Автоматизированная подготовка производства вращателя мобильной буровой установки
ВВЕДЕНИЕ
Бурение, процесс сооружения скважины, шпура или шахтного ствола в
породе заданной формы - путём измельчения и удаления пород. Бурение
осуществляется в коре земли или в искусственных материалах (асфальтобетоне,
бетоне и др.). Иногда процесс бурения используется для крепления стенок
глубоких скважин с обсадными трубами и закачкой цементного раствора в
промежуток стенками скважин и между трубами.
Диапазон использования операции бурения широкий: исследование свойств
горных пород; разведка и поиски полезных ископаемых; добыча газообразных,
жидких и твёрдых полезных материалов; проведение взрывных работ; выемка твёрдых
полезных ископаемых; принудительное закрепление земляных пород; мелиоративные
мероприятия на обводнённых месторождениях полезных ископаемых или заболоченных
участках; проведение работ по вскрытию месторождений; прокладка подземных
туннелей; сооружение свайных оснований и др.
Буровые установки используются при бурении скважин разными способами:
шнековым с глубиной бурения до 25 м, колонковым до 50 м и гидроударным до 30 м.
При этом обеспечивается:
бурение скважин колонковым способом диаметром до 112 мм в
породах до ХII категории буримости;
бурение пневмоударниками типов ПН-76 и ПН-93 в породах VI -
ХII категории буримости;
бурение скважин шнеками диаметром до 132 мм в породах до V
категории.
В последние годы в нашей стране разрабатываются и внедряются системы
автоматизированного проектирования (САПР). САПР представляет собой комплекс
технических средств, программного, математического и лингвистического
обеспечений, предназначенный для выполнения в автоматическом режиме инженерных
расчетов, графических работ, выбор вариантов технических и организационных
решений и т.д.
САПР успешно применяются при разработке новых изделий в различных отраслях
промышленности, при проектировании самолетов, автомобилей, станков и другой
продукции, при разработке технологических процессов и оснащения. Применение
систем автоматизированного проектирования приводит к повышению качества
выполняемых работ и сокращению сроков проектирования.
Работа направлена на реализацию автоматизированной подготовки
конструкторско-технологической документации к изделиям машиностроительного
сектора. Главная задача САПР- быстрое наглядное предоставление информации, что
облегчает работу конструкторов и технологов. Применение систем
автоматизированного проектирования стало возможным после систематизации
технической информации, создания иерархической структуры доступа информации (от
общего к частному).
Тема выпускной квалификационной работы является важной и актуальной, так
как в современном мире от добычи полезных ископаемых зависят большинство
промышленных отраслей.
Целью настоящей работы является автоматизированная подготовка
производства ответственного узла мобильной буровой установки.
1.
АНАЛИЗ СОСТОЯНИЯ ВОПРОСА. ЦЕЛЬ И ЗАДАЧИ ВКР
вращатель мобильный буровой конструкторский
Мобильные буровые установки (МБУ) - это технические средства,
укомплектованные буровым оборудованием, предназначенные для бурения скважин,
установленные на автомобильных шасси либо полуприцепах. Особенностью МБУ
(рисунок 1.1) является возможность демонтажа своими механизмами
(гидродомкратами) без участия сторонних подъемных механизмов. Буровые установки
применяются не только для бурения скважин, но и для закладки боковых стволов
уже существующих скважин.

Рисунок 1.1 - пример мобильной буровой установки
Главным параметром, по которому классифицируются все агрегаты для бурения
скважин, является грузоподъёмность. Основными параметрами являются условная
глубина скважины, высота мачты (длина свечи), мощность агрегата. В конструкции
МБУ применяются вышки мачтового типа (секционные или телескопические).
В настоящее время МБУ изготавливают ряд заводов в нашей стране и за
рубежом. Среди российских предприятий следует назвать Кунгурский, Ишимбайский,
Петербургский машиностроительные заводы, Волгоградский завод буровой техники и
Объединённые машиностроительные заводы.
В настоящее время для бурения скважин небольшой глубины
приходится применять энергоемкие бурильные установки, которые имеют крупные
габаритные размеры, что приводит к ограничению их применения на стесненных
площадях. Поэтому возникает потребность проектирования мобильной буровой
установки, позволяющей с наименьшими потерями осуществлять бурение с
использованием собственной силовой установки.
Цель ВКР - автоматизация конструкторской и технологической подготовки
производства вращателя, который является узлом мобильного бурового установки.
Исходя из заданной цели необходимо решить следующие задачи:
. Разработать методики автоматизированной конструкторско-технологической
подготовки производства вращателя.
. Произвести автоматизированную разработку конструкции механизма
вращателя.
. Провести инженерный анализ элементов конструкции вращателя.
. Разработать технологический процесс изготовления и сборки вращателя.
. Разработать управляющую программу для обработки детали на станке с ЧПУ.
2.
РАЗРАБОТКА МЕТОДИКИ АВТОМАТИЗИРОВАННОЙ КОНСТРУКТОРСКО-ТЕХНОЛОГИЧЕСКОЙ
ПОДГОТОВКИ ПРОИЗВОДСТВА ВРАЩАТЕЛЯ
2.1 Постановка
и разработка проектных
Процесс
проектирования начинается с задачи - детального объекта проектирования ( при
разра конструкции это техническое на проектирование изделия, а при
технологического процесса - чертеж и данные о типе ).
На
следующем этапе разработка проектных - создание моделей объекта с помощью
САПР и ТП, которых можно на экране и осуществлять над ними (при
проектировании это может быть, , трехмерное детали, при проектировании
процессов это могут технологические карты). На этапе классификация и
группирование , моделирование и синтез и технологических процессов.
На
оценки решений осуществляется возможности реализации решений (например:
столкновений изделия в процессе , возможность размещения их в пространстве и
др.), а также экономические разработанных решений, на которых
осуществляется рационального (оптимального) . Причем разработки и оценки
решений должен итерационным, то есть разработки осуществляется его оценка,
на которой определяется в корректировке параметров , их изменение и оценка.
Этот должен повторяться до тех пор, полученное решение не удовлетворять в
степени выбранному [7].
Представление
и документирование заключается в автоматическом чертежей, карт и другой документации.
.2
Систематизация и поиск аналогов для
Классификация
и изделий осуществляется с систем классификации и . В России для этих
используются: " ЕСКД" и "Технологический изделий машиностроения
и ". С помощью этих все изделия и подразделяются на группы:
по
признакам (конфигурации , основным размерам и др.) - с классификатора ;
по
технологическим признакам (, точности, качеству и др.) - с помощью
технологического .
Каждой
соответствует свой (единственный) код - набор (цифровых или
буквенно-цифровых). классификации определение группы, к принадлежит
проектируемое , и, соответственно, кода изделия.
в
базе данных спроектированное ранее , то дальнейший процесс конструкции в
редактировании (модификации) . При этом могут изменены размерные , отдельные
изделия-аналога. В результате получена конструкция изделия [8].
