Производство гнутых профилей
Содержание
Введение
.
Характеристика сортамента
.
Техническая характеристика оборудования
.
Описание технологического процесса ПГА 2÷8×100÷600
.
Критический анализ базового варианта
Заключение
Список
литературы
Введение
Тенденции современного развития трубного производства связаны с
увеличением производительности и качества продукции. На сегодняшний день ПАО
«Северсталь» - компания по выпуску металлических изделий, с производственными
площадками в Череповце, Орле и Волгограде.ПАО «Северсталь» продолжает занимать
одно из лидирующих положений в России и является крупнейшим экспортером
металлоизделий в страны Европы и СНГ. Основными конкурентами ПАО «Северсталь»
на внутреннем рынке традиционно являются: ОАО «Мечел», ОАО «ММК-Метиз»,
Евразхолдинг, Макси-групп и др. В структуре перечня факторов
конкурентоспособности ПАО «Северсталь» наибольшую степень влияния на продукцию
имеют: развитость дилерской сети, цена, качество продукции, качество
обслуживания, дополнительный сервис. Спросом пользуется такая продукция круглых
и профильных труб по трубной технологии, производство сварных замкнутых
профилей, производство швеллеров и специальных профилей растет в различных
сферах промышленности особенно в строительстве. Поэтому основная цель
предприятия изготовить качественную продукцию, которая будет удовлетворять
заказчиков.
Стан ПГА 2−8х100−600 является универсальным профилегибочным
агрегатом. Для производства широкого сортамента продукции здесь применяется три
отличных друг от друга технологии: это производство круглых и профильных труб
по трубной технологии, производство сварных замкнутых профилей, производство
швеллеров и специальных профилей. Продукция агрегата используется в
автомобилестроении, машиностроении, строительстве, водо-газоснабжении, дорожном
строительстве.[3]
. Характеристика сортамента
Исходной заготовкой для производства холодногнутых профилей служат рулоны
горячекатаной (травлёной и нетравлёной) и холоднокатаной полосовой стали со
сварным швом. Диаметр выпускаемой трубы 89х159. Рулоны по качеству должны
удовлетворять следующим требованиям:
а) поступать на агрегат с обрезанными передними концами;
б) максимально допустимый отгиб внутреннего витка рулона в радиальном
направлении не должен превышать 20 мм;
в) не должны иметь загнутых кромок;
г) не иметь телескопичности;
д) периферийная обвязка должна располагаться по оси рулона;
е) внедрение витков соседних рулонов, собранных в пакет, не допускается;
ж) рулон с дефектными участками на полосе, которые можно обнаружить
визуальным осмотром, к профилированию не допускаются.
Размеры рулонов и исходной полосы:
а) внутренний диаметр, мм 600,750
б) наружный диаметр, мм 1000-1750
в) вес рулона наибольший, т 5,0
г) толщина полосы, мм 2-8
д) ширина полосы, мм 100-600
Размеры рулонов в зависимости от толщины полосы будут определяться её
длиной, необходимой для обеспечения непрерывности процесса профилирования.
Размеры готовых профилей:
а) толщина стенки, мм 2-8
б) длина, м -3-12
в) наибольшая высота вреза в валки, мм -180
г) допускаемые отклонения по длине
(не более)
при длине до 6 м 40 мм
при длине от 6 до 12 м 80 мм
Материал профилей.
Материалом для производства профилей является сталь марок от Ст.0 до Ст.3
по ГОСТ 380-60 и ГОСТ 501-58, конструкционные стали марок 10, 15, 20, 25, 30 по
ГОСТ 1050-60, а также низколегированные стали.
Наибольший предел прочности профилируемого материала, Мпа-6.3...
.5. Скоростной режим работы агрегата:
а) заправочная скорость головной части, м/с 0,5
б) рабочая скорость головной части, м/с 1-5
в) скорость профилирования, м/с 0,2-2,5
г) скорость порезки профилей летучими
ножницами, м/с 0,75-2,2
д) скорость транспортировки профилей
рольгангом за станом, м/с 0,7-4,15
е) скорость транспортировки рядов профилей
рольгангом кантователя, м/с -1,68
. Техническая характеристика оборудования
Привод стана - групповой, от двух электродвигателей постоянного тока
(мощность 640 кВт, частота вращения вала 600/1050 об/мин, напряжение 440 В)
через цилиндрический одноступенчатый редуктор (передаточное отношение 2,48)
Разгрузочно-загрузочное устройство предназначено для создания запаса
рулонов и задачи их по одному на загрузочную тележку. Разгрузочно-загрузочное
устройство состоит из разгрузочно-загрузочной тележки, узла балок и
направляющих, стеллажа и системы гидравлики.
