Разработка методов плоскостного конструирования трикотажных плечевых изделий
Аннотация
В данной выпускной квалификационной работе была произведена разработка
методов плоскостного конструирования трикотажных плечевых изделий из
трикотажных полотен.
Выпускная квалификационная работа содержит шесть основных разделов:
аналитический, научно - исследовательский, технологический, технолого -
организационный, экономический и раздел безопасность жизнедеятельности.
В аналитическом разделе ― анализируется современное состояние и
перспективы развития текстильной промышленности России.
В научно-исследовательском разделе ― произведена разработка методов
плоскостного конструирования трикотажных плечевых изделий.
В технологическом разделе ― дано обоснование выбора ассортимента,
сырья, переплетения, оборудования, а также сконструированы лекала женских
блузок, и разработана технологическая цепочка их производства.
Технолого-организационный раздел ― регламентирует показатели
производительности оборудования и труда, время обработки изделия, количество
рабочих.
Экономический раздел ― посвящен определению основных
экономических показателей производства: расход сырья, себестоимость продукции,
прибыль, сроки окупаемости, экономическая эффективность.
Раздел безопасность жизнедеятельности ― посвящен определению оптимальных
условий труда персонала швейного предприятия, расчету освещенности, уровня шума
и др.
Abstrakt
In diesem letzten Qualifying Arbeit getan worden, um die
Methoden der planaren Design von Strickwaren aus Strickware zu entwickeln.
Graduate Arbeit umfasst sechs Hauptbereiche: analytische, wissenschaftliche -
Forschung, Technologie, Тehnologo - Organisations,
Wirtschafts und Life Safety Abschnitt.
In der Analyse Abschnitt - untersucht den aktuellen Stand und
die Perspektiven der Entwicklung der Textil-Industrie in Russland.
In der wissenschaftlichen - Forschung Abschnitt - gemacht, um
die Methoden der planaren Design von Strickwaren zu entwickeln.
Im Bereich Technologie
- eine Begründung für die Wahl Auswahl des Rohmaterials, weben,
Ausrüstung und Muster der Damenblusen entworfen und entwickelt einen
technologischen Kette der Produktion.
Tehnologo - Organizing Abschnitt
- regelt die Leistung der Geräte und Arbeitskräfte, die Verarbeitung
Zeit-Artikel, der Zahl der Arbeitnehmer.
Die wirtschaftliche Abschnitt - widmet sich der Definition
der wichtigsten wirtschaftlichen Indikatoren der Produktion: Rohstoffverbrauch,
die Kosten der Produktion, Gewinn, Amortisationszeit, Wirtschaftlichkeit.
Life Safety Section -
widmet sich der Definition der optimalen Arbeitsbedingungen des Personals
Kleidungsstück Unternehmen, die Berechnung von Licht, Geräuschen,
usw.
Введение
Для удовлетворения требований потребителей промышленность непрерывно
осваивает выпуск новых изделий. Перед трикотажно-швейной промышленностью
поставлены задачи, связанные с достижением высокой эффективности производства,
ростом производительности труда, повышением качества и улучшением ассортимента
трикотажных изделий.
Трикотажно-швейная промышленность в настоящее время имеет широкое
развитие в мире. Это объясняется экономичностью трикотажно-швейного
производства, обусловленного высокой производительностью вязального
оборудования, небольшими затратами на покупку швейного оборудования.
Ассортимент трикотажных изделий, выпускаемых российскими предприятиями,
широк: от бельевого трикотажа, до верхней одежды. Так, сегодня актуальны тонкие
водолазки и свитера, пуловеры, джемперы, платья-сарафаны, брючные набивочные
комплекты, жилеты, майки, футболки, топы.
Перед работниками трикотажно-швейной промышленности стоит задача -
обеспечить выпуск изделий высокого качества, отвечающих требованиям моды и
пользующихся большим спросом покупателей.
Для выполнения этой задачи наряду с разработкой разнообразных по
переплетениям, расцветкам и волокнистому составу трикотажных полотен необходимо
вести дальнейшие исследования в направлении совершенствования конструкции
трикотажных изделий с учетом комплексного использования свойств трикотажа.
Целью данной выпускной квалификационной работы является расширение
ассортимента женских трикотажных блузок, за счет использования различных
методов конструктивного моделирования, разработка трикотажных блузок,
отвечающих тенденциям моды и обладающих высоким качеством, выработанное на
современном
высокопроизводительном автоматизированном оборудовании.
1. Аналитический раздел
«Современное состояние текстильной промышленности России и тенденции ее
развития»
Текстиль на протяжении истории человечества остается главным приоритетом
бытия, потребностью человека и общества, удовлетворяя вначале утилитарные
нужды, затем все более и более широкие потребности. Среди главных приоритетов
21 века является именно текстиль, на первое место его поставили не только как
основную потребность общества, но и как наиболее распространенный и выгодный
вид бизнеса.
Ассортимент трикотажных изделий, выпускаемых российскими предприятиями,
широк: от предметов первой необходимости - бельевого трикотажа, до верхней
одежды, включая детские товары.
Спрос на трикотажные изделия стабилен, правда, подвержен сезонным
колебаниям, как по ассортименту, так и по сырью.
В годы централизованного управления экономикой российские трикотажники,
как и вся легкая промышленность, работали по госзаказам, их не беспокоило
товарная судьба выпускаемой продукции: сбыт, расширение номенклатуры,
конкурентоспособность. Уже тогда потребность населения в модной одежде, в том
числе из трикотажа, как правило, удовлетворялась за счет импорта, а
отечественная промышленность в основном контролировала производство продукции
для детей, людей пожилого возраста, социально незащищенных групп, государственные
нужды, то есть недорого.
Сейчас ситуация изменилась и покупатель все больше склоняется к
разнообразию выпускаемой одежды, комфортности, красоты и моды.
.1 Рынок текстильной промышленности в мире
Общий объем мирового рынка продукции текстильной промышленности
оценивается экспертами в $450 млрд. При этом потребление текстильной продукции,
одежды и обуви стабильно растет на 2 - 4% в год (в 2009 году рост составил
4,9%, в 2010 - 2,7%, в 2011 - 3%, в 2012 - 2,5%).
Важным фактором, влияющим на потребление текстильной продукции, является
ценовой. Снижение цен на текстиль, например, на 10%, влечет повышение уровня
его потребления на 0,4% [13].
Лидером мировой текстильной промышленности является Китай. Для этой
страны текстильная промышленность является одной из основ национальной
экономики. По различным оценкам к 2009 году Китай занимал 22 - 28% мирового
рынка, в настоящее время - около 35% рынка текстиля. Это связано с отменой
ограничений на импорт текстиля из развивающихся стран, что повлекло за собой резкий
рост импорта текстильной продукции из Китая и других стран Азии. В целом легкая
промышленность Китая, частью которой является текстильное производство,
формирует около 20% ВВП.
Финансовый кризис подверг текстильный сектор Китая испытаниям. Прежде всего,
производители одежды уже в 2010 г. ощутили рост расходов на рабочую силу и
ревальвацию национальной валюты ренминби, закрылись многие южно-китайские
фирмы. Резкие колебания цены нефти осложнили деятельность продуцентов текстиля.
Поэтому китайские власти принимают срочные меры помощи: поднимаются ставки
возврата для НДС на экспортируемые товары, реформируется налог с оборота, что
удешевляет инвестиции, по некоторым проектам предоставляются специальные
субсидии.
Замедление инвестиционной активности отразилось уже в 2010 г. на
уменьшении немецкого экспорта текстильного оборудования в КНР. Общий импорт
текстильных станков в Китай за первые 11 месяцев 2010 г. сократился по
сравнению с аналогичным периодом предыдущего года на
,9% - до $3,54 млрд. В наибольшей степени - на 24,5% - понизился ввоз
трикотажных машин, тогда как по машинам для производства нетканых материалов
рост составил 21,6% и для производства химических волокон - 11,4%.
В 2009 г. было мало инвестиционных проектов. Некоторые предприятия
концентрируют усилия на модернизации и автоматизации производства, чтобы
пережить финансовый кризис. Другие местные продуценты переносят свое
производство вглубь страны с более низкими производственными расходами. Таким
образом, некоторые экспорто-ориентированные текстильные и швейные фирмы
пытаются увеличить сбыт на внутреннем рынке, чтобы хотя бы частично
компенсировать сокращение своего экспорта. При этом они ориентируются скорее на
относительно платежеспособные средние слои городского населения. В 2009 г. оборот
розничной торговли в стране вырос на 21,5%.
Легкая промышленность также занимает значительное место в экономике
развитых стран, например в Германии, легкая промышленность составляет 6% от
ВВП, в Италии - 12%, в Португалии - около 22%, в США - около 4%. В последние
годы удельные потребительские расходы на одежду в европейских странах
уменьшились по сравнению с суммарным объемом розничных продаж. Емкость рынка
одежды в 27 странах ЕС выросла в 2005-2008 гг. только на 8,4% - до €299 млрд.,
в то время как объем розничной торговли в целом расширился на 20,1%.
На пять крупнейших рынков - Италии, Германии, Великобритании, Франции и
Испании - приходится 75,5% общего рынка одежды Евросоюза. Эта доля в
рассматриваемый период сократилась, т. к. продажи одежды на крупнейшем до сего
времени рынке Германии понизились на 3,2%, тогда как в остальных четырех
странах они возросли на 8,9%. Одновременно Италия заняла лидирующие позиции,
превратившись в крупнейший рынок одежды в Европе, сменив Германию. В 2010 г.
итальянцы израсходовали на одежду €57
млрд., что составило €974 на душу населения и, таким образом, на 43,7%
превысило аналогичный показатель расходов в Германии [14].
Наивысшие темпы роста в последнее время были отмечены на рынках одежды в
новых странах - членах ЕС из числа стран Центральной и Восточной Европы, а
также Балтии. В частности, Польша занимает уже 11 место среди крупнейших
европейских рынков одежды.
1.2 Проблемы российской текстильной промышленности
Переход экономики страны на рыночные отношения привел к резкому ухудшению
ситуации в текстильной промышленности.
Снижение платежеспособного спроса населения, углубление инфляционных
процессов, кризис неплатежей, вызвавший разбалансированность в сфере
производства и обращения, привели сначала к затовариванию, а затем и к
обвальному спаду производства.
Каждый год падение производства исчислялось несколькими десятками
процентов: в 1994 - 47%, в 1995 - 31% , в 1996 - 28%. Это в 6-7 раз выше, чем в
среднем по промышленности. В 1997 год текстильная промышленность вошла без
денег, 55% предприятий убыточны (сумма убытка 1,6 трлн. руб.). Кредиторская
задолженность, не считая задолженности по кредитам банков, превысила 11 трлн.
руб., что почти на 6 трлн. руб. больше долгов, причитающихся отрасли. А годовой
объем производства - 20 трлн. руб.
Условия труда на большинстве предприятий текстильной промышленности очень
сложные, а зарплата значительно ниже, чем в других обрабатывающих отраслях.
Каждый второй работник отрасли (почти 500 тыс. человек) работает неполное
рабочее время или находится в отпуске по инициативе администрации. На долю
отрасли приходится 21% всех потерь рабочего времени в промышленности.
За пять лет экономических реформ (1990-1995 гг.) падение объема
производства важнейших видов продукции в текстильной промышленности в 2 раза
превысило падение выпуска по промышленности в целом .
Непродуманное открытие внутреннего рынка привело к тому, что доля
импортных товаров в России доходит до 65-75% всего товарооборота.
Фактически, отечественная текстильная промышленность лишилась своего
рынка сбыта. Правительство, открыв внутренний рынок зарубежным
товаропроизводителям, тем самым нанесло экономический ущерб предприятиям
отрасли. В настоящий момент более половины рынка захвачено поставщиками
контрафактной продукции, российская легкая промышленность поставляет лишь
четверть общего количества покупаемого текстиля. Теневые товары, составляющие
почти 50% на российском рынке, часто являются не только некачественными, но и
опасными. Сырьевая база текстильной промышленности во многом зависит от
импорта: к примеру, хлопковое волокно полностью ввозится из-за рубежа.
Технико-технологические проблемы текстильной промышленности наиболее
сложны и связаны со спадом инвестиционной активности при крайне острой
потребности в инвестициях. Создание конкурентоспособной текстильной продукции
вызывает необходимость структурной технической перестройки, то есть требуются
значительные капитальные вложения, которыми не располагают предприятия отрасли.
Анализ технического состояния текстильного оборудования показал, что
износ основных фондов текстильной промышленности страны превышает 50%, а
коэффициент обновления оборудования в 2008-2010 годах не поднимался выше 3-4%,
тогда как в развитых странах он составляет не менее 15-17%. Такое устаревшее оборудование
не позволяет предприятиям выпускать современные ткани. Это ведет к тому, что в
итоге отечественные товары проигрывают импортным не только по цене, но и по
таким параметрам, как дизайн, эргономичность, качество.
В связи с этим инвестиционную политику необходимо основывать на коренной
реконструкции действующих предприятий, обеспечивающей снижение капиталоемкости,
материалоемкости, энергоемкости и трудоемкости текстильной индустрии [12].
1.3 Текстильная промышленность России на современном этапе.
Экономический кризис 2009 - 2010 гг. характеризовался наибольшей степенью
снижения объемов производства в России за период с 1994 г. По данным
Федеральной службы статистики, падение промышленного производства в России в
январе 2012 г. достигло 16% в годовом выражении после снижения на 10,3% в
декабре 2011 г. и на 8,7% в ноябре 2011 г. Значительное падение
продемонстрировала и легкая промышленность: влияние финансового кризиса в
России на себе ощутили практически все предприятия текстильной промышленности,
особенно работающие на внешнеэкономическом рынке. Даже самые крупные компании
сворачивают многие инвестиционные программы, всеми возможными путями сокращают
расходную часть своего бюджета, что, в свою очередь, влечет за собой массовые
увольнения и сокращение рабочих мест. В связи с существенным сокращением
экспорта нефти и газа из России, дающим в последние годы основную составляющую
бюджета страны, перед центральными и региональными органами стоит вопрос о
развитии обрабатывающих отраслей промышленности, которые начиная с 1991 г.
существенно снизили объемы производства. В свою очередь текстильная и легкая
промышленность понесла наибольший ущерб от невнимания к ней со стороны
правительства. В настоящее время в бюджет государства поступает не более 1%
доходов от легкой промышленности, аналогично и инвестиции составляют менее 1%.
В 2010 году, когда Россия уже ощутила влияние кризиса, производство
отечественного текстиля сократилось, согласно официальным данным Росстата,
почти на 12%. В январе-феврале 2011 г. индекс текстильного производства
составил 77,6% к январю-февралю 2012 г. (табл. 1.1.). Отмечалось снижение
общего объема производства тканей (76,3%), в том числе: хлопчатобумажных
(61,6%), шелковых (62,6%), шерстяных (76,4%), за исключением нетканых материалов
типа тканей (194,0%).
Таблица 1.1 Индексы текстильного и швейного производства в 2012 - нач.
2013 гг.
(в % к соответствующему периоду предыдущего года)
|
2012
|
2013
|
|
янв.
|
янв.- февр.
|
янв.- март
|
янв.- апр.
|
янв. -май
|
янв.- июнь
|
янв.- июль
|
янв.- авг.
|
янв.- сент.
|
янв.- окт.
|
янв.-нояб.
|
янв.- дек.
|
янв.
|
янв.- февр.
|
|
103,0
|
104,9
|
102,6
|
102,0
|
101,8
|
102,1
|
101,1
|
100,6
|
100,4
|
99,6
|
96,9
|
95,5
|
71,9
|
77,6
|

