Конструкторско-технологическая подготовка изготовления сталеразливочного стенда УРНС
ВВЕДЕНИЕ
Металлопродукция включает в себя совокупность
конструкционных, трубопроводных и прочих видов изделий, изготавливаемых из
металла. На сегодняшний день спрос на металлопродукцию весьма широк, благодаря
её свойствам и универсальности. Непрерывная разливка стали является важнейшим
технологическим этапом в производстве металлопродукции, поскольку она
обеспечивает перевод стали из жидкого состояния в твердое с приданием ей
определенной геометрической формы. Кроме этого условия охлаждения и затвердение
стали во время непрерывной разливки в значительной мере предопределяют высокое
качество металлопродукции в сравнении с консервативной системой разливки в
слитки.
Технологический процесс и машины непрерывной
разливки стали постоянно развиваются и совершенствуются, что расширяет сферу их
применения и создает предпосылки для трансформации сталеплавильного передела в
целом. Уровень эффективности использования технологий непрерывной разливки
стали учитывается при создании новых производств и модернизации действующих. В
свою очередь это стимулирует дальнейшее развитие конструкций машин непрерывной
разливки стали, обеспечивая большую привлекательность их дизайна и
конкурентоспособность.
В целом многолетний прогресс в теории,
технологии и оборудовании для непрерывной разливки стали был достигнут за счет
целого ряда факторов, среди которых нужно выделить следующие:
более глубокое понимание и теоретическое
обоснование процесса литья и формирования заготовки;
широкое применение новых и высокоэффективных
материалов (покрытие рабочей поверхности кристаллизаторов, огнеупоры);
радикальное повышение надежности стандартных
деталей и узлов (например, подшипники качения, элементы систем управления
электрическим оборудованием);
увеличение уровня автоматизации за счет широкого
применения разного рода датчиков, сервоприводов, моделей и программного
обеспечения для управления процессом;
применение более функциональных решений в части
оптимизации процессов текучести стали в промежуточном ковше (промковше) и
кристаллизаторе при использовании наиболее современных и точных методик
расчетов гидродинамики, которое стало возможным за счет расширения возможностей
вычислительной техники.
Несмотря на некоторые незначительные отличия,
основные технологические и конструктивные особенности МНЛЗ довольно хорошо
изучены и разработаны. Дальнейшее их развитие и совершенствование достигается
за счет обеспечения высокой гибкости и функциональности машин непрерывного
литья заготовок (МНЛЗ), включая совмещение процессов литья и прокатки.
Череповецкий металлургический комбинат -
крупнейший стальной актив дивизиона - основан в 1955 году. В 2015 году
коллектив ЧерМК отметит 60 лет с момента выпуска первого чугуна, который
состоялся 24 августа 1955 года. Комбинат является предприятием с полным
металлургическим циклом, в состав которого входит более 100 крупных
технологических агрегатов от переработки железорудных материалов и углей до
глубоко передельных агрегатов. Большая часть производимой на Череповецком
металлургическом комбинате стали используется в дальнейшем для производства
проката в виде листовой и сортовой продукции, включая горяче- и холоднокатаный
лист, плиты, рулоны, горячекатаные профили, холодноштампованную фасонную сталь
и трубы.
. АНАЛИЗ СОСТОЯНИЯ ВОПРОСА, ЦЕЛИ И ЗАДАЧИ ВКР
Разливка стали и ее затвердевание являются
завершающими звеньями в цепи основного металлургического процесса. Однако
старые методы разливки стали в изложницы весьма малопроизводительны и являются
препятствием к механизации и автоматизации всего металлургического цикла. В будущем
производство стали с затвердеванием в традиционной изложнице, очевидно, будет
ограничиваться только теми случаями, когда непрерывная разливка не может быть
применена.
Установка непрерывной разливки заменяет в
действительности следующие стадии металлургического производства: разливку в
изложницы, затвердевание слитков, их стрипперование, нагрев в колодцевых печах,
первичное обжатие и вводит вместо них единственную стадию непрерывной заливки
стали в кристаллизатор, сечение которого соответствует необходимому сечению
заготовки, и непрерывное вытягивание затвердевшей заготовки из машины. Таким
образом, непрерывная разливка является таким процессом, который превращает
жидкую сталь из ковша непосредственно в заготовку любого сечения.
Широкое применение непрерывной разливки стали
обусловлено рядом существенных преимуществ перед старым способом разливки в
изложницы. Это прежде всего уменьшение капитальных затрат примерно на 30 % за
счет отсутствия обжимных станов и отделения нагревательных колодцев. При использовании
непрерывной разливки стали достигается повышение производительности труда на 15
- 25 % в результате механизации производства, происходит улучшение качества
непрерывных слитков и структуры металла. Например, повышается степень
однородности слитка, качество поверхности, уменьшается осевая рыхлость слитка и
т.д. Выход годного увеличивается на 10 - 15 %, а при разливке легированных
сталей на 15 - 20 % по сравнению с разливкой в изложницы и доходит до 96 % и
более [12].
Непрерывная разливка стали обеспечивает
поточность производства и предоставляет хорошие возможности для комплексной
механизации и полной автоматизации процесса разливки при непрерывном характере
процесса и большом массовом расходе металла. При непрерывной разливке
достигается значительное улучшение организации производства, условий труда и
окружающей среды.
Эти основные преимущества создают предпосылки
для дальнейшего развития способа непрерывной разливки стали и полной замены
старого способа разливки в изложницы в ближайшем будущем.
В настоящее время для разливки стали на УНРС
применяется поворотная платформа, однако она обладает существенными
недостатками: низкая производительность и недостаточная ремонтопригодность. В
этой связи модернизация конструкции поворотной платформы сталеразливочного
стенда установки непрерывной разливки стали является экономически и
технологически обоснованной и актуальной задачей.
Целью работы является разработка основных
вопросов технологического проектирования механосборочного участка по
изготовлению детали «зуб» для поворотной платформы сталеразливочного стенда
установки непрерывной разливки стали в электросталеплавильном цехе комбината
ПАО «Северсталь». Для достижения поставленной цели были определены и решены
следующие задачи:
провести анализ литературных источников по
состоянию применения установок непрерывной разливки стали;
изучить технологические процессы производства
разливки стали на непрерывной установках;
разработать конструкцию поворотной платформы;
рассчитать и спроектировать траверсу;
провести расчет напряженно-деформированного
состояния траверсы;
разработать технологический процесс изготовления
детали типа «зуб».
. КОНСТРУКТОРСКАЯ ЧАСТЬ
.1 Описание работы устройства непрерывной
разливки стали
Со времени возникновения идеи непрерывной
разливки стали до ее практического осуществления прошло столетие. Современные
машины непрерывного литья заготовок отличаются большим разнообразием и
выполняются по различным схемам, что объясняется длительным периодом
разработок, проводимых во многих странах, а также многообразием задач, решаемых
при получении непрерывнолитых заготовок разных форм и размеров, с разным
технологическим назначением при дальнейшем переделе. Существенное значение
имеют условия размещения установок на ограниченных площадках, при реконструкции
старых цехов и заводов.
В связи с этим идет непрерывный поиск лучших
конструкций машин непрерывного литья заготовок, совершенствуются отдельные узлы
существующих установок. Во всех действующих установках металл разливается
сверху. В последнее время проводятся изыскания по непрерывной разливке металла
не сверху, а снизу.
Можно рассмотреть несколько основных принципов
классификации конструкций МНЛЗ:
по направлению технологической оси машины, то
есть по расположению выдаваемого в процессе литья непрерывного слитка;
по назначению или сортаменту заготовок и
вместимости сталеразливочных ковшей;
по числу ручьев в одной машине и планировке.
Основные различия применяемых и разрабатываемых
конструкций МНЛЗ состоят главным образом в расположении слитка в процессе литья
[4]. По этому признаку выделяют следующие основные типы МНЛЗ: вертикальные
установки с резкой заготовок в вертикальном положении; вертикальные с изгибом
заготовки; радиальные установки с постоянным радиусом изгиба заготовки;
криволинейные с переменным радиусом изгиба; наклонные установки; горизонтальные
установки. Перечисленные типы конструкций МНЛЗ схематично показаны на рисунке
2.1 [13].
Рисунок 2.1 - Типы конструкций МНЛЗ
Вертикальные установки (рисунок 2.1, схема 1) с
непрерывной подачей металла в кристаллизатор и вытягиванием слитка со
скольжением корки. Установки изготавливались с прямолинейным кристаллизатором и
резкой слитков в вертикальном положении. С увеличением производительности такой
установки возрастает ее высота. Наиболее крупные вертикальные МНЛЗ имеют высоту
до 40-50 м. Вертикальные МНЛЗ имеют широкое применение благодаря созданию
наиболее благоприятных условий формирования качественных заготовок для широкого
диапазона марок сталей, профилей и размеров слитков. В них обеспечивается
наименьшее содержание различных включений в результате всплывания.
Распределение включений более равномерное, чем на любой другой установке.
Вследствие этого вертикальные машины наиболее универсальны по сортаменту
разливаемых сталей и размерам заготовок.
Вертикальные МНЛЗ с изгибом (рисунок 2.1, схема
2) и выводом слитка перед резкой в горизонтальное положение позволяют уменьшить
высоту установки. Преимущества такого типа МНЛЗ заключаются в отсутствии
колодца и, следовательно, снижении капитальных затрат, поскольку слиток режется
на горизонтальной плоскости и все операции упрощаются. Основным недостатком
таких установок является двойная деформация слитка при изгибе и распрямлении,
поэтому в них затруднена разливка сталей, склонных к красноломкости.
Радиальными (рисунок 2.1, схема 3) называются
такие установки, в которых отливаемая заготовка в течение всего периода
затвердевания проходит дугу определенного радиуса кривизны и выпрямляется
одностадийно после полного затвердевания. Кристаллизатор, где формируется
непрерывная заготовка, также имеет изгиб под определенным радиусом.
Сформировавшийся в нем изогнутый слиток продолжает двигаться по дуге того же
радиуса, что и радиус изгиба кристаллизатора, а затем выпрямляется в тянущеправильном
механизме и выдается на горизонтальный рольганг, где его режут на мерные
заготовки. Вывод на горизонтальный участок происходит в результате одной
операции - вьшрямления. В радиальных установках не происходит никакой
деформации заготовки до полного ее затвердевания, так как заготовка движется но
дуге окружности. Деформация (распрямление) происходит в одной точке после
полного затвердевания заготовки.
Криволинейными (рисунок 2.1, схема 4) называются
установки, в которых кривая, описывающая профиль продольной оси отливаемой
заготовки, имеет переменный радиус. В этих машинах происходит многостадийная
деформация оболочки не полностью затвердевшей заготовки. Установки имеют, как
правило, радиальный кристаллизатор Особенностью криволинейных машин является разгиб
слитка в нескольких точках по переменному радиусу, что позволяет более плавно
приводить слиток в горизонтальное положение и улучшить тем самым его качество.
Жидкая фаза здесь может доходить до горизонтального участка. На машинах
криволинейного типа разливаются слябы больших размеров и значительной толщины
(до 300-350 мм). В криволинейных машинах достигается дальнейшее снижение высоты
установки по сравнению с вертикальными и радиальными.
Наклонные МНЛЗ (рисунок 2.1, схема 5)
существуют, в основном, конвейерного типа. В них происходит совместное движение
кристаллизатора и слитка без скольжения корочки, т.е. нет перемещения слитка
относительно кристаллизатора. Основным узлом являются два конвейера,
наклоненные под углом 10-30° к горизонту и размещенные один над другим.
Полуизложницы верхнего и нижнего конвейера при смыкании образуют канал
(кристаллизатор) длиной несколько метров с соответствующим профилем. Жидкая
сталь из ковша направляется в промежуточное разливочное устройство с хоботом,
входящим в канал кристаллизатора. Слиток с жидкой сердцевиной после
кристаллизатора охлаждается водой и затем разрезается.
Горизонтальные МНЛЗ (рисунок 2.1, схема 6) с
водоохлаждаемым медным кристаллизатором и вытягиванием слитка со скольжением
корочки. Вначале они применялись для разливки чугуна и цветных металлов. В
последнее время успешно осваивается разливка сталей на горизонтальных
установках, применение которых в дальнейшем будет повышаться.
В зависимости от сортамента заготовок МНЛЗ можно
разделить по типу заготовок для дальнейшего передела - на слябовые, блюмовые
сортовые и трубные заготовки или по форме отливаемых заготовок для
прямоугольных, квадратных, круглых заготовок, специальных профилей [1].
По количеству ручьев конструкции МНЛЗ
разделяются в зависимости от сортамента слитков и ряда технологических
факторов. Количество ручьев, принимаемое при проектировании установки
непрерывной разливки, выбирается таким образом, чтобы можно было разлить всю
содержащуюся в ковше сталь до того, как ее температура опустится ниже
допустимого уровня. Для конкретного производства или цеха количество ручьев
должно определяться в зависимости от производительности цеха и каждой
установки, формы и размеров поперечного сечения заготовок, вместимости
сталеплавильного агрегата и разливочного ковша, а также от некоторых других
технологических факторов.
Очевидно, не может быть универсальных машин
непрерывного литья заготовок. Каждый тип конструкции МНЛЗ имеет свою специфику,
отличительные черты и области применения, где лучше выявляются и используются
его преимущества [4].
В состав МНЛЗ входят следующие основные
технологические узлы: стенд для сталеразливочных ковшей; тележки или
подъемно-поворотные столы промежуточных ковшей; промежуточные ковши;
кристаллизаторы и механизм их качания; затравки и механизмы для их перемещения
и введения в кристаллизатор; конструкции зоны вторичного охлаждения;
тянуще-выпрямляющие системы; приспособления для резки заготовки на мерные
длины; оборудование для выдачи заготовок и транспортирования их из зоны МНЛЗ.
