Информационные технологии в стандартизации и управлении качеством
Министерство
образования и науки Российской Федерации
Федеральное
государственное бюджетное образовательное учреждение высшего профессионального
образования
«Рязанский
государственный радиотехнический университет»
Кафедра
«Информационно-измерительная и биомедицинская техника»
Курсовой
проект
«Информационные
технологии в стандартизации и управлении качеством»
Выполнила: Шичкина А. В.
Проверил: Губарев А. В.
Рязань 2016
Содержание
Введение
. Программный
комплекс AllFusion Process Modeler
.1 Анализ
процесса
.2 Разработка
IDEF0 модели процесса «Производство солнечных батарей»
.3 Построение
диаграммы Исикавы
. Программный
комплекс Statistica
.1 Оценка
описательных статистик. Построение и анализ гистограммы
.2 Проверка
соответствия распределения параметров процесса нормальному закону распределения
.3 Анализ
стабильности процесса
.3.1
Построение -R контрольной карты
.3.2
Построение -S контрольной карты
.4 Анализ
пригодности (воспроизводимости) процесса
Заключение
Библиография
Приложения
Введение
Постоянное усложнение производственно-технических и
организационно-экономических систем - фирм, предприятий, производств и других
субъектов производственно-хозяйственной деятельности - и необходимость их
анализа с целью совершенствования функционирования и повышения эффективности
обусловливают необходимость применения специальных средств описания и анализа
таких систем.
Эти проблемы приобретают особую актуальность в связи с появлением
интегрированных компьютеризированных производств и автоматизированных
предприятий.
В США в конце 70-х годов была предложена и реализована Программа
интегрированной компьютеризации производства ICAM (Integrated Computer
Aided Manufacturing ‒ интегрированная компьютеризация производства),
направленная на увеличение эффективности промышленных предприятий посредством
широкого внедрения компьютерных (информационных) технологий.
Реализация программы ICAM
потребовала создания адекватных методов анализа и проектирования
производственных систем и способов обмена информацией между специалистами,
занимающимися такими проблемами.
Для удовлетворения этой потребности в рамках программы ICAM была разработана методология
моделирования IDEF (ICAM Definition), позволяющая исследовать структуру,
параметры и характеристики производственно-технических и
организационно-экономических систем. Общая методология IDEF состоит из трех частных методологий моделирования,
основанных на графическом представлении систем:
а) IDEF0 используется для создания функциональной модели, отображающей структуру
и функции системы, а также потоки информации и материальных объектов,
преобразуемые этими функциями;
б) IDEF1 применяется для построения информационной модели, отображающей
структуру и содержание информационных потоков, необходимых для поддержки
функций системы;
в) IDEF2 позволяет построить динамическую модель меняющихся во времени поведения
функций, информации и ресурсов системы.
К настоящему времени наибольшее распространение и применение имеют
методологии IDEF0 и IDEF1 (IDEF1X).
Statistica представляет собой интегрированную систему статистического анализа и
обработки данных.
Statistica включает в себя следующие
специализированные статистические модули: Основные статистики и таблицы,
Непараметрическая статистика, Дисперсионный анализ, Множественная регрессия, Нелинейное
оценивание, Анализ временных рядов и прогнозирование, Кластерный анализ,
Факторный анализ, Дискриминантами функциональный анализ, Анализ длительностей
жизни, Каноническая корреляция, Моделирование структурных уравнений и др.
Несколько модулей объединены в группу Промышленная статистика: Контроль
качества, Анализ процессов и Планирование эксперимента.
В совокупности эти и другие модули Statistica покрывают весь спектр современной
статистической обработки. Целью данного курсового проекта является знакомство с
основами информационных технологий в стандартизации и управлении качеством. В
ходе работы рассматривается моделирование процесса «Производство солнечных
батарей», статистический анализ процесса на основе информационных технологий,
анализ процесса «Производство солнечных батарей», разработка IDEF0 модели процесса, построение
диаграммы Исикавы, оценка описательных статистик, проверка соответствия
распределения параметров процесса нормальному закону распределения, анализ
стабильности процесса, анализ пригодности и воспроизводимости процесса.
1. Программный комплекс AllFusion Process Modeler
Process Modeler 7 или как он ранее назывался BPwin - мощный программный
продукт с помощью которого можно проводить моделирование, анализ, описание и
последующую оптимизацию бизнес-процессов. С помощью BPwin можно создавать
графические модели бизнес-процессов. Графическое изображение схемы выполнения
работ, организации документооборота, обмена различными видами информации
позволяет визуализировать существующую модель организации бизнеса. Это дает
возможность использовать передовые инженерные технологии для решения задач
управления организацией.
С помощью BPwin (AllFusion Process Modeler 7) можно организовать
подробное документирование всех важных аспектов бизнес-процессов т.е.
необходимых действий, способов их осуществления и контроля за ними,
необходимыми для этого ресурсами и впоследствии визуализировать полученную
информацию. BPwin позволяет повысить эффективность ИТ-решений в бизнесе,
проектировщики и аналитики бизнес-моделей получают возможность найти
оптимальное соотношение между бизнес-требованиями, корпоративными инициативами,
процессами информационной архитектуры и проектированием приложений. С помощью
BPwin можно увидеть полную картину организации деятельности предприятия: от
количества работы в небольших подразделениях предприятия до сложных функций
организации предприятия.
