Автоматизация производственного процесса получения серы на установках доочистки отходящих газов У-07,08 Оренбургского ГПЗ
Содержание
Введение
.
Обоснование необходимости разработки АСУ ТП У-07,08
.1
Общая характеристика производственного процесса
.2
Описание технологии, технологической и функциональной схем установок
.3
Описание действующей системы автоматики
.3.1
Система управления процессом “Сульфрен”
.3.2
Контроллер микропроцессорный “МикроДАТ”
.3.3
Обоснование необходимости разработки АСУТП У-07,08
.4
Требования к создаваемой АСУ ТП
.4.1
Требования к АСУ ТП в целом
.4.2
Требования к составу АСУ ТП
.
Расчетная часть
.1
Выбор ПТК
.1.1
ПЛК и сопутствующие технологии автоматизации
.1.2
Анализ рынка фирм-производителей ПЛК и РСУ
.1.3
Методика выбора контроллера
.2
Разработка структурной схемы АСУ ТП
.3
Описание функционирования системы
.4
Описание ПТК
.4.1
Общее описание системы I/A Series
.4.2
Полевой процессор
.4.3
Модульные базовые платы
.4.4
Сеть управления Mesh
.4.5
Модули полевой шины
.3.6
Блоки питания
.4.7
Барьеры искрозащиты
.3.8
Клеммные сборки
.4.9
Контроллер противоаварийной защиты
.3.10
Рабочие станции
.4.11
Полевое оборудование КИП
.5
Расчет надежности ПТК
.5.1
Методика расчета
.5.2
Расчет показателей надежности
.6
Разработка программного обеспечения
.6.1
Разработка мнемосхем процесса
.6.2
Разработка контуров управления
.6.3
Разработка алгоритмов управления
.
Охрана окружающей среды
.1
Мероприятия по защите окружающей среды от загрязнения
.2
КИП и А производственных процессов, направленные на защиту окружающей среды
.3
Основные направления развития КИП и А в вопросах защиты окружающей среды от
загрязнения
.
Охрана труда
.1
Опасные и вредные производственные факторы
.1.1
Физические опасные и вредные производственные факторы
.1.2
Химические опасные и вредные производственные факторы
.1.3
Биологические опасные и вредные производственные факторы
.1.4
Психофизиологические опасные и вредные производственные факторы
.2
Мероприятия, обеспечивающие безопасное ведение технологического процесса
.3
Индивидуальные средства защиты работников
.4
Противопожарные мероприятия
.5
Основные расчеты раздела
.5.1
Расчет запаса огнетушащего вещества установки пожаротушения
.5.2
Расчет электрического освещения
.5.3
Расчет защитного заземления
.
Экономический раздел
.1
Экономические показатели предлагаемой АСУТП
.1.1
Расчет сметной стоимости предлагаемой системы
.1.2
Расчет годовых издержек ГПЗ при эксплуатации предлагаемой АСУТП
.2
Экономические показатели существующей АСУТП
.2.1
Расчет сметной стоимости существующей системы
.1.2
Расчет годовых издержек ГПЗ при эксплуатации существующей системы
.3
Определение срока окупаемости предлагаемой АСУТП
Заключение
Список
использованных источников
Введение
Целью дипломного проекта является автоматизация производственного
процесса получения серы на установках доочистки отходящих газов У-07,08
Оренбургского ГПЗ. Задачами автоматизации являются повышение эффективности
технологического процесса, безопасности процессов и персонала (преимущественная
ориентация на снижение роли персонала при управлении процессом), защиты
окружающей среды от неконтролируемых выбросов.
Происшедшие существенные изменения в нефтегазовой отрасли вызвали
дальнейшее совершенствование основ автоматизации. Среди них в первую очередь
следует назвать использование в области информационных технологий
преимущественно принципов распределенных систем управления на базе
микропроцессорных контроллеров, промышленных компьютеров и передового
программного обеспечения. Логика развития современных производств требует
использование все более развитых программных средств типа SCADA, разработка которых требует больших
вложений и выполняется в длительные сроки. И именно поэтому в большинстве
случаев разработчикам АСУ ТП представляется целесообразным идти по пути
приобретения, осваивания и адаптации какого-либо готового, уже опробованного и
универсального инструментария.
При автоматизации объектов Оренбургского ГПЗ ООО “Оренбурггазпром”
прослеживается тенденция выбора ПТК фирмы Foxboro, ввиду того, что внедрение различных ПТК на
однотипных объектах одной компании технически и экономически нецелесообразно,
поэтому в качестве системы управления объектом была выбрана система I/A Series
фирмы Foxboro (Invensys). Система “I/A Series” является современной “открытой”
(для коммуникаций система базируется на стандарте взаимосвязей в открытых
системах) промышленной системой, работающей под управлением операционной системы
Windows XP. Масштабируемость системы дает
возможность последовательного наращивания и модернизации АСУ ТП небольшими
частями, без остановки технологического процесса и отключения системы.
Актуальность темы подчеркнута необходимостью наиболее полного извлечения
полезных свойств (серы) из сырья (природного газа) с наименьшим отрицательным
воздействием на окружающую среду. Установки У-07,08 предназначены для
дополнительной утилизации сероводорода и сернистого ангидрида в отходящих газах
до серы, с целью снижения выбросов вредных веществ в атмосферу с дымовыми
газами. Автоматизация подобного объекта позволит обеспечить надежную и
эффективную работу технологического оборудования.
1. Обоснование необходимости разработки АСУ ТП У-07,08
1.1 Общая характеристика производственного процесса
Процесс получения серы на II
очереди Оренбургского ГПЗ реализован на пяти установках: на трех по методу
Клауса и на двух по методу Сульфрен, предназначенных для доочистки отходящих
газов процесса Клауса. Структурная схема установок по получению серы
представлена на рисунке 1.1 и плакате №1.
Установки У-07,08 предназначены для дополнительной утилизации
сероводорода и сернистого ангидрида в отходящих газах до серы, с целью снижения
выбросов вредных веществ в атмосферу с дымовыми газами. По данным разработчиков
процесса “Сульфрен” фирм “LURGI” и “SNPA” эффективность процесса доочистки
технологических газов, составляет 92,0 %. Эти данные заложены в материальном
балансе регламента. Однако в процессе эксплуатации, по мере старения катализатора,
эффективность процесса постепенно снижается до 80 % и ниже, после чего
необходима замена катализатора.
Производительность каждой установки:
|
по сере
|
20 тыс. тонн в год
|
|
по перерабатываемому газу
|
127 тыс. нм3 в час
|
Расчетное число часов работы в году - 8000 (по ППР). В состав установки
входит наружное адсорбционное и энерготехническое оборудование с газоходами,
серозатворами и серопроводами, а также подземные резервуары для сбора жидкой
серы.
Общим технологическим оборудованием установок У-07,08 и установок
У-04,05,06 являются две дымовые трубы высотой 90 метров. Генеральным
проектировщиком У-07,08 является институт “Гипрогазоочистка” (г. Москва).
Установки У-07,08 введены в эксплуатацию в 1990 году.
Таблица 1.1 - Материальный баланс процесса (проектный)
|
Приход
|
Расход
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
|
№
|
Наименование статей
|
Един. Измерен.
|
Кол-во
|
№
|
Наименование статей
|
Един. измерен.
|
Кол-во
|
|
1
|
Кислый газ в том числе:
|
кг/час %
|
6096 100,0
|
1 2
|
Сера техническая газовая
Отходящие газы в том числе:
|
кг/час %
|
5182 85,0
|
|
- сероводород - двуокись
серы ИТОГО:
|
кг/час % кг/час % кг/час %
|
4 067 66,7 2 032 33,3 6 096
100,0
|
|
- сероводород - двуокись
Серы ИТОГО:
|
кг/час % кг/час % кг/час %
|
610,0 10,0 304,0 5,0 6 096
100,0
|
1.2 Описание технологии, технологической и функциональной схем
установок
Химизм процесса доочистки отходящих газов методом “Сульфрен”.
Основной реакцией получения серы в данном процессе является реакция
Клауса, протекающая при температуре не более 135оС.
Н2S + SO2 ®2Н2O
+ 3S + 12420 кал/моль.
Эта реакция протекает на катализаторе (активированный глинозем особого
качества). При температуре реакции ниже 120 оС полученная сера адсорбируется в
жидком виде на поверхности катализатора, что постепенно снижает его активность.
Для восстановления активности катализатора необходимо периодически
десорбировать серу переводом ее в парообразное состояние путем подогрева
катализатора газами регенерации до температуры выше 310 оС.
Концентрация жидкой серы на поверхности катализатора не должна превышать
определенного предела во избежание снижения степени очистки отходящих газов.
Этот предел определяет продолжительность работы катализатора в стадии адсорбции
и в стадии регенерации.
Описание технологической схемы.
Установки У-07,08 идентичны, для краткости приводится описание схемы
одной установки.
Доочистка осуществляется в трех, попеременно работающих шарообразных
реакторах 07Р-1; 07Р-2; 07Р-3, два из которых всегда находятся в стадии
адсорбции, а третий в стадии регенерации, а затем охлаждения.
Каждый реактор имеет по две опорные тарелки, на которые насыпается
катализатор процесса Сульфрен в количестве 144 тонны.
Рассмотрим случай, когда реакторы 07Р-1, 07Р-2 находятся в стадии
адсорбции, а реактор 07Р-3 в стадии регенерации.
Адсорбция.
Технологические газы с установок У-04,05,06 через отсекатель позиция
07UV-26, с температурой 120о¸135оС и давлением не более 0,12 ати подаются на вход У-07,08.
Давление подаваемых технологических газов регулируется прибором позиция
07PiC-6, клапан которого позиция 07PV-6, установлен на линии сброса
технологических газов в печь дожига 07JN-601, с регистрацией на щите в
операторной прибором, позиция PR-6, и выводом значений на ЭВМ.
При повышении давления технологических газов выше 0,12 кгс/см2,
срабатывает световая и звуковая сигнализация позиция РАН-6, от контактора
прибора, позиция PSH-6, на щите в операторной.
На линии подачи технологических газов в реакторы смонтирован отсекатель
позиция UV-24, который управляется со щита в операторной тумблером позиция Т-3.
Положение отсекателя “открыто-закрыто” сигнализируется на щите в
операторной световым индикатором.
Пройдя отсекатель позиция UV-24 технологические газы через отсекатели
позиция UV-1 и позиция UV-5 поступает в реакторы 07Р-1 и 07Р-2 на очистку от
сернистых соединений.
Пройдя через слой катализатора, технологические газы очищаются от
сернистых соединений и направляются через отсекатели позиция 07UV-3 и позиция
07UV-7 в коллектор очищенных газов и далее в печь дожига 07JN-601.
Предусмотрен контроль за степенью очистки технологических газов от сернистых
соединений поточным анализатором “Иокогава” позиция 07АТ-2, установленным на
линии очищенных газов к печи дожига 07JN-601, с регистрацией показаний
анализатора на щите в операторной прибором позиция 07AR-2, с выводом значений
на ЭВМ.
Температура отходящих газов на входе в реакторы, по слою катализатора и
очищенных газов на выходе из реакторов регистрируется в операторной двумя
потенциометрами позиция ТiRS-1 (для реакторов Р-1,2) и позиция ТiRS-2 (для
реактора Р-3).
При температуре слоя катализатора ниже 117 оС срабатывает звуковая и
световая сигнализация на щите в операторной:
в реакторе 07 Р-1 позиция TAL
1-1, 1-2, 1-3, 1-4,
в реакторе 07 Р-2 позиция TAL
1-7, 1-8, 1-9, 1-10,
в реакторе 07 Р-3 позиция TAL
2-1, 2-2, 2-3, 2-4.
При температуре слоя катализатора выше 310 оС также срабатывает звуковая
и световая сигнализация на щите в операторной:
в реакторе 07 Р-1 позиция TAH
1-1, 1-2, 1-3, 1-4
в реакторе 07 Р-2 позиция TAH
1-7, 1-8, 1-9, 1-10,
в реакторе 07 Р-3 позиция TAH
2-1, 2-2, 2-3, 2-4.
Температура отходящих газов в печи 07JN-601 регистрируется прибором
позиция ТR-30 на щите в операторной и регулируется прибором позиция ТiС-30,
который работает в комплекте с регулирующим клапаном позиция ТV-30,
установленным на линии топливного газа к основным горелкам печи 07JN-601.
Расход топливного газа к печи дожига JN-601 регистрируется прибором
позиция 07FR-26, от датчика позиция FT-26, на щите в операторной, с выводом
показаний на ЭВМ.
По окончании стадии адсорбции один из реакторов Р-1 или Р-2 автоматически
с помощью микропроцессора переключается на регенерацию, а отрегенерированный
реактор Р-3 на стадию адсорбции. Таким образом, на адсорбции находятся
поочередно два реактора.
Продолжительность стадии адсорбции для каждого реактора 32 часа 10 минут.
Регенерация.
Регенерация катализатора включает две стадии:
- - нагрев катализатора и десорбция серы с его поверхности;
- - охлаждение катализатора.
Первая стадия производится в замкнутом цикле технологическими газами,
циркулирующими по схеме:
UV-24®07В-1®07UV-23®07П-1®07UV-12®07Р-3®07UV-10®07КУ-1®07В-1
Давление в цикле регенерации поддерживается постоянным регулировкой
отсекателя позиция UV-17, расположенного на уравнительной линии, соединяющей
всас газодувки 07В-1 (07/08В-1) с коллектором технологических газов.
На случай выхода из строя газодувки 07В-1 предусмотрена резервная
газодувка 07/08В-1.
Схемой предусмотрен контроль за давлением газов регенерации перед
газодувкой 07В-1 (07/08В-1) прибором позиция 07РТ-5, установленным на линии
газов регенерации перед всасом газодувки с регистрацией прибором позиция PR-5
на щите в операторной с выводом значений на ЭВМ.
При снижении давления на всасе газодувки 07В-1 (07/08В-1) ниже минус 0,12
кгс/см2 на щите в операторной срабатывает световая и звуковая сигнализация
позиция 07PAL-5, при снижении давления ниже 0,15 кгс/см2 срабатывает блокировка
позиция 07PALL-5 и останавливается газодувка 07В-1 (07/08В-1).
Технологические газы с температурой до 1600С, с нагнетания газодувки
07В-1 (07/08В-1) направляются для подогрева в трубный пучок печи П-1.
Схемой предусмотрена подача азота на уплотнения газодувки 07В-1
(07/08В-1).
При снижении давления азота к газодувке 07В-1 (07/08В-1) ниже 0,5
кгс/см2, срабатывает блокировка позиция 07PAL-18, включается звуковая и
световая сигнализация на щите в операторной, с переключением линии азота на
резервный азотный баллон.
Нагретые в трубном пучке газы регенерации с температурой не более 3100С и
расходом не менее 25 000 нм3/час направляются через отсекатель позиция UV-12 в
реактор Р-3.
Температура газов регенерации на выходе из трубного пучка печи П-1
контролируется термопарой позиция 07ТЕ-4, установленной на линии газов
регенерации после печи 07П-1 и регистрируется в операторной на щите прибором
позиция TR-4 с выводом значений на ЭВМ. Регулируется прибором позиция TiC-4,
который работает в комплекте с регулирующим клапаном позиция TV-4,
установленном на линии подачи воздуха от воздуходувки 07В-2 в топочное
пространство печи 07П-1.
В случае выхода из строя воздуходувки 07В-2 предусмотрена резервная воздуходувка
07В-2р.
При повышении температуры газов регенерации после печи 07 П-1 более 3200С
срабатывает блокировка позиция ТАН-4 на щите в операторной.
При срабатывании блокировки закрываются отсекатели позиция 07UV-19,
07UV-20, установленные на линии топливного газа в печь 07П-1, и отсекатель
позиция 07UV-21, установленным на линии подачи воздуха от воздуходувки 07В-2
(07В-2р) в печь П-1.
На линии газов регенерации от газодувки 07В-1 (07/08В-1) в печь 07П-1
смонтирован отсекатель позиция 07UV-23, который управляется с местного щита
управления позиция HiC-23.
Положение отсекателя “открыто” сигнализируется световым индикатором на
щите в операторной.
Печь подогрева газов регенерации П-1 выполнена в виде двух цилиндрических
камер, расположенных друг под другом и соединенных между собой дымоходом.
Нижняя камера является камерой сгорания топливного газа, в верхней камере
размещены трубный пучок для подогрева технологического газа в змеевике, где
проводится подогрев воздуха, подаваемого в топочное пространство печи.
Температура воздуха на выходе из змеевика контролируется по месту
термопарой позиция 07ТЕ-6 и регистрируется на щите в операторной прибором
позиция 07TiRC-2.11 с выводом показаний на ЭВМ.
Дымовые газы из печи 07П-1 по дымоходу выводятся в дымовую трубу печи
07JN-601.
Разряжение в топочном пространстве печи 07П-1 контролируется прибором
позиция 07РТ-8, установленным на линии дымовых газов от печи 07П-1 в печь
07JN-601, и прибором Pi-8 на щите в операторной.
При разряжении в топочном пространстве печи 07П-1 более минус 40 мм
водяного столба срабатывает звуковая и световая сигнализации на щите в
операторной позиция 07PAL-8.
Воздух необходимый для сжигания топливного газа, забирается из атмосферы
и подается в печь воздуходувкой 07В-2 (07В-2р).
Расход воздуха в печь 07П-1 регистрируется на щите прибором позиция
07FR-5 от прибора позиция 07FТ-5.
Давление воздуха после воздуходувки 07В-2 (07В-2р) контролируется
прибором позиция 07Рi-12.
При снижении давления воздуха ниже 0,04 кгс/см2 срабатывает сигнализация
07РАL-12.
Превышение давления топливного газа к пилотным горелкам печи П-1 выше
0,14 кгс/см2 сигнализируется на щите операторной позиция 07РАL-16.
При снижении давления воздуха перед горелкой печи 07П-1 ниже 0,01,
срабатывает блокировка позиция PAL-4 со световой и звуковой сигнализацией на
щите в операторной. При этом происходит закрытие отсекателей по топливному газу
к печи 07П-1 позиция UV-19,20 и отсекателя по воздуху в печь 07П-1 позиция
07UV-21.
Температура дымовых газов на входе в верхнюю камеру печи 07П-1
контролируется термопарой позиция 07ТЕ-5 и регистрируется прибором на щите в
операторной позиция 07ТR-5 с выводом значений на ЭВМ. Регулируется прибором
позиция 07ТiС-5, работающим в комплекте с регулирующим клапаном позиция 07ТV-5,
установленном на линии подачи воздуха от воздуходувки 07В-2 (07В-2р) к горелке
печи П-1.
При повышении температуры сгорания в печи 07П-1 выше 800 оС срабатывает
сигнализация позиция 07ТАН-5, при повышении температуры выше 850 оС срабатывает
блокировка позиция 07ТАНН-5.
При этом происходит закрытие отсекателей по топливному газу к печи 07П-1
позиция 07UV-19,20 и отсекателя по воздуху к печи 07П-1 позиция 07UV-21.
Расход газов регенерации на выходе из трубного пучка печи П-1
регистрируется на щите в операторной прибором позиция FR-2.
При расходе газа менее 25 000 нмз/час срабатывает сигнализация позиция
07FАL-2.
Расход топливного газа к печи 07П-1 регистрируется на щите в операторной
прибором позиция FR-6 и регулируется регулятором позиция 07FiC-6, который
работает в комплекте с регулирующим клапаном позиция FV-6, установленным на
линии топливного газа в печь 07П-1.
Контроль давления топливного газа перед печью 07П-1 осуществляется
прибором позиция 07Рi-3 от датчика позиция 07РТ-3.
При повышении давления топливного газа выше 2,5 кгс/см2 срабатывает
блокировка позиция 07РАН-3, при понижении давления ниже 0,5 кгс/см2 срабатывает
блокировка позиция 07РАL-3, со световой и звуковой сигнализацией на щите в
операторной. При этом закрываются отсекатели по топливному газу позиция
UV-19,20 и отсекатель по воздуху позиция 07UV-21.
Отсутствие пламени в печи 07П-1 срабатывает блокировка позиция BAL-1 на
закрытие отсекателей позиция 07UV-19,20,21.
Нагретые технологические газы, пройдя слой катализатора в реакторе 07Р-3
в направление сверху вниз, с температурой до 310оС поступают в трубное
пространство конденсатора 07 КУ-1, где отдают избыточное тепло котловой воде,
кипящей в межтрубном пространстве.
Уровень котловой воды в конденсаторе 07 КУ-1 регистрируется в операторной
на щите прибором позиция 07LR-2, регулируется прибором позиция 07LiC-2 с
помощью регулирующего клапана позиция 07 LV-2, расположенного на линии подачи
питательной воды.
При этом максимальный выше 85 % и минимальный ниже 35 % уровень
сигнализируется позиция 07LAH-2 и позиция 07LAL-2.
При очень низком уровне ниже 20 % срабатывает блокировка позиция
07LALL-2.
По минимальному уровню срабатывают отсекатели позиция UV-19, 20,21, что
приводит к остановке печи 07П-1.
Расход питательной воды, поступающей на установки, регистрируется прибором
позиция 07FR-1 от датчика позиция 07FT-1.
Контроль уровня воды в конденсаторе 07КУ-1 по месту производится двумя
независимыми уровнемерными колонками.
