Электрооборудование универсального круглошлифовального станка 3В10А
Дипломная работа
на тему
Универсальный круглошлифовальный
станок 3В10А
ВВЕДЕНИЕ
Промышленные механизмы прошли долгий путь развития, прежде чем приняли
вид современного автоматизированного электропривода
Пределы использования по мощности современного электропривода велики - от
десятков тысяч киловатт в единичном двигателе до долей ватта.
Современный автоматизированный электропривод представляет собой
электромеханическую систему, предназначенную для движения рабочего органа
машины и управления её технологическим процессом. Электропривод состоит из трёх
частей: электрического двигателя, осуществляющего электромеханическое
преобразование энергии, механической части, передающей механическую энергию
рабочему органу машины, и системы управления, обеспечивающей оптимальное по тем
или иным критериям управление технологическим процессом. Диапазон изменения
номинальных частот вращения электропривода имеет широкие пределы. Использование
средств дискретной техники в системах управления приводами постоянно тока
расширяет диапазон регулирования скорости до (1000-1500):1 и выше. Нельзя
представить себе ни одного современного производственного механизма, в любой
области техники, который не приводился бы в действие автоматизированным
электроприводом.
В электроприводе главным элементом, преобразующим электрическую энергию в
механическую является электродвигатель, который управляется при помощи
преобразовательных и управляющих устройств с целью формирования статистических
и динамических характеристик электропривода, отвечающих требованиям
производственных механизмов.
Большое количество производственных процессов обуславливает различные
виды и характеры движения рабочих органов механизма, а следовательно, и
электроприводов. По виду движения электроприводы могут обеспечить: вращательное
однонаправленное движение, вращательное реверсивное и поступательное
реверсивное движение.
Характеристики двигателя и возможности системы управления определяют
производительность механизма, точность выполнения технологических операций. Свойства
электромеханической системы оказывают решающее влияние на важнейшие показатели
рабочей машины и в значительной мере определяют качество и экономическую
эффективность технологических процессов. Развитие автоматизированного
электропривода ведёт к совершенствованию конструкций машин, к коренным
изменениям технологических процессов, к дальнейшему прогрессу во всех отраслях
народного хозяйства, поэтому теория электропривода - техническая наука,
изучающая общие свойства электромеханических систем, законы управления их
движением и способы синтеза таких систем по заданным показателям имеет
важнейшее практическое значение.
1. ОБЩАЯ ЧАСТЬ
.1 Тип механизма, назначение, его основные технические данные
Универсальный круглошлифовальный станок 3В10А предназначен для наружного
и внутреннего шлифования цилиндрических и конических поверхностей деталей,
требующих особо высокой точности размеров, геометрической формы и чистоты
поверхности.
На станке можно выполнять:
продольное и врезное шлифование при ручном управлении;
врезное шлифование с автоматической поперечной подачей, при наличии
прибора активного контроля.
Возможна врезная подача шлифовальной бабки до жесткого упора.
Станки 3В10 применяются на авторемонтных заводах, занятых ремонтом
коленчатых валов двигателей внутреннего сгорания и другой техники.
Круглошлифовальный станок 3В10 предназначен для перешлифовки шатунных и
коренных шеек коленчатых валов в условиях авторемонтных заводов и других
ремонтных служб
На станке можно шлифовать цилиндрические и конические поверхности с
уклоном до 3°, а также производить шлифование с автоматическим
врезанием.
Управление станком электромеханическое, гидравлическое н ручное.
Технические характеристики станка:
Основные параметры
Точность А
Рекомендуемые диаметры шлифования, мм - 3-5
Максимальная длина шлифуемого отверстия, мм - 15
Максимальный диаметр устанавливаемой детали, мм - 100
Расстояние между центрами, мм - 160
Высота центров над столом, мм - 30
Высота центров над полом, мм - 1050
Максимальное перемещение стола, мм - 160
Скорость автоматического перемещения стола, м/мин - 0,03-1,0
Минимальный автоматический ход стола
(при минимальной скорости), мм - 2
Максимальный поворот верхнего стола, град. +6°,-7°
Ручное перемещение стола за 1 оборот лимба, мм
А/тонкое - 0,174
А/быстрое - 2,5
Максимальное перемещение шлифовальной бабки, мм - 60
Максимальный поворот шлифовальной бабки, град. +30°, -90°
Размеры шлифовального круга по ГОСТ 2424-67, мм IIII 200х20х76
Число оборотов шпинделя, об/мин - 2800
Скорость автоматической подачи мм/мин - 0,02…0,2
Величина ручной толчковой подачи, мм - 0,0005
Величина быстрого отвода и подвода шлифовальной бабки, мм - 15
Точность быстрого подвода (поворотное), мм - 0,001
Перемещение шлифовальной бабки за один оборот маховика
подачи, мм - 0,2
Максимальное перемещение шлифовальной бабки от механизма
микроподачи, мм 0,05
Конец шлифовального шпинделя по ГОСТ 2323-67
(конусность)1:5), мм - 32
Число оборотов изделия (регулируется бесступенчато),
об/мин - 100+950
Параметры центровых гнезд неповоротной бабки изделия и
задней бабки Морзе - 2 ГОСТ 2848-67
Центровое гнездо поворотной бабки изделия Морзе - 3 ГОСТ 2848-67
Максимальный поворот бабки изделия, град. 90° к шлифовальному
кругу, - 30° от круга
Ход пиноли задней бабки от руки, мм - 10
Число оборотов внутришлифовального шпинделя, об/мин - 72000
Габаритные размеры станка (длина х ширина х высота),
мм 1900х1600х1400
Вес станка, кг - 2400
.2 Назначение электроприводов, кинематическая схема и ее
описание
Электродвигатель внутреннего шлифования - М1
Электродвигатель генератора - М2
Электродвигатель шлифовального круга - М3
Электродвигатель насосов смазки и гидравлики - М4
Электродвигатель магнитного сепаратора - М5
Электродвигатель продергивания - М6
Электродвигатель насоса охлаждения - М7
С помощью кинематических цепей и гидравлического привода в станке 3в10
производятся следующие движения:
Вращение шпинделя шлифовального круга
Вращение изделия
Ручная поперечная подача шлифовальной бабки (шлифовального круга)
Быстрый (гидавлический) подвод и отвод шлифовальной бабки
Гидавлическая подача шлифовальной бабки на врезание
Ручное продольное перемещение стола
Продольное перемещение стола от гидропривода
Осевое ручное перемещение шпинделя шлифовальной бабки
Осевое ручное перемещение пиноли задней бабки
Вертикальное перемещение зажимных патронов
Автоматическая правка периферии круга передвигая сверлильную головку.
