продукции, изделие можно расчленить на большее или меньшее число промежуточных
сборочных соединений, наименование которых должно приниматься в соответствии с
их степенью сложности. Если изделие сложной конструкции, то составить на неё
общую сборочною схему бывает трудно ввиду большого количества деталей и
соединений; поэтому в таких случаях следует составить схемы сборки отдельных
узлов и агрегатов и схему сборки всего изделия из узлов, и отдельных деталей.
.2.2 Разнесенная схема сборки
Сборочный чертеж согласно единой системе
конструкторской документации (ЕСКД) в общем случае представляет собой
совокупность проекционных видов и разрезов сборочной единицы, позволяющих
уяснить их взаимное расположение. В принципе его создание не требует наличия изометрических
видов, а изделие на чертеже всегда показывается в собранном виде. В отличие от
российских норм западные стандарты определяют выполнение изометрических
проекций сборки, причем в так называемом разнесенном виде. Хотя использование
подобных видов не стандартизовано по ЕСКД, они могут оказаться полезными в
процессе моделирования, а также при создании презентационных материалов или
включений в руководство по сборке и эксплуатации проектируемого изделия.
Разнесенная схема сборки, представленная на рисунке
3.3 - это трехмерное графическое изображение сборки без учета сборочных
зависимостей, использующееся для документирования и визуализации путем создания
разнесенных или сборочных видов сборки без удаления зависимостей. Схема может
использоваться для создания двухмерного вида и для облегчения понимания, как
собирается конструкция. В файл схем можно добавлять столько схем, сколько
необходимо для создания анимаций и специализированных видов. В одном файле
можно создать неограниченное число сцен. Проектировщик может создавать сцены с
помощью коэффициентов разнесения, точной подстройки и направляющих, которые
создаются, чтобы лучше определить положение деталей в сборке.
Пользователь может создавать схемы
сборки/разборки и презентационные ролики для включения в документацию по
проекту. С помощью схем, представленных на чертеже, конструкторы поясняют
процессы сборки и разборки сборки, а презентационные ролики еще более наглядно
информируют о порядке соединения деталей. Схемы сохраняются в файле схем,
каждый из которых может содержать любое, необходимое для каждого конкретного
сборки, количество схем. До создания файла схемы нужно создать файл сборки и
необходимое количество его видов. При модификации сборки схемы обновляются
автоматически [11].
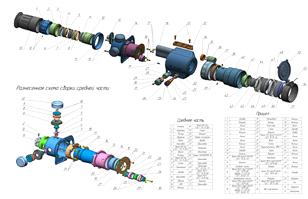
Рисунок 3.3- Разнесенная схема сборки
В конструкторской практике схемы используются:
. Для наглядной демонстрации того, каким образом
его детали и узлы соединяются и взаимодействуют между собой. Для иллюстрации
инструкций по сборке конкретного изделия можно создать презентационный ролик;
. Для показа деталей, которые частично или
полностью скрыты от обзора. Например, можно использовать схему для создания
аксонометрической проекции схемы сборки/разборки, для четкого представления
всех частей сборки. Впоследствии можно нанести номера позиций и добавить эту
схему в комплект чертежей. При создании схем использует графическую информацию
и относительные положения компонентов сборки. При изменении какого-либо
компонента сборки графическая информация обновляется. Inventor позволяет в
схемах изображать только часть сборки, для чего пользователь должен создать
именованный вид, в котором включена видимость только для требуемых компонентов
[11].
4. ЭКОНОМИЧЕСКАЯ ЧАСТЬ
.1 Оценка предельно-необходимых инвестиций
В условиях рыночной экономики залогом успешной
деятельности промышленного предприятия является выпуск высококачественной
продукции с наименьшими затратами. Для этого необходимо создавать
высокоэффективные и результативные системы управления деятельностью
предприятия. Чтобы не потерять рынок сбыта, быть конкурентоспособными и
продавать свою продукцию на международном рынке необходимо развитие методов и
средств, направленных на повышение качества продукции и услуг. При этом особое
внимание уделяется ориентации всех подразделений организации на качество с
конечной целью удовлетворения ожиданий покупателя и получения максимально
возможной прибыли [12].
Любая модернизация проводиться с целью улучшения
технических характеристик продукции, а также для уменьшения затрат на
изготовление. В нашем случае модернизировали конструкцию корпуса прицела.
Произведена замена материала и внесено несколько конструктивных изменений. В
результате добились большей технологичности, уменьшения затрат на производство
корпуса.
Для осуществления модернизации конструкции
требуются инвестиции, направленные на изготовление специальных дополнительных
приспособлений, которые изготавливаются на ОАО «ВОМЗ». В состав этих
приспособлений входят:
форма на литье под давлением - 44695 руб.;
два приспособления для обработки корпуса на
специальном многоцелевом станке ИР320ПФМ1 - 23521 руб.
Общие инвестиции составят:
Зои =44695+23521×2=91737
руб.
.2 Анализ структуры затрат на производство
корпуса прицела
Анализ производственных затрат занимает одно из
важнейших мест в анализе экономической деятельности предприятия, т. к. является
основой для контроля за эффективностью деятельности предприятия и
эффективностью использования производственных ресурсов [12].
Исходя из схемы участка цеха для производства
корпуса прицела производительностью 500 штук за 6 месяцев. Общая площадь
производственных помещений участка составляет 1800 м2. Производственное
помещение участка оснащено металлообрабатывающими станками необходимыми для
производства корпуса прицела. Всего в данном производстве при односменной
работе занято 10 человек.
Выбор типа производства выполняется по
коэффициенту загрузки оборудования [13].
Коэффициент загрузки определяется:
 ,(4.1)
,(4.1)
где,Тшт.ср. - среднее время
обработки (средняя норма времени),
Тшт.ср.= 205,28 мин. = 3,42 ч
(данные взяты в 320 отделе ЗАО «ВОМЗ», занимающийся разработкой технологии
изготовления прицела);- годовая норма выпуска (N = 500 шт.).д - действительный
годовой фонд времени (Fд = 4020 ч).
Действительный (расчетный) годовой
фонд - это временя работы оборудования при 40-часовой рабочей недели и восьми
праздничных днях в году, при 2-х сменном режиме работы оборудования.
 .(4.2)
.(4.2)
Вычислив коэффициент загрузки
оборудования, и сравнив его со стандартным значением, определяем, что для
изготовления данной детали подходит среднесерийный тип производства.[13]
.2.1 Расчет затрат на производство
корпуса после модернизации
Расчет материальных затрат.
Расчет затрат на приобретение
основного сырья.
В экономической части ВКР рассчитаем
затраты на производство корпуса прицела до и после модернизации. До
модернизации конструкции корпуса прицела основным материалом для производства,
т.е. первичной заготовкой являлся пруток из сплава Д16Т.ПП.КР 100П ГОСТ
21488-97. После модернизации материал заготовки заменен на сплав АК12ДТ2 ГОСТ
1583-93.
С учетом заводских требований
составляем ведомость материалов и сводим данные в таблицу 4.1.
Таблица 4.1-Ведомость материалов
|
Наименование
детали
|
Корпус
до модернизации
|
Корпус
после модернизации
|
|
Номер
детали
|
МВЖИ.731323.008
|
МВЖИ.731323.009
|
|
Материал
|
Пруток
Д16Т.ПП.КР100П ГОСТ 21488-97
|
Сплав
АК12ДТ2 ГОСТ 1583-93
|
|
Масса
детали, кг
|
0,160
|
0,159
|
|
Норма
расхода, кг
|
1,946
|
0,234
|
|
Закупочная
цена на материал, руб./кг.
|
230
|
120
|
Основным материалом для производства, т.е.
заготовкой, поступающей в цех, является отливка из сплава АК12ДТ2 ГОСТ 1583-93.
Затраты на приобретение основного сырья
определяются формулой:
 (4.3)
(4.3)
где,
 - стоимость материала, руб./кг;
- стоимость материала, руб./кг;