Полученный за счет испарения котловой воды пар с давлением до 5 кг/см2
выводится в заводскую сеть пара низкого давления.
Сконденсировавшаяся в выходной камере конденсатора 07КУ-1 сера отделяется
от технологического газа и через серозатворы 07Е-1,2 самотеком направляется в
подземный резервуар 07Е-3. Откуда насосами 07Н-1, Н-1р откачивается в ямы суточного
хранения 13ST-802 B,C,D.
Насосы 07Н-1, Н-1р обогреваются водяным паром низкого давления.
При падении давления пара в паровой рубашке насосов ниже 3,5 кгс/см2
включается блокировка со звуковой и световой сигнализацией на щите в
операторной позиция PAL-19, насосы 07Н-1, Н-1р останавливаются.
В серной яме 07Е-3 предусмотрен контроль уровня жидкой серы прибором
позиция LТ-1, с регистрацией прибором позиция 07LR-1 и выводом значений на ЭВМ.
При повышении уровня выше 85 % срабатывает сигнализация позиция LAH-1,
при понижении уровня ниже 20 % срабатывает сигнализация позиция LAL-1 со
световой и звуковой сигнализацией на щите.
При понижении уровня ниже 15 % срабатывает блокировка позиция LALL-1 на
щите в операторной, на остановку серных насосов 07Н-1 и 07Н-1р.
Технологический газ с верха выходной камеры конденсатора 07 КУ-1
поступает на всас газодувки 07В-1 (07/08В-1), температура газа до 160 оС.
Циркуляция газов регенерации продолжается 8 часов в замкнутом цикле:
В-1®07П-1®07Р-3®07КУ-1®07В-1.
Через 8 часов после начала регенерации через отсекатель позиция 07UV-18
начинается подача кислого газа в линию газов регенерации от котла 07КУ-1 к
газодувке 07 В-1 (07/08В-1).
Расход кислого газа регистрируется на щите прибором позиция 07FR-3 и
регулируется прибором позиция 07FiC-3, клапан которого позиция 07FV-3
установлен на линии подачи кислого газа в линию газов регенерации.
Подача кислого газа при регенерации катализатора необходима для
восстановления катализатора, который в присутствии кислорода, содержащегося в
отходящих газах, начинает сульфатироваться до Аl2(SO4)3. В кислой среде Н2S и
при температуре 300 оС Аl2(SO4)3 восстанавливается до Аl2О3.
Контроль давления кислого газа производится прибором позиция Pi-11, от
датчика позиция РТ-11.
При давлении кислого газа более 0,3 кгс/см2 срабатывает сигнализация
позиция 07РАН-11 на щите в операторной.
Через 2 часа после начала подачи кислого газа отсекатель позиция 07UV-18
закрывается. К этому времени концентрация сероводорода в газах регенерации
достигает 5-10 % объемного, циркуляция газов регенерации в замкнутом цикле,
продолжается еще 2 часа, после чего открывается отсекатель позиция 07UV-16,
связывающий линию нагнетания газодувки с коллектором отходящих газов начинается
продувка системы регенерации от сероводорода.
Эта операция длится 30 минут, после чего отсекатель позиция 07UV-16
закрывается, затем закрывается отсекатель позиция 07UV-17 и открывается
отсекатель позиция 07UV-15, связывающий систему регенерации с печью дожига
07JN-601.
Декомпрессия длится 10 минут, после чего открываются отсекатели позиция
07UV-11 и позиция 07UV-14 и закрывается отсекатель позиция 07UV-12, начинается
охлаждение регенерированного реактора очищенными газами по следующей схеме:
коллектор очищенных газов - UV-11 - 07Р-3 - 07UV-10 - 07КУ-1 - 07В-1 -
07П-1 - UV-14 - коллектор очищенных газов - 07JN-601.
Продолжительность стадии охлаждения 3 часа 15 минут, в течение которой
температура в реакторе снижается с 310 оС до 170 оС.
Реактор готов к включению на адсорбцию. Операция переключения начинается
с закрытия отсекателей позиция 07UV-15 и 07UV-14 и открытия отсекателей позиция
07UV-13 и позиция 07UV-17.
Давление в системе регенерации сравнивается с давлением во входном
коллекторе отходящих газов, при этом газы регенерации циркулируют через отсекатель
позиция 07UV-13, минуя реактор.
Набор давления в системе регенерации длится 10 минут, после чего
открывается отсекатель позиция 07UV-9 и реактор 07Р-3 включается на адсорбцию.
Реактор 07Р-1 переключается на регенерацию. Общая продолжительность цикла регенерации
16 часов 5 минут.
Очищенные газы после установок У-07,08 сбрасывают в печь дожига 07
JN-601, где непрореагировавший сероводород дожигается до двуокиси серы и далее
подается в дымовую трубу.
На печи 07JN-601 предусмотрен поточный анализатор дымовых газов “Дюпон”
позиция АТ-3 непосредственно установленный на коллекторе дымовых газов от печи
07JN-601 в дымовую трубу с регистрацией показаний на щите в операторной
прибором позиция 07AR-3 с выводом значений на ЭВМ.
Давление топливного газа к печи 07JN-601 контролируется прибором позиция
07РSL-25, установленным на линии подачи топливного газа к печи .
При понижении давления топливного газа ниже 2 кгс/см2 включается световая
и звуковая сигнализация на щите в операторной позиция PAL-25.
Давление топливного газа к пилотным горелкам печи 07JN-601 контролируется
прибором позиция 07РSL-27, установленным на линии подачи топливного газа к
пилотным горелкам печи 07JN-601.
При понижении давления топливного газа к пилотным горелкам печи ниже 0,2
кгс/см2 срабатывает световая и звуковая сигнализация на щите в операторной
позиция PAL-27.
Давление топливного газа к основным горелкам печи 07JN-601 контролируется
прибором РSL-35, установленным на линии подачи топливного газа к основным
горелкам печи 07JN-601.
При понижении давления топливного газа к основным горелкам печи 07JN-601
ниже 2 кг/см2, срабатывает световая и звуковая сигнализация на щите в
операторной позиция 07PAL-35.
Давление топливного газа к горелкам печи 07JN-601 контролируется прибором
позиция РSL-36, установленным на линии подачи топливного газа к горелкам печи
07JN-601.
При повышении давления топливного газа к горелкам печи 07JN-601 выше 5,5
кгс/см2, срабатывает световая и звуковая сигнализация на щите в операторной
позиция PAH-36.
Давление топливного газа перед основными горелками печи 07JN-601
контролируется прибором позиция 07РТ-1 с выводом на ЭВМ.
Температура дымовых газов после печи 07JN-601 контролируется термопарой
позиция 07ТЕ-31, установленной на коллекторе дымовых газов (от печи 07JN-601 до
дымовой трубы).
При снижении температуры дымовых газов ниже 500 оС срабатывает звуковая и
световая сигнализация позиция 07TAL-31 на щите в операторной.
Контроль за разрежением на выходе из печи 07JN-601 осуществляется
прибором позиция 07РТ-10, установленным на коллекторе дымовых газов от печи
07JN-601 в дымовую трубу.
Низкое разряжение на выходе из печи JN-601 минус 20 мм водяного столба,
сигнализируется на щите в операторной прибором позиция PAL-10.
На установках У-07,08 имеется общий воздухосборник 08Е-4.
При снижении давления воздуха КИП и А ниже 5 кгс/см2, срабатывает
сигнализация позиция PAL-20.
При концентрации сероводорода в машзале газодувок более 3 мг/м3
срабатывает блокировка позиция 07,08 QАН-1,2 со световой и звуковой
сигнализацией на щите в операторной с включением аварийно-вытяжных вентиляторов
В-3А, В-4А, В-5А, В-6А, В-7А и световой сигнализацией в машзале газодувок.
Для подогрева воздуха подаваемого в машзал установок У-07,08 в зимнее
время предусмотрены калориферы вентиляционной системы 07П-1, 07П-2.
При понижении температуры теплоносителя после калориферов 07П-1 и 07П-2
ниже 30 оС срабатывает световая и звуковая сигнализация на щите в операторной
позиция 07TAL-10 для 07П-1 и позиция 07ТAL-11 для 07П-2.
Функциональная схема, выполненная на базе технологической, представлена
на плакате №2.
1.3 Описание действующей системы автоматики
1.3.1 Система управления процессом “Сульфрен”
Для осуществления управления процессом “Сульфрен” применена
микропроцессорная система МикроДАТ, которая управляет исполнительными
механизмами в соответствии с диаграммой работы.
Система управления состоит из блока индикации (предназначен для
отображения информации о работе установки доочистки газов), блока управления
(предназначен для управления режимами работы микропроцессорной системы
управления и исполнительными механизмами), программируемого контроллера ГСП
МикроДАТ (содержит 128 входов и выходов, предназначен для осуществления
управления установкой доочистки газов и выдачи информации оператору),
источников питания 24 В (предназначены для питания входов и выходов
контроллера, реле и элементов индикации) и блока вентиляторов (предназначен для
обеспечения воздушного потока, способного отводить тепло от нагревающихся
элементов и блоков системы управления).
Система управления процессом “Сульфрен” может работать в ручном,
автоматическом и полуавтоматическом режимах.
В ручном режиме оператор может независимо управлять каждым исполнительным
механизмом при помощи тумблеров 1 …18, расположенных на передней панели блока
управления. При этом, о положении исполнительных механизмов можно судить по
индикаторам зеленого и красного цвета, расположенных на передней панели блока
индикации и отображающих состояние концевых контактов исполнительных
механизмов. Кроме того, на блоке управления, рядом с тумблерами 1 …18,
расположены светодиоды, по которым можно судить, имеется ли на соответствующем
выходе управляющий исполнительными механизмами сигнал или его нет.
При автоматическом режиме реализуется управление исполнительными
механизмами в соответствии с временной диаграммой без участия оператора. Время
операции в часах и минутах, номер реактора, находящегося в стадии регенерации и
номер операции отображаются на табло. Положение тумблеров 1 …18 игнорируется. И
наоборот, при работе в ручном режиме игнорируется состояние выходов
контроллера.
Полуавтоматический режим необходим для реализации управления процессом
“Сульфрен”, начиная с любого требуемого состояния.
1.3.2 Контроллер микропроцессорный “МикроДАТ”
Контроллер предназначен для управления оборудованием массового
производства: металлорежущим, кузнечно-прессовым, литейным, автоматическими
манипуляторами, а также для использования в качестве систем децентрализованного
управления гибких автоматизированных производств.
Конструктивно контроллер имеет блочно-модульную конструкцию в виде
отдельных навесных функциональных блоков с количеством входов-выходов до 128 (в
зависимости от спецификации). Он состоит из следующих компонентов:
- компоновочного каркаса;
- источника электропитания;
- модуля микропроцессора;
- модуля ввода дискретных сигналов (8 каналов) постоянного
тока;
- модуля ввода дискретных сигналов (8 каналов) переменного
тока;
- модуля вывода дискретных сигналов (8 каналов) постоянного
тока;
- модуля вывода дискретных сигналов (8 каналов) переменного
тока.
Электрическое питание осуществляется однофазным переменным током с
напряжением 110 или 220 В.
Время выполнения 1000 операций типа конъюнкция или дизъюнкция - не более
7 мс. Объем ОЗУ - 4 Кбайт.
Модули и источник электропитания устанавливаются в компоновочный каркас,
в котором реализована магистраль для передачи сигналов в соответствии с
интерфейсом. Сигналы интерфейса передаются по линиям связи, наименования
которых соответствуют условным обозначениям сигналов. В номенклатуре сигналов
интерфейса предусмотрены адресные сигналы, сигналы данных и сигналы управления.
Адресные сигналы вырабатываются микропроцессорным модулем и предназначены
для выбора модуля и регистра (порта) в его составе для приема или выдачи
данных. Сигналы данных образуют однобайтное информационное слово, которое
служит для двунаправленной передачи данных и упорядоченных сообщений между
микропроцессорным модулем и модулями ввода-вывода. Сигналы управления
вырабатываются микропроцессорным модулем и служат для управления обменом данными
между МП и модулями ввода-вывода, выбранными адресными сигналами, эти сигналы
являются исполнительными сигналами для модулей.
В интерфейсе принята отрицательная логика сигналов.
Контроллер может функционировать в трех режимах:
- работа;
- работа/отладка;
- программирование/тестирование.
1.3.3 Обоснование необходимости разработки АСУТП
У-07,08
В процессе похождения преддипломной практике, а также на основании выше
сказанного можно сделать следующие вывод, что существующая АСУТП не
удовлетворяет современным требованиям по уровню автоматизации и степени защиты
технологического оборудования, в частности:
- щитовая автоматика значительно уступает по всем показателям
распределенным системам управления на базе современных контроллерных средств;.
- уровень полевого КИП, как правило, пневматические приборы и
средства автоматизации устарели как морально, так и физически, что не позволяет
обеспечить необходимые точность измерений, время принятия решений, скорость
управления, а также степень надежности работы системы управления в целом;
- неэффективная работа автоматики ведут к неоправданному износу
технологического оборудования и нерациональному расходованию всех видов
производственных ресурсов, оказывают негативное психофизиологическое
воздействие на обслуживающий персонал, что может привести к их ошибкам, а
следовательно, и к нарушениям технологического процесса, что может привести к
выходу оборудования из строя.
В соответствии с выше сказанным было принято решение о необходимости
разработки новой автоматизированной системы управления технологическими
процессами и системы противоаварийной установок У-07,08.
1.4 Требования к создаваемой АСУ ТП
АСУ ТП У07-08 Оренбургского ГПЗ предназначена для автоматизированного и
автоматического сбора данных, контроля, управления и защиты в реальном масштабе
времени технологических процессов на установках доочистки отходящих газов с
У04-06.
Объектом автоматизации, в рамках создаваемой АСУ ТП, является установки
У-07,08, предназначенные для получения серы, доочисткой отходящих газов с
У04-06. Автоматизируемым пунктом управления является операторная второй очереди
Оренбургского ГПЗ.
Характер протекания технологических процессов во времени на установке
непрерывный. Количество входных и выходных сигналов определено в соответствии с
перечнем аналоговых и дискретных входных (выходных) сигналов поступающих на/с
устройства ввода/вывода, разработанным Генпроектировщиком системы, и приведено
в таблице 1.2.
Таблица 1.2 - Данные об информационной мощности
системы
|
Объект
|
Распределение сигналов
|
|
Аналоговые входные (AI)
|
Аналоговые выходные (AO)
|
Дискретные водные (DI)
|
Дискретные выходные (DO)
|
|
У07
|
44
|
7
|
57
|
42
|
|
У08
|
44
|
7
|
57
|
42
|
|
Всего входных сигналов
|
202
|
|
Всего выходных сигналов
|
98
|
|
Итого
|
300
|
1.4.1 Требования к АСУ ТП в целом
Целями создания системы являются:
а) обеспечение надежной и безаварийной работы технологического объекта;
б) повышение уровня экологической безопасности объекта;
в) обеспечение переработки требуемого объема продукции с минимально
необходимой численностью эксплуатационного и обслуживающего персонала;
г) снижение непроизводительных потерь материально-технических и
топливно-энергетических ресурсов, сокращение эксплуатационных расходов;
д) улучшение условий эксплуатации технологического объекта за счет
применения автоматизированных рабочих мест персонала для управления объектом.
Критериями оценки достижения поставленных целей являются:
а) безаварийность работы технологического объекта;
б) сокращение случаев загрязнения окружающей среды;
в) выполнение заданий по объему товарной продукции;
г) увеличение длительности межремонтного пробега технологического
оборудования;
д) сокращение материально-технических и энергетических затрат на
производственные нужды;
е) улучшение условий труда оперативного технологического и диспетчерского
персонала;
ж) увеличение объема контролируемой оперативной информации, повышение
оперативности контроля и управления (уменьшение запаздывания поступления
оперативной информации и выдачи управляющих воздействий);
з) передача оперативной и отчетной информации на уровень ЕИУС
Оренбургского ГПЗ.
АСУ ТП должна создаваться как система централизованного контроля и
управления технологическим процессом доочистки хвостовых газов.
АСУ ТП У07-08 Оренбургского ГПЗ должна иметь двухуровневую,
территориально сосредоточенную, иерархическую структуру управления
технологическими процессами:
а) верхний уровень АСУ ТП - уровень оперативного персонала
(операторов-технологов);
б) нижний уровень системы - уровень систем автоматизированного управления
(САУ) установкой.
Верхний уровень системы (уровень операторов-технологов).
На уровне операторов-технологов с использованием программно-технических
средств системы должны осуществляться:
а) оперативный контроль за текущим состоянием и режимами работы
технологического оборудования У07-08 Оренбургского ГПЗ;
б) изменение режимов его работы (при необходимости);
в) выдача уставок по управлению технологическими параметрами;
г) дистанционное управление исполнительными механизмами;
д) защита оборудования при нарушениях технологических режимов и возникновении
аварийных ситуаций;
е) обмен информацией с нижним уровнем системы.
Функции управления на верхнем уровне системы должны выполняться сменным
оперативно-производственным персоналом (ОПС) в автоматизированном и
автоматическом режимах реального времени.
Реализация функций верхнего уровня АСУ ТП У07-08 Оренбургского ГПЗ должна
осуществляться с автоматизированного рабочего места (АРМ) оператора-технолога,
оборудованного операторской (рабочей) станцией. Рабочая станция
оператора-технолога должна включать в свой состав:
а) системный блок;
б) графический монитор;
в) алфавитно-цифровую клавиатуру;
г) манипулятор "мышь";
д) устройство печати (принтер);
е) сетевую карту.
Для конфигурирования, настройки системы предусмотрено АРМ системного
инженера (администратора системы) на базе ПК, обеспеченное необходимыми
программными пакет.
Нижний уровень системы (уровень САУ).
Функции уровня САУ должны выполняться в автоматизированном режиме.
На уровне САУ с использованием программно-технических средств,
подключенных к средствам автоматики, установленным на технологическом
оборудовании, должен осуществляться автоматический контроль, регулирование и
управление технологическими процессами, поддержание заданных режимов работы и
аварийная защита технологического оборудования, обмен информацией с верхним
уровнем системы.
Нижний уровень АСУ ТП У07-08 Оренбургского ГПЗ должен строиться по
организационно-технологическому принципу и состоять из системы автоматического
управления технологической линией.
САУ должна включать в свой состав специальные технические средства
контроля и управления (ПЛК, модули ввода/вывода, коммуникационные модули, и
т.п.), устанавливаемые в помещении операторной.
1.4.2 Требования к составу АСУ ТП
АСУ ТП У07-08 Оренбургского ГПЗ должна включать в свой состав две целевые
подсистемы:
а) информационно-управляющую;
б) противоаварийной защиты (ПАЗ).
Информационно-управляющая система.
Информационно-управляющая система, должна включать в свои состав
функциональные подсистемы, распределенные по уровням АСУ ТП У07-08 ОГПЗ.
Нижний уровень АСУ ТП У07-08 Оренбургского ГПЗ (уровень САУ) должен
включать в себя следующие подсистемы:
а) сбора и первичной обработка технологической информации;
б) регулирования аналоговых технологических параметров;
в) управления технологическим оборудованием;
г) обмена информацией между уровнями системы.
Подсистема сбора и первичной обработки технологической информации должна
выполнять:
а) сбор сигналов с датчиков, градуировку, фильтрацию, определение
достоверности сигналов по границам достоверности;
б) обнаружение отклонений технологических параметров от регламентных
норм;
в) вычисление мгновенных (текущих) значений уровня продукта;
г) автоматическую диагностику состояния технических средств САУ;
д) формирование и ведение базы данных САУ.
Подсистема регулирования должна осуществлять расчет и выдачу управляющих
воздействий на регулирующие органы исполнительных механизмов (регулирующие
клапаны, клапаны-отсекатели).
Подсистема управления технологическим оборудованием должна осуществлять
отработку команд дистанционного управления (выдачу управляющих воздействий на
исполнительные механизмы в соответствии с командами, принятыми с верхнего
уровня и выданными алгоритмами управления).
Подсистема обмена информацией должна осуществлять связь с верхним уровнем
АСУ ТП У07-08 Оренбургского ГПЗ (передача технологической информации, прием
команд).
Верхний уровень АСУ ТП У07-08 Оренбургского ГПЗ (уровень
оператора-технолога) должен включать в себя следующие подсистемы:
а) сбора и контроля технологической информации от КТС САУ;
б) отображения технологической информации;
в) формирования отчетных документов;
г) расчета технологических параметров;
д) управления технологическим оборудованием;
е) организации диалога "Пользователь - АСУ ТП";
ж) защиты информации от несанкционированного доступа;
з) обмена информацией с уровнем САУ.
Подсистема сбора и контроля технологической информации должна
осуществлять:
а) сбор и контроль технологической информации от технических средств САУ;
б) сигнализацию об отклонениях технологических параметров от регламентных
норм;
в) формирование и ведение базы данных АСУ ТП У07-08 Оренбургского ГПЗ;
г) автоматическую диагностику состояния технических средств верхнего
уровня системы и связи с САУ.
Подсистема отображения технологической информации должна выполнять
следующие функции:
а) формирование и отображение видеокадров (мнемосхем, графиков);
б) формирование и отображение сводок и режимных листов;
в) формирование и отображение протокола событий.