.1 Анализ процесса
Солнечная батарея - полупроводниковый
фотоэлектрический генератор, непосредственно преобразующий энергию солнечной
радиации в электрическую. Действие солнечных элементов основано на
использовании явления внутреннего фотоэффекта.
Энергетические характеристики солнечных батарей
определяются полупроводниковым материалом, конструктивными (структурными)
особенностями солнечных элементов, количеством элементов в батарее. Самый
распространенный материал для солнечных элементов - кремний. Наиболее высокий
коэффициент полезного действия получен в солнечных элементах из кремния со
структурой, имеющей электронно-дырочный переход (15% при освещении в земных
условиях).
Конструктивно солнечные батареи обычно выполняют в
виде плоской панели из солнечных элементов, защищенных прозрачными покрытиями.
Число солнечных элементов в батарее может достигать нескольких сотен тысяч,
площадь панели - десятков квадратных метров, ток солнечной батареи - сотен
ампер, напряжение - десятков вольт, генерируемая мощность - нескольких десятков
киловольт (в космических условиях). Достоинства солнечных батарей - их
простота, надёжность и долговечность, малая масса и миниатюрность солнечных
элементов, генерирование энергии без загрязнения окружающей среды; основной
недостаток, ограничивающий развитие солнечной фотоэнергетики, - их пока ещё
высокая стоимость.
Главное
применение солнечным батареям нашли в космонавтике
<#"896747.files/image001.jpg">
Рисунок 1.1 - Диаграмма А - 0
Разложим диаграмму А-0 на основные подфункции посредством создания
дочерней диаграммы. Дочерняя диаграмма, создаваемая при декомпозиции,
охватывает ту же область, что и родительский блок, но описывает ее более
подробно. Дочерняя диаграмма представлена на рисунке 1.2.
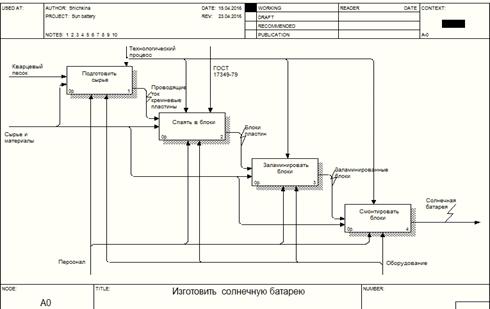
Рисунок 1.2 - Диаграмма А0
Разложим блок «Подготовить сырье» на основные подфункции путем создания
дочерней диаграммы. Дочерняя диаграмма данного блока представлена на рисунке
1.3.
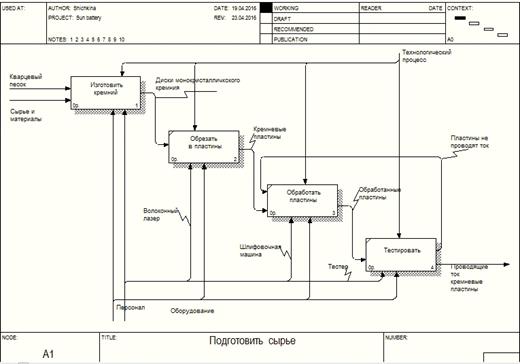
Рисунок 1.3 - Диаграмма А1
Разложим блок «Изготовить кремний» на основные подфункции путем создания
дочерней диаграммы. Дочерняя диаграмма данного блока представлена на рисунке
1.4.
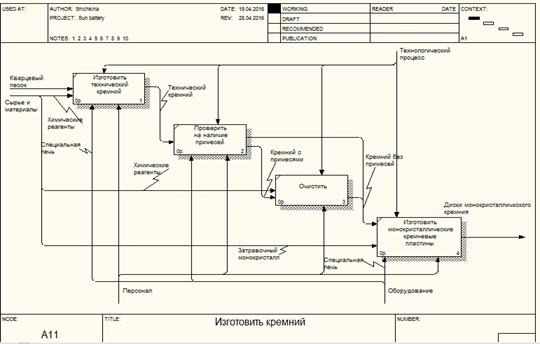
Рисунок 1.4 - Диаграмма А11
Разложим блок «Спаять в блоки» на основные подфункции путем создания
дочерней диаграммы. Дочерняя диаграмма данного блока представлена на рисунке
1.5
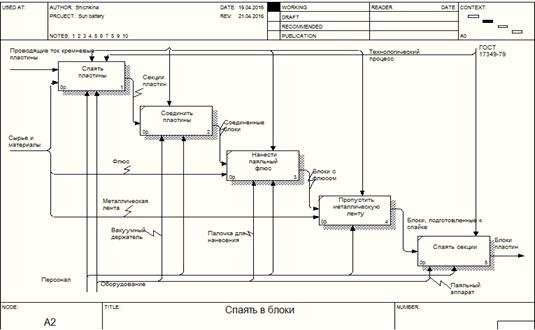
Рисунок 1.5 - Диаграмма А2
Разложим блок «Спаять пластины» на основные подфункции путем создания
дочерней диаграммы. Дочерняя диаграмма данного блока представлена на рисунке
1.6.