Схема расположения оборудования ПГА 2÷8×100÷600
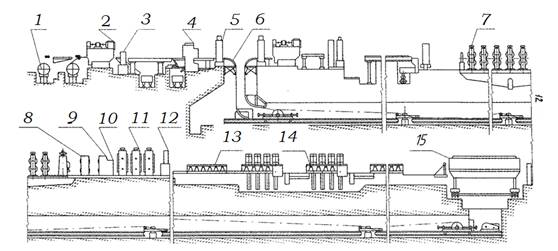
Рисинок 1.1 Стан плоско гибочный агрегат
- разматыватель двухпозиционный, с загрузочной тележкой и накопителем
рулонов, 2 - машина листоправильная, 3 - ножницы гильотинные, 4 стыкосварочная
машина, 5 накопитель полосы тоннельного типа, 6 задающих роликов, 7 клети
рабочие (14шт.), 8 - клеть шовонаправляющая, 9 - устройство для продольной
сварки профиля, 10 - клеть шовообжимная, 11 - клети правильно-калибровочные
(Зшт.), 12 - пила летучая, 13 - рольганг отводящий, 14 участок набора рядов, 15
- укладчик готовой продукции.
Техническая характеристика стеллажа:
Количество рулонов, загружаемых на стеллаж, шт. от 3 до 18
Техническая характеристика тележки:
Скорость перемещения тележки, м/с от 0,1 до 0,5
Скорость подъема и опускания крюка, м/с 0,08
Загрузочные тележки предназначены для приема, центрирования по оси
барабана и надевания рулона на барабан разматывателя. Каждая тележка состоит из
подъемного стола с приводом поворота, нижней опорной части и гидросистемы. сварной профиль рольганг шлеппер
Максимальная масса рулона, кг 7500
Привод подъема стола тележки гидравлический
Рабочий ход стола, мм 400
Рабочий ход тележки, мм 3 000
Разматыватель предназначен для приема рулона с загрузочной тележки,
поворота его в положение, удобное для отгиба переднего конца полосы, надежного
удержания вращающегося рулона и созданного натяжения полосы.
Разматыватель состоит из специального редуктора, узла барабана, узла
привода и механизма центрирования рулона по оси стана.
Техническая характеристика разматывателя:
Диаметр барабана разматывателя:
в сжатом состоянии, мм 570, 720
в разжатом состоянии, мм 640, 790
Заправочная скорость разматывателя, м/с 0,5
Рабочая скорость разматывателя, м/с от 1 до 5
Разматыватель предназначен для приема рулона с загрузочной тележки,
поворота его в положение, удобное для отгиба переднего конца полосы, надежного
удержания вращающегося рулона и созданного натяжения полосы.
Разматыватель состоит из специального редуктора, узла барабана, узла
привода и механизма центрирования рулона по оси стана.
Установка отгибателя конца рулонов предназначена для отгибания,
предварительной правки и передачи переднего конца рулона с первой позиции на
вторую, центрирования и задачи его в правильную машину.
Установка состоит из узла отгибателя, трехроликовой машины, установки
прижимного ролика, подающего устройства, центрирующих роликов, узлов привода и
конечных выключателей.
Техническая характеристика разматывателя:
Тип отгибателя скребковый
Диаметр ролика прижимного, мм 200
Длина бочки ролика, мм 500
Усилие прижимного ролика, кН 145
Установка отгибателя конца рулонов предназначена для отгибания,
предварительной правки и передачи переднего конца рулона с первой позиции на
вторую, центрирования и задачи его в правильную машину.
Установка состоит из узла отгибателя, трехроликовой машины, установки
прижимного ролика, подающего устройства, центрирующих роликов, узлов привода и
конечных выключателей.
Техническая характеристика плавильной машины №1:
Ролики рабочие:
количество, шт. 11
диаметр, мм 150
длина бочки, мм 680
Шаг между осями роликов, мм 160
Ролики направляющие:
количество, шт. 2
диаметр, мм 150
длина бочки, мм 680
Правильная машина № 1 предназначена для правки полосы и ее
транспортировки.
Правильная машина состоит из верхней подвижной и нижней неподвижной
станины, правильных роликов, привода и устройства для уборки окалины.
Техническая характеристика стыкосварочной машины:
Усилие зажатия полос, кН 800
Длина электродов, мм 850
Наибольший раствор между нижними и верхними электродами, мм 210 - 230
Полный цикл работы машины, с. 81
Стыкосварочная машина с гратоснимателем и ножницами предназначена для
сварки встык заднего конца последующего рулона для обеспечения непрерывного
процесса формовки.