 - масса заготовки, кг;
- масса заготовки, кг;

=0,234 кг
Тогда:

Расчет затрат на вспомогательные
материалы.
Для смазывания механизмов станков
необходимо индустриальное масло И40А. Для изготовления детали требуется 4
станка, для каждого станка необходимо в среднем 15 литров масла ежемесячно.[13]
На все станки 60 литров масла каждый месяц. Стоимость одного литра масла 46,2
рубля. [15]
Затраты на приобретение машинного
масла определятся по формуле:
 (4.4)
(4.4)
где,r - объем машинного масла на 1
станок на 6 месяцев, r = 360 л;
Предприятие работает в 2 смены по 8
часов в день. Рабочая неделя - пятидневная, в месяце 21 рабочий день. За одну
смену изготавливается 2 детали. В месяц планируется изготовить 84 детали, таким
образом, для изготовления 500 штук понадобится 6 месяцев, а количество
индустриального масла будет равно 360 литров.пр - количество произведенной
продукции;
 - стоимость машинного масла;
Свм=46.2 руб./л.
- стоимость машинного масла;
Свм=46.2 руб./л.

В процессе обработки корпуса на
многоцелевом специальном станке ИР320ПФМ1 требуется СОЖ (смазочно-охлаждающая
жидкость). Она применяется для охлаждения режущего инструмента и обрабатываемой
заготовки. На две смены норма расхода СОЖ на многоцелевой станок ИР320ПФМ1
составляет 5,4 л. Стоимость одного литра сульфофрезола 42,5 рубля. [20]
Для изготовления 500 корпусов
понадобится 6 месяцев, а количество СОЖ будет равно 680 литров.

В процессе анодирования корпуса
применяется кислотный электролит. На всю партию деталей расход электролита
составит 20 л. Стоимость 1 литра 23,4 рубля. [20]

В процессе окрашивания корпуса
применяется хлористый амоний. На всю партию деталей расход составит 25 кг.
Стоимость 1 кг 25 рублей.

Общие затраты на вспомогательные
материалы составят:

Расчет затрат на приобретение
электроэнергии
Затраты на электроэнергию определяются
по формуле:
 (4.5)
(4.5)
где,
 -тариф на электроэнергию для
юридических лиц;
-тариф на электроэнергию для
юридических лиц;
Сээ = 4,33 руб./кВт*ч (по данным ОАО
ВОМЗ).

 - мощность оборудования, кВт; -
время обработки, ч.
- мощность оборудования, кВт; -
время обработки, ч.
Определим затраты для каждого
станка.
. Станок специальный многоцелевой
ИР320ПФМ1, 1 единица.
Руст = 10 кВт; t = 160 мин. =2,66 ч.

. Станок настольно-сверлильный
2М112, 1 единица.
Руст = 1 кВт; t = 6,86 мин. = 0,11
ч;

. Станок резьбонарезной 2053, 1
единица.
Руст = 3 кВт; t = 10,3 мин. = 0,17
ч;

. Гравировальный лазерный станок
ARGENT-50, 1 единицы.
Руст = 0.05 кВт; t = 1,43 мин. =
0,023 ч;

. Машина литейная А711А07, 1
единица.
Руст = 25 кВт; t = 1,52 мин. =0,025 ч.