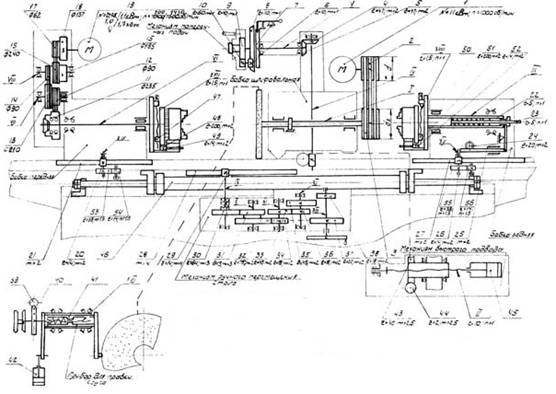
Рис. 1. Кинематическая схема
.3 Последовательность включения приводов, режимы работы
приводов
На станке предусмотрены два режима управления работой -
полуавтоматический и ручной.
В ручном режиме управления процессом обработки детали осуществляется
переключателем ПР и кнопкой 6КУ «подача».
В исходном положении переключатель ПР стоит в положении «реверс».
Нажимаем кнопку 6КУ «подача», получает питание промежуточное реле 2РП и
ставиться своим Н. О. контактом на самопитание. Н. З. контакт «РП в цепи 3РП
открывается. Получает питание электромагнит IЭ. Идет подача.
Ставим переключатель ПР в положение «стоп».
Реле «РП теряет питание, обесточивается электромагнит IЭ. Идет выхаживание. Ставим
переключатель ПР в положение «реверс» получает питание реле 3РП.
Идет реверс подача. В конце реверса шлифовальной бабки нажимается
конечный выключатель 2ВК. Электромагнит 2В обесточивается. Загорается лампа
2ЛС, сигнализирующая об исходном положении шлифовальной бабки. Цикл окончен.
Из циклограммы следует, что привод насоса охлаждения М7, привод основной
насосной установки гидравлики М4 работают в кратковременном режиме; привод
внутреннего шлифования М1, привод шлифовального круга М3 - работают в
повторно-кратковременном режиме.
2.
СПЕЦИАЛЬНАЯ ЧАСТЬ
.1 Расчет мощности электродвигателей приводов механизма
Для электродвигателя внутреннего шлифовального круга мощность резания при
шлифовании торцом определяется по формуле:
Pz = Cp ∙Vrз ∙tx ∙bz, Cp, r, x, z
коэффициенты и показатели степени, зависящие от материала изделия,
твёрдости круга и вида шлифования, выбираются по справочнику [5]. При черновой
обработке и чистовой обработке:
Cp = 1,3; r = 0,5;
x = 0,5; z = 0,6 [5, с. 11]
Vз
- окружная
скорость детали или скорость движения стола, м/мин;
t -
глубина шлифования, мм;
b -
ширина шлифования, мм.
Скорость Vз, глубина шлифования t выбираются в зависимости от вида
шлифования по справочнику [5]. При черновой обработке: Vз = 10м/мин; t =
0,04мм [5, с. 15]. При чистовой обработке:
Vз = 3м/мин; t = 0,01мм; b =
75мм [5, с. 15].
Определяем мощность резания при черновой обработке для внутреннего
шлифования М1:
Pzчерн = 1,3 ∙100,5 ∙0,080,5
∙750,6 = 0,62 (кВт)
Определяем мощность резания при чистовой обработке для внутреннего
шлифования М1:
Pzчист = 1,31 ∙30,5 ∙0,010,5
∙750,6 = 0,28 (кВт)
Определяем эквивалентную мощность электродвигателя для внутреннего
шлифования по формуле:
где
Tчерн, Tчист
- время, затрачиваемое на чистовую
и черновую обработки.
Исходя
из режима работы главного привода - повторно-кратковременного задаёмся временем
чистовой и черновой обработок.
Tчерн = 5мин, Tчист = 3мин
Рэкв
= 0,64 (кВт)
Рис.
2. Нагрузочная диаграмма внутреннего шлифования
Определяем
мощность резания при черновой обработке для шлифовального круга М3 по (1):
Pzчерн = 1,3 ∙100,5 ∙0,040,5
∙750,6 = 0,58 (кВт)
Определяем
мощность резания при чистовой обработке для шлифовального круга М3 по (1):
Pzчист = 1,31 ∙30,5 ∙0,010,5
∙750,6 = 0,26 (кВт)
Определяем
эквивалентную мощность электродвигателя шлифовального круга по формуле (2):
Исходя
из режима работы главного привода - повторно-кратковременного задаёмся временем
чистовой и черновой обработок.