Стыкосварочная машина состоит из устройства для центрирования полосы,
неподвижной и подвижной станин, с электродами для сварки, тележек для зажима и
перемещения переднего и заднего концов полос при подготовке к сварке,
сварочного трансформатора, механизма управления стыкосварочной машиной, гратоснимателя,
устройства для обдувания сварочного шва и резцов гратоснимателя.
Техническая характеристика петлеобразователя:
Рабочий ход тележки, м 118
Максимальный запас петли, м 236
Диаметр барабана тележки, мм 2500
Петлеобразователь служит для создания запаса полосы, обеспечивающего
непрерывную работу формовочного стана при наличии пауз в подаче полосы во время
поперечной сварки концов рулона.
Запас петли регулируется при помощи барабана, огибаемого полосой. Барабан
установлен на тележке, перемещающейся в тоннеле по рельсовому пути.
Рольганг перед станом предназначен для транспортировки полосы к
профилегибочному стану.
Техническая характеристика рольганга:
Диаметр бочки ролика, мм 100
Длина бочки ролика, мм 800
Шаг между осями роликов, мм 500
Скорость транспортировки, м/с 0,5 - 2,5
Рольганг перед станом предназначен для транспортировки полосы к
профилегибочному стану.
Профилегибочный стан предназначен для формовки из полосы гнутых профилей
различных размеров и конфигураций.
Рабочие клети стана смонтированы на общей плитовине с шагом 140 мм. Между
рабочими клетями установлены неприводные вертикальные ролики. Привод рабочих
валков клетей осуществляется от двух двигателей постоянного тока через
редукторы, комбинированные шестеренные клети, связанные между собой зубчатыми
муфтами и шпиндели.
Перемещение верхних рабочих валков в вертикальной плоскости производится
при помощи нажимных устройств клетей.
Крутящий момент от электродвигателя к нажимным винтам передается через
редуктор и червячные пары. Для раздельной работы нажимными винтами нажимное
устройство оборудовано двумя электромагнитными муфтами.
Рабочие валки установлены на подшипниках качения в подушках и состоят из
валов, профильных шайб и дистанционных втулок, фиксируемых с одной стороны
буртом вала, с другой - гайкой с полурезьбами.
Рабочая клеть состоит из двух станин, соединенных между собой в нижней
части болтами, в верхней части станниты соединяются посредством траверсы,
которая крепится к станине с помощью четырех цилиндрических пальцев и четырех
распорных клиньев.
Уравновешивание верхнего валка достигается за счет четырех пружин,
смонтированных в верхних подушках.
Нижние валки на линию формовки устанавливаются с помощью подкладок.
На подушках формовочной клети со стороны обслуживания предусмотрены механизмы,
фиксирующие верхний и нижний валки в осевом направлении при неподвижных
подушках.
В верхней части нажимного устройства установлены лимбы со шкалой,
отмечающие перемещение нажимных винтов.
На последних четырех клетях формовочного стана предусмотрены вертикальные
ролики для окончательной доформовки профиля.
Для создания натяжения от клети к клети катающие диаметры валков растут
по направлению движения металла на 0,2% в каждой последующей клети.
Техническая характеристика:
Скорость профилирования, м/с 0,5 - 2,5
Число рабочих клетей, шт. 14
Диаметр вала рабочих валков, мм 180
Диаметр нижнего рабочего валка, мм 280
Диаметр верхнего рабочего валка, мм 694,4
Групповой привод стана с двумя электродвигателями мощностью, кВт 640
Число оборотов, об./мин. 600 - 1050
Передаточное число редукторов главного привода 5,5
Передаточное число конической пары шестеренной клети 1
Передаточное число цилиндрической пары шестеренной клети 2,48
Передаточное число червячного редуктора нажимного устройства 10,25
Передаточное число червячной пары нажимного устройства 32
Двигатель нажимного устройства:
мощность, кВт 2,7
обороты, об./мин. 900
Давление на валки, кН 300
Привод муфты включения пневматический
Диаметр цилиндра, мм 125
Ход поршня, мм 100
Давление воздуха, МПа 0,5
Расстояние линии формовки от плитовины, мм 740
Шовонапрявляющая клеть - служит для обеспечения постоянного зазора между
кромками профиля и получения заданного угла схождения кромок.
Индукционное сварочное устройство предназначено для нагрева кромок
заготовки профиля до сварочной температуры токами высокой частоты.
Техническая характеристика индукционного сварочного устройства:
Тип ВЧС-630/0,44
Напряжение питающей силовой сети, В 10000
Напряжение цепей управления, В 380
Рабочая частота, кГц 440
Скорость сварки, м/мин 10 - 50
Шовообжимная клеть предназначена для приложения внешнего давления к
свариваемым кромкам профиля и удержания их от смещения в процессе сварки.