Подсистема формирования отчетных документов должна осуществлять
формирование и выдачу выходных документов и протоколов событий, в том числе,
протоколирование действий оперативного персонала. При этом подсистема
осуществляет:
а) формирование сообщений об изменениях, как технологических параметров
объекта, так и параметров системы управления;
б) запись сообщений в протоколе с указанием даты и времени;
в) удаление из протокола устаревших сообщений;
г) поиск в протоколе и выдачу требуемых сообщений.
Подсистема защиты информации от несанкционированного доступа должна:
а) регистрировать персонал по индивидуальному коду;
б) ограничивать доступ согласно заданным правилам;
в) запрещать выдачу информации на рабочую станцию и прием команд с
рабочей станции персонала без регистрации.
Подсистема расчета технологических параметров должна выполнять:
а) вычисление суммарных (интегральных) и средних значений контролируемых
параметров;
б) контроль временных характеристик оборудования;
в) расчет оперативных материальных балансов.
Подсистема управления технологическим оборудованием должна выполнять:
а) формирование и выдачу команд дистанционного управления;
б) контроль выполнения команд управления;
в) выдачу и контроль за уставками.
Входящая в состав программно-технических средств подсистема организации
диалога «Пользователь - АСУ ТП» должна обеспечивать выполнение операций и
отображение информации. Подсистема обмена информацией должна обеспечивать связь
с нижним уровнем системы (прием технологической информации с нижнего уровня,
передача команд управления на нижний уровень).
Для взаимодействия между оператором и САУ должны использоваться
специализированные средства и способы обмена данными, предназначенные для
использования в системах управления технологическими процессами.
Противоаварийная защита.
Подсистема противоаварийной защиты предназначена для защиты оборудования
установки при возникновении аварийных ситуаций и выполняет аварийный останов
установки.
Подсистема ПАЗ в составе АСУ ТП У07-08 Оренбургского ГПЗ должна
обеспечивать автоматический или автоматизированный (в случаях, когда требуется
принятие решений или выполнение действий со стороны оперативного персонала)
перевод технологического оборудования в безопасное состояние при возникновении
аварийных ситуаций (пожар, загазованность, выход за аварийные пределы
технологических параметров), которые могут привести к выходу из строя
технологического оборудования, загрязнению окружающей среды, а также угрожать
здоровью и жизни людей.
При разработке подсистемы ПАЗ должны учитываться требования документов
“Основные положения по автоматизации, телемеханизации и
информационно-управляющим системам газоперерабатывающих производств” и ПБ
08-389-00 «Правила безопасности для газоперерабатывающих заводов и
производств».
На нижнем уровне АСУ ТП У07-08 Оренбургского ГПЗ (уровень САУ) подсистема
ПАЗ обеспечивает распознавание аварийной ситуации и автоматическую отработку
алгоритмов аварийной защиты по каждому объекту, формирование и выдачу световой,
звуковой сигнализации, а на верхнем уровне - соответствующих сообщений и
рекомендаций оперативному персоналу.
Критерии определения аварийных ситуаций и последовательность действий
подсистемы ПАЗ должны строго соответствовать алгоритмам автоматических защит и
блокировок.
Обмен информацией между информационно-управляющей подсистемой и
подсистемой ПАЗ должен быть организован таким образом, чтобы не было
вмешательства извне в работу алгоритмов ПАЗ. При этом должен соблюдаться
установленный приоритет выполнения функций; высшим приоритетом должны обладать
функции ПАЗ.
2. Расчетная часть
2.1 Выбор ПТК
2.1.1 ПЛК и сопутствующие технологии автоматизации
Из всех используемых в настоящее время классов ПЛК (программируемых
логических контроллеров) нас интересует контроллеры, выполненные в виде
автономных модулей, реализующих функции контроля и управления изолированными
технологическими узлами. В контроллер встраивается или подключается к нему
специальная панель интерфейса с оператором, состоящая из алфавитно-цифрового
дисплея и набора функциональных клавиш.
В этом классе следует выделить специальный тип локальных контроллеров,
предназначенных для систем противоаварийной защиты (ПАЗ). Устройства отличаются
особенно высокой надежностью (IEC 61511), быстродействием и иметь специальный
сертификат (например, соответствие уровням Safety Integrity Level, SIL стандарта IEC 61508), подтверждающий
их высокую надежность и живучесть. В них предусматриваются различные варианты
полной текущей диагностики неисправностей с глубиной до отдельной платы;
защитные коды, резервирование, как отдельных компонентов, так и всего
устройства в целом.
Также среди локальных контроллеров можно выделить две группы: не PC-совместимые (закрытые) и PC-совместимые (открытые) контроллеры.
Контроллеры первой группы, как правило, базируются на специально
разработанных процессорах (например, CPU 214 в Siemens SIMATIC S7-200). Важной особенностью контроллеров этой группы
является жесткая привязка к программному обеспечению (ПО) фирмы-производителя.
Этот тип контроллеров, как правило, поставляется известными, крупными
производителями средств промышленной автоматизации (Siemens, Allen-Bradley, Omron, Schneider). С другой стороны
они гарантировано обеспечивают высокую надежность, стабильность и отлаженность
программного обеспечение, контроллеров и модулей расширения.
Ко второй группе принадлежат контроллеры, построенные на базе Intel-совместимых процессоров (80386EX,
AMD80188-40, AMD DX5-133). Кроме стандартных для PLC функций эти контроллеры
обладают большими возможностями. Так, например, на них можно возложить функции
работы с сетями, интерфейса человек-машина, поддержку различных баз данных и
более дружественного интерфейса пользователя.
Также в силу PC-совместимости
этих контроллеров предоставляется более широкий выбор средств программирования:
стандартные языки программирования (Asm, C, C++), специальные средства разработки (средства разработки,
базирующиеся на стандарте IEC 61131(МЭК 61131)).
Сетевые ПТК или распределенные системы управления (Distributed Control
Systems) наиболее широко применяются для
управления производственными процессами во всех отраслях промышленности.
Минимальный состав данного класса ПТК подразумевает наличие следующих
компонентов:
- набор контроллеров;
- несколько дисплейных рабочих станций операторов;
- системную (промышленную) сеть, соединяющую контроллеры между
собою и контроллеры с рабочими станциями.
Контроллеры каждого сетевого комплекса, как правило, имеют ряд
модификаций, отличающихся друг от друга быстродействием, объемом памяти,
возможностями по резервированию, способностью работать в разных условиях
окружающей среды, числом каналов входа/выхода. Так что можно подобрать
контроллер для каждого узла автоматизируемого агрегата с учетом особенностей и
выполняемых функций последнего и использовать один и тот же комплекс для
управления разными производственными объектами.
В качестве дисплейных рабочих станций почти всегда используются
персональные компьютеры в обычном или промышленном исполнении, оснащенные одним
или несколькими мониторами с большими экранами.
Системная сеть может иметь различную структуру: шину, кольцо, звезду; она
часто подразделяется на сегменты, связанные между собой, коммутаторами,
повторителями и маршрутизаторами. Информация, передаваемая по сети, достаточно
специфична и может представлять собой как периодические, так и случайные во
времени короткие сообщения. К передаче сообщений предъявляются жесткие
требования: они гарантированно должны доставляться адресату, а для сообщений
высшего приоритета, например, предупреждающих об авариях, также следует
обеспечить указанный срок передачи сообщений. Так что предпочтительные методы
доступа к системной сети основываются на передаче маркера или на взаимодействии
узлов сети по модели "ведущий/ведомый" ("Master/Slave").
Если применяется метод случайного доступа к сети, то во время
возникновения аварийной ситуации может произойти резкое одномоментное
увеличение числа экстренных сообщений и, как следствие, возникнуть затор в
сети, что приводит не только к задержке доставки сообщений адресату, но и к их
частичной потере.
2.1.2 Анализ рынка фирм-производителей ПЛК и РСУ
На российском рынке ПЛК и РСУ (DCS) работают все международные лидеры - производители данной продукции:
ABB, Emerson, General Electric Fanuc Automation, Foxboro, Honeywell, Metso
Automation, Moore Products, Omron, Rockwell Automation, Siemens, Yokogawa,
Schneider Automation и др. Всего порядка 15 фирм, каждая из которых предлагает
от двух до пяти контроллерных средств разных классов.
Около 20 зарубежных производителей меньшего масштаба имеют российских
дилеров, внедряющих их контроллерные средства на российских предприятиях (Koyo
Electronics, Tornado, Triconex, PEP, Trey, Control Microsystems, GF Power
Controls и др.).
Более 20 российских предприятий конкурируют с зарубежными производителями
в разных классах контроллерных средств ("Автоматика", ДЭП,
"Импульс", "Инсист Автоматика",
"Интеравтоматика", "Квантор", НИИтеплоприбор,
"НВТ-Автоматика", ПИК "Прогресс", "Саргон",
"Системотехника", ТЕКОН, "Электромеханика", ЭМИКОН и др.).
Поскольку российские предприятия комплектуют контроллерные средства
зарубежными микропроцессорами, стандартными сетями, типовым системным и
прикладным программным обеспечением, то продукция отечественного производства
оказывается вполне конкурентоспособной по сравнению с импортными аналогами. К
сожалению, при этом ее стоимость также становится сопоставимой с зарубежными
изделиями.
2.1.3 Методика выбора контроллера
Критерии оценки можно разделить на три группы:
1 количество каналов ввода/вывода;
2 быстродействие;
уровни напряжения входов/выходов;
напряжение изоляции;
- эксплуатационные характеристики:
1 диапазон рабочих температур;
2 относительная влажность воздуха;
- потребительские качества:
1 производительность;
- время выполнения операции;
- функциональность;
2 надежность;
- наработка на отказ (MTBF);
- среднее время восстановления (MTTR);
3 затраты;
- стоимость приобретения;
- стоимость эксплуатации;
- массогабаритные характеристики.
При этом критериями выбора считать потребительские свойства, т.е.
соотношение показателей затраты/производительность/надежность, а технические и
эксплуатационные характеристики ограничениями для процедуры выбора.
Так
как характеристики между собой конфликтны, т.е. улучшение одной характеристики
почти всегда приводит к ухудшению другой, необходимо для каждой характеристики  определить весовой коэффициент
определить весовой коэффициент  , учитывающий степень влияния данной характеристики на
полезность устройства.
, учитывающий степень влияния данной характеристики на
полезность устройства.
Терминология
и состав критериев оценки ПЛК приведены в соответствии с основными положениями
квалиметрии и стандартами качества (ГОСТ 15467-79).
Выбор
аппаратуры производится в четыре этапа:
- определение соответствия технических характеристик
предъявленным требованиям;
- определение соответствия эксплуатационных характеристик
предъявленным требованиям;
- оценка потребительских свойств выбираемой аппаратуры;
- ранжирование изделий.
На первом и втором этапах каждая техническая эксплуатационная
характеристика анализируемого изделия сравнивается с предъявленными к
проектируемой системе требованиями и если характеристики соответствуют
поставленной задаче, проводится оценка потребительских свойств ПЛК.
Для этого используется аддитивный метод оценки, когда суммарная оценка
каждой группы свойств (затраты/производительность/надежность) вычисляется по
следующей формуле:
 ,(2.1)
,(2.1)
где
 ,
,  -
нормированные прямые и обратные характеристики выбираемого изделия (переход к
относительным характеристикам);
-
нормированные прямые и обратные характеристики выбираемого изделия (переход к
относительным характеристикам);
 -
весовые коэффициенты характеристик;
-
весовые коэффициенты характеристик;
l - число прямых
характеристик, n-l - число обратных характеристик.
Для
прямой характеристики  - наилучшие,
- наилучшие,  - наихудшие
значения оцениваемого свойства. Для обратных характеристик наоборот. Значения
текущих оцениваемых характеристик
- наихудшие
значения оцениваемого свойства. Для обратных характеристик наоборот. Значения
текущих оцениваемых характеристик должны
лежать в диапазоне ££
должны
лежать в диапазоне ££ .
.
Определение весовых коэффициентов для характеристик ПЛК является одной из
самых ответственных задач, т.к. именно от их правильной величины зависит достоверность
результатов анализа. Для нахождения усредненной оценки каждого коэффициента
может быть рекомендована следующая методика экспертных оценок.
Составляется сводная анкета эксперты-коэффициенты (рисунок 2.1.1), в
которой проставляются полученные от каждого эксперта ненормированные
коэффициенты весомости по шкале от 0 до 10.
|
Коэффициент
|
|
Эксперт
|
1
|
2
|
…
|
n
|
|
1
|
|
|
|
|
|
2
|
|
|
|
|
|
…
|
|
|
|
|
|
m
|
|
|
|
|
Рисунок 2.1.1 - Сводная анкета эксперты-коэффициенты
Определяются среднеарифметические значения ненормированных коэффициентов
для каждой группы характеристик:
 , при
, при 
Затем
значения нормированных весовых коэффициентов по группам характеристик ПЛК:

В результате анализа потребительских свойств аппаратуры составляется
таблица изделия-потребительские свойства, которая содержит исходные данные для
выбора ПЛК.
Ранжирование изделий, т.е. расположение их в порядке возрастания (или
убывания) соотношения показателей затраты/производительность/надежность
целесообразно проводить по формуле:
 .(2.2)
.(2.2)
В связи с тем, что объектом автоматизации являются установки
Оренбургского ГПЗ, входящего в состав ООО “Оренбурггазпром”, то в качестве РСУ
САУ был выбран ПТК I/A Series фирмы Foxboro,
а в качестве СПАЗ - контроллер Trident
фирмы Triconex. Выше изложенная методика не
применялась, т. к. выбор контроллеров этих фирм является одним из требований по
автоматизации РАО “Газпром”.
2.2 Разработка структурной схемы АСУ ТП
Наибольшая эффективность управления достигается при объединении отдельных
систем, действующих на предприятии, в единую интегрированную АСУ, сочетающую
функции управления технологическими процессами (блоками, установками) с
функциями управления процессами производства в целом. Такая интеграция систем
управления дает возможность существенно повысить эффективность производства,
поскольку общий системный эффект значительно превышает простую сумму эффектов
раздельно функционирующих систем.
Структура АСУ ТП У-07,08 определена, исходя из характеристик
технологических процессов установки, номенклатуры и характеристик
технологического оборудования, а также выполняемых системой функций.
Структурная схема представлена на рисунке 2.1 и плакате №4.
АСУ ТП У-07,08 является системой централизованного
контроля и управления технологическими процессами доочистки отходящих газов
процесса Клауса методом Сульфрен с функционально распределённой, территориально
сосредоточенной иерархической структурой.
АСУ ТП У-07,08 включает в свой состав три уровня
управления:
- верхний уровень - уровень оперативного персонала
(операторов-технологов) установки У-07,08;
- нижний уровень - уровень системы автоматического управления
(САУ) и систем противоаварийной защиты (ПАЗ) установок У-07,08;
- уровень полевого оборудования КИП и А.
Первые два уровня системы располагаются в операторном помещении цеха с
целью обеспечения удобства обслуживания ПТК и защита его от
несанкционированного доступа.
Верхний уровень системы. Функции управления на уровне
операторов-технологов установки У-07,08 выполняются в автоматизированном режиме
реального времени.
На уровне операторов-технологов с использованием
программно-технических средств АСУ ТП осуществляется оперативный контроль за
текущим состоянием и режимами работы технологического оборудования У-07,08,
изменение режимов его работы (при необходимости), выдача уставок по
регулированию технологических параметров, дистанционное управление
исполнительными механизмами, обмен информацией с нижним уровнем системы.
Реализация функций верхнего уровня АСУ ТП У-07,08
осуществляется с автоматизированного рабочего места оператора-технолога,
оборудованного операторской (рабочей) станцией серии AW70 компании Foxboro.
АРМ оператора-технолога размещается в операторной 2-й очереди ОГПЗ и
объединяется в полносвязанную (mesh)
локальную вычислительную сеть.
Рисунок 2.1 - Структурная схема АСУ ТП У-07,08
Нижний уровень системы. На уровне САУ и системы ПАЗ в автоматическом
режиме обеспечивается контроль, регулирование и управление технологическими
процессами, поддержание заданных режимов работы.
Нижний уровень АСУ ТП У-07,08 строится по
организационно-технологическому принципу и состоит из системы автоматического
управления установки У07-08 и системы противоаварийной защиты У-07,08. Система
включает в свой состав специальные технические средства контроля и управления
(ПЛК, модули ввода/вывода, коммуникационные модули, агрегатная автоматика и
т.п.), устанавливаемые в аппаратном помещении операторной второй очереди ОГПЗ.
Выделение в составе АСУ ТП У-07,08 подсистемы ПАЗ
обусловлено необходимостью достижения высокой надежности системы защиты.
Система ПАЗ обеспечивает:
- контроль над параметрами, определяющими взрывобезопасность
технологического объекта управления (цеха);
- контроль работоспособности средств ПАЗ;
- постоянный анализ изменения параметров в сторону критических
значений и предупреждение возможных аварий;
- противоаварийное действие средств ПАЗ, прекращающих развитие
опасной ситуации.
Система ПАЗ базируется на отдельном ПЛК Trident и имеет свои каналы ввода/вывода
сигналов. Надежность системы ПАЗ обеспечивается аппаратным резервированием,
временной и функциональной избыточностью и наличием функции самодиагностики
программно-технических средств.
2.3 Описание функционирования системы
Для функционирования системы управления выделены следующие типовые каналы
измерения и управления.
Канал измерения температуры.
Канал измерения температуры предназначен для достоверного получения
значения измеряемой температуры.
Состоит из датчика температуры, линии связи, платы
ввода сигналов, функционального программного модуля.
Датчик температуры - термопреобразователи ТХА, выдают миливольтовый
сигнал. Искробезопасность электрической цепи обеспечивается встроенным барьером
искробезопасности и искробезопасным источником питания. Для получения значения
температуры в системе в физических единицах, для использования в функциях
управления и отображения конфигурируется программный модуль аналогового ввода,
где указываются шкала, ед. измерения, и может проводиться фильтрация сигнала и
проверка на диапазоны сигнализации.
Диагностика канала измерения происходит:
- непрерывно на аппаратном уровне - диагностика платы ввода;
- с частотой опроса датчика, при программном обращении к
функциональному модулю.
Система может выявлять следующие виды неисправностей:
- обрыв или короткое замыкание линии связи;
- неисправность платы ввода;
- недостоверность показаний.
Канал измерения давления.
Канал измерения давления предназначен для достоверного получения значения
измеряемого давления. Аналоговый канал измерения давления, состоит:
- датчик давления;
- линия связи;
- плата аналогового ввода;
- функциональный программный блок.
Измеряемое давление подводится к открытой приемной мембране первичного
преобразователя датчика и через шток передается на измерительную мембрану,
вызывая ее прогиб и изменение сопротивления тензорезисторов, которое
преобразуется в сигнал pазбаланса мостовой схемы и затем в выходной сигнал
датчика.
Значение давления преобразуется в аналоговый выходной сигнал 4-20 мА.
Погрешность измерений датчика 0,5% при 200С.
Питание датчика 12-36В. Подключение датчика к системе, к плате
аналогового ввода, унифицированных токовых сигналов, производится по
двухпроводной схеме, с питанием схемы от системы.
Для получения значения давления в системе в физических единицах
конфигурируется программный модуль аналогового ввода, где указываются шкала,
ед. измерения, и может проводиться фильтрация сигнала и проверка на диапазоны
сигнализации. Диагностика канала измерения происходит:
- непрерывно на аппаратном уровне - исправность датчика и платы
ввода;
- с частотой опроса датчика, при программном обращении к
функциональному модулю.
- система может выявлять следующие виды
неисправностей:
- неисправность датчика;
- обрыв или короткое замыкание линии связи;
- неисправность платы ввода;
- недостоверность показаний.
Канал измерения расхода.
Канал измерения расхода предназначен для достоверного получения значения
измеряемого расхода. Аналоговый канал измерения расхода, состоит:
- датчик расхода;
- линия связи;
- плата аналогового ввода;
- функциональный программный блок.
Аналоговый выходной канал.
Аналоговый выходной канал предназначен для выдачи управляющих воздействий
на регулирующие клапаны.
Аналоговый выходной канал состоит из:
- функционального модуля ПИД регулирования;
- платы аналогового вывода;
- электропневмопреобразователя регулирующего клапана.
Функциональный плата ПИД-регулирования выдает через
плату аналогового вывода системы токовый сигнал 4-20 мА в электропневмопреобразователь,
который преобразует его в пневматический сигнал. Подключение регулирующего
клапана к каналу модуля вывода унифицированных токовых сигналов производится по
двухпроводной схеме, с питанием схемы от системы. Искробезопасность электрической
цепи обеспечивается встроенным барьером искробезопасности и искробезопасным
источником питания.
Диагностика канала измерения происходит непрерывно на
аппаратном уровне - определяется исправность платы вывода.
Дискретный входной канал.
Дискретный входной канал предназначен для определения состояния
исполнительного механизма и имеет два состояния: замкнут или разомкнут.
Дискретный входной канал, состоит из:
- датчика состояния;
- линии связи;
- платы дискретного ввода;
- функционального программного блока.
Датчиками состояния являются контакты реле или
концевые выключатели. Подключение датчика к системе производится по
двухпроводной схеме, с питанием схемы от системы. При необходимости,
искробезопасность электрической цепи обеспечивается встроенным барьером
искробезопасности и искробезопасным источником питания. Для получения состояния
датчика конфигурируется программный модуль дискретного ввода, который, как
правило, входит в функциональный блок управления исполнительным механизмом.