Tчерн = 5мин, Tчист = 3мин
Рэкв
= 0,48 (кВт)
Рис.
3. Нагрузочная диаграмма
Расчёт
мощности привода насоса охлаждения М7:
Рассчитывается
мощность двигателя насоса охлаждения по формуле (3), кВт:
 (3)
(3)
где
Q = 0,0037 м /с -
производительность;
/с -
производительность;
Н
= 0,025·10 Па - давление;
Па - давление;
η = 0,95 -
КПД насоса; η
= 0,95 -
КПД насоса; η = 0,9 - КПД механической передачи;
= 0,9 - КПД механической передачи;
к = 1,1 - коэффициент запаса.
= 1,1 - коэффициент запаса.
 (кВт)
(кВт)
.2 Выбор питающего напряжения и рода тока
Станок выпускается с электрооборудованием на напряжение 220/380 В
частотой 50 Гц в силовой цепи.
Цепь управления питается переменным напряжением 110 В через понижающий
трансформатор.
Станок оборудован местным освещением с переменным напряжением 24 В.
.3 Выбор электродвигателей и их проверка
Выбираем асинхронный двигатель с короткозамкнутым ротором для внутреннего
шлифования М1 и шлифовального кругаМ3 серии АИР.
Тип двигателя: АИР 71 A2.
Для выбранного двигателя из справочника [6] выписываем паспортные данные:
Рн - номинальная мощность, кВт; Рн = 0,75 кВт;
n0
- синхронная
частота вращения, об/мин; n0
= 3000 об/мин;
Sн
- номинальное
скольжение; Sн = 4%;
ηн - номинальный КПД ; ηн = 79%;φ - номинальный коэффициент мощности;
cosφ = 0,8;
К1 = Мmax/Mн - кратность максимального момента; К1 = 2,7;
К2 = Мп/Мн - кратность пускового момента; К2 = 2,6;
К3 = Мmin/Mн - кратность минимального момента; К3 = 1,6;
К4 = Iп/Iн - кратность пускового тока; К4 = 6.
Для проверки выбранного двигателя:
Номинальная частота вращения, об/мин
nH =
3000∙(1-0,04) = 2880 (об/мин)
Номинальная
скорость, рад/с
ωн = p∙ nн / 30
ωн = 3,14∙
2880 /30 = 301 (рад/с).
Номинальный
и максимальный моменты двигателя, Н∙м
Mн = 0,75∙1000/301 = 2,5 (Н∙м)
Мmax = 2,7∙2,5 = 6,7 (Н∙м)
Значение
пускового момента, Н∙м

МП
= 2,6∙2,5 = 6,5 (Н∙м)
Величина
статического момента, Н∙м

Мс
= 0,62∙1000/301 = 2 (Н∙м)
Для проверки двигателя на перегрузочную способность необходимо выполнить
условие
М ≤ 0,8·М
≤ 0,8·М ,
,
где
М - максимальный статический момент.
Н∙м
≤ 0,8·6,7 Н∙м
Н∙м<
5,36 Н∙м
Для
проверки двигателя по условиям пуска необходимо выполнить условие
Мп
≥ Мс
,5
Н∙м ≥ 2 Н∙м
Выбираем асинхронный двигатель с короткозамкнутым ротором для привода
генератора М2.
Тип двигателя: АИР90L2.
Для выбранного двигателя из справочника [6] выписываем паспортные данные:
Рн - номинальная мощность, кВт; Рн = 3 кВт;
n0
- синхронная
частота вращения, об/мин; n0
= 3000 об/мин;
Ток 6,5 А
Sн
- номинальное
скольжение; Sн = 5,4%;
ηн - номинальный КПД;
ηн = 84,5%;φ - номинальный коэффициент мощности;
cosφ = 0,85;
К4 = Iп/Iн - кратность пускового тока; К4 = 7.
Выбираем асинхронный двигатель с короткозамкнутым ротором для
шлифовального круга М3.
Тип двигателя: АИР71А2
Для выбранного двигателя из справочника [6] выписываем паспортные данные:
Рн - номинальная мощность, кВт; Рн = 0,75 кВт;
n0
- синхронная
частота вращения, об/мин; n0
= 3000 об/мин;
Sн
- номинальное
скольжение; Sн = 4%;
ηн - номинальный КПД ; ηн = 79%;φ - номинальный коэффициент мощности;
cosφ = 0,8;
К1 = Мmax/Mн - кратность максимального момента; К1 = 2,7;
К2 = Мп/Мн - кратность пускового момента; К2 = 2,6;
К3 = Мmin/Mн - кратность минимального момента; К3 = 1,6;
К4 = Iп/Iн - кратность пускового тока; К4 = 6.
Для проверки выбранного двигателя:
Номинальная частота вращения, об/мин (4)
nH = 3000∙(1-0,04) = 2880 (об/мин)
Номинальная скорость, рад/с (5)
ωн = 3,14∙ 2880 /30 = 301 (рад/с).
Номинальный и максимальный моменты двигателя, Н∙м (6), (7)
Mн = 0,75∙1000/301 = 2,5 (Н∙м)
Мmax = 2,7∙2,5 = 6,7 (Н∙м)
Значение пускового момента, Н∙м (8)
МП = 2,6∙2,5 = 6,5 (Н∙м)
Величина статического момента, Н∙м (9)
Мс = 0,62∙1000/301 = 2 (Н∙м)
Для проверки двигателя на перегрузочную способность необходимо выполнить
условие (10)
Н∙м< 5,36 Н∙м
Для проверки двигателя по условиям пуска необходимо выполнить условие
(11)
,5 Н∙м ≥ 2 Н∙м
Выбираем асинхронный двигатель с короткозамкнутым ротором для насосов
смазки и гидравлики М4.