Шовообжимная клеть состоит из станины, в которой размещены два опорных
вертикальных ролика, два верхних наклонных ролика и нижний горизонтальный
валок.
Техническая характеристика шовообжимной клети:
Усилие осадки вертикальных роликов, кН 200
Давление рабочей жидкости в гидроцилиндрах, МПа 0,5 - 5
Максимальное усилие, действующее на верхние ролики, кН 70
За сварочной установкой расположены правильно-калибровочные клети.
Правильно-калибровочные клети предназначены для гибки и отделки профилей после
высокочастотной сварки.
Техническая характеристика сварочной установки:
Количество, шт. 3
Диаметр нижнего рабочего валка, мм 280
Диаметр верхнего рабочего валка, мм 694,4
Мощность электродвигателя, кВт 300
Летучая пила предназначена для порезки профилей в потоке на стане на
мерные длины и состоит из каретки, поворотного редуктора, зажимного
приспособления, механизма перемещения каретки и направляющих.
Техническая характеристика летучей пилы:
Диаметр пильного диска, мм 900 (мин. 780)
Толщина, мм 7 - 9
Скорость порезки замкнутых сварных профилей, м/мин. 10 - 60
Отводящий рольганг предназначен для транспортировки готового профиля к
участку набора рядов, а также создания разрыва между готовыми профилями с целью
их уборки зацепами шлеппера на участке набора рядов.
Техническая характеристика отводящего рольганга:
Диаметр бочки ролика, мм 150
Длина бочки ролика, мм 700
Наибольшая транспортируемая масса профиля, кг 450
Скорость транспортирования, м/с 1,4 - 4,15
Цепной шлеппер предназначен для уборки с рольганга профилей, набора их в
ряд и передачи набранных рядов на рольганг кантователя.
Шлеппер представляет собой транспортер, цепи которого расположены между
роликами рольганга за летучей пилой и рольганга кантователя.
Техническая характеристика шлеппера:
Наибольшая масса транспортируемого материала, кг 2000
Максимальная скорость передвижения цепей, м/с 1,25
Количество тянущих цепей, шт. 8
Шаг захвата, мм 1600
Длина шлеппера между осями звездочек, мм 7700
Рольганг скребкового толкателя предназначен для транспортировки ряда
пакетируемых профилей к укладчику.
Техническая характеристика рольганга скребкового толкателя:
Диаметр бочки ролика, мм 150
Длина бочки ролика, мм 1300
Шаг между осями роликов, мм 1000 и 1200
Наибольшая масса транспортируемых профилей, кг. 2000
Скорость транспортировки профилей, м/с 1 - 3
Скребковый толкатель консольного типа предназначен для досылания ряда
пакетируемых профилей с рольганга на укладчик.
Техническая характеристика скребкового толкателя консольного типа:
Скорость перемещения скребка, м/с 0,68 - 1,36
Ход тележки, мм 6000
Диаметр барабана, мм 400
Укладчик предназначен для укладки готовых профилей в пакеты.
Укладчик состоит из подъемного стола, передвижного упора механизмов
вертикального и горизонтального перемещений, опорной тележки.
Техническая характеристика укладчика:
Максимальная масса укладываемого пакета, кг 10000
Количество укладываемых пакетов 2
Максимальная ширина пакета, мм 1000
Скорость подъема стола, мм/с 83,2
Скорость перемещения укладчика, м/с 0,23 - 0,46.[4]
Характеристика электродвигателей, установленных на машинах агрегата. (
без масло-эмульсионной и гидросистемы)
Таблица 1.1. Характеристика электродвигателей.[2]
|
№№ пп
|
Место установки
|
Тип электро-двигателя
|
Мощ-ность квт.
|
Число оборо-тов в минуту
|
Коли-чество
|
|
1
|
2
|
3
|
4
|
5
|
6
|
|
Устройство загрузочно-разгрузочное
|
|
1.
|
Привод тележки
|
ДП-31
|
8,5
|
870
|
1
|
|
2.
|
Привод гидронасоса
|
А02-72-6
|
22
|
970
|
1
|
|
Разматыватель для рулонов горизонтально-цилиндрический
|
|
3.
|
Привод вращения барабана
|
П-102
|
42
|
600/1800
|
2
|
|
Установка отгибателей конца рулона
|
|
4.
|
Привод ролика
|
МТМ512-8
|
30
|
715
|
2
|
|
Установка для уборки обвязочной ленты
|
|
5.