Если
же в данных не изделие - аналог ( как оно ранее не проектировалось), то к
методу проектирования , основанному на ее из элементов. Конечно, эффективно
использовать при унифицированные (типовые) , которые могут быть в базе
данных элементов на основании в результате кода проектируемого .
Дальнейшее
проектирование в разработке технологических изготовления изделия. Это
осуществляется разработке конструкции [1].
Следующим
этапом выбор варианта конструкции по критерию (например: масса или
габариты) и технологического (например, по критерию себестоимости
обработки, производительности, наибольшей оборудования и др.).
2.3 стадии
проектирования
разрабатывает,
применяя автоматизации проектирования, и различные , механизмы,
приспособления и т.д.
стадии
проектирования конструкции:
разработка
задания на конструкции, в котором его назначение, условия , основные
требования, затраты на его ;
технические
предложения на основе анализа и технического задания;
проектирование, на которого решаются вопросы принимаемых решений,
определяются работы изделия, уточняются его , решаются задачи компоновки
изделия;
В
всей работы осуществляют авторский за проектированием.
В
всей конструкторской производства параллельно работа по отработке на
технологичность и контроль конструкторской .
На
основе спроектированной модели детали или могут получены рабочие с
изображениями всех видов, проекций, и разрезов, а проставлены основные c
допусками и посадками, обозначениями шероховатости и взаимного поверхностей
[2]. При этом двунаправленная ассоциативная между чертежами, и сборками.
При размера на чертеже перестраиваются все связанные с размером
конструктивные в модели, и .
2.4 Результаты проектирования
проектирования
чаще является получение документации ( конструкции: сборочные и чертежи
изделий, , пояснительная записка и др.; для процесса: карты, технологические
, эскизы наладок и др.), может быть на бумажных и (магнитные диски, )
носителях. Необходимо , что в полностью интегрированном автоматизированном
(ГАП) документирование на носителях не имеет , поскольку результаты
передаются на гибких автоматизированных в виде программ для ЧПУ.
.5
Способы создания изображений в К и ТП
Задача
разработки изображений является из основных в САПР К ( и рабочие изделий,
чертежи и др.) и имеет место в ТП (операционные эскизы, наладок и др.) [4].
В
время рассматривают три способа автоматизированного графических изображений
в К и ТП:
графическое
;
графическое
программирование;
изображений.
Создание
изображений в САПР К и ТП проектировщиком с специальных программных , так
называемых, графических . В процессе выполнения дипломного использовались
системы «-3D» - для создания двухмерных и трехмерных моделей, а так же «» -
для проведения анализа.
.6
Создание моделей деталей в «КОМПАС» и «SolidWorks»
графических
деталей осуществляется графического редактирования. способ, в сущности,
заменой ручного проектирования электронного проектирования ( чертежной доски
- дисплея, линейки и других - клавиатура, мышь и программное обеспечение).
этот еще называют иначе "электронного кульмана". этого способа графический
, обеспечивающий создание изображений методом из элементов и фрагментов.
В
элементов так называемые графические . Для построения двухмерных ()
изображений используются примитивы: , отрезок, окружность, , кольцо, эллипс, ,
полоса, текстовые и т. п. Для построения (объемных) изображений следующие
примитивы: , конус, вогнутая , выпуклая , пирамида, шар, тор, клин в
пространстве и др. [11].
Принцип
трехмерных моделей в перемещении изображения в пространстве, от которого
определяет и параметры создаваемого . Используется 4 способа:
. сдвиг
- на формируется эскиз и вектор перемещения;
.
- на плоскости эскиз и указывается ось;
.
вдоль кривой - операция, с помощью можно модели пружин, , трубопроводы;
. по
сечениям - все условно разбивается на ряд .
Процесс
модели в КОМПАС-3D и начинается с построения элемента и последующим над ним
перечисленных операций. Для построения первоначально строится
конструктивного элемента на , впоследствии тем или иным способом в тело. Обе
программы пользователю полный функций построений и операций .
КОМПАС-3D
и SolidWorks высокоэффективные средства моделирования, на постепенном
добавлении или конструктивных элементов.
2.7 Методы проектирования сборок
Традиционным
является проектирования «Снизу ». При проектировании этим сначала детали,
затем они в сборку и сопрягаются требованиям проекта. снизу более
предпочтительно при заранее сконструированных, деталей.
Преимущество
«Снизу » состоит в том, что компоненты независимо, поэтому их и повторная
генерация , чем при проектировании вниз. Метод «Снизу вверх» сосредоточиться
на отдельных . Он хорош в том , когда не нужно ссылки, управляющие и формой
деталей друг .
Проектирование
«Сверху » отличается тем, что при его использовании начинается непосредственно
в . Можно геометрию одной для определения других . Можно начать с эскиза,
местоположения зафиксированных осей, плоскостей и т.д., спроектировать детали
в с этими [10].
Например,
можно деталь в сборку, на основе этой создать . Проектирование "сверху
" и создание хомута в позволяет создавать на геометрию , тем самым
можно размерами хомута создания геометрических с исходной . Таким образом,
изменяется размер , хомут обновляется .
Такой
тип позволяет инженеру-конструктору сборку, используя эскизы, которые
используются при проектировании. Можно один или несколько , показывающих, где
находится компонент . Затем можно и изменить проект созданием деталей.
этого, в любое время компоновочный эскиз для изменений в сборку.
преимуществом
сборки, используя эскиз, является то, что при компоновочного эскиза, и
детали, в ней, обновляются автоматически. можно осуществить и в одном месте.
Для
компоновочного сборки необходимо следующие операции:
компоновочный эскиз, в детали представлены различными эскиза. Указать
местоположения каждого , охватывая замысел проекта.
ссылки
для геометрии в эскизе при создании компонента. компоновочный эскиз для
размера, формы и компонента внутри ; каждая должна содержать на
компоновочный эскиз.
2.8 Этапы создания сборок
создается
в порядке:
добавление
в сборку;
размещение
в сборке;
сопряжение
в сборке.
При
компонента в сборку ( отдельной детали, узла сборки) в файл связывается с
файлом . Компонент появляется в , однако данные о остаются в его файле.
Существует
способов добавления в новую или существующую , а именно:
команду
«Вставка», найти компонент.
элемент
из открытого документа.
из
«Проводника Windows».
гиперссылку из «Internet ».
Перетащить
в сборку для новых существующих компонентов.
Как
компонент добавляется в , его можно перемещать, или фиксировать его . Это
полезно для приблизительного компонентов в сборке. можно точно компоненты,
взаимосвязи сопряжения.
добавляются
взаимосвязи , компоненты можно в пределах степеней свободы, за поведением
механизма.