Тип двигателя: АИР71А4.
Для выбранного двигателя из справочника [6] выписываем паспортные данные:
Рн - номинальная мощность, кВт; Рн = 0,55 кВт;
n0
- синхронная
частота вращения, об/мин; n0
= 1500 об/мин;
Ток 1,7 А;
Sн- номинальное скольжение; Sн = 9,7%;
ηн - номинальный КПД ; ηн = 71%;φ - номинальный коэффициент мощности;
cosφ = 0,71;
К4 = Iп/Iн - кратность пускового тока; К4 = 5.
Выбираем асинхронный двигатель с короткозамкнутым ротором для магнитного
сепаратора М5.
Тип двигателя: АИР56А4.
Для выбранного двигателя из справочника [6] выписываем паспортные данные:
Рн - номинальная мощность, кВт; Рн = 0,12 кВт;
n0
- синхронная
частота вращения, об/мин; n0
= 1500 об/мин;
Ток 0,5 А;
ηн - номинальный КПД ; ηн = 57%;φ - номинальный коэффициент мощности;
cosφ = 0,66;
К4 = Iп/Iн - кратность пускового тока; К4 = 5.
Выбираем асинхронный двигатель с короткозамкнутым ротором для
продергивания М6.
Тип двигателя: АИР56А4.
Для выбранного двигателя из справочника [6] выписываем паспортные данные:
Рн - номинальная мощность, кВт; Рн = 0,12 кВт;
n0
- синхронная
частота вращения, об/мин; n0
= 1500 об/мин;
Ток 0,5 А;
ηн - номинальный КПД ; ηн = 57%;φ - номинальный коэффициент мощности;
cosφ = 0,66;
К4 = Iп/Iн - кратность пускового тока; К4 = 5.
Выбираем асинхронный двигатель с короткозамкнутым ротором для насоса
охлаждения М7.
Тип двигателя: АИР56А2.
Для выбранного двигателя из справочника [6] выписываем паспортные данные:
Рн - номинальная мощность, кВт; Рн = 0,18 кВт;
n0
- синхронная
частота вращения, об/мин; n0
= 3000 об/мин;
Sн- номинальное скольжение; Sн = 9,7%;
ηн - номинальный КПД ; ηн = 65%;φ - номинальный коэффициент мощности;
cosφ = 0,78;
К1 = Мmax/Mн - кратность максимального момента; К1 = 2,2;
К2 = Мп/Мн - кратность пускового момента; К2 = 2;
К3 = Мmin/Mн - кратность минимального момента; К3 = 1,2;
К4 = Iп/Iн - кратность пускового тока; К4 = 5.
Для проверки выбранного двигателя:
Номинальная частота вращения, об/мин (4)
nH = 3000∙(1-0,097) = 2709 (об/мин)
Номинальная скорость, рад/с (5)
ωн = 3,14∙ 2709 /30 = 283,5 (рад/с).
Номинальный и максимальный моменты двигателя, Н∙м (6), (7)
Mн = 0,18∙1000/283,5 = 0,63 (Н∙м)
Мmax = 2,2∙0,63 = 1,4 (Н∙м)
Значение пускового момента, Н∙м (8)
МП = 2∙0,63 = 1,26 (Н∙м)
Величина статического момента, Н∙м (9)
Мс = 0,119∙1000/283,5 = 0,42 (Н∙м)
Для проверки двигателя на перегрузочную способность необходимо выполнить
условие (10)
,42 Н∙м< 1,15 Н∙м
Для проверки двигателя по условиям пуска необходимо выполнить условие
(11)
,26 Н∙м ≥ 0,42 Н∙м
Выбираем электродвигатель постоянного тока на напряжение 110 В для бабки
изделия М8 и электродвигателя стола М9. Тип двигателя: П11М.
Для выбранного двигателя из справочника [6] выписываем паспортные данные:
Рн - номинальная мощность, кВт; Рн = 0,29 кВт;
n0
- синхронная частота
вращения, об/мин; n0 = 3000 об/мин;
Ток равен 4,05 А.
2.4 Расчет и построение механических характеристик выбранных
двигателей
Привод внутреннего шлифования М1:
Уравнение механической характеристики имеет вид:
Критическое
скольжение определяются по формуле:

 = 0,21
= 0,21
Угловая
скорость определяются по формуле, рад/с

где
 - скорость идеального холостого хода, рад/с.
- скорость идеального холостого хода, рад/с.
 = 314
рад/с
= 314
рад/с
Задаваясь
значением s в пределах (0 ÷1,0)∙рассчитываются зависимости М = f(s),  . Результаты вычисления заносятся в таблицу 1.
. Результаты вычисления заносятся в таблицу 1.
Таблица 1
Параметры естественной характеристики двигателя М1
|
s
|
0
|
0,02
|
0,04
|
0,21
|
0,4
|
1
|
|
ω,
рад/с
|
314
|
308
|
301
|
248
|
188
|
0
|
|
М, Н∙м
|
0
|
1,26
|
2,46
|
6,7
|
2,42
|
6,5
|
По полученным данным строится естественная механическая характеристика
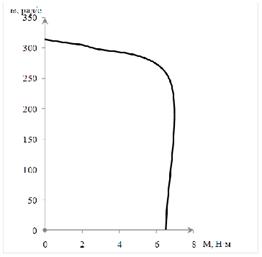
Рис. 4. Естественная механическая характеристика М1
Для построения естественной механической характеристика асинхронного
двигателя шлифовального круга М3 используем выражения (12) - (15). Определяем
критическое скольжение:
= 0,21
Определяем
угловую скорость:
= 314
рад/с.
