|
ИВ - 2 Индикатор может быть использован для отображения
специфических знаков, а также помехоустойчивых цифр с непривычным
начертанием.
|
ИВ - 3 Индикатора ИВ-3А рекомендуется применять в
аппаратуре, где критичным является требование снижения энергопотребления, но
при этом следует помнить, что минимальная наработка индикатора в 1,5 раза
меньше наработки индикатора ИВ-3.
|
2. Технологическая
схема изготовления катодолюминесцентного индикатора ИВ - 2 и ИВ - 3
3. Способ
проведения каждой операции
3.1 Изготовление анодной
платы
3.1.1 Резка керамической подложки на заготовки
Алмазным
резцом, метод скрайбирования (наносятся царапины, а далее по ним ломается
материал). Разлом осуществляется валиком на мягкой подложке.
3.1.2 Получение сегментов и отверстий для выводов
Сегменты и
отверстие для выводов осуществляется методом фрезеровки.
3.1.3 Химическая очистка
Химическая
очистка керамических деталей производятся травлением 1-2% растворе HF, далее обезжиривание KOH+ПАВ, Т не более 70°С.
Помывка осуществляется в H2O либо H2O2+NH3. Сушка теплым воздухом.
3.1.4 Нанесение токопроводящего покрытия
Нанесение
графического покрытия (методом трафаретной печати для получения токопроводящих
дорожек).
Метод
заключается в продавливании пасты соответствующего состава через трафарет на
подложку, когда ракель приближается к сегменту, трафарет прогибается и приходит
в соприкосновение с подложкой.
3.1.5 Высушивание
и выжигание пасты
Высушивания
графического покрытия производиться на воздухе. Выжигание проводят в 2 этапа с
целью удаления органической связки в окислительной атмосфере.
этап:
300-400°С (разлагается органическая связка, образуется оксиды, удаляется
органика).
этап:
450-800°С (выжигание пасты, полное удаление органики).
3.1.6 Нанесение
люминофорной пасты
Так
как при изготовление анодной платы данного индикатора используют
толстопленочную технологию, то в толстопленочных технологиях подобные пасты
(покрытия) наносятся выше указанным методом трафаретной печати.
3.1.7 Высушивание
люминофорной пасты
Высушивания люминофорной пасты производится в атмосфере при комнатной
температуре.
3.2 Изготовление катода
3.2.1 Колибровка
по диаметру проволоки
В качестве колибровки по диаметру я выбрал метод Волочение. Метод
заключается в том, что процесс деформации металла путем протягивания проволоки
под действием внешней силы через отверстие, сечение которого меньше
первоначального сечения заготовки. Проволоку нагревают, смазывают, конец
заостряют для уменьшения трения и протягивают через фильеру. Колибровка
обеспечивает равномерность диаметра по длине проволоки и следовательно,
постоянство тока накала и температуру катода.
3.2.2 Термическая
обработка проволоки
При термической обработке проволоки, применяется метод отжига в среде
влажного водорода. При отжиге во влажном водороде происходят те же
физико-химические процессы (удаление вакансий, рекристаллизация ), что и при
отжиге в любой среде, и дополнительно протекают окислительно-восстановительные
процессы на поверхности и в толще проволоки.
В отличие от других газов и паров водород имеет очень высокий коэффициент
диффузии: по этому, после обработки, оставшиеся водород легко удаляется из
деталей в процессе их обезгаживания при вакуумной обработке прибора.
3.2.3 Химическая
обработка проволоки
Очищаемую проволоку присоединяют к катоду, которая погружена а в ванну с
раствором. Для электрохимического обезжиривания обычно применяют растворы
едкого калия, соды, тринатрийфосфата и ПАВ.
В основе электрохимической очистки лежат процессы электролитической
диссоциации и электролиза.
В растворе кислоты и щелочи имеются положительные ионы водорода Н1+
и отрицательные ионы гидрооксида ОН1-, образовавшиеся в результате
диссоциации молекул воды. Под действием электрического поля в растворе кислоты
или щелочи протекает процесс электролиза. Положительные ионы водорода движутся
к катоду, превращаются на нем в нейтральные молекулы и выделяются в виде
пузырьков газообразного кислорода. Газообразные пузырьки водорода или кислорода
механически сбивают и удаляют загрязнения или оксиды, лежащие на поверхности
проволоки. Кроме того сам раствор, служащий электролитом, вступает в химические
реакции с загрязнениями ( как и при обычных способах обезжиривания и травления
) и удаляет их с поверхности проволоки. Затем проволоку промывают в проточной
воде и отправляют на след операции.
3.2.4 Приготовление
карбонатной суспензии
Эмитирующим веществом катодов являются оксиды щелочноземельных металлов и
чистый барий. Так как эти вещества обладают очень высокой химической
активностью, на атмосферном воздухе они крайне неустойчивы и вступают в
химическую взаимодействию с парами воды и углекислыми газом. По этому на керны
катодов наносят не оксиды а суспензию карбонатов щелочноземельных металлов.
Для изготовления карбонатного покрытия применяются твердые растворы
(смешанные кристаллы) карбонатов бария, стронция, и кальции.
Карбонаты стронция (SrCO3) и кальция
(CaСO3) при нагревании в вакууме легко разлагаются и образуют
тугоплавкие оксиды SrO и CaO, которые препятствуют спеканию
оксидного слоя, повышают пористость и шероховатость, снижают коэффициент
излучения и скорость испарения активного вещества катода. Это способствует
повышению его рабочей температуры.
Карбонаты щелочноземельных металлов получают путем смешивания раствора
азотно-кислых солей бария, стронция, кальция с раствором углекислого натрия или
аммония:
{Ba, Sr Ca} (NO3)2 + Na2CO3
→ ↓ {Ba, Sr, Ca} CO3 + 2NaNO3.
При низких температурах осаждения образуются мелкие кристаллы сферической
формы, а при высоких - крупные кристаллы игольчатой формы. Размер и форма
кристаллов карбонатов определяет плотность или шероховатость эмиссионного
покрытия. Кристаллы игольчатой формы обладают лучшими эмиссионными свойствами и
образуют шероховатое покрытие. Однако повышенная шероховатость может быть
причиной разрушения катодов вследствие возникновения высоких напряженностей
поля на выступающих остриях покрытия. Для гладких и плотных покрытий используют
мелкозернистые карбонаты со сферической структурой, дающие более плотную
упаковку. Гладкие оксидные покрытия используются в малошумящих лампах, приборах
СВЧ, в потенциалоскопах, высоковольтных ЭЛТ.