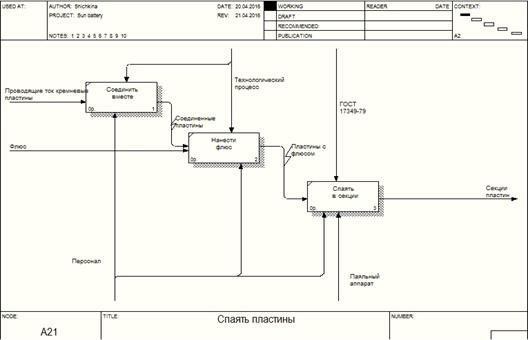
Рисунок 1.6 - Диаграмма А21
Разложим блок «Заламинировать блоки» на основные подфункции путем
создания дочерней диаграммы. Дочерняя диаграмма данного блока представлена на
рисунке 1.7.
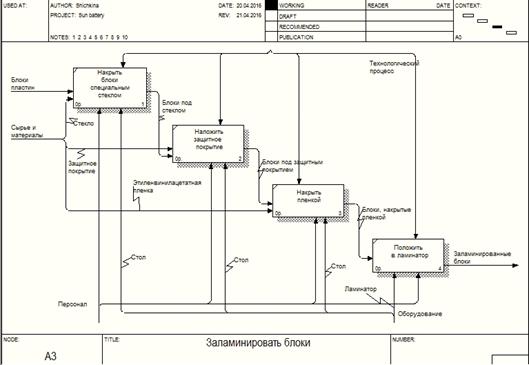
Рисунок 1.7 - Диаграмма А3
Разложим блок «Смонтировать блоки» на основные подфункции путем создания
дочерней диаграммы. Дочерняя диаграмма представлена на рисунке 1.8.
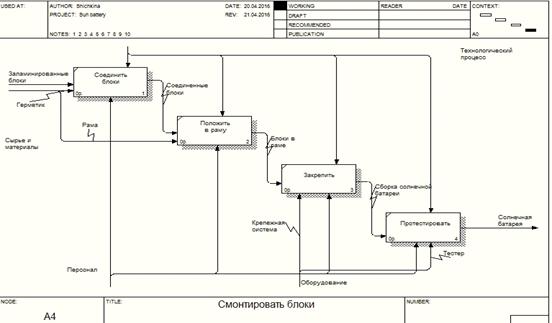
Рисунок 1.8 - Диаграмма А4
1.3 Построение диаграммы Исикавы
Для улучшения производства солнечных батарей необходимо изучить факторы,
влияющие на процедуру их изготовления. Для этого в программном модуле Statistica построим диаграмму Исикавы. Создадим
в системе Statistica электронную таблицу с исходными
данными. Таблица с исходными данными представлена на рисунке 1.9.
Для построения диаграммы Исикавы необходимо использовать модуль анализа
процессов: меню «Statistics»®«Industrial Statistics & Six sigma»®«Process Analysis». Первоначальный вид диаграммы
Исикавы представлен на рисунке 1.10.
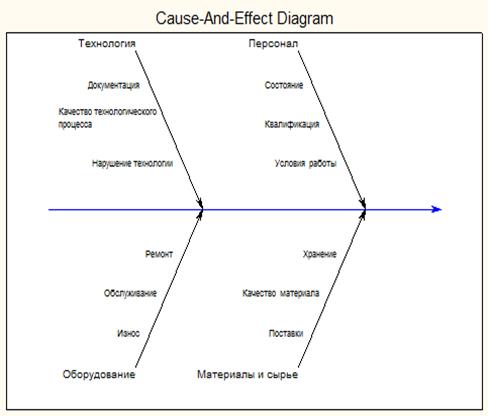
Рисунок 1.10 - Первоначальная диаграмма Исикавы
компьютеризация производство моделирование информационный
Отобразим наименование процесса. В результате диаграмма примет вид,
представленный на рисунке 1.11.
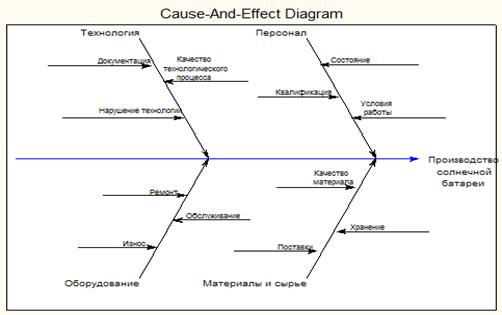
Рисунок 1.11 - Диаграмма Исикавы с наименованием процесса
С помощью возможностей программы, отобразим на диаграмме необходимые
стрелки, а так же причины третьего уровня. Окончательный вид диаграммы Исикавы
представлен на рисунке 1.12.
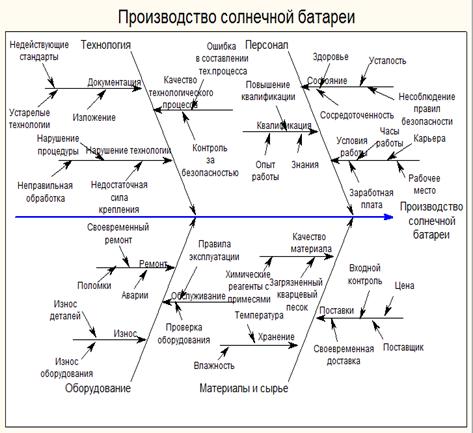
Рисунок 1.12 - Окончательная диаграмма Исикавы
2. Программный комплекс Statistica
Statistica представляет собой интегрированную систему статистического анализа и
обработки данных.