Стенд для сталеразливочных ковшей
это приспособление, на которое ковши устанавливаются во время разливки
<#"897883.files/image002.gif">
Рисунок 2.2 - Поворотный стенд для
сталеразливочных ковшей:
- поворотный стенд; 2 - ковш в
рабочем положении; 3 - тележка для промежуточного ковша; 4 - промежуточный
ковш; 5 - кристаллизатор.
Тележки или подъемно-поворотные
столы промежуточных ковшей служат для быстрой замены промежуточных ковшей при
разливке металла методом «плавка на плавку». На МНЛЗ, оборудованных поворотными
стендами для сталеразливочных ковшей, применяют самоходные тележки с
вертикальным перемещением промежуточных ковшей и весоизмерительными
устройствами. Тележки перемещаются по рельсам, установленным между
сталеразливочным стендом и кристаллизатором.
Промежуточные ковши служат для
стабилизации скорости подачи металла в кристаллизатор и равномерного
распределения стали между несколькими кристаллизаторами при разливке на
многоручьевых МНЛЗ. В последние годы промежуточные ковши большой емкости
используют также как дополнительные агрегаты для внепечной обработки металла с
целью перемешивания, дегазации, всплывания неметаллических включений,
раскисления, модифицирования, корректировки химического состава металла.
Для обеспечения стабильного
соответствия между скоростью вытягивания заготовки из кристаллизатора и
скоростью подачи в кристаллизатор жидкого металла промежуточные ковши
оборудованы дозирующими устройствами, в качестве которых используют стопорные
устройства (футерованные огнеупорными катушками и стопоры-моноблоки), шиберные
затворы и стаканы-дозаторы. В последнем случае скорость поступления металла в
кристаллизатор определяется сечением стакана-дозатора и уровнем металла в
промежуточном ковше.
Кристаллизатор - водоохлаждаемая
изложница без дна, конструкция которой должна обеспечивать интенсивный отвод
тепла от затвердевающей стали и образование по периметру отливаемой заготовки
непрерывно формируемой закристаллизовавшейся корки, которая на выходе из кристаллизатора
должна выдерживать ферростатическое давление жидкого металла. С этой целью для
изготовления рабочих стенок кристаллизаторов используют обладающую высокой
теплопроводностью медь марок М1, М2 и М3. Корпус кристаллизатора обычно
изготавливают из стали.
Стойкость сборного кристаллизатора,
изготовленного из толстых медных пластин, составляет 400 - 500 разливок (28 -
35 тыс. т стали) за одну кампанию. Для повышения стойкости и сохранения
размеров кристаллизаторов стороны рабочих стенок, которые соприкасаются с
металлом, покрывают тонким слоем материала, стойкого к истиранию. Наиболее
часто внутреннюю поверхность медных стенок кристаллизатора покрывают тонкими
слоями вначале никеля, а затем хрома.
Для предотвращения образования на
поверхности заготовки поперечных трещин в результате прилипания корки к
кристаллизатору и зависания слитка, при помощи механизмов качания организуют
непрерывное возвратно-поступательное движение кристаллизатора. Чтобы избежать
образования на поверхности заготовки следов качания - грубых складок,
интенсивность качания должна быть очень высокой. На современных МНЛЗ она
достигает 400 и более колебаний в минуту. Режим возвратно-поступательного
движения обычно подчиняется синусоидальному закону.
Затравка - подвижное дно
кристаллизатора, необходимое для начала затвердевания заготовки. Головка
затравки имеет профиль, который дает возможность захватить и вытянуть за собой
твердеющий слиток. Размер головки на 1 - 2,5 мм меньше, чем размеры сечения
внутреннего пространства кристаллизатора. Головка затравки соединяется с
корпусом, длина которого достаточна для того, чтобы достигать уровня тянущей
клети или специальных валков, которые приводят в движение затравку и заготовку.
После прохождения головкой затравки
тянущей клети валки захватывают сам слиток. Затравка отделяется от слитка и
выводится из зоны тянущих приспособлений. В зависимости от конструкции МНЛЗ
затравка может вводиться в кристаллизатор снизу или сверху.
Конструкции зоны вторичного
охлаждения включают устройства для охлаждения заготовки при помощи струй воды
или водовоздушного охлаждения, а также конструкции, которые поддерживают и
направляют оболочку еще не затвердевшего слитка. На раннем этапе внедрения
непрерывной разливки стали было установлено, что струйная система подачи воды
не позволяет правильно распределить ее по поверхности заготовки при небольших
расходах воды, необходимых для охлаждения большинства марок стали. Эта задача
решается при использовании систем водовоздушного охлаждения, в которых в
форсунках различного типа вода распыляется струей сжатого воздуха на капли
диаметром 20 - 100 мкм, образуя туман.
Для того, чтобы под действием
ферростатического давления затвердевшая оболочка заготовки после выхода из
кристаллизатора не деформировалась, используют конструкции, которые
поддерживают и направляют оболочку слитка. С этой целью используют опорные
брусья или ролики, а также комбинированную систему - брусовую в верхней части
зоны вторичного охлаждения и роликовую в нижней.
Тянуще-выпрямляющая система. На МНЛЗ
вертикального типа движение заготовке придают тянущие валки, которые составляют
одну или две клети. Тянущая клеть, как правило, состоит из четырех валков. В
этих клетях обжатие слитка с жидкой сердцевиной не допускается, поэтому тянущие
клети размещают ниже зоны вторичного охлаждения. На радиальных МНЛЗ
тянуще-выпрямляющая система состоит из приводных роликовых проводок.
Устройства для резки заготовки на
мерные длины. Для разделения слитка на мерные длины чаще других используют два
типа устройств - подвижные машины газовой резки и ножницы.
Наибольшее распространение получили
машины газовой резки - приспособления, которые осуществляют порезку заготовки
после захвата машиной движущегося слитка в процессе перемещения вместе с ним.
Они имеют относительно простую конструкцию, небольшую металлоемкость и
обеспечивают возможность быстрой замены вышедших из строя узлов. Существенным
их недостатком являются значительные потери металла при резании (1 - 2%), а
также большие расходы ацетилена и кислорода.
Для порезки заготовки чаще других
используют два типа ножниц - колебательные гидравлические и импульсного
(ударного) действия. Колебательные гидравлические ножницы применяют для порезки
слябов и сортовых заготовок, импульсные ножницы - для резания сортовых
заготовок небольшого сечения.
Оборудование для выдачи заготовок и
транспортирования их из зоны МНЛЗ. На вертикальных МНЛЗ, размещаемых в
колодцах, используют подъемники различной конструкции, которые поднимают
заготовку на уровень пола цеха в горизонтальном положении или положении, приближающемся
к вертикальному. На криволинейных и горизонтальных МНЛЗ передача литых
заготовок после порезки на мерные длины в зоны осмотра и зачистки
осуществляется на уровне пола цеха. Для передачи заготовок используют
рольганг-тележки, толкатели, рольганги, краны.
.2 Устройство и работа
Машина непрерывного литья заготовок
со всеми вспомогательными механизмами является производственной системой,
которая входит в состав сталеплавильного цеха и является его структурной
единицей [24].
В составе электросталеплавильного
цеха ПАО «Северсталь» существуют две линии: слябовая и сортовая. Слябовая линия
включает шахтную электропечь, установку печь-ковш, 2-ручьевую слябовую
вертикальную установку непрерывной разливки. Сортовая линия включает шахтную
электропечь, установку печь-ковш, 6-ручьевую сортовую машину непрерывного литья
заготовок.
В металлургической практике под
сортовой заготовкой принято понимать продукт металлургического производства в
виде стальной балки квадратного, прямоугольного или круглого сечения (максимальный
размер меньшей стороны не более 180-200 мм), полученной при разливке на МНЛЗ
или путем прокатки из слитка на блюминге. В дальнейшем сортовая заготовка
используется в качестве исходной заготовки для прокатки на различные профили
(круг, арматура, квадрат, швеллер, двутавр).
Стенд разливочный один из главных
технологических узлов МНЛЗ предназначен для:
размещения на нем сталеразливочных
ковшей и передачи их из резервной позиции в рабочую в режимах одиночных плавок
и «плавки на плавку»;
слива металла в аварийные емкости
при некроющихся опорах сталеразливочного ковша;
заполнение промежуточных ковшей
металлом в резервных позициях;
подъема и опускания сталеразливочных
ковшей;
выполнения различных вспомогательных
технологических операций.
Технические данные стационарный,
двухпозиционный сталеразливочного стенда, поворотного типа, циклического
действия представлены в таблице 2.1.
Таблица 2.1 - Технические данные
сталеразливочного стенда
|
Наименование
|
Значение
|
|
Масса
сталеразливочного ковша с металлом, т
|
485
|
|
Масса
порожнего ковша, т
|
88
|
|
Масса
вращающихся деталей, т
|
461
|
|
Усилие
затяжки центральной цапфы, МН
|
2,4
|
|
Высота
подъема ковша, мм
|
800
|
|
Скорость
подъема ковша, мм/сек
|
30
|
|
Механизм
поворота
|
|
Скорость
вращения стенда, об/мин
|
1
|
|
Средний
диаметр роликового круга, мм
|
7200
|
|
Максимальное
ускорение (замедление) ковша с металлом на R6150, м/сек
|
0,2
|
|
Диаметр
опорных роликов, мм
|
370
|
|
Точность
остановки стальковша над промежуточным в его рабочей и резервных позициях, мм
|
±50
|
|
Механизм
подъема
|
|
Количество
гидроцилиндров, шт
|
4
|
|
Рабочее
давление, Мпа (кгс/см2 )
|
20
(200)
|
|
Диаметр
плунжера, мм
|
560
|
|
Ход
плунжера, мм
|
580
|
|
Скорость
перемещения плунжера, мм/сек
|
21,7
|
|
Демпфер
|
|
Величина
хода плунжера, мм
|
20
|
|
Время
хода (опускания) плунжера под действием веса полного ковша (485 т ), сек
|
5…7
|
Цикл сталеразливочного стенда состоит из
следующих операций [13]:
прием сталеразливочного ковша с жидким металлом
с разливочного крана в исходном положении;
передачи ковша поворотом траверзы на 180˚ в
позицию разливки;
подъем и опускание ковша для выполнения
технологических операций разливки;
поворот траверзы для заполнения жидким металлом
промежуточного ковша, находящегося в резервной позиции.
возвращение порожнего ковша в исходную позицию.
Роль опорного элемента, несущего сталеразливочный
ковш, выполняет подвеска, представляющая собой подковообразную балку
установленную на звенья, подвешенные к траверзе.
В подковообразной балке под опорными лапами
сталеразливочного ковша выполнены гнезда для установки датчиков типа 1909
ДС-250, осуществляющих непрерывное взвешивание жидкого металла в ковше. В целях
исключения влияния на работу датчика случайных горизонтальных нагрузок и
обеспечение центрального нагружения на датчике предусмотрена мембрана с пятой и
плунжером.
На рисунке 2.3 представлен общий вид
сталеразливочного стенда.
Для предохранения датчиков от перегрузки,
возникающей при установке ковша на подвеску, в балку встроены демпферы.
Демпферы работают по принципу пружинно-гидравлических амортизаторов. Под
действием нагрузки плунжер, опускаясь, перегоняет рабочую жидкость через
дроссель в бак. После снятия нагрузки пружина возвращает плунжер в исходное
положение. В комплект демпфера входят три типа дросселей, отличающихся
диаметром центрального отверстия. Диаметр и длина отверстия определяют время
опускания ковша, которое регулируется путем подбора соответствующего дросселя.
Траверса состоит из двух балок, соединенных
болтами, материал которых имеет повышенные механические свойства. В плоскости
стыка установлены призматические шпонки. Траверса устанавливается на опору с
помощью осей на подшипниках качения и совместно с рычагами образует Т-образное
коромысло, качательные движения которого обеспечивают подъем и опускание
сталеразливочного ковша на высоту 800 мм.
Вертикальность положения ковша обеспечивается
шарнирным четырехзвенником - параллелограммом, который образован траверсой,
подвеской и тягами. Опрокидывающий момент от веса сталеразливочного ковша и
подвески воспринимают тяги, постоянно работающие на растяжение.
Опора - сварная конструкция выполненная из двух
частей, соединенных аналогично соединению балок в траверзе. Опора
устанавливается на поворотной платформе и крепиться к ней болтами.
Горизонтальные инерционные нагрузки, действующие на опору, воспринимают упоры
поворотной платформы. На опоре расположены направляющие для катков верхнего
балансира тележки промежуточных ковшей, а также буферы, ограничивающие наклон
траверзы.
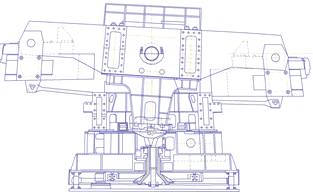
Рисунок 2.3 - Общий вид сталеразливочного стенда
Поворотная платформа служит основанием
поворотной части стенда,
выполнена сварно-литой и состоит из трех частей:
Рамы центральной и 2 рам соединенных аналогично балками траверзы.
На поворотной платформе смонтированы:
Гидроцилиндры механизма подъема, зубчатый венец механизма поворота,
подшипниковый узел центральной цапфы, верхний рельсовый круг, посредством
которого поворотная часть стенда опирается через роликовый на опорную раму,
закрепленную на фундаменте. Центрирование поворотной платформы обеспечивается
центральной цапфой посредством подшипника скольжения.
На поворотной платформе предусмотрены проемы для
замены роликов роликового круга. Поворотная платформа представлена на рисунке
2.4. Рама центральная представлена на рисунке 2.5. Рама представлена на рисунке
2.6.