Затраты на освещение цеха.
Суммарная мощность общего освещения
= 6 кВт(30 ламп ДРЛ-400) .
Освещение в среднем работает 16
часов в сутки, 5 дней в неделю.
Произведем расчет на 1 неделю:

Суммарные затраты на электроэнергию
определяются формулой:

 (4.6)
(4.6)

Затраты на инструмент.
. Концевая фреза d=20мм Т5К10 - 2
шт., по 775,60 руб.;
. Концевая фреза d=10мм Т5К10 - 2
шт., по 220 руб.;
. Сверло d=5мм Р6М5 - 4 шт., по 42
руб.;
. Сверло центровочное d=5мм Р6М5 - 4
шт., по 85,30 руб.;
. Сверло d=1,6мм Р6М5- 4 шт. по 4,75
руб.;
. Фасонная фреза d=12мм Т5К12- 2 шт.
по 205 руб.;
. Грибковая фреза d =28мм Т5К10- 2
шт. по 126 руб.;
. Концевая фреза d=6мм Т5К10- 2 шт.,
175 руб.;
. Сверло d=2мм Р6М5- 4 шт. по 5,60
руб.;
. Резьбонарезная фреза d=12 Т5К10 -
2 шт. по 365 руб.;
. Грибковая фреза d=10,6мм Т5К10 - 2
шт. по 145,60 руб.;
. Грибковая фреза d=20мм Т5К10 -2
шт. по 196 руб.;
. Фреза концевая d=6мм Т5К10 - 2
шт., по 185 руб. [16]
Зин=(755,60×2+220×2+42×4+85,30×4+4,75×4+205×2+126×2+175×2+5,60×4+
+365×2+145,60×2+196×2+185×2)/500=10,6 руб./изд.
Расчет затрат, связанных с
содержанием и эксплуатацией основных фондов.
Затраты определяются по формуле:

 (4.7)
(4.7)
где,Зм’ - сумма материальных затрат,
рассчитанная ранее.
 (4.8)
(4.8)


Тогда:

Суммарный расход материальных затрат
рассчитывается по формуле:
 (4.9)
(4.9)

.2.2 Расчет затрат на оплату труда
. Изготовление отливки (подготовка,
заливка, ленточно-отрезная, очистка).
Специалист в литейном цехе №109, 1
человек на одну смену по 8 часов, всего 2 работника. Заработная плата в размере
16000 руб./месяц. (согласно штатного расписания ОАО «ВОМЗ»). Норма времени для
изготовления одной детали составляет 0,05 ч. Расценка 2,15 руб./изд.(бюро цен
№510 ОАО «ВОМЗ»)
. Фрезерная с ЧПУ
Специалист по работе на многоцелевом
станке ИР320ПФМ1, 1 человек на одну смену по 8 часов, всего 2 работника.
Заработная плата в размере 16000 руб./месяц. Норма времени для изготовления
одной детали составляет 2,66 ч. Расценка 109,06 руб./изд.
. Сверлильная операция.
Рабочий 2-го разряда, один человек
на смену по 8 часов, всего двое рабочих. Заработная плата составляет 14000
руб./месяц. Норма времени для изготовления одной детали составляет 0,11 ч.
Расценка 4,67 руб./изд.
. Резьбонарезная операция.
Рабочий 2-го разряда, один человек
на смену по 8 часов, всего двое рабочих. Заработная плата составляет 14000
руб./месяц. Норма времени для изготовления одной детали составляет 0,17 ч.
Расценка 6,97 руб./изд.
. Слесарная.
Рабочий, один человек на смену.
Заработная плата в размере 9000 руб./месяц. Норма времени для изготовления
одной детали составляет 0,16 ч. Расценка 6,56 руб./изд.
. Гравировальная операция.
Рабочий 2-го разряда, один человек
на смену по 8 часов, всего требуется двое рабочих. Заработная плата составляет
14000 руб./месяц. Норма времени для изготовления одной детали составляет 0,02
ч. Расценка 0,98 руб./изд.
. Гальванические операции
(обезжиривание, анодирование, окрашивание).
Рабочий 2-го разряда, один человек
на смену по 8 часов, всего двое человек. Заработная плата составляет 14000
руб./месяц. Норма времени для изготовления одной детали составляет 0,21 ч.
Расценка 8,65 руб./изд.
. Контрольная.
Контролёр ОТК, 1 человек. Заработная
плата в размере 8000 руб./месяц. Норма времени для контроля одной детали
составляет 0,10 ч. Расценка 4,10 руб./изд.
. Ремонт и обслуживание
оборудования.
Механик 5 разряда, 1 работник на
смену, всего двое человек. Заработная плата 11000(оклад) руб. Заработная плата
за 6 месяцев 66000 руб.
Зот9=(66000*1)/500=132 руб./изд.
. Организационно-техническое
руководство над работниками цеха.
Мастер цеха, по совместительству
ответственный за технику безопасности, 1 человек. Заработная плата 14000
руб.(оклад). Заработная плата за 6 месяцев 84000 руб.
Зот10=(84000×1)/500=168 руб./изд.
. Страховые взносы
С работодателей взимаются страховые
взносы по единой ставке 30,9% с заработной платы [17].
 =((16000×0,309×2)+(16000×0,309×2)+(14000×0,309×2)+(14000×
=((16000×0,309×2)+(16000×0,309×2)+(14000×0,309×2)+(14000×
×0,309×2)+(9000×0,309×2)+(14000×0,309×2)+(14000×0,309×2)+(8000×0,309×
×1)+(11000×0,309×1)+(14000×0,309×1)/500=160,68 руб./изд.
Суммарные затраты на оплату труда:
Зот=Зот1+Зот2+Зот3+Зот4+Зот5+Зот6+Зот7+Зот8+Зот9+Зот10;
(4.10)
Зот=2,15+109,06+4,67+6,97+6,56+0,98+8,65+4,10+132,00+168,0+160,68
=603,82 руб./изд.
.2.3 Расчет затрат на амортизацию
Амортизация - перенесение по частям,
по мере эксплуатационного износа, стоимости основных средств на стоимость
производимого продукта. Сумма
<#"897982.files/image154.gif">(4.15)
где, - суммарная стоимость движимого
имущества;- налоговая ставка, R = 0,022;
- суммарная стоимость движимого
имущества;- налоговая ставка, R = 0,022;
Т - годовой фонд рабочего времени,
4020 часов;
 - время необходимое для
изготовления 500 деталей, часов;- количество деталей изготавливаемых на
предприятии, 500 штук.
- время необходимое для
изготовления 500 деталей, часов;- количество деталей изготавливаемых на
предприятии, 500 штук.
Зп1=1697575×0,022×1710/4020×500=31,77 руб./изд.
Недвижимое имущество - основное
здание.
Стоимость здания составляет То =5000000
руб.
=5000000
руб.
Затраты на единицу продукции
составят:

Коммунальные услуги(отопление в
холодное время года, горячая и холодная вода)
Тарифы: Отопление: Сотопл.=34,06
руб./м2,
Холодная вода: Схол.вода=23,09
руб./ч,
Подогрев воды: Сгор.вода=67,35
руб./ч,
Водоотведение: Сводоотв.=35,84
руб./ч .
Общая площадь производственных
помещений 1800 м2, тогда затраты на отопление:
Зотопл=34,06×1800×6=367848 руб. (за 6
месяцев)
Холодная вода, подогрев воды и
водоотведение:
Звода=Схол.вода×N×M+Сгор.вода×N×M+Сводоотв. ×N×M,
где, N-число работников на участке,
N=4 чел.
М-количество месяцев для
изготовления 500 деталей, М=6.
Звода =23,09×4×6+67,35×4×6+35,84×8×6=3890,88 руб.,
Зп3=(3890,88+367848)/500=743,47
руб./изд.
Суммарные прочие затраты:
Зп1 =Зп1 +Зп2 +Зп3
Зп=31,77+27,3+743,47=802,54
руб./изд.
Расчет корпуса до модернизации
проведен по аналогии. Структура затрат на производство корпусов до и после
модернизации приведены в таблице 4.2
Таблица 4.2-Структура затрат на
производство корпусов до и после модернизации
|
Виды
затрат
|
Затраты
на единицу продукции, руб./изд.
|
|
Корпус
до модернизации
|
Корпус
после модернизации
|
|
Материальные
затраты
|
772,45
|
368,42
|
|
На
оплату труда
|
502,05
|
603,82
|
|
На
амортизационные отчисления
|
136,74
|
5,75
|
|
Прочие
|
851,32
|
802,54
|
|
Суммарные
|
2262,56
|
1780,53
|
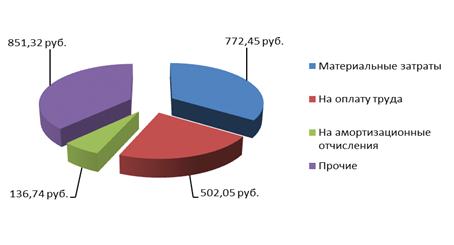
Рисунок 4.1 - Структура затрат на изготовление
корпуса до модернизации
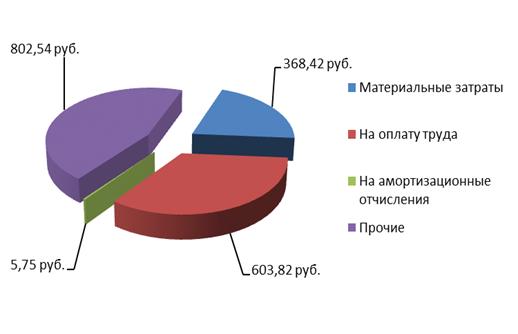
Рисунок 4.2 - Структура затрат на изготовление
корпуса после модернизации
.3 Оценка экономической целесообразности
модернизации
Для оценки экономической целесообразности
производственного процесса по выпуску корпуса прицела PNS 2,5×50
воспользуемся сравнительным методом.
Для сравнения возьмём используемый ранее корпус
до модернизации, стоимость которого составляет 2262,56 руб.
Стоимость 500 деталей:
Сдет=2262,56×500=1131280
руб.
На производство модернизированного корпуса
предприятие затрачивает 1780,53 руб.
Затраты на производство 500 деталей составят:
З=1780,53×500=890265
руб.
-890265=241015 руб.
Изготавливая модернизированный корпус,
предприятие экономит 245630 руб. за 6 месяцев. Суммарная стоимость оборудования
составляет 1697575 руб. Таким образом окупаемость новой технологии составит 5
месяцев, что может судить о экономической целесообразности разработки нового
технологического процесса.
5. БЕЗОПАСНОСТЬ И ЭКОЛОГИЧНОСТЬ ПРОЕКТА
.1 Анализ опасных и вредных производственных
факторов при изготовлении детали корпус
При работе на металлообрабатывающих станках
могут произойти несчастные случаи по целому ряду причин. Самые основные из них
следующие: неисправность станков, отсутствие ограждений отдельных механизмов,
неисправность электропроводки, недостаточное знание рабочим правил безопасности
труда, неосторожность самого рабочего и др. [20].
Основные травмоопасные производственные факторы,
которые могут проявляться в процессе обработки на станках следующие: подвижный
режущий инструмент, особенно при быстром вращении может нанести травму, в том
числе с тяжелым исходом, при случайном соприкосновении с ним в процессе работы,
в случае захвата им одежды, а также внезапного его разрушения; травма может
быть нанесена деталью, обрабатываемой на станке при ее снятии, установке,
плохом закреплении или закреплении без необходимых разрабатываемых
приспособлений. Приводные и передаточные механизмы станка могут нанести травму
в процессе наладки, смазывания, ремонта, а также работы станков.
Работающее оборудование, перемещаемые детали и
заготовки, цеховой транспорт, а также наличие острых кромок заусенцев на
деталях, заготовках, инструменте и оборудовании является источником
производственного травматизма - порезов, ушибов, переломов. Оборудование при
работе выделяет тепло, и разогретый металл при обработке служит источником
ожогов и тепловых травм. Серьезную опасность для станочника в процессе работы
представляет горячая стружка, так как она может травмировать глаза и кожу.
Для процесса фрезерной обработки корпуса прицела
характерна повышенная запыленность и загазованность воздуха рабочей зоны,
высокий уровень шума и вибрации. К вредным психофизическим производственным
факторам можно отнести перенапряжения зрения, монотонность труда.
При работе на сверлильных станках наибольшую
опасность для рабочего представляют вращающие части станка -
шпиндель, патрон, сверло. Эти детали и устройства при отсутствии мер
предосторожности могут захватить одежду или волосы станочника. Несчастные
случаи возможны при недостаточно надежном креплении обрабатываемой детали на
столе станка, а также инструмента и при поломке сверла в связи с нарушением правил
эксплуатации станка.
К вредным производственным факторам можно
отнести загрязнение атмосферы на рабочих местах пылеобразующими металлами или
различными соединениями. Причины пылеобразования являются основными или
первичными. В условиях производства может возникать и вторичное
пылеобразование, например, при уборке помещений, движении людей и т. п.
Вредные вещества (пары, газы, пыль), находящиеся
в воздухе производственных помещений, через дыхательные пути, пищевой тракт
могут попасть в организм человека и, при определенных условиях, вызвать острые
и хронические отравления, а также, при выделении в атмосферу, при постоянном
воздействии и повышенной концентрации приводят к загрязнению окружающей среды.
К профессиональным заболеваниям, вызываемым пылью, относят хронические фиброзы
легких, известные под названием пневмокониозов, а также хронические пылевые
бронхиты и др. К заболеваниям, обусловленным воздействием химических веществ,
относят острые и хронические отравления организма человека, острые и хронические