Рис. 1.1. Динамика текстильного и швейного производства в 2009-2013 гг.
Увеличилось производство трикотажных изделий (113,0%). На уровне
января-февраля 2009 г. сохранилось производство бельевого трикотажа (100,0%).
Резкое падение выпуска хлопчатобумажных тканей (61,6% - табл. 1.2.) во
многом обусловлено насыщением рынка постельного белья (80,7%), ростом импортных
цен на хлопковое волокно в связи с ростом курса доллара (111,9% в январе 2010
года по сравнению с январем 2009 года), резким падением объемов импорта волокна
(32,1%).
Продолжающееся снижение объемов производства шерстяных тканей (76,4%),
как и в предыдущие годы, обусловлено дефицитом и низким качеством
отечественного сырья, ростом импортных цен на высококачественную шерсть, не
производимую в России.
Падение производства льняных тканей (33,7%) связано с изменением
конъюнктуры внешнего рынка (резким сокращением экспорта и вынужденной
переориентацией на внутренний рынок).
Падение производства шелковых тканей (62,6%) обусловлено как
продолжающимся падением отечественного производства химволокон и нитей (46,1%),
так и ростом цен на импортные химволокна и нити в связи с ростом курса доллара.
Рост производства трикотажных изделий (113,0%) обусловлен
совершенствованием производства и ростом конкурентоспособности отечественных
товаров, а также снижением давления импорта со стороны стран дальнего зарубежья
(105,9% в феврале 2010 г. к февралю 2009 г.).
Падение производства одежды, выделки и крашения меха (89,0%) обусловлено
резким снижением производства костюмов рабочих и специального назначения
(73,8%), курток (включая рабочие) (71,6%), что связано с падением промышленного
производства (85,4%).
Тем не менее, в связи с сезонным переходом на производство одежды
весеннего ассортимента возросло производство плащей (137,7%.), платьев
(120,4%), пальто, полупальто (107,0%), брюк (106,5%).
Таблица 1.2 Производство важнейших видов продукции
|
Наименование продукции
|
Единица измерения
|
2012
|
2013
|
|
|
янв.
|
янв.-февр.
|
янв.-март
|
янв.-апрель
|
янв.-май
|
янв.-июнь
|
янв.-июль
|
янв.-авг.
|
янв.-сент.
|
янв.-окт.
|
янв.-ноя
|
янв.-дек
|
янв.
|
янв.-февр.
|
|
Ткани хлопчатобумажные
|
млн.кв.м
|
145
|
314
|
483
|
663
|
819
|
975
|
1136
|
1298
|
1457
|
1618
|
1751
|
1888
|
75,3
|
194
|
|
в % к соответствующему периоду предыдущего года
|
87,0
|
88,7
|
86,9
|
83,0
|
90,4
|
90,9
|
91,7
|
92,2
|
92,7
|
92,1
|
90,7
|
89,6
|
52,0
|
61,6
|
|
Изделия трикотажные
|
млн.штук
|
7,6
|
16,3
|
26,5
|
36,7
|
46,6
|
56,6
|
67,0
|
77,2
|
87,4
|
97,8
|
108
|
119
|
8,4
|
18,4
|
|
в % к соответствующему периоду предыдущего года
|
88,3
|
92,8
|
97,9
|
99,0
|
99,8
|
101,8
|
104,4
|
105,5
|
106,3
|
106,0
|
105,7
|
107,0
|
110,7
|
113,0
|
|
Обувь
|
млн.пар
|
4,0
|
8,6
|
14,0
|
19,7
|
24,6
|
29,1
|
33,2
|
37,3
|
42,3
|
47,5
|
51,6
|
55,6
|
3,2
|
7,2
|
|
в % к соответствующему периоду предыдущего года
|
101,1
|
102,2
|
105,6
|
109,0
|
108,6
|
110,3
|
108,9
|
105,3
|
105,0
|
104,7
|
103,6
|
102,5
|
79,7
|
83,3
|
Кроме того, рост производства отдельных видов швейных изделий связан как
с реализацией мер по технологической модернизации производства, так и с
возросшим потребительским спросом на модные потребительские товары с высокой
добавленной стоимостью.
К началу 2009 г. многие российские производители оказались в тяжелейшем
финансовом положении. Кризис повлек за собой много проблем: обесценивание
национальной валюты создало сложности поставщикам, рублевые цены резко
поднялись. В результате рост розничных цен на одежду может составить минимум
20-25%. При этом падение спроса из-за снижения покупательной способности может
составить 20-30% даже в средне ценовом сегменте.
Все предприятия вступают в борьбу за сохранение своих позиций или, того
хуже, за выживание. Именно в такие моменты остро ощущаются все недочеты и
слабые места в деятельности предприятий и менеджмента. Одной
из главных особенностей кризиса является своего рода процесс
естественного отбора, санации финансового сектора. Кризис уничтожает слабые и
неэффективные бизнес - цепочки и позволяет избавиться от излишнего груза,
ограничивающего развитие.
Ответ на кризис - увеличение объемов производства, экспансия за счет
сокращения маржи и развитие инноваций при участии государства. И наиболее
легкий путь возрождения легкой промышленности необходимо начать с развития
швейной промышленности, т. к. она является наиболее капиталоемкой и быстро
окупаемой. Кроме того, финансовый кризис еще более усугубил положение инноваций
из-за отсутствия необходимых инвестиций.
Правительство должно уделить должное внимание легпрому, необходима
реальная помощь на федеральном уровне, а именно:
● Должны быть полностью пресечены деятельность «теневиков» на рынке
товаров легкой промышленности и беспошлинный ввоз «теневых» товаров из-за
границы.
· Вывести из «теневого» бизнеса предприятия обувной, швейной и
трикотажной промышленности, которые работают на рынке, не выплачивая никаких
налогов.
· Правительству оказать финансовую поддержку в виде
долгосрочных кредитов тем предприятиям легкой промышленности, которые без
больших долгов выжили в настоящее время.
· Рассмотреть возможность национализации некоторых
градообразующих предприятий легкой промышленности с последующей их
приватизацией.
· Предусмотреть увеличение средств, выделяемых из федерального
бюджета для компенсации разницы между ставкой рефинансирования Центробанка РФ и
коммерческих банков предприятиям, закупающим сырье и материалы.
· Разработать дополнительные меры по поддержке малого бизнеса в
легкой промышленности, включая оборонный заказ.
· Создать некоммерческую лизинговую организацию с участием
государственного капитала в размере не менее 51% для осуществления лизинга
высокотехнологичного оборудования для легкой промышленности на льготных
условиях.
· Не допускать иностранные фирмы к тендерам на изготовление
бытовой и технической продукции отрасли для федеральных заказов.
· Правительству и региональным органам давать подтвержденные
гарантии на получение долгосрочных кредитов, способствующих инновациям и
диверсификации.
При выполнении перечисленных выше предложений по поддержке отрасли можно
ожидать, что существующий кризис отрасли может быть преодолен, а Россия станет
более самообеспеченной и самодостаточной.
На данный момент малый бизнес по сравнению с крупными предприятиями имеет
значительно больше возможностей по диверсификации производства и прежде всего
по выпуску продукции. Кроме того, и госзаказ теперь будет распределяться на
малые предприятия, что дает им дополнительные перспективы развития. Что
касается крупных предприятий, то господдержкой будут обеспечены только те
предприятия, годовой оборот которых превышает 15 млрд. руб. К сожалению, среди
предприятий текстильной и легкой промышленности с таким объемом не существует
ни одного производства.
И, конечно же, в таких условиях каждое предприятие предусматривает
введение антикризисного управления, что выражается в управлении, носящем
программный характер с четко выверенным планом действий, совпадающим с общей
стратегией предприятия и внешними факторами. Степень важности стратегического
управления предприятием возрастает в разы в условиях мирового финансового
кризиса. Собственникам и менеджерам всех уровней необходимо оперативно
реагировать на все изменения внешней среды, негативно влияющие на деятельность
бизнес - субъектов. Антикризисная стратегия управления и развития компании
носит индивидуальный характер и не может быть шаблонным решением. Существует
множество экспертов и столько же предложений по преодолению последствий кризиса
[14].
.4 О перспективах развития текстильной отрасли в России. Результаты
исследования
Службой маркетинга текстильного объединения «Монолит» в ноябре 2008г.
было проведено исследование о перспективах развития текстильной отрасли в
России.
Цель исследования - отразить существующее положение в текстильной отрасли
в условиях мирового экономического кризиса и сформировать тренд перспективного
развития.
В исследовании приняли участие 172 руководителя текстильных предприятий
из 24 городов России.
Результаты и выводы:
Все опрошенные руководители отметили, что мировой экономический кризис
повлиял на перспективы развития их бизнеса/компании.
В большей степени нестабильная экономическая ситуация затронула:
· маркетинг и продажи (36%), а именно: произошло падение
оптовых продаж в связи с нестабильным финансовым положением сетевых ритейлеров
и банкротством малых продавцов и частных предпринимателей; произошло
искусственное сокращение поставок платежеспособным клиентам из-за риска роста
дебиторской задолженности, агрессивная ценовая политика среди производителей
текстильной продукции.
· закупки и производство (29%), а именно: в связи с падением
продаж произошло снижение темпов производства и, как следствие, уменьшение
объемов закупок сырьевой базы; регулярные сбои в поставках импортного товара,
сужение ассортимента и рост себестоимости готовой продукции.
· человеческие ресурсы (23%), а именно: повсеместно происходит
сокращение рабочих мест, уникальная возможность получить
высококвалифицированных специалистов по невысокой цене; психологическая
нестабильность коллектива, страх потерять работу.
· технологическое развитие (7%), а именно: в связи с
ужесточением условий кредитования и нехваткой собственных оборотных средств,
произошла приостановка проектов по модернизации производства и сокращение
инвестиций в техническое оснащение компаний.
В большей степени управленческие решения распространились на:
· маркетинг и продажи (38%), а именно: активное привлечение
новых клиентов и удержание старых, встречи руководителей заинтересованных
сторон по вопросу эффективного сотрудничества; внедрение систем скидок, бонусов
и программ лояльности для ключевых клиентов; перезаключение договорных
отношений с учетом новых цен и объемов, организация отгрузок по предоплате и за
наличный расчет; проведение маркетинговых исследований, мониторинг цен и организация
стимулирующей рекламной кампании; ужесточенный контроль дебиторской
задолженности.
· закупки и производство (29%), а именно: произошло уменьшение
объемов закупок сырьевой базы, снижены темпы производства; регламентированы
поставки; анализ и оптимизация товарных остатков, сужен ассортимент.
· человеческие ресурсы (23%), а именно: оптимизация структуры
компании, сокращение менее квалифицированных сотрудников, поддержание
стабильной психологической атмосферы в коллективе, увеличение количества
рабочих совещаний, организация тренингов и аттестация персонала.
· технологическое развитие (7%), а именно: приостановка
инвестиционных проектов и модернизации производства, сокращение инвестиций в
техническое оснащение.
Перечень крайних мер, которые руководители готовы предпринять для
сохранения стабильности компании: оптимизация бюджета компании, сокращение
издержек по всем статьям, а именно - сокращение персонала и уменьшение
арендуемых площадей.
Мнение руководителей о развитии российского текстильного рынка на ближайшие
два года относительно:
· товарного ассортимента: произойдет сужение товарного
ассортимента в пользу наиболее востребованного и знакомого конечному
потребителю, смещение в сторону более простого и недорого товара - эконом - и
среднего класса.
· ценообразования: все руководители уверены в одном, что
произойдет повышение цен, вызванное инфляцией и ростом внутрифирменных
издержек.
· каналов дистрибуции, продажи: уменьшение объемов продаж в
связи с банкротством малых компаний, отсутствием финансирования сетевых
магазинов; жесткая конкурентная борьба более сильных игроков, перераспределение
долей во всех сегментах текстильного рынка.
· продвижения, рекламной активности: снижение рекламных
бюджетов, определенных на прямую рекламную активность, увеличение расходов на
стимулирующую рекламную информацию: скидки, программы лояльности, бонусные
системы, лотереи.
По самым оптимистичным прогнозам, в ближайшие полгода-год кризисные
явления будут нарастать, и чтобы вернуться к уровню прошлого года -
понадобится, по крайней мере, 5-6 лет. Поэтому самое главное - сохранить
профессионалов, работоспособные коллективы, технологии и, наконец, репутацию.
Выводы
1. Проведен обзор состояния рынка текстильной промышленности в мире,
который показал значимость отрасли в мире, тенденции ее развития и выявил
основные проблемы.
2. На основе анализа динамики развития и показателей производства
различных видов продукции российской текстильной промышленности на современном
этапе:
А) Выявлен рост трикотажного производства за последний год, который
составил порядка 19 %.
Б) Обнаружен ряд проблем в текстильной промышленности, которые
препятствуют развитию и конкурентоспособности продукции отечественного
производства. Главной проблемой по-прежнему остается исключительно широкое
распространение на рынке теневого импорта и подпольного производства изделий
текстильной промышленности.
. Предложены меры, ориентированные на решение проблем отрасли для
российских производителей и государственных структур.
. Проведенный анализ показал, что:
А) В целом, отечественные трикотажные производители имеют огромный
потенциал для своего развития и при грамотной политике имеют все шансы не
только выжить и составить достойную конкуренцию импортным товарам, но и выйти
на мировой рынок.
Б) Для развития отечественного трикотажного производства необходимо
провести меры для расширения выпускаемого ассортимента трикотажной продукции.
Следует уделить внимания существующим методикам конструирования одежды, а так
же конструктивному моделированию. Все эти меры приведут к увеличению
предложения. За увеличением предложения последует и увеличение спроса.
2. Научно-исследовательский раздел. «Разработка методов плоскостного
конструирования трикотажных плечевых изделий»
Характерной чертой конца XX
века является постоянно расширяющееся многообразие человеческой деятельности.
Все это обуславливает неизменно высокий спрос на разнообразную одежду.
Сфера производства одежды в настоящее время нуждается в
высококвалифицированных специалистах, способных в минимальные сроки проектировать
изделия, экономически целесообразные для производителя и удовлетворяющие
растущие культурные запросы потребителей. Проектирование новых моделей одежды -
это комплексное решение художественных, эргономических, технических,
технологических, экономических и других задач в процессе разработки эскизов,
макетов, чертежей, технологии изготовления и образцов изделий рациональных
размеров и форм в соответствии с предъявленными к ним требованиями.
Эффективность проектных процедур, оцениваемая сроками и качеством
разработки проекта, возрастает при использовании специалистами современных
методов создания одежды разнообразных форм, силуэтов и покроев.
Совершенствование методов проектирования одежды направлено в настоящее время на
их компьютеризацию.
Применение САПР не снижает требований к квалификации конструктора,
который должен:
иметь представление о конструктивных средствах решения различных форм и
покроев одежды, и об особенностях типовых покроев одежды;
знать размерную характеристику фигуры человека и принципы перехода от
размеров фигуры к размерам одежды, требования к внешней форме и конструкции
изделий различных видов и покроев, методы конструктивного моделирования путем
модификации БК, принципы построения чертежей лекал деталей и их градации;
уметь рассчитывать и строить Б К плечевой и поясной одежды, составлять
последовательность процедур модельной модификации БК и использовать
рациональные приемы конструктивного моделирования, строить чертежи лекал
деталей, выполнять градацию лекал;
иметь опыт разработки чертежей конструкции по эскизу модели, проведения
примерок макетов и изделий на манекене и фигуре человека, выявления
конструктивных дефектов одежды и устранения их с последующим уточнением
конструкции изделия.
Специальная литература по конструированию и моделированию одежды
необходима как для начинающих изучать эту область деятельности, так и для
имеющих квалификацию и опыт.
2.1 Конструирование одежды
Конструирование одежды в широком смысле означает разработку конструкций
различных моделей. В существующей практике процесс проектирования новых моделей
одежды подразделен на этапы:
- расчет и построение базовой конструкции (БК),
- конструктивное моделирование с использованием БК или какой-либо
исходной модельной конструкции (ИМК),
- разработка чертежей лекал новой модельной конструкции (МК). Отсюда в
узком смысле конструированием одежды можно называть разработку БК.
БК проектируют с целью многократности использования, поэтому при ее
расчете и построении предусматривают типовую форму и рациональные размеры
деталей, характерные для современной одежды классического стиля.
Разработку конструкции одежды выполняют расчетно-графическими методами,
которые различаются составом исходных данных, последовательностью и приемами
построения. В основе методик конструирования лежит использование измерений
фигуры человека и различных прибавок к ним с учетом силуэта, объема, формы и
удобства проектируемого изделия в динамике.
Опорой для одежды служит человеческая фигура, поэтому необходимо уметь
видеть и понимать взаимосвязь одежды с формой тела человека. В конструкции эта
взаимосвязь проявляется соотношением ее размеров с измерениями фигуры человека.
2.2 Размерная характеристика фигуры
Методики конструирования одежды базируются на измерениях тела человека,
получаемых в соответствии с требованиями государственных и отраслевых
стандартов. При разработке конструкции одежды на конкретную фигуру соблюдают
методику и технику измерений, предусмотренные стандартами; при проектировании
на типовую фигуру используют стандартные значения размерных признаков.
Полный перечень измерений для целей конструирования одежды может включать
до 70 размерных признаков, основную часть которых получают непосредственным
измерением фигуры; ряд признаков рассчитывают как разность измеряемых
признаков.
При проведении антропологических измерений используются следующие
инструменты: антропометр системы Мартина для определения линейных проекционных
измерений (высот, глубин), толстотный циркуль для определения диаметров,
полотняная сантиметровая лента для измерения дуговых поперечных и продольных
признаков(обхватов, ширин, длин и некоторых высот), линейки в качестве
вспомогательных инструментов.
Измерения выполняют при соблюдении определенных условий. Измеряемый
должен стоять прямо, без напряжения, сохраняя привычную осанку, с опущенными
вниз руками, пятками вместе, с расстоянием между носками ног 15 - 20 см,
установив голову в положении глазнично-ушной горизонтали. Дыхание должно быть
спокойным, чему способствует отвлечение внимания измеряемого легким разговором.
Точность измерений в первую очередь обусловлена квалификацией
специалиста, проводящего обмер фигуры.
Для получения достаточно точных данных измерения производят, ориентируясь
на антропометрические точки, большинство которых соответствует ясно выраженным
и легко определяемым образованиям скелета. При измерении женской фигуры для
целей конструирования используют следующие точки:
верхушечная - высшая точка темени при постановке головы в положение
глазнично-ушной горизонтали;
шейная - вершина остистого отростка седьмого шейного позвонка;
точка основания шеи - пересечение линии обхвата шеи с условной
вертикальной плоскостью, рассекающей плечевой скат пополам;
ключичная - высшая точка грудинного конца ключицы;
плечевая - точка на пересечении верхне - наружного края акромиального
отростка лопатки с условной вертикальной плоскостью, рассекающей область
плечевого сустава пополам;
лучевая - верхняя точка головки лучевой кости;
сосковая - наиболее выступающая вперед точка грудной железы;
коленная - центр коленной чашечки;
передний угол подмышечной впадины - высшая точка дуги, образованной
передним краем подмышечной впадины при опущенной руке;
задний угол подмышечной впадины - высшая точка дуги, образованной задним
краем подмышечной впадины при опущенной руке;
ягодичная - наиболее выступающая точка ягодицы;
точка высоты линии талии - точка на наиболее вдавленной части боковой
поверхности туловища на середине расстояния между нижним ребром и гребнем
подвздошной кости.
В государственных стандартах каждому размерному признаку присвоен
порядковый номер (рис. 2.1; 2.2), в отраслевых стандартах кроме того
предусмотрено условное обозначение размерных признаков прописными буквами с
подстрочными индексами. Прописные буквы означают вид измерения: В - высоты; Д -
длины, расстояния и продольные дуги; О - обхваты (периметры); С - полуобхваты;
Р - рост; Ш - ширины, поперечные дуги; Ц - расстояния между центрами; d - диаметры; Г - глубины. Индексы
обозначают места измерений.
Ряд поперечных дуговых размерных признаков измеряют полностью (обхваты -
шеи, груди, талии, бедер; ширины - спины, груди; расстояние между центрами
грудных желез), но записывают в половинном размере (Сш, Сг,
Ст, Сб, Шс, Шг, Цг), что
упрощает расчет конструкции одежды.
Отдельные авторы методик конструирования одежды применяют дополнительные
размерные признаки, не предусмотренные стандартами, но получаемые расчетным
путем с использованием стандартных измерений.
- Рост (Р). Измеряют по вертикали расстояние от пола до верхушечной
точки.
- Вертикальный диаметр руки (dв.p). Определяют
вычитанием величины размерного признака 11 из величины размерного признака 5.
71 - Расстояние от линии талии до колена (Дт.к). Определяют
как разность размерных признаков 9 и 26.
Действующие в настоящее время отраслевые стандарты "Размерные
признаки для проектирования одежды" - ОСТ-325-86 и ОСТ-326-81, необходимые
для массового производства мужской и женской одежды, предусматривают средние
значения размерных признаков для каждого типа фигур, рассчитанные для мужчин и
женщин от трех ведущих признаков. В качестве ведущих приняты: рост и обхват
груди третий, а также полнотные признаки - обхват талии для мужчин и обхват
бедер для женщин. В таблице 2.1 приведены измерения типовых женских фигур
второй полнотной группы
.
Рис. 2.1. Схема измерений высот точек и обхватов.
Рис. 2.2. Места измерений размерных признаков по поверхности тела.
Таблица 2.1 Измерение типовых фигур женщин
|
Стандартный номер размерного признака
|
Наименование измерений
|
Условное обозначение
|
Рост (1)
|
Размеры (вторая полнотная группа)
|
Примечание
|
|
|
|
|
|
Обхват груди третий (16) - обхват бедер (19)
|
|
|
|
|
|
|
88 - 96
|
|
|
1
|
2
|
3
|
4
|
5
|
6
|
|
Для построения конструкции плечевых изделий
|
|
9
|
Высота коленной точки
|
Вк
|
158 164 170 176
|
43,5 45,4 47,2 -
|
Измеряют по вертикали от пола до коленной точки.
|
|
10
|
Высота шейной точки
|
Вш.т
|
158 164 170 176
|
135,3 140,8 146,3 -
|
Измеряют по вертикали расстояние от пола до шейной точки.
|
|
13
|
Полуобхват шеи
|
Сш
|
158 164 170 176
|
17,6 17,7 17,8 -
|
Лента сзади проходит непосредственно над шейной то-чкой,
сбоку и спереди идет по основанию шеи, касаясь нижним краем ключичных точек и
замыкается над яре-мной вырезкой. Размер читается по нижнему краю ленты.
|
|
15
|
Полуобхват груди второй
|
Сг2
|
-
|
46,4
|
По спине лента проходит горизонталь но, касаясь верх-ним
краем задних углов подмышечных впадин, затем по подмышечным впадинам в
плоскости косого сече-ния. Спереди лента проходит через выступающие точ-ки
грудных желез и замыкается на правой стороне гру-ди. Обхваты груди первый и
второй следует измерять один за другим, не допуская сдвига сантиметровой
ленты на спине.
|
|
16
|
Полуобхват груди третий
|
Сг3
|
-
|
44
|
|
18
|
Полуобхват талии
|
Ст
|
158 164 170 176
|
34,4 33,8 33,2 -
|
Лента проходит горизонтально вокруг туловища на уровне
линии талии.
|
|
19
|
Полуобхват бедер с учетом выступа живота
|
Сб
|
-
|
48,0
|
Лента проходит на уровне ягодичных точек горизонтально
вокруг туловища, спереди по гибкой пластине, приложенной вертикально к животу
для учета его выступа, и замыкается на правой стороне туловища.
|
|
25
|
Расстояние от линии талии до пола сбоку
|
Дсб
|
158 164 170 176
|
101,4 105,7 101,0 -
|
Измеряют расстояние от точки высоты линии талии по боковой
поверхности бедра через наиболее выступающую область бедра и далее
вертикально до пола.
|
|
26
|
Расстояние от линии талии до пола спереди
|
Дсп
|
158 164 170 176
|
99,5 103,6 107,7 -
|
Измеряют расстояние от линии талии через наиболее выступающую
точку живота и далее вертикально до пола.
|
|
27
|
Длина ноги по внутренней поверхности
|
Дн
|
158 164 170 176
|
73,3 76,9 80,5 -
|
Измеряют по внутренней поверхности ноги от промежности до
пола при слегка раздвинутых ногах.
|
|
28
|
Обхват плеча
|
Оп
|
158 164 170 176
|
27,7 27,5 27,3 -
|
Измеряют перпендикулярно оси плеча. Верхний край ленты
касается заднего угла подмышечной впадины. Ленту замыкают на наружной
поверхности руки.
|
|
31
|
Ширина плечевого ската
|
Шп
|
158 164 170 176
|
12,9 13,1 13,3 -
|
Измеряют от точки основания шеи по середине плечевого ската
до плечевой точки.
|
|
35'
|
Высота груди от точки основания шеи
|
Вг1
|
158 164 170 176
|
25,2
|
Измеряют от точки основания шеи до выступающей точки
грудной железы.
|
|
35''
|
Высота груди вторая (от линии обхвата груди первого)
|
Вг2
|
158 164 170 176
|
9,5 9,3 9,1 -
|
Измеряют от метки на линии обхвата груди первого спереди
(см. размерный признак 14) до выступающей точки грудной железы.
|
|
39
|
Высота проймы сзади (от шейной точки до линии Ог1 и Ог2)
|
Впр.з
|
158 164 170 176
|
17,1 17,5 17,9 -
|
Измеряют от шейной точки до верхнего края гибкой пластины,
которая должна касаться верхним краем меток, сделанных на лопатках при
измерении обхватов груди первого и второго (см. размерный признак 14).
|
|
40
|
Длина спины до талии (от шейной точки с учетом выступа
лопаток)
|
Дт.с
|
158 164 170 176
|
39,0 40,1 41,2 -
|
Измеряют от линии талии вдоль позвоночника через тонкую
пластину шириной до 2 см, наложенную на выступающие точки лопаток
|
|
41
|
Высота плеча косая
|
Вп.к
|
158 164 170 176
|
41,9 42,8 43,7 -
|
Из меряют по кратчайшему расстоянию от пересечения линии
талии с позвоночником до плечевой точки. Признаки 40 и 41 измеряют один за
другим.
|
|
43
|
Длина спины до талии (от точки основания шеи)
|
Дт.о
|
158 164 170 176
|
41,7 42,9 44,1 -
|
Лента проходит от линии талии сзади до точки основание шеи
параллельно позвоночнику.
|
|
45
|
Ширина груди
|
Шг
|
158 164 170 176
|
16,3 16,5 16,7 -
|
Измеряют над основанием грудных желез между вертикалями,
проведенными вверх от передних углов подмышечных впадин. Лента лежит
горизонтально непосредственно над линией обхвата груди первого.
|
|
45'
|
Ширина груди большая
|
Шг.б
|
158 164 170 176
|
18,6 18,7 18,8 -
|
Измеряют сантиметровой лентой на уровне выступающих точек
грудных желез между вертикалями, проведенными вниз от передних углов
подмышечных впадин.
|
|
46
|
Расстояние между центрами грудных желез
|
Цг
|
158 164 170 176
|
9,6 9,5 9,4 -
|
Измеряют расстояние между выступающими точка грудных желез.
|
|
47
|
Ширина спины
|
Шс
|
158 164 170 176
|
17,3
|
Измеряют между задними углами подмышечных впадин
непосредственно над линией обхвата груди первого и второго. Лента лежит
горизонтально.
|
|
57
|
Передне - заднии диаметр руки
|
dп.з.р
|
158 164 170 176
|
10,1 10,0 9,9 -
|
Измеряют горизонтально на уровне заднего угла подмышечной
впадины.
|
|
61
|
Длина талии спереди (от точки основания шеи)
|
Дт.п
|
158 164 170 176
|
42,0 43,0 44,0 -
|
Измеряют расстояние от точки основания шеи через
выступающую точку грудной железы и далее до линии талии или рассчитывается
разность величин размерных признаков 43 и 44.
|
|
62
|
Длина руки до локтя
|
Др.лок
|
158 164 170 176
|
30,4 31,6 32,8 -
|
Измеряют расстояние от плечевой точки до лучевой.
|
|
68
|
Длина руки до запястья
|
Др.зап
|
158 164 170 176
|
53,3 55,2 57,1 -
|
Определяют вычитанием величины размерного признака 11 из
величины размерного признака 5.
|
|
70
|
Длина от шейной точки до колена
|
Дш.к
|
158 164 170 176
|
91,8 95,4 99,0 -
|
Определяют как разность размерных признаков 9 и 10.
|
|
Для выполнения технических рисунков и контроля конструкций
различных моделей
|
|
|
|
|
|
|
3
|
Высота ключичной точки
|
Вк.т
|
158 164 170 176
|
130,0 135,2 140,4 -
|
Измеряют по вертикали расстояние от пола до ключичной
точки.
|
|
4
|
Высота точки основания шеи
|
Вт.о.ш
|
158 164 170 176
|
134,2 139,5 144,8 -
|
Измеряют по вертикали расстояние от пола до точки основания
шеи.
|
|
5
|
Высота плечевой точки
|
Вп.т.
|
158 164 170 176
|
129,2 134,3 139,4 -
|
Измеряют по вертикали расстояние от пола до плечевой точки.
|
|
6
|
Высота сосковой точки
|
Вс.т
|
158 164 170 176
|
114,6 119,7 124,8 -
|
Измеряют по вертикали расстояние от пола до выступающей
точки грудной железы.
|
|
7
|
Высота линии талии
|
Вл.т
|
158 164 170 176
|
98,6 102,8 107,0 -
|
Измеряют по вертикали расстояние от пола до линии талии.
|
|
11
|
Высота заднего угла подмышечной впадины
|
Вз.у
|
158 164 170 176
|
118,8 123,8 128,8 -
|
Измеряют по вертикали расстояние от пола до заднего угла
подмышечной впадины.
|
|
12
|
Высота подъягодичной складки
|
Вп.с
|
158 164 170 176
|
70,4 73,8 77,2 -
|
Измеряют расстояние от пола до середины подъягодичной
складки.
|
|
14
|
Полуобхват груди первый
|
Ог1
|
158 164 170 176
|
42,7 42,9 43,1 -
|
По спине лента идет горизонтально, верхним краем касаясь
задних углов подмышечных впадин, затем по подмышечным впадинам, спереди лента
проходит над основанием грудных желез и замыкается на правой стороне груди.
По верхнему краю ленты делают отметки над выступающей точкой грудной железы и
сзади на лопатках.
|
|
17
|
Полуобхват груди четвертый
|
Ог4
|
158 164 170 176
|
38,4 38,2 38,0 -
|
Измеряют только у женщин. Лента проходит горизонтально
вокруг туловища непосредственно под основанием грудных желез и замыкается на
правой стороне груди.
|
|
20
|
Полуобхват бедер без учета выступа живота
|
Об1
|
158 164 170 176
|
46,8 47,1 47,4 -
|
Лента проходит на уровне ягодичных точек горизонтально
вокруг туловища и замыкается на правой стороне.
|
|
21
|
Обхват бедра
|
Обед
|
158 164 170 176
|
54,0 54,6 55,2 -
|
Лента проходит вокруг бедра, касаясь верхним краем
подъягодичной складки, и замыкается на наружной поверхности бедра.
|
|
29
|
Обхват запястья
|
Озап
|
158 164 170 176
|
15,8 15,9 16,0 -
|
Измеряют перпендикулярно оси предплечья по лучезапястному
суставу через головку локтевой кости. Ленту замыкают на наружной поверхности
руки.
|
|
34
|
Высота проймы спереди (от шейной точки до линии Ог1)
|
Впр.п
|
158 164 170 176
|
24,1 24,4 24,7 -
|
Измеряют от шейной точки через точку основания шеи до
отметки на линии обхвата груди первого спереди (см. размерный признак 14).
|
|
35
|
Высота груди
|
Вг
|
158 164 170 176
|
33,6 33,7 33,8 -
|
Измеряют от шейной точки через точку основания шеи до
выступающей точки грудной железы.
|
|
36
|
Длина талии спереди (от шейной точки)
|
Дт.п
|
158 164 170 176
|
50,4 51,5 52,6 -
|
Измеряют от шейной точки через точку основания шеи,
выступающую точку грудной железы до линии талии. Признаки 34...36 следует
измерять один за другим.
|
|
38
|
Дуга через высшую точку плечевого сустава
|
Дп
|
158 164 170 176
|
30,1 30,4 30,7 -
|
Измеряют в вертикальной плоскости от уровня заднего угла
подмышечной впадины через наивысшую точку плечевого сустава до уровня заднего
угла под передним углом.
|
|
44
|
Дуга верхней части туловища через точку основания шеи
|
Дт.т
|
158 164 170 176
|
83,7 85,9 88,1 -
|
Лента проходит параллельно позвоночнику от линии талии до
линии талии спереди, касаясь точки основания шеи, спереди через выступающую
точку грудной железы.
|
|
50
|
Обхват колена в согнутом положении ноги
|
Ок.с
|
158 164 170 176
|
35,8 36,6 37,4 -
|
Лента проходит по подколенной ямке через коленную точку и
замыкается спереди. Нога согнута под углом 90°.
|
|
53
|
Плечевой диаметр
|
dп.л
|
158 164 170 176
|
35,8 36,6 37,4 -
|
Измеряют спереди расстояние между плечевыми точками без
деформации мягких тканей.
|
|
54
|
Поперечный диаметр шеи
|
dш
|
-
|
11,2
|
Измеряют расстояние между точками основания шеи.
|
|
55
|
Поперечный диаметр талии
|
dт
|
-
|
23,1
|
-
|
|
56
|
Поперечный диаметр бедер
|
dб
|
158 164 170 176
|
32,2 32,7 33,2 -
|
-
|
|
58
|
Переднее - задний диаметр обхвата груди второго
|
dп.з.г
|
-
|
23,9
|
Одну линейку антропометра накладывают на выступающие точки
грудных желез, другую - на обе лопатки на уровне обхватов груди первого и
второго.
|
|
74
|
Положение корпуса
|
Пк
|
158 164 170 176
|
6,2 6,3 6,4 -
|
Измеряют по горизонтали расстояние от шейной точки до
вертикальной плоскости, касательной наиболее выступающих назад точек обеих
лопаток.
|
|
78
|
Глубина талии первая
|
Гт1
|
158 164 170 176
|
5,0 5,3 5,6 -
|
Измеряют по горизонтали расстояние от вертикальной
плоскости, касательной к выступающим точкам лопаток, до линейки, приложенной
горизонтально к продольным мышцам спины на уровне линии талии.
|
|
79
|
Глубина талии вторая
|
Гт2
|
158 164 170 176
|
5,1 5,2 5,3 -
|
Измеряют по горизонтали расстояние от вертикальной
плоскости, касательной к ягодичным точкам, до линейки, приложенной
горизонтально к продольным мышцам спины на уровне линии талии.
|
|
|
|
|
|
|
|
|
|
|
.3 Размеры одежды и конструктивные прибавки
Первое зрительное впечатление, которое мы получаем при рассматривании
одежды, вытекает из степени ее объемности, характера ее силуэта и контуров.
Размеры конструкции одежды в целом и по участкам определяют в
соответствии с размерами фигуры и степенью свободы изделия относительно тела
человека.
На участках, расположенных ниже опорной поверхности, между одеждой и
телом человека образуются воздушные зазоры. Разность между внутренними
размерами одежды o и
соответствующими размерами одеваемой фигуры называют прибавками на свободное
облегание (Пс).
Прибавки Пс, без которых невозможно использовать изделие из
нерастяжимых материалов называют минимально необходимыми (Пс.мин).
Такие прибавки должны обеспечивать свободу дыхания (по линии груди), свободу
движения (например, по линии колена в брюках), наличие воздушной прослойки для
вентиляции пододежного пространства (в одежде из материалов с низкими
гигиеническими показателями). В бытовой плечевой одежде в первую очередь
контролируют ее размер по линии груди, поэтому минимально необходимую прибавку
для нее устанавливают с учетом изменения полуобхвата груди при глубоком вдохе
(около 2,5 %).
В промышленных конструкциях учитывают возможное отклонение обхвата груди
конкретного потребителя от типового значения, увеличивая прибавку к полуобхвату
на половину интервала безразличия.
В практике конструирования бытовой одежды различных видов и силуэтов
пользуются рекомендациями моделирующих организаций, в которых приводятся
значения конструктивных прибавок без разделения их на Пс и Пп
(табл.2.2). С использованием рекомендуемых прибавок проектируют базовые
конструкции (БК). В модельных конструкциях (МК) прибавки могут отличаться от
базовых значений. Переход от БК к МК осуществляют, используя приемы
конструктивного моделирования.
Таблица 2.2 Конструктивные прибавки для плечевой одежды различных видов и
силуэтов
|
Вид одежды и силуэт
|
Пг, см
|
Пт, см
|
Пб, см
|
Поп, см
|
|
Платье (блузка)
|
|
Прилегающий
|
2 - 4
|
2,5 - 4
|
не менее 2,5
|
5 - 7
|
|
Полуприлегающий
|
3 - 5
|
4 - 7
|
не менее 2,5
|
6 - 8
|
|
Прямой
|
5 - 8
|
-
|
по модели
|
7 - 9
|
|
Жакет
|
|
Прилегающий
|
3 - 5
|
3 - 5
|
3,5 - 5
|
7 - 8
|
|
Полуприлегающий
|
5 - 8
|
8 - 10
|
4 - 5
|
8 - 10
|
|
Прямой
|
6 - 9
|
-
|
по модели
|
9 - 11
|
|
Пальто
|
|
Прилегающий
|
5 - 6
|
3 - 7
|
не менее 5
|
9 - 10
|
|
Полуприлегающий
|
6 - 9
|
9 - 11
|
не менее 6
|
10 - 11
|
|
Прямой
|
8 - 10
|
-
|
по модели
|
10 - 12
|
|
Трапециевидный
|
-
|
по модели
|
10 - 12
|
|
Примечание: Пг, Пт, Пб проектируют к половине ширины
изделия, Поп - к полной ширине рукава.
|
2.4 Расчет и построение базовой конструкции плечевой одежды
(спинка, перед)
Термин конструкция (от лат. constructio - составление, построение) применительно к одежде означает
ее устройство, основными характеристиками которого являются силуэт, покрой,
взаиморасположение деталей, их конструктивное построение, вид соединительных
швов и материалов.
Расчет и построение конструкции одежды начинают с определения основных размеров
изделия по длине и ширине, т.е. с построения базисной сетки чертежа.
2.4.1 Базисная сетка чертежа
Горизонтали и вертикали базисной сетки чертежа располагают в соответствии
с основными измерениями фигуры и с учетом прибавок к ним см. рис. 2.3. Линии
сетки называют конструктивными, места их пересечений - основными
конструктивными точками.
Горизонтали базисной сетки. Исходной горизонтальной линией чертежа
является плечевая горизонталь А1 - А2. Положение подмышечной горизонтальной
линии Д1 - Д2, определяемое с использованием измерения Впр.з,
соответствует уровню заднего угла подмышечной впадины; наличие горизонтали Д1 -
Д2 на чертеже БК позволяет оперативно оценивать меру свободы проймы по глубине,
т.е. прибавку Пс, Пр. Положение линии талии Т1 - Т2 определяют,
рассчитывая продольный отрезок А1 - Т1.
При расчете продольных конструктивных отрезков используют прибавки по
длине. Их величины устанавливают, принимая во внимание толщину материалов и
предусматривая технологическую усадку основного материала по длине
рассчитываемого участка в процессе изготовления изделия. Усадку для каждого
нового вида материала определяют экспериментально. Прибавки по длине переда
устанавливают с учетом наличия застежки.
При построении базисной сетки изделия прилегающего или полуприлегающего
силуэта, неотрезного по линии талии, целесообразно слегка завышать положение
горизонтали Т1 - Т2 (на 1 - 1,5 см), что позволяет избегать ошибок при
оформлении криволинейных контуров вытачек и боковых срезов, формирующих силуэт
изделия.
Положение нижней горизонтали сетки Н1 - Н2 устанавливают по модели,
ориентируясь на какой-либо антропометрический уровень (линию бедер, колена,
уровень пола), поэтому прибавка по длине изделия Пд и может быть со
знаками ±.
Вертикали базисной сетки. Исходной вертикальной линией чертежа является
средняя задняя вертикаль А1 - Н1 (см. рис. 2.3). Положение средней передней
вертикали А2 - Н2 определяют, рассчитывая ширину базисной сетки.
Прибавки по ширине плечевого изделия на основных конструктивных уровнях
БК принимают в соответствии с рекомендациями (см. табл. 2.2).
Ширину базисной сетки спинки и переда обычно рассчитывают относительно
максимального полуобхвата груди (Ог2), особенно это важно для
изделия с небольшой прибавкой Пг2 по линии груди, например, для БК платья.
Ширину сетки выше линии груди разделяют на три участка: спинка Д1 - Д3,
пройма Д3 - Д4, перед Д4 - Д2. Через точку Д3 проводят вертикаль проймы спинки,
через точку Д4 - вертикаль проймы полочки.
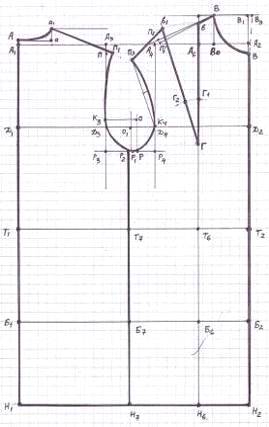
Рис. 2.3 Схема обозначения конструктивных точек
Построение верхних контурных линий
Верхними срезами чертежа являются горловина, плечевые срезы спинки и
переда, плечевая вытачка спинки и верхняя вытачка переда, а также пройма.
Горловина спинки. Ширину горловины А - а (рис. 2.3) рассчитывают с
использованием измерения Сш.
Если ширину горловины рассчитать без прибавки Пш.г.с, линия
горловины изделия пройдет на фигуре через точку основания шеи; такая горловина
не удобна. Степень расширения горловины необходимо учитывать далее при
определении длины плечевого шва.
Высоту горловины а - а1 определяют через непосредственные измерения Дт.с
и Дт.с1.
Основание горловины А - а в любой конструкции должно быть
перпендикулярным к средней линии спинки с целью обеспечения горизонтальности среднего
участка контура горловины целой спинки на фигуре человека. При отклонении
средней линии спинки от вертикали сетки (на чертеже) основание горловины
отклоняется от горизонтали чертежа.
Плавную кривую контура горловины проводят по специальному лекалу с
соблюдением сопряженности контура с отрезком.
Плечевой срез спинки. Высшей точкой плечевого среза спинки является
вершина горловины а1. Методы определения положения наружного конца плечевого
среза П1, обеспечивающие необходимую точность построения, различаются составом
используемых измерений.
Плечевая вытачка. На линии А1 - А2 намечают положение линии вытачки
относительно горловины точку А3.
При введении вытачки и соответствующем удлинении плечевого среза
необходимо сохранять найденную высоту точки П1 относительно подмышечной
горизонтали Д1 - Д3. С этой целью точку перемещают в положение по дуге радиуса
на расстояние, равное раствору вытачки.
Раствор плечевой вытачки для выпрямленной фигуры (Пк < 5см)
- 1,5...2 см, для сутуловатой (Пк > 7см) - 3,5...4 см. Длина
вытачки, соответственно, меньше или больше 7...8 см
Горловина переда. Ширину горловины переда В3 - В устанавливают,
проектируя ее соотношение с шириной горловины спинки А - а, которое зависит от
вида изделия и размера фигуры.
В жакетах горловину переда делают равной, в пальто - шире горловины
спинки на 0,5...1,5 см в зависимости от толщины пакета полочки и необходимости
размещения нижележащих слоев одежды. Глубина горловины больше ее ширины на 1
см:
Плечевой срез и верхняя вытачка переда. Наклоны плечевых срезов спинки и
переда должны быть равны. Простейшим способом проектирования наклона плечевого
среза переда является использование треугольника с чертежа спинки. Точку а1
совмещают с вершиной плечевого среза в1 переда, катеты ориентируют в вертикальном
и горизонтальном направлениях чертежа.
Раствор вытачки откладывают на линии основания грудной железы, положение
которой намечают дугой радиуса.
Величину раствора вытачки рассчитывают как разность ширин груди Шг.б
и Шг. Практика использования такого расчета показала, что в
конструкциях малых и средних размеров эту разность ширин необходимо
увеличивать.
Проектируемую разность длин плечевых срезов спинки и переда используют
при изготовлении изделия в качестве посадки плечевого среза спинки. Эту посадку
не следует суммировать с плечевой вытачкой, увеличивая ее раствор и
соответственно удлиняя. При замене части раствора плечевой вытачки посадкой
смягчается форма спинки в области выпуклости лопаток, равномернее
распределяется прибавка по ширине спинки.
Пройма. Вершинами проймы являются точки наружных концов плечевых срезов
П1 и П3. Основание проймы располагают ниже подмышеч-ной горизонтали, выбирая
значение прибавки Пс, Пр.
Верхние участки контура проймы оформляют закономерными кривыми второго
порядка с использованием проективного дискриминанта.
Боковые срезы и вытачки на талии
С целью формирования силуэта изделия в БК проектируют продольные линии
членения. В изделиях приталенного силуэта из-за большой разности ширин по
линиям груди и талии для решения формы используют: средний шов спинки,
смещенный к вертикали проймы спинки боковой шов, не менее двух вытачек по линии
талии переда или одну вытачку и отрезной бочок. Если спинка со швом посередине,
то среднюю линию отклоняют от вертикали на линии бедер до 1 см в женских
изделиях и до 2,5 см - в мужских. С целью удлинения центральной части спинки
отклонение средней линии от вертикали используют и в изделиях с целой спинкой.
Боковые срезы. Боковой шов изделия прямого силуэта располагают обычно по
середине ширины проймы. В изделиях полуприлегающего силуэта боковую вертикаль
Р2 - Н7 (см. рис. 2.3) смещают в сторону спинки, располагая ее вершину Р2 на
расстоянии отрезка 0,15…0,5Шпр.
Боковые срезы при необходимости используют для расширения или небольшого
заужения изделия по линии низа.
Большее расширение по линии низа получают введением дополнительных
членений или другими методами конструктивного моделирования (раздел 2.6).
.5 Конструирование втачного рукава
Характеристика внешней формы и конструкции втачного рукава
Форма традиционного классического втачного рукава в той или иной мере
повторяет абрис свободно опущенной руки человека. Для руки человека типового
телосложения характерно отвесное положение плеча и определенный угол между
плечом и предплечьем.
Важной характеристикой формы классического рукава является гладкость его
поверхности при статическом положении естественно опущенной руки. Причем,
гладкой (без каких-либо складок и заломов) должна быть как внешняя сторона
рукава, так и соприкасающаяся со станом изделия внутренняя сторона рукава.
Поверхность оката рукава должна быть также гладкой, независимо от степени
его наполненности. Традиционный классический рукав невозможно соединить с
проймой без посадки по окату. Величина этой посадки и определяет наполненность
и форму оката. При большой посадке наполненный окат рукава может слегка
возвышаться над плечом.
Втачные рукава разнообразны по форме и количеству составных частей В
зависимости от степени свободы облегания различают рукава: узкие, нормальные,
широкие и расширенные (внизу, вверху, внизу и вверху). Б К узкого и нормального
по ширине рукава получают путем расчета и построения.
Исходная информация для конструирования втачных рукавов
Для конструирования рукавов используют следующие исходные данные:
- размерные признаки фигур;
- размеры готового изделия, определяемые по модели (ширина рукава внизу -
Шр,н), в соответствии со шкалами типовых длин (длина рукава - Друк)
или на основе конструкции спинки и полочки (Шпр, Впр, Дпр);
- конструктивные прибавки (к обхвату плеча Поп, запястья По.зап,
на огибание шва втачивания рукава Пог);
- технологические припуски на уработку (Пу) по длине и ширине
рукава.
Значение прибавок и припусков выбирают в соответствии с модным
направлением, анализируя размеры готовых изделий современных конструкций или
ориентируясь на имеющиеся рекомендации.
На форму, размеры и эксплуатационные показатели рукава заметное влияние
оказывают параметры проймы изделия. При малой ширине проймы невозможно
спроектировать качественный классический рукав. Излишняя глубина проймы снижает
динамические показатели изделия.
Рис. 2.4 Схема обозначения конструктивных точек.
2.6 Конструктивное моделирование одежды
Конструктивным моделированием (КМ) называется модификация (видоизменение)
исходной конструкции изделия с целью изменения ее модельных характеристик
(формы, покроя, характера поверхности, линий членения и т.д.).
КМ выполняют, работая с шаблонами деталей исходной конструкции (ИК) или
непосредственно на чертеже ИК.
Наиболее простой является модификация без изменения формы изделия, что
означает сохранение конфигурации контурных линий основных деталей ИК.
КМ второго вида предполагает изменение силуэта модели без изменения
объемной формы в области опорных участков (в плечевой области и по линии груди
для плечевой одежды), при этом используются приемы конического и параллельного
расширения деталей, подвергается преобразованию конфигурация контуров деталей
(средняя линия спинки, боковые срезы, рельефы, срезы рукава и т.п.).
Полное изменение объемной формы (третий вид КМ) включает: изменение и
перераспределение в соответствии с эскизом модели основной конструктивной
прибавки (по линии груди для плечевой одежды); размоделирование вытачек спинки
и переда ИК с целью модификации исходной формы в модельную, проектирование
модельных линий членения, моделирование линий плеча и проймы, моделирование
втачного рукава в увязке с модифицированной проймой.
Изменение покроя рукава (четвертый вид КМ) предусматривает объединение
деталей втачного рукава ИК с деталями спинки и переда для последующего их
расчленения новыми модельными линиями.
Конструкция новой модели, полученная методом КМ, должна обеспечивать
хорошее качество посадки изделия на фигуре человека.
Процесс разработки новой модельной конструкции одежды (МК) с
использованием методов КМ включает в себя следующие этапы: изучение и анализ
модели, подбор соответствующей исходной конструкции (при отсутствии подходящей
конструкции производится разработка новой ИК). Модификация исходной формы
конструкции в модельную и оформление модельных линий членения, проектирование
элементов КМ 1-го вида (складки и т д.), проверка качества разработанной
конструкции модели.
2.6.1 Конструктивное моделирование без изменения формы одежды
Застежки
В распашной одежде застежки чаще всего располагают по центру переда.
Наибольшее применение имеют застежки на петлях и пуговицах. Петли могут
быть горизонтальные, вертикальные, наклонные. Вертикальные петли не пригодны
для изделий с малыми прибавками на свободное облегание; чаще всего их
используют на планках, где не уместны горизонтальные петли. Расстояние от петли
до края борта не должно быть меньше 3/4 диаметра пуговицы.
Открытая застежка с лацканом требует специального построения.
Складки
При проектировании односторонних и двусторонних (встречных или бантовых)
складок внутри исходной детали ее рассекают в месте расположения складки и
раздвигают на удвоенную величину глубины складки. Шлицы проектируют как
разрезную одностороннюю складку, у которой края разреза не стачивают, а обрабатывают.
Типовые значения глубины складок для юбки 6 см, для пальто(плаща) - 8 см. В
изделиях из плотных материалов предпочитают складки со швом по внутреннему
сгибу.
Карманы
Положение карманов определяют на чертеже, ориентируясь на вспомогательные
горизонтали рисунка модели, пользуясь масштабом для расположения кармана
относительно линии полузаноса Наибольшее распространение имеют прорезные
карманы в рамку, с листочкой, клапаном и их разновидности. Для изделий женского
ассортимента типовая длина входа в боковой карман составляет 15...16 см для
жакета, 16...17 см - для пальто (плаща). Длина входа в верхний карман жакета -
11 см. Размеры накладных карманов обычно больше приведенных значений.
Перевод вытачек
Это преобразование может выполняться на различных деталях одежды
(спинках, полочках, рукавах, частях юбок и брюк).
Простой перевод вытачки без изменения исходной формы изделия предполагает
направление модельной вытачки на центр выпуклости. Известно, что в реальных
конструкциях, для смягчения конусности формы, внутренний конец вытачки
располагается на 1,5...3 см от центра выпуклости.
Начинающему конструктору полезно выполнять эту процедуру, работая с
бумажным шаблоном исходной детали. При этом вытачки детали ИК скалывают и на
получившуюся объемную форму наносят линии новых вытачек в соответствии с
рисунком модели; затем форму разрезают по линиям новых вытачек, получая
модельную конструкцию детали.
В изделиях полуприлегающего и приталенного силуэтов верхнюю вытачку
переда часто подключают к вытачке на талии, получая линию членения, переходящую
в подрез кармана или длинную вытачку до низа изделия (менее рациональный
вариант, требующий большего расхода материала при раскрое).
Использование вытачек на тканях в полоску имеет свои особенности. Косую
вытачку на ткани в полоску проектируют так, чтобы по одной стороне вытачки
проходила нить основы или утка.
В деталях косого кроя вытачку целесообразно проектировать так, чтобы
линия ее сгиба совпадала с нитью основы или утка.
Дополнительное членение деталей
Членение деталей одежды без изменения ее формы используют для
проектирования линий рельефов и кокеток, переводя в них исходные вытачки. При
этом различают членения, проходящие через центр выпуклости и отстоящие от
центра на какое-то расстояние.
Линия рельефа от проймы (рис. 2.5) наиболее точно может быть
перенесена с рисунка модели на наколотую на манекен деталь или бумажный
макет объемной формы детали.
Как показывает практика, растворы вытачек по линиям кокеток, проходящим
через центры выпуклостей лопаток и груди, необходимо увеличивать примерно на
0,5 см.
При проектировании рельефа, смещенного относительно центра выпуклости,
без изменения исходной объемной формы детали, невозможно обойтись без короткой
вытачки по направлению от рельефа к центру выпуклости.
Рис. 2.5. Рельеф от линии проймы, проходящий через центр выпуклости.
Рис. 2.6. Горизонтальная кокетка, проходящая через центр выпуклости.
2.6.2 Конструктивное моделирование с изменением силуэта
Основными приемами изменения силуэта является параллельное и коническое
расширение или заужение деталей на разных конструктивных уровнях. Эти
преобразования могут выполняться как с применением дополнительных членений, так
и без них. Расширение деталей может быть равномерным и не равномерным, в
зависимости от проектируемой формы модели рис. 2.7.
Параллельное расширение используют в основном для образования сборок и
мелких складок на деталях (рис. 2.8). В этом случае преобразуемую деталь с
нанесенными на нее горизонтальными конструктивными линиями рассекают на
несколько полос и раздвигают их на необходимую величину вдоль конструктивных
горизонталей.
Коническое расширение деталей одежды в зависимости от силуэта модели
может начинаться на любом уровне - линии плеча, груди, талии, бедер, коленей и
ниже. Коническое расширение без введения дополнительных членений исходных
деталей используется при проектировании форм, силуэт которых представляет собой
трапецию.
Величину расширения деталей по периметру низа определяют ориентировочно в
соответствии с силуэтом модели на рисунке, а также изучая аналогичные изделия.
Коническое расширение деталей часто используется в комплексе с
параллельным.
Приемы конического расширения находят применение при решении моделей с
драпировками рис. 2.10; причем само коническое разведение деталей выполняют в
процессе КМ на последнем этапе. Сначала выполняют все модельные преобразования,
абстрагируясь от складок драпировки; вытачки деталей БК переводят по
возможности в срезы, от которых затем формируют складки или в модельные линии
членения рис. 2.11.
Рис. 2.7. Схема моделирования выточек.
Рис. 2.8. Параллельное расширение деталей с целью проектирования мягких
складок.
Рис. 2.9. Кокетка, расположенная выше центра выпуклости.
Рис. 2.10. Платье с фигурными задрапированными кокетками переда:
а - моделирование края кокетки и перевод вытачек;
б - подготовка детали к коническому преобразованию;
в - конструкция кокетки.
Рис. 2.11. Платье полуприлегающего силуэта с драпировками:
а - коническое разведение основной детали и частичный перевод вытачек на
талии в боковой контур; б, в - перевод верхних вытачек.
2.6.3 Конструктивное моделирование с изменением формы рукава
изделия
Целью конструктивного моделирования втачного рукава с использованием его
БК является изменение проймы и размеров рукава в соответствии с эскизом модели.
Модельные преобразования исходной конструкции необходимо выполнять, сохраняя
следующие качественные характеристики БК:
- ориентацию рукава в изделии в соответствии с направлением руки, т.е.
взаимосвязь монтажных точек проймы и оката в области вершин переднего и заднего
сгибов рукава - это обеспечивается приемом раздельного моделирования верхних и
нижних участков оката рукава в соответствии с модельными преобразованиями
верхних и нижних участков проймы;
- складываемость конструкции рукава до состояния шаблона с образованием
модельных линий сгибов в результате соединения монтажных точек продольных срезов
рукава, что гарантирует отсутствие перекосов и закручивания рукава в готовом
изделии; складываемость обеспечивается приемом раздельного моделирования верха
(оката) и низа рукава, при этом уравнивание длин соединяемых продольных
модельных срезов выполняют строго снизу вверх.
Модельные преобразования оката выполняют, контролируя соотношение длин
проймы и оката в целом и по участкам между монтажными точками. В модельной
конструкции рукава величину посадки оката можно оставить базовой или изменить в
зависимости от проектируемой формы оката.
Начальным этапом проектирования модельной конструкции (МК) рукава
является изучение эскиза с целью выявления различий между базовой и модельной
формами рукава.
Наиболее просто вышесказанное реализуется при проектировании рукавов в
моделях, пройма которых не требует изменений, то есть остается базовой.
Приемы моделирования рукавов без изменения проймы
Проектирование рукавов, представленных на рис. 2.12, 2.13 выполняется с
использованием приемов конического и параллельного расширения и заужения
исходных деталей. Процесс преобразования БК рукава включает:
- подготовку исходной конструкции, то есть разделение детали рукава на
части линиями условных членений в местах изменения формы (рис. 2.12; рис.
2.13);
- коническое или параллельное разведение частей или их захлопывание для
расширения (рис. 2.12, д; рис. 2.13, д, и), для заужения рукава (рис. 2.12, б),
для перехода от посадки оката к сборке (рис. 2.13, в), для исключения или
уменьшения посадки (рис. 2.12, д), для получения модельной высоты оката в
соответствии с эскизом (рис. 2.13, д, и), для получения напуска рукава внизу
(рис. 2.12, з; рис. 2.13, и);
- оформление контуров, полученных в результате преобразования деталей.
Особенностью предлагаемых на рис. 2.12,2.13 способов конструктивного
моделирования рукавов является достигаемая с их помощью простота окончательного
оформления контуров деталей, так как при этом почти не требуется какая либо их
дорисовка. Такие способы модельных преобразований удобны как при ручном, так и при
компьютерном моделировании.
Рис. 2.12. Коническое заужение (а, б, в) и расширение (г, д, е, ж, з, и)
рукава внизу, а, г - подготовка шаблона БК к моделированию.
Рис. 2.13. Получение сборок по окату рукава и линии низа:
а, б, в - небольшая сборка; г, д, е - сборка с большим наполнением оката
вверху; ж, з, и - с наполнением оката вверху и внизу ("фонарик"); б,
г, з - подготовка шаблонов БК к моделированию.
2.7 Метод конструктивного моделирования плечевых изделий с
помощью лекал шаблонов
Применение методов конструктивного моделирования при разработке новых
моделей одежды является трудоемким процессом, который требует достаточно
длительного времени. Для быстрого освоения этого метода в учебном процессе нами
были разработаны специальные лекало - шаблоны для плечевых изделий, которые
позволяют не только наглядно продемонстрировать принципы конструктивного
моделирования, но и быстро разрабатывать чертежи лекал новых моделей различных видов.
Конструкции лекал - шаблонов
Лекало - шаблоны для плоскостного конструктивного моделирования плечевых
изделий представляют собой лекало базовой конструкции спинки, полочки с
плечевой нагрудной вытачкой и втачного рукава выполненных в натуральную величину
из тонкого жесткого пластичного материала рис. 2.14.
Плоскости лекал - шаблонов разрезаны на отдельные участки 1, 2, 3, 4, 5,
6, 7, каждый из которых закреплен на специальных направляющих деталях 8 с
пазами различной конфигурацией 9.
Винты 10 закрепленные на участках лекало - шаблоне входят в паз
направляющей детали, что позволяет перемещать отдельные участки лекало -
шаблона друг относительно друга. Фиксация положения участков лекало - шаблона
на направляющей осуществляется прижим - барашком 11.
Прямолинейная форма паза направляющей детали позволяет осуществлять
параллельное раздвижение участков лекало - шаблона, а радиальная форма -
коническое.
Если разведение всех участков лекало - шаблона осуществляется вокруг
одной точки (например: вокруг сосковой точки при переводе вытачки на лекале
полочки), то конструкции лекало - шаблона предусмотрена ось вращения 12, на
которой закрепляются все участки.
Принцип работы с помощью лекало - шаблона
На рисунках 2.15 ÷ 2.29 приведены серия вариантов
конструктивного моделирования конкретных плечевых изделий с помощью
трансформации лекало - шаблонов. Для описания трансформации лекало - шаблонов
по сравнению с базовой конструкцией приняты графические символы.
На рисунках 2.15 ÷ 2.29.(а), приведены фотографии лекало -
шаблона на которых указываются номера участков, которые перемещаются по
направляющим в процессе трансформации базовой конструкции, а символами
"стрелками" указывается направление и вид такого перемещения:
 ― радиальное перемещение участка;
― радиальное перемещение участка;
 ― горизонтальное (вертикальное) прямолинейное
перемещение участка.
― горизонтальное (вертикальное) прямолинейное
перемещение участка.
На рисунках 2.15 ÷ 2.29.(б), приведен внешний вид
проектируемой модели одежды.
На рисунках 2.15 ÷ 2.29.(в), дано изображение готового чертежа
лекало детали проектируемой одежды.
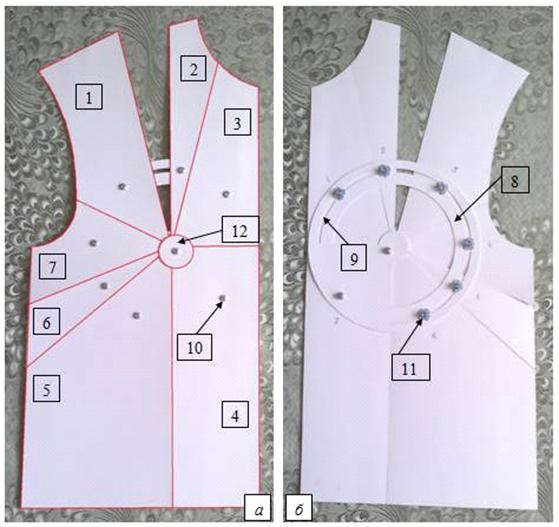
Рис. 2.14. Базовое положение лекала - шаблона полочка:
а - лицевая сторона;
б - изнаночная сторона.
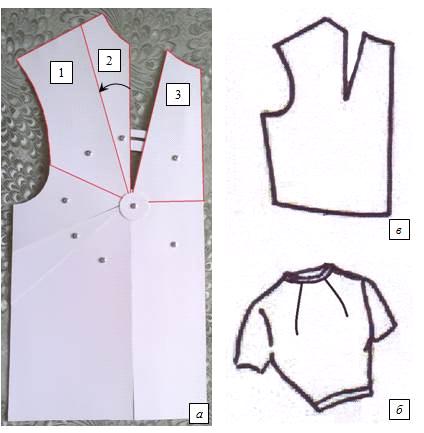
Рис. 2.15 Перевод плечевой вытачки в горловину.
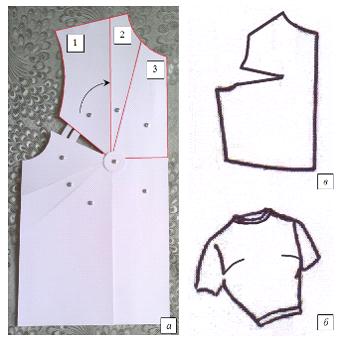
Рис. 2.16 Перевод плечевой вытачки в пройму рукава.
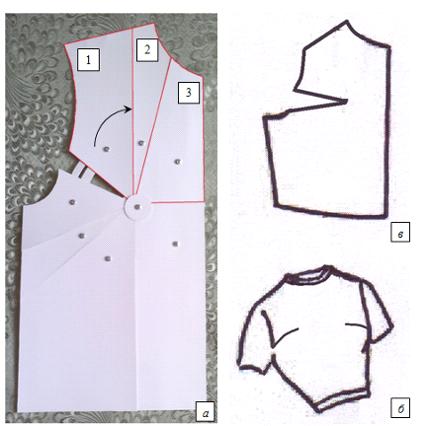
Рис. 2.17. Перевод плечевой вытачки в боковой срез, с образованием
двойной вытачки.
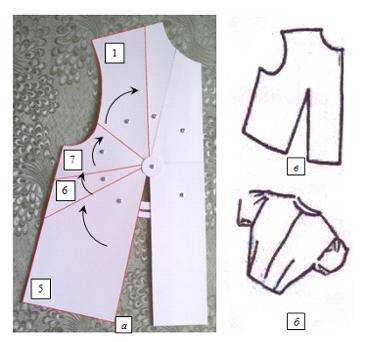
Рис. 2.18 Перевод плечевой вытачки в линию низа полочки.
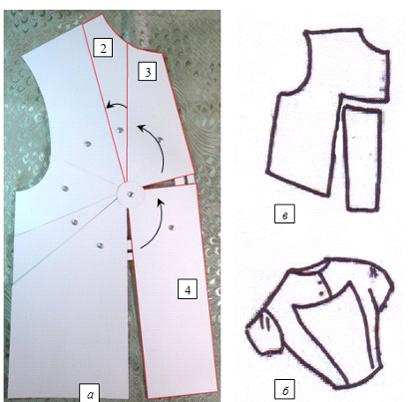
Рис. 2.19. Перевод плечевой вытачки в грудь и линию низа, с образованием
фигурной вставки.
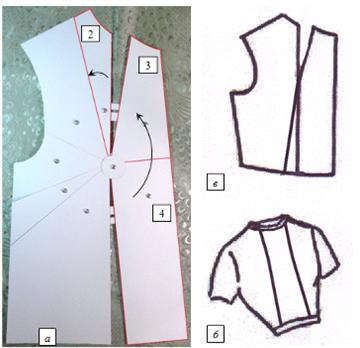
Рис. 2.20 Образование вертикального прямолинейного рельефа идущего из
линии горловины в линию низа изделия.
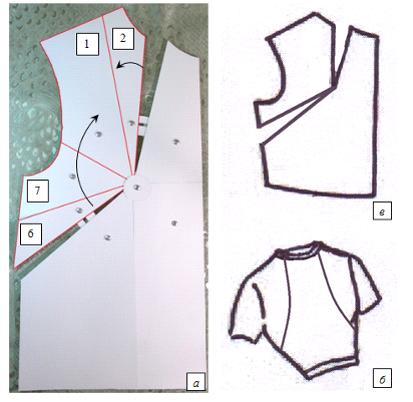
Рис. 2.21 Образование фигурного рельефа переводом плечевой вытачки
идущего из среза горловины в боковой срез полочки.
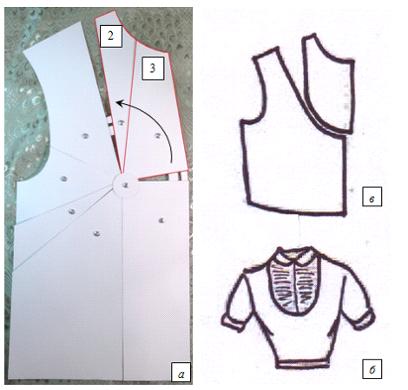
Рис. 2.22 Образование фигурной вставки - кокетка.
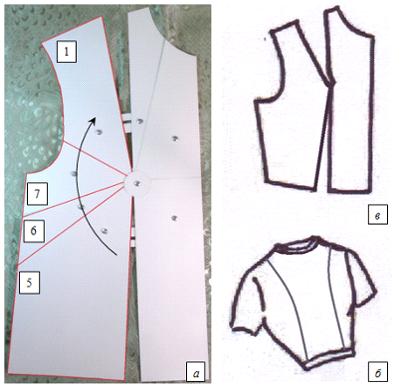
Рис. 2.23 Образование вертикального прямолинейного рельефа идущего из
линии плечевого среза в линию низа изделия.
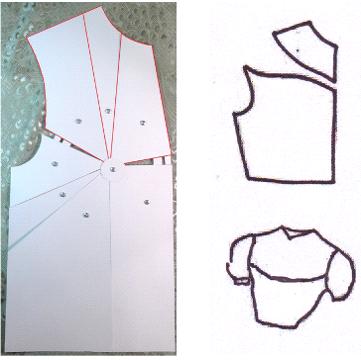
Рис. 2.24 Образование горизонтальной кокетки.
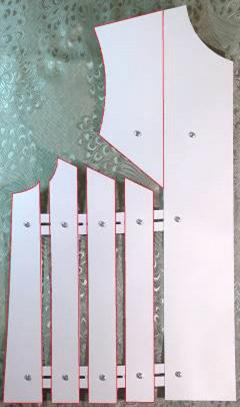
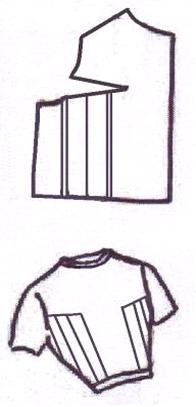
Рис. 2.25 Перевод плечевой вытачки с образованием подреза идущего в линию
проймы рукава при параллельном разведении.
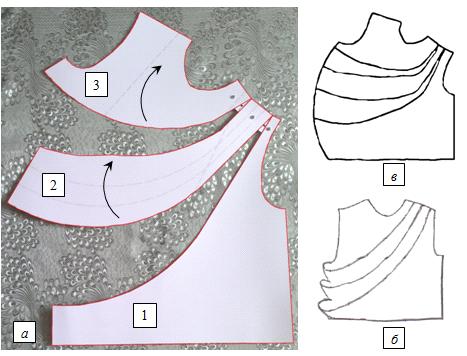
Рис. 2.26 Образование драпировки идущей из плечевого среза в боковой срез
изделия.
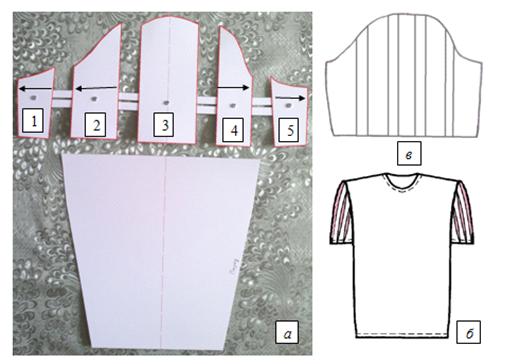
Рис. 2.27 Параллельное разведение головки рукава.
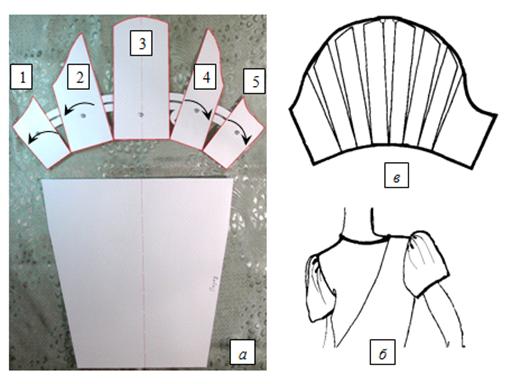
Рис. 2.28 Коническое разведение оката рукава.
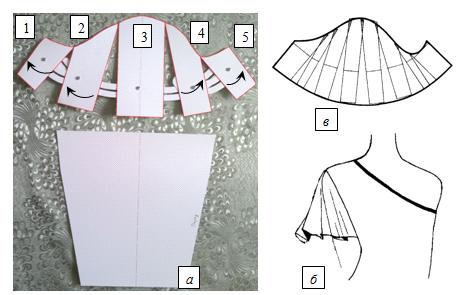
Рис. 2.29 Конический развод низа рукава.
Выводы
.Метод конструктивного моделирования, основанный на изменении базовой
конструкции, обеспечивает быструю разработку лекал трикотажных изделий нового
ассортимента, при сохранении баланса исходной конструкции.
.Разработанная методика конструктивного моделирования плечевых изделий с
помощью лекал - шаблонов позволяет не только наглядно продемонстрировать
принцип конструктивного моделирования в учебном процессе, но быстро разработать
чертежи лекал новых моделей одежды различных видов.
.Разработанная конструкция лекал - шаблонов позволяет осуществлять
быструю и легкую трансформацию базовой конструкции плечевых изделий при
параллельном и коническом разведении участков деталей.
.Разработана серия вариантов конструктивного моделирования различных
видов плечевых изделий наглядно представляет возможность использования
разработанного метода конструктивного моделирования с использованием лекало -
шаблонов.
.Разработанную конструкцию лекало - шаблонов можно рекомендовать в
качестве наглядного пособия, а материалы научно - исследовательского раздела
можно использовать в качестве методического пособия при изучении курса
"Основы конструирования трикотажных изделий".
3. Технологический раздел
Ведущей отраслью текстильной индустрии по объему производства и числу
занятых работников является трикотажная промышленность.
В сфере производства одежды трикотажная продукция занимает одну из
важнейших позиций. С каждым годом наблюдается значительные темпы роста
трикотажного производства во всем мире, что связано с огромным спросом на
трикотаж.
Трикотажная промышленность получила развитие во всех регионах страны с
ориентацией главным образом на районы потребления. В отличие от других отраслей
текстильной промышленности ее продукцией в основном являются готовые изделия, а
также трикотажное полотно. В качестве сырья помимо натурального все шире
используются химические волокна.
В современном понимании трикотажное производство рассматривается как
циклическая организационно-технологическая структура, характеризующаяся
гибкостью специализации, с автоматизированным оборудованием, транспортом и
техническими средствами, необходимыми для проектирования полотен и изделий,
автоматизированным контролем параметров качества продукции и режимов
технологических процессов.
За счет развития индустрии моды трикотаж является «материалом» для
создания одежды огромного ассортимента, который будет удовлетворять потребности
любого покупателя. За счет новых технологий в оборудовании трикотаж становится
более качественным и разнообразным.
Цель данной работы: расширить ассортимент женских трикотажных блузок,
используя различные методы моделирования на основе базовой конструкции лифа,
разработать трикотажные блузы, отвечающее тенденциям моды и обладающее высоким
качеством, выработанное на современном высокопроизводительном
автоматизированном оборудовании.
3.1 Обоснование выбора ассортимента
Трикотаж стал одним из самых актуальных трендов сезона 2012-2013г.
Трикотажные изделия нынешнего сезона вряд ли можно назвать простоватыми - в них
присутствует склонность к сложному крою. Кроме того, трикотажные вещи сезона
2012-2013 отличаются редкостным стилистическим разнообразием.
Трикотажные вещи - мягкие, комфортные, уютные, широкий ассортимент
моделей, модных в этом сезоне, позволяет выбрать наряды на все случаи жизни: и
в качестве повседневной одежды, и как элегантный выходной вариант.
Именитые дизайнеры в нынешнем сезоне предпочитают одеть своих моделей в
ветровки. Длинные и короткие, прямого покроя и приталенного, строгие и веселых
расцветок, - какие они будут, в принципе не важно. Главное, чтобы они были в
вашем гардеробе [7].
Сегодня блуза - это незаменимый предмет в женском гардеробе, их принято
надевать как на работу, так и на загородную прогулку- время года перестало
иметь решающее значение. Наверное, именно поэтому дизайнеры в сезон 2012-2013
решили обратить на них столь пристальное внимание. Итак, главный тренд - блузы.
Какие?
. Блуза женская прямого силуэта рис. 3.1, таблицу 3.1, длина до середины
бедер. Рукав втачной прямой формы длиной 20 см. Горловина овальной формы
расширена по линиям плеча на 8 см и по линии переда на 10 см. Низ изделия,
рукавов и контур горловины оформлен швом в подгибку.
. Блуза женская трапециевидного силуэта рис. 3.2, таблицу 3.2, длина до
середины бедра. Рукав втачной, свободной формы, расширенный к низу. Горловина
овальной формы расширена по линиям плеча на 8 см и по линии переда на 10 см.
Низ изделия, рукавов и контур горловины оформлен швом в подгибку.
. Блуза женская прямого силуэта рис. 3.3, таблицу 3.3, длина до середины
бедер. Рукав втачной прямой формы длиной 20 см. Горловина овальной формы
расширена по линиям плеча на 8 см и по линии переда на 10 см. Низ изделия,
рукавов и контур горловины оформлен швом в подгибку.
Добавка - по центру рукава заложена внутренняя бантовая складка глубиной
разводки.
Перед и спинка оформлены внутренней бантовой складкой глубиной разводки,
идущими от середины плеча до низа изделия. Концы складок деталей (перед, спинка
и рукав) застрочены на высоту 2 см.
В выпускной квалификационной работе представлены три артикула женских
блузок 44 размера всех вышеперечисленных типов.
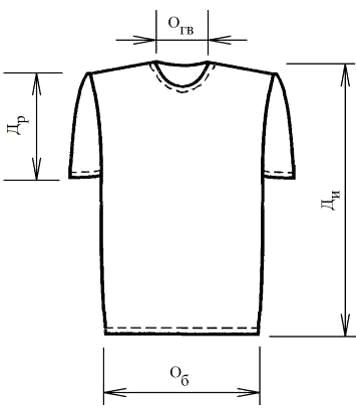
Рис. 3.1
Таблица 3.1
|
Наименование
|
Обозначение
|
Линейные размеры, см
|
Допускаемые отклонения, см
|
|
Длина изделия
|
Ди
|
70
|
± 2,0
|
|
Обхват головы
|
Огв
|
58
|
± 1,0
|
|
Обхват бедер
|
Об
|
92
|
± 1,0
|
|
Длина рукава
|
Др
|
20
|
± 1,0
|
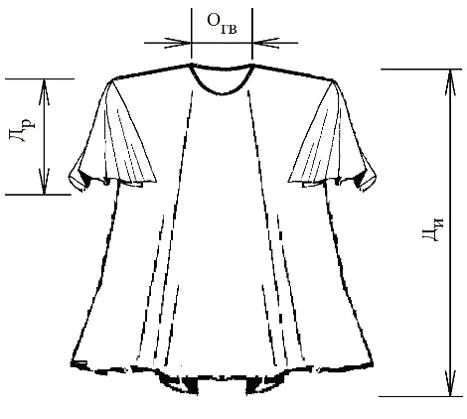
Рис. 3.2
Таблица 3.2
|
Наименование
|
Обозначение
|
Линейные размеры, см
|
Допускаемые отклонения, см
|
|
Длина изделия
|
Ди
|
70
|
± 2,0
|
|
Обхват головы
|
Огв
|
58
|
± 1,0
|
|
Длина рукава
|
Др
|
20
|
± 1,0
|
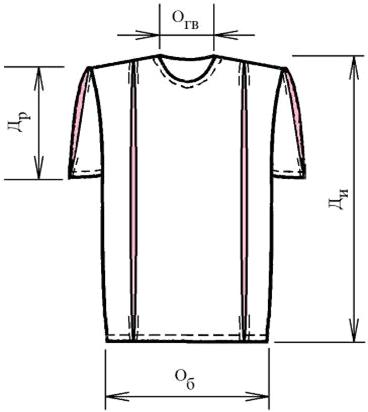
Рис. 3.3
Таблица 3.3
|
Наименование
|
Обозначение
|
Линейные размеры, см
|
Допускаемые отклонения, см
|
|
Длина изделия
|
Ди
|
70
|
± 2,0
|
|
Обхват головы
|
Огв
|
58
|
± 1,0
|
|
Обхват бедер
|
Об
|
92
|
± 1,0
|
|
Длина рукава
|
Др
|
20
|
± 1,0
|
3.2 Обоснование выбора сырья
Выбор сырья и технологии изготовления трикотажного изделия, а также
композиционное решение зависит в немалой степени от требований, предъявляемых
потребителем и вызываемых повышением жизненного уровня последних. Качество
трикотажного изделия почти на 70% зависит от качества применяемой пряжи,
поэтому всегда очень важно акцентировать внимание именно на этот аспект.
При выборе сырья должны учитываться физические свойства волокон,
структура нитей и опыт применения их в одежде, так как соответствие трикотажных
изделий современным требованиям в первую очередь зависит от сырья, из которого
они изготовлены.
Сырьевые ресурсы определяют объемы выпуска, ассортимент и качество
трикотажных изделий. Выбор сырья зависит от назначения и функциональных свойств
проектируемого изделия.
Известно большое число видов сырья, как натурального, так и
искусственного происхождения. Натуральные виды сырья обладают высокими
гигиеническими свойствами: влагопроницаемостью, гигроскопичностью; в то время
как синтетические виды - более высокими механическими свойствами: прочностью,
стойкостью к истиранию.
Требования, предъявляемые к пряже, применяемой в трикотажной
промышленности, определенны техническими условиями и стандартами. Сырье должно
обладать свойствами, позволяющими обеспечить нормальный процесс
петлеобразования и получить трикотаж, удовлетворяющий по внешнему виду и
свойствам требованиям стандартов.
Пряжа бывает: натуральная, искусственная, синтетическая.
Натуральная пряжа, используемая в трикотажном производстве:
· Классическая шерсть производится из овечьей шерсти - один из
наиболее распространенных видов натурального сырья, применяемого в холодное
время года. В зависимости от толщины элементарного волоса (от 17 до 26 микрон),
пряжа получается мягкой или грубой.
· Мохер - это волос ангарской козы. Мохер характеризуется очень
длинным волосом. Редкий в природе и дорогостоящий в производстве. Самые
современные технологии не позволяют произвести пряжу с содержанием мохера более
83%, так как для того, чтобы эта пряжа не распадалась на отдельные волокна
необходимо использование корта, скрепляющего скользкие козьи волоски.
· Кашемир. Исходным сырьём для этой пряжи является волос
тибетских высокогорных коз, получаемый, и это - принципиальное отличие, путем
вычесывания. Кашемировая пряжа является, пожалуй, самой дорогой из используемых
в настоящее время. С практической точки зрения представляет интерес кашемировая
пряжа для ручного и машинного вязания с содержанием кашемира не более 30
процентов, т.к. кашемир не является формоустойчивым и вещь вытянется под
собственным весом.
· Aльпака - это волос ламы, представителя семейства верблюжьих.
100 процентная пряжа из альпаки широкого применения сейчас не имеет. Дело в
том, что пряжа из альпаки в принципе существенно дороже обычной шерстяной, а
при использовании стандартного волокна значительно жестче последней;
использование же альпаки с толщиной волоса около 20 микрон, т.е. значительно
тоньше обычного, делает пряжу невероятно дорогой.
· Хлопок. Хлопковая пряжа - это пряжа, произведенная из
волокна, покрывающего семя хлопчатника. Хлопок является абсолютным лидером
среди растительного текстильного сырья. Изделия из хлопка гигиеничны и приятны
для тела. Хлопок хорошо окрашивается и почти не выгорает. Хлопчатобумажная
пряжа различной толщины, но в основном гладкого кручения используется для
вязания любыми узорами. Вязаные хлопчатобумажные изделия не требуют особого
ухода и, как правило, могут подвергаться машинной стирке при температуре воды
30-40С.
Наиболее часто применяемая искусственная пряжа:
· Вискоза - это волокно, произведенное из природной целлюлозы:
из древесины ели, сосны, стеблей некоторых растений. Вискозу еще называют
«искусственным шелком». Это очень красивая, эффектная пряжа с хорошими
гигиеническими свойствами. Вискозная нить для вязания - мягкая, шелковистая,
мало электризуемая. Что немаловажно, она, безусловно, более доступная по цене,
чем натуральный шелк, и при этом не имеет недостатков, свойственных натуральным
материалам. Тем не менее, обращаться с вискозным изделием надо очень аккуратно,
обращая внимание на правила эксплуатации. Изделия из вискозы могут быть очень
капризные в эксплуатации.
· Ацетат - это искусственная (не синтетическая) нить,
произведенная из короткого хлопкового волокна. Волокна и нити - приятные на ощупь,
с шелковистым блеском, равномерно и глубоко прокрашиваются; меньше теряют
прочность при мокрых обработках, устойчивы к действию микроорганизмов. Пряжа с
использованием вискозных, ацетатных и триацетатных волокон и нитей пользуются
широким спросом, особенно они привлекательны для вязания «внесезонных» или
«несезонных» изделий, которые можно носить независимо от времени года и погоды.
Синтетические волокна:
· Полиамид - это 100% синтетическое волокно, полученное путем
полимеризации продуктов перегонки нефти, природного газа и каменного угля
(капрон, нейлон или найлон, перлон, силон, дедрон). Отличительной особенностью
волокон этой группы является: очень высокая прочность, низкие гигиенические
свойства, стеклянный блеск, высокая электризуемость, неустойчивость к
воздействию света - (желтеют и становятся жесткими) и ломкость при многократных
стирках. Особую ценность этих волокон и нитей представляет высокая
формоустойчивость. Они не теряют форму при мокрой и сухой эксплуатации.
Полиакрилонитрильное волокно - это 100% синтетическое волокно, исходными
продуктами для производства этой группы волокон является природный газ. Они
известны на мировом рынке под следующими названиями: ПАН-волокно, акрил,
нитрон, орлон, прелана, крилор, редон и др. Обладают высокой прочностью,
термопластичностью, высокой светостойкостью, не выцветают, не выгорают.
· Полиэфирные волокна - это 100% синтетическое волокно,
образуется в результате поликонденсации дикарбоновых кислот с гликолями или с
их производными. Полиэфирное волокно по с равнению с полиамидными менее
устойчивы к истиранию и эластичны, труднее окрашиваются и имеют меньшую
влажность, но отличаются более высокой термо- и светостойкостью, значительно
большей стойкостью к действию кислот и окислителей, а также практически полностью
гидрофобны.
Главным видом сырья для трикотажного производства является
хлопчатобумажная пряжа в чистом виде и в смеси с химическими волокнами: она
составляет более 50%. Наибольшая доля этой пряжи используется для бельевых
трикотажных изделий, затем чулочных изделий, верхнего трикотажа и др. В
трикотажном производстве применяется хлопчатобумажная пряжа следующих
разновидностей (ГОСТ 9092-81) таблица 3.4.
Таблица 3.4.
|
Виды пряжи
|
Однониточная
|
Крученая
|
|
номер
|
текс
|
номер
|
текс
|
|
Кардная суровая
|
14
|
72
|
-
|
-
|
|
18
|
56
|
2
|
2
|
|
27
|
38
|
27/2
|
38×2
|
|
34
|
30
|
34/2
|
30×2
|
|
40
|
25
|
40/2
|
25×2
|
|
54
|
19
|
54/2
|
19×2
|
|
Гребенная суровая
|
65
|
15
|
65/2
|
15×2
|
|
85
|
12
|
85/2
|
12×2
|
|
100
|
10
|
100/2
|
10×2
|
|
120
|
8,4
|
120/2
|
8,4×2
|
|
135
|
7,6
|
135/2
|
7,6×2
|
Применение лавсана в составе смешанной пряжи улучшает качественные
показатели трикотажных изделий: повышается износостойкость, приобретается
стойкость к усадке, но вместе с этим появляется повышенная склонность к
пиллингу, т.е. закатыванию шариков из волокон на поверхности изделия в
результате легкого трения. Показатели физико-механических свойств лавсана
представлены в таблице 3.5.
Таблица 3.5 Показатели физико-механических свойств текстильных волокон
|
Показатель
|
Лавсан
|
|
Плотность, г/см3
|
1,38
|
|
Влажность кондиционная, %
|
0,4-0,5
|
|
Влажность максимальна, %
|
0,5-0,7
|
|
Предел прочности на разрыв, мН
|
431,6-539,6
|
|
Относительная прочность в мокром состоянии, %
|
98-100
|
40-60
|
На основании вышеизложенного, предлагается использовать хлопчато-бумажную
пряжу.
.3 Обоснование выбора переплетения
Для изготовления верхних трикотажных изделий используют различные виды
переплетений. Главным образом, при выборе переплетения руководствуются его
потребительскими, эстетическими и гигиеническими свойствами. Наряду с пряжей,
используемой для изготовления трикотажных изделий, переплетение является
важнейшей качественной характеристикой, которое определяет основные свойства
трикотажа: растяжимость, распускаемость, поверхностную плотность, толщину,
формоустойчивость, воздухопроницаемость и. т.д. [9].
Переплетением называется порядок расположения петель в трикотаже.
Все трикотажные переплетения разделены на две основные группы - главные и
рисунчатые. Из группы главных переплетений выделена подгруппа производных.
К главным переплетения отнесены переплетения простейших структур,
состоящие из одинаковых петель. Такие переплетения получают без изменения
процесса петлеобразования и дополнительных приспособлений.
К рисунчатым переплетениям отнесены переплетения, полученные на базе
главных путем изменения их структуры с целью получения переплетений с цветными,
рельефными, ажурными и другими узорами.
Производные переплетения содержат в своей структуре несколько одинаковых
главных переплетений, взаимосвязанных так, что между петельными столбиками
одного помещаются петельные столбики другого или несколько других таких же
переплетений.
Комбинированные переплетения получают, сочетая различные переплетения,
относящиеся к главным, рисунчатым или производным. Количество комбинированных
переплетений может быть неограниченно велико.
По способу вязания трикотажные переплетения делятся на кулирные и
основовязаные, которые могут быть одинарными и двойными.
К главным кулирным переплетениям относятся:
· гладь - одинарное кулирное переплетение, петли которого вдоль
петельных рядов образованы последовательно одной нитью;
· ластик - двойное кулирное переплетение, в котором обе стороны
состоят из лицевых и изнаночных петельных столбиков, расположенных в различном
сочетании;
· двухизнаночная гладь - двойное кулирное переплетение,
состоящее из лицевых и изнаночных петельных рядов, на обеих сторонах которого
видны, главным образом, дуги петель.
К производным кулирным переплетениям принадлежат:
· производная гладь - одинарное переплетение, образованное
двумя переплетениями глади ввязанными друг в друга так, что между петельными
столбиками одной глади расположены петельные столбики другой;
· двуластик (интерлок) - представляет собой сочетание двух
ластиков, соединенных между собой таким образом, что в промежутках между
каждыми двумя петельными столбиками одного ластика размещается петельный
столбик другого.
К главным основовязаным переплетениям относятся:
· цепочка - основовязаное переплетение, у которого каждая нить
основы прокладывается на одну и ту же иглу;
· трико - основовязаное переплетение, петли которого только с
односторонними протяжками;
· атлас - основовязаное переплетение, в котором каждая нить
последовательно образует петли в нескольких столбиках подряд с односторонними
(поворотными) и двусторонними протяжками.
Вид переплетения является одним из наиболее существенных факторов,
характеризующих структуру и свойства полотна. От вида переплетения зависят
прочность, растяжимость, упругость, толщина, масса и ряд других механических и
физических свойств трикотажа. Кроме того, вид переплетения оказывает
существенное влияние на стойкость трикотажа к истиранию.
Для изготовления выбранных нами моделей выбираем интерлочное
переплетение. Далее мы рассмотрим особенности данного переплетение и его
основные свойства.
3.3.1 Интерлок (двуластик)
Двуластик, или интерлок (рис 3.4.) - производное двойное переплетение
трикотажа, представляет собой неразделимое сочетание двух ластиков, выполненное
таким образом, что в промежутке между петельными столбиками одного ластика
размещаются петельные столбики другого ластика (рис. 3.5, а). Петли двуластика
расположены в двух петельных слоях, причем с каждой стороны видны только
лицевые петельные столбики; следовательно, трикотаж переплетения двуластик
является двухлицевым.
В равновесном состоянии трикотажа с каждой стороны двуластика соседние
петельные столбики, так же как и в ластике, соприкасаются друг с другом. Кроме
того, они, как и в производной глади, смещены один относительно другого
приблизительно на половину высоты петельного ряда, т.е. 0,5В.
Простейший двуластик состоит из сочетания двух ластиков 1+1; в этом
случае раппорт переплетения двуластик 1+1 по ширине Rb=2, по высоте Rh=1 (рис.3.6).
3.3.2 Свойства интерлока
Распускаемость. Двуластик распускается только в направлении, обратном
вязанию. При обрыве нити в петле роспуск петельных столбиков при растяжении
двуластика менее интенсивен, в сравнении со многими другими переплетениями. В
двуластике, выработанном из хлопчато-бумажной, шерстяной, различных видов
высокообъемной пряжи, петельные столбики не распускаются даже при весьма
значительных деформациях трикотажа. Это объясняется тем, что при растяжении
двуластика в нем возникают дополнительные точки контакта не только между
протяжками, но и между нитями лицевых и изнаночных петельных столбиков; кроме
того, нагрузки, приходящиеся на распускающийся петельный столбик, по мере его
роспуска воспринимаются петлями, образованными из другой, не оборванной системы
нитей.
Закручиваемость. Трикотаж переплетения двуластик по тем же причинам, что
и обычный ластик, с краев не закручивается, так как стремление петель к
закручиванию одной стороны уравновешивается стремлением петель другой его
стороны закрутиться в обратном направлении.
Растяжимость. Двуластик является очень растяжимым, эластичным
переплетением, относится к 3 группе растяжимости. При растягивании двуластика в
ширину он сокращается по длине, кроме того. Уменьшается его толщина. Наибольшее
практическое значение имеет растяжимость трикотажа по ширине.
Прочность по длине у интерлока равна Pg=4q, (где q -
прочность одной нити); а прочность по ширине Pш=2q.
Толщина двуластика: t=4dh, (где dh - диаметр нити). Поверхностная
плотность очень близка к ластику.
Эстетически двуластичные переплетения более выгодны, чем гладь, т.к. не
имеют изнаночной стороны [11].

