Разработка информационной базы САПР технологических процессов для внутришлифовальной операции
Министерство образования и науки
Российской Федерации
ФГБОУ ВПО Кубанский государственный
технологический университет
(КубГТУ)
Кафедра машиностроения и
автомобильного транспорта
Факультет машиностроения и
автосервиса
Курсовая работа по дисциплине: «САПР
технологических процессов»
На тему: «Разработка информационной
базы САПР технологических процессов для внутришлифовальной операции»
Реферат
Объектом исследования является внутришлифовальная операция.
Цель работы - разработка информационной базы для внутришлифовальной
операции.
В курсовой работе приведена характеристика внутришлифовальной операции,
ее структура как совокупность различных технологических переходов. Определены
возможные множества и условия применимости технологического оборудования,
оснастки, переходов, режущих и мерительных инструментов в зависимости от
элементной структуры обрабатываемой детали и технических требований к качеству
обработки детали и ее отдельных поверхностей. Алгоритмизированы операции выбора
элементов структуры информационной базы САПР внутришлифовальной операции.
Содержание
Реферат
Введение
. Нормативные ссылки
. Разработка структуры информационной базы по проектированию
технологической операции
.1 Характеристика технологической операции
.2 Определение множества применимого технологического
оборудования
.3 Определение множества применимой технологической оснастки
.4 Определение множества применимых технологических переходов
.5 Определение множества применимых по переходам режущих
инструментов
.6 Определение множества применимых по переходам средств
измерения и контроля
. Разработка условий применимости типовых технологических
решений
.1 Разработка условий применимости технологического
оборудования
.2 Разработка условий применимости технологической оснастки
.3 Разработка условий применимости технологических переходов
.4 Разработка условий применимости режущих инструментов
.5 Разработка условий применимости средств измерения и
контроля по технологическим переходам
Заключение
Список использованных источников
Приложение
Введение
Под автоматизацией проектирования понимают систематическое применение ЭВМ
в процессе проектирования при научно обоснованном распределении функций между
проектировщиком и ЭВМ и научно обоснованном выборе методов машинного решения
задач.
Цель автоматизации проектирования - повысить качество проектирования,
снизить материальные затраты на него, сократить сроки проектирования и
ликвидировать рост числа инженерно-технических работников, занятых
проектированием и конструированием.
Научно обоснованное распределение функций между человеком и ЭВМ
подразумевает, что человек должен решать задачи, носящие творческий характер, а
ЭВМ - задачи, решение которых поддается алгоритмизации.
В соответствии с ГОСТ 23501.101-87, САПР - это организационно-техническая
система, входящая в структуру проектной организации и осуществляющая
проектирование при помощи комплекса средств автоматизированного проектирования
(КСАП).
САПР - система, объединяющая технические средства, математическое и
программное обеспечение, параметры и характеристики которых выбирают с
максимальным учетом особенностей задач инженерного проектирования и
конструирования. В САПР обеспечивается удобство использования программ за счет
применения средств оперативной связи инженера с ЭВМ, специальных проблемно-ориентированных
языков и наличия информационно-справочной базы.
Структурными составными и составляющими САПР являются подсистемы,
обладающие всеми свойствами систем и создаваемые как самостоятельные системы.
Это выделенные по некоторым признакам части САПР, обеспечивающие выполнение
некоторых законченных проектных задач с получением соответствующих проектных
решений и проектных документов.
В соответствии с ГОСТ 23501.108-85 САПР классифицируют по:
- тип/разновидность и сложность объекта проектирования;
- уровень и комплексность автоматизации проектирования;
- характер и количество выпускаемых документов;
- количество уровней в структуре технического обеспечения.
Основная цель создания САПР - повышение эффективности труда инженеров,
включая:
- сокращения трудоёмкости проектирования и планирования;
- сокращения сроков проектирования;
- сокращения себестоимости проектирования и изготовления,
уменьшение
- затрат на эксплуатацию;
- повышения качества и технико-экономического уровня
результатов проектирования;
- сокращения затрат на натурное моделирование и испытания.
1.
