Производство рельсовой стали
Содержание
Введение
. Общая характеристика рельсовых сталей
. Химический состав и требования к качеству рельсовой стали
. Технология производства рельсовых сталей
. Производство рельсовой стали с применением модификаторов
Заключение
Список использованных источников
Введение
Рельсовая сталь - это углеродистая легированная сталь,
которая легируется кремнием и марганцем. Углерод дает стали такие
характеристики, как твердость и износостойкость. Марганец увеличивает эти
качества и повышает вязкость. Кремний также делает рельсовую сталь более
твердой и износостойкой. Рельсовую сталь может стать еще качественнее с помощью
микролегирующих добавок: ванадия, титана и циркония.
Широкий спектр требований, предъявляемых в связи с
этим к качеству железнодорожных рельсов, требует совершенствования
технологических процессов, разработки, опробования и внедрения новых технологий
и использования прогрессивных процессов в области производства рельсов.
Действующая на отечественных металлургических
комбинатах технология производства железнодорожных рельсов обеспечивает
необходимое качество и стойкость продукции. Однако в силу ряда причин рельсовая
сталь в Российской Федерации выплавляется в мартеновских печах, что
ограничивает технологические возможности металлургов для существенного и
резкого повышения качества стали, используемой для производства рельсов.
Основной причиной малой распространенности
производства рельсов из электростали является целевая направленность
строительства современных электросталеплавильных цехов с печами большой емкости
на утилизацию региональных ресурсов скрапа и обеспечение регионов
металлопродукцией промышленного и строительного назначения. При этом
достигаются достаточно высокая экономическая эффективность и
конкурентоспособность.
1. Общая характеристика рельсовых сталей
Производство рельсов в нашей стране составляет около
3,5 % от общего производства готового проката, а грузонапряженность железных
дорог в 5 раз выше, чем в США, и в 8...12 раз выше, чем на дорогах других
развитых капиталистических стран. Это налагает особо высокие требования к
качеству рельсов и стали для их изготовления.
Рельсы подразделяют:
по типам Р50, Р65, Р65К (для наружных нитей кривых
участков пути), Р75;
категориям качества: В - рельсы термоупрочненные
высшего качества, T1, T2 - рельсы термоупрочненные, Н - рельсы
нетермоупрочненные;
наличию болтовых отверстий: с отверстиями на обоих
концах, без отверстий;
способу выплавки стали: М - из мартеновской стали, К -
из конвертерной стали, Э - из электростали;
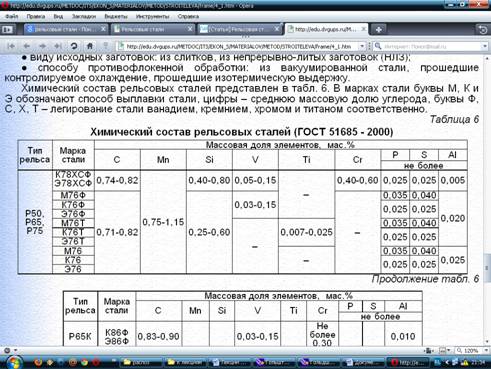
виду исходных заготовок: из слитков, из
непрерывно-литых заготовок (НЛЗ);
Химический состав рельсовых сталей представлен в
таблице 1 в марках стали буквы М, К и Э обозначают способ выплавки стали, цифры
- среднюю массовую долю углерода, буквы Ф, С, X, Т - легирование стали
ванадием, кремнием, хромом и титаном соответственно.
Таблица 1 - Химический состав рельсовых сталей (ГОСТ
51685 - 2000)
Рельсы железнодорожные широкой колеи типов Р75 и Р65
изготовляют по ГОСТ 24182-80 из мартеновской стали М76 (0,71... 0,82 % С;
0,75...1,05 % Mn; 0,18...0,40 % Si; < 0,035 % Р и < 0,045 % S), и более
легкие типа Р50 - из стали М74 (0,69...0,80 % С). После горячей прокатки все
рельсы подвергают изотермической обработке для удаления водорода с целью
устранения возможности образования флокенов. Рельсы поставляют для эксплуатации
на железных дорогах незакаленными (сырыми) по всей длине и термоупрочненными по
всей длине. Концы сырых рельсов подвергают поверхностной закалке с прокатного
нагрева или с нагрева ТВЧ. Длина закаленного слоя от торца рельса 50...80 мм, а
твердость закаленной части IIB 311...401. Сырые рельсы из стали М76 должны
иметь ов > £ 900 МПа и 5 > 4%. Технология изготовления рельсов должна
гарантировать отсутствие в них вытянутых вдоль направления прокатки строчек
неметаллических включений (глинозема) длиной более 2 мм (группа I) и более 8 мм
(группа II), так как подобные строчки служат источником зарождения трещин
контактной усталости в процессе эксплуатации.