Рис. 3.4. Переплетение интерлок
а)
б)
Рис. 3.5. Переплетение «двуластик» и расположение
его петель на иглах машины
Рис. 3.6. Графическая запись двуластика
3.3.3 Оборудование для выработки интерлочного переплетения
В производстве верхних изделий применяют наиболее разнотипные вязальные
машины. Так, в вязальных цехах используют машины кругловязальные,
однофонтурные, интерлочные, плосковязальные двухфантурные, котонные, рашель
машины и другие.
Для выработки интерлочного переплетения чаще всего применяют
кругловязальные двухфантурные машины, которые получили большое техническое
развитие: повысился класс машин, значительно увеличились возможности. В
настоящее время существует множество различных кругловязальных машин для изготовления
верхнего трикотажа. Каждая из них имеет ряд различных механизмов и
приспособлений, позволяющих выполнять различные операции и, тем самым, влиять
на окончательный вид готового изделия.
В таблице 3.6. приведены технологические характеристики некоторых
кругловязальных машин.
Стоимость таких машин очень большая. Не каждое швейно-трикотажное
производство может позволить иметь свой собственный вязальный цех.
В выпускной квалификационной работе разрабатывается трикотажно-швейное
производство, которое закупает готовое трикотажное полотно следующих параметров
(таблица 3.7).
Таблица 3.6 Технологические характеристики кругловязальных машин
|
Техническая характеристика
|
«Monarch» США
|
Фирма «Джумберка» Испания
|
Фирма «Камбер» (Великобритания)
|
|
|
SRB-L
|
SDP
|
Quattro
|
|
Класс
|
18, 20, 22, 24, 28
|
18,20,24
|
18,20,24,28
|
18,20,24,28
|
|
Диаметр цилиндра, дюйм
|
22, 24, 26
|
26,30
|
24,26,30
|
24,26,30
|
|
Число систем
|
96. 84
|
42,48
|
32,36,40
|
36,39,46
|
|
Скорость, об/ мин
|
25, 20
|
18-20
|
19-23
|
19-23
|
|
Высота платин
|
3,0
|
1,9; 2,5 3,0; 3,5
|
2,5; 2,9
|
2,5; 2,9
|
|
Мощность э/дв
|
6,0
|
-
|
4,0
|
4,5
|
|
Вид шпулярника
|
напольный
|
зонтичный
|
напольный
|
напольный
|
|
Длина Ширина Высота
|
-4100 -4400 -2330
|
- - 3630
|
2400 2000 2430
|
2720 2080 2410
|
|
Диаметр шпулярника
|
-
|
4895
|
-
|
-
|
Таблица 3.7 Параметры полотна
|
Переплетение
|
Интерлок
|
|
Назначение
|
(В) - верхний трикотаж
|
|
Вид сырья
|
Пряжа х/б 31х1 текс
|
|
Пг ( )117 )117
|
|
|
Пв ()97
|
|
|
Длина петли (мм)
|
4,27 мм
|
|
Поверхностная плотность трикотажа ( )151 )151
|
|
|
Ширина полотна (см)
|
0,9 см
|
Таблица 3.7.1 Диаметр нитей, входящих в структуру интерлочного
переплетения
|
Вид сырья
|
Линейная плотность нити, Т, (г/км)
|
Удельная плотность вещества, γ, (г/см3)
|
Объемная масса вещества, δ, (г/см3)
|
Условный диаметр нити, dy (мм) 
|
Расчетный диаметр нити, dp (мм) 
|
Средний диаметр нити, dcp (мм) 
|
|
Пряжа х/б
|
31
|
1,8
|
0,8
|
0,16
|
0,22
|
0,19
|
Таблица 3.7.2 Заправочные параметры петельной структуры полотна по
горизонтали
|
Средний диаметр нити, dcp (мм)
|
Коэффициент линейного незаполнения 
|
Заправочный петельный шаг, (мм) 
|
Плотность по горизонтали, Пг, (пет./10см) 
|
|
0,19
|
4,5
|
0,855
|
117
|
Таблица 3.7.3 Заправочные параметры петельной структуры полотна по
вертикали
|
Средний диаметр нити, dcp (мм)
|
Коэффициент соотношения плотностей С
|
Заправочный петельный шаг по горизонтали, Аз (мм)
|
Заправочный петельный шаг по вертикали, Вз (мм) 
|
Плотность по вертикали, Пв, (пет./10см) 
|
|
0,19
|
1,2
|
0,855
|
1,026
|
97
|
Таблица 3.7.4 Заправочная длина нити элементов петельной структуры
полотна
|
Заправочный петельный шаг по горизонтали, Аз (мм)
|
Заправочный петельный шаг по вертикали, Вз (мм)
|
Средний диаметр нити, dcp (мм)
|
Коэффициенты определяющие структуру трикотажа
|
Заправочная длина нити в петле, lз (мм) 
|
|
|
|
x
|
y
|
z
|
|
|
0,855
|
1,026
|
0,19
|
1,8
|
2
|
3,6
|
4,27
|
Таблица 3.7.5 Расчетная длина нити элементов петельной структуры полотна
|
Линейный модуль петли, σ
|
Условный диаметр нити, dy (мм)
|
Расчетная длина нити в петле, lp (мм) 
|
Коэффициенты определяющие структуру трикотажа
|
Расчетный петельный шаг по горизонтали, Ар (мм) 
|
Расчетный петельный шаг по вертикали, Вр (мм) 
|
|
|
|
x
|
y
|
z
|
|
|
|
28
|
0,16
|
4,48
|
1,8
|
2
|
3,6
|
1,084
|
0,976
|
Таблица 3.7.6 Сравнительные параметры петельной структуры полотна
|
Заправочная длина нити в петле, lз (мм)
|
Расчетная длина нити в петле, lp (мм)
|
Проверка условия lз ≤ lp
|
Отклонение длины нити заправочной от расчетной, (%) 
|
|
4,27
|
4,48
|
4,27 ≤ 4,48
|
4,69
|
Вывод: так как соблюдается условие lз ≤ lp и разность между длиной заправочной lз и длиной расчетной lp меньше 5%, то полотно полностью соответствует своему
назначению.
Таблица 3.7.7 Сравнение параметров интерлочного переплетения в расчетном
и заправочном состоянии
|
Заправочный петельный шаг по горизонтали, Аз (мм)
|
Заправочный петельный шаг по вертикали, Вз (мм)
|
Расчетный петельный шаг по горизонтали, Ар (мм)
|
Расчетный петельный шаг по вертикали, Вр (мм)
|
Коэффициент усадки полотна по горизонтали в процессе
эксплуатации, (%) 
|
Коэффициент усадки полотна по вертикали в процессе
эксплуатации, (%) 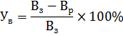
|
|
0,855
|
1,026
|
1,084
|
0,976
|
- 26,78
|
4,87
|
Вывод: полотно дает усадку по вертикали на 4,87% и растягивается по
горизонтали на 26,78% во время эксплуатации изделия. Требуется дополнительная
ВТО для приведения полотна в равновесное состояние и для дальнейших расчетов
принимаем
Таблица 3.7.8 Расход сырья на единицу площади трикотажа
|
Заправочная длина нити в петле, lз (мм)
|
Линейная плотность нити, Т, (г/км)
|
Заправочный петельный шаг по горизонтали, Аз (мм)
|
Заправочный петельный шаг по вертикали, Вз (мм)
|
Поверхностная плотность полотна, ρ
(г/м2) 
|
|
4,27
|
31
|
0,855
|
1,026
|
151
|
.4 Конструирование изделий
Конструирование трикотажных изделий разных видов и фасонов
предусматривает следующий объем работ:
1. Расчет и построение основного чертежа изделия.
. Построение чертежа лекал типовой конструкции по основному
чертежу.
. Построение чертежа лекал с учетом фасонных особенностей изделия.
. Выполнение чертежей рабочих лекал
Основной чертеж конструкции трикотажного изделия представляет собой
чертеж разверток основных деталей изделия, выполненных с необходимыми
припусками для изделия данного вида и формы из заданного трикотажного полотна.
Для построения основного чертежа сначала строится базовая сетка. Сетка размеров
изделия представляет собой совокупность вертикальных и горизонтальных линий,
расстояния между которыми соответствуют габаритным размерам изделия (длине,
ширине) и размерам его участков.
Основные размерные признаки:
Обхват шеи (Ош) - 32 см;
Обхват груди (ОгIII) - 89 см;
Обхват талии (От) - 71 см;
Обхват бедер (Об) - 92 см;
Длина спины до талии (Дтс) - 50 см;
Длина от талии до линии низа изделия - 20 см;
Обхват руки у плеча (Оп) - 26 см;
Длина рукава (Др) - 20 см;
Обхват головы (Огв) - 58 см.
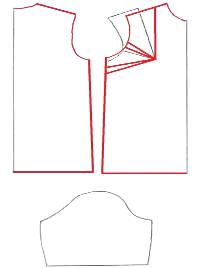
Рис. 3.7. Построение основного чертежа модели 1
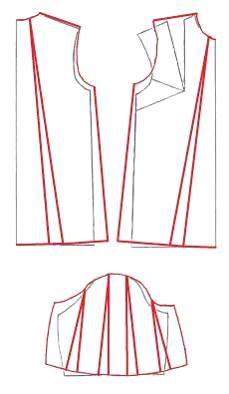
Рис. 3.8. Построение основного чертежа модели 2
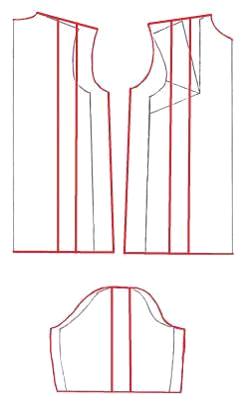
Рис. 3.9. Построение основного чертежа модели 3
3.5 Оборудование для раскройного производства
Настилание трикотажного полотна выполняют как ручным, так и машинным
способами на раскройных столах. Длина и ширина раскройного стола зависит от
длины настила и ширины раскраиваемых полотен. Наиболее рациональная длина стола
8 - 10 м, ширина 1,6 м для кругловязаных полотен.
Для удобства работы высота раскройного стола не должна превышать 0,85 -
0,90 м.
При ручном настилании для облегчения труда и уменьшения трения между
полотнами в момент настилания используют вращающиеся валики, установленные в
начале раскройного стола, а также передвижные кронштейны. Благодаря кронштейну
настильщику не приходится перемещать вручную рулон полотна и переворачивать его
в конце настила. Для выравнивания слоев полотна при настилании в «книжку» и
обеспечения одинаковой длины слоев в настиле применяют ограничительную линейку.
Для зажима и выравнивания в конце настила отрезанных полотен применяют
зажимные линейки. Для разрезания и укладывания концов насти-лаемых полотен
используют автоматический краевой нож. Благодаря ровноте срезов полотна,
достигаемой применением этого ножа, уменьшаются отходы полотна по краям настила
и повышается производительность труда [9].
.5.1 Настилочные машины
Существует большое количество разнообразных настилочных машин. Далее
рассмотрим несколько видов настилочных машин разных фирм и моделей, подробнее
остановимся на их характеристиках и выберем наиболее подходящую настилочную
машину для нашего производства.
Подробнее рассмотрим настилочные машины фирмы «Savale». Эти настилочные машины применяют специально для
настилания трикотажных полотен. Ниже приведены их параметры и представлен
внешний вид
рис. 3.10, 3.11, 3.12 и таблица 3.8.