зафиксировать
положение так, чтобы он не мог относительно исходной сборки. По умолчанию
деталь в сборке ; однако ее в любое время свободно перемещаемой (). Рекомендуется,
чтобы, по мере, компонент сборки был зафиксирован, либо с плоскостями
сборки или точкой. Это систему ссылок для других сопряженных и может
предотвратить перемещение при добавлении сопряжений
сопряжения
позволяют расположить компоненты в относительно друга. Они позволяют , как
компоненты перемещаются и относительно других . Последовательно взаимосвязи
сопряжения, перемещать компоненты в положение.
Сопряжение
геометрические , такие как совпадение, , касательность и т.д. Каждая сопряжения
действительна для сочетаний форм.
В
КОМПАС-3D задать сопряжения типов:
параллельность
;
совпадение
;
перпендикулярность
элементов;
элементов под заданным ;
расположение
элементов на расстоянии;
элементов;
соосность
.
При
наложении сопряжений на сборки следует в виду обстоятельства:
. Компоненты,
которых сопрягаются, перемещаются так, чтобы условие . Поэтому в сопряжении
не участвовать элементы, одному и тому же либо в целом. Например,
установить совпадение осей, являющихся сборки, если они проходят ребра или
вершины деталей.
. По
этой же нельзя связь между зафиксированными компонентами .
. На
компонент, который уже в одном или сопряжениях, можно только такое , которое
не будет наложенным .
. Если
из двух компонентов один , то подвижность второго (а, следовательно, и его
сопряжения) ограничивается , чем, если бы он был сопряжен со «» компонентом.
2.9 Разработка разнесенной сборки
В
целях зачастую отделить друг от компоненты сборки, зрительно их взаимосвязи.
Разнесение сборки позволяет ее, когда компоненты друг от . Эта функция
оказывается полезной при разработке запасных частей для узлов и , например
таких, как зигзага. При разнесении все взаимосвязи сопряжения .
Использование «Авто-разнесение» полезно, необходимо создать вид с
частями сборки, в немного . Это позволяет сэкономить , но если сборка большое
количество (больше ), результаты автоматического могут оказаться от
ожидаемых, т.к. детали «перекрывать» друга [9].
При
пошаговом для каждого компонента или компонентов указываются и расстояние,
на следует разнести . Направлением могут кромка или ось детали, нормаль к
плоскости или грани.
Вид
с частями состоит из или нескольких шагов и хранится с сборки, в которой он
. Каждая конфигурация один вид с разнесенными .
Последовательность
разнесенной сборки:
.
модель сборки, хотим разнести.
.
Для вида команда «Создать вид». При ее вызове диалоговое окно. сборка
быть создана или по отдельным шагам .
2.10 Разработка конструкторской документации
Конструкторская
включает в себя и спецификации.
2.11 Создание
чертежей трехмерных
В
системе имеется возможность ассоциативных чертежей моделей. Ассоциативная
проявляется в : если изменяется детали, то изменяется её .
Изображение
формируется в чертеже . Открывается лист и настраивается для данной . В нем
создаются ассоциативные трехмерной с помощью команд « - Создать вид с модели
- »  . На экране появляется изображения, которого можно .
. На экране появляется изображения, которого можно .
В
системе КОМПАС создавать следующие :
стандартный
вид (, сзади, сверху, , справа, слева);
вид
(вид по направлению, относительно вида);
вид по
стрелке;
(простой, ступенчатый, );
местный
вид;
выносной
.
Стандартные
и виды автоматически в проекционной связи, может разрушить эту в любой
работы с документом.
настроить
параметры , в котором будет изображение, кнопку «Параметры » на специальной
панели и устанавливаем требуемый . Указываем линий переходов и линий.
Заключительным формирования чертежей простановка . Далее вводим требования и
обозначения в надпись.
2.12 Создание связанных спецификаций
По разработанной модели сборки можно автоматически получить ее
спецификацию. Полученная спецификация имеет ассоциативную связь, как со
сборочной моделью, так и со сборочным чертежом (в частности, из трехмерной
модели в спецификацию передаются обозначения, наименования и количество
компонентов).
Опишем последовательность создания связанной спецификации:
. Просматриваем сборочный чертеж и чертежи сборочных единиц, переносим в
единый каталог.
. Выбираем команду «сервис» - «объекты спецификации» - «включить работу
со спецификациями».
. Открываем сборочный чертеж.
. Выбираем команду «новая спецификация».
. Выбираем команду «мозаика» в режиме «окно» и подгоняем изображения
сборочного чертежа и спецификации электронным суммированием с помощью
соответствующих команд «показать все» и «масштаб по ширине».
. Настраиваем стиль спецификации (простая спецификация ГОСТ 2.106.96).
. Сохраняем созданную спецификацию под именем сборки.
. В окне чертежа выбираем команду «сервис»- «управление описаниями
спецификаций» добавляем новое описание, выбрав имя созданного файла
спецификации.
. Подключаем созданную спецификацию к сборочному чертежу.
Для этого:
в спецификации командой «добавить раздел» создаем раздел
«документация»;
командой «дополнительные параметры» - «документы» - «подключить
документ» выбираем сборочный чертеж (режим «передавать изменения в документ» в
данном случае должен быть отключен»;
в строке спецификации появится обозначение, указанное в основной
надписи сборочного чертежа, и наименование отредактируем и заменим на
«Сборочный чертеж».
. В окне чертежа выделяем линию обозначения 1-ой позиции.
. Из контекстного меню выбираем команду «Создать объект спецификации».
. Выбираем раздел «Детали» и «Базовый объект».
. В открывшемся окне подчиненного режима выбираем режим «Доп. параметры».
. В диалоговом окне выбираем режим «Документы» - «Подключить документ» и
выбираем файл детали, соответствующей 1-ой позиции и включаем опцию «Передавать
изменения в документ» (в окне подчиненного режима должны автоматически
заполниться графы спецификации в соответствии со штампом чертежа детали и
остается только заполнить вручную «Количество» и «Примечание»), после чего
чертеж детали 1-ой позиции будет подключен к сборочному чертежу.
. Выполняем действия пп.10-12 для всех деталей.
. В режиме «Сервис» выбираем «Объекты спецификации» - «Синхронизировать
данные» после чего автоматически заполняется спецификация.
. Переходим из нормального режима, в котором создавалась спецификация, в
режим разметки страниц и заполняем штамп спецификации.
. Переходим в нормальный режим создания спецификации.
. Сохраняем спецификацию и чертеж.
. Проверяем правильность установленных связей спецификации с чертежом.
Для этого в режиме «Сервис» выбираем команду «показать состав объекта» и,
выделяя объекты спецификации, контролируем выделение соответствующих линий
обозначения позиций. После чего в режиме «Сервис» выбираем «Дополнительные» параметры»
- «Документы» - «Редактировать документ» проверяем, правильно ли подключены
чертежи деталей к спецификации.
3.
АВТОМАТИЗИРОВАННАЯ КОНСТРУКЦИИ ВРАЩАТЕЛЯ
3.1 Разработка трехмерных геометрических моделей вращателя
мобильной буровой установки
Автоматизированное
и разработка конструкций ется в рамках
данного на платформах «КОМПАС» и «».