заболевания кожи - дерматиты, экземы, конъюнктивиты и др.
Отрицательное влияние на здоровье оказывает так
же вибрация, возникающая при непосредственном соприкосновении с вибрирующими
телами. Длительное воздействие вибрации может привести к изменениям в
центральной нервной системе, органах слуха, работе сердца.
К профессиональным заболеваниям также относят:
глухоту, тугоухость, неврит слухового нерва и т. п., возникающие при
систематическом и интенсивном воздействии шума; пояснично-крестцовые
радикулиты, возникающие при тяжелых физических работах, напряжениях, связанных
с вынужденным положением тела или с частыми наклонами; хронические артриты,
остеохондриты - при систематическом давлении и перенапряжении в области
суставов.
Профессиональные заболевания, в зависимости от
тяжести и сроков выявления, могут сопровождаться или не сопровождаться утратой
трудоспособности, в тяжелых случаях они приводят к инвалидности.
.2 Меры по обеспечению безопасных и здоровых
условий труда
Механический участок по производству корпусов
прицелов имеет размеры 45 м длиной, 40 м шириной и 6 м высотой с общей площадью
1800 м²
и общим объёмом 10800 м³. Толщина
стены из кирпичной кладки составляет 0,5 м.
На участке находятся: фрезерный участок,
слесарный участок, инструментальный склад, заточное отделение, инструментальный
склад, отдел технического контроля, санитарно-бытовые помещения [20].
Станки расположены так, чтобы не было встречных
и перекрещивающихся грузопотоков. Подвижные элементы станка закрываются
защитными ограждениями (крышками, кожухами, дверцами). Рабочее место станочника
оснащено приспособлениями для хранения необработанных и готовых изделий,
инструмента, приборами и средствами контроля, хорошими освещением и
вентиляцией. Органы управления на всём оборудовании снабжены поясняющими
надписями. Для обеспечения электробезопасности металлические части
электрооборудования и станков, которые могут оказаться под напряжением
вследствие нарушения изоляции, заземлены. Токоведущие части заключены в
изолирующую оболочку для обеспечения надежной защиты от механических
повреждений.
Согласно ГОСТ 12.2.009-99 станки
металлообрабатывающие. Общие требования безопасности: предусмотрены требования
к устройствам для установки, закрепления обрабатываемых изделий и инструмента
на станке. Волосы убирают под головной убор, рукава спецодежды завязывают.
Правила техники безопасности запрещают производить измерения на ходу станка,
так как это связано с возможностью травмирования рабочих режущим инструментом.
В системе мероприятий, направленных на
профилактику производственного травматизма, значительное место занимают
средства индивидуальной защиты. При работе на станке применяются защитные экраны,
защитные очки, индивидуальные щиты и спецодежда, которая предохраняет от
попадания различных загрязнений и является более приспособленной для работы на
металлообрабатывающих станках. Защитные очки, индивидуальные щитки, защитные
экраны используются главным образом для защиты органов зрения от механического
воздействия различных факторов производственной среды. Их применение
предупреждает ранение глаз отлетающими частичками металла. Очень важно
обеспечить правильный подбор очков и надлежащую их конструкцию. Для лиц с
нарушенной остротой зрения (близорукостью или дальнозоркостью), выполняющих
точную работу - желательно защитные функции очков сочетать с
корректированием зрения, т.е. подбирать оптические стекла.
Одним из факторов, способствующих росту производительности
труда и предупреждающих травматизм на производстве, является хорошее освещение
рабочего места. Естественное и искусственное освещение производственных
помещений соответствует требованиям СНИП 23-05-95. В помещениях с недостаточным
естественным светом и без естественного света применяют установки
искусственного ультрафиолетового облучения. Для местного освещения используют
светильники, установленные на металлорежущих станках и отрегулированные так,
чтобы освещенность в рабочей зоне была не ниже значения 500 лк. Для местного
освещения установлены светильники с непросвечивающими отражателями с защитным
углом не менее 30°. Чистка стекол, оконных проемов и световых фонарей
проводится два раза в год. Чистка ламп и осветительной арматуры проводится четыре
раза в год.
Для создания оптимального микроклимата в
помещениях предусмотрена приточно-вытяжная вентиляция. В холодный период года
приток воздуха и его подогрев осуществляется приточной системой с механическим
побуждением, вытяжка механическая. В теплый период года приток механический без
подогрева, вытяжка механическая. Автоматизация вентиляционных систем
предусматривает предохранение калориферов от замораживания. Соединение
вентиляторов с воздуховодами осуществляется с помощью гибких вставок. Воздуховоды
изготавливаются из оцинкованной стали с прокладкой по конструкциям здания.
В целях снижения шума установлена
звукопоглощающая изоляция. Для покрытия вибрирующих поверхностей используются
виброгасящие материалы: резина, битум и др.
В целях обеспечения пожарной безопасности в цехе
предусмотрен пожарный кран, щит противопожарного инвентаря.
В случае возникновения признаков
производственной аварии имеется возможность оповещения об этом по телефонной
связи. Телефон установлен в комнате начальника участка.
Требования безопасности излагаются в инструкциях
по охране труда, в специальных правилах и технологической документации.
Вредные производственные факторы не должны
превышать предельно-допустимых значений, воздействие которых при ежедневной
регламентированной продолжительности в течение всего трудового стажа не
приводит к снижению работоспособности и заболеванию как в период трудовой