Диагностика канала измерения происходит непрерывно на
аппаратном уровне - диагностикой платы ввода.
Дискретный выходной канал.
Дискретный выходной канал предназначен для управления исполнительными
механизмами и имеет два состояния: замкнут или разомкнут.
Дискретный выходной канал состоит:
- из промежуточного силового реле;
- линии связи;
- платы дискретного вывода;
- функционального программного блока
Промежуточное силовое реле предназначено для
коммутации сильноточных сигналов до 16А, 220В.
Подключение реле к системе производится по
двухпроводной схеме, с питанием схемы от системы. Управляющий сигнал, как
правило, выдается сконфигурированным модулем в составе функционального блока
управления исполнительным механизмом.
Диагностика канала управления происходит непрерывно на
аппаратном уровне - диагностикой платы вывода.
По результатам обработки входной информации
производится формирование и передача информации на верхний уровень системы и
отрабатываются алгоритмы управления.
Аналогичным образом осуществляется дистанционное
управление ИМ или программными регуляторами с рабочих станций
операторов-технологов. Отличием является то, что входной информацией для ПЛК
являются команды в цифровом виде.
ПЛК обеспечивают автоматическую самодиагностику в сети
управления, а также выполнение операций по управлению каналами ввода/вывода,
управлению обменом данных в коммуникационной сети.
Работа оператора-технолога с использованием рабочей
станции заключается в интерактивном (диалоговом) наблюдении за ходом
технологического процесса и состоянием оборудования, дистанционном управлении
ИМ (исполнительными механизмами) и контурами регулирования (при необходимости),
получении отчетных документов.
Организация человеко-машинного интерфейса производится с использованием SCADA-системы I/A Series (FoxView) компании FOXBORO.
Контроль и управление осуществляется с использованием следующих форм
представления информации:
- мнемосхемы;
- тренды (графики изменения во времени аналоговых переменных);
- архивные данные;
- сигнализации (выдача визуальных и звуковых сообщений);
- протоколы;
- отчеты.
2.4 Описание ПТК
2.4.1 Общее описание системы I/A Series
Архитектура системы I/А Series фирмы Foxboro удовлетворяет широкому диапазону требований
пользователя. Она обеспечивает построение узлов, составленных из взаимозаменяемых
аппаратных и программных модулей, которые соединяются и согласовываются так,
чтобы соответствовать особенностям производственного процесса.
Для коммуникаций система I/А Series базируется на стандарте взаимосвязей
в открытых системах (OSI).
Для связи с оператором предусмотрено дружеское и логичное взаимодействие
через окна, меню и графику на экране дисплея, которые могут быть
сконфигурированы для обеспечения наибольшего удобства оператора. Операторские
станции системы I/A Series просты в использовании, обладают гибким аппаратным и
программным обеспечением, так что могут быть легко переконфигурированы по мере
развития производства и автоматизации оборудования.
2.4.2 Полевой процессор
Полевой управляющий процессор FCP270 (технические характеристики - таблица 2.4.1) является факультативно
отказоустойчивой станцией, которая выполняет функции автоматического
регулирования, синхронизации, логического и последовательного управления вместе
с подключенными модулями Fieldbus (FBM) и другими устройствами интерфейса с
технологическим процессом. Он также выполняет сбор данных (с помощью модулей FBM и/или других устройств) и
обнаружение и уведомление об аварийных сигналах.
Таблица 2.4.1 - Основные характеристики FCP270
|
Основной процессор
|
Встроенная ОС
|
Память процессора
|
Процессор ввода/вывода
|
Энергонезависимая память
|
Шина памяти
|
|
Elan AMD 520 100Mhz
|
32-bit
Nucleus Plus
|
16-MB SDRAM
100Mhz
|
CommControl ASIC
|
32-MB Flash RAM
|
66Mhz
|
FCP270
обеспечивает следующие новые и улучшенные функции по сравнению с традиционными
системами:
- прямое соединение через волоконно-оптический кабель 100Мб/сек
Ethernet с сетью управления Mesh;
- опция отказоустойчивой работы, которая позволяет получить
улучшенный коэффициент готовности и безопасность, используя уникальное
сравнение сдвоенных контроллеров для всех исходящих сообщений;
- надежное управление с помощью полевых устройств (100Мб/сек
волоконно-оптический кабель Ethernet, контроллер, 2Мб/сек шина Fieldbus, модули FBM серии 200,
клеммные сборки и источник питания FPS400-24);
- соединение с Ethernet или с последовательными устройствами через FDSI (модули FBM230, FBM231, FBM232 и FBM233),
что позволяет подключать новые устройства без каких-либо изменений программного
обеспечения контроллера;
- факультативная глобальная система позиционирования позволяет
выполнять внешнюю синхронизацию;
- факультативный регистратор данных переходных процессов (TDR) позволяет осуществлять выборку
аналоговых данных с временем выборки 10мсек для последующего анализа событий,
используя анализатор данных переходных процессов (TDA). Данные анализатора TDA факультативно имеют отметки времени с точностью 1
мсек;
- интерфейс инфракрасного карманного ПК позволяет
устанавливаться и считывать леттербаг контроллера;
- образ, резидентно находящийся в памяти, для быстрой начальной
загрузки станции (время загрузки менее 10 секунд);
- улучшенная производительность контроллера, выполнение команд
блока в секунду равно 10 000 для FCP270
по сравнению с 3400 для СР60;
- до 4000 блоков могут быть сконфигурированы для FCP270 (или отказоустойчивой пары FCP270);
- расширяемая лицензия позволяет вам начать с небольшой
полнофункциональной системы управления.
- улучшение аварийной сигнализации для функциональных блоков:
повторная сигнализация в случае изменения приоритета аварийных сигналов, повторная
сигнализация, основанная на времени, подавление аварийных сигналов, основанное
на времени.
Отказоустойчивая версия FCP270
состоит из двух параллельно работающих модулей с двумя отдельными соединениями
с сетью управления Mesh. Два модуля
управляющего процессора, связанные друг с другом как отказоустойчивая пара,
обеспечивают непрерывную работу объекта управления в случае практически любой
аппаратной неисправности одного из модулей этой пары.
Оба модуля принимают и обрабатывают информацию одновременно, и
неисправности обнаруживаются самими модулями. Одним из важных методов
обнаружения неисправности является сравнение коммуникационных сообщений на
внешнем интерфейсе модуля. При обнаружении неисправности, коммуникационное
сообщение прерывается, и выполняется самодиагностика обоих модулей, чтобы
определить, какой из модулей является неисправным. Затем исправный модуль
принимает на себя управление, не оказывая влияния на нормальную работу системы.
После этого сообщение о прерванном коммуникационном сообщении передается
исправным модулем через механизмы повторной передачи коммуникационного
протокола.
При использовании системы с полевым управляющим процессором FCP270 подсистема, монтируемая на рейку DIN, состоит из следующих основных
функциональных элементов (на рисунке 2.3.2 показана схема соединений этих
элементов):
- полевой управляющий процессор 270 (FCP270);
- модульные базовые платы - модульные базовые платы,
монтируемые на рейку DIN,
обеспечивают различное количество позиций для монтажа модулей, которые можно
увеличивать на 2, 4 или 8 модулей, при этом они могут устанавливаться в
вертикальном или горизонтальном положении;
- модули Fieldbus (FBM) - модули FBM служат в качестве интерфейса между полевыми
устройствами и управляющим процессором системы I/A Series, они выполняют
необходимое преобразование данных, обеспечивая полную поддержку для аналоговых
измерений, считывания дискретных данных, аналогового или дискретного управления
и цифровой связи4
- системные интеграторы данных сторонних поставщиков (FDSI) - эти модули FBM обеспечивают гибкую и расширяемую
платформу, и интерфейс, так что контроллер, такой как FCP270, может осуществлять связь с любым полевым
устройством или системой сторонних поставщиков, которая поддерживает 10/100Ethernet или последовательную связь RS-232/RS-422/RS-485;
- межмодульная шина Fieldbus - 2Мб/сек HDLC
(высокоуровневый протокол управления каналом) факультативно резервированная
последовательная шина, используемая для соединения всех модулей, монтируемых на
базовую плату (FBM и FCP);
- сеть управления Ethernet - 100Мб/сек факультативно резервированная сеть Mesh, обеспечивающая обмен данными для
системы I/A Series, использует асинхронный протокол и соответствует общим
требованиям связи Ethernet;
- клеммные сборки (ТА) - клеммные сборки являются модулями
соединения с полевыми сигналами, обеспечивающими факультативное нормирование
сигналов и защиту цепей, необходимые для соответствующего модуля FBM.
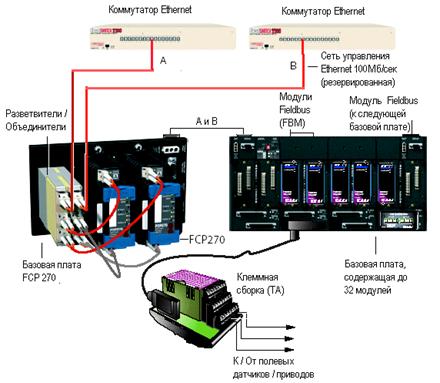
Рисунок 2.4.2 - Схема соединений элементов с использованием FCP270
2.4.3 Модульные базовые платы
Модульные базовые платы серии P0926 (рисунок 2.4.3), монтируемые на рейку DIN, используются для монтажа полевых управляющих
процессоров FCP270, модулей Fieldbus (FBM) и коммуникационных модулей Fieldbus (FCM). Модульные базовые платы обеспечивают различное
количество позиций для монтажа модулей, которые можно увеличивать на 2, 4 или 8
модулей. Модульные базовые платы обеспечивают гибкость монтажа, позволяя
устанавливать подсистему, монтируемую на рейку DIN, в разнообразных местах. На базовых платах
размещаются модули FCP, FCM, FBM, комбинация модулей FCP и FBM,
или комбинация модулей FBM и FCM. Модули FCP, FBM и FCM вставляются в базовую плату с
помощью своих двух разъемов, и каждый закрепляется на месте с помощью двух
винтов с шестигранной головкой. Базовые платы также обеспечивают необходимые
разъемы для резервированного питания, резервированной межмодульной шины Fieldbus, стробирующего импульса и кабелей
сигналов ввода/вывода.


Рисунок 2.4.3 - Модульные базовые платы
(а - монтируемые на вертикальную рейку DIN, б - на горизонтальную)
Все модульные базовые платы поставляются для двух основных конфигураций
монтажа - монтаж на вертикальную рейку DIN или монтаж на горизонтальную рейку DIN. Каждая из этих конфигураций монтажа
может быть использована внутри или снаружи шкафа.
Базовые платы различных размеров позволяют наращивать существующие
системы или создавать экономичные небольшие системы. Использование этих базовых
плат позволяет устанавливать управляющий процессор (FCP270) внутри того же шкафа, что и другие модули Fieldbus.
Все соединения между базовыми платами для межмодульной шины Fieldbus A/B выполняются
экранированными кабелями типа витая пара, чтобы исключить воздействие шума, для
соединений между модульными базовыми платами, кабели могут иметь следующие
длины: 0,25м, 1м, 3м, 5м, 10м, 20м, 30м и 60м.
Межмодульные шины Fieldbus могут использовать резервированные кабели. Чтобы использовать
резервированную межмодульную шину Fieldbus, на каждой базовой плате используется
разветвитель/терминатор межмодульной шины Fieldbus A/B для разветвления
межмодульной шины Fieldbus.
Для обеспечения необходимого количества посадочных мест модулей ввода/вывода,
в соответствии с таблицей 2.3.2, необходимо смонтировать две платы P0926JM на 8 позиций, две платы P0926KH на
2 позиции и одну плату P0926HW для FCP270.
2.4.4 Сеть управления Mesh
Сеть управления Mesh (Multiple-path Ethernet Self-healing High-speed) представляет собой коммутируемую
сеть Fast Ethernet, основанную на стандартах IEEE 802.3u (Fast Ethernet) и IEEE 802.3z (Gigabit Ethernet). Сеть управления Mesh состоит из ряда коммутаторов Ethernet, соединенных в сеточную
конфигурацию.
Архитектура сети управления Mesh интегрирует мощные станции управления и рабочие станции в сеть 100Мб/1
Гб. Эти станции управления, рабочие станции и сети образуют масштабируемые
системы для мониторинга технологических процессов, управления технологическими
процессами и интеграции с информационными промышленными системами.
Сеть управления Mesh обеспечивает:
- масштабируемость системы путем подключения коммутаторов Ethernet, каждый из которых имеет 8, 16, 24
или более портов, для соединения различных станций в линейную, кольцевую,
звездообразную или обращенную древовидную сетевую топологию;
- коммутаторы Ethernet, соединенные в ячеистую конфигурацию;
- поддержка Fast Ethernet (100Мбит)
и Gigabit Ethernet (1000Мбит), (только для пересылки на
верхний уровень);
- модульные каналы выгрузки данных с высокоскоростными
магистралями сети с использованием стандартов 1 Гб 1000Base-T,
1000Base-SX и 1000Base-LX;
- работа в дуплексном режиме, основанная на стандартах IEEE 802.3;
- высокоскоростной протокол остовного дерева (RSTP - IEEE 802.1w),
который управляет резервированными путями, предотвращает циклы и обеспечивает
высокую скорость сходимости для сети;
- управление сетью и конфигурирование через локальный порт для
управляемых коммутаторов;
- программу системного управления (System Management) для мониторинга за состоянием
работоспособности системы управления и управления оборудованием системы;
- программное обеспечение на каждой станции, которое управляет
резервированными портами Ethernet в ответ на отказы сети;
- высокоскоростной отклик на неисправности сети и станций для
обеспечения высоконадежной отказоустойчивой сети.
Сеть управления Mesh
спроектирована для обеспечения многочисленных каналов связи между любыми двумя
устройствами или станциями, подключенными к этой сети. Такая архитектура сети
обеспечивает очень высокий коэффициент готовности, при этом уменьшая сложность
сети, стоимость и требования к техническому обслуживанию.
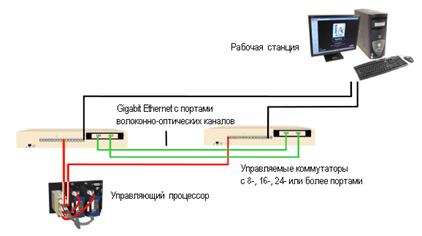
Рисунок 2.4.4 - Линейная топология сети Mesh
Существует четыре основных топологии для сети управления Mesh, поддерживаемые системой I/A Series.
К ним относятся:
- линейная топология (рисунок 2.4.4);
- кольцо;
- звезда;
- обращенное (перевернутое) дерево.
Каждая вышеперечисленная топология имеет уникальные характеристики, и
выбор топологии для конкретной сети зависит от конкретных требований объекта
или установки.
Коммутатор является активным многопортовым сетевым и мостовым
устройством, которое обеспечивает отдельный коллизионный домен для каждого
порта и использует уровень протокола управления доступом к среде передачи (MAC) для направления сетевых пакетов на
соответствующую станцию или коммутатор. Это позволяет осуществлять
одновременные связи между сетевыми устройствами, подключенными к коммутатору.
Сеть управления Mesh
использует стандартные серийно выпускаемые коммутаторы Ethernet, что позволяет вам сконфигурировать
систему, удовлетворяющую функциональным требованиям объекта управления. Эти
коммутаторы были протестированы и одобрены компанией Invensys для использования с продуктами
системы I/A Series. Были одобрены следующие коммутаторы Ethernet:
- 8-портовый медный управляемый коммутатор (P0972MF) c встроенным 100
Мб многомодовым волоконно-оптическим (MMF) каналом выгрузки данных;
- 8-портовый медный управляемый коммутатор (P0972MG) c встроенным 100
Мб одномодовым волоконно-оптическим (SMF) каналом выгрузки данных;
- 16-портовый (8 медных и 8 волоконно-оптических портов)
управляемый коммутатор (P0972WG) c максимум двумя факультативными медными или волоконно-оптическими
1 Гб каналами выгрузки данных;
- 24-портовый управляемый волоконно-оптический коммутатор (P0972YC) c максимум двумя
факультативными волоконно-оптическими 1 Гб каналами выгрузки данных;
- 24-портовый управляемый медный коммутатор (P0972WP) c максимум двумя
факультативными медными или волоконно-оптическими 1 Гб каналами выгрузки
данных;
- управляемый коммутатор на шасси c максимум 336 портами или до 42 медными или
волоконно-оптическими 1 Гб каналами выгрузки данных.
-портовый волоконно-оптический управляемый коммутатор (рисунок 2.4.5)
обеспечивает 24 порта 10/100Base-FX и два модуля выгрузки данных 1000Base-TХ с
разъемами RJ-45. Каждый из двух установленных модулей выгрузки данных RJ-45
может быть заменен модулем (P0972WR), который имеет один модуль выгрузки данных
1 Гб RJ-45 и одно незанятое гнездо для модуля выгрузки данных (P0972WT или
P0972WU). Установка модуля выгрузки данных (P0972WT или P0972WU) в незанятое
гнездо отключает порт RJ-45 модуля (P0972WR). Данный коммутатор обеспечивает
высокоскоростное полнофункциональное коммутирование уровня 2 сети Ethernet для
сетей небольших и средних размеров, а также обеспечивает высокоскоростную
прямую связь с оконечной станцией.
-портовый волоконно-оптический управляемый коммутатор имеет следующие
функции и возможности:
- 24 порта 10/100Base-FX;
- содержит два модуля выгрузки данных 1Гб 1000Base-TX;
- поставляемые модули выгрузки данных 1000Base-TX могут быть
заменены двумя модулями выгрузки данных 1000Base-SX/LX;
- разъемы LC для портов коммутации, разъемы RJ-45 для медных
разъемов, разъемы типа LC для волоконно-оптических портов выгрузки данных;
- работа в дуплексном режиме;
- мониторинг и конфигурирование через локальный порт консоли
или с помощью любой программы управления, основанной на простом протоколе
сетевого управления (SNMP) или удаленном мониторинге (RMON);
- соответствует промышленным стандартам, в том числе IEEE
8802.3u, высокоскоростному протоколу остовного дерева (RSTP), 802.1w;
- факультативный резервированный источник питания;
- монтаж в 19-ти дюймовой стойке, настольный монтаж или монтаж
на полку;
- наращиваемые (стековые) коммутаторы работают как один
коммутатор.
.4.5 Модули полевой шины
Модули Fieldbus (FBM) являются компактными, высокопроизводительными
модулями распределенного ввода/вывода технологических сигналов (рисунок 2.4.6).
Они выполняют преобразование сигналов, необходимое для сопряжения электрических
входных сигналов, поступающих на/от полевых датчиков, с факультативно
отказоустойчивой станцией управления системы I/A Series.
Для обеспечения поддержки различных аналоговых измерений, дискретных
измерений и требований по аналоговому или дискретному управлению существует
широкий диапазон типов модулей FBM.
Все эти различные типы модулей FBM
являются компактными и конструктивными идентичными модулями, корпус которых
изготовлен из штампованного алюминия. Светодиодные индикаторы, расположенные на
лицевой стороне каждого модуля, обеспечивают визуальную индикацию состояния
модуля FBM.- интерфейсный модуль дискретного
входа обеспечивает 32 входных канала, при этом на каждый канал поступает сигнал
по двухпроводной линии от источника напряжения постоянного тока до 30В
постоянного тока. Соответствующие клеммные сборки (ТА) предусмотрены для
дискретных входных сигналов 30В постоянного тока, 120В переменного тока/125В
постоянного тока или 240В переменного тока. Эти каналы изолируются по группам -
они электрически разделяют модули, но не разделяют каналы на одном и том же
модуле.
Помимо выполнения преобразования сигналов, необходимого для сопряжения
электрических входных сигналов от полевых датчиков с факультативно
резервируемой шиной Fieldbus, данный модуль выполняет прикладные программы для
дискретного входа, многозвенной логики, отсчета импульсов и последовательности
событий с конфигурируемыми опциями времени фильтрации входа и отказоустойчивой
конфигурации.- интерфейсный модуль дискретного выхода с внешним источником и
изолированными каналами имеет 16 выходных каналов дискретных сигналов, которые
поступают от внешнего источника, с номинальным значением 2А для 60В постоянного
тока. Соответствующие клеммные сборки (ТА) предусмотрены для дискретных
выходных сигналов для нагрузок до 5А при 220В переменного или 125 В постоянного
тока, для релейных выходов или релейных выходов с распределением питания и предохранителями.
Каждый выход гальванически изолирован от других каналов и земли.
Помимо выполнения преобразования сигналов, необходимого для сопряжения
электрических выходных сигналов на полевые датчики от станции управления,
данный модуль выполняет прикладную программу ввода/вывода дискретных сигналов с
поддержкой многозвенной логики и конфигурируемой опцией отказоустойчивой
конфигурации для его выходов.- интерфейсный модуль резервируемого выхода 0-20мА
с изолированными каналами имеет восемь изолированных выходных каналов 0-20мА.
Данный модуль может использоваться без резервирования (один модуль) или в паре
с другим для резервирования (два модуля FBM 237). Каждый канал гальванически
изолирован от других каналов и земли.