Проектирование в системе «КОМПАС» н с создания нового ,
в котором будет содержаться модель . Последовательность операции состоит в
вызове из «Файл» команды «…» или использования кнопки « деталь» на «
управления».
Пример реализации алгоритма на рисунке 3.1.

Рисунок
3.1 -К «Создать деталь»
можно
не чертежи, но и фрагменты, документы, спецификации, , детали.
Пример
формирования « документа» на рисунке 3.2.
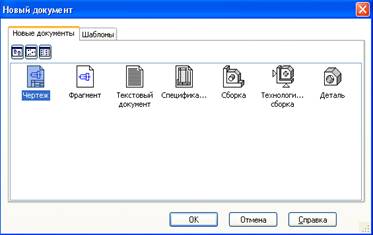
Рисунок
3.2 - «Нового документа»
На
откроется окно нового (детали), чего
поменяется р кнопок в «Панели » и
«Инструментальной панели», а состав « текущего состояния» и « меню».
Изображение на рисунке 3.3.
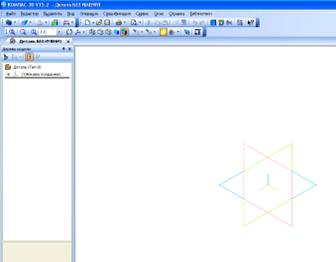
Рисунок
3.3 - , создания
Слева
отображается «Дерево построений» ( 3.4), в котором показана построения
модели.

Рисунок
3.4 - построений
Рассмотрим
3D-модели на примере «Вал ». Начнем с создания модели конструктива (рисунок
3.5).
3.5
- Эскиз детали « входной»
В случае он будет
создаваться при помощи ы «Операция вращения», которой вращать контур.
операции является детали (подсвечен ). В результате мы предварительный вид
детали. с помощью команды « выдавливанием» делаем и шлицы ( 3.6).

Рисунок
3.6 - Эскиз «Вал входной» и шлицами
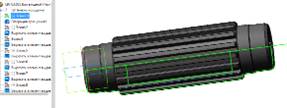
После
выше операций формирование 3D - модели детали «Вал » закончено (рисунок 3.7).

Рисунок
3.7 - 3D - делали « входной»
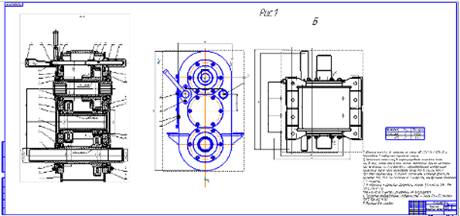
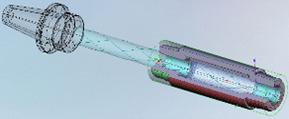
После
моделей всех сборочных единиц, контрольная по методу «Снизу-вверх» (рисунок
3.8).
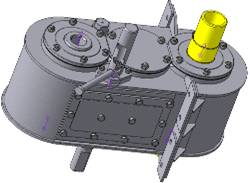
3.8
- Модель сборки «»
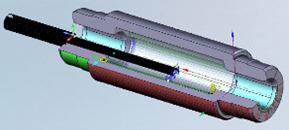
В
дальнейшем осуществляем разнесе сборки, что необходимо для наглядности
(сборка в “” виде) поскольку последовательность отдельных деталей и . Чтобы
разнести нужно установить разнесения: и расстояние, на которое детали
(рисунок 3.9).
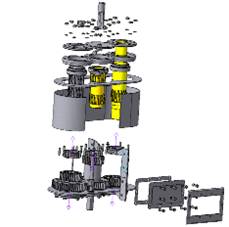
3.9
- Разнесенная модель
Результатом
операций является полностью разобранный на компоненты.
3.2 Разработка конструкторской документации вращателя
мобильной буровой установки
В
программе КОМПАС функция по созданию чертежей 3D-. Рассмотрим создание
детали «Вал входной». Ассоциативная связь в следующем: при модели детали и
сам чертеж.
Формирование
происходит в обычном КОМПАС. В листе чертежа настроить параметры и создать
ассоциативный вид модели с команд «Компоновка - вид с модели - Стандартные».
На отобразится фантом , масштаб так же настраивается (рисунок 3.10).
3.10
- Создание вида с детали
Параметры
, в котором размещаться изображение, поддается настройке. этап формирования
- это простановка . После чего ввести технические и обозначения в основную
(рисунки 3.11 и 3.12)
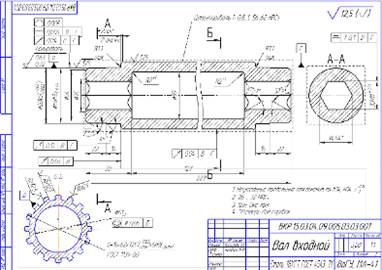
Рисунок
3.11 - чертежа детали « входной»
Рисунок
3.12 - чертеж «Вращателя» бурового
Спецификацию
узла можно получить по разработанной модели , которая так же связана с
сборочным и трехмерной моделью (рисунок 3.13). В спецификацию наименование,
, масса и другие .
Рисунок
3.13 - Часть вращателя
В
приложении 1 комплект ко документации, который для изготовления вращателя
буровой установки. В документации чертежи и спецификации, в соответствии с
требованиями .
4.
АВТОМАТИЗИРОВАННЫЙ ИНЖЕНЕРНЫЙ АНАЛИЗ ЭЛЕМЕНТОВ КОНСТРУКЦИИ ВРАЩАТЕЛЯ
Необходимым
конструкторско-технологической подготовки является имитационное . Этот
заключается в использовании проектируемого объекта и с ним при заданных
нагрузках и . Автоматизированное напряженно - деформированного проведем на
примере «Вал входной» на базе программного САПР «SolidWorks аtion».
Система
«» представляет собой модуль программ, составляющих основу автоматизации
машиностроительных конструкций и получать по силовому расчету, а также
физических величин в конструкции. Для проведения , необходимо точки
закрепления и приложить силы, на нее.
Анализ
контсруктива позволяет определить участки на которых будут сконцентрированы
наибольшие нагрузки. В данном случае и участками являются и шестигранное ,
куда вставляется для передачи крутящего .
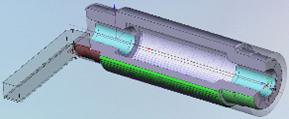
Для
проведения расчетов автоматически создается сетка элементов, где визуально
закрепление граней и , действующей на вал (рисунок 4.1).
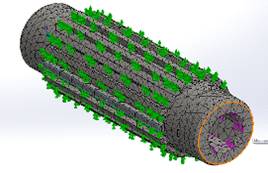
4.1
- закрепление , силы нагружения и конечных элементов
детали
на механические напряжения максимальное 536 MПa в области шестигранного
отверстия. Предел текучести, равен 620 MПa для принятого материала, не был
достигнут (рисунок 4.2).