Нормативные ссылки
В настоящем курсовом проекте использованы ссылки на следующие нормативные
документы:
ГОСТ Р 1.5-2004 Стандарты национальные Российской Федерации. Правила
построения, изложения, оформления и обозначения
ГОСТ Р 7.0.5-2008 СИБИД. Библиографическая ссылка. Общие требования и
правила составления
ГОСТ Р 211.101-97 СПДС. Основные требования к рабочей документации
ГОСТ 2.102-68 ЕСКД. Виды и комплектность конструкторских документов
ГОСТ 2.104-2006 ЕСКД. Основные надписи
ГОСТ 2.105-95 ЕСКД. Общие требования к текстовым документам
ГОСТ 2.106-96 ЕСКД. Текстовые документы
ГОСТ 2.109-73 ЕСКД. Основные требования к чертежам
ГОСТ 2.119-73 ЕСКД. Эскизный проект
ГОСТ 2.120-73 ЕСКД. Технический проект
ГОСТ 2.301-68 ЕСКД. Форматы
ГОСТ 2.302-68 ЕСКД. Масштабы
ГОСТ 2.305-68 ЕСКД. Изображения - виды, разрезы, сечения
ГОСТ 2.316-2008 ЕСКД. Правила нанесения на чертежах надписей, технических
требований и таблиц
ГОСТ 2.701-2008 ЕСКД. Схемы. Виды и типы. Общие требования к выполнению
ГОСТ 2447-82
ЕСКД. Головки шлифовальные.
2.
Разработка структуры информационной базы по проектированию технологической
операции
2.1
Характеристика технологической операции
Внутреннее шлифование является одним из основных методов чистовой
обработки отверстий, при котором в зависимости от режимов шлифования и
характеристики шлифовального круга может быть достигнута точность обработки по
1-3-му квалитету и шероховатость поверхности Ra-Rz.
Достоинством процесса внутреннего шлифования являются возможность
исправления увода оси отверстия, образовавшегося на предшествующих операциях, а
также обеспечение перпендикулярности торцовой поверхности к оси отверстия,
достигаемая при шлифовании отверстия и торца с одного установа.
Внутреннее шлифование может применяться для обработки цилиндрических и
конических сквозных и глухих отверстий в деталях, изготовленных из незакаленной
и закаленной стали, чугуна, цветных металлов и неметаллических материалов.
Внутреннее шлифование широко применяется во всех отраслях машиностроения.
На внутришлифовальных станках обрабатываются отверстия зубчатых колес (гладкие
и шлицевые), внутренних колец шарикоподшипников и роликоподшипников; роликовые
дорожки наружных колец роликовых подшипников; отверстия кондукторных втулок,
переходных втулок с конусом Морзе, различных режущих инструментов, например
фрез, шеверов, насадных разверток и др.
При внутреннем шлифовании применяется как шлифование с продольной
подачей, так и методом врезания. Наибольшее распространение получил первый
способ. Шлифование методом врезания применяют при шлифовании коротких
отверстий, а также отверстий, ограниченных буртами или уступами.
2.2
Определение множества применимого технологического оборудования
На основе анализа современного оборудования установлено, что данную
обработку можно производить на следующих моделях станков:
Станок
внутришлифовальный 3К228предназначен для шлифования цилиндрических и конических, глухих и
сквозных отверстий.
Таблица
1-Технические характеристики шлифовального станка 3К228
|
Характеристика
|
3К228
|
|
Диаметр шлифуемого
отверстия, мм
|
100-400
|
|
Наибольшая длина шлифования
при наибольшем диаметре шлифуемого отверстия, мм
|
320
|
|
Наибольшая рекомендуемая
длина шлифования при наименьшем диаметре отверстия, мм
|
125
|
|
Наибольший наружный диаметр
устанавливаемого изделиябез кожуха, мм
|
560
|
|
в кожухе
|
400
|
|
Наибольший угол шлифуемого
конуса, град.