Она состоит из следующих основных компонент, которые объединены в рамках
одной системы:
а) электронных таблиц для ввода и задания исходных данных, а также
специальных таблиц для вывода численных результатов анализа;
б) мощной графической системы для визуализации данных и результатов
статистического анализа;
в) набора специализированных статистических модулей, в которых
собраны группы логически связанных между собой статистических процедур;
г) специального инструментария для подготовки отчётов;
д) встроенных языков программирования SCL (Statistica Command
Language) и Statistica BASIC, которые позволяют пользователю расширить стандартные
возможности системы.
Процедуры системы Statistica имеют высокую скорость и точность
вычислений. Гибкая и мощная технология доступа к данным позволяет эффективно
работать как с таблицами данных на локальном диске, так и с удаленными
хранилищами данных.
.1 Оценка описательных статистик. Построение и анализ гистограммы
Создадим в системе Statistica электронную таблицу с исходными данными. Исходные данные представлены в
приложении А.
Вычислим основные описательные статистики. Статистические характеристики
результатов измерений представлены в соответствии с рисунком 2.1.
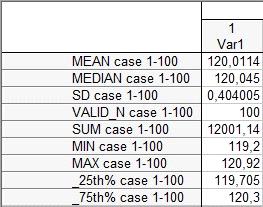
Рисунок 2.1 - Описательные статистики результатов измерений
Согласно полученным результатам:
а) MEAN = 120,0114 - выборочное среднее;
б) MEDIAN = 120,045 - медиана выборки;
в) SD = 0,404005 - среднеквадратическое отклонение;
г) VALID_N = 100 -
количество наблюдений (объем выборки);
д) SUM = 12001,14 - сумма всех результатов наблюдений;
е) MIN = 119,2 - минимальное наблюдение в выборке;
ж) MAX = 120,92 - максимальное наблюдение в выборке;
з) 25th% = 119,705 -
значение, ниже которого располагается 25% выборочных данных (так как у нас
объем выборки равен 100, то это число будет соответствовать наблюдению номер
25, если наблюдения отсортировать по возрастанию);
и) 75th% = 120,3 -
значение, ниже которого располагается 75% выборочных данных (так как у нас
объем выборки равен 100, то это число будет соответствовать наблюдению номер
75, если наблюдения отсортировать по возрастанию).
Далее воспользуемся модулем «Basic Statistics/Tables» (основные статистики и таблицы).
Выполнив ряд определенных действий, получили электронную таблицу с результатами
вычисления описательных статистик (рисунок 2.2).

Рисунок 2.2 - Результаты вычисления описательных статистик
Для выявления закономерности варьирования изучаемого признака
воспользуемся группировкой. Для количества измерений, равных 100, рекомендуется
выбирать 10…12 классов. Результаты группировки приведены в соответствии с
рисунком 2.3.
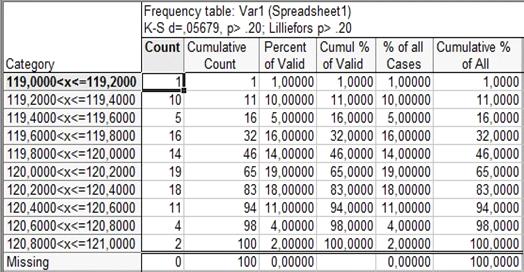
Рисунок 2.3 - Результаты группировки
В этой таблице:
а) Count - количество значений, попавших в данный интервал;
б) Cumulative Count - количество
значений с накоплением;
в) Percent of Valid - процент попавших в интервал
значений;
г) Сomul % of Valid - процент попавших в интервал значений с накоплением;
д) % of all Cases - процент значений попавших в
интервал от общего количества;
е) Cumulative % of All - процент значений попавших в интервал от общего количества с накоплением;
ж) Expected Count
- ожидаемое количество значений, попавших в интервал;
з) Cumulative Expected - ожидаемое количество значений,
попавших в интервал с накоплением;
и) Percent Expected -
ожидаемый процент попавших в интервал значений.
к) Cumulative % Expected - ожидаемый процент попавших в
интервал значений с накоплением.
Представим распределение результатов измерений на гистограмме (рисунок
2.4).
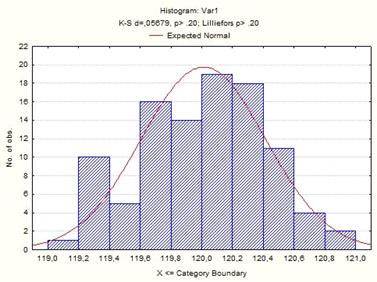
Рисунок 2.4 - Гистограмма распределения результатов измерений
Полученную гистограмму можно отнести к гистограмме с
распределением с изолированным пиком.
О близости распределения к нормальному можно также
судить по графику на нормальной вероятностной бумаге. График на нормальной
вероятностной бумаге представлен в соответствии с рисунком 2.5. Анализируя
полученный график, можно сказать, что распределение близко к нормальному, так
как множество значений ложатся на прямую линию.
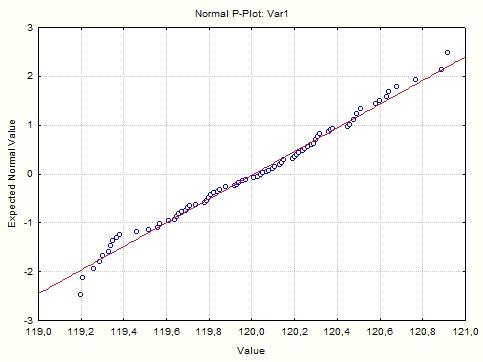
Рисунок 2.5 - График на нормальной вероятностной бумаге
.2 Проверка соответствия распределения параметров процесса нормальному
закону распределения
Проведем проверку соответствия распределения результатов измерения
контролируемого параметра, представленных в приложении А, нормальному закону
распределению.