3.2.5 Нанесение оксидной покрытий
Так как у нас катод прямонакальный, оксидную покрытию наносим методом
катафореза. Этим методом получают карбонатные покрытия высокой плотности (до 3
г/см3). В карбонатной суспензии на границе раздела карбонат - жидкая
фаза ( смесь растворителей) происходит частичное растворение карбонатов и
образование положительных ионов бария, стронция и кальция (Ba2+, Sr2+, Са2+). Эти ионы адсорбируются на частицах
карбонатов, придают им положительный заряд и заставляют двигаться к
отрицательному электроду где подключена наша керн и осаждаются на него.
Методом катафореза можно получать плотные гладкие однородные покрытия.
Биндер служит не только связующим веществом но и стабилизатором катафорезной
суспензии, он способствует повышению механической прочности покрытия.
В виду того, что процесс катафореза сопровождается побочным процессом
электролиза, на катоде выделяется водород, в результате этого ухудшается
прочность сцепления карбонатного покрытия с поверхностью керна катода.
Уменьшить газовыделение можно путем импульсной подачи напряжения между катодом
и анодом с кратковременной переменно полярности. Частицы карбонатов в десятки
тысяч раз тяжелее отдельных ионов. При перемене на короткий промежуток времени
потенциала они не изменяют направления своего движение, в то время как
концентрация водорода у поверхности катода резко уменьшается. Для уменьшения интенсивности
вредного процесса электролиза следует применять высокоомные суспензии, имеющие
удельную электропроводность не более 10-8 Ом-1 ∙ см-1.
3.2.6 Сушка
Нанесенную оксидную покрытию сушат в электрическом шкафу при 150 - 250оС.
Во время сушки удаляется влага, легколетучие органические загрязнения, а также
происходить разложение образовавшихся при осаждении бикарбонатов:
Ba(HCO3)2 ↔BaCO3 + H2O
+ CO2
Карбонаты, применяемые для изготовления плотных покрытий, дополнительно
прокаливают при 480оС. Это предотвращает растрескивание покрытий в
процессе вакуумной обработки катода, вызываемое структурными изменениями и
усадкой непрокаленного карбоната в вакууме.
3.3 Изготовление сетки
3.3.1 Фотохимическая
штамповка
В основе метода фотохимической штамповки лежит известный метод
фотолитографии, которая основана на использовании необратимых фотохимических
явлений, происходящих в нанесенном на подложки слое фоторезиста при его
обработке ультрафиолетовым излучением через фотошаблон.
3.3.2 Нанесение
фоточувствительного слоя
В настоящее время для нанесения фоторезиста наиболее широко применяется
метод центрифугирования, так как при сравнительно несложном оборудовании он
позволяет создавать слои с неравномерностью толщины по площади подложки в
пределах ±10%. Используем позитивный фоторезист марки ФП-9120-1. Предназначены для применения в
фотолитографических процессах контактного и проекционного экспонирования в
производстве интегральных схем, полупроводниковых приборов. Фоторезисты серии
ФП-9120 являются аналогами по применению фоторезистов ФП-383, ФП-10, ФП-051Ку,
Microposit S1813 G2. Возможен выпуск любой модификации, обеспечивающей толщину
пленок от 0,5 до 3,5 мкм и окрашенных форм ФП-9120-2-К, ФП-9120-Ш. Скорость
вращения 3000 об/мин, время вращения центрифуги 60 с.
3.3.3 Сушка
Операцией, завершающей формирование слоя фоторезиста, является сушка.
Первоначальная сушка - отвердение пленки происходит непосредственно в процессе
ее нанесения. Для окончательного удаления
растворителя из слоя фоторезиста его просушивают. При этом уплотняется
молекулярная структура слоя, уменьшаются внутренние напряжения, и повышается
адгезия к подложке. Неполное удаление растворителя из слоя фоторезиста снижает
его кислотостойкость. Для удаления растворителя подложки нагревают до температуры,
примерно равной 97±3 °С в течение 40 мин. Используют конвекционную сушку.
3.3.4 Совмещения
и Экспонирования
Совмещение и экспонирование являются наиболее ответственными операциями
процесса фотолитографии. Точность полученного в процессе фотолитографии топологического
рисунка в первую очередь определяется прецизионностью процесса совмещения.
Передача изображения с фотошаблона на подложку должна выполняться с точностью
до десятых долей минимального размера элемента, поэтому процессы совмещения и
экспонирования проводят на одном рабочем месте одновременно на одной установке,
не допуская даже малой вибрации фотошаблона и подложки. Время совмещения и
экспонирования составляет 1-2 мин.
3.3.5 Проявление
рисунка
Проявление заключается в удалении в зависимости от использованного типа
фоторезиста экспонированных или неэкспонированных участков, в результате чего
на поверхности подложек остается защитный рельеф - фоторезистивная маска
требуемой конфигурации. Для проявления позитивных фоторезистов используют
слабые водные и водно-глицериновые растворы щелочей: 0.6 %-ный водный раствор
КОН. Время проявления 30-60 сек.
3.3.6 Задубливание
Задубливание осуществляют термическим способом. Задубливание при 120 0С
в течение 20 мин.
3.3.7 Травление
(Ni)
Для травление Ni-листа
используем метод плазмохимического травления
3.3.8 Удаление
задубленного фоточувствительного слоя
Удаление защитного рельефа можно осуществить следующими способами:
механическим, химическим, термическим и плазменным. Способ удаления фоторезиста
должен обеспечивать не только быстрое и качественное удаление, но и не
оказывать влияния на размещенные тонкопленочные электроды. Пленка удаляется обработкой в нагретом до (60-80) °С,
N-диметилформамиде или в смеси его с 5% триэтаноламином.
3.4 Изготовление плоской ножки прибора
Плоской ножной называется конструктивный элемент, через который
осуществляется электрическая связь внутренних электродов прибора с элементами
внешней электрической схемы.
Заготовками для штамповки плоских ножек является металлические вводы,
стеклянные бусы или кольца и стеклянный штеньгель.
Плоские ножки изготовляют на стационарных прессах или полуавтоматических
многопозиционных карусельных машинах. Во всех случаях заготовки загружают в
матрицу пресс-формы. Стекло нагревается пламенем горелки до пластического
состояния, затем его штампуют в закрытой пресс-форме, нижним формующим
инструментом которой является матрица, а верхним - пуансон ( при этом матрица и
пуансон синхронно вращаются вокруг своей оси).
3.5 Экранирующий
электрод
3.5.1 Вырубка
Вырубка - операция получения плоских деталей отделением материала от
заготовки по замкнутому контуру.