|
60
|
|
Расстояние от оси шпинделя
изделия до зеркала стола, мм
|
340
|
|
Наибольшее расстояние от
торца нового круга торцешлифовального приспособления до опорного торца
шпинделя изделия, мм
|
400
|
|
Мощность привода главного
движения, кВт
|
7.5
|
|
Суммарная мощность
электродвигателей, кВт
|
14.63
|
|
Габариты станка:
длина*ширина*высота, мм
|
3535*1460*1870
|
|
Общая площадь пола станка с
выносным оборудованием, м2
|
9
|
|
Масса 3К228А , кг
|
5600
|
|
Показатель точности
обработки образца изделия:
|
|
постоянство диаметра в
продольном сечении, мкм
|
3
|
|
круглость, мкм
|
1.6
|
|
Шероховатость поверхности
образца-изделия:
|
|
цилиндрической внутренней
Ra, мкм
|
0.08
|
|
плоской торцевой
|
0.32
|
Внутришлифовальный
станок JAGURA JAG-3JAW-AAL1. Станки предназначены для высокоточного внутреннего шлифования
заготовок с малыми габаритными размерами перемещения суппорта в продольном и
поперечном направлениях задается электродвигателем.
Таблица 2-Технические характеристики станка JAGURA JAG-3JAW-AAL1
|
Модификации
|
JAG-3JAW-AAL1
|
|
Диаметр внутреннего
шлифования
|
1.5-80 мм
|
|
Диаметр зажимаемой
заготовки
|
2.5-200 мм
|
|
Максимальная длина
зажимаемой заготовки
|
240 мм
|
|
Градуировка поперечной
подачи
|
0.001 мм
|
|
Частота вращения шпинделя
передней бабки
|
0-550 об/мин
|
|
Метод подачи вперед-назад
|
автоматическая
|
|
Метод подачи влево-вправо
|
автоматическая
|
|
Частота вращения
шлифовального шпинделя
|
0-55000 об/мин
|
|
Мощность шлифовального
шпинделя
|
750 Вт
|
|
Габаритные размеры
|
1700х1100х1700 мм
|
|
Масса станка
|
1400 кг
|
Таблица 3- Технические характеристики станка с ПЛК RIG-150NC
|
ХАРАКТЕРИСТИКИ
|
RIG-150NC
|
|
Диапазон диаметров
шлифуемых отверстий (мм.)
|
6~150
|
|
Максимальная глубина
шлифования (мм.)
|
150
|
|
Диаметр обработки над
станиной (мм.)
|
520
|
|
Диаметр обработки при
установленной защите патрона (мм.)
|
320
|
|
Максимальное перемещение
стола (мм.)
|
540
|
|
Скорость перемещения стола
(м./мин.) (Гидравлика)
|
7.2
|
|
Скорость вращения шпинделя
(об./мин.)
|
0~800
|
|
Скорость рабочей подачи
шпиндельной бабки (мм./мин.)
|
50
|
|
Дискретность подачи по оси
Х (мм.)
|
0.001
|
|
Угол поворота шпиндельной
бабки (гр.)
|
Вправо: 13° Влево: 5°
|
|
Расстояние от центра
шпинделя до пола (мм.)
|
1060
|
|
Подача
|
Автоматическая,
серводвигатель
|
|
Мощность двигателя
шпиндельной бабки (кВт.)
|
0.75
|
|
Мощность серводвигателя
шлифовальной бабки (Вт.)
|
400
|
|
Мощность двигателя
шлифовальной бабки (кВт.)
|
1.5
|
|
Мощность насоса гидравлики
(кВт.)
|
1.5
|
|
Мощность насоса подачи СОЖ
(кВт.)
|
0.09375
|
|
Емкость бака гидравлики
(л.)
|
90
|
|
Емкость бака СОЖ (л.)
|
80
|
|
Занимаемая площадь (мм.)
|
2600 x 1430
|
|
Высота станка (мм.)
|
1400
|
|
Масса станка (кг.)
|
2000
|
Внутришлифовальный
станок JAGURA JAG-IG06-CNC с ЧПУ
Станок предназначен для высокоточного шлифования отверстий. Применение
двух шпинделей (шпиндель для внутреннего шлифования и шпиндель для шлифования
торца) позволяет резко повысить производительность обработки за счет сокращения
времени на полную обработку изделия, исключая применение дополнительного
оборудования.