Высокая грузонапряженность железных дорог привела к
тому, что работоспособность сырых нетермоупрочненных рельсов перестала
удовлетворять требованиям тяжелой работы сети железных дорог.
Дальнейшее повышение эксплуатационной стойкости
термически упрочненных рельсов может быть достигнуто легированием рельсовой
стали. Перспективным является легирование углеродистой рельсовой стали
небольшими добавками ванадия (-0,05 %), применение легированных сталей типа
75ГСТ, 75ХГМФ и др., а так же применение термомеханической обработки.
. Химический состав и требования к качеству рельсовой стали
рельсовый сталь химический углеродистый
Стали, не имеющие марки или шифра, обозначены номером
(шифром) соответствующего стандарта и порядковым номером в этом стандарте.
Например, стали в стандарте США ASTM А1 обозначены как ASTM/1, ASTM/2 и т.д.,
стали в стандарте Канады - как CN/1, CN/2 и т.д., стали в стандартах Австралии
в соответствии с шифром стандарта обозначены как AS/1 (стандарт AS 1085 р.1) и
AS/11 (стандарт AS 1085 р.11).
Содержание углерода в рельсовой стали устанавливается
в зависимости от размеров поперечного сечения рельса. В общем виде размеры
рельса принято характеризовать величиной массы его погонного метра (кг/пог.м).
Чем больше масса погонного метра, тем выше должно быть содержание углерода в
рельсовой стали.
Марганец действует, как углерод, повышая уровень
прочности и износостойкости горячекатаных рельсов. В связи с этим в стандарте
Австралии AS 1085 р.1, наряду с содержанием отдельно углерода и марганца,
нормируется также суммарный показатель их содержания (С+Mn/5). В стандарте ASTM
А1 при высоком содержании марганца ограничено содержание никеля, хрома и
молибдена, что нужно для получения однотипной структуры рельсовой стали путем
обеспечения заданного уровня прокаливаемости. В марках сталей В, 3В и 90В
(стандарты BS 11, ISO 5003 и UIC 860) уменьшение содержания углерода
скомпенсировано увеличением содержания марганца.
В стандартах России (ГОСТ 24182, 18267) кроме пределов
содержания основных химических элементов - углерода, кремния, марганца, фосфора
и серы, нормируемых в большинстве зарубежных стандартов, установлены пределы
содержания микролегирующих добавок: ванадий (марки стали М76В и М74В), цирконий
(марки стали М76Ц, К74Ц и М74Ц), титан (марки стали М76Т, К74Т и М74Т) и
ванадий вместе с титаном (марка стали М76ВТ), ограничено содержание мышьяка
< 0,15% для сталей из керченских руд.
Рельсовые стали отечественного производства близки по
содержанию марганца, кремния, фосфора и серы. Марки рельсовых сталей для
определенного размерного типа рельса различаются микролегирующими добавками.
Такие стали являются практически аналогами, поэтому в Сводном перечне они помещены
друг за другом с указанием в каждой строке соответствующих им зарубежных
аналогов. Повторение одной марки стали в двух и более строках Сводного перечня
связано с тем, что имеется более одного аналога в стандартах одной страны.
Например, в первой строке Сводного перечня указана отечественная марка стали
М76 и её аналоги: по стандарту США ASTM А1 - ASTM/1, по стандарту Японии JIS
1124-1124, по стандарту Австралии AS 1085 р.11 - AS/11, по стандарту Канады
CNR1 - CN/1 и по международному стандарту ISO 5003 - 2А. Во второй строке
Сводного перечня для той же марки стали М76 указаны другие зарубежные аналоги:
по стандарту США AREA сталь обозначена AREA/1, по стандарту Австралии AS 1085
р.1 - AS/1 и по стандарту Канады CNR12 - CN/2. Стали CN/1 и CN/2 различаются содержанием
кремния, которое зависит от способа выплавки стали.