|
Привод перемеще-ния тележки
|
АР53-12
|
1,4
|
430
|
1
|
|
Машина листоправильная 11х150х680
|
|
6.
|
Узел привода
|
ДП-82А
|
140
|
640
|
2
|
|
7.
|
Привод перемеще-ния верхней стани-ны
|
МТКМ 211-6
|
5,0
|
905
|
1
|
|
8.
|
Узел привода
|
МИ-32
|
0,37
|
1000
|
1
|
|
9.
|
Привод подъёма направляющих роликов
|
АОС2-31-6
|
2
|
900
|
2
|
|
Ножницы с нижним резом и уборкой обрезков
|
|
10.
|
Привод вращения коленвала
|
МТМ611-10
|
38
|
575
|
1
|
|
11.
|
Привод перемеще-ния тележки
|
МТКМ112-6
|
3,3
|
905
|
1
|
|
Уборка обрезков
|
|
12.
|
Привод перемеще-ния тележки
|
МТКМ112-6
|
3,3
|
905
|
1
|
|
Петлеобразующие устройства
|
|
13.
|
Привод роликов по-дающих
|
ДП82А
|
140
|
640
|
1
|
|
14.
|
Привод роликов тя-нущих
|
ДП82А
|
140
|
640
|
1
|
|
15.
|
Привод нажимных винтов роликов подающих
|
АОС2-32-6
|
2,7
|
920
|
1
|
|
16.
|
Привод нажимных винтов роликов тянущих
|
АОС2-32-6
|
2,7
|
920
|
1
|
|
17.
|
Привод перемеще-ния центрирующих роликов
|
АОС2-32-6
|
2,7
|
920
|
2
|
|
18.
|
Привод тележки
|
ДП82А
|
140
|
640
|
2
|
|
Машина листоправильная 11х150х680
|
|
19.
|
Узел привода
|
ДП82А
|
140
|
640
|
1
|
|
20.
|
Узел привода
|
МИ-32
|
0,37
|
1000
|
1
|
|
21.
|
Привод подъёма (опускания) направляющих роликов
|
АОС2-31-6
|
2
|
900
|
1
|
|
22.
|
МТКМ211-6
|
5
|
905
|
1
|
|
Ножницы летучие со следящими и подающими роликами
|
|
23.
|
Привод вращения следящих роликов
|
ДП-12
|
3
|
1130
|
1
|
|
24.
|
Привод вращения задающих роликов
|
ДП-42
|
21
|
640
|
1
|
|
25.
|
Привод вращения ножей
|
П143-6к
|
250
|
500
|
1
|
|
Рольганг перед станом
|
|
26.
|
Привод роликов
|
АР43-10
|
0,65
|
530
|
25
|
|
Ролики задающие
|
|
27.
|
Привод вращения роликов
|
ДП42
|
21
|
640
|
1
|
|
Промасливающая машина для полосы
|
|
28.
|
Привод вращения роликов
|
АР43-10
|
0,65
|
530
|
2
|
|
29.
|
Привод насоса
|
АОЛ-21-4
|
1,1
|
1400
|
2
|
|
30.
|
Привод насоса
|
АОЛ2-31-4
|
2,2
|
1450
|
1
|
|
Формовочный стан
|
|
31.
|
Нажимной механизм
|
АОС2-32-6
|
2,7
|
900
|
14
|
|
32.
|
Узел привода
|
ПН3-45
|
0,5
|
1500
|
2
|
|
33.
|
Узел привода
|
П-153-8к
|
600
|
650-1050
|
2
|
|
Рольганг за станом
|
|
34.
|
Привод ролика
|
АР-43-10
|
0,65
|
530
|
16
|
|
Установка электромагнитных роликов 350х50
|
|
35.
|
Узел привода
|
ДП-31
|
8,5
|
840
|
4
|
|
36.
|
Узел привода
|
МИ-32
|
0,37
|
1000
|
4
|
|
Установка для промасливания профиля
|
|
37.
|
Привод насоса
|
АОЛ2-21-4
|
1,1
|
1400
|
2
|
|
38.
|
Привод насоса
|
АОЛ2-31-4
|
2,2
|
1450
|
1
|
|
39.
|
Привод ролика
|
АР43-10
|
0,65
|
530
|
2
|
|
Рольганг приводной
|
|
40.
|
Ролик
|
АР43-10
|
0,65
|
530
|
28
|
|
Шлеппер цепной
|
|
41.
|
Узел привода
|
ДП-42
|
21
|
640
|
2
|
|
Рольганг кантователя
|
|
42.
|
Ролик
|
АР63-12
|
1,4
|
430
|
14
|
|
Кантователь участка набора рядов
|
|
43.