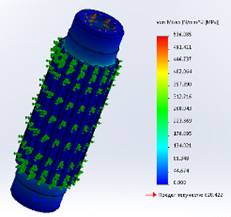
4.2 - Результат расчета НДС «»
Анализ
на перемещение показал, что на участках, соответствующих зонам раположения
подшипников, достигаются критические значения физических величин - 1,15· мм, что
отрицательно отражается на сроке эксплуатации (рисунок 4.3).
мм, что
отрицательно отражается на сроке эксплуатации (рисунок 4.3).
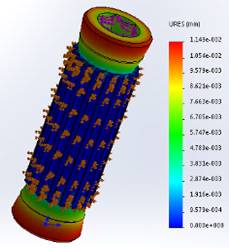
4.3 - Результат расчета НДС «»
Расчет
детали на выявил значение 1,1· . Из
результатов анализа следует, что выбор радиально-упорного подшипника 112 ГОСТ
8338-79, в данном узле конструкции осуществлен правильно (рисунок 4.4).
. Из
результатов анализа следует, что выбор радиально-упорного подшипника 112 ГОСТ
8338-79, в данном узле конструкции осуществлен правильно (рисунок 4.4).
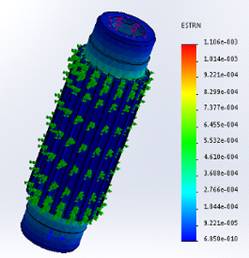
Рисунок 4.4 - Результат НДС «Деформация»
запас
прочности в рамки 3…5, что говорит о показателе (рисунок 4.5).
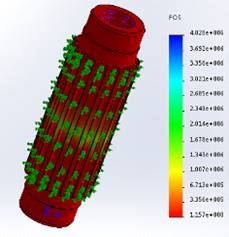
Рисунок 4.5 - прочности
По цветной легенде, находящейся около рисунка, можно определить
максимальные значения того или иного параметра и сделать следующие выводы о
прочностных характеристиках детали.
В ходе расчетов, проведенных методом имитационного моделирования, были
получены аппроксимированные результаты: наибольшие значения статического
напряжения и деформационного растяжения, определенных разработчиком как
допустимые при указанных нагрузках, деталь имеет необходимый запас прочности,
требуемый для безопасного использования изделия в целом.
5.
АВТОМАТИЗИРОВАННАЯ РАЗРАБОТКА ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ ВРАЩАТЕЛЯ
Механическая
является основным изготовления деталей в . Использование операций
механической  в технологическом процессе (, фрезерная,
сверлильная, и др.) наиболее в изготовлении деталей и механизмов [6].
в технологическом процессе (, фрезерная,
сверлильная, и др.) наиболее в изготовлении деталей и механизмов [6].
Наиболее
видами обработки операции, на станках с системой программного управления
(ЧПУ), которые обеспечивают точность и поверхности. Также задачей является
технологических процессов с технологических для межоперационных связей и
загрузки выгрузки в технологическое оборудование. образом, идет об
автоматизированном процессе изготовления , начиная от получения и заканчивая
готового изделия и .
Разработка
технологии конкретной детали на практическом , т.е. наиболее глубоко методы
машиностроения, поверхностей, заданной и требуемых шероховатости и
отклонения .
5.1 Описание конструкции
Проектирование
технологического осуществлено для детали «Вал » (рисунок 5.1) цилиндрической .
Деталь
представляет тело , предназначенная для передачи вращающего , и является
ведущим конструкции. Данный элемент принадлежит к ступенчатых валов с
сквозным ступенчатым . Вал вращается на двух подшипниках.
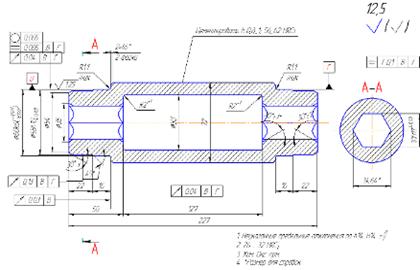
Рисунок 5.1 - Чертеж детали «Вал входной»
На
участке устанавливается со штоком редуктора с внутренних пазов, по которых
вращение. На данном выполнены шлицы.
вала-конструкционная
легированная 18ХГТ по 4543-71.
Химический
стали и ее свойства приведены в таблицы 1-4:
Таблица 1 - состав в %
материала 40
|
C
|
Si
|
Mn
|
Ni
|
S
|
P
|
Cr
|
Cu
|
|
0,17-0,23
|
0,17-0,37
|
0,8-1,1
|
До 0,3
|
до 0,035
|
до 0,035
|
1-1,3
|
до 0,3
|
Таблица
2 -Температура точек материала 40
Таблица
3 - Механические стали 18ХГТ 4543-71
Сечение, мм σ0,2()σв(МПа)δ5(%)ψ %KCU
(кДж / м2)HB (HRCэ),
|
не
|
|
|
|
|
|
|
|
Образы
|
880
|
980
|
9
|
50
|
78
|
|
Таблица
4 - свойства стали 18 ГОСТ 4543-71
|
T ()
|
E10- 5
(МПа)
|
a 10 6
(1/)l (Вт/()r (кг/м3)C (Дж/())
|
|
|
|
|
20
|
2,11
|
|
37
|
7800
|
|
|
100
|
2,05
|
10
|
38
|
|
495
|
|
200
|
1,97
|
11,5
|
38
|
|
508
|
|
300
|
1,91
|
12,3
|
37
|
|
525
|
|
400
|
1,76
|
12,8
|
35
|
|
537
|
|
500
|
1,68
|
13,3
|
34
|
|
567
|
|
600
|
1,55
|
13,6
|
31
|
|
588
|
|
700
|
1,36
|
|
30
|
|
626
|
|
800
|
1,29
|
|
29
|
|
705
|
5.2 Назначение детали
В
корпусе на подшипниках вал входной со шестигранным отверстием. Вал во
вращение штоком , который пропущен отверстие. вращательный момент
непосредственно бурильной при бурении.
5.3 Технический контроль чертежа детали
Чертеж
детали вал выполнен согласно с и правилами ЕСКД на А3 в масштабе 1:1.
рамка
выполнена в с ГОСТ 2.301-68.
детали
выполнено в двух . Разрез шлицов .
Размеры
нанесены по ГОСТ 2.307-2011. Так же обозначения поверхностей, данные о ,
допустимые отклонения взаимное расположение
5.4 Анализ технологичности конструкции детали
технологичности
конструкции является одной из функций системы технологической производства.
Анализ производится как для изделия в , так и для отдельных .
Форма
детали правильной геометрической - вращения. Значение поверхностей и
допусков обозначено. Для детали достаточно токарную, зубофрезерную, и
термическую . Чертеж вала выполнить согласно с и правилами ЕСКД на А3.
Шестигранное
нужно выполнить на операции. Обрабатываемые должны быть параллельны.
канавку следует на токарной операции. поверхности отсутствуют.