Таблица 4-Технические характеристики JAGURAJAG-IG06-CNC
|
Модификации
|
JAG-IG06-CNC (EASY)
|
|
Диаметр внутреннего
шлифования
|
0.5-6 мм
|
|
Максимальный диаметр
зажимаемой заготовки
|
140 мм
|
|
Максимальная длина
зажимаемой заготовки
|
90 мм
|
|
Перемещение по оси X
|
150 мм
|
|
Перемещение по оси Z
|
320 мм
|
|
Точность подачи по оси X
|
0.001 мм
|
|
Точность подачи по оси Z
|
0.001 мм
|
|
Скорость перемещения стола
по оси X
|
0-10 м/мин
|
|
Скорость перемещения стола
по оси Z
|
0-10 м/мин
|
|
Частота вращения шпинделя
передней бабки
|
100-500 об/мин
|
|
Частота вращения
шлифовального шпинделя
|
0-120000 об/мин
|
|
Угол поворота передней
бабки
|
-
|
|
Мощность двигателя передней
бабки
|
0.12 Вт
|
|
Мощность шлифовального
шпинделя
|
0.23 кВт
|
|
Мощность сервомотора оси X
|
0.75 кВт
|
|
Мощность сервомотора оси Z
|
0.75 кВт
|
|
Масса станка
|
800 кг
|
|
Габаритные размеры
|
1550x1350x1700 мм
|
На основе анализа оборудования установлены основные параметры
применимости:
D -
диаметр шлифуемого отверстия, мм;
d -
диаметр зажимаемой заготовки, мм;
L -
длина зажимаемой заготовки, мм;
B-длина
шлифования, мм;
Запишем все найденные модели станков как комплекс множества типовых
решений (МТР):
 ,
,
Запишем основные параметры применимости как комплекс параметров
применимости (КПП):
 ,
,
.3
Определение множества применимой технологической оснастки
На основе анализа наличия современной технологической оснастки
установлено, что на данной технологической операции можно применить следующие
типы приспособлений: мембранные и четырехкулачковые патроны.
Мембранные патроны
В условиях массового производства большее распространение
получили мембранные патроны. Они позволяют повысить точность обработки
благодаря более точному центрированию заготовки и малой, по сравнению с
трехкулачковыми патронами, деформацией заготовки при зажиме. Основным
достоинством мембранных патронов является простота их изготовления.
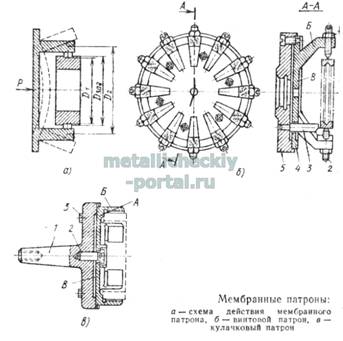
Рисунок 1 - Мембранные патроны
По конструкции зажимных элементов мембранные патроны
разделяют на винтовые и кулачковые. Винтовые патроны применяют для
крепления заготовок диаметром 10 - 300 мм, кулачковые - для заготовок диаметром
300-400 мм. Каждый патрон предназначен для заготовки определенного диаметра и
допускает изменение диаметра заготовки на 1-2 мм в результате регулирования
винтов или кулачков.
Четырехкулачковые патроны
При шлифовании отдельных деталей часто применяют четырехкулачковые
патроны с независимым перемещением кулачков. Каждый кулачок этого патрона
передвигается своим червячком. Такие патроны используют при наружном или
внутреннем шлифовании деталей с неконцентричными базовыми поверхностями.
Позволяет закреплять заготовки диаметром 160-1000мм.
На основе анализа приспособлений установлены основные параметры
применимости:
T-тип
заготовки(Д-Детали сложной формы, Ц- Цилиндрическая);
D-диаметр
базы устанавливаемой заготовки, мм;
Запишем все найденные виды приспособлений как комплекс множества типовых
решений (МТР)

Запишем основные параметры применимости как комплекс параметров
применимости (КПП)
.4
Определение множества применимых технологических переходов
На основе анализа наличия технологических переходов установлено, что на
данной технологической операции применимы следующие переходы(САПР “Вертикаль”):
Обозначим вышеперечисленные переходы следующим образом:
ТР1 - Шлифовать торец;
ТР2 -Шлифовать внутренний торец окончательно;
ТР3 -Шлифовать отверстие технологически;
ТР4 -Шлифовать отверстие предварительно;
ТР5 -Шлифовать отверстие окончательно;
ТР6 -Шлифовать коническое отверстие по калибру;
ТР7 -Шлифовать выточку окончательно;
ТР8 -Шлифовать выточку окончательно на длину;
На основе анализа переходов установлены следующие основные параметры
применимости:
T -
вид поверхности:
T=1-
торец; 2-внутренний торец; 3-отверстие; 4-коническое отверстие ; 5-выточка.