Узел центральной цапфы обеспечивает
центрирование поворотной платформы относительно опорной рамы и создает
предварительное прижатие поворотной части стенда к роликовому кругу с целью
обеспечения более равномерного нагружения роликов. Прижатие осуществляется
зажимами, состоящими из трельчатых пружин, усилие от которых воспринимает
центральная цапфа, закрепленная на опорной раме.
Рама опорная выполнена в виде сварной круглой
плиты из двух частей, соединенных аналогично траверзе, воспринимает нагрузки от
поворотной части стенда и удерживает стенд от опрокидывания с помощью
фундаментальных болтов. На опорной раме располагается нижний рельсовый круг,
центральная цапфа и редукторы привода поворота стенда.
Подъем (опускание) ковшей происходит за счет
качательного движения траверзы, создаваемого попеременной работой двух пар
гидроцилиндров. Обе пары гидроцилиндров объединены скалками, выполняющими роль
зубчатых реек. Скалки работают в паре с эвольвентными зубьями, установленных на
рычаге. Подвод рабочей жидкости к гидроцилиндрам осуществляется через
гидравлический шарнир-вертлюг, встроенный в центральную цапфу.
Трубопроводы, соединяющие корпус вертлюга с
гидроцилиндрами, выполнены с витыми компенсаторами, что способствует уменьшению
их жесткости.
Управление стендом. Поворот стенда осуществляется
от двух электродвигателей через планетарно-конические редукторы и открытую
зубчатую передачу. В случае выхода из строя одного из приводов. Поворот стенда
может выполняться от одного электродвигателя.
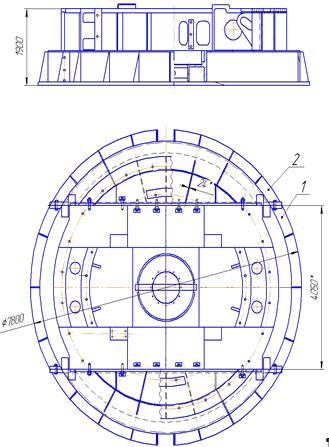
Рисунок 2.4 - Поворотная платформа: 1 - рама
центральная; 2 - рама.
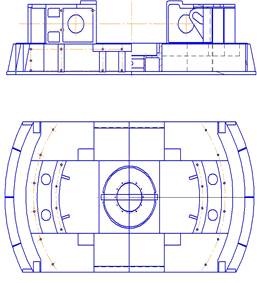
Рисунок 2.5 - Рама центральная
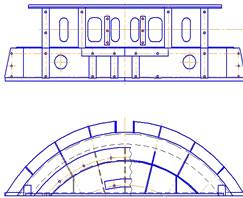
Рисунок 2.6 - Рама
Управление работой стенда предусмотрено: ручное
- поворот стенда с рабочего места разливщика (РМР) и поста управления; ручное и
полуавтоматическое - подъем с обеих РМР, причем полуавтоматическое управление
(ПУ) - при подъеме на полный ход, ручное - для остановок в промежуточных положениях.
На ПУ предусмотрено аварийное отключение привода поворота.
сталеразливочный стенд траверс зуб
2.3 Разработка приспособления траверса
Траверс - это приспособление подъёмного или
мостового крана, которое способствует захвату груза. Траверса представляет
собой сварную конструкцию, массой 3 т. Общий вид траверсы представлен на
рисунке 2.7.
Принцип действия: траверса прицепляется к двум
мостовым кранам грузоподъемностью 50 т и 10 т., увеличивая грузоподъемность до
57 т.
Рисунок 2.7 - Траверса: а - чертеж, б - 3D
модель.
Болт имеет 3 опасных сечения ⌀115,
⌀130,
⌀90.
Чертеж болтового соединения представлен на рисунке 2.8.
Расчет болтового соединения на срез производится
по формуле (2.1):
 МПа, (2.1)
МПа, (2.1)
где - расчетная
величина напряжения в срезе (МПа);- число болтов; - диаметр болтов (d=115 мм);
- расчетная
величина напряжения в срезе (МПа);- число болтов; - диаметр болтов (d=115 мм);
Р
- усилие затяжки.
Дано
в технических данных стенда Р = 2,4 МН,  - допускаемое напряжение лежит в
пределах от 150 до 300МПа.
- допускаемое напряжение лежит в
пределах от 150 до 300МПа.
Рисунок
2.8 - Болтовое соединение
.
⌀ 115 мм  28,89 МПа ≤
200 МПа
28,89 МПа ≤
200 МПа
.
⌀ 130 мм  22,61 МПа ≤
200МПа
22,61 МПа ≤
200МПа
.
⌀ 90 мм  47,18 МПа ≤
200 МПа
47,18 МПа ≤
200 МПа
Расчет
болтового соединения на смятие производится по формуле (2.2):
 МПа, (2.2)
МПа, (2.2)
где:
 - расчетное
напряжение смятия; - наименьшая толщина соединяемых частей;
- расчетное
напряжение смятия; - наименьшая толщина соединяемых частей;
 -
допускаемое напряжение (380…470 МПа).
-
допускаемое напряжение (380…470 МПа).
.
⌀ 115 мм  86,96 МПа ≤
380 МПа
86,96 МПа ≤
380 МПа
.
⌀ 130 мм  76,92 МПа ≤
380 МПа
76,92 МПа ≤
380 МПа
.
⌀ 90 мм  111,11 МПа ≤
380 МПа
111,11 МПа ≤
380 МПа
Расчет
болтового соединения на растяжение производится по формуле (2.3):
 МПа, (2.3)
МПа, (2.3)
где:
 - расчетное
напряжение растяжения;
- расчетное
напряжение растяжения;
 -
допускаемое напряжение растяжения.
-
допускаемое напряжение растяжения.
.
⌀ 115 мм  28,89 МПа ≤
170 МПа
28,89 МПа ≤
170 МПа
.
⌀ 130 мм  22,61 МПа ≤
170 МПа
22,61 МПа ≤
170 МПа
.
⌀ 90 мм  47,18 МПа ≤
170 МПа
47,18 МПа ≤
170 МПа
Вывод:
в результате расчета болтового соединения приспособления траверса было
установлено, что прочность болтового соединения обеспечена.
Имитационное
исследование траверсы
Объектом
исследования является траверса. Исследование проводим в системе
автоматизированного расчета и проектирования КОМПАС- 3D V13, AMP FEM:
Прочностной анализ.
КОМПАС-
3D V13, AMP FEM включает эффективные и надежные алгоритмы и программы расчета:
энергетических и кинематических параметров; прочности, жесткости и
устойчивости; выносливости; надежности и износостойкости; динамических
характеристик.
С
ее помощью можно выполнить расчеты и проектирование:
Соединений
деталей машин и элементов конструкций, включая комплексный расчет всех типов
резьбовых, сварных, заклепочных соединений и соединений деталей вращения.
Всех
типов зубчатых передач, а также червячных, ременных и цепных передач, и
выполнения чертежей элементов этих передач в автоматическом режиме.
Винтовых
передач.
Подшипников
качения всех известных типов и подшипников скольжения.
Валов
и осей.
Произвольных
балочных конструкций.
Плоских
ферменных и пространственных конструкций.
Напряженно-деформированного
состояния деталей методом конечных элементов
Трехмерных
рамных конструкций.
Упругих
элементов машин (пружин сжатия, растяжения и кручения, плоских пружины, а также
тарельчатых пружин и торс ионов).
Кулачковых
механизмов с автоматическим генератором чертежей.
Рычажных
механизмов произвольной структуры.
Приводов
вращательного движения произвольной структуры.
Планетарных
передач произвольного типа.
Оболочечных,
пластинчатых и стержневых конструкций произвольного вида (а также их
произвольных комбинаций) методом конечных элементов.
Каждый
модуль предоставляет пользователю интегрированную среду, которая включает:
специализированный графический редактор; полный цикл вычислений; разнообразные
средства представления результатов расчета; разветвленную систему подсказок.
В
процессе исследования будет проведен расчет траверсы.
Расчет
напряженного состояния траверсы
Результаты
расчета приводятся в окне нагрузки, где приведены нагрузки, в окне карта
результатов приведены результаты по нагрузкам, напряжениям, перемещениям,
коэффициент запаса прочности и текучести, также можно просмотреть эти показатели
на деформированной модели, эти показатели наглядно представлены на цветовой
диаграмме (рисунок 2.9 - 2.15).
Анализируя
полученные в результате расчета данные приходим к выводу, что разработка
эффективна, поскольку снижает коэффициенты запаса по текучести и по прочности.
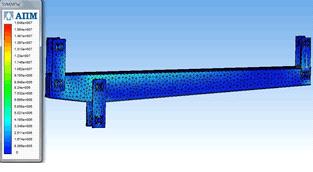
Рисунок 2.9 - Напряжения
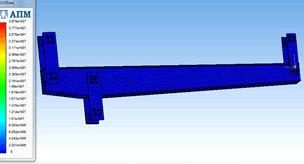
Рисунок 2.10 - Перемещения
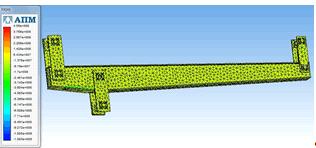
Рисунок 2.11 - Нагрузки
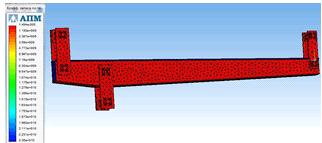
Рисунок 2.12 - Коэффициент запаса
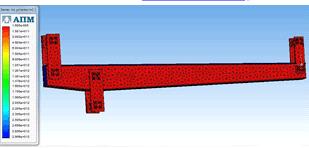
Рисунок 2.13 - Запас по усталости
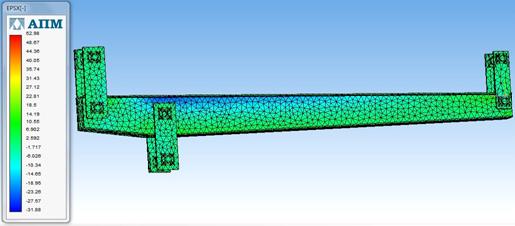
Рисунок 2.14 - Деформации
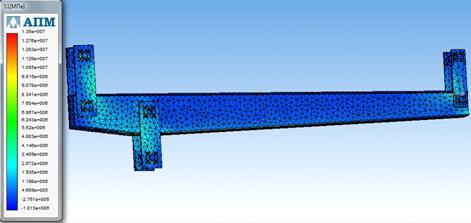
Рисунок 2.15 - Главные напряжения
. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
.1 Разработка и технология изготовления детали
типа «зуб»
Деталь «зуб» изготавливается из конструкционной
легированной стали 38Х2Н3М. (ответственные детали с высокими требованиями по
механическим свойствам при повышенных температурах.) Деталь состоит из
следующих элементов: 6 крепежных отверстий диаметром 100 мм, одно центральное
сквозное отверстие диаметром 120 мм и 2 фасками 20×45˚,
эвольвентный зуб шириной 500 мм, выполняется по 4 классу точности, шип 500 мм,
2 фаски 8×45˚,
выборка В=300, на профиле зуба имеются 2 скоса 60×30˚.
Выбор специализации участка
Специализация - это принцип организации
производства, предусматривающий ограничение разнообразия производственных
процессов путем их стандартизации, унификации технологических маршрутов и конструкций
изделий [2].
При изготовлении детали «зуб» используются
типовые технологические процессы, учитывающие: формы поверхностей;
технологические базы; точность и степень точности; тип производства.
В структура технологического процесса
изготовления детали «зуб» входит: горизонтально-расточная; фрезерная с ЧПУ;
слесарная.
Виды обработки детали: горизонтально-расточная,
сверлильная, фрезерная, термическая, слесарная.
Маршрут изготовления детали согласно таблице 3.1
включает следующие операции: горизонтально-расточная; горизонтально-расточная;
горизонтально-расточная; фрезерная с ЧПУ; слесарная; термическая; фрезерная;
слесарная; контрольная.
Таблица 3.1 - Маршрут обработки детали
|
Наименование
операции
|
Состав
переходов
|
Оборудование
|
|
1.
Горизонтально-расточная
|
1.
Фрезеровать плоскость основания как чисто для базы; 2. Фрезеровать с 2-х
сторон в р-р 820 (чертеж. р-р 810);
|
2А656Ф11
|
|
Переустановить
заготовку
|
|
2.
Горизонтально-расточная
|
1.
фрезеровать торцы по р-р 1600 предварительно в р-р 1610. Припуски распределить
равномерно;
|
2А637Ф1
|
|
3.
Горизонтально- расточная
|
1.
фрезеровать наклонные поверхности с огранкой с припуском 12…15мм на сторону;
2. фрезеровать плоскость В предварительно с припуском 5мм на сторону(500 в
р-р 510) 3. Сверлить, расточить отв. D120 окончательно, фаски20*45’ с учетом
припуска.
|
2А637Ф1
|
|
4.
Фрезерная ЧПУ
|
1.
Фрезеровать профиль зуба предварительно с припуском 10 мм на сторону.
|
SHW-US6
|
|
Переустановить
заготовку
|
|
5.
Слесарная
|
Зачистить
заусеницы Скруглить все кромки по R3…R5
|
стол
слесарный
|
|
6.Термическая
обработка
|
|
|
|
7.
Фрезерная ЧПУ
|
1.
Фрезеровать плоскость основания со съемом металла 5 мм. 2. Фрезеровать
плоскость В окончательно. 3. Фрезеровать шип 500к6 окончательно по нижнему
пределу допуска, 2 фаски 8*45˚ 4. Фрезеровать с 2-х сторон в р-р 810
окончательно.
|
SHW-US6
|
|
Переустановить
на плоскость В
|
|
5.
фрезеровать с 2-х сторон выборки В=300 в р-р 135, углы по R40. 6. фрезеровать
профиль зуба окончательно. 7. фрезеровать 2 скоса 60×30˚
|
SHW-US6
|
|
8.Контрольная
|
|
|
Проектирование участка на изготовление детали
типа «зуб».