Когда он используется в паре с другим модулем, эти модули позволяют
получить резервируемую конфигурацию на уровне FBM. Для получения резервируемого
выхода, адаптерный модуль резервирования устанавливается на двух соседних
кабельных разъемах базовой плиты, чтобы получить соединение с помощью одного
кабеля. Один кабель используется для соединения адаптера с резервированием и
соответствующей клеммной сборки (ТА). Каждый модуль независимо пытается
зафиксировать выходной сигнал(ы) на его заданном уровне, и каждый независимо
протоколирует наблюдаемое значение входных сигналов. Резервируемый блок
аналогового выхода в программном обеспечении системы управления проверяет
достоверность каждого выхода в соответствии с информацией, поступающей на/от
модуля.- интерфейсный модуль дифференциального входа 0-20 мА содержит 16
каналов аналогового входа 20 мА постоянного тока, при этом каждый канал
принимает аналоговый входной сигнал по двухпроводной линии от датчика 4-20мА
или источника 20мА с собственным энергоснабжением. Каналы модуля FBM211
изолируются по группам - они электрически разделяют модули, но не разделяют
каналы на одном и том же модуле.
Помимо выполнения преобразования сигналов, необходимого для сопряжения
электрических входных сигналов от полевых датчиков с факультативно
резервируемой шиной Fieldbus, данный модуль выполняет прикладную программу
аналогового входа с конфигурируемыми опциями пределов времени интегрирования и
скорости изменения.
Полученные от датчиков сигналы проходят через искробезопасные барьеры
(см. пункт 2.4.7) и обрабатываются встроенными в платы ввода АЦП и затем,
поступают на внутреннюю цифровую шину данных и в контроллер.
В соответствии с таблицей 1.2 для обеспечения ввода и вывода необходимого
количества сигналов АСУ ТП У-07,08 необходимо использовать следующее количество
модулей FBM (см. таблицу 2.4.2).
FBM233
- интерфейс с управляющим процессором и другими аппаратными/программными
элементами системы I/A Series для обеспечения управления, аварийной
сигнализации, построения трендов и создания дисплеев. Программное обеспечение,
резидентно находящееся в управляющем процессоре и рабочих станциях I/A Series,
обеспечивает полную поддержку модулей FBM230/231/232/233. Основными функциональными компонентами данного
программного обеспечения (ПО) являются:
- драйверы ввода/вывода - драйверы ввода/вывода динамически
загружаются в модули FBM230/231/232/233
c кодом ПО, специально разработанным
для интерфейса с протоколом устройств сторонних поставщиков. Заказные
конфигурационные файлы предусмотрены с некоторыми драйверами ввода/вывода для
таких уникальных аспектов конфигурирования конкретного протокола. Процедуры
конфигурирования и программные требования для каждого драйвера описываются в
документе по конкретному протоколу устройства;
- ПО конфигурирования FDSI - обеспечивает конфигурирование модулей FBM230/ 231/ 232/ 233 в сети, к которой они подключены.
ПО подготавливает конфигурационные файлы, которые содержат информацию,
необходимую модулям FBM для
осуществления связи с устройствами, с которыми они связаны. Данное ПО
выполняется на рабочей станции I/A Series и содержит необходимый интерфейс
пользователя. Элементы ПО в управляющем процессоре и модуле FBM поддерживают использование
сконфигурированной информации во время рабочего цикла;
- ПО рабочего цикла - поддерживает чтение и запись данных от и
на устройства в сети как стандартные полевые значения ввода/вывода в системе
I/A Series. Данное ПО включает в себя блоки управления интерфейса
распределенного управления (DCI),
которые используются в качестве интерфейса для сигналов ввода/вывода от устройств;
- ПО системы I/A Series - интегрирует модули FBM230/231/232/233 и подключенные
устройства в общую конфигурацию оборудования системы I/A Series. Данная
интеграция совместима с интеграцией других типов модулей Fieldbus (FBM) системы I/A Series и полевых устройств;
- диагностика - обеспечивает диагностику и обнаружение
неисправностей при запуске и техническом обслуживании модулей FBM230/231/232/233.
Модули FBM232/233 имеют один медный разъем (RJ-45) 10/100 Мб/сек Ethernet. Протокол соответствует стандарту
802.3 IEEE (поддерживает TCP/IP). Модуль FBM232
обеспечивает одно соединение Ethernet с однопортовыми полевыми устройствами, а модуль FBM233 обеспечивает двойное соединение Ethernet с двухпортовыми полевыми
устройствами/сетями.
Для подключения нескольких устройств FBM232/233 требуется использование концентратора Ethernet или коммутатора Ethernet. Физически модуль FBM232/233 устанавливается на базовую
плату вместе с другими модулями, монтируемыми на рейку DIN. Модуль FBM233 представляет собой резервированную версию модуля FBM232. Пара модулей обеспечивает
резервирование на уровне модулей Fieldbus.
Количество модулей FBM,
необходимых для обеспечения ввода/вывода необходимого количества сигналов
представлено в таблице 2.4.2. Для размещения подсистемы монтируемой на рейку DIN выбран двухсторонний шкаф Rittal. Схема размещения модулей показана
на рисунке 2.4.7.
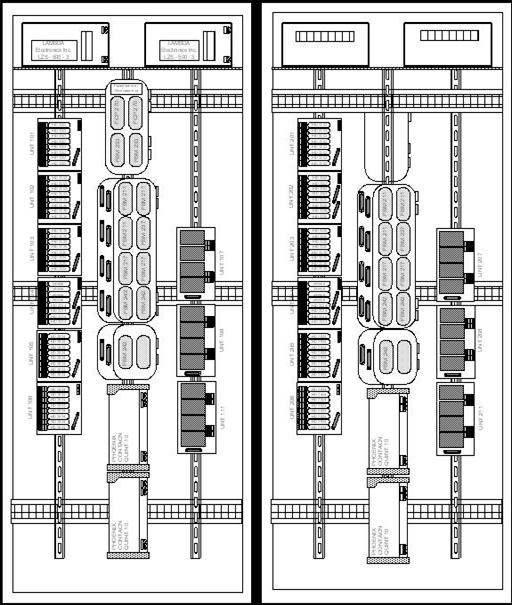
Рисунок 2.4.7 - Схема размещения модулей
Таблица 2.4.2 - Необходимое количество модулей FBM на одну установку
|
Платы ввода/вывода,
модель
|
Функция
|
Кол-во, Шт
|
Общее количество входов
|
Количество используемых
входов
|
|
FBM211
|
AI
|
3
|
48
|
44
|
|
FBM237
|
AO
|
1
|
8
|
7
|
|
FBM217
|
DI
|
2
|
64
|
57
|
|
FBM242 (на пускатели)
|
DO
|
1
|
16
|
6
|
|
FBM242 (на КСП-8)
|
DO
|
2
|
32
|
18
|
|
FBM233
|
|
2
|
Связь с контроллером ПАЗ
|
2.3.6 Блоки питания
Три типа блоков питания предусмотрено для индивидуальных требований по
электропитанию и безопасности: 250 Вт - сертифицированный, 24 В пост.тока, LL,
Степень 2, 500 Вт - стандартный, 500Вт - сертифицированный, 24 В пост.тока, LL,
Степень 2.
Рисунок 2.4.9 - Схема раздельного питания
Проектируемая система АСУ ТП предназначена для управления технологическим
процессами на двух установках, поэтому была предусмотрена схема раздельного
питания базовых плат, соответствующих разным установкам, с целью возможности
отключения модулей при плановой остановке установки для профилактического
ремонта. Один из вариантов такой схемы представлен на рисунке 2.3.9. Напряжение
на блоки питания базовых плат планируется подавать через блок бесперебойного
питания, например через промышленный UPS 8-15 kVA, что исключит потерю
работоспособности АСУТП при аварийном исчезновении напряжения сети
электропитания.
Предусмотрено также наличие 24 В для питания КСП-8 от внешнего источника
постоянного тока через клеммные сборки (P0916JY/RJ), а также подача 220В - для
пускателей насосов и воздуходувок через P0916NG/RK.
2.4.7 Барьеры искрозащиты
HID 2025/2026 (рисунок 2.4.10) - повторитель источника
питания, совместимый с интеллектуальными датчиками, обеспечивает полностью
изолированный от земли источник питания для 2-х проводных датчиков в опасной
зоне, повторяет токовый сигнал от датчика на нагрузке в безопасной зоне.
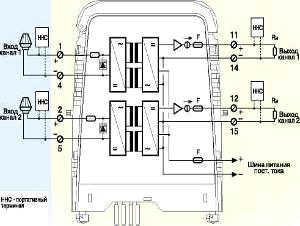
Рисунок 2.4.10 - HID 2026
Выходы изолированы от входов и соединены с общим
(минусовым) проводом источника питания.
Потребляемый ток: 50 мА при 24 В и выходном сигнале 20
мА (на канал).
Сигнал опасной зоны (вход): диапазон входного сигнала:
4-20 мА (перегрузка ограничена 26 мА). Напряжение, подаваемое на датчик и
линию: 15.5 В мин. при токе 20 мА (уровень переменной составляющей 10 мВ эфф.).
Сигнал безопасной зоны (выход): выбирается
пользователем: 4-20 мА или 1-5 В (на внутреннем шунте 250 Ом). Уровень
переменной составляющей: 10 мВ эфф. на нагрузке 250 Ом, необходимой для
передачи данных. Нагрузка: 0-650 Ом.
Частотная характеристика коммуникационного канала: (от
датчика к выходу и от выхода к датчику) 0.5 кГц - 40 кГц в пределах 3 дБ (-6 дБ
на 100 кГц).
Пригоден для использования с интеллектуальными
датчиками, использующими HART®
или подобный протокол. Время реакции: 40 мсек, при скачке уровня сигнала с 10%
до 90%.
HID 2061/2062 (рисунок 2.4.11) - преобразователь для термопары,
низковольтного источника (мВ), принимает входной сигнал от термопары или от
низковольтного источника (мВ) из опасной зоны и преобразует их в изолированный
аналоговый токовый сигнал в безопасной зоне. Каналы полностью независимы. Тип
входа, диапазон и параметры, определяющие ошибки, задаются при помощи
микропереключателей и подстроечных резисторов. С каждым модулем поставляется
компенсатор потенциала холодного спая термопары, который устанавливается на
входных клеммах объединительной платы (HAT).
Выходы изолированы от входа и соединены с общим
(минусовым) проводом источника питания.
Потребляемый ток: 30 мА при 24 В и выходном сигнале 20
мА (на канал).
Сигнал опасной зоны (вход): тип входа выбирается
пользователем: мВ, термопары типов B, E, J, K, N, R, S, Т (согласно стандарта МЭК 584-1) и L (согласно ГОСТ). Диапазон: От -10 мВ до +100 мВ.
Пределы установки амплитуды: 2.6 мВ мин., 100 мВ макс.
Пределы смещения нуля: 500 % от амплитудного значения.
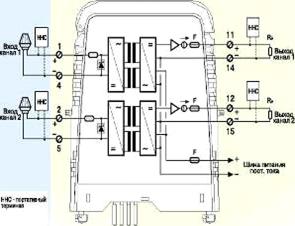
Рисунок 2.4.11 - HID 2062
Сигнал безопасной зоны (выход): выбирается
пользователем: 4-20 мА или 1-5 В (на внутреннем шунте 250 Ом). Уровень
переменной составляющей: 10 мВ эфф. Нагрузка: От 0 до 650 Ом.
HID 2821/2822/2824 (рисунок 2.4.12) - повторитель
состояния контактного датчика/проксимитора, с релейным выходом, повторяет
состояние «сухого» контакта или искробезопасного проксимитора, находящихся в
опасной зоне, на релейном выходе(ах) в безопасной зоне. Система обнаружения
неисправностей линии (используется в основном с проксимиторами) обесточивает
выходное реле (реле индикации статуса выходов и реле аварийной сигнализации в HiD 2821), включает светодиодный
индикатор аварии и выдает сигнал на шину аварийной сигнализации объединительной
платы. Система обнаружения может использоваться и с контактными датчиками. В
этом случае к датчику подключается дополнительная цепь, состоящая из
параллельного и последовательного резисторов.
Потребляемый ток: 15 мА при 24 В и включенном выходном
реле (на канал).
Сигнал опасной зоны (вход): «Сухой» контакт или
проксимитор, соответствующий стандарту DIN 19234(NAMUR).
Пороговые величины:
От 0 до 0.2 мА = обрыв линии (отказ проксимитора).
От 6.5 мА до макс. мА= короткое замыкание линии (отказ
проксимитора).
От 0.2 до 1.2 мА= контакт разомкнут/ проксимитор с
объектом.
От 2.1 до 6.5 мА= контакт замкнут/ проксимитор без
объекта.
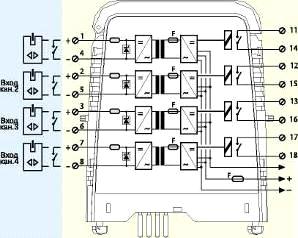
Рисунок 2.4.12 - HID 2824
Сигнал безопасной зоны (выход): DPST (двухполюсное реле на одно
положение) на канал (2822). SPST
(однополюсное реле на одно положение) на канал (2824). DPST на каждый выход статуса (2821).
Нормально включенное реле DPST на аварийном выходе, с одним нормально разомкнутым и
одним нормально замкнутым контактами (2821). Максимальная нагрузка контактов:
50 В пост., ток 0.5 А, неиндуктивная нагрузка. Время реакции: 20 мсек.
Выбирается переключателями: Реле нормально включено/нормально выключено (фаза).
Система обнаружения повреждений линии включена/выключена.2033/2034 (рисунок
2.4.13) - драйвер ЭПП, с питанием от сигнального контура, передает сигнал 4-20
мА, поступающий из безопасной зоны от управляющей системы, в опасную зону для
управления находящимися там ЭПП, электроприводами клапанов и дисплеями.
Разработан для применений, требующих высокой надежности. Каждый канал питается
от сигнального контура с низким падением напряжения, и позволяет системе управления
контролировать состояние линии. Разомкнутый полевой контур представляет собой
высокое входное сопротивление на входе управляющего устройства, это
используется в качестве признака аварии.
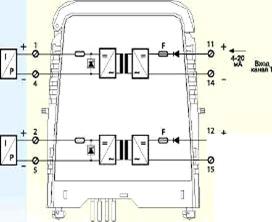
Рисунок 2.4.13 - HID 2034
Потребляемый ток: 35 мА при 24 В и выходном сигнале 20
(на канал).
Сигнал опасной зоны (выход): 4-20 мА на нагрузке от 0
до 500 Ом макс, влияние нагрузки: <0.2% от полной шкалы при изменении
нагрузки от 0 до 500 Ом, переменная составляющая выходного сигнала: 40 мкА
пик-пик, время реакции: 50 мсек при скачке уровня сигнала с 10 до 90%.
Сигнал безопасной зоны (вход): Питание от сигнального
контура, от 7 до 30 В макс. (защита от неправильного включения полярности).
Входной ток: питание от сигнального контура, 4-20 мА (падение напряжения 7 В
при токе 20 мА и нагрузке 500 Ом). Потребление при разомкнутой цепи < 0.8 мА
при 24 В.
2.3.8 Клеммные сборки
Полевые провода подключаются к модулям FBM с помощью клеммных сборок (ТА), как показано на
рисунке 2.4.14. В зависимости от типа модуля FBM, одна или несколько клеммных сборок (ТА)
предназначены для каждого модуля FBM
для обработки конкретных сигналов и/или уровней напряжения. Подключение
сигналов ввода/вывода к данному модулю FBM и его клеммной колодке (ТА) показано на рисунке
2.4.15.
Модуль FBM242 является интерфейсным модулем для
вывода дискретных сигналов, запитываемых от внешнего источника, с
изолированными каналами. В таблице 2.4.3 указан список выходных сигналов,
поддерживаемых клеммной сборкой, используемой вместе с модулем FBM242.
Таблица 2.4.3 - Клеммные сборки модуля FBM242
|
Номер части TA
|
Выходные сигналы
|
Развязка
|
|
P0916JY/RJ
|
Переключатель 15-60В
пост.тока при 2А (Внешний источник)
|
Между каналами
|
|
P0916NG/RK
|
Переключатель 30В пост.тока
при 5А, 125В пост.тока при 600 мА для резистивной нагрузки, или 125В
пост.тока при 250мА для индуктивной нагрузки, или 120В перем.тока при 5А или
240В перем.тока при 5А (Внешний источник)
|
Между каналами
|
|
P0916JZ/RL
|
Группы
|
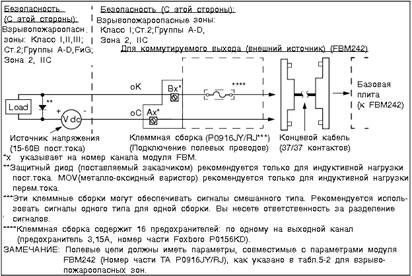
Рисунок 2.4.15 - Подключение сигналов ввода/вывода
Ограничение конструкции клеммной сборки в 5А на канал приводит к
следующим эксплуатационным ресурсам реле:
- 200 000 операций для 250В перем.тока при 5А (индуктивная
нагрузка))
- 250 000 операций для 30В пост.тока при 5А (резистивная
нагрузка))
- 250 000 операций для 250В перем.тока при 5А (резистивная
нагрузка).
2.4.9 Контроллер противоаварийной защиты
Контроллер Trident имеет следующие функции и возможности:
- обеспечивает архитектуру с тройным
модульным резервированием (TMR),
в которой каждый из трех идентичных каналов независимо выполняет прикладную
программу, и специальные аппаратные и программные средства осуществляют
мажоритарную выборку входов и выходов;
- позволяет работать в жестких
промышленных средах;
- интегрирует модуль ввода/вывода с
клеммной сборкой;
- позволяет выполнять монтаж и ремонт
полевых устройств на уровне модулей, при этом контроллер продолжает работать в
режиме онлайн;
- поддерживает до 14 модулей
ввода/вывода;
- обеспечивает связь с использованием
протоколов Modbus и Tristation от главного процессора (МР) или от
коммуникационного модуля (СМ);
- выполняет прикладные программы,
разработанные и отлаженные с помощью системы программирования TriStation;
- использует выделенный сопроцессор,
который управляет модулями ввода/вывода, для уменьшения рабочей нагрузки
главного процессора (МР);
- обеспечивает интегрированную
диагностику в режиме онлайн с возможностями адаптивного ремонта;
- позволяет выполнять нормальное
техническое обслуживание при работающем контроллере, не оказывая влияния на
управляемый технологический процесс;
- поддерживают модули ввода/вывода с
горячим резервированием для критических применений, для которых может
отсутствовать возможность быстрого технического обслуживания;
- обеспечивает интегрированную
поддержку резервированных источников питания для логических и полевых цепей.
Отказоустойчивость, являющаяся наиболее важной
характеристикой контроллера, представляет собой возможность обнаруживать ошибки
во время переходных и устойчивых состояний и предпринимать соответствующие
корректирующие действия в режиме онлайн. Отказоустойчивость позволяет увеличить
надежность и коэффициент готовности контроллера и управляемого технологического
процесса.
Архитектура контроллера. Контроллер имеет архитектуру
с тройным модульным резервированием для обеспечения отказоустойчивости и
безошибочного бесперебойного управления процессом в случае отказа компонентов
или сбоев внутренних или внешних источников питания.
Каждый модуль ввода/вывода имеет три независимых
канала. Каждый канал входного модуля считывает технологические данные и
передает их в соответствующий главный процессор (МР). Все три главных
процессора осуществляют связь друг с другом, используя запатентованную
высокоскоростную шину TriBus.
В каждом цикле главные процессоры (МР)
синхронизируются между собой и осуществляют связь по шине TriBus. TriBus передает копии всех аналоговых и цифровых входных
данных на каждый МР и сравнивает выходные данные, поступающие от каждого МР.
Главные процессоры производят мажоритарную выборку входных данных, выполняют
прикладную программу и передают обработанные выходные сигналы на выходные
модули. Кроме того, контроллер производит мажоритарную выборку выходных данных
на выходных модулях, расположенных как можно ближе к полевым устройствам, чтобы
обнаруживать и компенсировать любые ошибки, которые могут произойти на этапе
между мажоритарной выборкой TriBus
и окончательным выходным управляющим сигналом.
Для каждого модуля ввода/вывода контроллер может
поддерживать факультативный модуль горячего резерва. В этом случае, модуль
горячего резерва берет на себя управление, если во время работы обнаруживается
неисправность основного модуля. Позиция модуля горячего резерва также
используется для выполнения ремонта неисправного модуля ввода/вывода в режиме
онлайн.
Контроллер содержит три главных процессора (МР).
Каждый МР управляет одним каналом и работает параллельно с двумя другими МР
(рисунок 2.4.17).
Выделенный процессор ввода/вывода на каждом МР
управляет обменом данных между МР и модулями ввода/вывода. Тройная шина
ввода/вывода, расположенная на монтажных платах, переходит с одной линейки
модулей ввода/вывода на другую, используя кабели шины ввода/вывода.
При опросе каждого модуля ввода/вывода,
соответствующий канал шины ввода/вывода передает новые входные данные в свой
МР. Входные данные компонуются в таблицу в МР и записываются в память для
использования в процессе мажоритарной выборки.
Индивидуальная таблица входных данных в каждом МР
передается в соседний МР по шине TriBus.
После этого производится мажоритарная выборка. Шина TriBus использует программируемое устройство с прямым
доступом к памяти для синхронизации, передачи и сравнения данных трех МР.