Значительное улучшение чистоты рельсовой стали и
повышение её металлургического качества в России достигнуто в результате
перехода от ковшового раскисления стали алюминием к раскислению её комплексным
ванадий-кремний-кальциевыми, кремний-магний-титановыми и кальций-циркониевыми
лигатурами. Комплексное раскисление рельсовой стали перечисленными лигатурами
без применения алюминия позволило исключить образование в головке рельсов
строчек включений глинозема, являвшихся очагами зарождения
контактно-усталостных повреждений рельсов. Отсутствие строчечных
неметаллических включений в головке рельсов привело к повышению их
эксплуатационной стойкости.
В большинстве действующих стандартов право выбора
способа производства стали предоставляется изготовителю, а информация о способе
производства стали сообщается потребителю с помощью специальной маркировки
рельсов. Известны случаи, когда в зависимости от способа разливки стали
устанавливают различные пределы содержания химических элементов. Так, в
канадском стандарте содержание кремния в стали при разливке в слитки составляет
0,10-0,25 %, при непрерывной разливке стали - 0,16-0.35 %.
Важным элементом технологической цепочки производства
железнодорожных рельсов является противофлокенная обработка, заключающаяся в
специальном режиме охлаждения горячекатаных рельсов тяжелых типов (40
кг/пог.м), обеспечивающем удаление водорода. либо в вакуумной дегазации жидкого
рельсового металла перед разливкой. В стандарте канадских государственных
железных дорог установлена норма максимально допустимого содержания водорода в
вакуумированной стали.
Контроль технологии производства рельсовой стали в
горячекатаном состоянии осуществляется путем определения механических свойств
при испытании на растяжение образцов, вырезанных из головки рельсов, и
измерением твердости по Бринеллю. При испытаниях на растяжение в большинстве
случаев определяют временное сопротивление разрыву (предел прочности) и
относительное удлинение, иногда - относительное поперечное сужение.
Производится также контроль макроструктуры
горячекатаных рельсов с оценкой качества по специально разработанным шкалам
макроструктур.
Качество рельсов оценивается также по отсутствию или
наличию признаков разрушения отрезков рельсов в результате удара падающим
грузом. Вес падающего груза (как правило, 1000 кг), высота падения груза и
расстояние между опорами, на которые в горизонтальном положении устанавливается
испытываемый отрезок (проба) рельса, задаются в зависимости от типоразмера
рельса по уравнению или специальной таблице, приведенным в соответствующем
стандарте. Удар производится по середине между опорами рельсовой пробы.
Свойства термически упрочненных рельсов оцениваются в
стандартах механическими характеристиками: при испытаниях вырезанных из головки
рельса образцов на растяжение, ударной вязкостью при комнатной и пониженных
(-40°С, -60°С) температурах испытания и твердостью, измеряемой по Бринеллю,
Роквеллу, Виккерсу и Шору. Нормируются также микроструктура и глубина закаленного
слоя, которые зависят как от химического состава рельсовой стали, определяющего
уровень её прокаливаемости, так и от технологии термической обработки.
. Технология производства рельсовых сталей
Рельсовую сталь, содержащую 0,60 - 0,80% С, и аналогичную
ей по составу кордовую выплавляют в кислородных конвертерах и дуговых
сталеплавильных печах. Наиболее сложной задачей при производстве этих марок
стали является получение низкого содержания фосфора в металле при прекращении
продувки на марочном содержании углерода.
Для получения требуемого содержания фосфора в
высокоуглеродистой стали, которую выплавляют с прекращением продувки на
марочном содержании углерода, используют обновление шлака. При этом понижается
производительность сталеплавильных агрегатов, увеличиваются расходы
шлакообразующих и чугуна.
На разных заводах повалку конвертера для слива шлака
проводят при содержании углерода 1,2 - 2,5%. При содержании фосфора в чугуне
0,20 - 0,30% шлак обновляют дважды при содержании углерода 2,5 - 3,0% и 1,3 -
1,5%. После скачивания шлака в конвертер присаживают свежеобожженую известь.
Содержание FeO в шлаке поддерживают в пределах 12 - 18%, изменяя уровень фурмы
над ванной. Для разжижения шлака по ходу продувки присаживают плавиковый шпат в
количестве 5 - 10% от массы извести. Эти мероприятия позволяют к моменту
окончания продувки до марочного содержания углерода в стали получить
концентрацию фосфора не более 0,010 - 0,020%.