Рис. 3.10 .«Savale» KSM-J902

Рис. 3.11. .«Savale» KSM-J900

Рис. 3.12. .«Savale» KSM-V100
Таблица 3.8. Параметры настилочных машин «Savale» KSM
|
Модель
|
J902-16
|
J900-16
|
V100-190
|
|
Ширина полотна
|
1600 мм
|
1650 мм
|
1900 мм
|
|
Ширина стола
|
1800 мм
|
1880 мм
|
2130 мм
|
|
Напряжение
|
220B
|
|
Размеры машины
|
W=2365 D=2500 H=850
|
- - -
|
- - -
|
|
Максимальная высота настила
|
180 мм
|
180 мм
|
190 мм
|
|
Вес
|
290 кг
|
320 кг
|
290 кг
|
.5.2 Передвижные раскройные машины
Для раскроя изделия кроме настилочного комплекса необходима также
раскройная машина. Рассмотрим различные модели раскройных машин фирмы «Zoje», рассмотрим приведенные ниже
параметры этих машин и внешний вид. -6 (рис.3.13). Сабельный раскройный нож,
предназначен для работы с любыми материалами. С помощью этих машин выполняется
точный раскрой материала в настилах. Мощный электродвигатель гарантирует
легкость раскроя тяжелых материалов. Машина имеет автоматическую систему
смазки.
· Длина ножа - 6"
· Максимальная высота раскроя - 110 мм
· Напряжение 220 В
· Максимальные обороты 2800 об/мин
· Мощность двигателя 550/750 Вт
· Вес машины 15/18 кг