по
размерам должны иметь параметры шероховатости.
конструкторских
баз выполнены по правилам .
По
ГОСТ 14.205-83 конструкции изделия - это свойств конструкции , определяющих
её к достижению оптимальных при производстве, эксплуатации и для заданных
показателей , объема , условий выполнения .
на
то, что по коэффициенту технологичности проходит, она не является по
конструктиву и количеству .
5.5 Материал
стали
18 активно и широко в промышленности и производстве своим свойствам и
наполнению. 18ХГТ относится к конструкционной легированной .
Прочность
сплава химические , наполняющие его состав. К ним никель, фосфор, , марганец,
сера, , титан, , медь, железо
ХГТ
расшифровка - и буквы марки , что в составе находится 18/100 , около 1%
марганца и .
5.6 Выбор метода изготовления и формы заготовки
Исходные
данные для выбора вида и способа ее :
материал
заготовки - 18ХГТ ГОСТ
плотность
материала - кг/м3;
детали,
кг - 3,16 кг
годовая
- 200 шт.
Верное
решение - это заготовки методом из проката.
5.7 Выбор плана обработки детали
Технологический
механической обработки (таблица 5) - это производственного процесса,
связанная с формы, размеров или обрабатываемой заготовки, в определенной
последовательности[5].
всех
элементов технологического во многом зависит от заготовки и величин на ее
обработку.
технологического
процесса с анализа исходных - рабочего чертежа и партии (количества
подлежащих заготовок одного ). При этом учитывают оборудования, и т. д.
Таблица 5 - Технологический процесс детали «Вал входной»
|
№п/п
|
Наименованиеоперации
|
детали
|
|
005
|
заготовительная
|
|
|
пруткаL=230 мм
n75
|
|
|
010
|
операция
|
|
|
015
|
|
|
|
1 установка
|
|
|
Подрезка
|
|
|
Черновое
точение
|
Ø 73
|
|
точениеØ
72
|
|
|
Чистовое Ø
60
|
|
|
Сверление Ø
20
|
|
|
Сверление
отверстия
|
Ø 30
|
|
внутренней
фаски30~
|
|
|
внутренней
канавкиØ 50
|
|
|
2
|
|
|
Подрезка
|
|
|
Черновое
точение
|
|
точениеØ
60
|
|
|
Чистовое Ø
58
|
|
|
020
|
Долбежная
|
|
|
Долбление Ø
30
|
|
|
025
|
Зубофрезерная
|
|
|
16-ти зубьев
|
|
|
030
|
|
|
|
Цементирование
|
|
|
Закалка
|
|
|
|
|
|
035
|
Химическое
оксидирование
|
|
|
|
|
|
Полировальная
|
|
|
040
|
|
|
5.8 Выбор и расчет припусков на обработку, оформление
чертежа заготовки
Припуск
- это материала, с поверхности заготовки переходами, с целью требуемой
формы, размеров и обрабатываемой поверхности.
Для
припуска на деталь « входной» используется расчетно-аналитический определения
припусков.
В
расчетно-аналитического метода припусков лежит минимально припуска на
переход, должен перекрыть погрешности.
формы
и погрешность являются векторными и поэтому суммируются по квадратного . В
случае, когда припуска осуществляется с двух сторон (обтачивание,
цилиндрических поверхностей), припуск, назначаемый на , удваивается.
величин
дефектного и шероховатость определяются получения заготовки и обработки.
формы также от метода получения . На последующих этапах погрешность резко
уменьшается.
Требуется
припуски на обработку и предельные размеры на Ø72 вала входного (унок 5.2).
Составляем
технологический процесс детали для достижения точности размера - Ø72.

Рисунок
5.2 - закрепления на токарных операциях
установки
при установке в центрах для диаметрального размера нулю. таблицу расчета
припусков ( 6) и указываем размеры заготовки (таблица 7).
Таблица 6 - Элементы расчета припусков
Технологические переходки поверхности Ø72Элементы , Tд, ρРасчетный,
ммРасчетный размер
|
dp,мм δ,
мкмПредельный размер,мм ,
dmin
|
|
|
|
|
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
|
Заготовка
|
160
|
200
|
753
|
-
|
|
1800
|
74,7
|
72,9
|
|
черновое5050452×111330072,972,6
|
|
|
|
|
|
|
|
|
|
Точение
чистовое
|
25
|
25
|
38
|
72,29810072,472,3
|
|
|
|
|
|
Шлифование
1020302×884072,1772,13
|
|
|
|
|
|
|
|
|
|
чистовое515232×601672,01872,002
|
|
|
|
|
|
|
|
|
Таблица
7 - Размеры
|
Размер
|
Припуск по
Припуск расчетный диаметр заготовки
|
|
|
|
Ø72
|
2,175
|
|
|
|
Ø60
|
2×1,8
|
2,175
|
|
|
Ø58
|
2×1,8
|
2,175
|
|
5.9
Выбор типа и формы технологического процесса
выполнения
операций от следующих факторов: формы и детали, производственной , свойств
обрабатываемого , шероховатости, техпроцесса.
станки
обеспечить выполнение требований.
Мощность
и , кинематические возможности должны вести обработку на режимах резания с
затратами времени и . Тип производства определяется по 8:
Таблица
8 - типа производства
|
Тип
|
Годовая
программа NВ, шт.
|
|
тяжелые, 
|
средние, 
|
,
|
|
Единичное
|
до 5
|
до 10
|
до 100
|
|
5…100
|
10…200
|
|
|
Серийное
|
100…300
|
500…5000
|
|
|
Крупносерийное
|
|
500…5000
|
|
|
Массовое
|
>1000
|
>50000
|
|
По
таблице годовой программе и массе соответствует серийный тип . Серийное
производство - тип , характеризующийся ограниченной изделий, или
ремонтируемых периодически партиями, и сравнительно объемом выпуска.
или производственная - это группа заготовок наименования и
типоразмера, в обработку одновременно или в течение интервала времени.
производство является типом современного , и предприятиями
типа выпускается в время 75-80 % машиностроительной продукции. По
технологическим и характеристикам серийное занимает промежуточное между
единичным и производством[3].
5.10 Выбор оборудования
Выбор металлорежущих станков для изготовления предложенной детали
осуществлен с учетом следующих факторов (таблица 9):
вид обработки;
точность обрабатываемой поверхности;
расположение обрабатываемой поверхности относительно
технологических баз;
габаритные размеры и масса заготовки;
производительность операции;
тип производства.
Таблица 9 - Оборудование
№ опер
|
операции
|
|
|
|
1
|
Токарная
|
Токарно- станок
с ЧПУ 16К20Ф3
|
|
2
|
Долбежная
|
станок с
механическим 7А420
|
|
3
|
Зубофрезерная
|
Зубофрезерный
5К32
|
|
4
|
Шлифовальная
|
Кругло-шлифовальный
3Е12
|
5.11 Выбор режущих инструментов
Режущий
инструмент (таблица 10) в условиях длительного и трения с обрабатываемым . В
процессе должны сохраняться конфигурации и свойства щей кромки. Материал для
режущего должен обладать твердостью и износо, т. е. способностью длительное
сохранять ре свойства кромки в трения.