Проектирование основного производства
механообрабатывающего участка состоит в решении следующих вопросов:
выбор формы специализации участка;
определение количества основного оборудования;
определение состава и количества производственных
рабочих;
предварительное определение производственной
площади.
Определение количества основного оборудования
участка. Состав основного оборудования механического участка устанавливается на
основе технологического процесса изготовления детали. Разработанные
технологические процессы представлены в таблице 3.2.
Таблица 3.2 - Технологический процесс
изготовления детали «зуб»
|
Номер
операции
|
Наименование
операции
|
Тип
и модель оборудования
|
Время,
мин
|
Режущий
инструмент
|
|
|
|
tо
|
tв
|
tпз
|
tшк
|
|
|
1
|
Горизонтально-расточная
|
станок
горизонтально-расточной модель 2А656Ф11
|
10,56
|
0,7
|
60
|
74,18
|
фреза
торцевая
|
|
2
|
Горизонтально-расточная
|
станок
горизонтально-расточной модель 2А637Ф1
|
17,84
|
0,7
|
60
|
83,36
|
фреза
торцевая
|
|
3
|
Горизонтально-расточная
|
станок
горизонтально-расточной модель 2А637Ф1
|
19,48
|
0,7
|
60
|
85,49
|
фреза
торцевая, резец токарный расточной для растачивания сквозных отверстий ГОСТ
18882-73
|
|
4
|
Фрезерная
ЧПУ
|
станок
SHW-US6
|
1,86
|
0,4
|
60
|
62,77
|
фреза
цилиндрическая ОСТ 2И41-15-87
|
|
7
|
Фрезерная
ЧПУ
|
станок
SHW-US6
|
21,36
|
0,4
|
60
|
87,64
|
фреза
торцевая, фреза концевая ГОСТ 28709-90 Ф80, фреза цилиндрическая
|
|
8
|
Контрольная
|
Контрольный
стол
|
|
|
|
|
|
Рассчитываем по формуле (3.1) общее количество
основного технологического оборудования участка:
 шт., (3.1)
шт., (3.1)
где Тпр = 100000 - заданная годовая
программа участка в нормо-час;
Фд = 40000 часов - действительный
годовой фонд времени работы единицы оборудования в часах (для двухсменного
режима работы).
Годовая программа основного участка
распределяется по операциям оборудование участка изготовления детали,
технологический процесс которой разработан. Для этого составляем расчетную
таблицу 3.2.
Распределение производится
пропорционально трудоемкости выполнения операций, то есть штучно -
калькуляционному времени, затрачиваемому на выполнение каждой операции.
Штучно - калькуляционное время,
суммированное по всем операциям:
 мин, (3.2)
мин, (3.2)
где Nпр - количество операций
технологического процесса.
Далее подсчитываем число нормо-часов
заданной годовой программы участка по формуле (3.3), приходящейся на одну
минуту суммарного штучно - калькуляционного времени:
 ч/мин, (3.3)
ч/мин, (3.3)
Таблица 3.2 - Распределение по операциям
оборудования участка изготовления детали «зуб»
|
Номер
операции
|
Наименование
операции
|
Тип
и модель оборудования
|
tо
мин
|
tв
мин
|
tпз
мин
|
tшк
мин
|
Т∑к
мин
|
δТпр
ч/мин
|
ΔТпр
ч
|
Фд
ч
|
Ср
|
|
1
|
Горизонтально-расточная
|
станок
горизонтально-расточной мод. 2А656Ф11
|
10,56
|
0,7
|
60
|
74,18
|
393,44
|
254,17
|
18854,33
|
4,71
|
|
2
|
Горизонтально-расточная
|
станок
горизонтально-расточной мод. 2А637Ф1
|
17,84
|
0,7
|
60
|
83,36
|
|
|
21187,61
|
4000
|
5,3
|
|
3
|
Горизонтально-расточная
|
станок
горизонтально-расточной мод. 2А637Ф1
|
19,48
|
0,7
|
60
|
85,49
|
|
|
21728,99
|
4000
|
5,43
|
|
4
|
Фрезерная
ЧПУ
|
станок
SHW-US6
|
1,86
|
0,4
|
60
|
62,77
|
|
|
15954,25
|
4000
|
3,99
|
|
7
|
Фрезерная
ЧПУ
|
станок
SHW-US6
|
21,36
|
0,4
|
60
|
87,64
|
|
|
22275,49
|
4000
|
5,57
|
|
Итого
|
100000
|
|
25
|
Затем для каждой операции технологического
процесса определяем часть годовой производственной программы по формуле (3.4),
приходящаяся на оборудование, выполняющее эту операцию:
 ч, (3.4)
ч, (3.4)
 ч.
ч.
 ч.
ч.
 ч.
ч.
 ч.
ч.
 ч.
ч.
Это действие является распределением
трудоемкости работ, которые должны быть произведены на участке в течение года,
между операциями пропорционально трудоемкости их выполнения в предположении,
что и другие детали, подлежащие изготовлению на участке, будут иметь такие же
операции и подобное соотношение трудоемкости.
По формуле (3.5) находим расчетное
количество оборудования (с точностью до сотых долей), необходимого для
выполнения каждой операции:
 шт., (3.5)
шт., (3.5)
 шт.
шт.
 шт.
шт.
 шт.
шт.
 шт.
шт.
 шт.
шт.
Для участка изготовления детали
составляем ведомость оборудования, таблица 3.3.
Таблица 3.3 - Ведомость оборудования
производственного участка
|
№
п/п
|
Тип
оборудования
|
Модель
|
Расчетное
количество оборудования
|
Принятое
количество оборудования
|
Коэффициент
загрузки
|
|
|
|
∑Ср
|
Спр
|
Кз
|
|
1
|
Горизонтально-расточная
|
станок
горизонтально-расточной мод. 2А656Ф11
|
4,71
|
5
|
0,94
|
|
2
|
Горизонтально-расточная
|
станок
горизонтально-расточной мод. 2А637Ф1
|
5,3
|
6
|
0,83
|
|
3
|
Горизонтально-расточная
|
станок
горизонтально-расточной мод. 2А637Ф1
|
5,43
|
6
|
0,91
|
|
4
|
Фрезерная
ЧПУ
|
станок
SHW-US6
|
3,99
|
4
|
0,99
|
|
7
|
Фрезерная
ЧПУ
|
станок
SHW-US6
|
5,57
|
6
|
0,93
|
|
ИТОГО
|
∑Ср.общ
|
∑Спр
|
0,93
средний Кз
|
Суммарные расчетные значения ∑Ср для
каждой модели округляются до большего целого - принятого количества Спр.
Коэффициент загрузки оборудования каждого вида
находим по формуле (3.6):
 (3.6)
(3.6)
После суммирования расчетного ∑Ср.общ
и принятого Спр количества оборудования по участку определяем по формуле (3.7)
средний коэффициент загрузки:
 (3.7)
(3.7)
Полученное значение принимаем как
средний коэффициент загрузки по цеху.
Пересчитываем общее количество
производственного оборудования участка.
Общее количество оборудования цеха,
полученное в п.1 пересчитываем с учетом среднего коэффициента загрузки. Ранее
расчет Спр.ц был выполнен исходя из 100 % загрузки оборудования. Зная
фактическую загрузку оборудования, его потребное количество можно
скорректировать согласно формуле (3.8):
 шт. (3.8)
шт. (3.8)
Определяем состав и количество
оборудования каждого типоразмера для другого участка, указанных в таблице 3.3.
Результаты заносим в сводную таблицу по образцу таблицы 3.4.
Таблица 3.4 - Ведомость производственного
оборудования участка изготовления детали «зуб»
|
№
п/п
|
Наименование
оборудования
|
Модель
|
Количество
оборудования
|
|
1
|
Горизонтально-расточная
|
2А656Ф11
|
6
|
|
2
|
Горизонтально-расточная
|
2А637Ф1
|
6
|
|
3
|
Горизонтально-расточная
|
2А637Ф1
|
6
|
|
4
|
Фрезерная
ЧПУ
|
SHW-US6
|
4
|
|
7
|
Фрезерная
ЧПУ
|
SHW-US6
|
5
|
|
Итого
|
27
|
Определение состава и количества
производственных рабочих участка изготовления детали типа «зуб».
Работниками основного производства являются
производственные рабочие, вспомогательные рабочие и руководители. Категорию
производственных составляют рабочие, выполняющие операции, связанные с
изменением состояния и (или) свойств материала деталей, а также заготовок и
полуфабрикатов, из которых они изготавливаются. В механических цехах к ним
относятся; операторы автоматизированных станков, в том числе станков с ЧПУ,
токари, фрезеровщики, сверловщики, долбежники, протяжчики, зубошлифовщики,
зуборезчики (рабочие на всех видах зуборезных станков), шлифовщики (рабочие на
плоско-, кругло-, внутри- и универсально-шлифовальных станках, в том числе с
автоматизированным управлением), резьбофрезеровщики и резьбошлифовщики,
полировщики, доводчики-притирщики, балансировщики, слесари, сборщики узловой и
общей сборки, мойщики (рабочие на моечных машинах).
Число производственных рабочих определяем для
каждого вида оборудования по формуле (3.9):
 чел., (3.9)
чел., (3.9)
где Тст.ч - суммарная станкоемкость изготовления
деталей на данном типе оборудования на участке (в цехе);
Фд.р. = 1830 ч. - действительный (эффективный)
годовой фонд времени рабочего;
Км - коэффициент многостаночного обслуживания,
т.е. среднее количество станков, обслуживаемых одним рабочим.
Коэффициент многостаночного обслуживания
принимается равным 1 для всех видов универсальных станков.
При детальных расчетах численность
производственных рабочих рассчитываем по принятому количеству единиц
оборудования согласно формуле (3.10):
 чел., (3.10)
чел., (3.10)
где Фд = 4000 ч. - действительный
годовой фонд времени работы единицы оборудования;
Спр - принятое количество единиц
оборудования данной модели;
Кз - коэффициент загрузки
оборудования. Принимаем расчетное значение для соответствующего типа
оборудования, а если его нет, то среднее значение по цеху.
 чел.
чел.
 чел.
чел.
 чел.
чел.
 чел.
чел.
 чел.
чел.
Рассчитанное число округляем до
ближайшего целого - принятого количества Rпр. Если округление производили в
меньшую сторону, то при выполнении экономических расчетов будем учитывать
совмещение профессий.
В условиях крупносерийного и
массового типов производств в составе производственных рабочих предусматривают
наладчиков автоматических линий и агрегатных станков. В среднесерийном
производстве наладчиков включают в категорию вспомогательных рабочих. В
условиях единичного и мелкосерийного производства использовать наладчиков на
универсальном оборудовании не рекомендуется.
Количество наладчиков определяем по
формуле (3.11):
 чел., (3.11)
чел., (3.11)
где ∑Спр - принятое количество
станков данной группы;
Нобсл - норма обслуживания станков
одним наладчиком. Нормы облуживания представлены в таблице 1 приложение 1.
 чел.
чел.
 чел.
чел.
 чел.
чел.
 чел.
чел.
 чел.
чел.
Предварительное определение
производственной площади участка.
На данном этапе рассчитываются
ориентировочные размеры производственной площади участка в целом по имеющимся
технико - экономическим показателям - удельным площадям, что необходимо для
дальнейшей разработки компоновочных планов и плана расположения оборудования, а
также определения размеров здания, в в котором будет размещаться участок.
Производственная площадь участка
рассчитывается по формуле (3.12):
 м2, (3.12)
м2, (3.12)
где Sуд.пр - площадь, приходящаяся
на единицу оборудования, м2. По справочным данным, удельная производственная
площадь с учетом проходов для среднего (менее 4000х2000) составляет 20 м2.
 м2
м2
Проектирование вспомогательного
производства механосборочного участка.
К инструментальной оснастке
механосборочного участка относят:
инструмент (рабочий, мерительный,
вспомогательный);
приспособления для механической
обработки, сборки, модели, штампы, пресс-формы и т.п.
Основными функциями системы
инструментального обеспечения участка являются:
определение потребности участка в
инструментальной оснастке;
хранение и подготовка оснастки к
работе;
обеспечение инструментальной
оснасткой рабочих мест;
текущий ремонт.
Система инструментального
обеспечения оформляется в виде бюро инструментального хозяйства (БИХ).
В состав БИХ входят:
инструментально - раздаточный склад
(ИРС);
заточное отделение;
мастерская по ремонту приспособлений
и инструментов (РЕМПРИ);
отделение сборки, настройки и
кодирования инструментальных блоков.
Планирование потребности участка в
инструментальной оснастке заключается в выявлении номенклатуры оснастки,
определении ее расхода при выполнении производственной программы необходимого
для бесперебойной работы подразделений.
Определение расхода режущего и
мерительного инструмента.
Порядок расчета инструментального
обеспечения участка следующий:
Определить машинное время работы
инструмента каждого типоразмера до полного его износа (в соответствии с
технологическим процессом) по формуле (3.13):
 ч., (3.13)
ч., (3.13)
где L - допустимая величина
стачивания рабочей части инструмента при переточке (приложение 1 таблица 2);-
средняя величина слоя, снимаемого с рабочей части инструмента при каждой
переточке;ст - стойкость инструмента (время машинной работы инструмента между
двумя его переточками).
 ч. (фреза торцевая)
ч. (фреза торцевая)
 ч. (фреза торцевая)
ч. (фреза торцевая)
 ч. (резец токарный)
ч. (резец токарный)
 ч. (фреза цилиндрическая)
ч. (фреза цилиндрическая)
 ч. (фреза торцевая)
ч. (фреза торцевая)
 ч. (фреза цилиндрическая)
ч. (фреза цилиндрическая)
Рассчитать расход режущего
инструмента и штампов.