деятельности, так и в последующий период жизни.
Это достигается путем проведения соответствующих
организационно-технических мероприятий.
Если вредные производственные факторы превышают
предельно-допустимые значения, то работа разрешается только с применением
средств индивидуальной защиты. Например, противогазов, респираторов,
противошумных наушников и др. Состояние санитарно-гигиенических условий труда
на рабочих местах проверяется санитарно-промышленной группой центральной
заводской лаборатории.
В целях санитарно-бытового обслуживания
работников на предприятии предусмотрены гардеробные, умывальные, туалеты,
душевые, комнаты гигиены женщин, столовые, комнаты приема пищи.
Все работники обязаны соблюдать правила личной
гигиены:
не приступать к выполнению работ, не надев
положенную спецодежду и обувь;
во время работы пользоваться исправными
полагающимися средствами индивидуальной защиты;
не принимать пищу на рабочем месте;
не находиться в комнате приема пищи, в буфетах,
столовой в спец.одежде, халате; не посещать в спец.одежде общественные места,
туалеты;
следить за чистотой и исправностью спец.одежды,
своевременно сдавать в химчистку или стирку;
мокрую спец.одежду и обувь сушить в специально
отведенных местах;
мыть руки перед каждым приемом пищи, курением и
по окончании работы, если возможно - принять душ.
При работе на точильно-шлифовальных станках, а
также при всех работах, где возможно поранить или засорить глаза, слесарь
обязан применять защитные очки.
При выполнении работ с помощью сжатого воздуха
соблюдать особую осторожность. Сжатый воздух, направленный на человека, может
травмировать его.
Детали необходимо укладывать в спец. тару или
стеллажи.
Рабочий день на участке длится в двухсменном
режиме: первая смена с 7:00 часов до 16:00 часов, вторая с 16:00 до 1:00.
Перерывы на обед с 11:00 до 12:00 в первую смену и с 20:00 до 21:00 во вторую.
Регламентом предусмотрены 4 регламентированных перерыва по 10 минут каждый в
течение смены, но не раньше чем через два часа с начала смены и обеденного
перерыва. Через одиннадцать месяцев работникам предоставляется очередной отпуск
24 рабочих дня.
.3 Расчет вентиляции
Отраслевой стандарт «Помещения со специальными
условиями производства на предприятиях приборостроения» распространяется на
операции технологического процесса изготовления оптических деталей и сборки
оптических приборов на предприятиях приборостроения, требующих специальных
условий, отличных от установленных СН 245-71 «Санитарные нормы проектирования
промышленных предприятий» и ГОСТ 12.1.005-76 «ССБТ. Воздух рабочей зоны. Общие
санитарно-гигиенические требования».
Специальные требования технологического процесса
к производственным помещениям, зданиям, сооружениям и оборудованию по
температуре, влажности и чистоте воздушной среды обусловлены необходимостью
обеспечения заданного уровня качества продукции выпускаемых изделий,
отвечающего требованиям эксплуатации.
Производственные помещения, в которых
производится изготовление деталей и узлов, окончательная сборка, регулировка и
испытание оптических приборов, делятся на 2 класса чистоты в зависимости от
концентрации и размеров частиц, содержащихся в воздушной среде, и на 3
категории по микроклимату в зависимости от температуры и влажности воздушной
среды. [21]
Механический цех №103 Вологодского
оптико-механического завода должен отвечать следующим требованиям по чистоте и
условиям микроклимата:
Класс чистоты воздушной среды - 1;
Категория по микроклимату - 2.
По таблицам ОСТ 3-5757-84 определяем необходимые
параметры, которые помещаем в таблицу 5.1.
Таблица 5.1 Требования к механическому цеху по
микроклимату и чистоте воздуха
|
Класс
чистоты воздушной среды
|
Количество
частиц размером 1 мкм и более в 1 л воздуха до
|
Катего-
рия по микро-климату
|
Температура
на период года, ºС
|
Относительная
влажность,%
|
|
|
|
Холод-ный
|
Теплый
|
|
|
1
|
1000
|
2
|
21±3
|
23±3
|
50±10
|
Расчет необходимого количества воздуха для
механического цеха №103 производим по избыткам явного тепла и определяем по
следующей зависимости [22]:
 , м3/с, (5.1)
, м3/с, (5.1)
где, Q - избытки явного тепла в
помещении, кВт;
С - массовая удельная теплоемкость
воздуха, =1 кВт/ ºС;
ρ - плотность воздуха, =1,2
кг/м3;в - нормируемая температура внутри помещения, =22ºС (см. табл.
6.1);н - температура наружного воздуха, =18ºС.
Избытки явного тепла определим по
формуле:
=Q1+Q2, (5.2)
где, Q1 - тепловыделение от
оборудования, приводимого в движение электродвигателями, кВт;- тепловыделение
от источников света, кВт.
Тепловыделение от оборудования,
приводимого в движение электродвигателями, определяем по формуле:
 , (5.3)
, (5.3)
где, N - установочная мощность
электродвигателей, кВт. Исходя из таблицы 5.2 имеем N=270,5 кВт;
η1 - коэффициент использования
установочной мощности, =0,7-0,9;
η2 - коэффициент загрузки
(отношение средней потребляемой мощности к максимально необходимой), =0,5-0,8;
η3 - коэффициент одновременной
работы электродвигателей, =0,5-1;
η4 - коэффициент,
характеризующий долю механической энергии, превратившейся в тепло.
Для приближенного расчета принимаем  0,2.
0,2.
Тогда Q1=270,5*0,2=54,1 кВт.
Тепловыделение от источников света
определяем по формуле:
 , (5.4)
, (5.4)
где, N1 - суммарная мощность от
источников света, кВт,
η - коэффициент перехода
электрической энергии в тепловую, =0,95.
=600*30=18 кВт
Тогда Q2=18*0,95=17,1 кВт
Таким образом, избытки явного тепла
составят:
=Q1+Q2=54,1+17,1=71,2 кВт
Определим воздухообмен:
 м3/с
м3/с
Рекомендуемое количество воздуха для
поддержания требуемой температуры в механическом цехе равно 14,95 м3/с .
Таблица 5.2 Установочная мощность