Для проверки соответствия распределения результатов тестового контроля
нормальному закону, будем использовать модуль «Distribution Fitting»
(апроксимация распределения).
Для проведения анализа выберем критерий Пирсона («Chi-Square test»).
Результаты группировки данных по интервалам и соответствующие им ожидаемые
частоты, предсказанные нормальным распределением, представлены в соответствии с
рисунком 2.6.
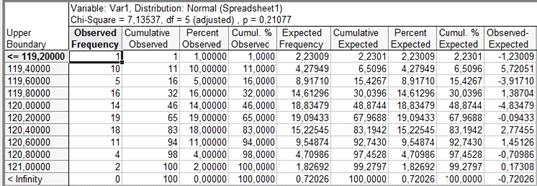
Рисунок 2.6 - Табличные результаты аппроксимации распределения
В соответствии с рисунком 2.6:
а) Observed Frequency - частота наблюдений, попавших в интервал;
б) Cumulative Frequency - частота наблюдений, попавших в интервал с
накоплением;
в) Percent Observed - процент наблюдений, попавших в интервал;
г) Cumul. % Observed - процент наблюдений, попавших в интервал с
накоплением;
д) Expected Frequency - предсказанная частота наблюдений, попавших в
интервал в соответствии с нормальным законом распределения;
ж) Percent Expected - предсказанный процент наблюдений, попавших в
интервал в соответствии с нормальным законом распределения;
з) Cumul. % Expected - предсказанный процент наблюдений, попавших в
интервал с накоплением, в соответствии с нормальным законом распределения;
и) Observed- Expected - разность между частотой наблюдений, попавших
в интервал и предсказанной частотой наблюдений, в соответствии с нормальным
законом распределения. В табличных результатах аппроксимации распределения
(рисунок 6) указаны вычисленное значения критерия Пирсона c2 (Chi-Square), число степеней свободы (df) и уровень его значимости (p). Соответствие распределения
исследуемых данных нормальному закону можно установить, сравнив вычисленное
значение критерия Пирсона с табличным значением на требуемом уровне значимости.
Если вычисленное значение меньше табличного, то распределение результатов
наблюдений подчиняется нормальному закону распределения. Для числа степеней
свободы df = 5 и уровня его значимости p = 0,21077 табличное значение
критерия Пирсона c2 = 1,145
(приложение В). В нашем случае вычисленное значение c2 =7,13537 больше табличного, значит, распределение
результатов наблюдений не подчиняется нормальному закону распределения.
Представим результаты анализа в графической форме (рисунок 2.7).
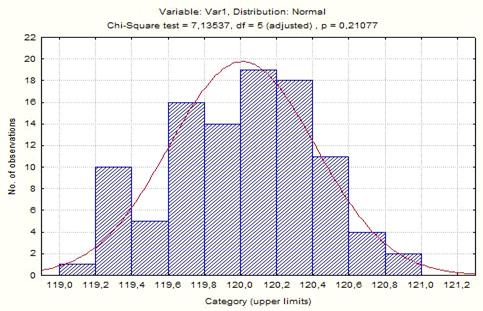
Рисунок 2.7 - Графические результаты аппроксимации распределения
Над графиком (рисунок 2.7) также указаны вычисленное значения критерия
Пирсона c2 (Chi-Square), число степеней свободы (df) и уровень его значимости (p). Графические результаты
аппроксимации распределения показали, что распределение исследуемых данных не
подчиняется нормальному закону распределения.
2.3 Анализ стабильности процесса
Анализ стабильности процесса можно произвести с помощью контрольных карт.
Контрольная карта - это разновидность графика, которая отражает динамику
изменчивости процесса, т.е. изменение показателей качества во времени. Она
строится для анализа установления стабильности, управления и улучшения
процесса.
2.3.1
Построение -R контрольной карты
-R контрольной карты
Создадим
в системе Statistica электронную таблицу с исходными данными.
Построим
график содержащий - и R карты (рисунок 2.8), с объемом выборки равным 5. На
графике приведены значения верхнего контрольного предела (ВКП), центральной
линии (выборочного среднего) и нижнего контрольного предела (НКП) для каждой
карты.
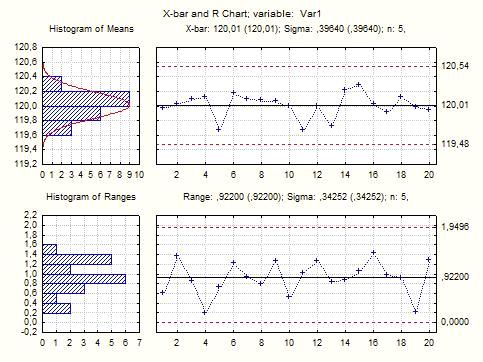
Рисунок 2.8 - X- и R контрольные карты
Составим
таблицы отчетов по подгруппам измерений для - и R
карты (рисунок 2.9, рисунок 2.10).