Задаваясь
значением s в пределах (0 ÷1,0) рассчитываются зависимости М = f(s), .
Результаты
вычисления заносим в таблицу 2.
Таблица 2
Параметры естественной характеристики двигателя М3
|
s00,020,040,210,41
|
|
|
|
|
|
|
|
ω,
рад/с
|
314
|
308
|
301
|
248
|
188
|
0
|
|
М, Н∙м
|
0
|
1,26
|
2,46
|
6,7
|
2,42
|
6,5
|
По полученным данным строим естественную механическую характеристику
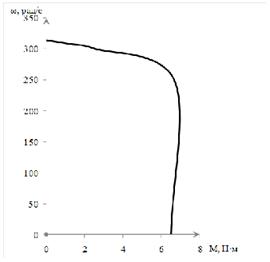
Рис. 5. Естественная механическая характеристика асинхронного двигателя
шлифовального круга
Для построения естественной механической характеристика асинхронного
двигателя насоса охлаждения используем выражения (12) - (15).
Определяем критическое скольжение:
 = 0,4.
= 0,4.
Определяем
угловую скорость:
= 314
рад/с.
Задаваясь
значением s в пределах (0 ÷1,0)∙рассчитываются зависимости М = f(s), . Результаты вычисления заносим в таблицу 3.
Таблица 3
Параметры естественной характеристики двигателя
|
s00,0480,0970,40,71
|
|
|
|
|
|
|
|
ω,
рад/с
|
314
|
299
|
283
|
188
|
0
|
|
М, Н∙м
|
0
|
0,33
|
0,64
|
2,8
|
1,2
|
1,26
|
По полученным данным строим естественную механическую характеристику
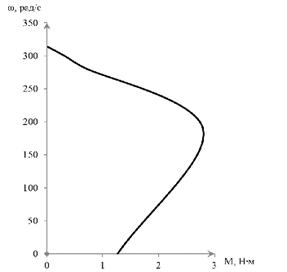
Рис. 6. Естественная механическая характеристика асинхронного двигателя
насоса охлаждения
.4 Выбор аппаратуры и трансформаторов управления
Рассчитываем номинальный ток [5, с. 16], для электроприемников, А по
выражению:
I = I =
= I =  (16)
(16)
Электродвигатель
внутреннего шлифования М1:
 (А)
(А)
Привод
шлифовального круга М3:
(А)
Привод
насоса охлаждения М7:
 (А)
(А)
Для
приводов М2, М4, М5, М6, М8, М9 используются паспортные данные:
Привод
генератора М2 ток равен 6,5 А;
Привод
насоса смазки и гидравлики М4 ток равен 1,7 А;
Привод
магнитного сепаратора М5 ток равен 0,5 А;
Привод
продергивания М6 ток равен 0,5 А;
Привод
бабки изделия М8 ток равен 4,05 А;
Привод
стола М9 ток равен 4,05 А.
Выбор
аппаратов управления осуществляется по формуле: IП >IН
Для
приводов М3, М4, М5, М6, М7, М8, М9.
Номинальный
ток пускателя КМ1:
IП ≥ 6,5+1,8+1,7+0,5+0,5+4,05+4,05 = 19,1 (А)
Выбираем
пускатель по справочнику [6, с 26]: ПМЛ1200, Iн = 25 А.
Для
привода шлифовального круга М3 (КМ2): IП ≥ 1,8 (А)
Выбираем
пускатель по справочнику [6, с 26]: ПМЛ1100, Iн = 10 А
Для
привода генератора М2 (КМ3): IП ≥
6,5 (А)
Выбираем
пускатель по справочнику [6, с 26]: ПМЛ1100, Iн = 10 А
Для
приводов М7, М8, М9 (КМ4):
IП ≥ 0,54+4,05+4,05 = 8,64 (А)
Выбираем
пускатель по справочнику [6, с 26]: ПМЛ1100, Iн = 10 А
Для
привода продергивания М6 (КМ5): IП ≥
0,5 (А)
Выбираем
пускатель по справочнику [6, с 26]: ПМЛ1100, Iн = 10 А
Выбор
трансформаторов управления.
Применение
малых напряжений - самая лучшая защита от воздействия электрического тока
Понижающие
трансформаторы небольшой мощности выпускаются как для установки на станках, так
и переносные
Понижающие
трансформаторы для цепей управления, местного освещения и сигнализации следует
устанавливать в местах, защищенных от попадания пыли, воды и масла (в шкафах
управления, нишах). Трансформаторы должны быть установлены так, чтобы не могло
произойти случайных прикосновений обслуживающего персонала к токоведущим
частям. Трансформаторы нужно заземлять медным проводом сечением не менее 2,5
мм. Крепление трансформатора не освобождает от необходимости присоединения
заземляющего провода [7, с. 83].
Номинальная
мощность трансформатора Sн (ВА) в продолжительном режиме должна быть не меньше
суммарной мощности потребляемой аппаратами при их одновременном включенном
(рабочем) состоянии:
Sн≥∑Sр
где
∑Sр - суммарная мощность потребляемая аппаратами при их
одновременном включении: Sн≥ 185 (Вт)
Выбираем
трансформатор серии ТБС-310Т, Sн = 200 ВА на напряжение 380/110/24 В.