|
Узел привода
|
ДП-62
|
56
|
600
|
2
|
|
Рольганг перед укладчиком
|
|
44.
|
Ролик
|
АР43-10
|
0,65
|
530
|
13
|
|
Рольганг скребкового толкателя
|
|
45.
|
Ролик
|
АР53-12
|
1,4
|
430
|
14
|
|
Толкатель скребковый
|
|
46.
|
Привод толкателя скребкового
|
ДП-42
|
21
|
640
|
1
|
|
Укладчик
|
|
47.
|
Упор передвижной
|
МТКМ 112-6
|
3,3
|
905
|
1
|
|
48.
|
Механизм переме-щения укладчика
|
ДП-42
|
21
|
640
|
1
|
|
49.
|
Механизм подъёма стола
|
МТН711-10
|
100
|
585
|
1
|
|
|
|
|
|
|
|
|
. Описание
технологического процесса ПГА 2÷8×100÷600
Технологический процесс производства замкнутых сварных гнутых профилей
начинается с подачи мостовым краном рулонов в накопитель с загрузочной
тележкой, где они автоматически устанавливаются на разматыватель. Полоса в
двухпозиционном разматывателе с отгибателем конца полосы рулона центрируется и
направляется в тянущие ролики правильной машины. Правка полосы осуществляется
на семироликовой машине, где устраняется кривизна и волнистость исходной
заготовки перед стыковой сваркой концов рулона. Концы полосы обрезаются
гильотинными ножницами и после резки с помощью специального устройства
выравниваются. Сварка заднего конца предыдущего и переднего конца последующего
рулонов с целью обеспечения непрерывности процесса профилирования
осуществляется на стыкосварочной машине, которая работает в автоматическом
режиме и снабжена гратоснимателем. Создание запаса полосы с целью синхронизации
работы механизмов с разными рабочими скоростями обеспечивается накопителем
полосы туннельного типа. Накопитель оснащён автоматическим устройством для
ускоренного охлаждения поперечных сварных швов с целью предупреждения
трещинообразования на профиле при прохождении его в формовочном стане.
Для правки заготовки после прохождения через накопитель установлена
вторая правильная машина.
Профилирование заготовки осуществляется в валках формовочного стана,
имеющего 14 рабочих клетей, каждая из которых снабжена двумя валками с
горизонтальной осью вращения, приводимыми в движение групповым электроприводом.
Нажимные устройства верхних валков приводятся от индивидуальных
электродвигателей. Между рабочими клетями установлены холостые ролики с
вертикальной осью вращения, обеспечивающие стабильность поступления формуемой
заготовки в калибры.
Сварка продольного шва сформованного профиля производится на
высокочастотной сварочной машине. Машина оснащена клетью с двумя холостыми
валками с горизонтальной осью вращения, обеспечивающей расчётные геометрические
параметры прохождения свариваемых полок профиля в очаг разогрева и
деформирования. Охватывающий индуктор т.в.ч. (440 кГц) обеспечивающий разогрев
кромок профиля до температуры оплавления, питается от генератора т.в.ч. и
снабжён системой скоростного охлаждения. Рабочая клеть машины, обеспечивающая
стыковку разогретых кромок, выдавливание окислов в грат и формовку профиля до
окончательной формы поперечного сечения, оснащена четырьмя холостыми валками.
Взаимное расположение их регулируется механическим и гидравлическими приводами.
Машина снабжена также устройством для удаления грата. С целью отвода
газообразных продуктов, образующихся в процессе сварки, машина оснащена
вытяжной вентиляционной системой.
Для улучшения качества свариваемого шва, предотвращения образования в нём
трещин устанавливают дополнительную обжимную клеть, которая обеспечивает
профиль от распружинивания.
Скоростное регулируемое охлаждение сварного шва водовоздушной смесью
обеспечивается холодильником спрейерного типа, снабжённого вытяжной
вентиляционной системой.
Правильно-калибровочные клети предназначены для окончательной (по мере
необходимости) отделки формы профиля, а также компенсации продольного прогиба
профиля, возникающего под действием остаточных напряжений, обусловленных
термическим влиянием процесса сварки.
Эти три клети имеют групповой электропривод, по конструкции они
аналогичны рабочим клетям формовочного стана.
Для порезки готовых профилей установлена летучая пила. Готовые порезанные
на мерные длины профили по рольгангу транспортируются к укладчику. Набор рядов
профилей, укладка их в пакеты и кантовка производится автоматически.
Агрегат оснащен комплексом контрольно-измерительной, регистрирующей и
управляющей аппаратуры, обеспечивающей контроль и управление технологическими
параметрами производственного процесса.