Во время выпуска металл раскисляют в ковше
ферросилицием и алюминием. При этом обязательной операцией является отсечка
конвертерного шлака. Попадание его в ковш приводит к рефосфорации металла при
раскислении и, особенно, при внепечной обработке под восстановительным шлаком
для десульфурации.
Продувка металла в конвертере до низкого содержания
углерода позволяет провести глубокую его дефосфорацию. В связи с этим некоторое
распространение получила технология выплавки в кислородных конвертерах
рельсовой и кордовой стали, которая предусматривает окисление углерода до 0,03
- 0,07% и последующее науглероживанием металла в ковше нефтяным коксом,
антрацитом и др. Использование такой технологии требует наличия чистых по
вредным примесям и газам карбюризаторов. Это вызывает необходимость в
специальной их подготовке, организация которой может создавать значительные
трудности.
На некоторых предприятиях используется технология
производства рельсовой и кордовой стали в кислородных конвертерах путем
выплавки низкоуглеродистого металла и последующего науглероживания его жидким
чугуном, который заливают в сталеразливочный ковш перед выпуском плавки из
конвертера. Ее использование предполагает наличие чугуна достаточно чистого по
содержанию фосфора. Для получения содержания углерода в стали в требуемых
пределах окончательное науглероживание раскисленного металла проводят твердыми
карбюризаторами в процессе вакуумной обработки.
В дуговых сталеплавильных печах рельсовую и кордовую
сталь выплавляют по обычной технологии, применяя меры для интенсивного удаления
фосфора из металла - присадки железной руды в завалку и в начале короткого
окислительного периода с непрерывным сходом шлака и его обновлением присадками
извести. При этом также обязательно используются мероприятия, направленные на
предотвращение попадания печного шлака в сталеразливочный ковш.
Вследствие низкого содержания кислорода в
высокоуглеродистой рельсовой стали высокая степень чистоты ее по оксидным
включениям может быть получена и без применения таких относительно сложных
видов внепечной обработки, как вакуумирование или обработка на УКП. Обычно для
этого достаточно продувки металла в ковше инертным газом. При этом, чтобы
избежать вторичного окисления металла, ковшевой шлак должен содержать
минимальное количество оксидов железа и марганца.
С этой целью при выплавке рельсовой стали в дуговых
сталеплавильных печах, конструкция которых не предусматривает эркерного выпуска
металла, рекомендуется проводить сокращенный восстановительный период плавки.
Для этого после получения требуемого содержания фосфора в металле шлак
окислительного периода плавки из печи сливают. Проводят предварительное
раскисление стали кремнием и марганцем, которые вводят в печь в виде
ферросилиция и ферромарганца или силикомарганца. Затем наводят в печи новый
шлак, который перед выпуском плавки раскисляют молотым коксом или электродным
боем и гранулированным алюминием. Возможно также использование с этой целью
порошкового ферросилиция. Окончательное раскисление стали кремнием и алюминием
производят в ковше во время выпуска. После выпуска в ковш металл продувают
инертным газом для гомогенизации и, главным образом, для удаления скоплений
А12О3. При эксплуатации рельсов скопления А12О3 вызывают возникновение
расслоений в рабочей части головки рельса. Следствием расслоения может быть
полное отделение отслоенных пластинок на головке рельса и преждевременный выход
его из строя.
Более эффективным способом предупреждения образования
расслоений в рельсовой стали, выплавленной как в конвертерах, так и в дуговых
сталеплавильных печах, является модифицирование неметаллических включений обработкой
стали кальцием. Обычно с этой целью используют силикокальций, который вводят в
металл в составе порошковой проволоки или вдувают в потоке аргона через
погружаемые в расплав фурмы.
4. Производство рельсовой стали с применением модификаторов
Рельсы выходят из строя по дефектам
контактно-усталостного происхождения. В порядке одиночной смены из эксплуатации
по этим дефектам до 50 % рельсов. Причиной образования дефектов является
высокотвердые неметаллические включения типа глинозема (А12 O 3) и алюмосиликатов,
вытягивающихся в строчки вдоль направления прокатки. В литом металле они
образуют скопления, которые при прокатке дробятся и вытягиваются, образуя
строчки, длина которых может достигать десятков миллиметров. Сама по себе
величина отдельных включений глинозема (корунда) также влияет на величину
напряжений и деформации в микрообъемах металла. Показано, что наибольшую
опасность в рельсовой стали представляют включения корунда 30 мк [I]. По другим
данным, строчечные включения корунда становятся опасными, снижающими
усталостные свойства уже при величине 7-100 микромикрон [2].