Ra - шероховатость, мкм .
Запишем все найденные переходы как комплекс множества типовых решений
(МТР):
 ,
,
Запишем основные параметры применимости как комплекс параметров
применимости (КПП):
 ,
,
.5
Определение множества применимых по переходам режущих инструментов
На основе
анализа наличия технологических переходов установлено, что на данной
технологической операции применимы следующие режущие инструменты: Шлифовальные
абразивные головки фирмы Hamer
соответствующие ГОСТ 2447-82
Шлифовальные
абразивные головки на керамической связке с электрокорундом (розового
цвета)
Имеют различную зернистость (от 24 до 100) и различными размерами от 10
мм до100мм, ими работают по чугунам и мягким металлам.
Шлифовальные
абразивные головки на бакелитовой связке (чёрного цвета)
Имеют зернистость 60-120 и предназначены для шлифования обычных и
нержавеющих сталей, могут применяться для снятия усилений сварных швов,
отличаются мягкостью хода.
Рисунок 2- A
- цилиндр, диаметр меньше высоты
Рисунок 3- B
- цилиндр, диаметр больше высоты
Рисунок 4- K
- цилиндр-конус
На основе анализа режущих инструментов установлены следующие основные
параметры применимости:
М- Материал (сталь , чугун и цветные материалы)
Т-тип поверхности (1=торец, 2=отверстие, 3=коническое
отверстие,4=выточка)
Запишем весь найденный инструмент как комплекс множества типовых решений
(МТР):
 ,
,
Запишем основные параметры применимости как комплекс параметров
применимости (КПП): автоматизация шлифование программное
 ,
,
2.6
Определение множества применимых по переходам средств измерения и контроля
На основании анализа наличия средств измерения и контроля установлено,
что на данной технологической операции применимы следующие средства измерения и
контроля:
Штангенциркуль - универсальный мерительный инструмент, предназначенный
для измерения линейных размеров наружных и внутренних поверхностей, а также
глубины отверстий и уступов.
Размеры и выступающие элементы деталей определяются с помощью мерительных
губок инструмента.
Цифровой штангенциркуль типа ШЦЦ оснащен электронным отсчетным
устройством и позволяет получать выходные данные с высокой точностью.
Штангенциркуль с цифровым индикатором позволяет отображать абсолютные значения
измерений, осуществлять вывод показаний в различных метрических системах и
запоминать результаты измерений.
Таблица 5- Характеристики цифровых штангенциркулей типа ШЦЦ 605А
|
Модель
|
Диапазон измерения
|
Шаг дискретности
|
Масса(кг)
|
|
Штангенциркуль ШЦЦ 605-05
|
0-1000мм
|
0,01 мм
|
3,517
|
Таблица 6 - Технические характеристики нутромера модели MultiMar 844T.
|
Диапазон применения, мм
|
а, мм
|
|
25-110
|
245
|
|
100-260
|
395
|
|
250-610
|
745
|
Таблица 7 - Технические характеристики измерителя шероховатости TIME3221
|
Диапазон измерения иглы
датчика
|
400мкм
|
|
Радиус измерительного пера
|
5мкм
|
|
Материал измерительного
пера
|
Алмазная игла
|
|
Измерительное усилие
|
4 мН
|
|
Угол измерительного пера
|
90 градусов
|
|
Максимальная длина прохода
|
19 мм/0.748 дюйм
|
|
Длина оценки
|
0.08 мм, 0.25 мм, 0.8 мм,
2.5 мм, авто
|
|
Скорость перемещения
|
0,08 мм = 0,25 мм / с 0,25
мм = 0,25 мм / с 0,8 мм = 0,5 мм / с 2,5 мм = 1 мм / с Возвращение = 1 мм / с
|
|
Точность
|
±10%
|
|
Повторяемость
|
<6%
|
|
Количество длин оценки
|
от 1 до 5 длин (выбираемая)
|
|
Дискретность
|
Диапазон измерений
|
Дискретность
|
|
±50мкм
|
0.001мкм
|
|
±200мкм
|
0.008мкм
|
|
Электропитание
|
Встроенный ионно-литиевый
(LI-ion) аккумулятор
|
|
Диапазон рабочих температур
|
0-40 градусов Цельсия
|
|
Относительная влажность
|
<90%
|
|
Габариты
|
155.4 x 75 x 53 мм (осн.