В серийном производстве расход
режущего инструмента определенного типоразмера за год рассчитывается по формуле
(3.14):
 шт., (3.14)
шт., (3.14)
где N - годовая программа выпуска
деталей определенного типоразмера, шт.;м - машинное время работы данного
инструмента при обработке данной детали, мин;
При практических расчетах расхода
инструмента данного типоразмера вместо выражения N · tм можно использовать
значение ΔТпр из
таблицы 3.2 для каждой операции.изн - машинное время работы данного инструмента
до полного его износа, час;у - коэффициент случайной убыли инструмента
(приложение 1 таблица 2).
 шт.
шт.
 шт.
шт.
 шт.
шт.
 шт.
шт.
 шт.
шт.
 шт.
шт.
 шт.
шт.
Установить норму износа
измерительного.
Норма износа измерительного
инструмента m0 может быть определена по формуле (3.15):
 , (3.15)
, (3.15)
где dизн - величина допустимого
износа в мкм (см. приложение 1 таблица 3);ст - норматив стойкости
измерительного инструмента (число промеров на 1 мкм износа инструмента);р -
коэффициент ремонта (равен числу восстановительных ремонтов.
Рассчитать расход измерительного
инструмента.
Расход мерительного инструмента
определяется по формуле (3.16):
 шт., (3.16)
шт., (3.16)
где NВ - число деталей, подлежащих
промерам (программа на планируемый период), шт.; если годовая программа в шт.
точно не определена, то при расчетах студент задает условное число деталей,
подлежащих промерам в количестве 100000 ÷ 150000 шт.;- количество
измерений на одну деталь;- коэффициент выборочности контроля;- количество
измерений до полного износа измерительного инструмента (норма износа);у -
коэффициент случайной убыли мерительного инструмента.
 шт.
шт.
 шт.
шт.
 шт.
шт.
 шт.
шт.
 шт.
шт.
 шт.
шт.
шт.
Результаты расчета среднегодового
расхода инструмента представлены в таблице 3.5.
Таблица 3.5 - Ведомость расхода
инструмента
|
№
|
Операция
|
Инструмент
|
Вид
инструмента
|
Расход,
шт.
|
|
1
|
Горизонтально-расточная
|
Режущий
|
фреза
торцевая
|
250
|
|
|
Мерительный
|
прочий
|
4
|
|
2
|
Горизонтально-расточная
|
Режущий
|
фреза
торцевая
|
281
|
|
|
Мерительный
|
прочий
|
4
|
|
3
|
Горизонтально-расточная
|
Режущий
|
фреза
торцевая
|
288
|
|
|
Мерительный
|
прочий
|
4
|
|
|
Режущий
|
резец
токарный расточной
|
1558
|
|
|
Мерительный
|
гладкие
кольца и пробки
|
3
|
|
4
|
Фрезерная
ЧПУ
|
Режущий
|
фреза
цилиндрическая
|
1152
|
|
|
Мерительный
|
прочий
|
4
|
|
7
|
Фрезерная
ЧПУ
|
Режущий
|
фреза
торцевая
|
295
|
|
|
Мерительный
|
прочий
|
4
|
|
|
Режущий
|
фреза
цилиндрическая
|
1608
|
|
|
Мерительный
|
прочий
|
4
|
|
|
|
|
|
|
Инструментально - раздаточный склад (ИРС)
предназначен для хранения и учета оснастки, сбора и передачи в центральный
инструментальный склад завода изношенной оснастки, сбора и передачи в ремонт и
заточку режущего инструмента, выдачи оснастки на рабочие места и обеспечения ее
возврата в ИРС. Также этот склад осуществляет хранение и выдачу
сопроводительной и учетной документации к оснастке. Общая площадь ИРС механического
участка подсчитывается путем суммирования площадей согласно формуле (3.17):
 м2 (3.17)
м2 (3.17)
где SИН - площадь для складирования
режущего и вспомогательного инструмента, м2;ОСН - площадь для складирования
инструментальной оснастки, м2; АБР - площадь для складирования шлифовальных и
полировальных кругов, м2УСП - площадь для складирования универсальных
приспособлений, м2 (должна быть не менее 20 м2).
 м2
м2
Все составляющие площади ИРС определяются
исходя из количества производственного оборудования по нормативам, приведенным
в таблице 5 приложение 1.
Заточное отделение предназначено для
централизованной заточки и текущего (мелкого) ремонта режущих инструментов. При
расчете количества оборудования в заточном отделении из общего числа
металлорежущих станков участка должны исключаться станки, работающие абразивом.
Расчет ведут отдельно для специальных заточных станков и заточных станков
общего назначения.
Количество универсальных заточных
станков в отделении принимается равным 4% от числа токарных, фрезерных,
сверлильных и прочих станков, не требующих специальной заточки:
,04  27 = 1,08 = 2 заточных станка
27 = 1,08 = 2 заточных станка
Общая площадь заточного отделения
определяется по удельной площади, принимаемой в размере 8 ÷ 10 м2 на
один заточной станок (универсальный или специальный): 210 = 20 м2
Организация ремонтного обслуживания
участка. Наиболее распространенной системой организации ремонта и технического
обслуживания оборудования на предприятии является система
планово-предупредительного ремонта (ППР).
Система ППР оборудования
представляет собой совокупность организационно-технических мероприятий по
уходу, надзору, обслуживанию и ремонту оборудования. Она включает следующие
виды работ: ежедневный уход за оборудованием, межремонтное обслуживание,
плановые периодические осмотры, текущий и капитальный ремонт.
Системой ППР предусмотрены структуры
и продолжительности ремонтных циклов, продолжительности межремонтных и
межосмотровых периодов; категории сложности ремонта и нормы трудоёмкости
ремонтных работ; нормы расхода материалов, запасных частей, смазочных и
обтирочных работ; продолжительность ремонта.
Ремонтный цикл - это период работы
оборудования с момента сдачи его в эксплуатацию до первого капитального ремонта
или период работы оборудования между двумя последовательными капитальными
ремонтами. Структурой ремонтного цикла называется порядок расположения,
чередования и количество осмотров, проверок и ремонтов.
Например, структура ремонтного цикла
между двумя капитальными ремонтами (КР) для металлорежущих станков массой до 10
т состоит из 5 осмотров (О) и 4 текущих ремонтов(ТР):
КР-О-ТР-О-ТР-О-ТР-О-ТР-О-КР.
Межремонтный период - это период
работы оборудования между двумя плановыми ремонтами.
Межосмотровый период - это период
работы оборудования между очередным осмотром и текущим ремонтом или очередным
капитальным ремонтом. Структура межремонтного цикла некоторых видов
технологического оборудования приведена в таблице 6 приложение 1.
Порядок расчета ремонтного
обслуживания основного технологического оборудования участка следующий:
Определить среднюю ремонтную
сложность оборудования механического участка используя данные таблицы 3.6;
Определить приведенное количество
ремонтных единиц Nпр по формуле:
 шт., (3.18)
шт., (3.18)
где Ni - количество единиц
оборудования i -го вида;
Таблица 3.6 - Средняя категория
сложности ремонта металлорежущих станков
|
№
|
Оборудование
|
Средняя
категория сложности ремонта
|
|
1
|
Токарные
станки с ЧПУ
|
13
|
|
2
|
Токарно
- револьверные станки
|
10
|
|
3
|
Токарно
- карусельные станки
|
24
|
|
4
|
Токарные
автоматы
|
18
|
|
5
|
Сверлильные
станки
|
8
|
|
6
|
Фрезерные
станки
|
10
|
|
7
|
Расточные
станки
|
12
|
|
8
|
Плоскошлифовальные
станки
|
10
|
|
9
|
Круглошлифовальные
станки
|
10
|
|
10
|
Внутришлифовальные
станки
|
9
|
Протяжные
|
12
|
|
12
|
Прочие
|
13
|
Определить продолжительность ремонтного цикла,
длительность ремонтного цикла в календарном времени, длительность межремонтного
периода и периодичность межосмотрового обслуживания:
Ремонтный цикл для металлорежущих станков:
 ч =
ч =
= лет (3.19)
лет (3.19)
где 16800 - нормативный ремонтный
цикл, час;
βом, βпи, βТО, βв, βд, βкм -
коэффициенты, учитывающие вид обрабатываемого материала, применяемого
инструмента, обеспечиваемый оборудованием квалитет точности, возраст,
долговечность, категорию массы.
Например, βом -
учитывает род обрабатываемого материала. Для металлорежущих станков нормальной
точности:
при обработке стали βом =1,0;
алюминиевых сплавов - 0,75;
чугуна и бронзы - 0,8.
βпи учитывает условия
эксплуатации оборудования:
для металлорежущих станков в
нормальных условиях механического цеха при работе металлическим инструментом -
1,1;
для станков, работающих абразивным
инструментов без охлаждения - 0,7;
βкм. Учитывает особенности
весовой характеристики станков:
для легких и средних металлорежущих
станков - 1,0;
для крупных и тяжелых - 1,35;
для особо тяжелых и уникальных -
1,7.
Межремонтный период Тмр и
периодичность технического обслуживания ТТО определяется по формулам (3.20) и
(3.21):
 ч
ч  год (3.20)
год (3.20)
 ч = 0,5 года = 6 мес. (3.21)
ч = 0,5 года = 6 мес. (3.21)
где dт и dТО - число текущих
ремонтов и технических обслуживаний.
Определить необходимые объемы
ремонтных работ для каждой единицы технологического оборудования механического
участка, используя данные таблицы 7 приложения 1.
Средний годовой объем ремонтных
работ по видам (слесарные, станочные, сварочные, покрасочные) по ремонту и
межремонтному обслуживанию можно по формуле (3.22):
Для горизонтально расточных станков:

=5580,9 нормо час, (3.22)
час, (3.22)
где qk, qT, qo - трудоемкость
соответственно капитального, текущего ремонта и осмотров на одну ремонтную
единицу, н-ч; , nT, no - число соответственно капитальных, текущих ремонтов и
осмотров;
Трц - продолжительность ремонтного
цикла, лет; - категория сложности ремонта i-го технологического оборудования.
Для фрезерных станков с ЧПУ  = 2385
нормочас.
= 2385
нормочас.
По результатам расчетов составляем
ведомость технологического оборудования цеха, подлежащего обслуживанию и
ремонту, таблица 3.7.
Определение состава и количества
оборудования ЦРБ и численности ремонтного персонала. Основное оборудование ЦРБ
- универсальные станки для обработки резанием. Часто, на участках изготовления
запасных частей применяются станки с ЧПУ.
Таблица 3.7 - Ведомость технологического
оборудования участка, подлежащего обслуживанию и ремонту
|
Оборудование
|
Количество
|
Средняя
категория сложности
|
Приведенное
количество ремонтных единиц
|
Структура
межремонтного цикла
|
Продолжительность
межремонтного цикла, лет
|
Длительность
межремонтного периода, месяцев
|
Периодичность
межосмотрового обслуживания, месяцев
|
Среднегодовой
объем ремонтных работ, час
|
|
|
|
|
|
|
|
|
слесарных
|
станочных
|
прочих
|
|
станок
1
|
18
|
12
|
306
|
КР-О-ТР-О-ТР-О-ТР-О-ТР-О-КР
|
5
|
1
|
6
|
5580,9
|
|
|
станок
2
|
12
|
12
|
306
|
КР-О-ТР-О-ТР-О-ТР-О-ТР-О-КР
|
5
|
1
|
6
|
2385
|
|
|
Итого
|
|
|
|
|
|
|
|
7965,9
|
|
Комплект оборудования должен обеспечивать
возможность изготовления или восстановления деталей ремонтируемого
оборудования. Для этого в состав ЦРБ включаются токарные и револьверные станки,
составляющие до 50% оборудования ЦРБ, а также сверлильные, фрезерные,
зубообрабатывающие, продольно - строгальные и разнообразные шлифовальные
станки.
Количество станков ЦРБ (СЦРБ) принимается в
пределах 2 ÷ 4 % от числа
обслуживаемых станков.
К работникам ЦРБ относятся станочники, слесари,
электрослесари и наладчики электронных систем. Количество работающих определяется
отдельно по каждой профессии.
Количество станочников и слесарей определяется
как:
 чел., (3.23)
чел., (3.23)
где Qраб - средний годовой объем
станочных, слесарных и прочих работ, час;в - коэффициент выполнения норм (1,1 ÷ 1,2).
Компоновочный план участка. План
производственного участка части здания образуется ячейками, представляющими
собой прямоугольники, стороны которых кратны ширине пролёта и размера шага
колонн.
Все отделения цеха располагаются по
направлению общего производственного потока. Цеховой склад металлов и
материалов при серийном производстве располагаются вместе с заготовительным
отделением в начале цеха. Вдоль склада или складских площадок поперек пролётов
устраивается поперечный проезд. Далее располагается станочное отделение. В
конце линии или станочного отделения также устраиваются поперечный проезд.
Инструментальный участок и участок термической обработки располагаются в
стороне от потока.
. БЕЗОПАСНОСТЬ И ЭКОЛОГИЧНОСТЬ
ПРОЕКТА
.1Анализ условий труда при работе на
стенде непрерывной разливки стали
Весь обслуживающий персонал,
работающий на машине непрерывного литья заготовок, должен соблюдать требования
«Правил техники безопасности в сталеплавильном производстве», а также
действующей инструкции по технике безопасности для разливщиков и операторов
МНЛЗ данного предприятия (цеха) [24].
При передвижении по цеху
обслуживающему персоналу необходимо пользоваться предназначенными для этого
пешеходными проходами, переходами, галереями. Все запасные выходы должны быть
свободными и иметь опознавательные надписи.