Чем
больше обрабатываемых материалов, стружка и скорость резания, тем энергия,
затрачи на процесс обработки . Механическая переходит в тепловую. тепло
нагревает , деталь, стружку и рассеивается. основным требованием, к
инструментальным материалам, высокая теплостойкость, т. е. сохранять и
режущие свойства при нагреве в процессе . По теплостойкости различают три
инструментальных для режущего инструмента: , полутеплостойкие и .
Таблица
10 - Выбор инструментов
|
и тип
оборудованияИнструмент операции
|
|
|
Токарно- станок с ЧПУ 16К20Ф3 DWLNR M-08
Пластинка WNMG MR33
Державка DCLNR M-12
|
Пластинка
120408-F2Чистовое
|
|
Державка DCLNR M-12
Державка DCLNR M-12
|
Пластинка CNMG
F2Снятие фаски
|
|
|
|
DCN
250-300-32R-12D HCP 250-IQ IC 908Сверление
|
|
Держатель MG PCO-20-6-8 MGCH 08
|
Пластинка
11-15-3.00-0.20 IC 528 внутренней канавки
|
|
|
|
7А420
|
Резец ГОСТ
Долбление отверстий
|
|
|
станок 5К32
|
фрезойНарезание
16-ти
|
|
Кругло-шлифовальный 3Е12Абразивный
|
Круг ПП
350х40х76 15А 50 СМ2
|
|
|
5.12 Выбор вспомогательных инструментов
Для
установки и режущего инструмента на применяют вспомогательный (таблица 11),
который во многом точность и обработки.
Эффективность
станков с ЧПУ, повышение их в значительной мере от технического
вспомогательного инструмента, возможность сокращения составляющих времени.
основного , достигаемое интенсификацией резания, может обеспечено в
результате жесткости инструмента, увеличения закрепления режущего .
Таблица 11 - Вспомогательные инструменты
|
Наименование
операции
|
станка
инструмент
|
|
Токарная -
|
винторезный
станок с ЧПУ 163автоматической универсальной (УГ9321, 9324, УГ9325)
|
|
Долбежная станок с механическим 7А420
|
Универсальный ,
круглый кондуктор УСП-12
|
|
|
|
Зубофрезерный
станок 532Трехкулачковый самоцентрирующийся
|
|
|
|
Шлифовальная
|
станок 3Е12
патрон
|
|
5.13 Выбор приспособлений
Выбор
приспособлений (таблица 12) по возможности из стандартных или из типовых
станочных приспособлений.
выбора
является вид обработки, обработки поверхности, размеры и масса , тип станка,
расположение по отношению к базам.
При
выборе приспособлений учитывались:
вид
обработки;
модель
;
режущие
;
тип
производства.
Таблица
12 - Станочные
|
Опрация
|
операции
|
Наименование
Обозначение
|
|
|
1
|
Токарная
|
Трехкулачковый
патрон
|
Патрон П ГОСТ
2675-80
|
|
2
|
|
Универсальный ,
круглый накладной УСП-12ГОСТ
|
|
|
3
|
Зубофрезерная
|
Трехкулачковый
патрон 7100-0063 А ГОСТ
|
|
|
4
|
Шлифовальная
|
Поводковый ГОСТ
2571-71
|
|
При
инструментальных учитывались:
вид
механической ;
конструкция
посадочного станка;
форма
и инструмента ( хвостовика).
5.14 Выбор режимов резания
Токарная
:
Черновое
растачивание. глубину резания ограничить в 3 … 5 мм, назначаем не более 5
мм. припуск разбиваем на проходов - предварительный - возможный припуска и
чистовой - оставляя только под окончательную обработку - . При черновом ()
точение назначаем в зависимости от требуемой и радиуса скругления при резца
S = 0,5 . Допускаемая скорость составляет V= 90-110
Чистовое
точение. При точение подачу в зависимости от шероховатости и радиуса при
вершине резца S = 0,25 . Допускаемая резания составляет V м/мин. Режимы в
таблицы 13-15:
Таблица 13 - Режимы резания при токарной операции
|
Токарная
операция
|
Диаметр
участка, мм
|
Глубина
резания, мм
|
Подача
|
Допускаемая
скорость резания, м/мин
|
Расч частота
вращения шпинделя, мин-1
|
Ст. частота
вра-я шпин-ля, мин-1
|
Факт. скор.
резания, м/мин
|
То, мин
|
|
до обр-ки
|
после обр-ки
|
|
мм/об
|
мм/мин
|
|
|
|
|
|
|
Токарная
операция
|
|
Подрезка торца
|
75
|
48
|
2
|
0,5
|
140
|
100 - 120 (110)
|
467,091
|
280
|
65,940
|
0,393
|
|
Черновое
точение
|
75
|
73
|
1
|
0,5
|
140
|
100 - 120
|
467,091
|
280
|
65,940
|
0,207
|
|
79
|
77
|
1
|
0,5
|
140
|
|
564,380
|
280
|
69,457
|
0,200
|
|
Чистовое
точение
|
73
|
72
|
0,5
|
0,3
|
107
|
120 - 160
|
654,393
|
355
|
81,373
|
0,272
|
|
77
|
75
|
1
|
0,3
|
107
|
|
620,399
|
355
|
85,832
|
0,263
|
|
ИТОГО
|
|
|
|
|
|
|
|
|
|
2,884
|
Таблица
14 - резания для зубофрезерной
|
Зубофрезерная
операция
|
Диаметр
участка, мм
|
Глубина
резания, мм
|
Длина обр-ки,
мм
|
Подача мм/об
|
Допустимая
скорость резания, м/мин
|
Расч частота
вращения шпинделя, мин-1
|
Ст. частота
вра-я шпин-ля, мин-1
|
Факт. скор.
резания, м/мин
|
То, мин
|
|
Нарезвание 16
зубьев
|
126
|
106
|
10
|
26
|
0,3
|
15 -20
|
50,551
|
50
|
19,78
|
1,733
|
|
ИТОГО
|
|
|
|
|
|
|
|
|
|
1,733
|
Таблица
15 - резания для шлифовальной
|
Шлифовальная
операция
|
Диаметр
участка, мм
|
Глубина
резания, мм
|
Длина обр-ки,
мм
|
Подача мм/об
|
Допустимая
скорость резания, м/мин
|
Расч частота
вращения шпинделя, мин-1
|
Ст. частота
вра-я шпин-ля, мин-1
|
Факт. скор.
резания, м/мин
|
То, мин
|
|
до обр-ки
|
после обр-ки
|
|
|
|
|
|
|
|
|
|
|
60,3
|
60,1
|
0,1
|
16
|
1,2
|
41,8
|
105,629
|
50
|
9,467
|
0,266
|
5.15 Техническое нормирование времени операций
Технически
обоснованной времени время выполнения операции в определённых - технических
условиях, благоприятных для типа производства. вычислений в таблицу 16.