Потому все работы при производстве рельсовой стали
направлены на снижение как размера остроугольных включений, так и поиска
решений по снижению длины их строчек в прокатанном металле.
В некоторой степени снизить загрязненность металла
позволяет продувка металла в ковше инертным газом, вакуумирование, применение
(одновременно с продувкой) наводки нового шлака твердыми шлаковыми смесями с
отсечкой в ходе выпуска металла из сталеплавильного агрегата печного шлака [З].
Однако более координально проблема решается при условии применения для
обработки рельсовой стали модификаторов.
На НТМК на первых стадиях экспериментов были применены
модификаторы, содержащие кальций и цирконий. При этом на опытных плавках при
наполнение ковша металлом (мартеновская плавка 440 т) на 1/5 его высоты
порциями вводили FeSiCa (3,2 кг/тон) [4], а после него порциями - SiZr - 0,45
кг/тон. Дачу ферросплавов заканчивали при наполнении 2/3 ковша. Обнаруживали, что
на опытном металле длина строчек 4 мм отсутствует, на обычном - более 20 %
образцов со строчками 4-16 мм.
В дальнейшем [5], при использовании комплексных
сплавов на базе силикокальция с цирконием и алюминием, расход 1,9 кг/тн.
Оптимальный состав применяемого модификатора 6-7% Zr и 5-7% А1. При этом
удалось обеспечить уровень ударной вязкости рельсов не менее 0,25 Mg 7/ M 2, а
строчек длиной более 2 мм не обнаруживалось.
Украинские исследователи провели работу по опробованию
лигатур с Mg и Ti при выплавке рельсовой стали в конвертерах и мартеновских
печах [б]. Применение сплавов с Mg, Ti и А1 (55-58% Si, 4-5% Mg, 4-7% Ti) для
модифицирования рельсовой стали в ковше позволило локализовать усадочные
дефекты в прибыльной части слитка, уменьшить ликвацию элементов, на 27-32%о
повысить износостойкость металла, но длина строчек глинозема была значительной,
в среднем 5,3 мм. После использования лигатур без алюминия удалось снизить
количество глиноземных включений и длину строчек. Присадка комплексной лигатуры
СмтТи в ковш без присадки А1 обеспечила снижение пораженности рельсов
поверхностными дефектами, в основном по пленам, на 5-8%о, добиться повышения
выхода рельсов 1 сорта на 1,8-4,5%о. Длина строчек не достигала 2 мм,
эксплуатационная стойкость и надежность опытных рельсов, соответственно, на
20-25%о выше, чем из стали, раскисленной алюминием.
Следующей попыткой снижения загрязненности рельсов
строчечными оксидными включениями явилось применение для модифицирования стали
сплава, содержащего барий алюмобария [7]. При этом достигнуто более глубокое
раскисление металла, общее содержание кислорода с 0,0036-0,006%о до 0,0026%о и
уменьшение анизотропии пластических свойств. Модификатор присаживали в ковш.
Четвертая группа попыток по улучшению качества
рельсовой стали связана с появлением в составе модификаторов, идущих для
обработки жидкого металла в ковше, ванадия. Причем ванадием металл
микролегируется (его содержание 0,005-0,01%) из имеющего в составе лигатур
(содержание компонентов в таких лигатурах не установлено) и из природного
легированного ванадием чугуна [9]. В этой же работе приводятся данные по
микролегированию цирконием ванадийсодержащего металла. При этом достигается
повышение предельной контактной выносливости термоупрочненных рельсов на 7,2% и
снижение их износа на 23%. Отмечается [10], что наиболее высокую надежность и
долговечность имеют рельсы из стали, раскисленной кальцийсодержащей лигатурой с
ванадием.
Опыт использования комплексных ферросплавов с ванадием
и присадкой их в ковш при получении рельсовой стали описан в работах
проведенных на Кузнецком металлургическом комбинате [11,12].
Микролегирование в ковше, из-за имеющихся и
нерегулируемых процессов при вводе модификаторов в ковш (окисление металла,
температура, момент присадки) носит не стабильный характер, усвоение
легкоокисляющихся компонентов лигатур (магния, кальция, циркония, ванадия)
низкое, а расход их составляет 3-4 кг на тонну, поэтому группа исследователей
на комбинате ОАО "Азовсталь" при производстве рельсовой стали изменили
модифицирование с помощью ввода проволоки со сплавом КМКТ (содержание элементов
не сообщается) [13].