Рис. 3.13 Сабельный раскройный нож ZJ-3-6

Рис. 3.14 Сабельный раскройный нож ZJ-3-8
-8 (рис.3.13). Сабельный раскройный нож, предназначен для работы с любыми
материалами. С помощью этих машин выполняется точный раскрой материала в
настилах. Мощный электродвигатель гарантирует легкость раскроя тяжелых
материалов. Машина имеет автоматическую систему смазки.
· Длина ножа - 8"
· Максимальная высота раскроя - 160 мм
· Мощность двигателя 550/750 Вт
· Вес машины 15/18 кг
3.6 Разработка плана раскроя
Раскрой бывает ручной и автоматизированный. При ручном раскрое полотно
настилается вручную на раскройных столах, длина которых 6 м и ширина 1,75 м.
В данной выпускной квалификационной работе при разработке
трикотажно-швейного производства используется настилочная машина «Savale» KSM-J902-16
и передвижная раскройная машина «Zoje» ZJ-3-8 для раскроя всех трех артикулов.
Раскрой, раскладка, 1, 2 и 3 артикулов.
3.6.1 Разработка плана раскроя модели 1
Данные для расчета раскройного процесса:
Объем выпуска изделий В = 125'000 изд./год
Габариты настилочно-раскройного комплекса:
Длина - 10 м, ширина - 2,03 м, высота - 0,85 м
Таблица 3.9
|
Изделие
|
Ширина полотна, Внаст. ,м
|
Длина раскладки, Lнаст., м
|
Площадь раскладки, Sнаст. ,м2
|
Кол-во комплектов в раскладке, шт.
|
Площадь лекал 1 изделия, Sл ,м2
|
|
Блуза женская
|
1,8
|
7,9
|
14,22
|
12
|
0,943
|
По результатам расчета составляем таблицу 3.9.1
Таблица 3.9.1
|
Кол-во
изд.
|
Вес, г
|
Площадь лекал м2
|
Число рулонов в настиле
|
%
|
|
Настил
|
600
|
85'708,9
|
-
|
10
|
100
|
|
Один слой настила
|
12
|
2147,22
|
12,42
|
-
|
2
|
|
Межлекальные выпады с одного слоя настила
|
12
|
438,5
|
2,904
|
-
|
0,51
|
|
Межлекальные выпады с одного изделия
|
1
|
36,54
|
-
|
-
|
0,04
|
|
Изделие без отходов
|
142,39
|
0,943
|
-
|
0,17
|
|
Изделие с межлекальными выпадами
|
1
|
178,93
|
-
|
-
|
0,21
|
|
Дополнительные отходы с настила *
|
600
|
1'722,75
|
-
|
10
|
2,01
|
* - Отходы от вырезания дефектных мест при раскрое.
Отходы от трафаретных концов и лоскута - остатка.
Отходы от кромки.
- Отходы от неровности полотна по ширине.
Рис. 3.15. Разработка плана раскроя модели 1:
а - участок переда повторить 2 раза (↑) и 2 раза (↓);
б - участок спинки повторить 2 раза (↑) и 2 раза (↓);
в - участок рукавов повторить 3 раза;
г - направление раскладки лекал.
3.6.2 Разработка плана раскроя модели 2
Данные для расчета раскройного процесса:
Объем выпуска изделий В = 125'000 изд./год
Габариты настилочно - раскройного комплекса:
Длина - 10 м, ширина - 2,03 м, высота - 0,85 м
Таблица 3.10
|
Изделие
|
Ширина полотна, Внаст. ,м
|
Длина раскладки, Lнаст., м
|
Площадь раскладки, Sнаст. ,м2
|
Кол-во комплектов в раскладке, шт.
|
Площадь лекал 1 изделия, Sл ,м2
|
|
Блуза женская
|
1,8
|
7,9
|
14,22
|
12
|
1,035
|
По результатам расчета составляем таблицу 3.10.1
Таблица 3.10.1
|
Кол-во
изд.
|
Вес, г
|
Площадь лекал м2
|
Число рулонов в настиле
|
%
|
|
Настил
|
600
|
85'708,9
|
-
|
10
|
100
|
|
Один слой настила
|
12
|
2147,22
|
12,42
|
-
|
2
|
|
Межлекальные выпады с одного слоя настила
|
12
|
271,8
|
1,8
|
-
|
0,32
|
|
Межлекальные выпады с одного изделия
|
1
|
22,65
|
-
|
-
|
0,03
|
|
Изделие без отходов
|
1
|
156,28
|
1,035
|
-
|
0,18
|
|
Изделие с межлекальными выпадами
|
1
|
178,93
|
-
|
-
|
0,21
|
|
Дополнительные отходы с настила
|
600
|
1'722,75
|
-
|
10
|
2,01
|
Рис. 3.16. Разработка плана раскроя модели 2:
а - участок переда повторить 2 раза (↑) и 2 раза (↓);
б - участок спинки повторить 2 раза (↑) и 2 раза (↓);
в - участок рукавов повторить 3 раза;
г - направление раскладки лекал.
.6.3 Разработка плана раскроя модели 3
Данные для расчета раскройного процесса:
Объем выпуска изделий В = 125'000 изд./год
Габариты настилочно - раскройного комплекса:
Длина - 10 м, ширина - 2,03 м, высота - 0,85 м
Таблица 3.11
|
Изделие
|
Ширина полотна, Внаст., м
|
Длина раскладки, Lнаст., м
|
Площадь раскладки, Sнаст., м2
|
Кол-во комплектов в раскладке, шт.
|
Площадь лекал 1 изделия, Sл, м2
|
|
Блуза женская
|
1,8
|
1,54
|
2,772
|
2
|
1,294
|
По результатам расчета составляем таблицу 3.11.1
Таблица 3.11.1
|
Кол-во
изд.
|
Вес, г
|
Площадь лекал м2
|
Число рулонов в настиле
|
%
|
|
Настил
|
100
|
17'141,78
|
-
|
2
|
100
|
|
Один слой настила
|
2
|
418,57
|
2,772
|
-
|
2,44
|
|
Межлекальные выпады с одного слоя
|
2
|
27,78
|
0,184
|
-
|
0,16
|
|
Межлекальные выпады с одного изделия
|
1
|
13,89
|
-
|
-
|
0,08
|
|
Изделие без отходов
|
1
|
195,39
|
1,294
|
-
|
1,14
|
|
Изделие с межлекаль-ными выпадами
|
1
|
209,28
|
-
|
-
|
1,22
|
|
Дополнительные отходы c настила
|
100
|
344,55
|
-
|
2
|
2,01
|
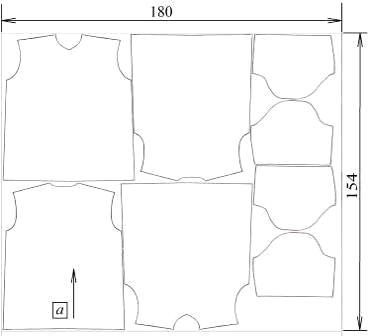
Рис. 3.17. Разработка плана раскроя модели 3
а - направление раскладки лекал;
Раскладку повторить 5 раз.
3.7 Обоснование выбора методов швейной обработки
Правила пошива, величина подгиба краёв изделий, ширина прокладываемой
эластичной тесьмы, применяемые швы и частота стежков, номера швейных игл и
линейная плотность швейных ниток должны соответствовать требованиям ГОСТ 10399
- 77, ГОСТ 6309 - 80 и другой нормативно-технической документации. Правила
приёмки по ГОСТ 9173 - 76. Определение сортности по ГОСТ 1136 - 81.
К пошиву изделий из трикотажа предъявляются требования, связанные со
свойствами этого материала.
Трикотажные изделия должны иметь рациональные пределы растяжимости, а
размеры их должны быть стабильными. В зависимости от группы растяжимости
полотна готовые изделия имеют разные припуски на свободу облегания, при
стачивании деталей применяют различные виды швов и строчек. Детали трикотажных
изделий чаще соединяют различными строчками цепного стежка (краеобметочные,
плоские, кеттельные), которые имеют большую растяжимость, чем строчки
челночного стежка [8].
Операции пошива трикотажных изделий: соединение деталей швами, подшивка
низа, прорубка петель, вышивка, отделочные швы и другие.
Для соединения деталей применяются следующие швы:
· обметочные (оверлочные).
· стачивающее-обметочные.
· челночные
· цепные
Отделка трикотажных изделий обтачкой.
Швы должны быть без дефекта прорубания. Трикотажное полотно может
частично терять прочность при неправильном подборе швейных ниток к игле.
На технических схемах рис. 3.19; 3.20; 3.21 разработанных трикотажных
изделий обозначены операции поузловой обработки.
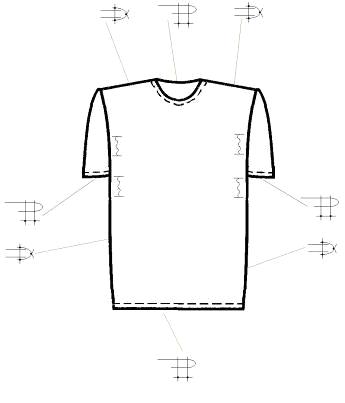
Рис. 3.19. Техническая схема модели 1
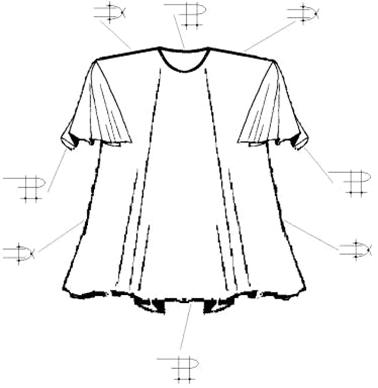
Рис. 3.20. Техническая схема модели 2
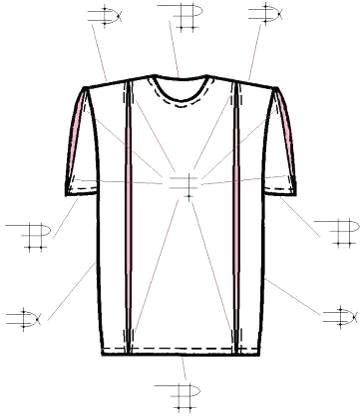
Рис. 3.21. Техническая схема модели 3
.7.1 Швейное оборудование
Основным видом технологического оборудования при изготовлении швейных
изделий являются швейные машины. Их можно разделить на машины общего назначения
(стачивающие), специальные (специализированные по виду выполняемых работ или
строчек) и полуавтоматы (специальные).
При использовании машин, особенно специальных и полуавтоматов, во много
раз сокращаются затраты времени на выполнение операции и повышается качество
обрабатываемой детали.
Соединение деталей на стачивающих машинах происходит благодаря
переплетению двух ниток: нитки иглы и нитки челнока. По способу переплетения
ниток машинные стежки подразделяют на челночные и цепные [9].
Машинные стежки образуют следующие строчки: стачивающие, обметочные,
комбинированные (стачивающие с одновременным обметыванием срезов), подшивочные,
отделочные.
Машина челночного стежка
При образовании челночного стежка основным рабочим органом машины
является челнок: одна нитка идет сверху (от иглы), другая - снизу (со шпульки
челнока). Переплетение ниток происходит внутри стачиваемых деталей. При пошиве
трикотажных изделий челночный стежок используется там, где нужно плотное
соединение, например: стачивание вытачек, обработка карманов и т.д.
В настоящее время существует множество различных челночных машин.
Машина цепного стежка
Цепные стежки бывают сквозными, потайными и обметочными. В образовании
цепных стежков также могут участвовать различное число ниток. Цепные стежки
могут быть одно-, двух-, трех- и четырехниточные. При образовании цепных
стежков вместо челнока применяется петлитель. Это несколько увеличивает расход
ниток, но позволяет получить эластичные и прочные стежки, что очень важно для пошива
изделий из трикотажа.
Сквозной цепной стежок может быть однониточным и двухниточным, линейным и
зигзагообразным. Строчка однониточного цепного переплетения со стороны верхней
детали сходна со строчкой челночного переплетения, а со стороны нижней детали
она имеет вид плоской цепочки. Плоская цепочка строчки цепного переплетения
может быть расположена и с лицевой стороны материала. В таких случаях она может
быть использована для вышивания.
Для выбора необходимой нам машины цепного стежка сравним несколько видов
машин по параметрам. Для этого рассмотрим таблицу 3.12. Внешний вид этих машин
представлен на рис. 3.22.
Для пошива разработанных нами изделий выбираем машину цепного стежка
фирмы «Juki» модель MH-481-5.
Технологические характеристики машин цепного стежка.
Таблица 3.12
|
№ п/п
|
Наименование машины, фирма
|
Марка модели
|
Вид стежка
|
Длина стежка, (мм)
|
Частота вращения главного вала, об/мин
|
|
1.
|
Машина цепного стежка, «Juki»
|
MH-481-5
|
Двухниточный цепной
|
до 4,5
|
5000
|
|
2.
|
Машина цепного стежка, «Yamata»
|
FY-0058A-1
|
Двухниточный цепной
|
до 4
|
5500
|
|
3.
|
Машина цепного стежка,«Typical»
|
GK-0056-2
|
Двухниточный цепной
|
до 5
|
4000
|
|
4.
|
Машина цепного стежка,«Gemsy»
|
GEM-8100
|
Двухниточный цепной
|
до 4
|
4500
|
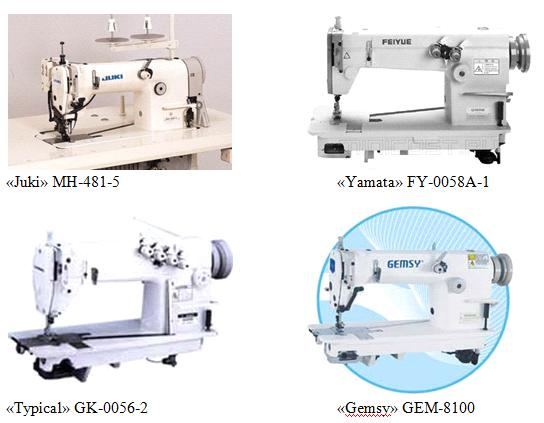
Рис.
3.22. Машины цепного
стежка.

Рис. 3.23. Краеобметочные машины
Краеобметочная машина (оверлок)
Обметочный стежок может быть однониточным, двухниточным и трехниточным.
Обметочные стежки служат для выполнения обметочных строчек. Они могут
выполнять также функции стачивания с одновременным обметыванием. Обметочную
строчку однониточного цепного переплетения применяют чаще всего для соединения
меховых шкурок. Обметочную строчку двухниточного и трехниточного переплетения
применяют для обметывания срезов деталей изделий всех видов, а также для
стачивания с одновременным обметыванием срезов деталей изделий из трикотажа.
Однониточный стежок образуется верхней ниткой и выполняется иглой с
ниткой и петлителем. Двухниточный стежок выполняется иглой с ниткой, петлителем,
подающим нитку, и ширителем. Трехниточный стежок
образуется иглой с ниткой, а также левым и правым петлителем с нитками.
Для выбора необходимой нам краеобметочной машины сравним несколько видов
машин по параметрам. Для этого рассмотрим таблицу 3.13. Внешний вид этих машин
представлен на рис. 3.23.
Для пошива разработанных нами изделий выбираем краеобметочную машину
фирмы «Juki» модель MO-3700.
Технологические характеристики краеобметочных машин.
Таблица 3.13
|
№ п/п
|
Наименование машины, фирма
|
Марка модели
|
Вид стежка
|
Длина стежка, (мм)
|
Частота вращения главного вала, об/мин
|
|
1.
|
Краеобметочные машины, «Juki»
|
MO-3700
|
Трехниточный краеобметочный
|
0,6-3,2
|
7200
|
|
2.
|
Краеобметочные машины, «Gemsy»
|
GEM-737F
|
Трехниточный краеобметочный
|
3,6
|
7500
|
|
3.
|
Краеобметочные машины,«Brother»
|
FB-N-110-3310-02
|
Трехниточный краеобметочный
|
3,8
|
7000
|
|
4.
|
Краеобметочные машины,«Protex»
|
TY-8803E-0E4-40H
|
Трехниточный краеобметочный
|
3,6
|
6500
|
Плоскошовная машина
Одной из разновидностью комбинированных строчек является строчка, выполняемая
двумя верхними нитками и одной нижней ниткой с образованием трехниточной цепной
строчки, которую применяют для изготовления шлевок, а также для обработки
нижних краев изделий и в качестве отделочной строчки.
Для выполнения такой строчки используются плоскошовные машины.
Плоскошовные швейные машины разработаны специально для специалистов в области
пошива одежды. Этот класс промышленных швейных машин выполняют исключительно
плоские швы, но не думайте что это ограничение в работе швейной машины, и в промышленном
или профессиональном шитье без нее можно обойтись. Наоборот, именно для
профессионалов она и предназначена. Плоскошовные швейные машины помогут вам
создать свой особый шов, так как разработаны для быстрого формирования шва, а
также идеально подойдут для отделки горловин и низа, сложных в обработке
трикотажных изделий, незаменимы такие промышленные швейные машины
для трансформации нескольких слоев или сложений материала.
Для выбора необходимой нам плоскошовной машины сравним несколько видов
машин по параметрам. Для этого рассмотрим таблицу 3.14.
Внешний вид этих машин представлен на рис. 3.24.
Для пошива разработанных нами изделий выбираем плоскошовную машину фирмы
«Sunstar» модель SF-7500M-1-566.
Таблица 3.14 Технологические характеристики плоскошовных машин.
|
№ п/п
|
Наименование машины, фирма, марка модели
|
Расстояние между иглами
|
Вид стежка
|
Длина стежка, (мм)
|
Частота вращения главного вала, об/мин
|
|
1.
|
Плоскошовная машина, «Sunstar», SF-7500M-1-566
|
5,6
|
Трехниточный плоский
|
1,4-3,6
|
6000
|
|
2.
|
Плоскошовная машина, «Tupical», GK-31030-SA
|
4,5
|
Трехниточный плоский
|
1,8-3,3
|
4000
|
|
3.
|
Плоскошовная машина, «Tupical», GK-31030H-12
|
4,8
|
Трехниточный плоский
|
1,8-3,3
|
2000
|
|
4.
|
Плоскошовная машина, «Tupical» GK-31030-12
|
4,8
|
Трехниточный плоский
|
1,8-3,3
|
4000
|

Рис.3.24. Плоскошовные машины
Стачивающе-обметочная машина
Комбинированные строчки образуются одинаковыми или различными по
переплетению стежками и выполняются на двухигольных машинах.
При разных по переплетению двухлинейных строчках комбинирован-ные строчки
образуются одновременно сквозными цепными двухниточными и двух- и трехниточными
обметочными стежками, в связи с чем они получили название
стачивающее-обметочных. Комбинированные строчки служат для соединения деталей с
одновременным обметыванием срезов.
3.7.2 Технологическая последовательность пошива трикотажных изделий
Таблица 3.15 Модель 1 и 2
|
№ п/п
|
Наименование операции
|
Особенности выполнения операции
|
Вид стежка (схематичный)
|
|
1
|
Стачать плечевые срезы (два шва)
|
Обработка поединичная с обрезкой ниток после каждого
выполнения шва.
|

|
|
2
|
Втачать рукава в открытую пройму (два шва)
|
Обработка поединичная. Втачивания производят, совмещая
соответствующие надсечки, швы.
|
|
|
3
|
Стачать рукавно-боковые срезы (два шва)
|
Обработка поединичная. Соединение производят, совмещая
соответствующие надсечки, швы.
|
|
|
4
|
Обработать срезы горловины швом в подгибку
|
Обработка поединичная.
|

|
|
5
|
Обработать нижние срезы рукавов швом в подгибку
|
Обработка поединичная.
|
|
|
6
|
Обработать нижние срезы изделий швом в подгибку
|
Обработка поединичная.
|
|
Таблица 3.16 Модель 3
|
№ п/п
|
Наименование операции
|
Вид стежка (схематичный)
|
|
1
|
Заложить и застрочить складки на спинке, переде и рукавах
|
Обработка поединичная с обрезкой ниток после каждого
выполнения шва.
|

|
|
2
|
Стачать плечевые срезы (два шва)
|
Обработка поединичная с обрезкой ниток после каждого
выполнения шва.
|
|
|
3
|
Втачать рукава в открытую пройму (два шва)
|
Обработка поединичная. Втачивания производят, совмещая
соответствующие надсечки, швы.
|
|
|
4
|
Стачать рукавно-боковые срезы (два шва)
|
Обработка поединичная. Соединение производят, совмещая
соответствующие надсечки, швы.
|
|
|
5
|
Обработать срезы горловины (в подгибку)
|
Обработка поединичная.
|
|
|
6
|
Обработать нижние срезы рукавов швом в подгибку
|
Обработка поединичная.
|
|
|
7
|
Обработать нижние срезы изделий швом в подгибку
|
Обработка поединичная.
|
|
Таблица 3.17 Характеристика швейных стежков
|
Вид стежка
|
Условное графическое изображение
|
Шаг стежка t (мм)
|
r (шт) 
|
|
Тамбурный двухниточный
|
|
3
|
33
|
|
Краеобметочный трехниточный
|

|
2,5
|
40
|
|
Плоскошовный трехниточный
|
|
2,5
|
40
|
.7.3 Оборудование для влажно тепловой обработки
Готовое изделие подвергается ВТО, эта операция способствует приданию
изделию товарного вида, выравниванию швов и складок, образующихся во время
транспортировки и изготовления изделия.
Паровой гладильный пресс рис. 3.25 позволяет разглаживать изделия быстро
и качественно, не прилагая при этом больших физических усилий. Глажение паровым
прессом избавляет от нагрузки на руки, ноги и спину, работать с прессом можно
сидя и стоя.
Паровой гладильный пресс позволяет разглаживать текстильные изделия
быстро и качественно, не прилагая при этом больших физических усилий. Глажение
паровым прессом избавляет от нагрузки на руки, ноги и спину, работать с прессом
можно сидя и стоя. Разглаживает сложенные в несколько слоев вещи - рубашки,
брюки, футболки и прочие вещи располагаются на платформе пресса и отглаживаются
в 2-3 приема.
Размер гладильной поверхности 910 х 290 мм. Автоматическое
давление прессования 60 кг, производительность пара 90 г/мин.
Подогрев рабочей поверхности пресса обеспечивает хорошее проникновение
пара и его равномерное распределение. Широкий диапазон температур от 60 до 220
градусов дает возможность работать избирательно с различными видами тканей.
Тефлоновое покрытие гладильной платформы пресса защищает ткань от
повреждений высокими температурами и делает процесс глажения бережным.
Функция «СИЛЬНЫЙ ПАР» включает процесс усиленной подачи пара. Можно
усилить пароотдачу до 120 г/мин, что удобно при глажении волокна которых плохо
пропускают пар.
Съемный резервуар для воды и возможность дозалива воды в процессе работы
пресса.
Встроенный микроконтроллер температуры, защищающий изделия от
нежелательного перегрева. После закрытия пресса через некоторое время раздается
звуковой сигнал, это означает, что разглаживание закончено, и можно открыть
пресс. Если включенный пресс не открывается более 10 секунд, то нагревание
автоматически прекращается. При открывании пресса нагревание возобновляется.
Широкий угол открывания гладильной поверхности пресса позволяет без труда
размещать на нем крупные вещи, складывать одежду после глажения без риска
обжечься.
Электронный дисплей, на котором отображаются выбранные режимы -
температурный и паровой.