.5.2 Пробивка
Пробивка - операция получения различных по форме и размерам отверстий.
3.6 Изготовление стеклянного баллона индикатора
3.6.1 Выдувание
колбы из жидкой стекломассы
Механизированное изготовление стеклянных колб электровакуумных приборов
производится путем: выдуванием колб из жидкой стекломассы на специальных
высокопроизводительных колбовыдувных автоматах. Колбы, полученные этим методом подвергаются
в отдельных случаях ряду дополнительных операций. Колбы этого типа должны иметь
весьма точный размер по внутреннему диаметру. Это достигается их калибровкой. К
колбам после операции калибровки приваривается штенгель, через, который
впоследствии осуществляется откачка воздуха.
Автоматическое выдувание производится на колбовыдувном
автомате ВК- 24, представляющим собой вращающеюся карусель с 24- выдувными
трубками и вращающимися фирмами.
Всасывающая головка вакуумного питателя под действием вакуума отбирает
каплю стекла из стекловаренной печи. Излишек стекломассы обрезается ножом и
капле стекла придается форма баночки. Затем салазки вакуумного питателя
перемещаются по наклонной направляющей к колбовыдувной машине. При этом
всасывающая головка с набранной стекломассой- баночкой устанавливается над
мундштуком- формой одной из позиций автомата. В это время воздушно- вакуумный
клапан перекрывает линию вакуума и открывает доступ сжатого воздуха в наборную
головку. Сжатый воздух выталкивает стекломассу - баночку из наборной головки, и
она попадает в мундштук-форму. Поддув воздуха в мундштуки и вращение мундштуков
и карусели способствуют формованию изделия из стекломассы и приданию ей
требуемой формы
Химическая
очистка стекла
С целью обезжиривания стеклянный баллон опускаем в 5%-ный
водный раствор перекиси водорода (Н2О2), добавив
достаточное количество аммиачного водного раствора (NH4OH), чтобы довести рН до
11.
Если на баллоне есть металлические налеты, то обрабатываем в
растворе муравьиной кислоты, пероксида водорода и аммиака в соотношении (1:1:1)
После обезжиривания деталь промываем в дистиллированной воде,
затем можем промыть в ацетоне для более быстрого высыхания.
3.7 Сборка
Все детали лампы отправляются на сборку, после чего
происходит заварка ножки с колбой.
Анод, катод, экран крепятся на слюдяном изоляторе с помощью
ушек. Газопоглотитель крепится на наружной стороне экрана, методом точечной
сварки. Внутренняя арматура и выводы также крепятся с помощью точечной сварки и
проволоки.
3.8 Заварка
Заваркой называется операция окончательной оболочки ЭВП перед
ее вакуумной обработкой. Заварка ножки - операция герметичного соединения
сборочной ножки с колбой. После заварки образуется оболочка электровакуумного
прибора, внутри которой находится арматура. В нашем случае используем заварку
газовым пламенем. Сначала размягчим стекло ножки и колбы в месте заварки. Колбу
обогреваем мягким газовым пламенем, затем жестким огнем газовоздушных или
газокислородных горелок. Под действием собственной массы и сил поверхностного
натяжения размягченный шов в течение секунд принимает требуемую форму. Качество
и форма шва сильно зависит от направления и интенсивности пламени горелки. В
процессе заварки жесткое газокислородные пламя должно быть направленно по
касательной к окружности ножки, тогда уменьшается вероятность перегрева и
окисления деталей арматуры прибора и предотвращается проникновение внутрь
прибора водяных паров, образующихся при сгорании газа. Детали арматуры не
должны соприкасаться с газовым пламенем.
3.9 ВТО
Вакуумная обработка прибора служит для создания в приборе
высокого вакуума, обеспечения условий, исключающих ухудшение вакуума в процессе
хранения и эксплуатации прибора, и придания катоду способности эмитировать
электроны. На первом этапе вакуумной обработки происходит откачка атмосферного
воздуха из объема прибора и из вакуумной системы. На втором этапе вакуумной
обработки происходит обезгаживание оболочки, покрытий и арматуры прибора. На
третьем этапе вакуумной обработки продолжается удаление газов и паров из
деталей и объема прибора, снижается суммарное давление остаточных газов в
приборе.
3.10 Тренировка прибора
Тренировкой называется заключительная технологическая операция
изготовления прибора, когда между электродами подают напряжения, обеспечивающие
улучшение и стабилизацию параметров, повышение надежности и долговечности
прибора.
Тренировка обычно состоит из нескольких этапов. Первый этап -
стабилизация параметров и характеристик прибора. Катод нагревают до температуры
на 10 - 20% выше рабочей температуры, а на электроды прибора подаются
экспериментально подобранные положительные относительно катода потенциалы. При
этом происходит интенсивный отбор с катода, вызывающий электронную
бомбардировку электродов прибора и их обезгаживание; диссоциацию и ионизацию
молекул остаточных газов быстролетящими электронами.
Процесс превращения нейтральных молекул остаточных газов в
ионы и диссоциированные атомы с последующим поглощением их газопоглотителем,
сопровождающийся улучшением вакуума в приборе, называется жестчением остаточных
газов. Жестчение остаточных газов приводит к повышению вакуума в приборе
практически на один два порядка.
Иногда применяют этап - активный прогон приборов при подаче на электроды
предельно допустимых рабочих напряжений. Это позволяет провести окончательную
стабилизацию параметров и характеристик приборов и отбраковать потенциально
ненадежные приборы.
4. Расчет
материального баланса
Анодная плата
|
№
|
Название операции
|
Приход
|
Ок.брак
|
Исп.брак
|
Уход
|
Примечание
|
|
|
|
%
|
шт
|
%
|
шт
|
|
|
|
1
|
Резка керамической подложки
на заготовку
|
918
|
2
|
18
|
|
|
900
|
|
|
2
|
Получение сегментов и
отверс-й для выводов
|
900
|
|
|
|
|
900
|
|
|
3
|
Химическая очистка
|
900
|
|
|
1
|
9
|
900
|
3
|
|
4
|
Нанесение токопровод.