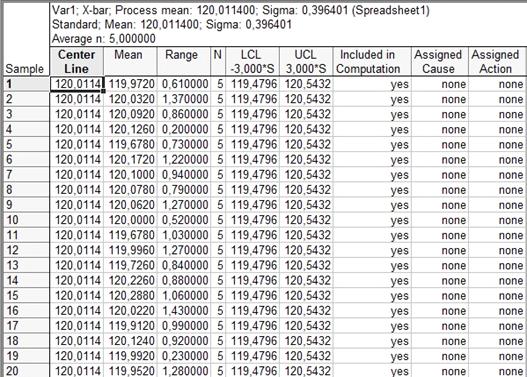
Рисунок 2.9 - Отчеты по группам измерений для X карты
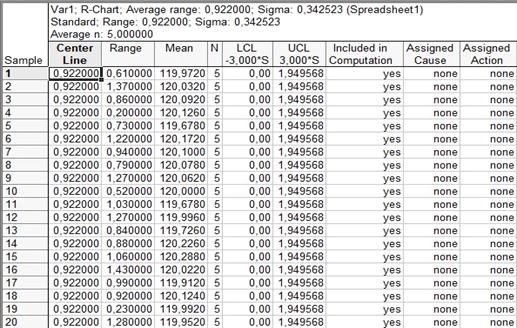
Рисунок 2.10 - Отчеты по группам измерений для R карты
Из данных таблиц видно, что точки не выходят за границы.
Проанализируем контрольные карты (рисунок 2.11, рисунок 2.12).
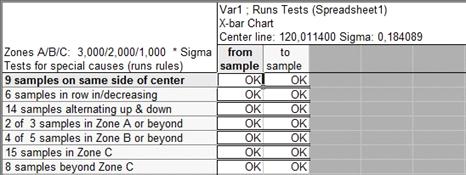
Рисунок 2.11 - Анализ Х контрольной карты
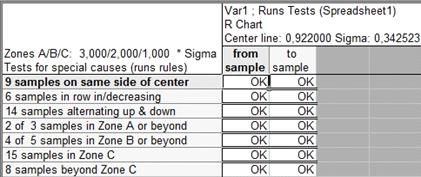
Рисунок 2.12 - Анализ R
контрольной карты.
Тесты
 и R - карт не показали никаких дополнительных отклонений
процесса.
и R - карт не показали никаких дополнительных отклонений
процесса.
В рассмотренном примере среднюю линию и контрольные границы система
рассчитывала из исходных данных. Система Statistica позволяет пользователю самому задать
эти и некоторые другие параметры.
Установим нижнее сигнальное отклонение (Lower) - (-2); верхнее сигнальное отклонение (Upper) - 2.
Контрольная карта с сигнальными отклонениями представлена в соответствии
с рисунком 2.13.
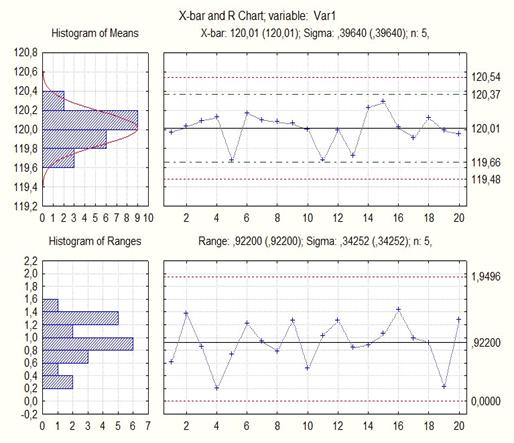
Рисунок 2.13 - Контрольная карта с сигнальными границами
Точки не выходят за контрольные границы. Процесс стабилен.
2.3.2
Построение -S контрольной карты
Создадим
в системе Statistica электронную таблицу с исходными данными (приложение
А).
Построим
график содержащий - и S карты (рисунок 2.14), с объемом выборки равным 5. На
графике приведены значения верхнего контрольного предела (ВКП), центральной линии
(выборочного среднего) и нижнего контрольного предела (НКП) для каждой карты.
Составим
таблицы отчетов по подгруппам измерений для X- и S
карты (рисунок 2.15, рисунок 2.16).
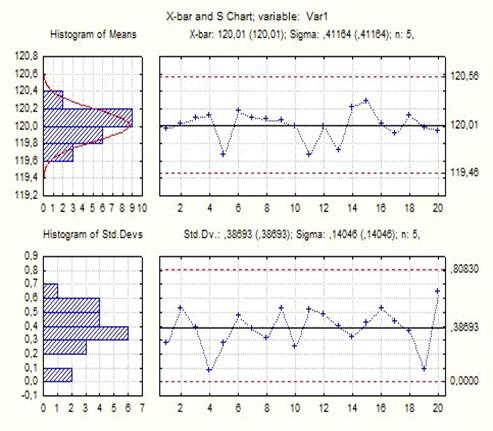
Рисунок 2.14 - X- и S контрольные карты
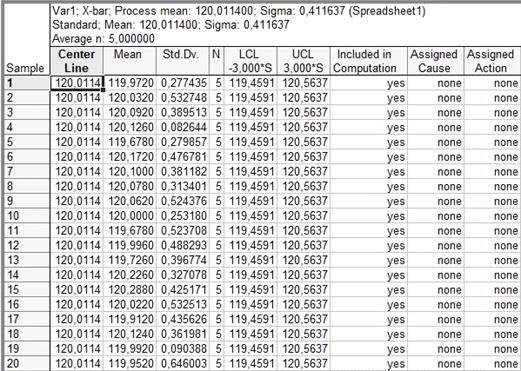
Рисунок 2.15 - Отчеты по группам измерений для X карты
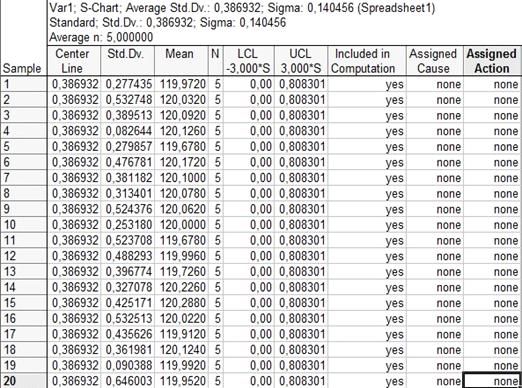
Рисунок 2.16 - Отчеты по группам измерений для S карты
Из данных таблиц видно, что точки не выходят за границы.