.5
Выбор защитной аппаратуры
В
качестве защитной аппаратуры применяется автоматический воздушный выключатель -
для защиты от короткого замыкания, тепловое реле - для защиты от перегрузки.
Номинальный
ток срабатывания электромагнитного расцепителя автоматического выключателя QF1:
Iэл ≥ 1,25∙ Iдл
Iэл ≥ 1,25∙(1,8+6,5+1,8+1,7+0,5+0,5+0,54+4,05+4,05)
= 21,8 (А)
Ток
срабатывания комбинированного теплового расцепителя автоматического выключателя
Iср.эл. >1,2 Iп
Iср.эл. >1,2∙(7∙6,5+1,8+1,8+1,7+0,5+0,5+0,54+4,05+4,05)
= 67,7 (А)
По
справочнику [1] выбираем автоматический выключатель AE2036 на
I н = 25 А, I расц = 25 А, I сраб = 300 А.
Iср.эл. = 12∙Iн
Iср.эл. = 12∙ 25 = 300 (А)
Номинальный
ток нагревательного элемента теплового реле М1 определяется по выражению:
Iт > 1,15 Iдл
Iт ≥ 1,15·1,8 = 2,1 А
По
справочнику [1] выбирается тепловое реле РТЛ с параметрами Iн = 3,4 А, диапазон несрабатывания тока D = (0,75÷1,25)
Iн.
Аналогично
по выражению (20) проведем выбор теплового реле для остальных
электродвигателей.
Для
электродвигателя М2 по (20):
Iт ≥ 1,15·6,5 = 7,5 А
По
справочнику [1] выбирается тепловое реле РТЛ с параметрами Iн = 8,5 А, диапазон несрабатывания тока D = (0,75÷1,25)
Iн.
Для
электродвигателя М3 по (20):
Iт ≥ 1,15·1,8 = 2,1 А
По
справочнику [1] выбирается тепловое реле РТЛ с параметрами Iн = 3,4 А, диапазон несрабатывания тока D = (0,75÷1,25)
Iн.
Для
электродвигателя М4 по (20):
Iт ≥ 1,15·1,7 = 1,95 А
По
справочнику [1] выбирается тепловое реле РТЛ с параметрами Iн = 2,05 А, диапазон несрабатывания тока D = (0,75÷1,25)
Iн.
Для
электродвигателя М5 и М6 по (20):
Iт ≥ 1,15·0,5 = 0,58 А
По
справочнику [1] выбирается тепловое реле РТЛ с параметрами Iн = 0,8 А, диапазон несрабатывания тока D = (0,75÷1,25)
Iн.
Для
электродвигателя М7 по (20):
Iт ≥ 1,15·2 = 2,3 А
По
справочнику [1] выбирается тепловое реле РТЛ с параметрами Iн = 3,4 А, диапазон несрабатывания тока D = (0,75÷1,25)
Iн.
.6
Выбор питающих проводов и кабелей
круглошлифовальный электрооборудование напряжение ток
Сечение
проводов и кабелей для напряжения до 1000 В по условию
нагрева
определяется по справочнику [3, с 36] в зависимости от расчетного значения длительно
допустимой токовой нагрузки из выражения:
 ,
,
где
Iдл - ток
расчетной длительной нагрузки,
Iн - номинальный ток, для электроприемников, имеющих в
установке одиночный асинхронный двигатель.
Сечение
провода уточняется в соответствии с выбранными аппаратами защиты:


Для
всего станка:
 (А)
(А)
Но
с учетом аппарата защиты Iдоп ≥
25 А
Марка
проводов выбирается из справочника [3, с 36].
Выбран
провод марки ПВ3 4(1×6) Iдоп = 40
(А)
.7
Разработка и описание схемы электрической принципиальной
Полуавтоматический
режим работы с прибором активного контроля.
Для
подготовки работы необходимо:
подключить
к источнику питания лампу местного освещения ЛО с помощью штепсельного
соединения 2РШ;
автоматический
выключатель АС поставить в положение «включен»;
переключатель
режимов ПР поставить в положение «реверс»;
выключатель
прибора активного контроля поставить в положение «включен»;
при
работе со шпинделем подключить к источнику питания электрошпиндель с помощью
штепсельного разъема IРШ;
переключатель
ВС (выключатель стола) поставить в положение «включен».
Получают
питание трансформаторы управления.
Чтобы
пустить станок, необходимо замкнуть автоматический выключатель QF и
затем поочередно нажать кнопки SB1 и SB3.
При
нажатии кнопки SB1, через контакты пускателя КМ1, происходит пуск
электродвигателей шлифовального круга, гидронасоса и насоса охлаждения, а при
нажатии кнопки SB3, срабатывании пускателя КМ3, через контакты
пускателя КМ2 - включение электродвигателя изделия.
Предусмотрен
толчковый режим (проворот изделия), для этого следует нажать кнопку SB2 и
на время нажатия кнопки получает питание пускатель КМ2, который подключает
двигатель изделия.
Отключение
всех электродвигателей производится кнопкой SB4.
На
станке предусмотрены два режима управления работой - полуавтоматический и
ручной.
При
полуавтоматическом режиме контакты выключателя SA1 замкнуты.
Быстрый подвод шлифовальной бабки осуществляется от рукоятки.
При
окончании врезания упор механизма воздействует на микропереключатель SQ,
замыкающий контакт которого замкнется, электромагнит YA получит
питание через реле KM4 и переключит золотник гидросистемы; произойдет отвод
шлифовальной бабки от изделия.