Покрытий
|
900
|
|
|
1,5
|
14
|
900
|
3
|
|
5
|
Высушивание и взжигание
пасты
|
900
|
|
|
|
|
900
|
|
|
6
|
Нанесение люминофорной
пасты
|
900
|
|
|
1,5
|
14
|
900
|
3
|
|
7
|
Высуш-е люминофор-й пасты
|
900
|
|
|
|
|
900
|
|
Катод
|
№
|
Название операции
|
Приход
|
Ок.брак
|
Исп.брак
|
Уход
|
Примечание
|
|
|
|
%
|
шт
|
%
|
шт
|
|
|
|
1
|
Химическая обработка
проволоки
|
909
|
0,5
|
4
|
|
|
905
|
|
|
2
|
Термическая обработка
проволоки
|
905
|
|
|
|
|
905
|
|
|
3
|
Колибровка по диаметру
проволоки
|
905
|
|
|
|
|
905
|
|
|
4
|
Приготовление карбонатной
суспензии
|
905
|
|
|
|
|
905
|
|
|
5
|
Нанесение покрытий
|
905
|
0,5
|
5
|
|
|
900
|
|
|
6
|
Сушка
|
900
|
|
|
|
|
900
|
|
Сетка
|
№
|
Название операции
|
Приход
|
Ок.брак
|
Исп.брак
|
Уход
|
Примечание
|
|
|
|
%
|
шт
|
%
|
шт
|
|
|
|
1
|
Химическая обработка
поверхности Ni листа
|
909
|
|
|
0,5
|
5
|
909
|
1
|
|
2
|
Нанесение фоторезиста
|
909
|
|
|
0,5
|
5
|
909
|
8
|
|
3
|
Сушка
|
909
|
|
|
|
|
909
|
|
|
4
|
Экспонирования
|
909
|
|
|
|
|
909
|
|
|
5
|
Проявление
|
909
|
|
|
0,5
|
5
|
909
|
8
|
|
6
|
Задубливание
|
909
|
|
|
|
|
909
|
|
|
7
|
Травление (Ni)
|
909
|
1
|
9
|
|
|
900
|
|
|
8
|
Удаление задубл.
фоторезиста
|
900
|
|
|
|
|
900
|
|
|
9
|
Обрезка на нужные размеры
|
900
|
|
|
|
|
900
|
|
|
|
|
|
|
|
|
|
|
|
|
Плоская ножка
|
№
|
Название операции
|
Приход
|
Ок.брак
|
Исп.брак
|
Уход
|
Примечание
|
|
|
|
%
|
шт
|
%
|
шт
|
|
|
|
1
|
Хим.очистка коваровых
выводов
|
900
|
|
|
|
|
900
|
|
|
2
|
Черновое окисление в смеси
кислот
|
900
|
|
|
|
|
900
|
|
|
3
|
Отжиг во влажном H2
|
900
|
|
|
|
|
900
|
|
|
4
|
Образование плоской
тарелочки
|
900
|
|
|
|
|
900
|
|
|
5
|
Впаивание вводов стекло
|
900
|
|
|
|
|
900
|
|
|
|
|
|
|
|
|
|
|
|
|
Экранирующий электрод
|
№
|
Название операции
|
Приход
|
Ок.брак
|
Исп.брак
|
Уход
|
Примечание
|
|
|
|
%
|
шт
|
%
|
шт
|
|
|
|
1
|
Резка металлического листа
на заготовки
|
900
|
|
|
|
|
900
|
|
|
2
|
Пробивка
|
900
|
|
|
|
|
900
|
|
|
3
|
Вырубка
|
900
|
|
|
|
|
900
|
|
|
4
|
Очистка поверхности
|
900
|
|
|
|
|
900
|
|
|
|
|
|
|
|
|
|
|
|
|
Колба
|
№
|
Название операции
|
Приход
|
Ок.брак
|
Исп.брак
|
Уход
|
Примечание
|
|
|
|
%
|
шт
|
%
|
шт
|
|
|
|
1
|
Выдувание колб из жидкой
стекломассы
|
900
|
|
|
|
|
900
|
Хим.очистка стекла
|
900
|
|
|
|
|
900
|
|
|
|
|
|
|
|
|
|
|
|
|
Сборка
|
№
|
Название операции
|
Приход
|
Ок.брак
|
Исп.брак
|
Уход
|
Примечание
|
|
|
|
%
|
шт
|
%
|
шт
|
|
|
|
1
|
Сборка 1 и 2-ой узел
|
900
|
|
|
|
|
900
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Заварка
|
№
|
Название операции
|
Приход
|
Ок.брак
|
Исп.брак
|
Уход
|
Примечание
|
|
|
|
%
|
шт
|
%
|
шт
|
|
|
|
1
|
Наполнение колбы инертным
газом
|
900
|
|
|
|
|
900
|
|
|
2
|
Предварит. подогрев ножки и
колбы
|
900
|
|
|
|
|
900
|
|
|
3
|
Сварка
|
900
|
|
|
|
|
900
|
|
|
4
|
Отжиг и контр.зав.оболочки
|
900
|
|
|
|
|
900
|
|
|
|
|
|
|
|
|
|
|
|
|
ВТО
|
№
|
Название операции
|
Приход
|
Ок.брак
|
Исп.брак
|
Уход
|
Примечание
|
|
|
|
%
|
шт
|
%
|
шт
|
|
|
|
1
|
Откачка газов и паров из
объема
|
900
|
|
|
|
|
900
|
|
|
2
|
Обезгаж.обол. вн.покрытия
ме детали внутренней арматуры и газопогл.
|
900
|
|
|
|
|
900
|
|
|
3
|
Активировка или сенсибил.
катода
|
900
|
|
|
|
|
900
|
|
|
4
|
Герметизация прибора
|
900
|
|
|
|
|
900
|
|
|
5
|
Отпой штенгеля
|
900
|
|
|
|
|
900
|
|
|
|
|
|
|
|
|
|
|
|
|
Тренировка
|
№
|
Название операции
|
Приход
|
Ок.брак
|
Исп.брак
|
Уход
|
Примечание
|
|
|
|
%
|
шт
|
%
|
шт
|
|
|
|
1
|
Тренировка прибора
|
900
|
|
|
|
|
900
|
|
|
|
|
|
|
|
|
|
|
|
|
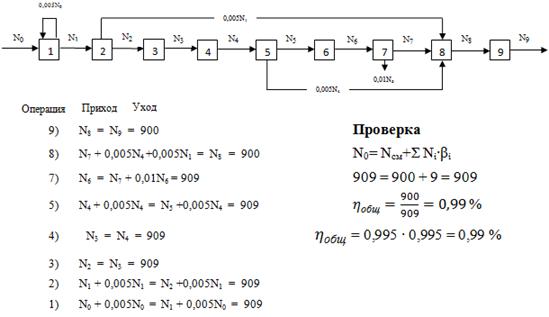
5. Расчет
материального баланса деталей
Анодная плата

Проверка:
N0= Nсм+Σ Ni∙βi
= 900 + 18 = 918

 = 0,985 ∙ 0,985 ∙ 0,98 = 0,95 %
= 0,985 ∙ 0,985 ∙ 0,98 = 0,95 %
Катод

Сетка
6. Ведомость потребного технологического оборудования
|
Операция
|
Вид, марка, тип оборуд.