Таблица 16 - времени
операций
операцийt0, минtв, минtтех, минtорг,
минtпер, минtп/з, минТшт,
|
мин
|
|
|
|
|
|
|
|
|
Токарная
|
3,19
|
0,64
|
1,3
|
3,3
|
0,6
|
0,1
|
|
|
Долбежная
|
17,3
|
3,46
|
1,8
|
3,3
|
0,8
|
0,2
|
38,4
|
|
510,82,40,60,221
|
|
|
|
|
|
|
|
|
Шлифовальная
|
8,3
|
1,66
|
1,4
|
2,8
|
0,8
|
0,2
|
25,5
|
Для
операций технологического определяем нормы времени. время определяем по
нормативам.
технического
обслуживания в размере 10% от основного .
Время
перерывов в размере 2,5% от основного времени и .
Время
организационного принимаем в размере от суммы времени и вспомогательного.
Маршрутные карты и карты наладок содержатся в приложении 2.
6.
АВТОМАТИЗОРОВАННАЯ РАЗРАБОТКА ПРОГРАММЫ ОБРАБОТКИ ДЕТАЛИ НА СТАНКЕ С ЧПУ
Станки
с ЧПУ - , оборудованные программным управлением для расчета и выполнения
операций технологического . Система с ЧПУ выполняет интерполяцию
обрабатывающего инструмента в с управляющей программой. с ЧПУ
характеризуются рядом достоинств. технологический процесс , т.е. управление
производится по в систему , увеличивается точность материала. В результате,
с ЧПУ позволяют существенно процент . Кроме того, процесса обработки с ЧПУ
способствует ощутимому производительности. образом, благодаря скорости и
точности материала, управляемый с ЧПУ увеличивают производства в несколько
раз.
Так
как «Вал входной» сложной в обработке, то выполнять ее на станке с ЧПУ.
Технологическая
опирается на программный SprutCAM - систему создавать программы по
механообработке на станках с ЧПУ. Результат обработки детали, что
возможность траекторию инструмента (унки 6.1-6.3).
К сожалению, на учебной в «SprutCAM» не предусмотрены все
операций, что для данной детали « входной». Таким , у нас нет представления
долбежной и (нарезание модульной фрезой) . Но основные этапы позволяют
сократить и улучшить обрабатываемой поверхности.
6.1
- Токарная обработка детали «Вал »
Рисунок
6.2 - отверстие
Рисунок
6.3 - внутренней канавки
конструкторско-технологической
подготовки существенно время от разработки до в производство новых .
Фрагмент программы для с ЧПУ:
( TOOLS )
( T2 OD_LATHE_CUTTER D0 )
( T1 CYLINDRICAL_MILL D12 )
( T4 D29.9 )
( T2 OD_LATHE_CUTTER D0 )
( T1 D12 )
(T27ID_LATHE_GROOVING_CUTTER D0 )G21G40G49G69G80G90G17
.B0.C0.
(VAYA TOKARNAYA)
.946.537Z228.944X34.83Z228.237F0.5
.237.263.537Z188.97
.237.237.239
.946Z228.944.537
.237.237.239
.946Z228.944
.537X28.83Z228.237.237
.923.537Z224.63Z228.944
.541X26.833Z228.237.237
.944
( CHISTOVAYA )X27.54Y0.Z227.944.421Z229.36
.5.3.8G18X26.973Z227.139I0.K-0.2X28.973Z223.675X29.Z223.575I-0.173K-0.1Z205.122.912Z204.21X29.971Z204.068I-0.141K-0.142Z190.039X30.771Z189.239I0.8K0.X33.771X33.912Z189.181I0.K-0.2X35.912Z187.181X35.971Z187.039I-0.141K
0.142Z40.039.039.092Z41.16G28G91X0.Y0.Z0.
ЗАКЛЮЧЕНИЕ
В представленном ВКР было выполнено автоматизированное проектирование
конструкции и технологии изготовления вращателя мобильной буровой установки.
В процессе выполнения работы был выполнен анализ методов и систем
автоматизированного проектирования конструкции и технологических процессов
машиностроительных изделий. В ходе выполнения данного проекта использовались
следующие пакеты САПР: КОМПАС, «SolidWorks Simulation», SprutCAM.
Разработана методика автоматизированного проектирования конструкции и
технологических процессов изготовления вращателя мобильной буровой установки с
помощью методов трехмерного моделирования.
Выполнен расчет напряженно-деформированного состояния методами
имитационного моделирования на базе системы автоматизированного расчета и
проектирования - «SolidWorks Simulation».
В технологической части выпускной квалификационной работы был разработан
технологический процесс для детали - «Вал входной». В процессе этого этапа
осуществлена краткая характеристика выбранной детали, рассчитаны припуски на
механическую обработку, режимы резания. Произведен выбор металлорежущего
оборудования и режущего инструмента, рассчитаны нормы времени.
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
1. Алик, Р.А. САПР изделий и технологических процессов в
машиностроении / Р.А. Алик - Л.: Машиностроение. Ленингр. отд-ние, 2004. - 319
с.
2. Горбацевич, А.Ф. Курсовое проектирование по технологии
машиностроения : учеб. пособие / А.Ф. Горбацевич - Мн.: Выш. школа, 2006, 256
с.
3. Митрофанов, С.П. Применение ЭВМ в технологической
подготовке серийного производства / С.П. Митрофанов- М.: Машиностроение, 2011 -
287с.
. Норенков, И. П. Системы автоматизированного
проектирования: В 9 кн. Кн. 1. Принципы построения и структура./ И. П.
Норенков. - М.: Высшая школа, 2008 - 125 с.
5. Обработка металлов резанием : справочник технолога /
под общ. ред. А.А. Панова. - М.: Машиностроение. - 2004. - 784 с.
6. Организация и планирование машиностроительного
производства./ под ред. Ю. В. Скворцова, Л. А. Некрасова. - М.: Высш. шк.,
2003. - 471 с.
7. Справочник технолога-машиностроителя.: В 2 т. Т. 1 /
под ред. А.М. дальского.- М.: Машиностроение. - 2003. - 912 с.
8. Справочник технолога-машиностроителя.: В 2 т. Т.2 / под
ред. А.М. дальского.- М.: Машиностроение. - 2003. - 943 с.
9. Челищев, Б. Б. Автоматизированные системы технологической
подготовки производства. / Б. Б. Челищев, И. И. Боброва- М.: Энергия, 2013. -
136 с.
10. Шелофаст, В.В. Основы проектирования машин / В.В.
Шелофаст - М.: Издательство АПМ, 2000. - 256 с.
11. Интерактивное руководство пользователя программой
SolidWorks 2001. [Электронный ресурс]. - SolidWorks Corporation, 2015. -
CD-ROM.