МНЛЗ должна эксплуатироваться в
соответствии с требованиями всех стандартов и норм, действующих на момент
использования машины, а также с соблюдением всех требований в отношении защиты
здоровья, окружающей среды и мероприятий, обеспечивающих безопасность. Все МНЛЗ
оборудуются громкоговорящей и телефонной связью, сигнализацией и при
необходимости телевизионными устройствами для наблюдения за работой отдельных
агрегатов. На пульте управления МНЛЗ необходимо иметь набор принадлежностей для
оказания скорой медицинской помощи, содержание набора необходимо периодически
осматривать и пополнять.
Проведение опытных работ на
технологическом оборудовании допускается только при наличии разработанной и
утверждённой ответственным лицом предприятия временной инструкции, в которой
должны быть предусмотрены меры, обеспечивающие необходимый уровень
безопасности.
Все производственные процессы на
МНЛЗ, начиная с разливки металла и заканчивая выдачей заготовок на стеллажи,
должны быть механизированы и по возможности автоматизированы. Однако в
конструкции МНЛЗ обязательно предусматривается возможность и ручного
(аварийного) управления работой всех механизмов.
Большую часть технологических
операций по разливке стали обслуживающий персонал выполняет непосредственно с
расплавленным металлом и шлаком. Неправильное выполнение этих операций может
вызвать взрывы, всплески, выбросы металла, приводящие к ожогам и травмам.
Особенно опасным является соприкосновение жидкого металла с влажными пористыми
материалами. Поэтому от рабочих и инженерно-технических работников требуется
тщательное выполнение правил техники безопасности, особенно при транспортировке
наполненных металлом ковшей от сталеплавильного агрегата к МНЛЗ. Трасса на пути
перемещения ковша должна быть свободна от посторонних объектов, а
транспортировка сопровождается постоянным звуковым сигналом. Целесообразно зону
перемещения ограждать предупредительными знаками [8].
Зона вторичного охлаждения обычно
выделяется в отдельное помещение, имеющее теплоизолирующие стены и вытяжную
вентиляцию. При этом двери, ведущие в помещение, во время литья металла должны
быть закрыты на замок, а для обслуживания ЗВО устраиваются площадки и лестницы.
Технологическое оборудование, расположенное ниже ЗВО до тянущих механизмов
включительно, размещается в помещении с огнестойкими стенами и доступ в него
обслуживающего персонала во время разливки металла запрещается.
В системе охлаждения кристаллизатора
и зоны вторичного охлаждения предусматривается аварийное водоснабжение для
случая отключения основной системы подачи воды. Резервный запас воды должен
обеспечивать разливку всей стали, находящейся в сталеразливочном ковше. При
прекращении или уменьшении подачи воды в кристаллизатор и в ЗВО на пост
управления МНЛЗ должны автоматически подаваться звуковые и световые сигналы и
разливка стали немедленно прекращается. Наличие влаги (или подтеканий воды) во
внутренней полости кристаллизатора не допускается, а начинать разливку стали до
подачи воды в систему охлаждения кристаллизатора и в ЗВО категорически
запрещается.
При эксплуатации стенда (установки)
непрерывной разливки стали возникает большое количество вредных и опасных
факторов, таких как метеорологические условия производственной среды,
санитарно-гигиенические условия, возможность травматизма, освещение,
психологические и другие факторы.
К опасным и вредным факторам
относят: повышенная температура; запыленность; высокий уровень шума; повышенная
влажность воздуха; движущиеся части агрегатов; опасный уровень напряжения в
питающей сети; выделение отработанных газов (с возможностью образования
взрывоопасной смеси); применение горючих жидкостей в технологии.
Теплоизлучение. Основным источником
теплоизлучения на МНЛЗ являются сталеразливочное оборудование, жидкая сталь и
литая заготовка. В связи с тем, что температура поверхностей рабочего
оборудования и ограждений, находящихся в непосредственном контакте с
работающим, не должна превышать 45оС, для охлаждения поверхности роликов
предусмотрена подача воды. Кроме того, на рабочих местах, находящихся в
непосредственной близости от сталеразливочного оборудования, жидкой стали и
литой заготовки установлены экраны в виде стальных листов, вентиляторы.
Запыленность. При процессе
непрерывной разливки на поверхности нагретых материалов образуется окалина,
которая разрушается и поднимается в пространство. Наибольшую опасность
представляет пыль, частицы которой имеют размер 5 мкм и менее. Пыль, попадая в
легкие, вызывает затруднение дыхания, а как следствие нарушение снабжения организма
кислородом. При длительном воздействии пыль может вызвать различные
заболевания, а при попадании в глаза может вызвать частичное или полное потерю
зрения.
Шум. Любой технологический процесс
сопровождается появлением шума, уровень звукового давления которого превышает
предельно-допустимый. Основным источником шума являются роликовые секции,
транспортные рольганги, электромостовые краны.
Влажность. Повышенная влажность
образуется в результате испарения воды с поверхности роликов и литой заготовки.
Недостаточная освещенность рабочей
зоны вызывает преждевременное утомление, притупляет внимание работающего,
снижает производительность труда, ухудшает качественные показатели, зрение.
К опасным физическим факторам
относятся:
Вращающиеся части оборудования и инструмента;
Падающие заготовки металла;
Отлетающая стружка, осколки
обрабатываемых деталей и инструмента;
Повышенное значение напряжения в
электрической цепи;
Повышенная температура поверхностей
оборудования и инструмента.
Химические опасные и вредные производственные
факторы по характеру действия на организм подразделяются на общетоксические,
раздражающие, сенсибилизирующие (вызывают аллергию), канцерогенные (вызывают
развитие опухолей), мутагенные (действующие на половые клетки организма).
К психофизиологическим опасным и
вредным производственным факторам относятся физические перегрузки (статические
и динамические) и нервно-психические перегрузки (умственное перенапряжение
анализаторов зрения, слуха и др.). Плохое самочувствие при длительной работе на
установке большей частью связано с неудовлетворительной организацией рабочего
места и неудобной рабочей позой. Неудобная поза вызывает утомляемость различных
групп мышц, нарушение в кровеносной и дыхательной системах.
Воздействие опасных производственных
факторов вызывает травмы, а вредных факторов - профессиональные заболевания
(если они превышают предельно-допустимые значения). Для предотвращения всех
выше перечисленных негативных явлений, необходимо разработать меры по
обеспечению безопасных и здоровых условий труда.
.2 Меры по обеспечению безопасных и
здоровых условий труда
Электросталеплавильный цех ПАО
«Северсталь» представляет собой помещение длиной 430 м, шириной 215 м, высотой
60 м, площадь цеха 5547 км2, в цехе предусмотрено искусственное освещение и
вентиляция. Технологический процесс считается особо грязным, поддержание
оптимального микроклимата в помещении невозможно. В цехе повышенный уровень
шума, вибраций, пыли. В холодный период года в помещении цеха наблюдаются
значительные перепады температур. При работающем оборудовании температура
вблизи установок достигает +500С, при отдалении - температура значительно
понижается до +100С. В теплый период года: сильный перепад температур
отсутствует. Рабочим предусмотрены специальные защитная спецодежда для высоких
температур, обувь, индивидуальные средства защиты глаз и рук.
Удаление загрязнённого и подача
свежего воздуха в помещения осуществляется под действием естественных сил
(естественная вентиляция) или с помощью специальных механических побудителей
движения воздуха - вентиляторов (механическая вентиляция).
Предусмотрена система
противопожарной безопасности, включающая в себя: применение средств
пожаротушения; применение конструкции объектов с регламентированными пределами
огнестойкости и горючестью; эвакуацией людей; применение средств пожарной
сигнализации и средств извещения о пожаре. Применяемые на производстве средства
пожаротушения максимально ограничивают размеры пожара и обеспечивать его
быстрое тушение. Предусмотрено применение порошковых огнетушителей, относящиеся
к числу средств пожаротушения, которые могут быть эффективно использованы в
начальной стадии пожара. В коридоре здания имеется пожарный кран с рукавом для
тушения с помощью воды.
В целях санитарно-бытового
обслуживания работников на предприятии предусмотрены гардеробные, умывальные,
туалеты, душевые, столовые, комнаты приема пищи, так же работники регулярно
проходят медицинские обследования, при необходимости направляются в
оздоровительные учреждения, санатории.
В связи с тем, что работа человека
на машиностроительном предприятии связана с продолжительной умственной,
физической нагрузками, то предусмотрена система организации режима труда и
отдыха. Рациональный режим способствует поддержанию высокой работоспособности
трудящегося.
Для защиты от опасных и вредных
производственных факторов применяют индивидуальные и коллективные средства
защиты. К индивидуальным средствам защиты относится спецодежда - х/б рубашки и
комбинезоны синего цвета, костюмы для защиты от повышенных температур, каски,
специальная обувь, средства защиты глаз, лица, рук, органов дыхания, слуха,
средства защиты от падения с высоты и другие предохранительные средства. К
средствам коллективной защиты при проектировании, на производстве, относятся
сигнализаторы об опасности; специальные средства безопасности, ограждения,
установленные в цехе.
Выполнение всех вышеперечисленных
рекомендаций и требований способствует сохранению здоровья и работоспособности
трудового персонала. При этом необходимо осуществлять систематический контроль
за состоянием производственных факторов.
Расчет вентиляции
В связи с жесткими требованиями по
экологии зачастую требуется устанавливать на вытяжке систему фильтрации
воздуха. Очистка воздуха от пыли осуществляется в следующих пылеуловителях:
пылеосадительные камеры (улавливают крупную пыль), циклоны (используется
принцип инерции), тканевые и волокнистые фильтры (ячейковые, самоочищающиеся,
рулонные, рукавные, сетчатые фильтры), электрические.
Источниками загрязнения является
печь-ковши и ковши, из которых происходит непосредственна разливка стали. Над
каждым установим зонт на высоте 2 метров от источника. Промышленная вентиляция
горячих цехов решает две главные задачи - справится с жаром, который поступает
в помещение, а также справится с пылевыделениями.
Расчет местных отсосов и подбор
зонта.
Исходными данными являются размеры
источника загрязнения, тип пыли и высота на которой установлен зонт: D = 5 м -
эквивалентный по площади диаметр источника загрязнения; L = 2 м - высота, на
которой расположен зонт от источника загрязнения. Тип пыли: стружка
металлическая.
Находим осевую скорость в
конвективном потоке:
 м/с, (4.1)
м/с, (4.1)
где VL - осевая скорость в
конвективном потоке на уровне всасывания, м/с;- конвективная теплоотдача
источника, Вт;
Находим конвективную теплоотдачу
источника:
 кВт, (4.2)
кВт, (4.2)
где, tn = 500oC, tв = 40oC
температура нагретой поверхности и воздуха в помещении,˚C;= 19,63 м2 -
площадь нагретой поверхности источника, м2;- коэффициент зависящий от
температуры поверхности ( n=1,35);
 кВт
кВт
 м/с
м/с
Использование вытяжных зонтов
целесообразно при значении комплекса:
 , (4.3)
, (4.3)
где Vв=1 м/с - нормируемая скорость
воздуха в помещении.

,4 ≥ 0,35
Использование вытяжных зонтов
целесообразно.
По формуле (4.4) находим ∆:
 (4.4)
(4.4)
Тогда размеры вытяжного зонта
согласно формуле (4.5):
= D + 2∆ , м (4.5)= 5 + 2·0,81
= 6,62 м
Для достижения лучшего всасывания по всей
площади делается уступ:
 м (4.6)
м (4.6)
 м
м
 м (4.7)
м (4.7)
 м
м
Подбираем зонт с размерами D1 =
5,3м; h = 0,86м; d = 6,62м.
Основные параметры зонта показаны на
рисунке 4.1.
В результате расчета подобрали зонт
с вентиляторов TSK 300A с характеристиками n=1700 об/мин и N=44 Вт и фильтр FKS
100, определили схему расположения местной вентиляции. На рисунке 4.2 показана
схема расположения местной вентиляции.
Также обязательно должно
учитывается, что все воздуховоды должны быть максимально короткими и должны
быть проложены по кратчайшему расстоянию. Системе не должна иметь
горизонтальных участков - все воздуховоды вертикальные или под углом 45-60о к
горизонту. Одна аспирационная система должна обслуживать от одного до шести
местных отсосов. Аспирационные воздуховоды выполняются из стали толщиной 0,7 мм
для диаметров до 200 мм и из стали 1 мм для больших воздуховодов. Для сильно
абразивных делают отводы из стали 1.5-2 мм.
Рисунок 4.1 - Вытяжной зонт
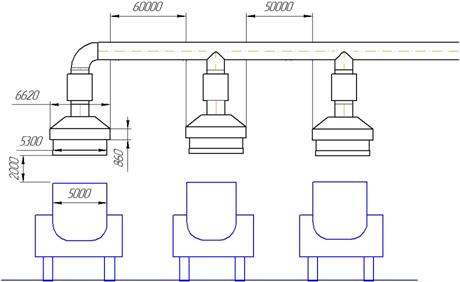
Рисунок 4.2 - Схема расположения
местной вентиляции:
- ковш диаметром 5 м; 2 - зонт; 3 -
фильтр; 4 - воздуховод.
.4 Меры по обеспечению устойчивости
работ объекта в условиях ЧС
На устойчивость работы комбината ПАО
«Северсталь» влияет район расположения, планировка и застройка территории
объекта, системы электроснабжения, производственные связи объекта (завода),
система управления, подготовленность объекта к восстановлению. При эксплуатации
линии на заводе могут возникнуть следующие чрезвычайные ситуации: пожар,
обрушение конструкции здания, аварии связанные с выходом из строя оборудования,
аварии, связанные с нарушениями в системе энергообеспечения [20].
К основными причинами возникновения
чрезвычайных ситуаций относят: внутренние показатели (недостаточная
квалификация персонала, физический и моральный износ оборудования и конструкции
здания, низкая трудовая и технологическая дисциплина), внешние показатели
(неожиданное прекращение работы ТЭЦ).