Рисунок 2.4.17 - Упрощенная блок-схема
Если появится несоответствие, то принимается значение
сигнала, обнаруженное в двух из трех таблиц, а третья таблица корректируется
надлежащим образом. Однократные несоответствия, вызванные отклонениями
тактирования выборки, выявляются путем сравнения различающихся данных. Каждый
МР сохраняет данные о необходимых коррекциях в локальной памяти. Любое
несовпадение отмечается флагом и используется в конце цикла встроенной
программой анализатора ошибок, чтобы определить, присутствует ли неисправность
в конкретном модуле.
МР передает скорректированные данные в прикладную программу. 32-х
разрядный МР выполняет прикладную программу параллельно с соседними МР и
генерирует таблицу выходных значений, которая основывается на таблице входных
значений в соответствии с определяемыми пользователем правилами. Процессор
управления вводом/выводом на каждом МР управляет передачей выходных данных в
выходные модули по шине ввода/вывода.
Тройная шина ввода/вывода переходит с одной монтажной
платы на другую с помощью соединительных устройств, модулей расширения
ввода/вывода и кабелей шины ввода/вывода. Резервированная схема электропитания
логических схем состоит из соединительных устройств и модулей расширения
ввода/вывода.
Шина TriBus,
состоит из трех независимых последовательных линий, работающих со скоростью
передачи данных 25Мб/сек. Шина TriBus
синхронизирует главные процессоры в начале цикла. Затем каждый МР передает
данные соседним процессорам. Важной особенностью архитектуры контроллера Trident является использование одного
передатчика для передачи данных предыдущему и последующему процессорам. Это
позволяет процессорам принимать одинаковые данные.
Контроллер может осуществлять связь непосредственно с TriStation или другими устройствами через
модуль главного процессора и коммуникационный модуль.

Рисунок 2.4.18 - Архитектура главного процессора
Каждый главный процессор (МР) может обеспечивать
непосредственную связь с TriStation или с другими устройствами по шине Modbus.
Коммуникационный модуль (СМ) обеспечивает
факультативный, три-к-одному интерфейс с главными процессорами, который
поддерживает различные протоколы связи с внешними хост-компьютерами. Один
контроллер поддерживает до двух коммуникационных модулей на одной монтажной
плате коммуникационных модулей. Каждый коммуникационный модуль работает
независимо друг от друга. Два коммуникационных модуля могут обеспечить
резервированные коммуникационные соединения или независимые коммуникационные
порты.
Каждый коммуникационный модуль обеспечивает три
последовательных порта RS-232/485
и два порта Ethernet. Эти порты позволяют контроллеру
осуществлять связь с:
- внешними хост-компьютерами;
- распределенными системами управления (DCS);
- открытыми сетями;
- сетевыми принтерами;
- другими контроллерами Trident или Tricon V9.
В таблице 2.4.4 перечислены физические
коммуникационные интерфейсы, обеспечиваемые главным процессором и
коммуникационным модулем.
Таблица 2.4.4 - Коммутационные
интерфейсы
|
Интерфейс
|
МР
|
СМ
|
|
Последовательный порт Modbus RS-232/RS-485
|
+
|
+
|
|
Порт 10 Base T Ethernet
|
+
|
+
|
|
Порт 10 Base T/100Base TX Ethernet c автоматической передачей
|
|
+
|
|
Интерфейс подключаемых
устройств (AUI) для устройства подключения к среде (MAU)
|
|
+
|
|
Независимый от среды
интерфейс (MII) для MAU
|
|
+
|
|
Порт отладки
|
+
|
+
|
В таблице 2.4.5 перечислены коммуникационные
протоколы, поддерживаемые последовательными и сетевыми портами МР и СМ.
Таблица 2.4.5 - Коммутационные
протоколы
|
Протокол для
последовательных портовМРСМ
|
|
|
|
Modbus ведомый
|
+
|
+
|
|
Modbus ведущий
|
|
+
|
|
Протокол для сетевых портов
Net1 и Net2
|
|
|
|
TriStation
|
+
|
+
|
|
ТСР/IР
|
|
+
|
|
Приложение системного
доступа Triconex (TSAA)
|
|
+
|
|
Временная синхронизация (Time Sync)
|
|
+
|
|
Одноранговый Triconex
|
|
+
|
|
Протокол управления каналом
передачи данных (DLC)/управления логическим соединением (LLC)
cервера сетевого принтера JetDirect® фирмы Hewlett-Packard.
|
|
+/
|
Контроллер управляет обменом данных между МР и
следующими модулями ввода/вывода:
Модуль аналогового ввода. В модуле аналогового ввода (AI) каждый канал асинхронно измеряет
входные сигналы и заносит результаты в таблицу. Каждая таблица входных значений
через шину ввода/вывода передается в соответствующий главный процессор. Таблица
входных значений в каждом МР передается соседним процессорам по шине TriBus. Каждый главный процессор выбирает
среднее значение, и таблица входных значений каждого главного процессора
корректируется надлежащим образом. В режиме тройного модульного резервирования
(TMR) прикладная программа использует среднее
из трех значений; в дуплексном режиме используется среднеарифметическое двух
значений.
Предусмотрена функция самодиагностики, позволяющая в
течение 500 миллисекунд обнаруживать все неисправности типа залипания или
отклонения от заданной точности преобразования с последующей выдачей аварийных
сигналов. Данная функция позволяет нормально функционировать системе в условиях
множественных отказов.
Модули аналогового вывода. Модуль аналогового вывода
принимает три таблицы выходных значений, по одной таблице для каждого канала от
соответствующего главного процессора. Каждая точка в каждом канале имеет свой
собственный цифро-аналоговый преобразователь (DAC). Один из трех каналов выбирается для управления
аналоговыми выходами. Выходные сигналы выбранного канала непрерывно проверяются
с помощью входов по контуру обратной связи ввода/вывода от каждой точки,
которые считываются всеми тремя каналами. В случае появления неисправности в
управляющем канале, этот канал декларируется неисправным и отключается, и
выбирается новый канал для управления полевыми устройствами. Функция
управляющего канала по очереди передается каждому из каналов, так что все три
канала периодически тестируются.
3 Модуль цифрового ввода. Модуль цифрового ввода имеет
три идентичных канала (А, В и С). Хотя каналы находятся в одном модуле, они
полностью изолированы друг от друга и функционируют совершенно независимо.
Каждый канал обрабатывает сигналы самостоятельно и обеспечивает оптическую
изоляцию между полевыми устройствами и контроллером. Неисправность в одном
канале не влияет на другие каналы. Кроме того, каждый канал содержит
запатентованную специализированную интегральную схему (ASIC), которая обеспечивает связь с соответствующим
главным процессором и поддерживает диагностику во время выполнения программы.
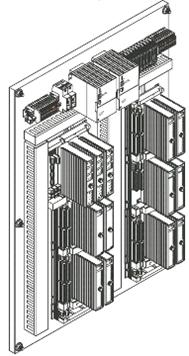
Рисунок 2.4.19 - Контроллер с платами ввода/вывода
Каждый из трех входных каналов асинхронно измеряет
входные сигналы от каждой точки на монтажной плате, определяет соответствующие
состояния входных сигналов и помещает их значения в таблицы входных значений
"А", "В" и "С" соответственно. Каждая из этих
таблиц периодически опрашивается через шину ввода/вывода коммуникационным
процессором соответствующего главного процессора.
Предусмотрена функция самодиагностики, позволяющая в
течение 500 миллисекунд обнаруживать все неисправности типа залипания или
отклонения от заданной точности преобразования с последующей выдачей аварийных
сигналов. Данная функция позволяет нормально функционировать системе в условиях
множественных отказов.
Модуль цифрового вывода. Модуль цифрового вывода (DO) имеет три идентичных изолированных
канала. Каждый канал содержит запатентованную специализированную интегральную
схему (ASIC), которая принимает таблицу выходных
значений от коммуникационного процессора ввода/вывода соответствующего главного
процессора. Все модули цифрового вывода используют специальную
четырехвариантную схему мажоритарной выборки индивидуальных выходных сигналов
непосредственно перед их поступлением на выходную нагрузку. Данная схема
выборки основана на параллельно-последовательных цепях, которые пропускают
сигнал, если драйверы каналов "А" и "В" или "В" и
"С" или "А" и "С" выдают им команду на замыкание -
другими словами, два драйвера из трех выбираются схемой голосования.
Четырехвариантная схема мажоритарной выборки обеспечивает многократное
резервирование всех критических путей прохождения сигналов, гарантируя тем
самым безопасность и максимальную готовность.
Модуль цифрового вывода периодически выполняет рутинную программу
диагностики схемы мажоритарной выборки выходного сигнала (OVD) для каждой точки. Данная
обеспечивающая безопасность функция позволяет нормально функционировать системе
в условиях множественных отказов.
Полученные от датчиков сигналы проходят через искробезопасные барьеры
(см. пункт 2.4.7) и обрабатываются встроенными в платы ввода АЦП и затем,
поступают на внутреннюю цифровую шину данных и в контроллер.
В соответствии с таблицей 1.2 для обеспечения ввода и вывода необходимого
количества сигналов ПАЗ У-07,08 необходимо использовать следующее количество
модулей ввода/вывода (таблица 2.4.6).
Таблица 2.4.6 - Необходимое количество модулей ввода/вывода для системы
ПАЗ Trident
|
Платы ввода/вывода,
модель
|
Функция
|
Кол-во, Шт
|
Общее количество входов
|
Количество используемых
входов
|
|
Коммуникационный
резервированный модуль модель 3201
|
связь
|
1
|
-
|
-
|
|
Модуль аналогового ввода
модель 3351 (резервированный)
|
AI
|
1
|
32
|
14
|
|
Модуль дискретного ввода
модель 3301 (резервированный)
|
DI
|
1
|
32
|
6
|
|
Модуль дискретного вывода
модель 3401 (резервированный)
|
DO
|
2
|
32
|
25
|
Программирование контроллера осуществляется посредством
специализированной программы TriStation 1131. Возможности данной программы кратко описаны в приложении Б.
2.3.10 Рабочие станции
Прикладная рабочая станция (АР) выполняет интенсивные вычисления функции.
Она обладает вычислительными возможностями, чтобы выполнять:
- системное программное обеспечение, написанное фирмой Foxboro;
- прикладные программные пакеты, написанные фирмой Foxboro;
- программы, написанные пользователем, и программы сторонних
поставщиков.
Кроме того, станция АР выступает в роли файлового сервера или хоста
(ведущего компьютера) для других станций в сети. Файловый сервер обеспечивает
сервис загрузки образа для этих станций и хранит информацию, полученную от этих
станций, чтобы её можно было использовать в других прикладных программах.
Станция оператора (WР) -
это графический терминал, с помощью которого оператор взаимодействует с
дисплеями системы (I/A) Series, чтобы:
- выполнять мониторинг и управление параметрами
технологического процесса;
- принимать уведомления об аварийных сигналах технологического
процесса;
- выполнять действия с аварийными сигналами технологического
процесса;
- выполнять мониторинг состояния аппаратных средств системы;
- отображать заархивированные данные технологического процесса.
Монитор станции оператора (WР)
используют для взаимодействия с дисплеями системы (I/A) Series, чтобы работать с некоторыми
конфигураторами системы (I/A) Series, создавать и выполнять программы и отчёты. Станция
оператора (WР) также обеспечивает функции
накопителей данных большой ёмкости для хранения графических дисплеев и других
файлов рабочей станции.
- Основная функция станции оператора (WР) состоит в выполнении роли интерфейса между пользователем и
технологическим процессом, обеспечивая программы, необходимые для работы с
устройствами пользовательского интерфейса.
Инженерная рабочая станция (AW) является комбинацией прикладной рабочей станции (АР) и станции
оператора (WР). Поэтому она может выполнять такие
функции прикладной рабочей станции, как сбор данных предыстории и загрузку базы
данных управления. Она также действует как графический интерфейс, аналогично
станции оператора. Доступ ко всем конфигураторам возможен через эту станцию.
Инженерные рабочие станции используют операционную систему Windows XP. Последней является инженерная рабочая станция АW-70, являющейся автономной станцией,
которая моделирует станцию АW в
сети. С помощью этой станции всё конфигурирование может быть выполнено и
протестировано в автономном режиме.
2.4.11 Полевое оборудование КИП
Выключатель путевой типа ВПВ-1А21 предназначенный для сигнализации
конечного положения исполнительного механизма и используемый в цепях
переменного или постоянного тока. Коммутационное устройство выключателя имеет
«механическо-мгновенное действие», обеспечивающее включение или переключение
контактов, а также контактное давление не зависящее от положения привода.
Условия эксплуатации:
климатическое исполнение УХЛ-1 по ГОСТ 15150-69;
степень защиты IP-65;
взрывозащищённого исполнения 1ExdIAT6;
высота над уровнем моря не более 2000 м.;
рабочие значения температуры воздуха от -50°С до +45°С;
относительная влажность окружающей среды до 100% при температуре 35°С с конденсацией влаги.
Коррозионностойкие датчики давления
"Метран-49" предназначены для работы в системах автоматического
контроля, регулирования, управления технологическими процессами и обеспечивают
непрерывное преобразование значения измеряемого параметра в унифицированный
токовый выходной сигнал дистанционной передачи.
Датчики работают со вторичной регистрирующей и
показывающей аппаратурой, регуляторами и другими устройствами автоматики,
машинами централизованного контроля и системами управления, работающими от
стандартного выходного сигнала.
В датчиках давления "Метран-49" за счет
реализации схемы трехмембранного приемника давления достигнуто сочетание
высокой точности и стабильности измерений с высокой коррозионной стойкостью.
Измеряемые среды: агрессивные среды с высокой
химической активностью (газ с содержанием сероводорода, кислоты, щелочи,
нефтепродукты, сырая нефть, морская вода), исполнения: обыкновенное,
взрывозащищенное Ех, Вн, выходной сигнал: 0-5, 0-20, 4-20, 5-0, 20-0, 20-4 мА,
степень защиты датчиков от воздействия пыли и воды IP65, внесены в Госреестр средств измерений под №19396-00,
сертификат №7633/1.
Датчики разработаны по техническому заданию ОАО "Газпром".
Клапан соленоидный пилотный КСП-8 предназначен для дистанционного и
автоматического управления пневматическими исполнительными устройствами в
системах автоматизации газопромысловых объектов.
Клапан выполнен во взрывонепроницаемой оболочке, имеет взрывобезопасный
уровень взрывозащиты и может применяться во взрывоопасных помещениях всех
классов и наружных установках, в которых могут образовываться взрывоопасные
смеси паров и газов с воздухом категорий 1, 2 и 3 групп А, Б, Г.
Технические характеристики:
питание 24 В постоянного тока, мощность 3,5 Вт;
управление работой в сети сжатого воздуха с давлением до 1 МПа;
взрывозащищённого исполнения 1ExdIICT6 по ГОСТ 12.2.020;
продолжительный режим работы;
рабочие значения температуры воздуха от -40°С до +50°С.
Термоэлектрический преобразователь (ТХА) фирмы Berger (Франция). ТХА развивает электродвижущую силу при
изменении температуры рабочего спая, которая фиксируется измерительным прибором
(HID 2062). Рабочая температура хромель
алюмелевого преобразователя: -200 ÷ 1100 °С.
Датчики-реле уровня РОС 101И предназначены для контроля уровня
электропроводных и неэлектропроводных жидкостей, твердых сред, нефтепродуктов,
сжиженных углеводородных газов. Относятся к классу емкостных сигнализаторов
уровня. В состав прибора входит первичный преобразователь и передающий
преобразователь. Исполнение первичного преобразователя по маркировке
взрывозащиты 0ЕxiaIICT6,
передающий преобразователь ЕxiaIIC.
Диапазон температур окружающего воздуха при эксплуатации от -50 до +60оС.
Датчики загазованности фирмы General Monitors.
Газоанализаторы серии S4100
модели S4100С. Пределы измерения 0 - 100% (0
- 70%) НКПВ. Датчики расположены в местах, наиболее вероятной утечки газа.
2.5 Расчет надежности ПТК
2.5.1 Методика расчета
Надежность - свойство системы сохранять во времени в восстановленных
пределах значения всех параметров, характеризующих способность системы выполнять
требуемые функции в заданных режимах и условиях эксплуатации.
Объектом расчета надежности является
автоматизированная система управления технологическими процессами У-07,08
Оренбургского ГПЗ.
Оцениваемыми показателями надежности являются:
- показатель безотказности;
- показатель ремонтопригодности.
Система является восстанавливаемой в процессе
применения.
Неработоспособным состоянием системы считается:
- прекращение сбора, обработки,
передачи, представления информации, выход погрешности измерения технологических
параметров за допустимые пределы, искажение информации или не предоставление ее
оперативному персоналу (информационная функция системы);
- прекращение формирования или передачи
команд управления, выдача ложных команд (функция управления системы);
- отсутствие любой команды управления, формируемой системой САУ
или ПАЗ при наличии аварийной ситуации на объекте управления, либо выдача любой
команды управления при отсутствии аварийной ситуации на объекте (функция защиты
системы).
Показатель ремонтопригодности опущен, т.к. на восстановление
работоспособности АСУ ТП из-за вышедшего из строя элемента
программно-технического комплекса уйдет не больше 0,5 часа.
Для расчета свойств, составляющих надежность, и комплексных показателей
надежности используем структурный метод расчета - основанный на представлении
объекта в виде логической (структурно-функциональной) схемы (в соответствии с
ГОСТ 27.301-95).
Предполагаем, что как вся система, так и любой ее
элемент могут находиться только в одном из двух возможных состояний -
работоспособном и неработоспособном и отказы элементов независимы друг от
друга. Состояние системы определяется состоянием элементов и их сочетанием.
Поэтому теоретически возможно расчет безотказности любой ТС свести к перебору
всех возможных комбинаций состояний элементов, определению вероятности каждого
из них и сложению вероятностей работоспособных состояний системы.
Системой с последовательным соединением элементов
называется система, в которой отказ любого элемента приводит к отказу всей системы.
Такое соединение элементов в технике встречается наиболее часто, поэтому его
называют основным соединением. Считая отказы элементов независимыми,
вероятность одновременно безотказной работы n элементов определяется по теореме
умножения вероятностей:
 .(2.3)
.(2.3)
Очевидно, что даже при высокой надежности элементов надежность системы
при последовательном соединении оказывается тем более низкой, чем больше число
элементов.
Если все элементы системы работают в периоде нормальной эксплуатации и
имеет место простейший поток отказов, наработки элементов и системы подчиняются
экспоненциальному распределению, т.е. можно записать:
 .(2.4)
.(2.4)
Системой с параллельным соединением элементов
называется система, отказ которой происходит только в случае отказа всех ее
элементов. Такие схемы надежности характерны для систем, в которых элементы
дублируются или резервируются, т.е. параллельное соединение используется как
метод повышения надежности.
2.5.2 Расчет показателей надежности
Для расчета показателей надежности по функциям выполняемым АСУ ТП исходим
из того, что система состоит из последовательно соединенных элементов (т.е.
отказ хотя бы одного из них приводит к отказу всего соединения в целом).
Для информационной функции интенсивность отказа системы определяется по
формуле:
 ,(2.3)
,(2.3)
где
 - интенсивность отказов датчиков,
- интенсивность отказов датчиков, 
 ;
;
 -
интенсивность отказов линии связи,
-
интенсивность отказов линии связи,  ;
;
 -
интенсивность отказов УСО,
-
интенсивность отказов УСО,  ;
;
 -
интенсивность отказов ПЛК,
-
интенсивность отказов ПЛК,  ;
;
 -
интенсивность отказов АРМ оператора,
-
интенсивность отказов АРМ оператора,  .
.
 .
.
Следовательно,
среднее время безотказной работы системы:
 года.
года.
Значение
коэффициента надежности определяется по формуле:
 .(2.4)
.(2.4)
Т.е. коэффициент надежности для времени в один год будет:
 .
.
Вероятность
безотказной работы в течении года:
 .
.
Коэффициент
готовности системы определяется по формуле:
 ,(2.5)
,(2.5)
где
 - время восстановления элементов системы,
- время восстановления элементов системы,  .
.
 .
.
Для управляющей функции интенсивность отказа системы определяется по
формуле:
 ,(2.6)
,(2.6)
где
 - интенсивность отказов исполнительных механизмов, .
- интенсивность отказов исполнительных механизмов, .
 .
.
Следовательно,
среднее время безотказной работы системы:
 года.
года.
Коэффициент
надежности для времени в один год будет:
 .
.
Вероятность
безотказной работы в течение года:
 .
.
Для функции защиты интенсивность отказа системы определяется по формуле:
 .(2.7)
.(2.7)
 .
.
Следовательно,
среднее время безотказной работы системы:
 лет.
лет.
Коэффициент
надежности для времени в один год будет:
 .
.
Вероятность
безотказной работы в течение года:
 .
.
Методика
определения зависимости эффективности работы системы от показателей надежности
представлена в приложении А.
2.6 Разработка программного обеспечения
Программное обеспечение (ПО) АСУ ТП У-07,08 ГПЗ включает в себя следующие
составные части:
- системное ПО - операционная система Windows XP SP2;
- фирменное ПО - пакет программ «I/A Series»;
- прикладное ПО - ПО созданное на основе пакета программ «I/A
Series».
Операторский интерфейс интегрирован в системе управления I/A Series и
позволяет выполнять широкий круг операций, как по конфигурированию системы, так
и по управлению процессом.