Проанализируем контрольные карты (рисунок 2.17, 2.18).
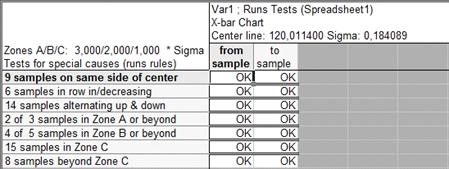
Рисунок 2.17 - Анализ Х контрольной карты
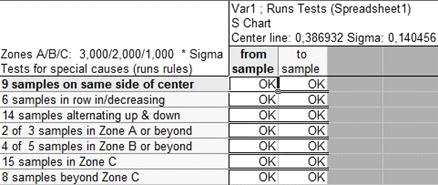
Рисунок 2.18 - Анализ S
контрольной карты
Тесты
и S - карт не показали никаких дополнительных отклонений
процесса.
В рассмотренном примере среднюю линию и контрольные границы система
рассчитывала из исходных данных. Система Statistica позволяет пользователю самому задать
эти и некоторые другие параметры.
Установим нижнее сигнальное отклонение (Lower) - (-2); верхнее сигнальное отклонение (Upper) - 2.
Контрольная карта с сигнальными отклонениями представлена в соответствии
с рисунком 2.19.
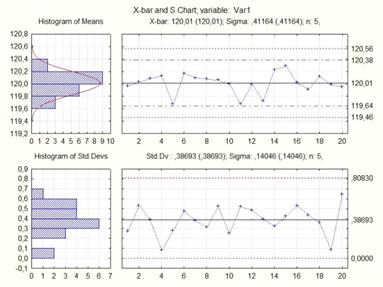
Рисунок 2.19 - Контрольная карта с сигнальными границами
Точки не выходят за сигнальные границы. Процесс стабилен.
.4 Анализ пригодности (воспроизводимости) процесса
Данные для анализа представлены в приложении А. Для анализа возможностей
процесса будем использовать модуль анализа производственных процессов. Зададим
параметры группировки. Номинальное значение параметра процесса - 120,00; нижняя
граница допуска - 119,10; верхняя граница допуска - 120,90. Результаты анализа
процесса представлены на рисунке 2.20.
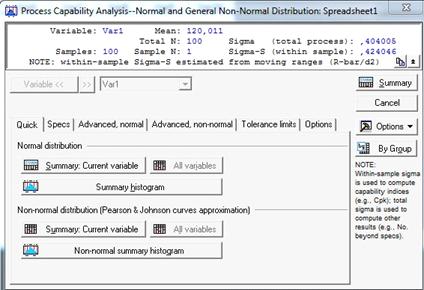
Рисунок 2.20 - Результаты анализа процесса
Таблица с индексами возможности представлена на рисунке 2.21.
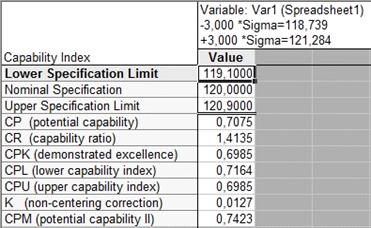
Рисунок 2.21 - Индексы возможности процесса
В решаемой задаче стабильность процесса подтверждена, анализ по индексам
пригодности не производим.
В таблице на рисунке 2.21 имеем:
а) Lower Specification Limit - нижняя граница допуска
( );
);
б) Nominal Specification - номинальное значение параметра процесса;
в) Upper Specification Limit - верхняя граница допуска
( );
);
г) CP (potential capability) - потенциальная воспроизводимость процесса ( );
);
д) CR
(capability ratio) - коэффициент воспроизводимости процесса ( ); этот индекс является обратным к индексу CP (), т.е.
); этот индекс является обратным к индексу CP (), т.е.  ;
;
е) CPK
(demonstrated excellence) - подтвержденная воспроизводимость процесса ( );
);
ж) CPL (lower capability index) - нижний индекс
воспроизводимости процесса;
и) K (non-centering correction) - нецентрирующая поправка;
к) CPM (potential capability II) - потенциальная
воспроизводимость II.
Характеристика показателя CPM
направлена на уточнение оценки среднеквадратического отклонения с целью учесть
влияние случайной нецентрированности.
Недостаток
показателей , CR состоит в том, что они могут дать неверную информацию
о производственном процессе, если среднее процесса отличается от номинального,
иными словами, если процесс не центрирован. Нецентрированность или смещенность
процесса производства можно выразить, вычислив верхний и нижний показатели
пригодности, чтобы отразить отклонение наблюдаемого среднего процесса от и . Если
среднее значение параметра, характеризующего процесс, смещено от номинального
значения к , то CPU<CPL. Если среднее значение параметра, характеризующего
процесс, смещено от номинального значения к , то CPL<CPU.