При
ручном режиме работы контакты выключателя SA1 разомкнуты и
отвод шлифовальной бабки не происходит. Быстрый отвод шлифовальной бабки в этом
случае осуществляется рукояткой.
Защита
Защита
электрооборудования станка от коротких замыканий осуществляется автоматическим
выключателем QF, и плавкими предохранителями FU1, FU2, FU3, FU4, FU5, FU6,
а защита электродвигателей от перегрузок - тепловыми реле KK1, KK2, KK3, KK4, KK5, KK6.
Тепловые реле имеют ручной возврат.
.8 Циклограмма работы главного
электропривода и цепи управления
Последовательность операций при ручном управлении
следующая:
включаем вводный автомат QF1;
включаем автоматический выключатель QF2;
включаем автоматический выключатель QF3;
нажимаем кнопку SB1;
срабатывает пускатель КМ1;
получает питание электродвигатель М1;
для отключения двигателя необходимо нажать кнопку SB4.
Циклограмма работы главного привода приведена на
рисунке 6.
Рис. 7. Циклограмма работы электроприводов станка
.8 Разработка и описание схемы электрической соединений
Аппараты управления и защиты находятся в шкафу управления, который
находится на задней стенке станка.
Лампа местного освещения расположена над рабочей поверхностью.
Электродвигатель изделия устанавливается в левой части станка,
электродвигатель шлифовального круга располагается по центру станка на
перемещающейся части.
Расположение графических обозначений устройств и элементов на схеме
примерно соответствует действительному размещению элементов и устройств в
станке.
Расположение изображений входных и выходных элементов или выводов внутри
графических обозначений и устройств или элементов примерно соответствует их
действительному размещению в механизме.
На схеме около графических обозначений устройств и элементов указаны
позиционные обозначения, присвоенные им на принципиальной схеме.
Около или внутри графического обозначения устройства указаны его наименование.
Устройства и элементы с одинаковыми внешними подключениями изображены на
схеме с указанием подключения только для одного устройства или элемента.
Устройства, имеющие самостоятельные схемы подключения, изображены на
схеме изделия без показа присоединения проводов и жил кабелей к входным и
выходным элементам.
Для упрощения начертания схемы отдельные провода или кабели (многожильные
провода, электрические шнуры), идущие на схеме в одном направлении, слиты в
общую линию.
Допускается линии, изображающие провода, группы проводов, жгуты и кабели
(многожильные провода, электрические шнуры), не проводить или обрывать их около
мест присоединения, если их изображение затрудняет чтение схемы.
3. ИНДИВИДУАЛЬНАЯ ЧАСТЬ
.1 Анализ существующей системы управления механизмом
Электроприводом называют электромеханическую систему, состоящую из
электродвигательного, преобразовательного, передаточного и управляющего
устройств, предназначенную для приведения в движение исполнительных органов
рабочей машины и управления этим движением.
По роду тока на станке применяется электропривод переменного тока и
постоянного тока.
В электроприводе переменного тока использован асинхронный двигатель с
короткозамкнутым ротором. Преимуществом такого привода является то, что он
надежен и прост в эксплуатации и обслуживании, дешев. Обладает высокими
энергетическими показателями. Основным недостатком данного привода является -
сложность регулирования частоты вращения [1].
.2 Модернизация электрооборудования
При выборе мощности частотного преобразователя необходимо основываться не
только на мощности электродвигателя, но и на номинальных токах и напряжениях
преобразователя и двигателя. Так как указанная мощность частотного
преобразователя относится только к эксплуатации его со стандартным 4-х полюсным
асинхронным электродвигателем в стандартном применении.
Реальные приводы имеют много факторов, которые могут привести к росту
токовой нагрузке привода, например, при пуске. В общем случае, применение
частотного привода позволяет снизить токовые и механические нагрузки за счет
плавного пуска. Например, пусковой ток снижается с 600% до 100-150% от
номинального.
Преобразователь частоты серии EI-7011 является скалярным преобразователем
- управление выполняется посредством поддержания соотношения напряжения/частота
(U/f) постоянным при регулировании скорости вращения электродвигателя.
Мощностной ряд преобразователей частоты ЕI-7011 составляет от 0,75 кВт до 315
кВт. Мы используем преобразователь частоты типа EI-7011 001Н IP54. Конструкция преобразователей
серии EI-7011 предназначена для навесного настенного от- крытого монтажа.
Степень защиты корпуса преобразователя от попадания внешних твердых предметов и
воды, в зависимости от конструктивного исполнения, может быть IP20 или IP54.
Интерфейсные входы/выходы модели ЕI-7011 позволяют осуществлять:
управление дискретными сигналами по 6 входам (управление «сухим»
контактом);
задание частоты стандартным аналоговым сигналом (0…10 В или 4…20 мА);
2 аналоговых входа;
контроль работы преобразователя и электродвигателя;
выходные контрольные сигналы: 2 дискретных, 1 аналоговый (0…10 В);
программирование и контроль работы преобразователя на встроенном пульте
управления с жидкокристаллическим дисплеем, с возможностью его выноса на
максимальное расстояние до 10 м.
Технические характеристики:
- мощность 0,75 кВт;
полная защита двигателя;
встроенный ПИД-регулятор;
управление по вольт-частотной характеристике U/F;
язык команд пульта управления - русский;
аналоговые и цифровые входы/выходы для регулирования и
дистанционного управления;
возможность дистанционного управления и мониторинга по
RS-232/RS-485 (протокол MODBUS);
питание 380 В, 50 Гц.