электродвигателей механосборочного цеха
|
№
|
Модель
станка
|
Наименование
станка
|
Мощность,
кВт
|
Кол-во
станков
|
|
1
|
ИР200
|
Станок
специальный многоцелевой
|
9,5
|
9
|
|
2
|
ИР200ПФМ1
|
Станок
специальный многоцелевой
|
10
|
10
|
|
3
|
С1Е611ВМ
|
Токарно-винторезный
специализированный
|
3,2
|
1
|
|
4
|
1И611ПМФЗ
|
Токарно-винторезный
специализированный
|
3
|
1
|
|
5
|
ИТ42С
|
Токарный
с ЧПУ
|
5,5
|
2
|
|
6
|
16К20
|
Токарно-винторезный
|
10
|
1
|
|
7
|
ФУС-32
|
Универсально-фрезерный
|
5,2
|
2
|
|
8
|
ФУС-251
|
Универсально-фрезерный
|
6,1
|
2
|
|
9
|
ВМ127
|
Консольно-фрезерный
|
11
|
2
|
|
10
|
2053
|
Настольно-сверлильный
|
3
|
3
|
|
11
|
2Н106П
|
Настольно-сверлильный
|
0,4
|
3
|
|
12
|
2М112
|
Настольно-сверлильный
|
1
|
3
|
.4 Меры по обеспечению устойчивости работы
объекта в условиях чрезвычайной ситуации
На территории цеха, где расположен механический
участок, возможны следующие чрезвычайные ситуации:
- пожары (неосторожное обращение с огнем,
замыкание электропроводки и т. д.);
- аварии в электроэнергетических системах
(короткие замыкания, износ проводки, пробой кабеля, механические повреждения);
- аварии в системах коммунального, водо- и
теплоснабжения (изношенность тепловых и водных магистралей, избыточное давление
в трубах, механические повреждения).
При проектировании производственных объектов
предусматривается безопасная эвакуация людей. В частности, при возникновении
пожара, люди должны покинуть объект в кратчайшие сроки, которые определяются
кратчайшим расстоянием от места их нахождения до выхода наружу. В соответствии
со СниП 21-01-97 число эвакуационных выходов из помещения определяется
расчетом, но должно составлять не менее двух. Эвакуационные выходы должны
располагаться рассредоточено.
Эвакуация людей производится по плану эвакуации,
схема которого находится на рассматриваемом участке. Для удаления продуктов
горения на крыше установлены фрамуги. На заводе созданы добровольные пожарные
дружины и расчеты с описанием действий при чрезвычайных ситуациях, а также
планы профилактических и учебных мероприятий по действиям людей в обстановке
при чрезвычайных ситуаций.
Оповещение персонала при возникновении
чрезвычайных ситуаций осуществляется через заводскую радиосеть.
Наибольшую опасность для данного объекта
представляют пожары, так как им способствует большое число факторов:
значительное количество легковоспламеняющихся и горючих жидкостей и газов;
большая оснащенность электроустановками и т. д. Основными причинами пожаров
является: нарушение технологии работ, правил применения и эксплуатации приборов
и оборудования [20].
Применяемые мероприятия по пожарной профилактике
на предприятии разделяются на организационные (правильная эксплуатация оборудования
внутри здания, противопожарный инструктаж рабочих), строительно-планировочные
(соблюдение противопожарных правил при проектировании здания, системы
электроснабжения, размещения оборудования), режимные (запрещение курения в
неустановленных местах) и эксплуатационные (своевременный ремонт оборудования).
Регулярно проверяется исправность огнепреградителей и производится чистка их
огнегасящей насадки, а также исправность мембранных клапанов. Сроки проверки
указываются в цеховой инструкции.
К основным видам техники, предназначенной для
защиты предприятия от пожаров, применяют: пожарную сигнализация и средства
пожаротушения (ППБ-01-93). Для тушения электрооборудования - углекислотные
огнетушители, асбестовые и войлочные полотна. Для тушения возгорания ЛВЖ применяют
углекислые огнетушители и порошковые огнетушители. Участок обеспечен,
огнетушителем химическим пенным - 1 шт.,
огнетушителем порошковым - 1 шт.
Для сообщениях о возникновении пожара, на
участке используются тепловые датчики - извещатели типа ИП-101-2,
дымовые ионизационные датчики типа РИД-6М.
.5 Меры по охране окружающей среды
Для реализации экологической политики на
предприятии создано экологическое бюро (бюро № 372), которое вносит
существенный вклад в развитие объектов природоохранного назначения.
Основными мероприятиями по снижению выбросов
вредных веществ в атмосферу является совершенствование технологических
процессов, строительство новых и повышение эффективности существующих очистных
сооружений, ликвидация источника загрязнения, перепрофилирование производства.
В ходе технологических процессов в атмосферный
воздух предприятие выбрасывает 82 загрязняющих вещества. 33 источника выбросов
оборудованы пылегазоулавливающими установками, за работой которых
осуществляется ежегодный лабораторный контроль. Очистку и обезвреживание
газовых составляющих выбросов промышленного производства осуществляют методами,
выбор которых определяется составом, концентрацией загрязняющих веществ, типом
производства, условиями выброса. Очистку вентиляционных выбросов от
механических примесей осуществляют аппаратами мокрого и сухого пылеулавливания,
волокнистыми фильтрами и электрофильтрами.
В сточных водах ОАО «ВОМЗ» содержатся различные
примеси: механические - органического и минерального происхождения, нефтепродукты,
эмульсии, токсичные различные соединения.
Использованная предприятием вода поступает в
очистные сооружения предприятия, очищается и повторно используется (повторное,
оборотное водоснабжение). Очистка сточных вод от механических примесей в
зависимости от их свойств, концентрации и фракционного состава осуществляется
методами процеживания, отстаивания, отделения механических частиц в поле
действия центробежных сил и фильтрования. Очистка сточных вод от
маслосодержащих примесей в зависимости от состава и концентрации примесей
осуществляется следующими методами: отстаиванием, обработкой в гидроциклонах,