|
Произв-сть или норма
выработки
|
Сменная программа, шт./см
|
Расч. кол-во оборуд.
|
Принятое кол-во оборуд.
|
Кисп
|
|
Резка подложек на заготовки
|
Полностью автоматическая
установка скрайбирования и разделения DM-8150
|
64 шт./ч
|
900
|
1,76
|
2
|
0,88
|
|
Получение сегментов и
отверстий для выводов
|
Многоцелевой
вертикально-фрезерный обрабатывающий центр с ЧПУ YONGDA-3020
|
|
900
|
|
|
|
|
Очистка подложек/
химическая обработка проволоки/химическая очистка стеклянных колб
|
Установка химической
обработки «Лада-1»
|
200 шт/ч
|
3605
|
2,25
|
3
|
0,75
|
|
Калибровка проволоки по
диаметру
|
Машина тонкого волочения
PRO20D/22D/24D
|
|
|
|
|
|
|
Выдувание колбы
|
|
|
|
|
|
|
|
Нанесение фоторезиста/
проявление
|
SEMI AUTO SPIN-5000A
|
150 шт./ч
|
1818
|
1,51
|
2
|
0,76
|
|
Сушка/ задубливание
|
Установка сушки и
задубливания УСЗФ-153А
|
40 шт./ч 20 шт./ч
|
1818
|
3 6
|
9
|
0,95
|
|
Совмещение и экспонир-е
|
MDA-80FA
|
100 шт./ч
|
909
|
1,14
|
2
|
0,57
|
|
Травление Ni
|
Платформа Vision RIE
|
120 шт./ч
|
900
|
0,94
|
1
|
0,94
|
|
Удаление фоторезиста
|
МВУ ТМ ПЛАЗМА 04
|
80 шт./ч
|
900
|
1,41
|
2
|
0,7
|
|
Нанесение токопроводящих
дорожек/люминофорного покрытия
|
Установка трафаретной
печати AurelС900
|
2600 шт./ч
|
1800
|
0,09
|
1
|
0,09
|
|
Вжигание
|
Конвейерная печь вжиганияBTUTFFII
|
818 шт./ч
|
900
|
0,14
|
1
|
0,14
|
|
Сборка
|
Монтажный стол WB
811 ESD
|
20 шт./ч
|
900
|
5,63
|
6
|
0,94
|
|
Заварка
|
Установка заварки приборов
полуавтоматическая И4.022.0083
|
12 шт/ч
|
900
|
9,38
|
10
|
0,94
|
|
ВТО
|
Пост откачной
высоковакуумный «Пост-2»
|
2 шт./ч
|
900
|
56,25
|
57
|
0,99
|
. Список используемого оборудования
7.1 Полностью автоматическая установка скрайбирования и
разделения DM-8150
Внешний вид:

Назначение: Установка предназначена для скрайбирования и разделения
различных подложек (пластины, керамика, чувствительные компоненты и т.д.) и
обладает высокой точностью, производительностью и повторяемостью. Установка
проста в использовании и обслуживании.
Технические характеристики:
|
Высокая производительность:
|
- скорость перемещения по
X-Y до 250 мм/сек., - производительность до 8 пластин в час,
|
|
Особенности процесса:
|
- контроль усилия резки, -
линейные двигатели с энкодорами, - отсутствие сколов на поверхности при
обработке III-IV материалов, - гранитное основание, - запатентованный режущий
инструмент, - макс. размер пластин до 12” , - моторизованный фокус и увеличение,
- промышленный ПК, монитор, сенсорная панель, - дружественный интерфейс
пользователя, - 3D трекбол управления, - простота программирования,
|
|
Режимы процесса:
|
- непрерывное
скрайбирование, - прерывистое, - скрайбирование по кромке и др.,
|
|
Материалы:
|
- материалы III-IV группы,
- кремниевые пластины, - керамика, - стекло,
|
|
Технические требования:
|
- электропитание 220 В,
50-60 Гц, - вакуум 0,7 бар, 12 л/мин., - пневмопитание 6 бар, 25 л/мин., -
габаритные размеры 1200х1200х1560 мм, - вес 700 кг
|
Сменная производительность: 64 пластины
7.2 Многоцелевой вертикально-фрезерный обрабатывающий
центр с ЧПУ YONGDA-3020
Внешний вид:

Назначение: Многоцелевой вертикально-фрезерный станок с ЧПУ является
обрабатывающим центром. Благодаря наличию ЧПУ может обрабатывать такие
материалы, как мрамор, гранит, керамика, стекло, даже сталь.
Технические характеристики:
|
Технические данные
|
YD-3020
|
|
Ход по оси X (мм)
|
1000
|
|
Ход по оси Y (мм)
|
960
|
|
Ход по оси Z (мм)
|
150
|
|
Мощность электродвигателя
(кВт)
|
11
|
|
Скорость вращения резца
шпинделя (об/мин)
|
1-10000
|
|
Тип автоматической смены
инструмента
|
ISO-40
|
|
Инструментальный склад (шт)
|
10R+10R
|
|
Вакуумный насос (м³/ч)
|
50
|
|
Мак.рабочая толщина
|
300
|
|
Автоматическая система
централизованной смазки
|
Смазка
|
|
Нажатие кнопки с
электронным маховиком
|
EHDW-BA6S-IM
|
|
Потребление воды (л/мин)
|
40
|
|
Давление воздуха (Бар)
|
8
|
|
Общая мощность (кВт)
|
13
|
|
Размеры (м)
|
5.2×3.2×2.7
|
|
Вес (кг)
|
4,000
|
.3 Установка химической обработки «Лада-1»
Внешний вид:

Назначение: Установка предназначена для химической обработки.
Особенности: Автоматическая дозированная подача реактивов в ванны из блока
химической подготовки растворов.
Групповая кассетная обработка пластин.
Химическая очистка и промывка пластин в автоматическом режиме.
Управление технологическим процессом от ЭВМ.
Контроль текущего состояния задаваемых технологических параметров.
Конструктивные материалы установки обеспечивают работу в помещениях
класса 10.
Станина установки выполнена из полипропилена, ванны и проточные части,
контактирующие с реагентами и деионизованной водой, выполнены из тефлона,
нагреватель имеет кварцевый корте.
Состав установки: Технологический модуль изменяемой конфигурации, содержащий
ванны для химической очистки, стоп-ванну, ванны финишной промывки.