Для профилактики ЧС один раз в полгода
комиссия под представительством главного инженера цеха, производит техническое
обследование технологического оборудования участка, пожарной безопасности,
выполнения графиков технического обслуживания и ремонта оборудования. Один раз
в год цеховой комиссией проводится прием экзаменов по правилам пожарной
безопасности, на знание правил технической эксплуатации объектов, планов по
ликвидации и локализации аварийных ситуаций. Разрабатывается и утверждается
график планового ремонта оборудования на производственных объектах. При
возникновении аварийной ситуации на участке создается штаб по ее локализации и
ликвидации. В состав штаба входят представители производства, службы охраны
окружающей среды и охраны труда. Общее руководство штаба осуществляет комиссия
производства.
Для обеспечения пожарной
безопасности участков сборки и производства используют: систему предотвращения
пожара, систему пожарной защиты, а также организационно-технические
мероприятия. Система предотвращения пожара предусматривает повышение огнестойкости
здания путём облицовывания, оштукатуривания либо покраски металлических
конструкций, установку противопожарных дверей.
Для обеспечения безопасности
персонала при возникновении пожара предусматриваются эвакуационные выходы. При
этом на видных и доступных местах вывешивается план эвакуации.
Система противопожарной защиты
предусматривает: применение установок пожаротушения, тепловых извещателей,
установку пожарных рукавов и других средств противопожарной защиты.
Организационно-технические мероприятия
предусматривают: создание пожарно-технической комиссии, а также прохождение
рабочими и служащими противопожарной подготовки.
Меры по обеспечению безопасности
персонала при условии обрушения здания предусматривают: мероприятия по
предотвращению обрушений, наличие эвакуационных выходов, а также проведение
организационно-технических мероприятий.
Организационно-технические
мероприятия включают: назначение ответственных лиц за сохранность зданий,
наличие у здания технического паспорта и технического журнала, в котором
ведётся учёт всех видов работ.
Действия персонала в условиях ЧС
регламентируются письменной инструкцией. Наиболее полное и организованное
выполнение мероприятий гражданской обороны на объекте достигается
заблаговременной разработкой плана мероприятий, которые необходимо провести при
возникновении чрезвычайной ситуации. План гражданской обороны объекта
представляет собой заранее разработанный перечень мероприятий по защите
служащих, повышению устойчивости работы объекта в условиях чрезвычайной ситуации.
В нем определяются объем, организация и порядок осуществления мероприятий по
приведению объекта в готовность к выполнению возложенных на нее задач в
условиях чрезвычайной ситуации. При работе на установке непрерывной разливке
стали нужно учитывать особенности эксплуатации стенда, которые прописаны в
«техническое описание и инструкция по эксплуатации»: сталеразливочные ковши
устанавливаются только в исходной позиции стенда, не допускается одновременная
работа механизма поворота и подъема (опускания).
Для правильной работы
сталеразливочного стенда необходимо осуществлять следующие действия:
Проводить визуальный контроль
силовых сварных швов подвесок, траверзы, секций опор и рычагов. Трещины в
сварных швах и околошовной зоне не допускаются. Периодичность проверки - 80-100
плавок и после аварийных ситуаций.
Проверять постукиванием затяжку
болтовых соединений опоры и крепления опоры к поворотной платформе. При
необходимости выполнить дополнительную затяжку. Периодичность - 100 плавок.
Проверять состояние рабочих
поверхностей зубьев открытой передачи привода поворота, роликов роликового
круга, рельсов рельсовых кругов, зубьев рычагов механизма качания траверзы.
Задиры и выкрашивания не допускаются. Периодичность при профилактических
ремонтах.
Контролировать состояние тарельчатых
пружин зажимов центральной цапфы. Допускается поломка не более 2 - х штук на
пакет. Количество пакетов со сломанными пружинами должно быть не более 4 шт.
Периодичность - 1 раз в месяц.
Контролировать ускорение центра масс
ковша при пуске и торможении привода поворота. Периодичность - 1 раз в месяц.
Проверять работу демпфера и время
срабатывания. Периодичность - 80…100 плавок.
Проверять надежность срабатывания
командоаппаратов привода поворота для крайних положений каждой из сторон траверзы.
Периодичность - 100 плавок.
Проверять соединения и уплотнения
гидравлической системы механизма подъема (опускания). Периодичность - 25
плавок.
Возникновение аварийных ситуаций и
неполадок в процессе разливки стали на МНЛЗ может быть обусловлено неисправностью
и выходом из строя элементов технологического оборудования, отклонениями от
нормальных технологических параметров в ходе процесса непрерывного литья,
нарушениями в подготовке металла к разливке, использованием некачественных
материалов, ошибками в работе персонала и т.д.
Обеспечение заданных
технико-экономических параметров разливки стали на МНЛЗ и высокого качества
получаемых слитков в значительной степени зависит от строгого выполнения
действующих на предприятии технологических инструкций, что в свою очередь
способствует недопущению и предупреждению различного рода аварий и неполадок,
способных привести не только к значительным потерям металла, но и
дорогостоящего технологического оборудования.
Тем не менее, даже при высоком
уровне технологической и трудовой дисциплины нежелательные аварийные ситуации и
неполадки иногда возникают и обслуживающий персонал должен уметь быстро их
ликвидировать, обеспечив минимальный ущерб производству.
Меры по охране окружающей среды
Охрана окружающей среды на предприятии
характеризуется комплексом принятых мер, которые направлены на предупреждение
отрицательного воздействия человеческой деятельности предприятия на окружающую
природу, что обеспечивает благоприятные и безопасные условия человеческой
жизнедеятельности. Учитывая стремительное развитие научно-технического
прогресса, перед человечеством встала сложная задача - охрана важнейших
составляющих окружающей среды (земля, вода, воздух), подверженных сильнейшему
загрязнению техногенными отходами и выбросами, что приводит к окислению почвы и
воды, разрушению озонового слоя земли и климатическим изменениям.
Очистку и обезвреживание газовых
составляющих выбросов промышленного производства осуществляют методами, выбор
которых определяется составом, концентрацией загрязняющих веществ, типом
производства, условиями выброса. Очистку вентиляционных выбросов от
механических примесей осуществляют аппаратами мокрого и сухого пылеулавливания,
волокнистыми фильтрами и электрофильтрами [31].
Предприятие загрязняет почву
различными отходами: стружками, опилками, шлаками, золой, пылью. На заводе
обустроены временные площадки для накопления отходов. Это специально
обустроенное место на территории предприятия для хранения отходов до момента их
использования в последующем цикле или отправки на переработку на другого
предприятия. Все цеха снабжены контейнерами, которые промаркированы с указанием
вида отхода.
При охране земельный ресурсов мерами
по утилизации отходов металлообрабатывающих предприятий, содержащих частицы
песка, породы и механические примеси, изменяют структуру, физико-химический и
механический состав почвы. Указанные отходы используются при строительстве
дорог, засыпке котлованов и отработанных карьеров после обезвоживания. В то же
время отходы машиностроительных заводов, содержащие соли тяжелых металлов,
цианиды, щелочи, кислоты, токсичные вещества, утилизации не подлежат. Эти виды
отходов собирают в шлаконакопители, после чего их засыпают, утрамбовывают.
Место захоронения озеленяют.
В сточных водах содержатся различные
примеси: механические - органического и минерального происхождения,
нефтепродукты, эмульсии, токсичные различные соединения. Использованная
предприятием вода поступает в очистные сооружения предприятия, очищается и
повторно используется (повторное, оборотное водоснабжение).
Очистка сточных вод от механических
примесей в зависимости от их свойств, концентрации и фракционного состава
осуществляется методами процеживания, отстаивания, отделения механических
частиц в поле действия центробежных сил и фильтрования. Очистка сточных вод от
маслосодержащих примесей в зависимости от состава и концентрации примесей
осуществляется следующими методами: отстаиванием, обработкой в гидроциклонах,
флотацией и фильтрованием. Для очистки сточных вод от металлов и солей
применяют реагентные, ионообменные, сорбционные, электрохимические,
биохимические и другие методы.
Контроль загазованности воздушной
среды осуществляется следующими методами: лабораторными, экспрессными и
индикаторными.
Установка непрерывной разливки стали
является источником воздействия на окружающую среду. В результате её
деятельности в воздушную среду могут поступать вредные различные вещества в
виде паров, газов и пыли. Так же в процессе производства образуется
определённое количество отходов (отходы металлов, промышленный мусор), которые
при соответствующей обработки могут быть вновь использованы как сырьё для
производства промышленной продукции. Применяется следующая малоотходная
технология - использование шлака после плавки металла на специализированных
предприятиях, где его дробят и дальше используют в строительстве, например -
зданий, сооружений, дорог.
ЗАКЛЮЧЕНИЕ
Использование непрерывной разливки в
сталеплавильном производстве способствует экономии капиталовложений в связи с
исключением затрат на парк изложниц, сооружение цеха подготовки составов,
стрипперного отделения, обжимных станов, а также обеспечивает значительную
экономию металла вследствие уменьшения обрези, экономию энергии, которая
тратилась на подогрев слитков в нагревательных колодцах, позволяет снизить
экологическую нагрузку на атмосферу, повысить качество металлопродукции,
автоматизировать процесс литья и улучшить условия работы обслуживающего
персонала.
Конструктивные решения, используемые
при создании машин непрерывной разливки <http://uas.su/glossary/eng/C/continuouscastingmachine.php>,
содержат в себе знания из целого ряда дисциплин в области металлургии
<http://uas.su/glossary/eng/M/metallurgy.php>, материаловедения, теории
затвердения, электротехники, гидродинамики, теплофизики, теории измерений и
автоматических систем управления. Такой комплексный подход не имеет аналогов
при создании высокоэффективных агрегатов и машин для технологических схем
производства стали.
В ВКР был проведён анализ состояния
вопроса, поставлена цель, определены задачи проектирования, разобрано
устройство МНЛЗ. В конструкторской части описано устройство и работа стенда
непрерывной разливки стали, разработано приспособление траверса, произведены
расчёты болтового соединения на срез, смятие, растяжение. Замена траверсы
позволит обрабатывать детали массой до 57 т, ранее это было не возможно, так
как не позволяло грузоподъемное оборудование (мостовой кран на 50 т), но
позволяло станочное оборудование.
В технологической части разработан
технологический процесс изготовления детали типа "зуб". Проведён
анализ технологичности конструкции, выбраны: структура и план обработки, тип
производства, оборудование, инструменты, приспособления.
Поворотная платформа влияет на
скорость производства. С разработкой детали «зуб» улучшилась точность
позиционирования стенда, тем самым позволив увеличить скорость разливки и
поднять производительность. А так же повысить срок службы стенда.
В разделе безопасность и
экологичность проекта проведён анализ условий труда при работе на стенде непрерывной
разливки стали, произведён расчёт вентиляции. Разработаны меры по обеспечению
устойчивости работы цеха в условиях ЧС.
СПИСОК ИСПОЛЬЗУЕМОЙ ЛИТЕРАТУРЫ
Бормосов
Н.А. Учебное пособие по выполнению курсового проекта по дисциплине
«Проектирование машиностроительного производства»/ Н.А.Бормосов, А.С.Степанов -
Вологда: ВоГУ, 2015. - 122 с.
Бочкарев
С. П. Освоение технологии производства низкокремнистых, раскисленных алюминием
сталей с разливкой на слябовом МНЛЗ / С. П. Бочкарев, С. М. Фомченко, А. Н. Макаревич//
Сталь. - 2013.- № 3. - С.26-27.
Власов
Н.Н.
<http://ntb.misis.ru:591/Opac/index.php?url=/auteurs/view/147573/source:default>
Разливка черных металлов: Справочник / Н.Н. Власов
<http://ntb.misis.ru:591/Opac/index.php?url=/auteurs/view/147573/source:default>,
В.В. Корроль
<http://ntb.misis.ru:591/Opac/index.php?url=/auteurs/view/11683/source:default>,
В.С. Радя
<http://ntb.misis.ru:591/Opac/index.php?url=/auteurs/view/160302/source:default>.
- М.: Металлургия. - 1987. - 271с
Гуляев
А. П. Металловедение / А. П. Гуляев, А. А. Гуляев - Москва: АльянС , 2011. -
643 с.
Девисилов,
В.А. Охрана труда: учебник / В.А. Девисилов. - М.: ФОРУМ: ИНФРА-М, 2005. -400с.