Технологический процесс производства сварных водо-газопроводных труб
включает:
- операции подготовки листовой заготовки к формовке и сварке;
- формовку штрипса в цилиндрическую трубную заготовку;
сварку кромок трубной заготовки;
проверку качества продольного сварного шва трубы неразрушимым
методом контроля;
раскрой трубы на мерные длины в потоке;
операции отделки и дополнительного контроля труб (по требованию
заказчика торцовку, промывку, гидроиспытания);
упаковку, взвешивание и маркировку.
Стан ПГА 2÷8×100÷600 (Рис.2.1)
Производство труб малых (D <
114 мм) и средних (D
= 114÷530 мм.)
диаметров базируется на использовании рулонной заготовки и процессе ее формовки
на непрерывном агрегате. При непрерывной (валковой) формовке происходит
постепенное сворачивание полосы (от клети к клети), образуется цилиндрическая
трубная заготовка с прямолинейным стыком кромок. Эта операция производится в
холодном состоянии. Формовка штрипса осуществляется, как правило, в непрерывном
режиме профилирования, благодаря совместной работе двухпозиционного
разматывателя, стыкосварочной машине и петленакопителя.
Для сварки кромок трубных заготовок, получаемых из низкоуглеродистых и
легированных сталей в настоящее время используется высокочастотная
элекросварка. Данный способ сварки относится к сварке давлением.
Сварка давлением осуществляется путем нагрева кромок трубной заготовки до
высоких температур и последующего их сжатия с доведением до совместной
пластической деформации. Нагрев кромок производится теплом выделяемым при
прохождении электрического тока. Сжатие и осадка кромок производятся за счет
усилий возникающих при редуцировании заготовки в круглом калибре.
Высокая температура и пластическая деформация приводят к оплавлению и
разрушению пленок окислов, покрывающих металл, сглаживанию неровностей
поверхностей кромок и выдавливанию окислов из стыка. Сжатие чистых поверхностей
металла и интенсивная рекристаллизация при высоких температурах приводят к
образованию металл, выдавливаемый совместно с окислами за пределы очага
деформации кромок, образует наружный и внутренний грат. Наружный грат удаляется
с помощью гратоснимателя, установленного в линии стана и срезающего грат в
горячем состоянии.
После сварки и снятия грата трубы охлаждают, калибруют по диаметру, и
разрезают на мерные длины.
Прокатка водо-газопроводной трубы ведется при обязательном контроле
продольного сварного шва, при помощи АУУЗК «Маяк 7-02», дефектоскоп установлен
в линии стана после последней калибровочной клети стана. Установка обеспечивает
выявление несплошностей основного металла и сварных соединений типа расслоений,
скоплений неметаллических включений, свищей, непроваров, других нарушений
сплошности.
Выходящая из стана труба автоматически разрезается на мерные длины с
помощью дисковой летучей пилы. Штанги трубы на участке шлепперов набираются в
ряды, а затем в пакеты с помощью передвижного двухкарманного укладчика, который
в свою очередь обеспечивает непрерывность технологического процесса. Пока в
один карман укладчика набираются рядами штанги труб, набранный пакет труб из
другого кармана, с помощью электро-мостового крана перевозится на весы, где
производится его взвешивание, упаковка и маркировка. Пакет труб, с помощью
электро-мостового крана перевозится и рассыпается на шнеках установки торцовки,
промывки и гидроиспытаний, где с помощью вращяющихся резцов с торца трубы
снимается фаска, трубы промываются, испытываются созданием внутри трубы
давления. Далее прошедшие гидроиспытание трубы набираются в пакеты,
упаковываются, взвешиваются, маркируются и с помощью электро-мостового крана
перевозятся на участок готовой подукции.
Профилегибочный стан предназначен для формовки из полосы гнутых профилей
различных размеров и конфигураций.
Рабочие клети стана смонтированы на общей плитовине с шагом 140 мм. Между
рабочими клетями установлены неприводные вертикальные ролики. Привод рабочих
валков клетей осуществляется от двух двигателей постоянного тока через
редукторы, комбинированные шестеренные клети, связанные между собой зубчатыми
муфтами и шпиндели.
Перемещение верхних рабочих валков в вертикальной плоскости производится
при помощи нажимных устройств клетей.
Крутящий момент от электродвигателя к нажимным винтам передается через
редуктор и червячные пары. Для раздельной работы нажимными винтами нажимное
устройство оборудовано двумя электромагнитными муфтами.
Рабочие валки установлены на подшипниках качения в подушках и состоят из
валов, профильных шайб и дистанционных втулок, фиксируемых с одной стороны
буртом вала, с другой - гайкой с полурезьбами.