Блок питания нагревателей химических ванн.
Панель управления.
Технические
характеристики:
|
Количество одновременно
обрабатываемых пластин, шт
|
50
|
|
Диапазон регулирования
температуры реагентов в химической ванне, оС
|
((50-160)±2
|
|
Время быстрого слива из
стоп - ванны, с
|
менее 5
|
|
Мощность нагревателей в
химических ваннах,кВт
|
1,8
|
|
Потребляемая мощность,кВ
|
не более 6
|
|
Сеть переменного тока
|
380/220В,50Гц
|
Длительность 1 цикла обработки: 15 мин
Производительность: 200 шт/ч
Сменная производительность: 1600 шт
7.4 Машина
тонкого волочения PRO20D/22D/24D
Внешний вид:

Назначение: обработка металлов давлением, при которой изделия (заготовки)
круглого или фасонного профиля (поперечного сечения) протягиваются через
отверстие, сечение которого меньше сечения заготовки. В результате поперечные
размеры изделия уменьшаются, а длина увеличивается.
Основные технические параметры:
|
Модель машины
|
20D
|
22D
|
24D
|
|
Входящий диаметр, мм
|
0,15-0,4
|
0,6-1,2
|
0,5-1,0
|
|
Диаметр на выходе, мм
|
0,05-0,12
|
0,1-1,2
|
0,08-1,0
|
|
Скорость линии, м/мин
|
2000
|
2000
|
2000
|
|
Максимальное количество
фильер, шт
|
20
|
22
|
24
|
|
Коэффициент
проскальзывания, %
|
10,5
|
15
|
13
|
|
Коэффициент проскальзывания
чистового бандажного ролика, %
|
6
|
8
|
8
|
|
Бандажные ролики
|
с керамическим напылением
|
с керамическим напылением
|
с керамическим напылением
|
|
Диаметр бандажных роликов,
мм
|
120
|
159
|
194
|
|
Корпус
|
литой чугун
|
литой чугун
|
литой чугун
|
|
Основной двигатель
|
3,7 кВт Трехфазный
индукторный двигатель
|
11кВт Трехфазный
индукторный двигатель
|
11кВт Трехфазный
индукторный двигатель
|
|
Двигатель намотки
|
2,2кВт Трехфазный индукторный
двигатель
|
3,7 кВт Трехфазный
индукторный двигатель
|
3,7 кВт Трехфазный
индукторный двигатель
|
|
Система контроля
|
ПИД
|
ПИД
|
ПИД
|
двойной инвертор
|
двойной инвертор
|
двойной инвертор
|
|
Тип передачи
|
плоский ремень
|
плоский ремень
|
плоский ремень
|
|
Приводной блок
|
плоский ремень + привод
синхронизации
|
плоский ремень + привод
синхронизации
|
плоский ремень + привод
синхронизации
|
|
Контроллер натяжения
|
пневмоцилиндр
|
пневмоцилиндр
|
пневмоцилиндр
|
|
Система смазки
|
распылением
|
распылением
|
|
|
Диаметры катушек, мм
|
250
|
300
|
300
|
|
Масса катушки с проводом
|
30
|
50-60
|
50-60
|
|
Тип загрузки и разгрузки
катушек
|
с валом
|
с валом
|
с валом
|
|
Питание, В
|
380
|
380
|
380
|
|
Тормоза
|
магнитные
|
магнитные
|
магнитные
|
|
Габариты машины, мм
|
1900*1350*1750
|
2050*1600*1900
|
2050*1600*1900
|
|
Вес машины, кг
|
1900
|
1900
|
1900
|
7.5 Установка заварки приборов полуавтоматическая
И4.022.0083
Внешний вид:

Назначение: Предназначена для заварки анодного и катодного торцевых узлов
с баллоном и тарелочкой капилляра излучателей HE-NEлазеров огнями
газокислородных горелок.
Технические
характеристики:
|
Производительность
|
10-12 заварок/ч
|
|
Размеры обрабатываемых
изделий, мм:
|
|
длина
|
230 - 500
|
|
диаметр
|
23 - 30
|
|
Наибольшее время отжига
|
10мин
|
|
Применяемая энергетика
|
~380/220 В, газ, кислород,
азот, сжатый воздух
|
|
Потребляемая мощность
|
5 кВт
|
|
Габаритные размеры
|
1600x870x2120 мм
|
|
Масса
|
700 кг
|
7.6 Полуавтоматическая
напольная установка SEMI AUTO SPIN -5000A, Midas System Co., Korea
Внешний вид:

Назначение: полуавтоматическая напольная установка SEMI AUTO SPIN -5000A
предназначена для нанесения/ проявления фоторезиста.
Технические характеристики:
|
Параметр
|
Значение
|
|
Размер подложки, мм
|
50,100,150,200
|
|
Количество обрабатываемых
пластин, шт./ч
|
до 150
|
|
Скорость вращения, об/мин
|
до 4000
|
|
Управление:
|
20 рецептов х 20 шагов
(цифровое программирование)
|
|
Мотор/ корпус:
|
АС сервомотор/ нержавеющая
сталь
|
|
Вакуумный прижим:
|
Анодированный алюминий
(точная полировка)
|
|
Электропитание:
|
220 В, 20 А
|
Сменная производительность: 1200 шт
7.7 Установка сушки и задубливания УСЗФ-153A, НИИ полупроводникового
машиностроения, Россия
Внешний вид:
Назначение: сушка
резиста на шаблонных подложках после операции нанесения фоторезиста и
задубливания резиста после операции проявления
Особенности оборудования:
1. Обработка подложек по принципу «из кассеты в кассету»;
. Индивидуальная сушка и задубливание резиста на шаблонных подложках на
"горячей плите";
. Выгрузка подложек из кассеты, перенос в камеру, сушка (задубливание) и
загрузка обработанных подложек в приемную кассету осуществляется автоматически
по заданной программе, перед загрузкой в приемную кассету подложка охлаждается
газообразным азотом;
. Многоуровневая система управления установкой позволяет проводить
непрерывный мониторинг технологических параметров и осуществлять диагностику
механизмов и систем;
. Информация о режимах обработки (время, Т ° С) отображается на экране
дисплея;
. Возможно исполнение установки в упрощенном ручном варианте;
. Установка соответствует требованиям эксплуатации в помещениях класса
Р(10)100 («чистое помещение» класса 5 ИСО по ГОСТ Р ИСО 14644-1-2000).