блок)
|
120.5 x 25.5 x 28.5 мм
(измер. элемент)
|
|
Вес
|
580 гр. (осн. Блок)
|
165 гр. (измер. элемент)
|
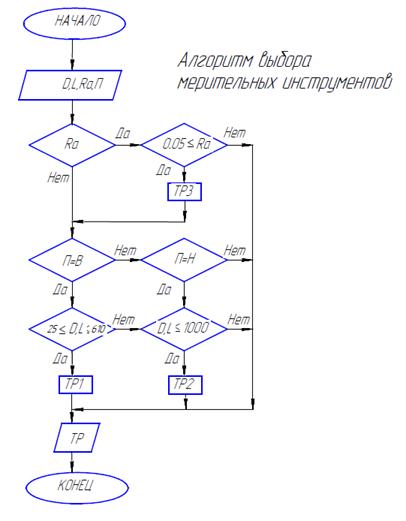
На основе анализа средства измерения и контроля установлены основные
параметры применимости:
D, L-пределы измерения, мм;
Ra - шероховатость.
П- поверхность (внутренняя, наружная-торец)
Запишем все найденные средства измерения и контроля как комплекс
множества типовых решений (МТР):
 ,
,
Запишем основные параметры применимости как комплекс параметров
применимости (КПП):
 ,
,
3.
Разработка условий применимости типовых технологических решений
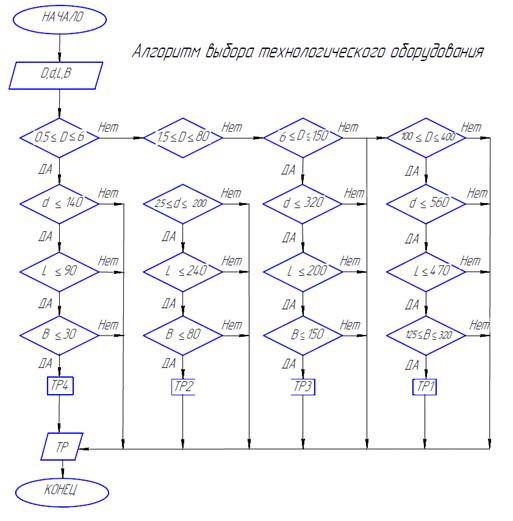
3.1
Разработка условий применимости технологического оборудования
Для каждой модели определяем условия применимости. Полученные данные
запишем в виде комплекса условий применимости (КУП):
 ,
,
На основе ранее полученных данных составляем таблицу.
|
Модель станка
|
Параметры станков
|
|
D
|
d
|
L
|
B
|
TP
|
|
3K228
|
100-400
|
560
|
470
|
125-320
|
TP1
|
|
JAGURA
JAG-3JAW-AAL1
|
1.5-80
|
2.5-200
|
240
|
80
|
TP2
|
|
RIG-150NC
|
6-150
|
320
|
200
|
150
|
TP3
|
|
JAGURA
JAG-IGO6-CNC
|
0.5-6
|
140
|
90
|
30
|
TP4
|
На основе таблицы 8 составим алгоритм простого перебора, позволяющий
логически проверить соответствие исходных данных и условий применимости
(Приложение А).