Рабочая клеть состоит из двух станин, соединенных между собой в нижней
части болтами, в верхней части станниты соединяются посредством траверсы,
которая крепится к станине с помощью четырех цилиндрических пальцев и четырех
распорных клиньев.
Уравновешивание верхнего валка достигается за счет четырех пружин,
смонтированных в верхних подушках.
Нижние валки на линию формовки устанавливаются с помощью подкладок.
На подушках формовочной клети со стороны обслуживания предусмотрены
механизмы, фиксирующие верхний и нижний валки в осевом направлении при неподвижных
подушках.
В верхней части нажимного устройства установлены лимбы со шкалой,
отмечающие перемещение нажимных винтов.
На последних четырех клетях формовочного стана предусмотрены вертикальные
ролики для окончательной доформовки профиля.
Для создания натяжения от клети к клети катающие диаметры валков растут
по направлению движения металла на 0,2% в каждой последующей клети.
. Критический анализ базового варианта
В настоящее время спрос на производство круглых и профильных труб по
трубной технологии, производство сварных замкнутых профилей, производство
швеллеров и специальных профилей растет в различных сферах промышленности.
Продукция агрегата используется в автомобилестроении, машиностроении,
строительстве, водо-газоснабжении, дорожном строительстве. В автомобилестроении
конструкции автомобиля трубы используются в системах выхлопа, передней
подвески, рулевого управления, ходовой части, для деталей тормозной системы,
для топливной аппаратуры дизельных двигателей, для деталей подъема кабины,
карданного вала, радиатора, топливного бака и др.В машиностроении трубы
используются в качестве материала для изготовления различных конструкций и
механизмов. В зависимости от диаметра и других параметров трубы могут играть
роль несущих балок, воспринимающих достаточно большие нагрузки, или
использоваться в качестве элемента для транспортировки технических жидкостей и
газов: смазки, антифриза, воздуха, пара и др.Для строительства
высоконагруженных конструкций рациональнее использовать не обычные круглые
трубы, а фасонные - с квадратным или прямоугольным сечением. Они отличаются
более высокой прочностью и лучше переносят значительные нагрузки как на изгиб,
так и на кручение. А так же используются каркасов сооружений, заводов, торговых
центров. Стальные трубы нужны для прокладывания теплотрасс, а также газо и
водопроводов. Этот важный строительный материал представляет собой основу
любого строительства. Спрос на производство круглых и профильных труб в ЦГП(Цех
Гнутых Профилей) постоянно растет.[1]В связи с этим реконструкция пилы на стане
ПГА2-8х100-600 ПАО «Северсталь» является актуальной задачей. Поэтому я
предлагаю реконструкцию пилы для увелечения обьемов выпущеной продукции. А так
же замена пилы позволит выпускать трубы большего диаметра, а это в свою очередь
привлечет новых заказчиков.
Проектом реконструкции предусматривался полная замена морально
устаревшего оборудования летучей пилы на новое, более современное, отвечающее
всем современным требованиям по технологии и качеству, условиям труда персонала
и безопасности. Для защиты от воздействия шума, отработанных газов и искр
летучая пила будет оборудована шумоизоляционной кабиной, вытяжной вентиляцией.
Кроме того, пила - уникальная по своей конструкции - выполнена с учётом
сохранения качественных характеристик выпускаемой продукции. В частности, она
гарантирует защиту от разлома трубы при порезке. Установленные датчики вибрации
и температуры и многие другие новшества позволят максимально эффективно
использовать оборудование летучей пилы во время её эксплуатации.
Заключение
В ходе работы я изучил основные принципы работы агрегата стана ПГА 2÷8×100÷600.Технологическую цепочку которую
проходит штрипс от загрузки на стан до выпуска готовой трубы. Так же принципы
работы агрегатов из которых состоит ПГА 2÷8×100÷600.Ознакомился с различными видами труб
самого различного назначения по разным стандартам. Сделал выводы и предложения
по работе ЦГП-1.
Список литературы
1.
Производство
гнутых профилей (оборудование и технология). Тришевский И.С., Юрченко А.Б.,
Марьин В.С., Клепанда В.В., Ланько В.В., Хейфец Г.Р., Крылов Н.И.
М.:Металлургия, 1982. 384 с.
2.
Королёв А.А.
Конструкция и расчёт машин и механизмов прокатных станов: Учеб. пособие для
вузов-М.: “Металлургия”. 1985. 376 с.
3.
Совершенствование
технологий и оборудования производства сварных гнутых профилей и кабельных
оболочек. Самусев С.В. и др. “Чёрная металлургия”, 2001 №3.
4. Технологический паспорт стана ПГА 2÷8×100÷600.