флотацией и фильтрованием. Для очистки сточных вод от металлов и солей
применяют реагентные, ионообменные, сорбционные, электрохимические,
биохимические и другие методы.
Для обеспечения высокой эффективности очистки
сточных вод с возвратом их в производство ОАО «ВОМЗ» в 2009г. закончило
реконструкцию станции нейтрализации сточных вод гальванического производства.
В 2007 г. сдана в эксплуатацию станция очистки воды
на р. Содема. Пуск данного объекта позволяет заводу ограничить забор воды
питьевого качества из горсети на технические нужды.
Предприятие загрязняет почву различными
отходами: стружками, опилками, шлаками, золой, пылью. На заводе обустроены
временные площадки для накопления отходов. Это специально обустроенное место на
территории предприятия для хранения отходов до момента их использования в
последующем цикле или отправки на переработку на др. предприятия.
На предприятии организован и осуществляется раздельный
сбор и сдача отходов производства и потребления. Все цеха снабжены
контейнерами, которые промаркированы с указанием вида отхода.
При охране земельный ресурсов мерами по
утилизации отходов металлообрабатывающих предприятий, содержащих частицы песка,
породы и механические примеси, изменяют структуру, физико-химический и
механический состав почвы. Указанные отходы используются при строительстве
дорог, засыпке котлованов и отработанных карьеров после обезвоживания. В то же
время отходы содержащие соли тяжелых металлов, цианиды, щелочи, кислоты,
токсичные вещества, утилизации не подлежат. Эти виды отходов собирают в
шламонакопители, после чего их засыпают, утрамбовывают. Место захоронения
озеленяют.
Механический цех является одной из многих
изготовительных единиц технологического процесса на предприятии. В цехе
расположены участки по изготовлению различных типов деталей. От данных участков
имеет место загрязнение атмосферного воздуха и образование отходов
производства. При работе на станках, рабочие места снабжаются вентиляционными
системами, транспортировка пылевоздушного потока через систему вентиляции
обеспечивается вентилятором. Отходящие вредные вещества проходят цикл
последовательной очистки от пыли и вредных газообразных соединений, которые
нейтрализуются в замкнутой оборотной системе циркуляции. От данных участков
имеет место загрязнение атмосферного воздуха и образование отходов
производства.
На все виды загрязнения предприятием получены
разрешения в Управлении Ростехнадзора по Вологодской области и регулярно
производятся платежи за загрязнение окружающей среды.
ЗАКЛЮЧЕНИЕ
В результате работы над дипломным проектом была
разработана конструкция и технология изготовления ночного прицела.
Изучены существующие конструкции и подходы к
проектированию ночных прицелов. Конструкция разработанного прицела обеспечивает
служебную прочность и герметичность, обладает стойкостью к отдаче. Прицел может
иметь несколько видов прицельных марок, у которых имеется возможность
регулировки яркости свечения в зависимости от условий окружающей среды.
Спроектирована конструкция крепления на планку, имеющая в качестве посадочного
места шину LM (европризма). Спроектирована отливка корпуса, что в процессе
изготовления корпуса позволило снизить количество расходуемого материала.
Спроектирована технологическая оснастка. Изучены основные принципы построения
оптики ночных прицелов. Прицел выдерживает колебания температуры от -40 до +50 ºС.
Кроме того, были изучены подходы к
конструированию различных механизмов и узлов. Разработаны механические детали,
в том числе и корпусные, конструкции которых адаптированы к технологическим
возможностям ОАО «ВОМЗ». Написан комплект конструкторской документации, который
запущен в производство для изготовления опытных образцов изделия. Изучен технологический
процесс изготовления детали корпус. Проанализирован и составлен технологический
процесс механической обработки точной детали с использованием станков с ЧПУ.
Разработана технология сборки прицела.
Проведено сравнение затрат в организационно-экономической
части на производство конструкции корпуса прицела до и после модернизации.
Проведена оценка предельно-необходимых инвестиций, которая составила 91737 руб.
Произведен анализ оценки экономической целесообразности модернизации. Срок
возврата инвестиций составил 5 месяцев.
В ходе работы над разделом по безопасности и
экологичности проекта произвели анализ опасных и вредных производственных
факторов при проектировании прицела ночного охотничьего, разработали
мероприятия по обеспечению безопасных и здоровых условий труда. Выполнили
расчет вентиляции для механического участка цеха, а также разработали меры по
охране окружающей среды. Дана оценка возможных чрезвычайных ситуаций.
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
Панов
В. А. Справочник конструктора оптико-механических приборов / В. А. Панов, М. Я.
Кругер, В. В. Кулагин идр., Под общ. ред. В. А. Панов. - 3-е изд., перераб. и
доп. - Л.: Машиностроение, Ленингр. отд-ние, 1990. - 742с.
Криксунов
Л. З. Приборы ночного видения / Л. З. Криксунов; под ред. Л. И. Носовой. -
Минск: Техника., 1995. - 216с
Проектирование
отливок: Учебное пособие /Ф. Ш. Шарифьянов, Р. Ф. Мамлеев; Уфимск. гос. авиац.
тухн. ун-т.- Уфа, 2002. - 205 с.
Технологическая
оснастка. Учебное пособие автор Бодров А. издательство Форум Машиностроение.
Приборостроение. Металлообработка
Горбацевич
А.Ф. Курсовое проектирование по технологии машиностроения: Учебное пособие для
машиностроительных специальностей вузов / А.Ф. Горбацевич, В.А. Шкред. - 4-е
изд., перераб. и доп. - Минск.: Высш. шк., 1983. -256с.
ПРИЛОЖЕНИЕ 1
(обязательное)
СПЕЦИФИКАЦИЯ