Конфигурированные функции дают возможность как начальной настройки
рабочей станции на текущую конфигурацию объекта управления, так и оперативной
ее корректировки в режиме «on-line».
В состав фирменного программного обеспечения входят также
инструментальные (сервисные) средства для разработки отладки и документирования
прикладного программного обеспечения, проведения наладочных работ.- это
графический редактор для создания и обслуживания дисплеев графического
отображения динамики управления технологическим процессом. На дисплеях могут
отображаться технологическая установка, технологическая зона, или подробное
изображение части технологического процесса. Дисплейные объекты динамически
связаны с выбранными переменными или с выборами оператора.
Программа FoxCAE представляет мощную, работающую под Windows, систему,
которая полностью автоматизирует процесс разработки баз данных для станций
управления системы I/A Series. FoxCAE повышает эффективность процесса
разработки, позволяя создавать и документировать программы управления в
графической среде. FoxCAE также обеспечивает такой же удобный для пользователя
доступ к существующим базам данных процессоров управления, упрощая обслуживание
и документирование.
Операторские средства используются в ходе повседневной эксплуатации
системы управления технологическим процессом. Основные инструменты оператора - FoxView, AIM Historian,
Alarm Manager, AIM Explorer.
FoxView - это «окно» в ПО системы I/A Series, обеспечивающее удобный
пользовательский интерфейс для доступа к данным технологического процесса.
Пользователь может взаимодействовать в реальном времени с любыми данными
установки, полевого оборудования и процесса.Historian - это прикладная
программа, которая выполняет сбор, хранение, обработку и архивацию данных
системы управления, необходимых для построения трендов, графиков статического
управления процессами (SPC), ведения журналов регистрации, отчетов, таблиц и
прикладных программ. Программа AIM Historian принимает данные, поступающие от
системы I/A Series фирмы Foxboro и других систем автоматизации и управления,
включая распределенные системы управления (DCS), программируемые логические
контроллеры и системы диспетчерского управления и сбора данных (SCADA). Данные
предыстории могут включать в себя значения точек в реальном времени (RTP),
сообщения о событиях, таких как аварийные сигналы технологического процесса, и
сообщения об описаниях периодических процессов.- это администратор алармов,
обеспечивающий удобный пользовательский интерфейс для просмотра заранее
сконфигурированных дисплеев алармов и быстрых ответных действий на алармы
технологического процесса. В окне дисплея алармов выводятся сообщения,
инициированные управляющими блоками и относящиеся к дискретному вводу,
изменениям состояния, абсолютным аналоговым значениям, отклонениям, скорости
изменений, несоответствиям состояний устройств и другим аларменным
условиям.Explorer - это прикладная программа для архитектуры типа клиент/сервер
фирмы Foxboro, позволяющая пользователям отображать поступающие в реальном
времени или архивные технологические данные на рабочем столе Windows.
В системе I/A Series используется модульный принцип при разработке
стратегии управления. Управляющие модули являются уникальными поименованными
управляющими единицами в системе I/A Series. Функциональный блок - это основной
компонент управляющего модуля, то есть, это блоки, из которых строится
управляющий модуль. Каждый функциональный блок содержит в себе управляющий
алгоритм. Алгоритмы усовершенствованного управления процессом также включены в
функциональные блоки, например, регулирование с функцией Нечеткой логики.
Будучи соединенными, вместе в определенной последовательности, несколько
функциональных блоков образуют управляющий модуль.
ПО I/A Series поддерживает различные языки управления, в соответствии со
стандартом IEC 61131-3, для разработки
конфигураций, в том числе функциональные блоки и язык релейной логики. В
пределах одного управляющего модуля можно смешивать эти управляющие языки.
Функциональный блок представляет собой конструктивный элемент для
создания алгоритмов, выполняющих управление технологическим процессом или его
мониторинг. Каждый функциональный блок включает в себя алгоритм и параметры,
которые позволяют настраивать этот алгоритм. Алгоритмы функциональных блоков
варьируются от простого преобразования входного сигнала до сложных управляющих
стратегий.
Функциональный блок использует данные параметров, полученные от
пользователя, от самого функционального блока или от других функциональных
блоков для выполнения своих вычислительных и логических функций и для передачи
выходного значения в другие функциональные блоки или в полевые приборы.
Некоторые функциональные блоки могут также определять условия алармов.
Язык релейной логики позволяет создавать модульные логические схемы
управления в удобных, простых для использования релейных символах. Программы
релейной логики определяют простые релейные операции. Программы релейной
логики, вместе с непрерывными и последовательными блоками управления
управляющего процессора, может использоваться для реализации сложных стратегий управления.
На основе функций обмена данными и наличия сети управления выполнение программ
релейной логики в одном модуле Полевой шины может быть скоординировано с
другими логическими, непрерывными и периодическими функциями в любом сетевом
управляющем процессоре.
В качестве операционной среды для всех операторских станций используется
операционная система Windows XP
Service Pack 2.XP - это надежная,
современная, высокооперативная, мощная и высокопроизводительная операционная
система, позволяющая естественным образом реализовать решения на базе
архитектуры клиент-сервер.
Вытесняющая многозадачность, многопроцессорность и многопоточность,
страничная организация виртуальной памяти, поддержка симметричной
многопроцессорной обработки (SMP), встроенные сетевые возможности обеспечивают
высокую производительность Windows XP.
2.6.1 Разработка мнемосхем процесса
FoxDraw - это графический редактор (рисунок 2.6.1) для создания и
обслуживания дисплеев графического отображения динамики управления
технологическим процессом. На дисплеях могут отображаться технологическая
установка, технологическая зона, или подробное изображение части
технологического процесса. Дисплейные объекты могут быть динамически связаны с
выбранными переменными или с выборами оператора.
Рисунок 2.6.1 - Окно FoxDRAW
С помощью FoxDraw можно рисовать основные объекты, используя при этом
мышь вместе с панелями инструментов, позициями меню и быстрыми клавишами,
присваивать графические атрибуты объектам и конфигурировать объекты, чтобы
отображать изменения технологических параметров или действия оператора.
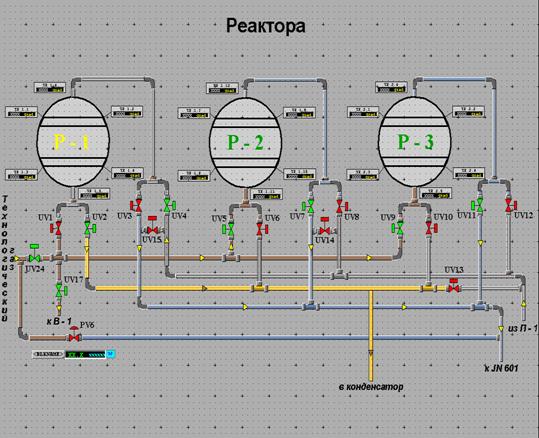
Рисунок 2.6.2 - Мнемосхема №1
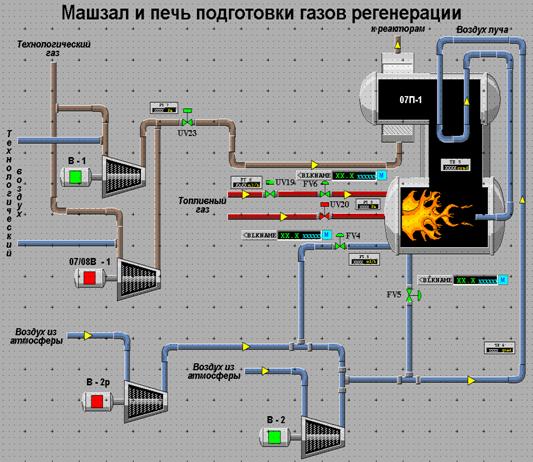
Рисунок 2.6.3 - Мнемосхема №2
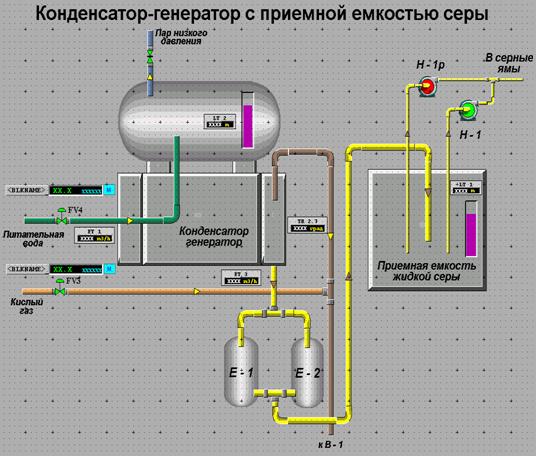
Рисунок 2.6.4 - Мнемосхема №3

Рисунок 2.6.5 - Мнемосхема №4
имеет многочисленные палитры объектов, такие как насосы, резервуары,
трубы, электрические двигатели, клапаны и символы ISA, можно создавать
собственные палитры для хранения сложных объектов и стандартных символов
компании.
Для визуализации состояния технологического оборудования и отображения
текущих значений, контролируемых параметров используются мнемосхемы,
отображаемые на экране монитора (рисунок 2.6.2 - 2.6.5). Наряду с виртуальной
панелью контроля и управления мнемосхема предназначена для использования
операторами-технологами в качестве основного средства контроля и управления
технологическим процессом.
На мнемосхемах в реальном масштабе времени отображается ход
технологического процесса, а использование объемных изображений элементов
мнемосхемы, максимально приближенных к виду реальных конструкций
технологического оборудования, облегчает работу оператора и обеспечивает
хорошее восприятие им фактического состояния управляемого в дистанционном
режиме оборудования.
Мнемосхемы САУ повторяет с некоторыми особенностями функциональную схему
автоматизации, содержит основное технологическое оборудование и направления
движения материальных потоков, отражает принципиальную схему КИПиА с
одновременной индикацией в цифровой форме:
- значений контролируемых и регулируемых технологических параметров;
- значений сигналов, характеризующих действительное состояние
двухпозиционных, исполнительных механизмов (отсекателей);
- состояния (ВКЛ/ВЫКЛ) различного электротехнического
оборудования;
состояние технологического параметра относительно технологических и
аварийных регламентных значений.
Наибольшее внимание на мнемосхеме уделяется запорно-регулирующей
арматуре, а также позициям, на которых установлены датчики технологического
процесса.
Элементы, участвующие в автоматизации: трубопроводы, запорно-регулирующая
арматура, - сделаны динамическими объектами, свойства которых (видимость, цвет,
анимированные возможности) меняются в соответствии с выполняемыми операциями
процесса.
При помощи мнемосхем осуществляется контроль за основными параметрами
технологического процесса. Для этого в оформлении мнемосхемы присутствуют
динамические элементы индикаторы физических параметров процесса, связанные с
соответствующими технологическими параметрами.
2.6.2 Разработка контуров управления
Программное
обеспечение FoxCAE (Control Application Engineering) полностью использует графический интерфейс пользователя Microsoft
Windows, оно организует процесс разработки базы данных управления в ряд окон
для каждой из главных задач или в рабочие области. Когда вы открываете базу
данных проекта, система открывает окно рабочих областей, в котором представлены
функции системы (рисунок
<file:///C:\Documents%20and%20Settings\User\Рабочий%20стол\Информация%20для%20диплома\Foxboro\FoxDocRus\Applications\FoxCae\mr_01.htm>
2.6.6).позволяет перемещаться от одной функции к другой, не закрывая первую
задачу и возвращаясь в главное меню или окно. Каждое окно рабочей области
обеспечивает набор пиктограмм, позволяющих переходить от задачи к задаче.
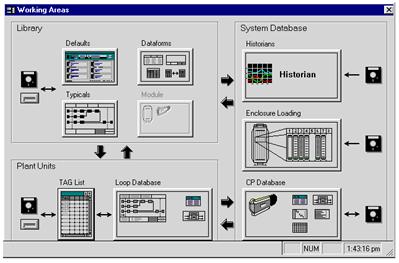
Рисунок
2.6.6 - Окно рабочих областей FoxCAE
FoxCAE
обеспечивает графическую среду для создания контуров управления, которые, в
свою очередь, генерируют базу данных компаундов и блоков, которые нужно
загрузить на станцию управления системы I/A Series.
Контуры
создаются с помощью редактора контуров управления путем выбора блоков
управления и идентификации входов и выходов технологического процесса. Чтобы
автоматизировать данный процесс, FoxCAE обеспечивает оперативные библиотеки с заранее
сконфигурированными данными управления, которые можно выбрать, чтобы создать
контур управления.
Используя
возможности программы FoxCAE, были разработаны простейшие контура управления на
языке функциональных блоков (Function Block Diagrams,
согласно стандарту IEC 61131-3), которые представлены на рисунках 2.6.7 и
2.6.8 соответственно.
Краткое
описание функциональных блоков.
Блок
аналогового ввода (AIN) принимает входной сигнал от одной точки (объекта
управления), который может быть аналоговым, частотно-импульсным или от
интеллектуального полевого устройства типа Fieldbus (FBC) или модуля Fieldbus
(FBM или от другого блока, и преобразует его в подходящую форму для применения
в стратегии управления системы I/A Series. Входной сигнал, поступающий на
данный блок, представляет оцифрованные данные из блока управления оборудованием
(ЕСВ) модуля FBM, а выходной сигнал представляет значение, выраженное в
соответствующих физических единицах измерений.
Блок
AIN сопрягается с блоком ЕСВ, который хранит значения, поступающие от модуля
FBM или FBC, принимая аналоговые электрические сигналы, число-импульсные или
частотно-импульсные входные сигналы. Во время каждого цикла обработки модуль
FBM или FBC передает значения на соответствующий блок ЕСВ в управляющем
процессоре (FСР), и блок AIN считывает его рабочее состояние,
состояние канала и входные данные из блока ЕСВ для указанной точки. После
выполнения проверки на достоверность, блок AIN преобразует необработанные
данные канала в число с плавающей запятой в физических единицах измерений, в
соответствии со сконфигурированным индексом преобразования сигнала (SCI),
верхним и нижним значениями шкалы диапазона физических единиц измерений и любым
указанным преобразованием единиц измерений или опцией фильтрации. Данный
выходной сигнал представляет собой параметр Point (PNT) в стратегии управления.
Его исходное значение, представленное в блоке ЕСВ, сохраняется и доступно в
виде выходного параметра Raw Count (RAWC).
Блок
PIDЕ (блок ПИД-регулирования с алгоритмом настройки EXACT)
обладает дополнительными функциями, в том числе функцией самонастройки, по
сравнению с традиционными функциями трехчленного связанного ПИД-регулятора.
Часть данного блока, выполняющая ПИД-регулирование, и расширенные
характеристики совпадают с блоком PID, за исключением того, что
блок PIDXE не поддерживает параметра MODOPT.
Блок аналогового вывода (AOUT) обеспечивает возможность вывода одного
аналогового значения, направленного в любой модуль Fieldbus (FBM) или модуль
FBC), способный управлять аналоговыми выходными сигналами, для применения в
стратегии управления системы I/A eries. Данный блок поддерживает автоматический
и ручной режимы работы, преобразование (нормирование) сигнала, смещение
диапазона и балансировку выходного сигнала. Также данным блоком поддерживается
каскадная инициализация и возможность диспетчерского управления.
На блок AOUT подается входной сигнал из параметра MEAS (Измерительный
сигнал). Если активизирован режим диспетчерского управления, входной сигнал
подается из параметра SUP_IN. Данный входной сигнал факультативно
масштабируется и смещается с помощью параметров MSCALE (Масштабный коэффициент)
и BIAS (Коэффициент смещения шкалы). Функция использования последнего
достоверного значения обеспечивается как для входного сигнала, так и для
смещения шкалы.
Затем масштабированный и смещенный сигнал модифицируется путем добавления
терма сброса балансировки выходного сигнала, который инициализируется при
переходе из состояния сохранения последнего достоверного значения параметра
MEAS или BIAS или при замыкании каскада. После инициализации данный терм
балансировки передается в каждый последующий цикл обработки блока, так что он
затухает с откликом, характеризуемым задержкой первого порядка. После того как
результирующий сигнал будет ограничен рабочими пределами параметров HOLIM
(Верхний предел выходного сигнала) и LOLIM (Нижний предел выходного сигнала),
он становится доступным для применения в стратегии управления в виде параметра
OUT (Выходной сигнал). Значение параметра OUT может быть факультативно
использоваться блоком для линеаризации сигнала, поступающего из модуля FBM, в
соответствии с индексом SCO, а результат сохраняется в параметре RAWC Raw Count
(Исходный код, выраженный в импульсах счета). Если к блоку подключен модуль FBM
или FBC, значение параметра RAWC передается в указанную точку аналогового
выхода.
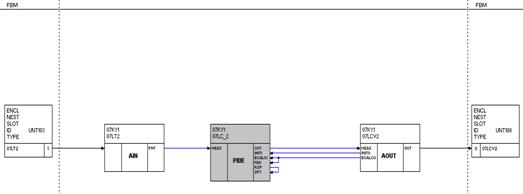
Рисунок 2.6.7 - Контур регулирования уровня
Модуль FBM передает данные, полученные от
датчика уровня, на вход блока AIN,
которые обработав их передает на свой выход точки (PNT). Данный выход связан с измерительным входом (MEAS) блока ПИД-регулятора. PIDE осуществив обработку полученного
сигнала в соответствии со своим алгоритмом, уставками (вход дистанционной
уставки (RSP) связан с входом уставки (SPT) блока), коэффициентами настройки
(которые могут быть получены с использованием алгоритма самонастройки EXACT) и т.д. передает результат на выход
(OUT) и соответственно на измерительный
вход блока AOUT. Выходной блок логически связан с
выходным модулем FBM, что позволяет
ему передать результат обработки информации в модуле PIDE на выходной модуль FBM.
Для осуществления функции обратной связи некоторые выходы блока PIDE связаны с выходами блока AOUT, а именно, инициализация входа (INITI) с инициализацией выхода (INITO) и обратно вычисленный вход (BCALCI) и сброс обратной связи (FBK) с обратно вычисленным выходом (BCALCO).
Блок дискретного (контактного) ввода (CIN) обеспечивает стратегию
управления с возможностью ввода одного дискретного входного сигнала или вывода
одного дискретного выходного сигнала в любом модуле Fieldbus (FBM) или модуле
FBC, содержащих такие сигналы. Данный блок также обеспечивает функции обработки
аварийных сигналов, касающиеся такого ввода.
Блок CIN сопрягается с блоком управления оборудованием (ЕСВ), который
хранить значения дискретных входных или выходных сигналов от модуля FBM или
FBC. Во время каждого цикла обработки блок представляет значение указанной
дискретной точки как свой выходной сигнал, называемый дискретным (контактным)
входным сигналом (CIN). Когда ни модуль FBM, ни FBC не подключены, в качестве
входного сигнала блока используется другой блок, подключенный к входному
параметру IN. Блок CIN обеспечивает факультативную инверсию точки, сигнализацию
неисправности ввода/вывода (Bad I/O), сигнализацию нарушения состояния (State),
обработку изменения состояния и автоматический и ручной режимы работы.
Блок дискретного (контактного) вывода (COUT) обеспечивает
возможность вывода одного дискретного состояния, направленного в любой модуль Fieldbus (FBM) или модуль (FBC), способный управлять дискретными выходными
сигналами, для применения в стратегии управления системы I/A Series. Выполняет хранение выходного дискретного сигнала и
его адресацию и, в случае инвертирования, обеспечивает инвертирование сигнала.
В направлении исходящих сигналов, блок СOUT принимает двоичное значение из схемы управления, или
от оператора, и передает его в адресуемую точку модуля FBM или FBC. В
направлении входящих сигналов, подтвержденная блоком структура выходного
сигнала позволяет обратно считать любое изменение значения внешнего устройства
с помощью этого блока системы I/A Series. Таким образом, логика блока позволяет изменить
значение точки с двух сторон, при этом обе стороны всегда остаются
синхронизованными.
В автоматическом режиме блок СOUT принимает дискретный входной сигнал от схемы управления, расположенной
вверх по потоку данных, на входе параметров (IN). В ручном режиме, блок принимает двоичное значение от
оператора, обычно через дисплейный диспетчер (Display Manager) cистемы
I/A Series или дисплей FoxView, для параметра уставки (SET). Блок посылает это значение в адрес устройства,
указанного в параметре Point Number (Номер
точки), (PNT_NO).
Блок General Device (GDEV) обеспечивает двухпозиционное управление
(Открыть/Закрыть) электрическими и пневматическими клапанами, а также
двухпозиционное управление (Пуск/ Останов) электродвигателями с двухпроводными
или трехпроводными схемами.
Блок поддерживает двухпроводную конфигурацию, используя один постоянный
(sustained) выход, или трехпроводную конфигурацию, используя два импульсных
выхода.
В качестве контроллера открытия/закрытия клапана, блок поддерживает
двухпозиционное управление (Открыть/Закрыть) в ручном или автоматическом
режимах в зависимости от состояния параметра МА. В ручном режиме принимаются
запросы оператора на открытие/закрытие клапана. В автоматическом режиме
принимаются запросы на открытие/закрытие клапана от другого блока или задачи.
В качестве контроллера электродвигателя, блок поддерживает
двухпозиционное управление (Пуск/Останов) в ручном или автоматическом режимах в
зависимости от состояния параметра МА. В ручном режиме принимаются запросы
оператора на Пуск/Останов электродвигателя. В автоматическом режиме принимаются
запросы на Пуск/Останов электродвигателя от другого блока или задачи. Вы
задаете длительность выходного импульса.