В случае, если среднее значение параметра, характеризующего процесс, совпадает
с номинальным значением, то CPL=CPU.
Проанализируем
полученные результаты.
В
рассматриваемом случае СР=0,7075 , что является плохим результатом,
так как он значительно меньше 1,333. Это говорит о том, что часть кривой
нормального распределения результатов измерений параметра процесса находится за
границами допуска.
Индекс
 в рассматриваемом случае равен 0,0127. Это означает,
что среднее значение распределения смещено 1,27 % от номинального значения
исследуемого параметра процесса к верхней границе допуска.
в рассматриваемом случае равен 0,0127. Это означает,
что среднее значение распределения смещено 1,27 % от номинального значения
исследуемого параметра процесса к верхней границе допуска.
Отобразим
графически результаты анализа. Графическое отображение результатов анализа
представлено на рисунке 2.22.
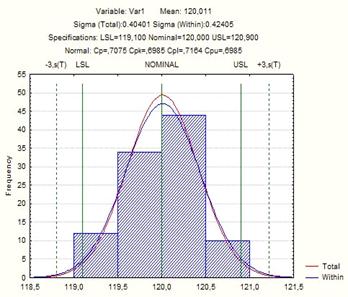
Рисунок 2.22 - Графическое отображение результатов анализа
В верхней части графика отображены описательные статистики (среднее
значение исследуемого параметра процесса и величина стандартного отклонения) и
индексы воспроизводимости исследуемого процесса (потенциальная
воспроизводимость, подтвержденная воспроизводимость процесса, верхний и нижний
индексы воспроизводимости), а также заданные требования технических условий
(верхняя граница допуска, номинальное значение параметра процесса и верхняя
граница допуска).
На графике видно, что распределение немного смещено относительно центра,
т.е. относительно номинала. Поэтому можно сделать вывод о невыполнении инженерных
требований.
На графике видно, что распределение результатов измерений выходит за
верхнюю границу допуска. Вместе с тем оно немного смещено относительно центра,
т.е. относительно номинала.
Поскольку
значение индекса  достаточно мало, возможности процесса можно считать
неприемлемыми. Необходимо снизить влияние обычных причин, стоит изменить
процесс, а также улучшать настройку процесса на центр поля допуска.
Потенциально при стабильной настройке на центр поля допуска процесс с индексом
достаточно мало, возможности процесса можно считать
неприемлемыми. Необходимо снизить влияние обычных причин, стоит изменить
процесс, а также улучшать настройку процесса на центр поля допуска.
Потенциально при стабильной настройке на центр поля допуска процесс с индексом  мог бы обеспечивать минимальный уровень
несоответствий около 2,4 % или 24000 ppm.
мог бы обеспечивать минимальный уровень
несоответствий около 2,4 % или 24000 ppm.
Таблица
1 - Связь индексов  и
и  стабильных
процессов с ожидаемым уровнем несоответствий продукции
стабильных
процессов с ожидаемым уровнем несоответствий продукции
|
Значение или Уровень несоответствий продукции в процентах
несоответствующих единиц продукции, %Уровень несоответствия продукции в числе
несоответствующих единиц на миллион единиц продукции, ppm
|
|
|
|
0,33
|
32,2
|
322000
|
|
0,37
|
26,7
|
267000
|
|
0,55
|
9,9
|
99000
|
|
0,62
|
6,3
|
63000
|
|
0,69
|
3,8
|
38000
|
|
0,75
|
2,4
|
24000
|
|
0,81
|
1,5
|
15000
|
|
0,86
|
0,99
|
9900
|
|
0,91
|
0,64
|
6400
|
|
0,96
|
0,40
|
4000
|
|
1,00
|
0,27
|
2700
|
|
1,06
|
0,15
|
1500
|
|
1,10
|
0,097
|
970
|
|
1,14
|
0,063
|
630
|
|
1,18
|
0,040
|
400
|
|
1,22
|
0,025
|
250
|
|
1,26
|
0,016
|
160
|
|
1,30
|
0,0096
|
96
|
0,0066
|
66
|
|
1,40
|
0,0027
|
27
|
|
1,45
|
0,0014
|
14
|
|
1,50
|
0,00068
|
6,8
|
|
1,55
|
0,00032
|
3,2
|
|
1,60
|
0,00016
|
1,6
|
|
1,66
|
0,000054
|
0,54
|
Заключение
В ходе выполнения курсового проекта были выполнены поставленные задачи:
а) Изучение программных комплексов Statistica и
AllFusion Process Modeler;
б) Проанализирована и разработана IDEF0 модель процесса «Производство солнечных батарей»;
в) По процессу «Производство солнечных батарей» построена диаграмма
Исикавы;
г) В программном комплексе Statistica проведены работы: оценка
описательных статистик по заданным параметрам; построение и анализ гистограммы
по заданным параметрам; проверка соответствия распределения параметров процесса
нормальному закону распределения; проанализирована стабильность процесса;
проанализирована пригодность и воспроизводимость процесса.
Библиография
1. Солнечная
энергия. Кто и как производит солнечные батареи? [Электронный ресурс] - Режим
доступа: #"896747.files/image048.jpg">
Рисунок Б.1 - Значения критерия Пирсона