Таким образом, проблема повышения усвоения
легкоокисляющихся элементов, вводимых в жидкий металл в составе комплексных
сплавов, существует. Поэтому разработка и применение новых методов введения
модификаторов, в частности, на разливке имеет актуальное значение.
Действующая на отечественных металлургических
комбинатах технология производства железнодорожных рельсов обеспечивает
необходимое качество и стойкость продукции. Однако в силу ряда причин рельсовая
сталь в Российской Федерации выплавляется в мартеновских печах, что
ограничивает технологические возможности металлургов для существенного и
резкого повышения качества стали, используемой для производства рельсов.
Рельсовую сталь, содержащую 0,60 - 0,80% С, и
аналогичную ей по составу кордовую выплавляют в кислородных конвертерах и
дуговых сталеплавильных печах. Наиболее сложной задачей при производстве этих
марок стали является получение низкого содержания фосфора в металле при
прекращении продувки на марочном содержании углерода.
В дуговых сталеплавильных печах рельсовую и кордовую
сталь выплавляют по обычной технологии, применяя меры для интенсивного удаления
фосфора из металла - присадки железной руды в завалку и в начале короткого
окислительного периода с непрерывным сходом шлака и его обновлением присадками
извести. При этом также обязательно используются мероприятия, направленные на
предотвращение попадания печного шлака в сталеразливочный ковш.
Международным союзом железных дорог (МСЖД) разработан
международный стандарт UIС 860, касающийся качества и способов изготовления
рельсовых сталей и условий приемки рельсов разных весовых категорий,
нетермообработанных, изготовленных из обычных и износоустойчивых сталей.
Свойства рельсовых сталей определяются прежде всего содержанием углерода. Оно
было принято за основу при определении аналогов сталей в различных стандартах.
Рельсовая сталь должна обладать высокой прочностью,
износостойкостью и не иметь местных концентратов напряжения металлургического
происхождения. В средней трети ширины подошвы и на верхней плоскости головки
допускаются единичные пологие зачистки плен, забоин, рисок глубиной до 0 5 мм,
a IB остальных местах - до 1 мм.
Список использованных источников
1) Кудрин, В.А. Технология получения качественной стали [Текст] //
В.А. Кудрин, В.М. Парма. - М: Металлургия, 1984. 320 с.
) Поволоцкий, Д. Я.Электрометаллургия стали и ферросплавов [Текст]
/ Д.Я. Поволоцкий, В. Е.Рощин, М. А. Рысс и др. - М.: Металлургия, 1984. -
568с.
) Симонян, Л.М. Металлургия спецсталей. Теория и технология
спецэлектрометаллургии: Курс лекций [Текст]. / Л.М. Симонян, А.Е. Семин, А.И.
Кочетов. - М.: МИСиС, 2007. - 180 с.
) Кудрин, В.А. Теория и технология производства стали: Учебник для
вузов. - М.: «Мир», ООО «Издательство ACT», 2003.- 528 с.
) Гольдштейн, М.И. Специальные стали: учебник для вузов [Текст] /
М.И. Гольдштейн, Грачев С.В., Векслер Ю.Г. - М.: Металлургия, 1985. - 408 с.
) Падерин, С.Н. Теория и расчеты металлургических систем и
процессов [Текст]. / С.Н. Падерин, В.В. Филиппов. - М.: МИСиС, 2002. - 334 с.
) Братковский, Е.В., Электрометаллургия стали и
спецэлектро-металлургия [Текст] / Е.В. Братковский, А.В. Заводяный.-
Новотроицк: НФ МИСиС, 2008.
) Кудрин, В.А. Теория и технология производства стали: учебник для
вузов [Текст] / Ю.В. Кряковский, А.Г. Шалимов. - М.: «Мир», ООО «Издательство
АСТ», 2003. - 528 с.
) Воскобойников, В.Г. Общая металлургия: учебник для вузов [Текст]
/ В.Г. Кудрин, А.М. Якушев. - М.: ИКЦ «Академкнига», 2002. - 768 с.
) Альперович, М.Е. Вакуумный дуговой переплав и его экономическая
эффективность/ М.Е. Альперович. - М.: Металлургия, 1979. - 235 с.