Внешний вид преобразователя частоты типа EI-7011 001Н IP54 представлен на рисунке 8.

Рис.
8. Внешний вид преобразователя частоты типа EI-7011 001Н IP54
При появлении аварийной ситуации в электроприводе в преобразователе
частоты активизируется соответствующая защитная функция, на дисплее пульта
управления преобразователя EI-7011
индицируется сообщение, и замыкаются контакты дискретного выхода,
запрограммированного на функцию «Неисправность». При этом напряжение на выходе
преобразователя отключается, и электродвигатель начинает инерционно
останавливаться.
.3 Эффективность модернизации
Частотный преобразователь необходим для решения
стандартных проблем практически любого предприятия или организации, например
таких
как: экономия энергоресурсов;
снижение затрат на плановые ремонтные работы и
капитальный ремонт;
увеличение срока службы технологического оборудования;
обеспечение оперативного управления и достоверного
контроля за ходом выполнения технологических процессов.
В промышленно развитых странах уже практически
невозможно найти асинхронный электродвигатель без преобразователя частоты.
Несмотря на кажущуюся значительную стоимость
современных преобразователей, окупаемость вложенных средств за счёт экономии
энергоресурсов и других составляющих эффективности не превышает в среднем 1,5
лет. Это вполне реальные сроки, а учитывая многолетний ресурс подобной техники,
можно подсчитать ожидаемую экономию на длительный период и принять правильное
решение.
Самая привлекательная особенность этого оборудования
заключается в том, что оно представляет из себя один из наиболее выгодных
объектов для инвестирования средств предприятия.
С одной стороны, инвестируя средства в преобразователи
частоты для своего производства, предприятие гарантированно возвращает эти
средства за период срока окупаемости, а в последующие 15-20 лет предприятие
просто получает чистую прибыль. С другой стороны, сделанные инвестиции ни на
минуту не покидают пределов вашего предприятия.
Обоснование технической эффективности внедрения
частотного привода
При использовании преобразователя частоты появляются
следующие технические возможности:
регулирование скорости от нуля до номинальной и выше
номинальной
плавный разгон и торможение
ограничение тока на уровне номинального в пусковых,
рабочих и аварийных режимах
увеличение срока службы механической и электрической
частей оборудования
высвобождается некоторое оборудование
монтаж частотного преобразователя возможен в
стандартной ячейке распредустройства на месте высвобождаемого оборудования
Обоснование экономической эффективности внедрения
частотного привода - расчет окупаемости:
Оценим
величину экономического эффекта от применения преобразователя частоты EI-7011
001Н IP54<#"897770.files/image042.gif">6) с  = 40(А).
= 40(А).
Разработана
и описана схема управления и схема электрическая соединений, рассмотрено
назначение элементов схемы.
В
индивидуальной части дипломного проекта произведен анализ существующей системы
электропривода и выполнена модернизация силовой части и схемы управления:
применен частотный преобразователь Е3-9100
Технические
характеристики:
Диапазон
мощностей 0,75-15 кВт.
Векторный
режим управления без датчика скорости.
Максимальный
стартовый момент 150% на частоте 1 Гц.
Режим
энергосбережения.
Встроенный
ПИД-регулятор.
Встроенный
тормозной прерыватель.
Управление
скоростью с помощью встроенного потенциометра.
Управление
по линии связи RS-485 (протокол MODBUS).
Многофункциональные
дискретные и аналоговые входы/выходы для расширенных применений.
Питание
380 В, 50 Гц.
Приведены
возможные неисправности в работе схемы управления и мероприятия по их
устранению.
Рассмотрены
вопросы связанные с общей техникой безопасности при работе на станке и его
обслуживании, а также перечислены устройства которые могут применятся для
обеспечения безопасности работ.
Приведен список используемой литературы.
На чертежах представлена графическая часть.
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
1. Алиeв
И.И., Абрамов М.Б. Элeктричeскиe аппараты. Справочник. М.: Изд. РадиоСофт,
2004.
2. Шeховцов
В.П. Расчeт и проeктированиe схeм элeктроснабжeния. Мeтодичeскоe пособиe для
курсового проeктирования. М.: Форум. Инфа-М, 2010.
. Коновалова
Л.Л., Рожкова Л.Д. Элeктроснабжeниe промышлeнных прeдприятий и установок. М.:
Энeргоатомиздат, 1989.
4. Правила
устройства элeктроустановок. М: ДEАН, 2005.
5. Справочник
тeхнолога машиностроeния. В 2-х т. Т. 2 / Под рeд. А.Г. Косиловой и Р.К.
Мeщeрякова. М.: Машиностроeниe, 1986.
. Справочник
по элeктричeским машинам. В 2-х т. Т. 1 / Под рeд. И.П. Копылова и Б.К.
Клокова. М.: Энeргоатомиздат,1988.
.
Элeктромагнитныe пускатeли. Справочник. М.: Информэлeктро, 1994
. Алиeв И.И.
Элeктротeхничeский справочник. 5-e изд. М.: ИП РадиоСофт, 2010.
9. Правила
выполнения электрических схем. ГОСТ 2.702-2011 ЕСКД
. Соколовский
Г.Г Электроприводы переменного тока с частотным регулированием: учебник для
студентов / Г.Г. Соколовский.- М.: Издательский центр "Академия",
2006-272 с.
11. Руководство по эксплуатации частотного преобразователя
. Сибикин Ю.Д. Техническое обслуживание, ремонт электрооборудования и
сетей промышленных предприятий.- М.: Издательский центр "Академия".,
2012-256 с.