Рис. 3.25. Гладильный пресс MIE ROMEO I
Таблица 3.18
Технические характеристики
|
Наименование характеристики
|
Единица измерения
|
Номинальное значение
|
|
Напряжение питания/частота сети
|
В / Гц
|
220-240 / 50
|
|
Потребляемая мощность
|
Вт
|
2200
|
|
Размеры рабочей поверхности
|
мм
|
910 х 290
|
|
Производительность пара
|
г/мин
|
90
|
|
Производительность пара повышенная
|
г/мин
|
120
|
|
Готовность пара
|
мин
|
3
|
|
Емкость бака для воды
|
л
|
0,8
|
|
Давление прессования
|
кг
|
60
|
|
Диапазон регулирования нагрева рабочей поверхности,
|
°С
|
60 - 220
|
|
Масса
|
кг
|
17
|
3.8. Блок-схема производства женских трикотажных блузок
Таблица 3.19
|
Наименование перехода
|
Оборудование, приспособление
|
Способ контроля
|
Техническая документация
|
|
1
|
2
|
3
|
4
|
|
1. Поступление полотна, хранение трикотажного полотна.
|
Склад готового полотна, механизированные стеллажи,
погрузчики.
|
100% визуальный контроль качества по приемке
|
Накладные партии и сертификат партии трикотажного полотна
|
|
2. Контроль качества трикотажного полотна.
|
Браковочно - накатная машина БН-120 Т
|
100% контроль
|
Паспорт полотна, маршрутный лист
|
|
3. Подготовка к раскрою: - комплектовка полотен для
настила, -подборка вспомога-тельных материалов, -настилание, -раскладка, -обмеловка,
-раскрой
|
Настилочная машина «Savale» KSM - J902-16,
передвижные раскройные машины «Zoje»
ZJ-3-8
|
100% контроль
|
Маршрутный лист
|
|
4. Подготовка к пошиву: -комплектовка кроя -проверка
качества кроя -пошив изделий
|
- краеобметочная машина «Juki» MO-3700
- машина цепного стежка «Juki»
MH-481-5 - плоскошовная машина «Sunstar» SF-7500M-1-566
|
100% разбраковка готовых изделий
|
ГОСТ 10399-87, ОСТ 17-167-79, ОСТ 17-835-80, технические
условия на изделие.
|
|
5. Влажно-тепловая обработка изделий
|
Гладильный пресс MIE ROMEO I
|
Визуальный контроль
|
-
|
|
6. Маркировка, упаковка изделий в пакеты и коробки
|
Ручная операция, пневмопистолет для навешивания этикетки
|
-
|
Этикетки изделия
|
|
7. Складирование
|
Склад готовой продукции
|
-
|
Книга учета готовой продукции
|
.8.1 Технологические процессы производства продукции.
Требования к технологическим операциям
В трикотажном производстве, как правило, предприятие имеет схему
технологического процесса, который начинается с поступления готового
трикотажного полотна и заканчивается выпуском готовой продукции.
Поступление трикотажного полотна, хранение полотна
Предприятие начинается со склада полотна и заканчивается складом готовой
продукции. Склад готового полотна должен вмещать определенный запас, не менее
двух недель. Склады оснащаются стеллажами, транспортом, подъемными
устройствами. Полотно поступает от поставщика на склад в различной таре.
Приемку полотна осуществляют по транспортным и сопроводительным
документам отправителя (счету-фактуре, спецификации, описи). Правильность
первичной упаковки проверяют в соответствии с ГОСТ 7000-66 «Текстильные
материалы. Упаковка. Маркировка, транспортирование и хранение».
С целью сокращения ручных операций при транспортировании полотна
используют поддоны. Полотно на поддонах размещают в многоярусных стационарных
стеллажах. Стеллажи и ячейки для размещения полотна имеют буквенно-цифирное
обозначение. Склад с многоярусными стеллажами обслуживается штабелером или
краном-штабелером.
В качестве транспортных средств для межцеховой и внутрицеховой
транспортировки целесообразно использовать ручные тележки с подъемной
платформой и электрические тележки с подъемной платформой.
Транспортировку поддонов с трикотажными полотнами из многоярусных
секционных стеллажей к разбраковочно-промерочному оборудованию осуществляют
теми же подъемно-транспортными средствами, которые используются при загрузке
стеллажей. При использовании для этой цели кранов-штабелеров, зона действия
которых ограничена, подачу полотна к разбраковочно-промерочному оборудованию
осуществляют краном-штабелером в зоне его действия, а затем лотковой тележкой.
Контроль качества трикотажного полотна
Контролю подлежат все полотна, поступившие на предприятие. При этом
определяют качество (сортность), измеряют длину и ширину каждого полотна.
Операции разбраковки и промера полотна осуществляют параллельно
(одновременно на одном рабочем месте) на разбраковочно-промерочных машинах или
последовательно на разбраковочных машинах и трехметровом промерочном столе.
При контроле полотна на разбраковочно-промерочной машине полотно
перемещают по наклонно расположенному экрану. Скорость перемещения полотна,
остановом и измерением направления движения управляет контролер. Разбраковка
полотна осуществляется на мерильно-браковочной машине (МК-01 РС, Vперем = 0.8 м/мин). Она обеспечивает
высокую точность регистрации дефектов и измерения длины куска, информация
выдается на печатное устройство и ПК.
Местные и распространенные пороки, подлежащие обходу при раскрое,
отмечают на лицевой стороне полотна мелом, мылом и одновременно прикрепляют на
кромке «сигнал» цветной ниткой, липкой лентой или другими способами. Отмеченные
при контроле пороки и их положение учитывают в дальнейшем при расчете полотна в
настилы, что позволяет более рационально использовать полотно.
После измерения длины и ширины полотна эти данные записываются в паспорт
данного куска полотна.
Подготовка к раскрою. Комплектование полотен и подбор вспомогательных
материалов
Полотно подбирается в настил по артикулу, ширине, длине в куске, цвету.
Подбираются вспомогательные прикладные материалы, подбирается фурнитура. При
отделочной подготовке может быть участок разрезания полотна на бейку и т.п.
Настилание полотна
Настилание трикотажного полотна выполняют как ручным, так и машинным
способами на раскройных столах. Длина и ширина раскройного стола зависит от
длины настила и ширины раскраиваемых полотен. Наиболее рациональная длина стола
8 - 10 м, ширина 1,6 м для кругловязаных полотен.
Для удобства работы высота раскройного стола не должна превышать 0,85 ...
0,90 м.
При ручном настилании для облегчения труда и уменьшения трения между
полотнами в момент настилания используют вращающиеся валики, установленные в
начале раскройного стола, а также передвижные кронш-тейны. Благодаря кронштейну
настильщику не приходится перемещать вруч-ную рулон полотна и переворачивать
его в конце настила. Для выравнивания слоев полотна при настилании в «книжку» и
обеспечения одинаковой длины слоев в настиле применяют ограничительную линейку.
Для зажима и выравнивания в конце настила отрезанных полотен при-меняют
зажимные линейки. Для разрезания и укладывания концов настии-лаемых полотен
используют автоматический краевой нож. Благодаря ровноте срезов полотна,
достигаемой применением этого ножа, уменьшаются отходы полотна по краям настила
и повышается производительность труда. Для механизированного способа настилания
полотна с круглотрикотажных ма-шин применяют настилочную машину «Savale» KSM-J902.
С помощью этой машины можно настилать полотно с рулона или сложенного
в«книжку».
Раскладка и обмеловка
Раскладка лекал должна быть рациональной и давать как можно меньше
межлекальных выпадов. По верхнему слою настила делается обмеловка.
Технические требования к изготовлению лекал
На каждую модель изделия по чертежам конструкции деталей изготовляют
лекала-эталоны и рабочие лекала. Лекала-эталоны являются контрольными, по ним
изготовляют и проверяют рабочие лекала. На каждом комплекте лекал-эталонов и
рабочих лекал указывают номер модели, размер и длину изделия, наименование
детали.
Раскладку лекал следует производить с учетом направления ворса, рисунка,
долевого направления материалов в деталях, допускаемых надставок, разрезов и отклонений.
При составлении раскладки лекал изделий для раскроя трикотажного полотна
руководствуются в первую очередь задачей экономного использования полотна.
Лекала крупных деталей укладывают прямолинейными срезами к краям полотна, а
криволинейными срезами внутрь. Лекала мелких деталей размещают между лекалами
крупных деталей. При составлении раскладок учитывается необходимость получения
заданного количества изделий определенных размеров и ростов при имеющихся
ширинах полотна и других ограничениях. В зависимости от вида раскраиваемого
полотна, получаемых изделий и условий работы в раскройном производстве
трикотажные полотна настилают в виде трубки (рукавом), в разворот со сгибом в
конце слоя («книжкой) или с отрезанием каждого слоя.
Расход полотна на одно изделие следует считать главным показателем,
характеризующим его экономическое использование. Большое влияние на
экономичность раскроя оказывает качество полотна.
Расход полотна на изготовление изделия, исчисляемый в квадратных
сантиметрах, складывается из площади полотна, равной сумме площадей лекал на
все детали изделия, и отходов, образующихся при раскрое. Отходы при раскрое
полотна подразделяются на следующие группы:
1. Межлекальные отходы.
2. Отходы от вырезания дефектных мест при раскрое.
. Отходы от трафаретных концов и лоскута - остатка.
. Отходы от кромки.
. Отходы от неровности полотна по ширине.
Раскрой
Раскрой бывает ручной и автоматизированный. При ручном раскрое полотна
- настилается вручную на раскройных столах.
длина раскройного стола для 6м, ширина 1,75м.
Применяется следующее раскройное оборудование: передвижные раскройные
машины фирмы «Zoje» ZJ-3-8. Сабельный раскройный нож, предназначен для работы с
любыми материалами. С помощью этих машин выполняется точный раскрой материала в
настилах. Мощный электродвигатель гарантирует легкость раскроя тяжелых
материалов. Машина имеет автоматическую систему смазки.
· Длина ножа - 8"
· Максимальная высота раскроя - 160 мм
· Мощность двигателя 550/750 Вт
· Вес машины 15/18 кг.
Подготовка к пошиву изделий. Комплектование и проверка качества кроя.
Комплектуют раскроенные детали по размерам, цвету, числу деталей.
Проверяется качество кроя. Детали могут быть подштопаны и подкроены. Надо иметь
определенный запас полотна определенного оттенка для подкраивания вместо
дефектных деталей.
Скомплектованные детали вместе с маршрутным листом попадают в швейный
цех.
Пошив изделий
Правила пошива, величина подгиба краёв изделий, ширина прокладываемой
эластичной тесьмы, применяемые швы и частота стежков, номера швейных игл и
линейная плотность швейных ниток должны соответствовать требованиям ГОСТ 10399
- 77, ГОСТ 6309 - 80 и другой нормативно-технической документации. Правила
приёмки по ГОСТ 9173 - 76. Определение сортности по ГОСТ 1136 - 81.
Требования к пошиву трикотажных изделий
К пошиву изделий из трикотажа предъявляются требования, связанные со
свойствами этого материала.
Трикотажные изделия должны иметь рациональные пределы растяжимости, а
размеры их должны быть стабильными. В зависимости от группы растяжимости полотна
готовые изделия имеют разные припуски на свободу облегания, при стачивании
деталей применяют различные виды швов и строчек. Детали трикотажных изделий
чаще соединяют различными строчками цепного стежка (краеобметочные, плоские,
кеттельные), которые имеют большую растяжимость, чем строчки челночного стежка.
Операции пошива трикотажных изделий: соединение деталей швами,
подшивка низа, прорубка петель, вышивка, отделочные швы и др. для
соединения деталей применяются следующие швы:
-швейно-обметочные (оверлочные). Они соединяют и обметывают основные
детали изделия. Для сглаживания рубцов шов распошивают плоским швом.
-плоский шов имеет вид четырех параллельно расположенных строчек, которые
переплетаются на изнаночной стороне.
-распошивочный шов: с лица две параллельные строчки, которые
переплетаются на изнанке. Этим швом подшивают детали, распошивают оверлочный
шов.
тамбурный шов: на лице обычная строчка, а на изнаночной - цепочки.
Отделка трикотажных изделий: обшивка тесьмой или обтачкой, украшение
машинной или ручной вышивкой, кружевами, отделочной строчкой и др. Для
настрачивания кружева, аппликаций, эмблем и воланов предназначаются строчки
челночных зигзагообразных стежков.
Швы должны быть без дефекта прорубания. Трикотажное полотно может
частично терять прочность при неправильном подборе швейных ниток к игле.
Окончательная отделка
Маркировка, упаковка, транспортирование и хранение изделий - по ГОСТ 3897
- 68; размеры изделий на ярлыках должны соответствовать размерным признакам
типовой фигуры и обозначаться по СТ СЭВ 2673 - 80; на ярлыке при маркировании
изделий, коробок, пачек из картона, пачек изделий дополнительно должны быть
указаны полуобхват груди и длина изделия.
На участки окончательной отделки поступают полуфабрикаты,
скомплектованные по маршрутным листам.
Партия изделий должна сопровождаться маршрутным листом, пачкой товарных
ярлыков и ведомостью исполнителя.
Изделия по процессу отделки перемещаются пачкой при помощи следующих
транспортных средств:
двухрожковых кронштейнеров-тележек
кронштейнеров-тележек для готовой продукции.
Работа на участках организуется с учетом несъемного процесса при
двусменной работе.
Запуск осуществляется на определенное рабочее место в соответствии с
планируемой нагрузкой. Запускальщица ведет учет запущенных изделий в отделочную
секцию.
Далее операции выполняются в следующей последовательности:
чистка изделий от производственного мусора,
обметывание петель,
пришивка пуговиц,
ВТО,
навешивание прейскурантных талонов, комплектование, упаковка и сдача на
склад.
Кронштейны от одного рабочего места к другому последовательно
перемещаются самими рабочими.
Для окончательной влажно-тепловой обработки применяют гладильный пресс
MIE ROMEO I. При помощи давления пресса и регулируемой температуры с
добавлением горячего пара происходит быстрая обработка изделия с минимальными
усилиями.
Готовые изделия упаковываются в коробки (пачки) по 5 штук, комплектуются
в соответствии с маршрутным листом и подаются в зону сдачи готовой продукции на
склад. Приемку готовой продукции на склад можно выполнять как в секции
окончательной отделки, так и непосредственно на складе готовой продукции.
Для выполнения сдачи-приемки готовой продукции в швейном цехе на участке
окончательной отделки выделяется участок площадью 9 - 10 м2,
оборудованный столом для приема продукции. Приемку продукции осуществляет
приемщица склада готовой продукции, сверяя данные маршрутного листа с ярлыками
изделий и накладной на сдачу готовой продукции. Принятые изделия
транспортируются на склад готовой продукции с помощью элеватора. Работница
вручную укладывает коробки (пачки) в люльки элеватора и включает
транспортирующее устройство.
Выводы
1. На основании анализа потребительского спроса трикотажных изделий
для проектируемого ассортимента выбраны три модели женских трикотажных блузок.
Отличающиеся друг от друга конструкторскими особенностями.
2. Для наилучшего восприятия конструктивных особенностей
проектируемых трикотажных изделий выбрано готовое гладкое интерлочное полотно,
обладающее повышенной формоустойчивостью, параметры которого обеспечивают
требуемые эксплуатационные свойства.
. Метод конструктивного моделирования, основанный на изменении
базовой конструкции, который использован при проектировании 3-х артикулов,
обеспечивает быструю разработку лекал трикотажных изделий нового ассортимента,
при сохранении баланса исходной конструкции.
4. Выбрано оборудование: настилочная машина, раскройная машина,
швейная машина, - которые соответствуют современному уровню данного вида
техники.
5. Разработана технологическая схема производства трикотажных
изделий, которая обеспечивает высокое качество выпускаемой продукции. При
рациональных затратах на ее производство.
4. Технолого-организационный раздел
4.1 Основные принципы организации поточного производства
Чтобы организовать любое производство, необходимо иметь три компонента -
средство труда, предмет труда и труд (целесообразная человеческая
деятельность). Взаимодействие этих компонентов и определяет форму организации
производства.
В швейной промышленности существуют две формы организации производства -
прерывная, или непоточная, и непрерывная, или поточная.
Непоточную форму применяют при индивидуальном производстве одежды,
например в ателье. При этом каждое изделие изготовляет или бригада, состоящая
из 3…11 человек, или один человек.
Эту форму характеризует малый объем производства, нестабильность
предметов труда, универсальность исполнителей и применяемых средств труда.
Поточную форму применяют при промышленном производстве одежды на швейных
предприятиях и в ателье (при изготовлении изделий малыми партиями). Поточным
является производство, характеризующееся расположением технологического
оснащения в последовательности выполнения операций технологического процесса и
определенным интервалом выпуска изделий (тактом выпуска).
Для организации поточного производства необходимы большой объем,
однородность продукции и сырья в течение длительного времени, тщатель-ная
подготовка производства для обеспечения непрерывности и ритмичности процесса
изготовления изделия.
Организационной формой поточного производства является поток. Поток - это
форма организации производственного процесса, при котором все операции на
рабочих местах выполняют в определенной, заранее уста-новленной технологической
последовательности, имеется соответствующее число рабочих и оборудования для
обеспечения равной пропускной
способности за один и тот же период времени.
Для потока характерны следующие основные принципы: прямоточность,
параллельность, пропорциональность, непрерывность, ритмичность, синхронность
выполнения операций.
Прямоточность - кратчайший путь прохождения полуфабриката по всем
операциям производственного процесса без встречных и возвратных движений.
Пропорциональность - равенство и кратность продолжительности операций
производственного процесса одному и тому же периоду времени.
Параллельность - одновременное выполнение различных операций над
отдельными деталями и узлами обрабатываемого изделия, обеспечивающее сокращение
продолжительности производственного процесса.
Непрерывность - отсутствие каких бы то ни было перерывов в
производственном процессе.
Ритмичность - регулярное повторение всех операций через определенные
промежутки времени при условии выравнивания их
продолжительности.
Синхронность - проведение разнообразных технологических и организационных
мероприятий, приближающих продолжительность каждой операции к одному и тому же
периоду времени.
Сочетание всех этих принципов лежит в основе построения потоков швейного
производства.
Существуют единые правила проектирования потоков. Прежде всего,
рассчитывают параметры потока. К параметрам (показателям ) потока относятся:
такт потока; мощность, выраженная выпуском продукции в единицу времени или
числом рабочих, занятых на потоке; число рабочих мест; площадь, занятая
потоком; число монтажных линий [8].
4.2 Типы потоков швейных цехов
Тип потока - это комплексная характеристика, определяемая уровнем
используемой техники и технологии, организационной формой и структурой,
способами перемещения полуфабриката, запуска моделей, мощностью и т.д.
Существует несколько типов потоков, применяемых в швейных цехах. Это
агрегатные и групповые потоки, сочетание этих двух - агрегатно-групповые
потоки, конвейерные потоки с регламентированным и со свободным ритмом работы.
Агрегатные потоки - самая простая, но малоэффективная форма организации
потока. Эти потоки обычно имеют малую мощность, их применяют при изготовлении
стабильных изделий невысокой трудоемкости. Иногда агрегатные потоки используют
только в монтажной секции. Ритм агрегатного потока свободный. Запуск моделей
последовательный или последовательно-ассортиментный. Запуск деталей поштучный
или пачковый. Передача полуфабриката ручная по междустолью или с использованием
напольных транспортных средств. На таких потоках полуфабрикат можно возвращать
назад на одно или два рабочих места (при повышенной специализации рабочего
места). Операции выполняются одним рабочим на оборудовании разного вида.
Наиболее эффективно применение агрегатных потоков в сочетании с групповыми.
На групповых потоках полуфабрикаты размещают на рабочих местах, собранных
в специализированные группы, где и производится их одновременная обработка.
Ритм потока свободный. Запуск деталей пачковый, пачки перемещают вручную по
междустолью или с помощью разнообразных транспортных средств, применяя
последовательно-ассортиментный или последовательно-цикличный запуск моделей.
Достоинство групповых потоков заключается в их универсальности,
позволяющей осуществлять:
· Параллельную обработку деталей и узлов изделия;
· Запуск деталей пачками;
· Специализацию рабочих мест;
· Широкое применение дешевых бесприводных устройств для
передачи полуфабриката;
· Наиболее полное использование оборудования и оргтехоснастки;
· Замену исполнителей в случае невыходов на работу.
Кроме того, при групповом потоке отсутствует потеря времени на смену моделей.
Недостатками группового потока являются:
· Увеличение объема незавершенного производства;
· Необходимость усиления контроля за своевременностью
изготовления деталей;
· Усложнение планировки потока.
Наиболее прогрессивной формой организации труда является
агрегатно-групповой поток.
На потоках этого типа выделяются группы рабочих мест по изготовлению
отдельных узлов одежды, требующему узкой специализации. Ритм потока свободный,
питание пачковое, полуфабрикат перемещается внутри группы с помощью различных
внутрипроцессных транспортных средств. Запуск моделей может быть
последовательным, последовательно-ассортиментным и цикличным. Такие потоки
(большой и средней мощности) применяют при изготовлении изделия любого
ассортимента, желательно малогабаритных; при изготовлении верхней одежды потоки
этого типа используют в заготовительной секции.
С учетом вышеизложенного сформулируем условия, необходимые для
организации агрегатно-группового потока:
· Большая мощность и узкая специализация рабочих мест (для
обеспечения максимальной специализации внутри групп допускаются возвраты
полуфабриката);
· Максимальное использование мощности оборудования (допускается
выполнение операций одним рабочим на разном оборудовании);
· Технологическая однородность моделей, различие в трудоемкости
изготовления разных узлов не более 7%;
· Однотипность методов обработки изделий разных моделей и
одинаковые режимы работы используемого оборудования;
· Разделение потока на узкоспециализированные группы,
занимающиеся обработкой отдельных деталей и узлов;
· Использование разнообразных средств перемещения
полуфабрикатов внутри групп и между группами.
Особенностью агрегатно-группового потока является также то, что при
большой мощности и малом такте кратность операций возрастает до 8…10.
Достоинствами агрегатно-групповых потоков являются:
· Достижение минимальной трудоемкости изготовления изделий (а
следовательно, и высокой экономичности) в результате сокращения числа
вспомогательных приемов (обработка деталей пачкой, специализация рабочих мест),
возможности использования специального полуавтоматического и автоматического
высокопроизводительного оборудования, рациональной организации труда и
размещения рабочих мест в группах;
· Повышение качества обработки благодаря узкой специализации и
рациональной организации рабочих мест;
· Возможность учета индивидуальности труда рабочих и
маневренности в случае невыходов на работу;
· Возможность приспособить помещение любой конфигурации для
размещения потока.
Недостатками, как и в групповых потоках, являются значительное увеличение
объема незавершенного производства, необходимость усиления контроля за
ритмичностью работы всего потока и его участков. Кроме того, возникает большая
сложность при планировке рабочих мест из-за большой кратности операций.
Конвейерные потоки получили свое название по транспортирующему устройству
для передачи полуфабриката.
На конвейерных потоках могут быть использованы конвейеры ленточные,
цепные, подвесные различной конструкции. По характеру движения транспортирующей
ленты они делятся на конвейеры непрерывного и периодического действия.
По расположению осей приводных барабанов конвейеры подразделяются на
вертикально замкнутые и горизонтально замкнутые. Вертикально замкнутые
конвейеры, в свою очередь, делятся на однолинейные однорядные, однолинейные
двухрядные и двухлинейные двухрядные.
Одной из новых форм организации поточных линий является применение
промышленных транспортных роботов для передачи пачек полуфабрикатов на рабочие
места. Один робот обслуживает 12…16 рабочих мест. Движение робота происходит по
строго заданной программе, в которой предусмотрено время подхода его к рабочему
месту для взятии коробки с полуфабрикатами и время перемещения к другому
рабочему месту отдачи на него коробки [8].
Для данной выпускной квалификационной работе выбран двухлинейный агрегат
с ручным перемещением полуфабриката по межстолью, так как он обладает такими
преимуществами, как легкой перестановки оборудования, запуск пошива другого
изделия приспосабливание любого помещения для производства, учет индивидуального
труда рабочих.
4.3 Производственная программа швейного цеха
Расчет такта швейного потока
Таблица 4.1
|
Наименование показателей
|
Формула
|
Результат расчета
|
|
|
Модель 1
|
Модель 2
|
Модель 3
|
|
Задание на смену, шт.
|
В
|
250
|
250
|
250
|
|
Средняя продолжительность смены, сек
|
 288002880028800 288002880028800
|
|
|
|
|
Время регламентированных перерывов по группе «Б», сек
|
 160016001600 160016001600
|
|
|
|
|
Такт потока, сек
|
 109109109 109109109
|
|
|
|
Расчет количества рабочих мест для пошива модели 1
Таблица 4.2
|
№ п/п
|
Наименование операции
|
Длительность операции, сек
|
Количество рабочих мест
|
Загрузка, %
|
|
|
|
nр
|
nпр
|
nрез
|
nобщ
|
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
|
1
|
Скомплектовать комплект для пошива
|
98,9
|
0,90
|
1
|
-
|
1
|
90
|
|
2
|
Стачать плечевые срезы (два шва)
|
44,74
|
0,41
|
1
|
1
|
3
|
96
|
|
3
|
Втачать рукава (два шва)
|
59,47
|
0,55
|
|
|
|
|
|
4
|
Стачать рукавно - боковые срезы (два шва) с этикеткой
|
98,09
|
0,90
|
1
|
|
|
90
|
|
5
|
Обработать срезы горловины швом в подгибку
|
23,42
|
0,22
|
1
|
1
|
2
|
92
|
|
6
|
Обработать нижние срезы рукавов швом в подгибку
|
22,52
|
0,21
|
|
|
|
|
|
7
|
Обработать нижние срезы изделий швом в подгибку
|
53,28
|
0,49
|
400,42
|
3,68
|
4
|
2
|
6
|
92
|
где:np - расчетное количество мест;nпр -принятое количество мест;
npез -резервное количество мест;nобщ - общее
количество мест.
Длительность операции пошива модели 1 принимаем 400 секунд.
На основании результатов таблицы 4.2 было спроектировано расположение
рабочих мест на агрегатном потоке (рис. 4.2).
Рис. 4.1. Двухлинейный агрегатный поток с ручным перемещением
полуфабриката по межстолью.
Рис. 4.2. Двухлинейный агрегатный поток с указанием рабочих мест.
Расчет количества рабочих мест для пошива модели 2
Таблица 4.3
|
№ п/п
|
Наименование операции
|
Длительность операции, сек
|
Количество рабочих мест
|
Загрузка, %
|
|
|
|
nр
|
nпр
|
nрез
|
nобщ
|
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
|
1
|
Скомплектовать комплект для пошива
|
98,09
|
0,90
|
1
|
-
|
1
|
90
|
|
2
|
Стачать плечевые срезы (два шва)
|
44,74
|
0,41
|
1
|
1
|
3
|
86
|
|
3
|
Втачать рукава (два шва)
|
59,47
|
0,55
|
|
|
|
|
|
4
|
Стачать рукавно - боковые срезы (два шва) с этикеткой
|
98,09
|
0,90
|
1
|
|
|
90
|
|
5
|
Обработать срезы горловины швом в
|
22,42
|
0,21
|
1
|
1
|
2
|
100
|
|
6
|
Обработать нижние срезы рукавов швом в подгибку
|
26,08
|
0,24
|
|
|
|
|
|
7
|
Обработать нижние срезы изделий швом в подгибку
|
60,06
|
0,55
|
|
|
|
|
|
Итого
|
408,95
|
3,76
|
4
|
2
|
6
|
94
|
Длительность операции пошива модели 1 принимаем 409 секунд.
На основании результатов таблицы 4.3 было спроектировано расположение
рабочих мест на агрегатном потоке (рис. 4.2).
Таблица 4.4 Расчет количества рабочих мест для пошива модели 3
|
№ п/п
|
Наименование операции
|
Длительность операции, сек
|
Количество рабочих мест
|
Загрузка, %
|
|
|
|
nр
|
nпр
|
nрез
|
nобщ
|
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
|
1
|
Скомплектовать комплект для пошива
|
98,09
|
0,90
|
1
|
-
|
1
|
90
|
|
2
|
Заложить и застрочить складки на спинке, переде и рукавах
|
98,52
|
0,90
|
1
|
1
|
2
|
90
|
|
3
|
Стачать плечевые срезы (два шва)
|
44,74
|
0,41
|
1
|
1
|
3
|
96
|
|
4
|
Втачать рукава (два шва)
|
59,47
|
0,55
|
|
|
|
|
|
5
|
Стачать рукавно - боковые срезы (два шва) с этикеткой
|
98,09
|
0,90
|
1
|
|
|
90
|
|
6
|
Обработать срезы горловины швом в подгибку
|
22,42
|
0,21
|
1
|
1
|
2
|
91
|
|
7
|
Обработать нижние срезы рукавов швом в подгибку
|
22,52
|
0,21
|
|
|
|
|
|
8
|
Обработать нижние срезы изделий швом в подгибку
|
53,28
|
0,49
|
|
|
|
|
|
Итого
|
497,13
|
4,57
|
5
|
3
|
8
|
91
|
Длительность операции пошива модели 1 принимаем 497 секунд.
На основании результатов таблицы 4.4 было спроектировано расположение
рабочих мест на агрегатном потоке (рис. 4.3).
Рис. 4.3. Двухлинейный агрегатный поток с указанием рабочих мест.
Таблица 4.5 Производственная программа швейного цеха
|
Наименование показателей
|
По проекту
|
|
Модель 1
|
Модель 2
|
Модель 3
|
|
Вид потока
|
Агрегатный
|
|
Режимный фонд времени, час Число рабочих дней в году
Средняя продолжительность смены, час Коэффициент сменности
|
4000 250 8 2
|
4000 250 8 2
|
4000 250 8 2
|
|
Выпуск продукции в смену, шт.
|
250
|
250
|
250
|
|
Такт потока, сек
|
109
|
109
|
109
|
|
Трудоемкость пошива 1 изд., сек
|
400
|
409
|
497
|
|
Число рабочих в 2 смены, чел
|
8
|
8
|
10
|
|
Выработка продукции за год, шт.
|
125'000
|
125'000
|
125'000
|
|
Загруженность швеи, %
|
92
|
94
|
91
|
|
Количество потоков, шт.
|
1
|
1
|
1
|
Выводы
.В данной выпускной квалификационной работе выбран двухлинейный агрегат с
ручным перемещением полуфабриката по межстолью, так как он обладает такими
преимуществами, как легкой перестановки оборудования, запуск пошива другого
изделия приспосабливание любого помещения для производства, учет индивидуального
труда рабочих.
.Проведен расчет 3-х швейных потоков, который показал что загруженность
работников в каждом швейном потоке (при такте потока в 109 секунд) составляет:
Артикул 1 - 92 %;
Артикул 2 - 94 %;
Артикул 3 - 91 %.
.Сравнительный анализ расчета швейных потоков для производства
одинакового количества женских трикотажных блуз 3-х различных артикулов показал
незначительные изменения технологических характеристик данных потоков, что
позволят производить различные виды трикотажных изделий на одном и том же
швейном потоке.
5. Экономический раздел
Трикотажно-швейная промышленность - одна из крупнейших подотраслей
текстильной промышленности. Постоянной задачей является производство
трикотажных изделий с наименьшими затратами. Также необходимо постоянно
увеличивать общий выпуск трикотажных изделий. Вместе с этим количество не
заменит качество. Поэтому необходимо разрабатывать технологии, которые позволят
улучшить качество, не теряя в производительности, а также улучшать и расширять
ассортимент [16].
Для этого необходимо использовать весь имеющийся производственный
потенциал, применять технологии, экономящие материальные, трудовые и финансовые
ресурсы. В связи с этими задачами необходимостью является внедрение новейшей
техники, технологии и постоянное обновление форм организации производства.
Планирование и управление производством позволяет достичь наиболее высокой
эффективности труда на предприятии и на дальнейшее укрепление централизованного
управления.
5.1 Планирование себестоимости
Таблица 5.1.(Модель 1) Планирование потребности в сырье
|
Вид сырья
|
Наименование показателей
|
переходы
|
Расход сырья на 1 изделие (без отходов), г
|
|
|
раскройный цех
|
швейный цех
|
всего
|
|
|
Интерлочное хлопковое трикотажное полотно
|
% отходов
|
20,42
|
0,8
|
21,22
|
141,25
|
|
100% - % отходов
|
79,58
|
99,2
|
78,78
|
|
|
Масса полуфабриката поступившего в производство, г
|
178,93
|
142,39
|
-
|
|
|
Масса полуфабриката полученного из производства, г
|
142,39
|
141,25
|
-
|
|
|
Масса отходов, г
|
36,54
|
1,14
|
37,68
|
|
|
Масса отходов на годовой выпуск (125 000 шт.), кг
|
4567,5
|
142,5
|
4710
|
|
Проверка: Вгот + Вотх = 141,25 + 37,68 = 178,93 г
Таблица 5.2. (Модель 2)
|
Вид сырья
|
Наименование показателей
|
переходы
|
Расход сырья на 1 изделие (без отходов), г
|
|
|
раскройный цех
|
швейный цех
|
всего
|
|
|
Интерлочное хлопковое трикотажное полотно
|
% отходов
|
12,66
|
0,8
|
13,46
|
155,03
|
|
100% - % отходов
|
87,34
|
99,2
|
86,54
|
|
|
Масса полуфабриката поступившего в производство, г
|
178,93
|
156,28
|
-
|
|
|
Масса полуфабриката полученного из производства, г
|
156,28
|
155,03
|
-
|
|
|
Масса отходов, г
|
22,65
|
1,25
|
23,9
|
|
|
Масса отходов на годовой выпуск (100 000 шт.),кг
|
2831,25
|
156,25
|
2987,5
|
|
Проверка: Вгот + Вотх = 155,03 + 23,9 = 178,93 г
Таблица 5.3. (Модель3)
|
Вид сырья
|
Наименование показателей
|
переходы
|
Расход сырья на 1 изделие (без отходов), г
|
|
|
раскройный цех
|
швейный цех
|
всего
|
|
|
Интерлочное хлопковое трикотажное полотно
|
% отходов
|
6,64
|
0,8
|
7,44
|
193,83
|
|
100% - % отходов
|
93,36
|
99,2
|
92,56
|
|
|
Масса полуфабриката поступившего в производство, г
|
209,28
|
195,39
|
-
|
|
|
Масса полуфабриката полученного из производства, г
|
195,39
|
193,83
|
-
|
|
|
Масса отходов, г
|
13,89
|
1,56
|
15,45
|
|
|
Масса отходов на годовой выпуск (100 000 шт.),кг
|
1736,25
|
195
|
1931,25
|
|
Проверка: Вгот + Вотх = 193,83 + 15,45 = 209,28 г
Таблица 5.4. Планирование количества закупаемого полотна
|
Наименование показателей
|
Модель 1
|
Модель 2
|
Модель 3
|
|
Расход сырья на 1 изделие, г
|
178,93
|
178,93
|
209,28
|
|
Годовой выпуск продукции, шт.
|
125'000
|
125'000
|
125'000
|
|
Расход сырья на годовой выпуск продукции, кг
|
22'366,25
|
22'366,25
|
26'160
|
Необходимое количество сырья для годового выпуска всех моделей:
'366,25 + 22'366,25 + 26'160 = 70'892,5 кг.
Необходимое количество рулонов для годового выпуска всех моделей, при
среднем весе рулона - 10,7 кг, составит:
'892,5 / 10,7 = 6'634 рулона.
Таблица 5.5 Баланс сырья
|
Поступило в производство
|
Получено из производства
|
|
Вид сырья
|
количество
|
Цена сырья за 1 кг руб.
|
стоимость
|
Наименование
|
количество
|
Цена сырья за 1 кг руб.
|
стоимость
|
|
на одно изделие г.
|
на 125'000
изд., кг.
|
|
на одно изд.(кг) руб.
|
|
на одно изделие г.
|
на 125'000
изд., кг.
|
|
на одно изд. руб.
|
на 125'000
изд. руб.
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
|
Модель 1
|
|
Х/Б трикотажное полотно
|
178,93
|
22'366,25
|
300
|
53,68
|
6'710'000
|
Блуза женская
|
141,25
|
17'656,25
|
366,778
|
51,8074
|
6'475'925
|
|
|
|
|
|
|
Отходы (всего)
|
37,68
|
4710
|
49,697
|
1,8726
|
234'075
|
|
|
|
|
|
|
1.раскрой
|
36,54
|
4567,5
|
50
|
1,827
|
228'375
|
|
|
|
|
|
|
2.пошив
|
1,14
|
142,5
|
40
|
0,0456
|
5'700
|
|
итого
|
178,93
|
22'366,25
|
300
|
53,68
|
6'710'000
|
итого
|
178,93
|
22'366,25
|
300
|
53,68
|
6'710'000
|
|
Модель 2
|
|
Х/Б трикотажное полотно
|
178,93
|
22'366,25
|
300
|
53,68
|
6'710'000
|
Блуза женская
|
155,03
|
19'378,75
|
338,6280
|
52,4975
|
6'562'187,5
|
|
|
|
|
|
|
Отходы (всего)
|
23,9
|
2'987,5
|
49,4769
|
1,1825
|
147'812,5
|
|
|
|
|
|
|
1.раскрой
|
22,65
|
2'831,25
|
50
|
1,1325
|
141'562,5
|
|
|
|
|
|
|
2.пошив
|
1,25
|
156,25
|
40
|
0,05
|
6'250
|
|
итого
|
178,93
|
22'366,25
|
300
|
53,68
|
6'710'000
|
итого
|
178,93
|
22'366,25
|
300
|
53,68
|
6'710'000
|
|
Модель 3
|
|
Х/Б трикотажное полотно
|
209,28
|
26'160
|
300
|
62,78
|
7'847'500
|
Блуза женская
|
193,83
|
24'228,75
|
319,9871
|
62,0231
|
7'752'887,5
|
|
|
|
|
|
|
Отходы (всего)
|
15,45
|
1'931,25
|
48,9903
|
0,7569
|
94'612,5
|
|
|
|
|
|
|
1.раскрой
|
13,89
|
1'736,25
|
50
|
0,6945
|
86'812,5
|
|
|
|
|
|
|
2.пошив
|
1,56
|
195
|
40
|
0,0624
|
7'800
|
|
итого
|
209,28
|
26'160
|
300
|
62,78
|
7'847'500
|
итого
|
209,28
|
26'160
|
300
|
62,78
|
7'847'500
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Планирование вспомогательных материалов
Таблица 5.6
|
Наименование материалов
|
Ед. изм.
|
Норма расхода на 1 изд.
|
Потребность материалов на годовой выпуск 125'000 изд.
|
Цена за ед., руб.
|
Сумма затрат, руб.
|
|
|
|
|
|
на 1 изд.
|
на годовой выпуск
|
|
Модель 1
|
|
Швейная нить
|
м
|
6
|
750'000
|
0,01
|
0,06
|
7'500
|
|
Упаковка
|
шт.
|
1
|
125'000
|
1,7
|
1,7
|
212'500
|
|
Этикетка
|
шт.
|
2
|
250'000
|
0,8
|
1,6
|
200'000
|
|
Итого
|
-
|
-
|
-
|
-
|
3,36
|
420'000
|
|
Модель 2
|
|
Швейная нить
|
м
|
8
|
1'000'000
|
0,01
|
0,08
|
10'000
|
|
Упаковка
|
шт.
|
1
|
125'000
|
1,7
|
1,7
|
212'500
|
|
Этикетка
|
шт.
|
2
|
250'000
|
0.8
|
1,6
|
200'000
|
|
Итого
|
-
|
-
|
-
|
-
|
3,38
|
422'500
|
|
Модель 3
|
|
Швейная нить
|
м
|
7,5
|
937'500
|
0,01
|
0,075
|
9'375
|
|
Упаковка
|
шт.
|
1
|
125'000
|
1,7
|
1,7
|
212'500
|
|
Этикетка
|
шт.
|
2
|
250'000
|
0,8
|
1,6
|
200'000
|
|
Итого
|
-
|
-
|
-
|
-
|
3,375
|
421'875
|
Длина нити на катушке - 5000 м., стоимость одной катушки 50 рублей.
Стоимость метра нити на одно изделие 0,01 рублей.
Общая сумма вспомогательных материалов составляет:
на единицу продукции - 3,36 + 3,38 + 3,375 = 10,115 руб;
на годовой выпуск продукции - 420'000 + 422'500 +421'875 = 1'264'375 руб.
Таблица 5.7
Расчет численности производственных рабочих
|
Категория рабочих
|
Количество машин в заправке
|
К см
|
Численность рабочих, чел.
|
|
Модель 1
|
Модель 2
|
Модель 3
|
|
Модель 1
|
Модель 2
|
Модель 3
|
|
Раскройщики
|
1
|
1
|
1
|
1
|
1
|
1
|
1
|
|
Швея
|
4
|
4
|
5
|
2
|
8
|
8
|
10
|
|
Гладильщицы
|
1
|
1
|
1
|
2
|
2
|
2
|
2
|
|
Помощник мастера
|
1
|
2
|
2
|
|
Итого
|
-
|
-
|
11
|
11
|
13
|
|
Всего
|
-
|
-
|
37
|
|
|
|
|
|
|
|
|
|
|
Таблица 5.8 Расчет фонда заработной платы производственных рабочих
|
Категория рабочих
|
Численность рабочих, чел.
|
Среднемесячная заработная плата, руб.
|
Годовой фонд заработной платы, руб.
|
Основная и дополнительная заработная плата на единицу
продукции, руб.
|
|
1
|
2
|
3
|
4
|
5
|
|
Модель 1
|
|
Раскройщик
|
1
|
25'000
|
300'000
|
2,4
|
|
Швея
|
8
|
30'000
|
2'880'000
|
23,04
|
|
Гладильщица
|
2
|
25'000
|
600'000
|
4,8
|
|
Помощник мастера
|
0,67
|
20'000
|
160'800
|
1,29
|
|
Итого
|
11,67
|
-
|
3'940'800
|
31,53
|
|
Модель 2
|
|
Раскройщик
|
1
|
25'000
|
300'000
|
2,4
|
|
Швея
|
8
|
30'000
|
2'880'000
|
23,04
|
|
Гладильщица
|
2
|
25'000
|
600'000
|
4,8
|
0,67
|
20'000
|
160'800
|
1,29
|
|
Итого
|
11,67
|
-
|
3'940'800
|
31,53
|
|
Модель 3
|
|
Раскройщик
|
1
|
25'000
|
300'000
|
2,4
|
|
Швея
|
10
|
30'000
|
3'600'000
|
28,8
|
|
Гладильщица
|
2
|
25'000
|
600'000
|
4,8
|
|
Помощник мастера
|
0,66
|
20'000
|
158'400
|
1,27
|
|
Итого
|
13,66
|
-
|
4'658'400
|
37,27
|
Таблица 5.9
|
Всего на модели трех артикулов
|
Численность рабочих, чел.
|
Годовой фонд заработной платы, руб.
|
Основная и дополнительная заработная плата на единицу
продукции, руб.
|
|
37
|
12'540'000
|
100,33
|
Таблица 5.10 Планирование отчислений на социальные нужды
|
Наименование показателей
|
Единица измерения
|
Результаты расчета
|
|
|
Модель 1
|
Модель 2
|
Модель 3
|
|
Годовой фонд заработной платы производственных рабочих
|
руб.
|
3'940'800
|
3'940'800
|
4'658'400
|
|
Налоговая ставка
|
%
|
34
|
34
|
34
|
|
Отчисления на социальное страхование:
|
|
- на годовой выпуск
|
руб.
|
1'339'872
|
1'339'872
|
1'583'856
|
|
- на 1 изделие
|
руб.
|
10,72
|
10,72
|
12,67
|
|
|
|
|
|
|
5.3 Планирование расходов на содержание и эксплуатацию
оборудования
Таблица 5.11. Расчет потребляемой энергии
|
Наименование оборудования
|
Количество машин, ед.
|
Мощность электродвигателя, кВт
|
Режимный фонд времени, час
|
 Потребляемая электроэнергия,
кВт-час Потребляемая электроэнергия,
кВт-час
|
|
|
Модель 1
|
Модель 2
|
Модель 3
|
|
|
|
Модель 1
|
Модель 2
|
Модель 3
|
|
Настилочная машина «Savale» KSM-J902-16
|
1
|
1
|
1
|
2
|
4 000
|
0,91
|
7'280
|
7'280
|
7'280
|
|
Раскройная машина «Zoje» ZJ -3-8
|
1
|
1
|
1
|
0,75
|
4 000
|
0,91
|
2'730
|
2'730
|
2'730
|
|
Машина цепного стежка «Juki» МН-481-5
|
-
|
-
|
1
|
0,3
|
4 000
|
0,91
|
-
|
-
|
1'092
|
|
Краеобметочная машина «Juki» МО-3700
|
2
|
2
|
2
|
0,3
|
4 000
|
0,91
|
2'184
|
2'184
|
2'184
|
|
Плоскошовная машина «Sunstar»
|
1
|
1
|
1
|
0,4
|
4 000
|
0,91
|
1'456
|
1'456
|
1'456
|
|
Гладильный пресс «MIE ROMEO I»
|
1
|
1
|
1
|
2,2
|
4 000
|
0,91
|
8'008
|
8'008
|
8'008
|
|
Итого
|
-
|
5,95
|
-
|
-
|
21'658
|
21'658
|
22750
|
Потребляемая электроэнергия на годовой выпуск всех моделей:
'658 + 21'658 + 22'750 = 66'066 кВт-час
Стоимость 1 кВт-час = 5,00 руб.
Стоимость двигательной энергии, руб.
- на годовой выпуск:
Модель 1: 21'658 ´ 5 = 108'290 руб.
Модель 2: 21'658 ´ 5 = 108'290 руб.
Модель 3: 22'750 ´ 5 = 113'750 руб.
- на 1 изделие:
Модель 1: 108'290 / 125'000 = 0,87 руб.
Модель 2: 108'290 / 125'000 = 0,87 руб.
Модель 3: 113'750 / 125'000 = 0,91 руб.
Общая суммарная стоимость двигательной энергии составляет:
'066 ´ 5 =
330'330 руб
Таблица 5.12 Расчет амортизационных отчислений
|
Наименование оборудования
|
Кол-во машин в заправке, ед.
|
Балансовая стоимость единицы оборудования, руб.
|
Балансовая стоимость парка оборудования, руб.
|
Норма амортизации, %
|
Амортизационные отчисления, руб.
|
|
Модель 1
|
Модель 2
|
Модель 3
|
|
Модель 1
|
Модель 2
|
Модель 3
|
|
Модель 1
|
Модель 2
|
Модель 3
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
|
Настилочная машина «Savale» KSM-J902-16
|
1
|
1
|
1
|
35'000
|
35'000
|
35'000
|
35'000
|
10
|
3'500
|
3'500
|
3'500
|
|
Раскройная машина «Zoje» ZJ-3-8
|
1
|
1
|
1
|
39'000
|
39'000
|
39'000
|
39'000
|
10
|
3'900
|
3'900
|
3'900
|
|
Машина цепного стежка «Juki»
|
-
|
-
|
1
|
42'000
|
-
|
-
|
42'000
|
10
|
-
|
-
|
4'200
|
|
Краеобметочная машина «Juki»
|
2
|
2
|
2
|
35'000
|
70'000
|
70'000
|
70'000
|
10
|
7'000
|
7'000
|
7'000
|
|
Плоскошовная машина «Sunstar»
|
1
|
1
|
1
|
38'000
|
38'000
|
38'000
|
38'000
|
10
|
3'800
|
3'800
|
3'800
|
|
Гладильный пресс «MIE ROMEO I»
|
1
|
1
|
1
|
25'000
|
25'000
|
25'000
|
25'000
|
10
|
2'500
|
2'500
|
2'500
|
|
Итого
|
-
|
-
|
207'000
|
207'000
|
249'000
|
-
|
20'700
|
20'700
|
24'900
|
Балансовая стоимость всего парка оборудования:
'000 + 207'000 + 249'000 = 663'000 руб.
Амортизационные отчисления на годовой выпуск всех артикулов:
'700 + 20'700 + 24'900 = 66'300 руб
Амортизационные отчисления на 1 изделие:
Модель 1: 20'700 / 125'000 = 0,17 руб.
Модель 2: 20'700 / 125'000 = 0,17 руб.
Модель 3: 24'900 / 125'000 = 0,20 руб.
Таблица 5.13. Расход на содержание и эксплуатацию оборудования
|
Виды расходов
|
Сумма затрат, руб.
|
|
На 1 изделие
|
На годовой выпуск
|
|
Модель 1
|
Модель 2
|
Модель 3
|
Модель 1
|
Модель 2
|
Модель 3
|
|
Двигательная энергия
|
0,87
|
0,87
|
0,91
|
108'290
|
108'290
|
113'750
|
|
Амортизационные отчисления
|
0,17
|
0,17
|
0,20
|
20'700
|
20'700
|
24'900
|
|
Расходы на ремонт и содержание оборудование
|
0,13
|
0,13
|
0,16
|
16'560
|
16'560
|
19'920
|
|
Итого
|
1,17
|
1,17
|
1,27
|
145'550
|
145'550
|
158'570
|
Расходы на ремонт и содержание оборудования 5 - 8 % от балансовой
стоимости парка оборудования:
Модель 1: 207'000 ´ 0,08 = 16'560 руб.
На 1 изд. 0,13 руб.
Модель 2: 207'000 ´ 0,08 = 16'560 руб.
На 1 изд. 0,13 руб.
Модель 3: 249'000 ´ 0,08 = 19'920 руб.
На 1 изд. 0,16 руб.
Таблица 5.14. Цеховые расходы
|
Виды затрат
|
Сумма затрат, руб.
|
Примечания
|
|
Модель 1
|
Модель 2
|
Модель 3
|
|
|
Фонд заработной платы цехового персонала
|
394'080
|
394'080
|
465'840
|
10% от фонда заработной платы производственных рабочих
|
|
Отчисления на социальные нужды
|
1'339'872
|
1'339'872
|
1'583'856
|
34% от фонда заработной платы цехового персонала
|
|
Прочие расходы
|
3'467'904
|
3'467'904
|
4'097'392
|
|
Итого на годовой
выпуск
|
5'201'856
|
5'201'856
|
6'147'088
|
|
|
На одно изделие
|
41,62
|
41,62
|
49,18
|
|
Общефабричные расходы в 1,2 выше цеховых расходов:
Общефаб. Расходы = 1,2 × цеховые расходы
Модель 1: 1,2 × 5'201'856 = 6'242'227,2 руб.
На одно изделие = 49,94 руб.
Модель 2: 1,2 × 5'201'856 = 6'242'227,2 руб.
На одно изделие = 49,94 руб.
Модель 3: 1,2 × 6'147'088 = 14497056 руб.
На одно изделие = 59,01 руб.
5.4 Калькуляция
Таблица 5.15
|
Статьи калькуляции
|
Модель 1 - 125'000
шт.
|
Модель 2 - 125'000
шт.
|
Модель 3 - 125'000
шт.
|
|
Сумма затрат
|
Уд. вес статьи, %
|
Сумма затрат
|
Уд. вес статьи, %
|
Сумма затрат
|
Уд. вес статьи, %
|
|
на 1 изд., руб.
|
на весь выпуск, руб.
|
|
на 1 изд., руб.
|
на весь выпуск, руб.
|
|
на 1 изд., руб.
|
на весь выпуск, руб.
|
|
|
Сырье и основные материалы (за вычетом отходов)
|
51,81
|
6'476'250
|
27,11
|
52,50
|
6'562'500
|
27,37
|
62,02
|
7'752'500
|
27,45
|
|
1. Сырье и основные материалы
|
53,68
|
6'710'000
|
28,09
|
53,68
|
6'710'000
|
27,99
|
62,78
|
7'847'500
|
27,79
|
|
2. Стоимость отходов
|
1,87
|
233'750
|
0,98
|
1,18
|
147'500
|
0,62
|
0,76
|
95'000
|
0,34
|
|
Стоимость обработки
|
138,34
|
17'292'500
|
72,39
|
138,36
|
17'295'000
|
72,13
|
162,78
|
20'347'500
|
72,05
|
|
3. Вспомогательные материалы
|
3,36
|
420'000
|
1,76
|
3,38
|
422'500
|
1,76
|
3,38
|
422'500
|
1,5
|
|
4. Заработная плата производственных рабочих
|
31,53
|
3'941'250
|
16,5
|
31,53
|
3'941'250
|
16,43
|
37,27
|
4'658'750
|
16,5
|
|
5. Отчисления на социальное страхование
|
10,72
|
1'340'000
|
5,61
|
10,72
|
1'340'000
|
5,59
|
12,67
|
1'583'750
|
5,6
|
|
6. Расходы на содержание и эксплуатацию оборудования
|
1,17
|
146'250
|
0,61
|
1,17
|
146'250
|
0,61
|
1,27
|
158'750
|
0,56
|
|
7. Цеховые расходы
|
41,62
|
5'202'500
|
21,78
|
41,62
|
5'202'500
|
21,7
|
49,18
|
6'147'500
|
21,77
|
|
8. Общефабричные расходы
|
49,94
|
6'242'500
|
26,13
|
49,94
|
6'242'500
|
26,04
|
59,01
|
7'376'250
|
26,12
|
|
Производственная себестоимость
|
190,15
|
23'768'750
|
99,5
|
190,86
|
23'857'500
|
99,5
|
224,8
|
28'100'000
|
99,5
|
|
Внепроизводственные расходы
|
0,95
|
118'750
|
0,5
|
0,95
|
118'750
|
0,5
|
1,12
|
140'000
|
0,5
|
|
Продолжение Таблицы 5.15
|
|
Полная себестоимость
|
191,10
|
23'887'500
|
100
|
191,81
|
23'976'250
|
100
|
225,92
|
28'240'000
|
100
|
|
Оптовая цена без НДС
|
200
|
25'000'000
|
-
|
200
|
25'000'000
|
-
|
250
|
31'250'000
|
-
|
|
Балансовая прибыль
|
8,9
|
1'112'500
|
-
|
8,19
|
1'023'750
|
-
|
24,08
|
3'010'000
|
-
|
|
Рентабельность продукции %
|
4,7
|
4,3
|
10,7
|
Внепроизводственные расходы составляют 0,5 % от производственной
себестоимости:

Расчет на 1 изделие:
Модель 1: 190,15 × 0,005 = 0,95 руб.
Модель 2: 190,86 × 0,005 = 0,95 руб.
Модель 3: 224,8 × 0,005 = 1,12 руб.
.5 Планирование технико-экономических показателей
. Рентабельность продукции:



. Балансовая прибыль продукции:



. Цена единицы продукции с учетом НДС = 18%:




. Объем годовой товарной продукции с учетом НДС:



5. Затраты на 1 руб товарной продукции (З):




. Производительность труда на 1 рабочего (Пт):




Таблица 5.16. Прибыль предприятия
|
Наименование показателей
|
Сумма, руб.
|
|
Модель 1
|
Модель 2
|
Модель 3
|
|
Балансовая прибыль
|
1'112'500
|
1'023'750
|
3'010'000
|
|
Налог на имущество, 2%
|
3'726
|
3'726
|
4'482
|
|
Прибыль для налогообложения
|
1'108'774
|
1'020'024
|
3'005'518
|
|
Налог на прибыль, 24 %
|
266'105,76
|
244'805,76
|
721'324,32
|
|
Прибыль к распределению, в том числе:
|
842'668,24
|
775'218,24
|
2'284'193,68
|
|
Фонд накопления 50 %
|
421'334,12
|
387'609,12
|
1'142'096,84
|
|
Фонд потребления 40 %
|
337'067,30
|
310'087,30
|
913'677,47
|
|
Резервный фонд 10 %
|
84'266,82
|
77'521,82
|
228'419,37
|
7. Налог на имущество - не более 2%:




Общий налог на имущество составит:
'726 + 3'726 + 4'482 = 11'934 руб
. Балансовая прибыль для налогообложения:



Общая балансовая прибыль для налогообложения:
'334'960 + 7'247'960 + 9'212'198 = 23'789'118 руб
Общая балансовая прибыль:
'112'500 + 1'023'750 + 3'010'000 = 5'146'250 руб
. Капитальные вложения:
Таблица 5.17
|
Виды затрат
|
Сумма затрат, руб
|
Примечание
|
|
Балансовая стоимость парка оборудования
|
207'000 207'000 249'000
|
Модель 1 Модель 2 Модель 3
|
|
Строительно - монтажные работы
|
51'750 51'750 62'250
|
Модель 1 Модель 2 Модель 3
|
|
Итого
|
258'750 258'750 311'250
|
Модель 1 Модель 2 Модель 3
|
|
Общая сумма затрат
|
828'750
|
|
Строительно-монтажные работы составляют 25 % от балансовой стоимости
парка оборудования.
10. Срок окупаемости:



Таблица 5.18. Технико-экономические показатели
|
Наименование показателей
|
Ед. изм.
|
По проекту
|
|
|
Модель 1
|
Модель 2
|
Модель 3
|
На весь выпуск
|
|
Объем выпуска продукции:
|
|
|
|
|
|
|
- в натуральном выражении
|
тыс.шт.
|
125
|
125
|
125
|
375
|
|
- в стоимостном выражении
|
тыс. руб.
|
25'000
|
25'000
|
31'250
|
81'250
|
|
Себестоимость продукции
|
тыс. руб.
|
23'887
|
23'976
|
28'240
|
76'104
|
|
Балансовая прибыль
|
тыс. руб.
|
1'112
|
1'024
|
3'010
|
5'146
|
|
Рентабельность продукции
|
%
|
4,7
|
4,3
|
10,7
|
|
|
Себестоимость единицы продукции
|
руб.
|
191,10
|
191,81
|
225,92
|
|
|
Оптовая цена единицы продукции (без НДС)
|
руб.
|
200
|
200
|
250
|
|
|
Оптовая цена единицы продукции (с НДС)
|
руб.
|
226,07
|
283,23
|
|
|
Затраты на 1 руб. товарной продукции
|
руб.
|
0,95
|
0,96
|
0,90
|
0,94
|
|
Численность производственных рабочих
|
чел.
|
11,67
|
11,67
|
13,66
|
37
|
|
Производительность труда 1 производственного рабочего
|
тыс. руб.
|
2'142
|
2'142
|
2'287
|
2'196
|
|
Прибыль, остающаяся в распоряжении предприятия
|
тыс. руб.
|
842
|
775
|
2'284
|
3'901
|
|
Объем капитальных вложений
|
тыс. руб.
|
258
|
258
|
311
|
827
|
|
Срок окупаемости
|
месяцев
|
4
|
4
|
2
|
2,5
|
Выводы
В результате проведенных расчетов в данном разделе были получены
следующие показатели:
1. В стоимостном отношении объем производства составил 81'250 тыс.
рублей.
2. Себестоимость продукции составила 76'104 тыс. рублей;
. Прибыль от реализации продукции (с рентабельностью продукции -
4,7; 4,3; 10,7 %), будет достаточной для покрытия всех необходимых начальных
расходов предприятия, его дальнейшего развития, и будет составлять 5'146 тыс.
руб.
4. Численность рабочих 37 человек, в том числе раскройщик - 3
человека, швей - 26 человек, гладильщиц - 6 человек.
5. Оптовая цена единицы продукции с учетом НДС составляет:
Модель 1 - 285,07 руб.;
Модель 2 - 284,94 руб.;
Модель 3 - 342,23 руб.
6. Производительность труда 1 рабочего составит
Модель 1 - 2'677 тыс. руб.;
Модель 2 - 2'677 тыс. руб.;
Модель 3 - 2'745 тыс. руб.
7. Затраты на 1руб. товарной продукции составляют:
Модель 1 - 0,77 руб./руб.;
Модель 2 - 0,77 руб./руб.;
Модель 3 - 0,75 руб/руб..
8. Сводные капитальные вложения составили 827 тыс.руб.
9. Срок окупаемости капитальных вложений предприятия:
Модель 1 - 4 месяца;
Модель 2 - 4 месяца;
Модель 3 - 2 месяца.
6. Безопасность жизнедеятельности
В процессе производства персонал швейного предприятия,
специализирующегося на выпуске верхнетрикотажных изделий, может подвергаться
воздействию ряда вредных факторов (недостаточная освещенность, шум и вибрация,
электрическое воздействие и др.), которые могут привести к профессиональным
заболеваниям и травматизму.
Правильно установленная освещенность способствует росту
производительности, сокращению производственного травматизма, повышению
качества, выпускаемой продукции. Для швейного производства, где выполняемая
работа требует большого зрительного напряжение, правильному устройству
естественного освещения уделяется серьезное внимание.
Целью данной работы является анализ и расчет вредных производственных
факторов и разработка мероприятий по улучшению условий труда.
.1 Краткая характеристика объекта
Швейное предприятие представляет собой одноэтажное здание, где
располагаются: склад готового трикотажного полотна, раскройный цех, швейный
цех, склад готовой продукции.
В швейном цехе наиболее высокие требования к условиям труда.
Швейный цех фабрики и имеет следующие размеры: длина А = 12 м, ширина В =
12 м, высота Н = 4,8 м. Сетка колонн 12 × 6 м позволяет без затруднения
осуществить рациональную расстановку технологического оборудования, а также
транспортировку полуфабрикатов и готовой продукции к местам работы на ручных
тележках и свободное перемещение работников. Пол и потолок в цехе чистые
бетонные, стены свежебеленные с окнами, без штор.
Швейный цех фабрики оснащен швейным оборудованием в количестве 35 штук.
В целях техники безопасности на предприятии проводится обучение
персонала. Применяемое оборудование отвечает всем требованиям по технике
безопасности и имеет высокие эргономические показатели. Также предусмотрен
здравпункт, кабинет по технике безопасности.
.2 Электробезопасность
Сила поражающего тока
Сила поражающего тока зависит от его рода и частоты, напряжения в сети,
сопротивления цепи протекания тока, в том числе и тела человека, от пути тока
через тело человека, индивидуальных свойств организма, площади контакта тела с
проводником тока. Характер воздействия переменного тока в зависимости от его
силы:
а) 1мА - пороговый ощутимый ток;
б) 10-15 мА - пороговый неотпускающий тока - наибольший ток
самостоятельного освобождения от электродов, захваченных действием мышц, через
которые проходит ток (для постоянного тока - 50-80 мА); меньшие токи -
отпускающие;
в) 51-100мА - пороговый фибрилляционный, так как возможна фибрилляция,
приводящая к смерти, паралич дыхания;
г) 101-200 мА - фибрилляция, приводящая к смерти; паралич дыхания;
д) 201мА и более - сильные ожоги, паралич дыхания.
Чем выше напряжение, тем опаснее, так как увеличивается сила тока.
Сопротивление человека принято 1000 Ом - это сопротивление верхнего слоя
кожи и в меньшей степени - сопротивление внутренних органов.
Сопротивление влажной, загрязненной кожи резко снижается. Наиболее уязвимы:
тыльная (наружная) часть кисти руки, участок выше кисти, шея, висок, спина,
плечо - прикосновение ими смертельно при очень малых силе тока и напряжении. В
цикле работы сердца, равном I
секунде, имеется фаза расслабления 0,1 с, когда оно наиболее уязвимо и может
возникнуть фибрилляция; при действии тока менее 0,1 с фибрилляция уменьшается;
действие тока в течение нескольких секунд может привести к смерти.
Причины и виды поражения электрическим током
Причины поражения электрическим током:
) прикосновение к находящимся под напряжением токоведущим частям
оборудования;
) появление напряжения на нетоковедущих частях оборудования (т. е. не
находящихся под напряжением при работе исправного оборудования), на земле из-за
замыкания, статического или атмосферного электричества;
) работа на электроустройствах без соблюдения мер ОТ;
) некачественное заземление или зануление электроустановок;
) использование в особо опасных помещениях переносных электроустройств на
напряжение более 36 В.
Электрическое замыкание на землю - это случайное соединение токо-ведущей
части аппарата с землей или с нетоковедущими проводящими конс-трукциями, не
изолированными от земли. Земля становится участком цепи в зоне растекания тока,
в которой из-за сопротивления земли напряжение падает, т. е. появляется
разность потенциалов между точками ее поверхности, называемая при ширине шага
0,8 м шаговым напряжением. В зоне расте-кания тока нужно соединить ноги и
выходить так, чтобы ступня одной ноги не выходила за ступню другой (т. е.
минимальными шажками).
Статическое электричество - это возникновение, сохранение и релак-сация
(т.е. ослабление, уменьшение) электрического заряда в диэлектриках, полупроводниках
или изолированных проводниках. Заряды накапливаются на оборудовании и
материалах, а разряды могут вызвать пожар, взрыв, нару-шение технологических
процессов или работы электрических приборов и средств автоматики. Особенно
опасны процессы дробления, просеивания, измельчения, транспортирования твердых
и жидких веществ конвейерами и по трубам. При заполнении резервуаров свободно
падающей струей горючей жидкости и разбрызгивании капли электризуются,
появляется опасность электрического разряда и воспламенения паров; такой способ
налива горю-чих жидкостей не допускается; расстояние от конца трубы до
поверхности жидкости не должно превышать 200 мм или струю направляют по стенке.
Разряд происходит, если напряженность электрического поля над поверхностью диэлектрика
достигает критической (пробивной) величины (для воздуха З0 кВ/см). Заряд в
15000-20000 В может накапливаться на человеке в одежде из синтетики,
электронепроводящей обуви, при движении по диэлектрикам, переходить с
наэлектризованного оборудования и материалов и воспламенять взрывоопасные смеси
воздуха с газами, парами и пылью. Разряды такого потенциала не опасны для
человека и ощущаются как укол, толчок или судорога, так как сила тока мала. Но
возможны рефлекторные (т. е. произвольные, бессознательные) движения,
приводящие к падению с высоты, попаданию в опасную зону машины и др.
Атмосферное электричество (молния) может вызвать взрыв, пожар, поражение
людей. Разрушительное действие прямого удара молнии велико, так как сила тока -
до 200 кА, напряжение - до 150 МВ. Опасно и вторичное ее проявление в виде
электростатической и электромагнитной индукции (т. е. наведения электрических
зарядов на проводниках), заноса высоких потенциалов в помещение по проводам или
металлическим коммуникациям. В разрывах такой электроцепи возможно искрение и
воспламенение горючей среды.
Способы защиты
На предприятии назначается ИТР, ответственный за электрохозяйство. Мелкие
предприятия привлекают специализированную эксплуатационную организацию или в
доле с другими содержат персонал во главе со своим ИТР.
Электроопасность от токоведущих частей оборудования устраняется
техническими средствами: защитные оболочки (изоляция), ограждения; безопасное
расположение токоведущих частей (на недоступной высоте или в корпусе
оборудования), защитное отключение; предупредительная сигнализация, знаки
опасности; блокировка. Для защиты при прикосновении к металлическим
нетоковедущим частям электроустановок, оказавшимся под напряжением, т.е. для
защиты от переходного напряжения используют: защитные заземление, зануление и
отключение, малое напряжение (не более 42 В), изоляцию токоведущих частей, СИЗ
и предохранительные приспособления.
При случайном замыкании токоведущих частей на изолированный от земли
корпус оборудования он оказывается под напряжением и прикосновение к нему будет
также опасно, как и к фазе. Преднамеренное соединение с “землей” металлических
нетоковедущих частей, которые могут оказаться под напряжением, называется
защитным заземлением Оно за счет уменьшения потенциала относительно “земли”
из-за малого сопротивления снижает напряжение прикосновения к корпусу до
безопасного уровня. Заземляют все оборудование с электроприводом,
электрообогревом, холодильное, пускорегулирующее (пускатели, рубильники,
регуляторы):
а) во всех случаях при напряжении 380 В и выше в сетях переменного и при
440 В и выше в сетях постоянного тока;
б) в помещениях с повышенной опасностью, особо опасных и вне помещений
при напряжении 42 - 380В переменного тока и 110 - 440 В постоянного.
Устройство для заземления состоит из заземлителей (металлических
проводников, погруженных в грунт) и заземляющих проводников (также
металлических, соединяющих заземляемые части электроустановки с заземлителем).
Защита от статического электричества - это предупреждение возник-новения
заряда заземлением, снижение потенциала заряда до безопасного подбором
материалов, их скоростей движения, увлажнением воздуха, нейт-рализацией заряда
ионизацией воздуха и другими способами. Для неп-рерывного снятия зарядов с
человека используют электропроводящие полы, заземленные оборудование, трапы,
рабочие площадки, антиэлектроста-тические халаты, обувь с подошвой из кожи или
электропроводной резины. Защита от атмосферного электричества (молнии)
представляет собой молниеотводы и специальные заземления.
Оказание первой помощи
Первая помощь при поражении электрическим током состоит в следующем. Так
как при действии тока мышцы сокращаются, то человек крепко обхватывает предмет,
находящийся под напряжением. Поэтому первая помощь - освобождение пострадавшего
от действия тока. Для этого в первую очередь необходимо обесточить аппарат,
отключив рубильник, пускатель или вывернув предохранители или разорвав провода
изолированным предметом (топор, багор с сухой деревянной ручкой и др.). При
этом надо стоять на сухой доске или надеть галоши, диэлектрические перчатки или
изолировать руки сухой тканью; брать пострадавшего нужно за неприлегающие к
телу части одежды.
Если провод у пострадавшего в руках и разжать их не удается, то его
необходимо приподнять, т. е. разорвать цепь через его тело. Ноги спасателя
нужно изолировать и при освобождении пострадавшего от проводника, упавшего на
землю. Если пострадавший находится на высоте - предотв-ратить травмирование его
при падении. Если он в сознании, но был в обмо-роке, ему необходимо расстегнуть
воротник, пояс, обеспечить воздух и покой до прибытия врача. При отсутствии
сознания, но сохранившемся дыхании ровно уложить пострадавшего на мягкую
подстилку, обеспечить воздух, давать нюхать нашатырный спирт, сбрызгивать лицо
водой, растирать и согревать тело. Если дыхания нет, а сердце работает - делать
искусственное дыхание "изо рта в рот" или "изо рта в нос"
через чистую салфетку с частотой для взрослых 12 - 16 раз/мин, для детей - 18 -
20 раз/мин.
Если не работает сердце, а дыхание есть - применить закрытый массаж
сердца в ритме 60 - 70 надавливаний в минуту: нижней частью ладони упираются в
нижнюю половину грудины, но не ниже; нажимать на грудину по вертикали, а не под
углом. Остановку кровообращения можно обнаружить также по расширению зрачков. В
этом случае немедленно делать искусственное дыхание и массаж сердца: если один
спасатель, то на два вдувания 15 нажимов; если два спасателя, то одно вдувание
на пять нажимов. Доврачебную помощь начинать немедленно по возможности на месте
происшествия, одновременно вызвав врача.
.3 Оценка микроклиматических условий
Для создания благоприятных условий труда на рабочих местах в первую
очередь необходимо обеспечить надлежащий объем помещения. В цехе постоянно
находятся 35 человек, поэтому необходимо проверить обеспечивается ли минимально
необходимый объем помещения на одного человека:
где: V - объём помещения;- объём помещения, приходящийся на одного
человека;- число человек, постоянно находящихся в помещении.

следовательно, требуемое условие соблюдается.
Параметры температурно-влажностного режима помещения
Нормирование параметров микроклимата осуществляется в зависимости от
энергозатрат в соответствии с ГОСТ 12.1.005 - 88 «Воздух рабочей зоны. Общие
санитарно - гигиенические требования»
Все работы по энергозатратам разделены на три категории:- категория
легкие физические работы или работы, энергозатраты которых составляют до 172
Дж/с;- категория - физические работы средней тяжести, разбиты на две
подкатегории: IIа - с расходом энергии от 172 до 232
Дж/с (работы связанные с постоянной ходьбой) и IIв - с расходом энергии от 232 до 293 Дж/с (работы, связанные
с ходьбой и переносом тяжестей до 10 кг);- категория - работы связанные с
систематическим физическим напряжением, энергозатраты которых более 293 Дж/с.
Повышенная температура и влажность воздуха в швейных цехах могут
затруднять теплообмен организма. Это приводит к перегреванию, повышается
температура тела, ухудшая самочувствие, иногда появляются нарушения со стороны
сердечнососудистой системы. Значительно увеличивается потообмен. Большая потеря
жидкости ведет к потере солей, солевой баланс организма нарушается. При этом
снижается работоспособность, возникает чувство усталости и сильная жажда. В
таких случаях рекомендуется пить подсоленную газированную, минеральную воду:
она восполняет потерю солей и уменьшает потоотделение.
Для работы в цехах подходит одежда из хлопчатобумажных тканей. Она
улучшает терморегуляцию организма. После смены полезно принять душ или полу
душ, это позволит снизить чувство усталости [20].
Работа швеи по энергозатратам относится к I категории. Для данной
категории работ установлены следующие параметры микроклимата в зависимости от
сезона года и категории работ (см. табл.6.)
Таблица 6.1
|
Период года
|
Наименование показателя
|
|
Температура воздуха в рабочей зоне tв, 0С
|
Относительная влажность φ, %
|
Скорость воздуха ν, м/с
|
|
Холодный и переходный
|
18 - 20
|
60 - 40
|
0,2
|
|
Теплый
|
21 - 23
|
60 - 40
|
0,3
|
Коэффициент комфортности
Рассчитаем коэффициент комфортности для данных параметров по формуле
Ван-Зелейна:

где tв - температура воздуха в рабочей зоне, оС
tп - средняя температура нагретых
поверхностей, оС: tп = 25 оС
Рп - парциальное давление водяных паров, Па
V -
скорость движения воздуха, м/с.
Показатель комфорта может иметь следующие значения: 1 - очень жарко; 2 -
слишком тепло; 3 - тепло, но приятно; 4 - комфортно; 5 - прохладно, но приятно;
6 - холодно; 7 - очень холодно.
Для того, чтобы оценить степень комфорта, находим значения показателя
самочувствия К для разных температур холодного и теплого периода года для
соответствующих значений относительной влажности и скорости движения воздуха.
Результаты расчета можно представить в таблице:
Таблица 6.2
|
tв
|
Значения степени комфорта условий работы К в вязальном цехе
|
|
ν =0,2 м/с
|
ν =0,3 м/с
|
|
φ , %
|
φ , %
|
|
40
|
50
|
60
|
40
|
50
|
60
|
|
18
|
4,38
|
4,32
|
4,57
|
4,45
|
4,41
|
4,34
|
|
19
|
4,2
|
4,11
|
4,02
|
4,23
|
4,18
|
4,12
|
|
20
|
3,93
|
3,87
|
3,78
|
3,98
|
3,93
|
3,85
|
|
21
|
3,75
|
3,68
|
3,61
|
3,81
|
3,75
|
3,65
|
|
22
|
3,47
|
3,42
|
3,35
|
3,51
|
3,45
|
3,4
|
|
23
|
3,23
|
3,16
|
3,08
|
3,27
|
3,23
|
3,14
|
Исходя из полученных результатов, можно сделать вывод, что при
оптимальных значениях температуры, влажности и скорости воздуха величина К
находится в пределах 3,08 - 4,45 от значений «тепло, но приятно» до значений
«прохладно, но приятно».
6.4 Производственное освещение
При проектировании искусственного освещения (общего и комбинированного)
основной задачей является определение количества светильников и мощности
источника света. Кроме того, необходимо решить следующие основные вопросы:
выбрать систему освещения, источник света и тип осветительных приборов,
определить нормированную освещенность по
СНиП 23-05-95 [18].
В швейном производстве наибольшая степень точности зрительной работы
необходима при обслуживании машины. При этом наименьший размер объект различия
равен 0,5 мм (обнаружение иглы, подлежащей замене из-за дефекта). Согласно СНиП
23-05-95 «Естественное и искусственное освещение», эта работа относится к
третьему разряду - зрительная работа высокой точности. Характеристика фона -
средний. При таких характеристиках зрительной работы СНиП 23-05-95
предусматривает нормативную освещенность равную 300 лк.
Расчет общего искусственного освещения
Для дальнейшего проектирования выбираем тип светильника - «Универсальный»
(светильники с люминесцентными лампами ДРЛ).
Высота подвеса светильника над рабочей поверхностью:
Нсв = H - hc - hp,
где: Н - общая высота помещения (Н = 4,8 м);c - высота от
потолка до нижней части светильника (hc = 0,6 м);p -
высота от пола до освещаемой поверхности - стола; hp=0,85м.
Нсв = 4,8-0,6-0,85 = 3,35 м
Для светильников типа «Универсальный» принимаем оптимальное соотношение в
зависимости от типа светильника Lсв/Hсв:
Таблица 6.3
|
Тип светильника
|
m
|
|
1. «Универсальный» (У)
|
1,4-1,5
|
|
2. Эмалированный (Гэ)
|
1,4
|
|
3. со средней концентрацией потолка
|
0,9
|
|
4. концентрированного светораспеределния (Гк)
|
0,7
|
|
5. Фарфоровый полугерметичный (Фм)
|
2,0
|
|
6. Промышленный без отражателя (ПУ, СПБ)
|
2,0
|
|
7. Взрывозащищенный без отражателя
|
2,0
|
|
8. Взрывозащищенный с отражателем
|
1,4
|
Выбираем тип светильника «универсальный», m=1,4
Расстояние между светильниками Lсв:

Расстояние светильников до стен Lст при
наличии проходов у стен:
Количество светильников в одном ряду по длине nсв.дл.:

где: А - длина швейного цеха.
Количество светильников в одном ряду по ширине nсв.шир.:

где: В - ширина швейного цеха.
Общее количество светильников nсв.:

Световой поток одного источника света определяется по формуле:
где: Е - необходимая освещенность (Е = 300 лк);
kз - коэффициент запаса (по СНиП
П-4-79), равен kз = 1,5;
z -
коэффициент, учитывающий неравномерность освещения, зависящий от m = 1,4 для
универсального типа светильника, равен z = 1,2;
nсв - общее количество светильников;
η - коэффициент использования светового
потока зависящего от i, ρпот,
ρстен и типа светильника. Определяется по
таблицам 6.4, 6,5.
Индекс помещения i:

Таблица 6.4
|
Состояние потолка
|
ρпот
|
Состояние стен
|
ρстен
|
|
Свежебеленый
|
0,7
|
Свежебеленные с окнами, закрытыми белыми шторами
|
0,7
|
|
Побеленный в сырых помещениях
|
0,5
|
Свежебеленные с окнами без штор
|
0,5
|
|
Чистый бетонный
|
0,5
|
Оклеенные светлыми обоями
|
0,3
|
|
Грязный бетонный
|
0,3
|
Оклеенные темными обоями
|
0,1
|
|
Деревянный окрашенный в светлые тона
|
0,5
|
Бетонные с окнами
|
0,3
|
|
Деревянный неокрашенный
|
0,3
|
Грязные
|
0,1
|
Принимаем коэффициент отражения светового потока для потолка- свежевыбеленного-
ρп = 0,7; для стен свежевыбеленных с окнами без штор- ρст = 0,5.
Таблица 6.5
|
Тип светиль-ника
|
ρпот, %
|
ρстен, %
|
Коэффициент использования светового потока η,
% для индексов
помещения i
|
|
|
|
0.5
|
0,6
|
0,7
|
0,8
|
0,9
|
1,0
|
1,1
|
1,25
|
1,5
|
1,75
|
2,0
|
2,25
|
2,5
|
3,0
|
3,5
|
4,0
|
5,0
|
|
СД ДРЛ
|
0,7
|
0,5
|
30
|
35
|
39
|
44
|
47
|
49
|
51
|
54
|
58
|
61
|
63
|
65
|
67
|
69
|
70
|
71
|
72
|
|
0,5
|
0,3
|
24
|
30
|
34
|
38
|
41
|
43
|
46
|
49
|
53
|
56
|
59
|
61
|
62
|
64
|
66
|
68
|
70
|
|
0,3
|
0,1
|
21
|
26
|
31
|
34
|
37
|
40
|
42
|
45
|
49
|
52
|
55
|
57
|
61
|
63
|
65
|
67
|
|
С34 ДРЛ
|
0,7
|
0,5
|
35
|
42
|
47
|
51
|
54
|
56
|
58
|
60
|
64
|
66
|
68
|
69
|
70
|
72
|
73
|
74
|
76
|
|
0,5
|
0,3
|
31
|
37
|
42
|
46
|
49
|
51
|
54
|
56
|
60
|
63
|
65
|
66
|
67
|
69
|
70
|
72
|
73
|
|
0,3
|
0,1
|
28
|
34
|
39
|
43
|
46
|
48
|
50
|
53
|
57
|
60
|
62
|
63
|
65
|
67
|
68
|
69
|
71
|
|
ГсР
|
0,7
|
0,5
|
37
|
44
|
48
|
52
|
56
|
59
|
61
|
64
|
65
|
70
|
73
|
74
|
76
|
78
|
79
|
80
|
82
|
|
0,5
|
0,3
|
32
|
39
|
44
|
47
|
51
|
54
|
56
|
59
|
63
|
66
|
69
|
71
|
72
|
74
|
76
|
77
|
79
|
|
0,3
|
0,1
|
28
|
35
|
40
|
44
|
48
|
50
|
53
|
56
|
60
|
63
|
65
|
67
|
69
|
71
|
73
|
75
|
77
|
Коэффициент использования светового потока: h = 0,68 , принимаемый по таблице 6.5.
Световой поток одного источника света будет равен:

На основе расчетной величины светового потока одного источника, учитывая,
что в одном светильнике три лампы ДРЛ, выбираем тип лампы по таблице 6.6 ―
ДРЛ-125 с мощностью ω
= 125 Вт и световым
потоком F = 4800 лм. Величина светового потока одного источника света составит:

Таблица 6.6
|
Тип лампы
|
Мощность, Вт
|
Напряжение, В
|
Световой поток, лм
|
|
1. ДРЛ -250М
|
250
|
140-220
|
10 500
|
|
2. ДРЛ -500М
|
500
|
140-220
|
21 000
|
|
3. ДРЛ -750М
|
750
|
140-220
|
33 000
|
|
4. ДРЛ -1000М
|
1000
|
140-220
|
46 000
|
|
5. ДРЛ -80
|
80
|
115-220
|
2 000
|
|
6. ДРЛ -125
|
125
|
125-220
|
4 800
|
|
7. ДРЛ -250-2
|
250
|
140-220
|
10 000
|
|
8. ДРЛ -400
|
400
|
143-220
|
18 000
|
|
9. ДРЛ -700
|
700
|
143-220
|
33 000
|
|
10. ДРЛ -1000-2
|
1000
|
143-220
|
50 000
|
Общая установленная мощность для люминесцентных ламп с учетом потерь Кп
= 1,2 в пускорегулирующих аппаратах определяется по формуле:

6.5 Оценка производственного шума и вибрации
Причина шума на швейных машинах - движение с большой скоростью стежкообразующих
органов, электропривода, передачи.
Производственный шум вызывает перегрузку слуховых органов, слухо-вое
утомление, понижает внимание, что может привести к возникновению несчастных
случаев. Шум воздействует на центральную нервную систему, что вызывает головные
боли, повышенную рефлекторную возбудимость до дрожи, нарушение желудочной
секреции, увеличение кровяного давления. При длительном воздействии шума
снижается производительность труда на 10-60 % [21].
Швейный цех фабрики оснащен швейным оборудованием в количестве 35 штук.
Уровень шума, производимой одной машиной L = 53 дБ.
Рассчитаем уровень шума, производимого всем парком оборудования:

где: n - количество источников шума (n = 35)

Как видим суммарный уровень шума меньше предельно допустимого значения L = 85 дБ указанного в таблице 7 [25].
Шум как правило сопутствует вибрацией оборудования. Вибрация вредна
воздействием на здоровье человека, вызывая церебральные или локальные болезни.
Для снижение уровня вибраций и шума следует использовать: амортизаторы;
плавающий пол; подвески; укрытия оборудования, стен шумопоглощающими
материалами.
6.6 Работа предприятия в чрезвычайных ситуациях
(пожаробезопасность, молния защита)
На текстильных предприятиях перерабатываются опасные в пожарном отношении
материалы, большую пожарную опасность представляют текстильная пыль, а также наработанная
продукция и полуфабрикаты. Поэтому текстильные предприятия относят к
пожароопасным (категория В).
Анализ причин возгорания и пожаров на текстильных предприятиях
показывает, что основными причинами их возникновения являются:
·
неосторожное
обращение с огнём;
·
неисправность
электрооборудования, электроаппаратуры и сетей;
·
нарушение
технологического режима оборудования;
·
нарушение правил
внутреннего распорядка предприятия и
противопожарных инструкций;
Пожарная безопасность на рассматриваемом предприятии обеспечивается
системой предотвращения пожара, системой противопожарной защиты и
организационно-технических мероприятий (ГОСТ 12.1 004.-85). Системы
предотвращения пожара и противопожарной защиты в совокупности исключают
воздействие на людей опасных факторов пожара (ОФП). Опасными факторами пожара,
воздействующими на людей, являются открытый огонь и искры, повышение
температуры воздуха, наличие токсичных продуктов горения, пониженная
концентрация кислорода, повреждение и обрушение здания; дым [19].
На проектируемой фабрике все несущие конструкции выполнены из бетона. По
цехам имеется разветвленная сеть внутреннего противопожарного водопровода, к
нему подключены пожарные краны и автоматическая система пожаротушения.
При возникновении пожара, открываются спринклеры в результате повышения
температуры, и вода в виде душа разливается над горящим участком.
Краны расположены в застекленных ящиках с надписью « ПК». Кроме того
имеются пенные огнетушители ОП - 10 и углекислотные ОУ - 8, ёмкости с песком,
щиты с противопожарным инвентарём (багры, топоры, вёдра, лопаты). Для получения
информации о пожаре, месте его возник-новения и вызова пожарных подразделений
служит пожарная сигнализация.
Атмосферное электричество (молния) может вызвать взрыв, пожар, поражение
людей. Разрушительное действие прямого удара молнии велико, так как сила тока -
до 200 кА, напряжение - до 150 МВ. Опасно и вторичное ее проявление в виде
электростатической и электромагнитной индукции (т. е. наведения электрических
зарядов на проводниках), заноса высоких потенциалов в помещение по проводам или
металлическим коммуникациям. В разрывах такой электроцепи возможно искрение и
воспламенение горючей среды.
Выводы
В данном разделе была проведена работа по созданию здоровых и безопасных
условий труда на проектируемом предприятии. Все мероприятия были приняты в
соответствии с требованиями, указанными в ГОСТах и СНиП.
. Для швейного цеха была проведена оценка наиболее существенных
потенциально вредных производственных факторов: отклонение параметров
микроклимата от допустимых значений, возможность недостаточного искусственного
освещения рабочих мест, повышенный уровень шума и пожаробезопасность.
. Определены следующие мероприятия для создания условий, обеспечивающих
безопасность трудовой деятельности в швейном цехе:
● Комфортные условия обеспечиваются следующими мерами: системой
кондиционирования воздуха, системой отопления, общеобменной вентиляцией.
● в швейном цехе предусматривается система общего искусственного
освещения с использованием 9 светильников с тремя лампами ДРЛ-125,
расположенных тремя рядами параллельно длине помещения;
. Были рассмотрены основные причины возникновения пожаро-опасных ситуаций
на текстильных предприятиях и предложены меры для своевременного обнаружения и
скорейшей ликвидации очагов возгорания.
Указанные мероприятия позволяют свести к минимуму вероятность
возникновения профессиональных заболеваний и производственный травматизм, и как
следствие, повысить производительность труда в цехе.
плечевой одежда швейный поточный
Выводы
. На основе проведенного обзора состояния рынка текстильной
промышленности в России и в мире выявлены основные проблемы текстильной
промышленности России и предложены меры, ориентированные на их решение.
. На основе проведенного анализа разработки методов плоскостного
конструирования плечевых изделий, выявлены основные отличительные
конструктивные признаки и их возможные видоизменения.
. Выявленная классификация основных конструктивных признаков
верхних изделий позволяет обеспечить и ускорить процесс разработки и выбора
нового ассортимента, отвечающего модным тенденциям; переплетения; сырья,
удовлетворяющего требованиям стандартов и обеспечивающее необходимые свойства
изделию; оборудования. Что позволило спроектировать оптимальную технологию
выработки изделия - женских блузок.
. Произведены технико-экономические расчеты, позволяющие оценить
себестоимость выбранного изделия в зависимости от выбора обработки блузок
женских трикотажного изделия.
. В разделе безопасности жизнедеятельности проведена оценка
наиболее существенных потенциально вредных факторов для работы персонала
швейного цеха, произведен расчет освещенности и уровня шума, разработаны
необходимые меры пожаробезопасности.
Список литературы
1. Лин Жак. Техника кроя: перевод с французского. - М.:
Издательство
«Мега», 1992. - 80с. Ил. 494
. Штиглер М., Кролопп Л.. Ателье. Сборник 2006.
М.Мюллер и сын. Техника кроя. - М.: Кон-Лига Пресс, 2007 - 144с.
. Мартынова А.И., Андреева Е.Г. Конструктивное
моделирование одежды. - М.: Московский государственный университет дизайна и
технологий, 2002 - 207 с.
. Тимошева З.Н., Акилова З.Т. Технология швейного
производства. Москва, 1984
. Ковтун Л.Г. Технология отделки трикотажа. Москва,
1990
. Крассий Г.Г., Керсек В.Н., Гамрецкая В.И., Сахарная
Р.Я. Справочник трикотажника. 1975г.
. Мурыгин В.Е., Делль Р.А., Буданова Т.И., Серова Т.М.
Методические указания по курсу «Проектирование предприятий», Москва, 1985
. Флерова Л.Н., Золотцева Л.В. Технология и
оборудования швейно-трикотажного производства. Москва.1986г.
. Амирова Э.К., Труханова А.Т. Технология швейного
производства. Учеб. пособие для сред. проф. учеб. заведений. - М.: Издательский
центр «Акамедия», 2004 - 480с.
. Дрожжин В.И. Орещенкова Н.В. Справочник по
швейно-трикотажному производству. - М.: Легкая и пищевая промышленность, 1982.
. Кудрявин Л.А., Шалов И.И. Основы технологии
трикотажного производства: Учеб.пособие для вузов.- М.:Легпромбытиздат, 1991. -
496с.
. Шалов И.И., Кудрявин Л.А. Основы проектирования
трикотажного производства с элементами САПР: Учеб. для вузов. - 2-е изд.,
перераб. и доп. - М. Легпромбытиздат, 1989. - 288с.
. Юргенс И. О роли государства в определении
приоритетов промышленного развития.
. Капкаев А. Страны ЕС: сдвиги на рынке одежды:
ЛегПромБизнес 1-2-09 (161);
. Любименко А.И. Управление деятельностью предприятий
легкой промышленности на основе концепции динамического мониторинга в условиях
финансового кризиса: ЛегПромБизнес, 1-2-09; О перспективах развития текстильной
отрасли в России до 2010 г. Результаты исследования: по материалам редакции
«ЛегПромБизнес» 11(159);
. Иоффе И.Г., Степина А.Ф. Организация, планирование и
управление на предприятиях трикотажной промышленности: Учеб.для вузов. - 3-е
изд., доп. и перераб. - М.: Легпромбытиздат, 1986. - 280 с.
. Кутепова К.В., Победимский Г.В. Научная организация
и нормирование труда в текстильной промышленности. Москва, 1981
. Клюшина Н.К. Методические указания к выполнению
дипломного проекта по экономическим разделам по курсу: "Организация и
планирование производства» для студентов спец. 26.07.04. для заочной формы
обучения. Составитель: ст. преп. Клюшина Н.К.: Москва, 2007
. Садов Б.В., Ротфельд М.В.: Методические указания к
выполнению раздела «Безопасность жизнедеятельности» в выпускных
квалификационных работах для студентов дневного и заочного отделения. - Москва,
2006 г.
. Ротфельд М.В., Садов Б.В., Булаев В.А.: Методические
указания к решению задач по БЖД: учебно-методический комплекс по всем
специальностям для студентов дневной, вечерней и заочной форм обучения. - Москва,
2008 г.
. СанПиН 2.2.4.548-96 «Гигиенические требования к
микроклимату производственных помещений».
. ГОСТ 12.1.003-83 «Шум. Общие требования
безопасности»
23. www.vtextile.ru
<http://www.vtextile.ru> Раздел «Статьи»
. Кельберт Д.Л. Охрана
труда в текстильной промышленности. - Учеб. для вузов. - 3-е изд., доп. и
перераб. - М.Легкая индустрия, 1990 - 304с.
. Мартынова А.И.,
Андреева Е.Г., Конструктивное моделирование одежды, МГАЛП, 2002 - 196с.