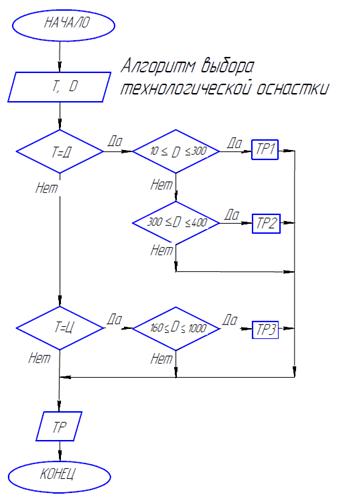
3.2
Разработка условий применимости технологической оснастки
Для каждой модели определяем условия применимости. Полученные данные
запишем в виде комплекса условий применимости(КУП)
Тип заготовки: Д-Детали сложнойформы, Ц- цилиндрическая.
На основе раннее полученных данных составляем таблицу
Таблица 9-Диапазон параметров применимости оснастки
|
Оснастка
|
Тип заготовки, Т
|
Диаметр Заготовки, D
,мм
|
TP
|
|
Мембранный винтовой патрон
|
Ц
|
10-300
|
TP1
|
|
Мембранный кулачковый
патрон
|
Ц
|
300-400
|
TP2
|
|
Четырехкулачковый патрон
|
Д
|
160-1000
|
TP3
|
На основе таблицы 9 составим алгоритм простого перебора, позволяющий
логически проверить исходных данных и условий применимости (приложение Б).
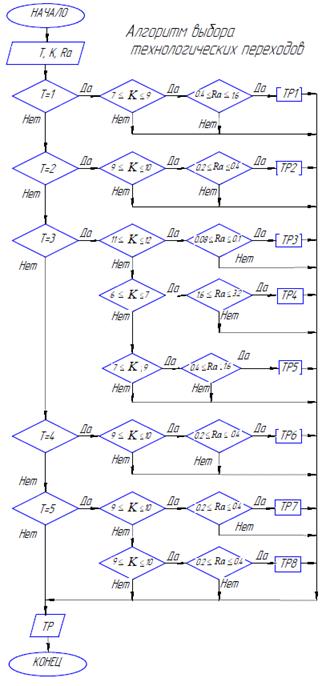
.3
Разработка условий применимости технологических переходов
Для каждой модели определяем условия применимости. Полученные данные
запишем в виде комплекса условий применимости (КУП):
 ,
,
Тип поверхностиT: 1-
торец; 2-внутренний торец; 3-отверстие; 4-коническое отверстие; 5-выточка.
Таблица 10 - Диапазон параметров применяемости технологических переходов.
|
Тип T
|
Переход
|
Класс шероховатости
поверхности K
|
Шероховатость Ra
|
TP
|
|
Торец
|
Шлифовать торец
|
7-9
|
0,4-1,6
|
TP1
|
|
Внутренний торец
|
Шлифовать внутренний торец
окончательно
|
9-10
|
0,2-0,4
|
TP2
|
|
Отверстие
|
Шлифовать отверстие
технологически
|
11-12
|
0,08-0,1
|
TP3
|
|
Шлифовать отверстие
предварительно
|
6-7
|
1,6-3,2
|
TP4
|
|
Шлифовать отверстие
окончательно
|
7-9
|
0,4-1,6
|
TP5
|
|
Коническое отверстие
|
Шлифовать коническое
отверстие по калибру
|
9-10
|
0,2-0,4
|
TP6
|
|
Выточка
|
Шлифовать выточку
окончательно
|
9-10
|
0,2-0,4
|
TP7
|
|
Шлифовать выточку
окончательно на длину
|
9-10
|
0,2-0,4
|
TP8
|
На основе таблицы 10 составим алгоритм простого перебора, позволяющий
логически проверить соответствие исходных данных и условий применимости
(Приложение В).
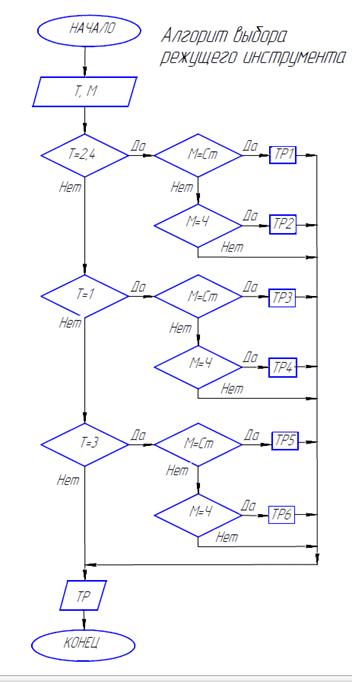
3.4
Разработка условий применимости режущих инструментов
Для каждой модели определяем условия применимости. Полученные данные
запишем в виде комплекса условий применимости (КУП):
 ,
,
М- Материал (Ст-cталь,
Ч- чугун и цветные металлы)
Т-тип поверхности (1=торец(внутренний и наружный)), 2=отверстие,
3=коническое отверстие,4=выточка).