Технические характеристики:
|
Параметр
|
Значение
|
|
Размер обрабатываемых
шаблонных подложек, мм
|
50, 100, 150, 200 мм
|
|
Количество подложек в
кассете, шт.
|
20
|
|
Диапазон задания
температуры сушки и задубливания, ° С
|
60
÷ 200
|
|
Диапазон времени обработки,
с
|
10
÷ 999
|
|
Равномерность распределения
температуры на плите, ° С
|
± 1
|
|
Точность поддержания
температуры на "горячей плите", ° С
|
± 0,5
|
|
Мощность потребляемая
установкой, кВт
|
2
|
|
Сеть переменного тока, В
|
220
|
|
Частота, Гц
|
50
|
|
Габаритные размеры
установки (LxBxH), мм
|
1200х870х1130
|
Расчет производительности:
Время обработки одной партии:
Сушка 30 мин
Производительность сушки: 40 шт./ч
Сменная производительность сушки: 320 деталей
Задубливание 60 мин
Производительность задубливания: 20 шт./ч
Сменная производительность задубливания: 160 деталей
7.8 Установка совмещения и экспонирования MDA-80FA, Midas System Co., Korea
Внешний вид:

Назначение: установка
предназначена для совмещения фотошаблона и экспонирования фоторезиста в
процессе фотолитографии.
Технические характеристики:
|
Параметр
|
Значение
|
|
Мощность лампы
|
УФ источник света с
мощностью 500 Вт с контролем интенсивности и мощности излучения.
|
|
Разрешение
|
менее 2 микрон, жесткий
контакт
|
|
Однородность пучка
|
< 3%
|
|
Размер однородного пучка
излучения
|
6,25 х 6,25 дюймов
|
|
Интенсивность излучения при
длине волны 365 нм
|
Максимальная 15-20 мВт/см2(i-line),
Максимальная 20-30 мВт/см2(g-, h-, и i-line)
|
|
Регулируемое время
экспонирования
|
0,1 to 999,9 сек с шагом
100 мс
|
|
Точность совмещения
|
1 микрон
|
|
Регулировка при совмещении
(зазор)
|
от 20 до 200 мкм.
|
|
Точности при
предварительном совмещении
|
50 мкм
|
|
Автоматическое совмещение
|
Наличие
|
|
Ручное совмещение
|
Наличие
|
|
Оптическое зрение
|
Микроскоп двойного поля
(увеличение регулируется), CCD камера, монитор
|
|
Моторизованный столик и
совмещение
|
Столик с моторизацией по
осям X,Y,Z Theta Модуль совмещения с возможностью перемещения по осям х,у,z
(по z ± 5 мм) и по углу θ (± 5°)
|
|
Выравнивание
|
Компенсация ошибки клина
автоматическое определение края - датчик давления)
|
|
Методы экспонирования
|
Мягкий контакт,
экспонирование с микрозазором (регулируемое 20 - 200 мкм с помощью системы на
базе ПО) , жесткий контакт
|
|
Размер пластин
|
150 мм, 200 мм.
|
|
Производительность
|
100 пластин в час.
|
|
Электропитание
|
220 В, 30 А, 1 фаза.
|
|
Монитор
|
17 дюймов с точскрином
|
Сменная производительность: 800 шт
7.9 Установка плазмохимического травления Vision RIE, Advanced Vacuum, Sweden
Внешний вид:

Назначение: платформа позволяет проводить травление следующих
материалов:
· AlGaN/GaN, AlGaAs/GaAs, InGaAlP,
InAlAs, InGaAsP
· GaAs, GaSb, GaN, InSb, InP, Deep GaP,
ZnSe
· Ta2O5, Al2O3, Bi2Te3, ITO, LiNbO3,
PZT, GST, PbSe, SiC
· Al, Au, Cr, Cu, Mo, Ni, Nb, NiCr, Pt,
Ta, Ti
· BCB, Diamond, Polyimide, PMMA, PDMS,
PR
· Si (cryo etch, HBr etch, C4F8-SF6
etch)
· и других (по запросу).
Платформа Vision выполнена на базе современной концепции построения
технологического оборудования. В системе широко используются интерфейсы
DeviceNet и EtherNet, система управления реализована на базе промышленного
контроллера (PLC). Панель контроля позволяет управлять установкой по нажатию
одной кнопки для ранее заложенных процессов: загрузка/выгрузка пластины,
старт/стоп процесса, очистка камеры, откачка камеры и других. Четырехцветная
сигнальная башня служит для мониторинга статуса установки в производственном
помещении.
Технические характеристики:
|
Параметр
|
Значение
|
|
Температура процесса
|
+5..+40С Другие варианты по
запросу
|
|
Вакуумная камера
|
Прогреваемая
|
|
Тип прижима
|
Механический с гелиевым
охлаждением. Электростатический по запросу
|
|
Вакуумный насос
|
ТМН 450 л/с + фор-насос 100
м3/час Другие насосы по запросу
|
|
Генератор
|
RIE 600Вт, 13.56МГц
|
|
Количество газовых линий
|
До 10
|
|
Загрузка образцов
|
30х50,20х100,15х150,10х200
мм, возможность работы с осколками
|
|
Производительность
|
120 шт./ч
|
|
Тип EPD
|
Оптический спектрометр OES,
оптический интерферометр OEI или лазерный интерферометр LEI
|
|
Габариты установки
|
730×930×1172
(2147) мм (газовый шкаф на каркасе)
|
Сменная производительность: 960 деталей
7.10 Малогабаритная установка плазмохимической очистки,
удаления фоторезиста и стерилизации МВУ ТМ ПЛАЗМА 04, ОАО НИИ ТМ, Россия
Внешний вид:
Назначение: удаление фоторезиста и очистка от оргнических примесей на
пластинах, а также стерилизация медицинских, в том числе термолабильных инструментов
и материалов.
Технические характеристики:
|
Параметр
|
Значение
|
|
Размер обрабатываемых
шаблонных подложек, мм
|
100,200
|
|
Количество подложек в
кассете, шт.
|
20
|
|
Рабочие газы:
|
Кислород, азот
|
|
Диапазон рабочих давлений,
Па
|
10-500
|
|
Потребляемая мощность:
|
4,5 кВт
|
|
Площадь одной установки:
|
2,5м2
|
|
Система откачки:
|
форвакуумная
|
|
Система управления:
|
микропроцессорная
|
Расчет производительности:
Продолжительность одного цикла обработки: 15 минут
Количество циклов в час: 4 цикла
Производительность: 20*4=80 шт./ч
За 8-ми часовую смену: 640 шт
7.11 Установка трафаретной печати Aurel C900, Italy
Внешний вид:
Назначение:
Установка трафаретной печати модели Aurel C900 - высокоточный и надежный
полуавтоматический принтер, который не требует повторных регулировок в процессе
работы. Модель создана специально для производства толстопленочных гибридных
схем и работы с сырой LTCC/HTCC керамикой. Система машинного зрения позволяет
использовать в качестве реперной точки любую деталь заготовки (например,
отверстие) для обеспечения привязки слоя металлизации к геометрии каждого
изделия.