Зборщик
А.М. Конспект лекций по дисциплине «Металлургия стали» / А.М. Зборщик - Донецк:
ГВУЗ «ДонНТУ», 2008. - 238 с
Еремина
Т.В. Гигиена труда в основных отраслях промышленности. Методическое пособие /
Т.В. Еремина, И.Г. Тимофеева, Н.И. Гусева - Улан-Удэ, Изд-во ВСГТУ, 2004
ПРИЛОЖЕНИЕ 1
(справочное)
Таблица 1 - Нормы для расчета числа наладчиков
оборудования
|
Группа
станков
|
Число
станков, обслуживаемых одним наладчиком в смену при типе производства
|
|
Ед,
Мс
|
С
|
Кс,
М
|
|
Автоматы:
|
|
|
|
|
-
токарные и токарно-револьверные одношпиндельные
|
5
- 6
|
6
- 7
|
7
- 8
|
|
-
токарные и токарно-револьверные многшпиндельные
|
5
- 6
|
4
- 5
|
4
- 5
|
|
-
токарнододелочные
|
-
|
8
- 10
|
8
- 10
|
|
-
шлифовальные, хонинговальные
|
-
|
3
- 5
|
6
- 7
|
|
-
суперфинишные
|
-
|
6
- 7
|
7
- 8
|
|
-
сборочные
|
-
|
5
- 6
|
7
- 8
|
|
Полуавтоматы
|
|
|
|
|
-
токарные и токарно-револьверные одношпиндельные
|
-
|
5
- 6
|
7
- 8
|
|
-
токарные и токарно-револьверные многшпиндельные
|
-
|
4
- 5
|
5
- 6
|
|
-
трубо и муфтообрабатывающие
|
-
|
8
- 10
|
8
- 10
|
|
-
шлифовальные, шлицешлифовальные, суперфинишные. хонинговальные
|
8
- 9
|
9
- 10
|
11
- 12
|
|
-
зубофрезерные, многошпиндельные, зубошевинговальные, зубонакатные
|
4
- 5
|
4
- 5
|
5
- 6
|
|
-
зуборезные, шлицефрезерные одношпиндельные
|
5
- 6
|
7
- 10
|
10
- 12
|
|
-
зуборезные, шлицефрезерные многшпиндельные
|
4
- 5
|
6
- 7
|
8
- 9
|
|
-
зубодолбежные, зубошевинговальные, зубофрезерные
|
4
- 5
|
6
- 9
|
10
- 12
|
|
-
зубопротяжные, зубострогальные
|
-
|
7
- 8
|
9
- 10
|
|
-
суперфинишные
|
-
|
6
- 7
|
7
- 8
|
|
-
сборочные
|
-
|
5
- 6
|
7
- 8
|
|
Токарно
- револьверные
|
8
- 9
|
9
- 10
|
10
- 12
|
|
Токарно
- карусельные
|
-
|
9
- 16
|
10
- 18
|
|
Сверлильные
|
|
|
|
|
-
одношпиндельные
|
-
|
14
- 16
|
16
- 18
|
|
-
многошпиндельные
|
-
|
10
- 11
|
11
- 12
|
|
Агрегатные
сверлильные
|
|
|
|
|
-
с числом шпинделей до 15
|
-
|
8
- 10
|
10
- 12
|
|
-
с числом шпинделей больше 15
|
-
|
5
- 6
|
7
- 8
|
|
Фрезерно
- центровальные
|
|
|
|
|
-
одношпиндельные
|
-
|
8
- 10
|
10
- 12
|
|
-
многошпиндельные
|
-
|
5
- 6
|
7
- 8
|
|
Алмазно
- расточные
|
|
|
|
|
-
одношпиндельные
|
-
|
14
- 16
|
16
- 18
|
|
-
многошпиндельные
|
-
|
8
- 9
|
9
- 10
|
|
Агрегатные
горизонтально-расточные, резьбонарезные
|
2
- 3
|
2
- 3
|
2
- 3
|
|
Шлифовальные
и резьбошлифовальные
|
-
|
14
- 16
|
16
- 18
|
|
Бесцентровошлифовальные
с загрузочным устройством
|
4
- 5
|
4
- 5
|
4
- 5
|
|
Фрезерные
|
-
|
8
- 12
|
10
- 14
|
|
Протяжные
|
-
|
10
- 16
|
12
- 17
|
|
Резьбонарезные
и резьбонакатные
|
-
|
6
- 12
|
8
- 14
|
|
Токарные
с программным управлением
|
4
- 6
|
6
- 8
|
6
- 10
|
|
Сверлильные
с программным управлением
|
10
- 12
|
12
- 14
|
|
Фрезерные
с программным управлением
|
8
- 9
|
9
- 10
|
11
- 12
|
|
Станки
типа «обрабатывающий центр», РТК, ГПМ
|
3
- 4
|
4
- 5
|
5
- 6
|
|
Сборочная
установка с прграммным управлением
|
-
|
4
- 5
|
5
- 6
|
Таблица 2 - Средние нормативы износа и стойкости
режущих инструментов
|
Инструмент
|
Стачивание,
мм
|
Стойкость,
час
|
Количество
переточек
|
Коэффициент
случайной убыли
|
|
допусти-мое
|
за
одну переточку
|
|
|
|
|
Резцы
токарные проходные, подрезные, отрезные:
|
|
|
|
|
|
|
с
пластинками из быстрорежущей стали
|
6,5
|
0,5
|
1,0
|
13
|
0,10
- 0,05
|
|
из
твердого сплава
|
9,8
|
0,7
|
1,5
|
14
|
0,10
- 0,05
|
|
Резцы
строгальные:
|
|
|
|
|
|
|
с
пластинками из быстрорежущей стали
|
11,0
|
0,5
|
1,0
|
22
|
0,15
- 0,10
|
|
из
твердого сплава
|
6,0
|
0,3
|
1,5
|
20
|
0,15
- 0,10
|
|
Резцы
фасонные из быстрорежущей стали
|
45,0
|
0,9
|
2,0
|
50
|
0,1
- 0,08
|
|
Сверла
спиральные:
|
|
|
|
|
|
|
с
пластинками из быстрорежущей стали
|
35,0
|
0,9
|
0,2
|
39
|
0,20
- 0,10
|
|
из
твердого сплава
|
9,0
|
0,5
|
1,2
|
18
|
0,20
- 0,10
|
|
Зенкеры:
|
|
|
|
|
|
|
с
пластинками из твердого сплава
|
11,2
|
0,7
|
2,0
|
16
|
0,12
- 0,08
|
|
с
режущей частью из быстрорежущей стали
|
27,0
|
0,9
|
0,6
|
30
|
0,10
- 0,05
|
|
Развертки:
|
|
|
|
|
|
|
из
углеродистой и легированной стали
|
6,0
|
0,6
|
0,4
|
10
|
0,15
- 0,10
|
|
со
вставными ножами из быстрорежущей стали
|
5,0
|
0,25
|
1,6
|
20
|
0,10
- 0,05
|
|
Метчики
машинные
|
9
|
1,0
|
0,6
|
9
|
0,25
- 0,10
|
|
Плашки
круглые из углеродистой стали
|
3,2
|
0,5
|
2,0
|
6
|
0,20
- 0,10
|
|
Фрезы:
|
|
|
|
|
|
|
цилиндрические
|
2,0
|
0,2
|
1,4
|
7
|
0,10
- 0,05
|
|
торцевые
|
5,0
|
0,25
|
4,0
|
20
|
0,10
- 0,05
|
|
торцевые
с пластинками из твердого сплава
|
6,0
|
0,6
|
6,0
|
10
|
0,10
- 0,05
|
|
дисковые
шлицевые
|
7,5
|
0,4
|
0,7
|
19
|
0,20
- 0,10
|
|
червячные
модульные
|
13,0
|
1,3
|
3,0
|
10
|
0,05
- 0,03
|
|
дисковые
двусторонние со вставными ножами, оснащенными твердым сплавом
|
7,0
|
0,7
|
3,0
|
10
|
0,05
- 0,03
|
|
Протяжки:
|
|
|
|
|
|
|
шлицевые
|
2,5
|
0,2
|
27,0
|
12
|
0,1
- 0,08
|
|
круглые
|
2,0
|
0,2
|
28,0
|
10
|
0,1
- 0,08
|
Таблица 3 - Рекомендуемые значения коэффициента
случайной убыли kу мерительного инструмента
|
Мерительный
инструмент
|
Коэффициент
случайной убыли измерителя kу
|
Величина
допустимого износа в мкм dизн
|
Стойкость
измерителя kст
|
Коэффициент
ремонта kр
|
|
Резьбовые:
|
|
|
|
|
|
пробки
|
0,15
|
12
|
2300
|
1
÷
2
|
|
кольца
|
0,10
|
12
|
2300
|
1
÷
2
|
|
Гладкие
кольца и пробки
|
0,05
|
12
|
2500
|
1
÷
2
|
|
Скобы
для измерения:
|
|
|
|
|
|
длины
|
0,15
|
10
|
2600
|
1
÷
2
|
|
диаметра
|
0,10
|
10
|
2600
|
1
÷
2
|
|
Высотомеры
и глубиномеры
|
0,05
|
10
|
3100
|
2
÷
3
|
|
Прикладные
рисочные и контурные шаблоны
|
0,10
|
8
|
5000
|
2
÷
3
|
|
Прочий
мерительный инструмент
|
0,10
|
15
|
2000
- 4500
|
1
÷
2
|
Таблица 4 - Значения норматива стойкости матрицы
S, тыс. ударов.
|
Штамп
|
Материал
рабочей части и его толщина, мм
|
|
У10А
|
Х12Ф1
|
У10А
|
Х12Ф1
|
У10А
|
Х12Ф1
|
Х12Ф1
|
|
0,5÷1,0
|
1
÷
2
|
2
÷3
|
3
÷
4
|
4
÷
6
|
|
Вырубной
|
45
- 50
|
45
- 55
|
30
- 35
|
35
- 40
|
20
- 25
|
25
- 30
|
20
- 25
|
|
Отрезной
|
35
- 40
|
30
- 40
|
20
- 25
|
25
- 30
|
15
- 20
|
20
- 25
|
15
- 18
|
|
Пробивной
|
40
- 45
|
-
|
30
- 35
|
-
|
22
- 25
|
-
|
-
|
|
Гибочный:
|
|
|
|
|
|
|
|
|
без
прижима
|
50
- 60
|
-
|
30
- 40
|
-
|
25
- 35
|
-
|
-
|
|
с
прижимом
|
40
- 45
|
-
|
-
|
20
- 25
|
-
|
15
- 20
|
12
- 15
|
|
Вытяжной
|
45
- 50
|
50
- 60
|
-
|
40
- 50
|
-
|
25
- 35
|
15
- 20
|
|
Формовочный
|
40
- 45
|
45
- 55
|
-
|
35
- 45
|
-
|
20
- 30
|
12
- 15
|
|
Правочный
|
25
- 30
|
27
- 35
|
20
- 25
|
25
- 32
|
-
|
20
- 28
|
15
- 20
|
Таблица 5 - Нормы площади ИРС для
механосборочных цехов
|
Площадь
складирования
|
Тип
производства
|
|
Единичное
и мелкосерийное
|
Среднесерийное
|
Крупносерийное
|
|
Механические
цехи
|
|
наибольший
из габаритных размеров оборудования в плане, м
|
|
до
1,8
|
1,8
÷
4
|
4
÷
8
|
св.8
|
до
1,8
|
1,8
÷
4
|
4
÷
8
|
св.8
|
до
1,8
|
1,8
÷
4
|
4
÷
8 св.8
|
|
Режущего
и вспомогательного инструмента
|
На
единицу производственного оборудования
|
|
0,4
|
0,6
|
1,0
|
1,2
|
0,25
|
0,4
|
0,6
|
0,7
|
0,2
|
0,4
|
0,6
|
|
Инструментальной
оснастки
|
На
единицу производственного оборудования
|
|
1,0
|
1,4
|
2,2
|
3,2
|
0,6
|
0,9
|
1,3
|
1,6
|
0,45
|
0,8
|
1,2
|
|
Шлифовальных
и полировальных кругов
|
На
один шлифовальный и полировальный станок
|
|
0,5
|
0,7
|
0,9
|
1,2
|
0,45
|
0,5
|
0,6
|
0,7
|
0,4
|
0,5
|
0,6
|
|
Универсальных
приспособлений УСП
|
На
единицу производственного оборудования
|
|
0,35
|
0,4
|
0,45
|
0,55
|
0,3
|
0,35
|
0,45
|
0,5
|
0,05
|
0,2
|
|
Площадь
складирования приспособлений
|
Сборочные
цехи
|
|
масса
собираемых изделий, т
|
|
до
0,2
|
0,2÷
2,0
|
2,0÷
15
|
15÷
50
|
до
0,2
|
0,2÷
2,0
|
2,0÷
15
|
15÷
50
|
до
0,2
|
0,2÷
2,0
|
св
2,0
|
|
0,6
|
0,6
|
0,8
|
0,9
|
0,35
|
0,4
|
0,45
|
0,5
|
0,3
|
0,4
|
0,45
|
Таблица 6 - Структура межремонтного цикла
|
Вид
оборудования
|
Группа
оборудования
|
Масса,
т
|
Структура
межремонтного цикла
|
Количество
текущих ремонтов
|
Количество
плановых осмотров
|
|
Металло-режущие
станки
|
Токарные,
фрезерные, шлифовальные и др.
|
до
10
|
КР-О-ТР-О-ТР-О-ТР-О-ТР-О-КР
|
4
|
5
|
|
|
10…100
|
КР-О-О-ТР-О-О-ТР-О-О-ТР-О-О-ТР-О-О-ТР-О-О-КР
|
5
|
12
|
|
|
св.100
|
КР-О-О-О-ТР-О-О-О-ТР-О-О-О-ТР-О-О-О-ТР-О-О-О-ТР-О-О-О-ТР-О-О-О-КР
|
6
|
21
|
|
Кузнечно-прессовое
оборудование
|
Молоты
штамповочные и молоты ковочные
|
до
5
|
КР-О-О-ТР-О-О-ТР-О-О-ТР-О-О-ТР-О-О-ТР-О-О-КР
|
5
|
12
|
|
Прессы
кривошипные, гидравлические, горизонтально-ковочные и прочие гидравлические
машины
|
0,4…5
|
КР-О-О-ТР-О-О-ТР-О-О-ТР-О-О-ТР-О-О-ТР-О-О-ТР-О-О-ТР-О-О-КР
|
7
|
16
|
Таблица 7 - Нормы времени на одну ремонтную
единицу для металлорежущего оборудования, час
|
Операция
|
Работы
|
Всего
|
|
слесарные
|
станочные
|
Прочие
(окрасочные, сварочные и т.д.)
|
|
|
Промывка
(как самостоятельная операция)
|
0,3
|
-
|
-
|
0,3
|
|
Проверка
точности (как самостоятельная операция)
|
0,35
|
-
|
-
|
0,35
|
|
Осмотр
|
0,75
|
0,1
|
-
|
0,85
|
|
Текущий
ремонт
|
14,0
|
6,0
|
0,5
|
20,5
|
|
Капитальный
ремонт
|
21,0
|
10
|
2,0
|
33,0
|