На основе ранее полученных данных составляем Таблицу 11.
Таблица 11- Диапазон параметров применимости режущего инструмента
|
Тип реж.инструмента
|
Тип поверхности, Т
|
Материал, М
|
TP
|
|
Цилиндрические головки на
бакелитовой связке
|
2,4
|
Ст
|
TP1
|
|
Цилиндрические головки на
керамической связке с электрокорундом
|
2,4
|
Ч
|
TP2
|
|
Цилиндрические торцевые
головки на бакелитовой связке
|
1
|
Ст
|
TP3
|
|
Цилиндрические торцевые
головки на керамической связке с электрокорундом
|
1
|
Ч
|
TP4
|
|
Конические головки на
бакелитовой связке
|
3
|
Ст
|
TP5
|
|
Конические головки на
керамический связке с электрокорундом
|
3
|
Ч
|
TP6
|
На основе Таблицы 11 составим алгоритм простого перебора, позволяющий
логически проверить соответствие исходных данный и условий применимости
(Приложение Г).
3.5
Разработка условий применимости средств измерения и контроля по технологическим
переходам
Для каждой модели определяем условия применимости. Полученные данные
запишем в виде комплекса условий применимости (КУП):
 ,
,
Где П -поверхность ,
П=В(внутренняя), Н(наружная- измерение торца).
На основе ранее полученных данных составляем таблицу.
Таблица 12 - Диапазон параметров применяемости средств измерения и
контроля.
|
Мерительный инструмент
|
Поверхность, П
|
Диаметр отверстия, D,мм
|
Длинна отверстия, L,мм
|
Шероховатость, Ra
|
TP
|
|
Нутромер MultiMar 844T
|
В
|
25-610
|
25-610
|
-
|
TP1
|
|
Штангенциркуль ШЦЦ 605-05
|
Н
|
0-1000
|
0-1000
|
-
|
TP2
|
|
Измеритель шероховатости
TIME3221
|
-
|
-
|
-
|
0.05
|
TP3
|
На основе таблицы 12 составим алгоритм простого перебора, позволяющий
логически проверить соответствие исходных данных и условий применимости
(Приложение Д).
Заключение
Результатом данной работы является разработанная и адаптированная
информационная база данных современных промышленных САПР ТП для технологической
внутришлифовальной операции.
Список
использованных источников
1. Справочник технолога-машиностроителя. В 2-х т. Т. 2 /
Под ред. А.Г. Косиловой и Р.К. Мещерякова. 4-е изд., переработанное и
дополненное. - М.: Машиностроение, 1985. - 496 с.
2. Справочник технолога-машиностроителя. В 2-х т. Т. 2 /
Под ред. А.Н. Малова. 3-е изд., переработанное и дополненное. - М.:
Машиностроение, 1972. - 568 с.
. Автоматизация проектирования технологии в
машиностроении . Б.Е. Челищев, И.В. Боброва, Гонсалес-Собатер / Под общей ред.
Акад. Н.Г. Бруевича. - М.: Машиностроение, 1988. - 254 с.
. Диалоговые САПР технологических процессов. Учебник
для вузов / В.Г. Митрофанов, Ю.М. Соломенцев, А.Г. Схиртладзе и др. Под ред.
Ю.М. Соломенцева. - М.: Машиностроение, 2000. - 232 с.
. Кузьмин В.В., Схиртладзе А.Г., Тилипанов В.В.
Математическое моделирование технологических процессов сборки и механообработки
изделий машиностроения. Учебное пособие для вузов. - Калининград: изд. КГТУ,
1999. - 224 с.
Приложения
Приложение
А
Приложение
Б
Приложение
В
Приложение
Г
Приложение
Д