Особенности оборудования:
1. Цифровой контроль скорости и давления, раздельные индикаторы давления
левой и правой стороны ракеля для более точной регулировки
. Автоматический выдвижной стол, возможность установки сменных рабочих
столов (универсальных или заказных)
. Большая зона печати
. Рабочий стол с точной настройкой по X-Y Тета для точного расположения
подложек.
. Фиксация подложек с использованием вакуума.
. Все перемещения производятся по линейным шаровым направляющим,
обеспечивая высокую точность.
. Высокоточная головка печати с микрометрической настройкой верхнего и
нижнего положения останова.
. Модуль заполнения переходных отверстий методом прососа
. Универсальный вакуумный рабочий стол из пористой стали
. Встроенные вакуумные насосы для сильного и слабого вакуума
. Возможность дооснащения до полностью автоматического варианта машинного
зрения с системой совмещения.
Технические характеристики:
|
Параметр
|
Значение
|
|
Максимальная зона печати
|
350 х 400 мм
|
|
Максимальный размер
подложки
|
450 х 450 мм
|
|
Максимальная
производительность
|
200шт./час
|
|
Стандартный размер рамки
|
540 х 540 мм,
|
|
Воспроизводимость
позиционирования
|
± 0.01 мм
|
|
Параллельность ракеля и
трафарета
|
± 0.02 на 100 мм
|
|
Диапазон подстроек по X, Y
|
± 25 мм
|
|
Регулировка высоты
трафарета по Z
|
± 10 мм
|
|
Регулировка по углу
поворота
|
± 5°
|
|
Ход ракеля
|
программируемый, 50...400
мм
|
|
Скорость ракеля
|
программируемая, 0...250
мм/с
|
|
Давление ракеля
|
программируемое, 0...20 кг
|
|
Питание
|
220 В / 50 Гц, 3А
|
|
Сжатый воздух
|
6 Бар, 150 л/мин
|
Производительность: 2600 (30*11 мм) шт./ч
Сменная: 20800 (30*11 мм) шт
7.12 Конвейерная печь вжигания BTU TFF II, BTU, USA
Внешний вид:
Назначение:
Печь серии FastFire применяется при производстве толстоплёночных ГИС, пассивных
компонентов, прецизионных резисторов, клемм и многих других изделий. Печи серии
FastFire являются энергосберегающими, поскольку рабочая зона приспособлена к
быстрому разогреву и остыванию.
Печи этой серии обеспечивают отличное распределение потоков газа внутри
рабочей зоны, что способствует скорейшему выводу связующих веществ (например,
при вжигании толстых плёнок), а также оборудованы прецизионной системой
задатчика температуры. В добавок к стандартной конфигурации (для работы в среде
обычной атмосферы) FastFire может поставляться в исполнении для азотной среды
(вжигания в инертной среде).
Технические характеристики:
|
Параметр
|
Значение
|
|
Параметр
|
FF II 9 inch
|
|
Максимальная температура
процесса
|
1050 0С
|
|
Равномерность температуры
|
1-2 0С
|
|
Среда процесса
|
Воздух, азот, кислород
|
|
Скорость конвейера
|
25…1560 мм/мин
|
|
Ширина конвейера
|
230 мм
|
|
Количество зон нагрева
|
от 7
|
|
Охлаждаемая зона
|
от 610 мм
|
|
Габаритные размеры
|
от 5800 мм
|
Расчет производительности:
Скорость процесса: 150 мм/мин
Производительность: 9000 мм/ч или 818 шт./ч
За 8-ми часовую смену: 6544 деталей
7.13 Монажный стол Treston WB 811 ESD, Finland
Внешний вид:

Назначение:
антистатические монтажные столы серии WB были разработаны для применения на
сборочном производстве. Регулировка по высоте с помощью торцевого ключа,
электромотора или убираемой ручки позволяют оператору работать как сидя, так и
стоя, причем большая глубина столешницы и широкий выбор аксессуаров
обеспечивают хороший доступ к ним.
Особенности оборудования:
1. Габаритные размеры стола, мм: 800х1073
. Высота столешницы может регулироваться в пределах от 700 до 1200 мм.
. Подъем столешницы от самого низкого до самого высокого положения с
помощью электромотора занимает всего 19 секунд.
. С помощью регулируемых по высоте ножек стол серии WB может быть
устойчивым даже на неровном полу.
. Во всех случаях система регулировки выполнена из фиксируемых
алюминиевых профилей, формирующих прочный, жесткий каркас.
. Стальные части каркаса имеют эпоксидно- порошковое покрытие
светло-серого цвета (RAL 7035).
. Столешница толщиной 25 мм ламинирована износостойким покрытием.
. Допустимая статическая нагрузка 200 - 250 кг.
Расчет производительности:
Время на сборку 1 прибора: 5 мин
Производительность: 20шт/ч
Сменная производительность: 160 изделий
7.14 Пост откачной высоковакуумный «Пост-2», ЗАО НПП
«НИТИ-Наука», Россия
Внешний вид:

Назначение:
предназначена для обезгаживания, вакууммирования и герметизации
электровакуумных приборов.
Особенности оборудования: откачка приборов производится безмасляными средствами
откачки. При обезгаживании и вакууммировании приборов обеспечивается отсутствие
паров масла и др. органических загрязнений в системе откачки.
Технические характеристики:
|
Параметр
|
Значение
|
|
Предельный вакуум, Па
|
1.33·10-7
|
|
Время достижения
предельного вакуума, ч
|
не более 24
|
|
Натекание атмосферы, Вт
|
не более 6·10-10
|
|
Температура нагрева печей,
°С
|
до 300
|
|
Точность поддержания
температуры, °С
|
±5
|
|
Средства откачки
|
Цеолитовые и
магниторазрядный насосы
|
|
Количество рабочих камер,
шт
|
2
|
|
Рабочий объем печей, мм
|
|
диаметр
|
130
|
|
высота
|
180
|
|
Максимальная потребляемая
электрическая мощность, кВА
|
не более 6
|
Расчет производительности:
Время одного цикла: 60 минут
Производительность: 2 шт./ч
Сменная производительность: 16 изделий