Положение клапана контролируется концевыми выключателями в полностью
открытом и полностью закрытом положениях. Состояние электродвигателя
контролируется концевыми выключателями в полностью работающем и полностью
остановленном состояниях.
Входной сигнал обратной связи состояния клапана или электродвигателя
используется вместе с параметром сигнализации нарушения таймаута. Входной
сигнал состояния клапана или электродвигателя поступает от блока CIN или MCIN,
или факультативно от модуля Fieldbus (FBM). Если активизирован параметр
таймаута, происходит сигнализация нарушения, когда запрос на требуемое
состояние клапана или электродвигателя не совпадает с обнаруженным состоянием в
течение заданного пользователем временного интервала.
Блок GDEV может считывать сигналы концевого выключателя прямо из модуля
FBM или через входные параметры. Данный блок может передавать дискретные
(контактные) выходные сигналы прямо в модуль FBM или через выходные параметры.
При считывании сигналов концевых выключателей непосредственно из модуля FBM и
передаче дискретных выходных сигналов в модуль FBM вы должны использовать один
и тот же модуль FBM.
Обнаружение дублирующего выходного канала предназначено для того, чтобы
предупредить вас, что данный блок и еще один блок дискретного вывода подключены
к одной выходной точке. Это не обязательно приводит к конфликту, так как другой
блок может находиться в компаунде, который не предназначен для работы в то же
время, что и компаунд, содержащий данный блок GDEV, или дублирующее соединение
специально предусмотрено для работы сложной схемы управления. К блокам
дискретного вывода относятся COUT, MCOUT, GDEV, MTR, VLV, MOVLV и MDACT.
Проверка на наличие дублирующего выходного канала также выполняется при
перезагрузке управляющего процессора (СР). Она не выполняется при включении или
выключении компаунда.
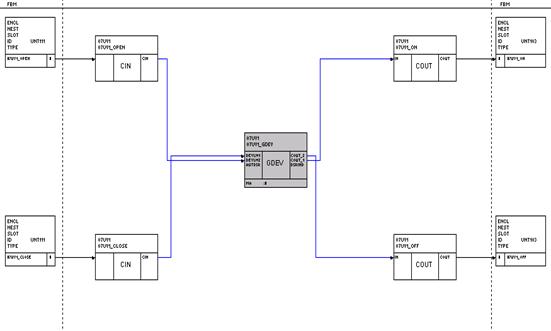
Рисунок 2.6.8 - Контур управления отсекателем
Модуль FBM передает данные, полученные от
датчика концевого выключателя, на вход блока CIN, который, обработав их, передает на вход концевого
выключателя блока GDEV. Этот блок
сравнивает их с требуемым положением отсекателя и выдает необходимый сигнал на
свой дискретный выход COUT. AUTDSR показывает, что блок автоматически
отслеживает требуемое состояние отсекателя, о чем сигнализирует индикатор DSRIND.
2.6.3 Разработка алгоритмов управления
При функционировании системы алгоритмы обрабатывают команды оператора,
изменение параметров, входные параметры, поступающие от устройств ввода/вывода
и выдают управляющее воздействие на исполнительные механизмы, а также сообщения
оператору.
Алгоритмы по каждому исполнительному механизму составлены с учетом их
подключения к устройствам ввода/вывода, подвода питания, а также функциональных
задач, реализацию которых обеспечивает данный исполнительный механизм.
Исполнительный механизм может находиться в автоматическом режиме или
ручном/дистанционном режиме. При отработке алгоритма учитываются: возможный
запрет по блокировке, время отработки каждой стадии, появление отказа.
Выдача команд управления на исполнительные механизмы производится с
последующим контролем их выполнения, для чего запускается таймер на время,
отведенное на выполнение команды. Если подтверждение приходит раньше
установленного времени, то команда считается отработанной. Если после времени
задержки подтверждение не пришло, то выдается сообщение об ошибке.
Согласно РД50-34.698-90, условия, при которых прекращается решение
комплекса задач автоматизированным способом и оператору необходимо обеспечить
безаварийный останов технологического процесса (возможен также перевод процесса
на управление по месту), следующие:
- пропадание питания на рабочем месте оператора-технолога;
- обрыв линий связи между контроллерами и шкафами Foxboro или Trident.
Алгоритмы контроля и сигнализации.
В системе I/A Series используется модульный принцип при разработке
стратегии управления. Управляющие модули являются уникальными управляющими
единицами. Функциональный блок - это основной компонент управляющего модуля.
Функциональный блок представляет собой конструктивный элемент для
создания алгоритмов, выполняющих мониторинг и управление технологическим
процессом. Каждый функциональный блок включает в себя алгоритм и параметры,
которые позволяют настраивать этот алгоритм. Алгоритмы функциональных блоков
варьируются от простого преобразования входного сигнала до сложных управляющих
стратегий.
Для отображения сигнализации параметра состояния на экране станции
оператора используется смена цвета:
- зеленый - нормальное состояние параметра или оборудования;
- желтый - предупредительная сигнализация;
- красный - аварийная сигнализация.
Отклонения и отключения сопровождаются на мнемосхеме мигающим светом и
дополнительно подачей звукового сигнала.
Система снабжена алгоритмами диагностики исправности технических средств
системы и устройств, которые она обслуживает (датчики, исполнительные механизмы
и т.д.).
Отображение на экране монитора контуров регулирования обеспечивает
возможность контроля текущего состояния параметра, уставки и состояния
исполнительного механизма, график изменения параметра во времени, возможность
выбора режима работы регулятора (автоматический/ручной), изменение уставки или
состояния исполнительного механизма.
Отображение на экране монитора исполнительных механизмов с дискретным
управлением (краны, отсечные клапана, электрозадвижки, насосы), обеспечивает
возможность контроля текущего состояния механизмы и управления этим механизмом.
Алгоритмы управления отсекателями.
Алгоритмы предназначены для управления пневмоприводом отсекателей через
пилотный клапан и контроля над их состоянием (рисунки 2.6.9 - 2.6.10).
Для контроля состояния на отсекателе установлены сигнализаторы крайних
положений.
Схема управления предусматривает:
- два дискретных выходных сигнала (ОТКРЫТЬ, ЗАКРЫТЬ);
- два дискретных входных сигнала (ОТКРЫТ, ЗАКРЫТ);
- команды управления оператора или алгоритмов управления.
Рисунок 2.6.9 - Алгоритм открытия отсекателя
Сигнализация «Превышено время открытия/закрытия» выдается в случае, если
после времени выделенного на отработку команды состояние отсекателя не
соответствует команде алгоритма.
По команде управления - выдается соответствующий дискретный выходной
сигнал и запускается таймер для проверки реакции крана на команду управления,
по размыканию конечных выключателей текущего состояния. После чего запускается
таймер на время полного срабатывания крана.
Рисунок 2.6.10 - Алгоритм закрытия отсекателя
При появлении сигнала неисправности производится сброс таймера и
вырабатывается сообщение об отказе, с последующим выходом из алгоритма, либо
неисправность снимается оператором для продолжения алгоритма управления.
Алгоритмы аналогового управления.
Модули аналогового управления реализованы с учетом того обстоятельства,
что технологические процессы на установке имеют сравнительно медленный
характер. Поэтому в контурах аналогового управления применен закон
ПИД-регулирования, реализованный по стандартной схеме с использованием
функционального блока PIDХE и AO. В зависимости от вида клапана, которым
управляет модуль (НО или НЗ), меняется структура модуля и его параметры.
Значения настроечных коэффициентов регуляторов (коэффициент пропорциональности,
постоянные времени интегрирования и дифференцирования) будут определены при
наладке системы на объекте.
Выработку предупреждающих и аварийных сигналов (алармов) производят
модули аналогового ввода. По данным этих модулей контроллер осуществляет
выработку дискретных сигналов, по которым производится автоматическая
блокировка или пуск назначенных устройств.
Алгоритмы управления электрическим приводом газодувок, насосов.
Схема управления предусматривает:
- три дискретных выходных сигнала (ПУСК, ОСТАНОВ, ЗАПРЕТ ПУСКА ПО МЕСТУ);
- дискретный входной сигнал состояния (РАБОТАЕТ);
- команды управления, выдаваемые оператором или алгоритмом
управления (ПУСК, ОСТАНОВ).
Электрическая цепь, которая управляет реле включения электропривода,
состоит:
- кнопки включения;
- параллельных контактов самоблокировки цепи, контактов пуска
по команде оператора или контроллера и кнопки выключения;
- контактов размыкания цепи для останова электропривода по
команде оператора или контроллера;
- реле включения привода.
Контакт пуска последовательно соединен с контактом запрета пуска по
месту.
После выдачи управляющего сигнала, например ПУСК
(рисунок 2.6.11), и замыкания контактов контроллера срабатывает реле включения
привода и одновременно самоблокируется цепь управления.
По команде ОСТАНОВ (рисунок 2.6.12) вся цепь кратковременно размыкается -
электропривод выключается, контакты самоблокировки размыкаются.
Алгоритм управления отрабатывается по командам оператора или
автоматически.
автоматизированный система управление программный
Первоначально отображается текущее состояние привода.
По команде управления ПУСК или ОСТАНОВ запускается таймер (1-2сек.) для
проверки реакции на команду управления, при совпадении сигнала РАБОТАЕТ с
состоянием выданной команды оператора до истечения времени отработки таймера,
алгоритм заканчивается. Если же состояние входного сигнала не соответствует команде,
то появляется сообщение об отказе.
В случае срабатывания алгоритмов блокировок электропривод отключается.
Рисунок 2.6.12 - Алгоритм останова
В соответствии с циклограммой реакторов, которая была описана в пункте
1.2 был разработан алгоритм управления отсекателями (рисунок 2.6.13),
регулирующими подачу материальных сред в реактор №1 установок У-07,08. Данный
алгоритм применим и к реакторам 2 и 3, с учетом позиций отсекателей,
установленных на трубопроводах.
Рисунок 2.6.13 - Алгоритм работы 1-го реактора
Последовательность открытия/закрытия отсекателей описана в пункте 1.2.
Последовательность работы разбита по шагам, было принято условие, что пока
предыдущий шаг не будет завершен, система не может перейти к следующему. Однако
существует ограничение на время завершения последовательности открытия/закрытия
отсекателей равное 3 минутам. По истечению этого времени система предлагает
остановить установку или продолжить работу в режиме ручного управления, когда
время на шаги не ограничено. Существует возможность перехода на автоматический
режим с любого шага.
3. Охрана окружающей среды
3.1 Мероприятия по защите окружающей среды от загрязнения
Основы охраны окружающей природной среды закреплены в Конституции
Российской Федерации. Она провозглашает право граждан на землю и другие
природные ресурсы, закрепляет право каждого человека на благоприятную
окружающую среду (экологическую безопасность) и на возмещение ущерба,
причиненного его здоровью. Законы и кодексы в области охраны окружающей
природной среды составляют природоресурсную правовую основу, к ним относятся:
- Земельный кодекс Российской Федерации;
- Водный кодекс Российской Федерации;
- Закон «Об охране атмосферного воздуха»;
- Закон Российской Федерации «О радиационной безопасности
населения»;
- Закон Российской Федерации «О недрах»;
- Основы лесного законодательства;
- Закон Российской Федерации «О животном мире»;
- Закон Российской Федерации «Об отходах производства и
потребления».
Необходимость охраны окружающей среды приводит к существенным изменениям
в общих подходах к обеспечению экологической эффективности производства. Под
экологической эффективностью понимают минимизацию воздействия на окружающую
среду при заданных производительности и качестве выпускаемой продукции
соответствующим производством. Вместо мер временного характера, направленных на
борьбу с последствиями загрязнений, теперь всё чаще на стадии проектирования и
строительства предприятий принимают меры долговременного характера, в основе
которых заложен принцип: не борьба с последствиями, а ликвидация причин этого
неблагоприятного явления.
Необходимо изменять и совершенствовать сами технологические процессы с
тем, чтобы комплексно и наиболее полно перерабатывать в процессе производства
исходные материалы. Сокращать тем самым объём отходов, перевести их в формы,
наименее вредные для окружающей среды или легко поддающиеся вторичной
переработке или специальному хранению, т. е. необходимо создавать малоотходные
и безотходные технологические процессы.
Основными мероприятиями по охране окружающей среды являются:
- создание бессточных технологических систем на базе
существующих, внедряемых в настоящее время и перспективных способов очистки
водных систем от растворённых и взвешанных загрязняющих примесей;
- разработка и внедрение систем утилизации отходов основного
производства;
- создание принципиально новых технологических процессов
получения традиционных видов продукции с сокращением стадий, на которых
образуется основное количество отходов;
- создание территориально - производственных комплексов с
замкнутой внутри них структурой материальных потоков сырья, продукции и
отходов.
Предлагаемая в данном дипломном проекте система автоматизированного
управления в полной мере отвечает требованиям для предотвращения аварийных
ситуаций. При достижении некого порогового значения, срабатывает предупредительная
сигнализация, а если технологический процесс достигает критической величины, то
срабатывает аварийная сигнализация или блокировка и система автоматически
выполняет предписанные по регламенту действия (включает средства коллективной
защиты, останавливает технологический процесс, изменяет режимы работы
технологического оборудования, и т.п.). Таким образом, неконтролируемые выбросы
при превышении допустимых значений технологических параметров практически
сводятся к нулю, предотвращая возможное аварийное воздействие на окружающую
среду.
Современная технология добычи, транспортировки и переработки газа и
газового конденсата, а также используемые для изготовления технологического
оборудования материалы, не позволяют обеспечить полную герметизацию технологических
сред и предотвратить загрязнение воздуха. Наиболее опасным, ведущим к обширному
загрязнению воздуха и тяжелым экологическим последствиям, является
возникновение аварийных источников газовых выделений. Основным источником
загрязнения являются постоянно действующие факела, свечи и дымовые трубы.
Установки У-07,08 предназначены для дополнительной утилизации
сероводорода и сернистого ангидрида в отходящих газах до серы, с целью снижения
выбросов вредных веществ в атмосферу с дымовыми газами. По данным разработчиков
процесса “Сульфрен” фирм “LURGI” и “SNPA” эффективность процесса доочистки
технологических газов, составляет 92,0 %.
Контроль качества стоков, сбрасываемых в промышленную канализацию (на
границе установки) и за стоками, поступающими на У-120 ГПЗ, осуществляется
лабораторией очистных сооружений.
Санитарно-гигиеническая лаборатория осуществляет контроль за содержанием
вредных газов и паров в воздухе производственных помещений. Результаты всех
анализов и показания регистрирующих приборов заносятся в специальный журнал
анализов находящийся на рабочих местах. Обо всех случаях, обнаружения опасных
концентраций вредных веществ в воздухе, руководство лаборатории немедленно
ставит в известность начальника установки, цеха и руководство завода, определяется
источник повышенного содержания газов и паров в воздухе, с последующим их
устранением, с повторным проведением анализа.
Твердыми отходами установки являются отработанные катализаторы, срок
службы которых 3 года. После чего во время ремонтных работ производится
перегрузка с составлением акта на засыпку свежего катализатора и списание
отработанного.
3.2 КИП и А производственных процессов, направленные на защиту
окружающей среды
Исследование и контроль состояния окружающей среды, выявление источников
её загрязнения - основные задачи совершенствования охраны природы. Решение этих
задач состоит из двух этапов: сбор данных о степени загрязнения объектов
окружающей среды и научное обобщение сведений о состоянии и изменении уровня
загрязнённости, выработка соответствующих рекомендаций. На первом этапе
используют различные инструментальные методы анализа объектов воздушной и
водной среды, проб грунта и т. д., на втором выполняют математическое обобщение
результатов анализа, построение моделей сложных процессов загрязнения
окружающей среды, формулируют выводы.
По масштабам осуществления инструментальные методы анализа можно
разделить на технологические, выполняемые в основном лабораториями предприятий,
региональные и глобальные.
Для анализа примесей, содержащихся в атмосфере, применяют приборы,
называемые газоанализаторами. Газоанализаторы позволяют получать непрерывные по
времени характеристики загрязнения воздуха и выявлять максимальные концентрации
примеси, которые могут быть не зафиксированы при периодическом отборе проб
воздуха по несколько раз в сутки.
Газоанализаторы (таблица 3.2) различаются по типам определяемых примесей
(на диоксид углерода, диоксид азота и другие), принципам действия, диапазону
измеряемых концентраций и т. д. В этих приборах примеси, содержащиеся в
воздухе, взаимодействуют со специальными реагентами. По характеру или
показателям интенсивности реакции определяют концентрации примесей.
Контроль за состоянием воздушной среды на территории У-07,08
осуществляется автоматически (используются газоанализаторы СТМ-10,30 и АНКАТ) с
выводом показателей датчиков на диспетчерский пункт.
Таблица 3.2 - Перечень приборов контроля состава воздушной среды рабочей
зоны
|
Наименование прибора
|
Назначение прибора и
принцип действия
|
Пределы измерений в процентах
по объему
|
|
1
|
2
|
3
|
|
Газоанализатор АНКАТ
7631-01 (переносной)
|
Для контроля содержания и
выдачи аварийного сигнала при повышении ПДК измеряемого компонента
|
оксид углерода (СО) 0-50
мг/м3
|
|
Газоанализатор АНКАТ
7631-03 (переносной)
|
Для контроля содержания и
выдачи аварийного сигнала при повышении ПДК измеряемого компонента
|
сероводород (H2S) 0-20
мг/м3
|
|
2600Е-3-анализатор
(стационарный)
|
Для контроля содержания и
выдачи аварийного сигнала в контрольных концентрациях измеряемого компонента
|
сероводород (H2S) 0-30,
0-50, 0-70 мг/м3
|
|
СГГ-4М довзрывоопасных
конц. смесей и горючих газов и паров (переносной)
|
Автоматический прибор для
контроля довзрывоопасных концентраций многокомпонентных воздушных смесей
|
от 0 до 50% НКПР
|
|
СТМ-10-сигнализатор
контроля довзрывоопасных конц. смесей горючих газов (стационарный)
|
Для непрерывного контроля
довзрывоопасных концентраций в воздухе
|
от 0 до 50% НКПР
|
|
4800Е-анализатор горючих
газов (стационарный)
|
Для контроля за
концентрацией горючих газов, паров и их смесей с выдачей сигналов в диапазоне
сигнальных концентраций
|
от 0 до 50% НКПР
|
|
FL-50 сигнализатор горючих
газов (стационарный)
|
Для контроля за
концентрацией горючих газов, паров и их смесей с выдачей сигналов в диапазоне
сигнальных концентраций
|
от 0 до 50% НКПР
|
|
ЩИТ-2- сигнализатор горючих
газов и паров термохимический (стационарный)
|
Для выдачи сигналов о
превышении довзрывоопасных концентраций одиночных горючих газов, паров и
выдачи аварийной сигнализации
|
от 0 до 50% НКПР
|
|
инфракрасный анализатор СО
(стационарный)
|
Для определения
концентрации оксида углерода
|
0-200 ррм
|
|
ЭТХ-1- эксплозиметр
термохимический (переносной)
|
Для сигнализации наличия
довзрывоопасных концентраций горючих газов, паров и их смесей
|
от 0 до 50% НКПР
|
|
ГХ-М- химический
газоопределитель
|
Для экспресс-определения
газовых компонентов СО, NOX, SO2, H2S в зависимости от комплекта индикаторных
трубок
|
CO 0,2; 0-0.2 об. % NOX 0-0,005
об. % SO2 0-0,007 об. % H2S 0-0,0066
об. %
|
3.3 Основные направления развития КИП и А в вопросах защиты
окружающей среды от загрязнения
Чаще всего в атмосферу выбрасываются легкие углеводороды от метана до
пентана. Это происходит вследствие различных неисправностей в оборудовании
систем добычи, транспорта и распределения углеводородов. За неисправностями
следят приборы. Разработка, исследование и эксплуатация приборных устройств в
настоящее время требует проведения большого количества измерений с последующей
их обработкой и выдачей результатов. При этом повышаются требования к точности,
достоверности, а также быстродействию получаемых результатов. Целью повышения
точности и быстродействия измерений является совершенствование отдельных
приборов или их частей. Для достижения такой цели необходимо проводить
следующие мероприятия: увеличение числа приборов с непосредственным отсчетом;
построение прямопоказывающих приборов, создание многофункциональных приборов.
Для этого приборы создаются на основе встроенных микросхем, способных
накапливать, обрабатывать и выдавать информацию, так называемых
микропроцессоров.
Все это приводит к значительному росту трудоемкости и стоимости
измерений, и, естественно на первый план выдвигается вопрос об автоматизации
процесса измерений.
Широкое внедрение ЭВМ в технологические процессы резко повысило
надежность работы производственных объектов, обеспечило максимальную
централизацию контроля и регулирования, облегчило на всех стадиях процессов
(пуск, нормальная эксплуатация, остановка и аварийный режим) деятельность
операторов. С помощью ЭВМ можно контролировать и изучать причины и условия
образования вредных веществ, загрязнения окружающей среды, материальный и
тепловой балансы технологических процессов и др. Кроме того, ЭВМ контролируют
деятельность человека при всех режимах работы машин, агрегатов, включая их
остановку и пуск, при необходимости вмешивается в работу оператора (в случае
его неправильных действий), системы управления и диагностируют все важные
неполадки в элементах производственного комплекса. В этом случае мы говорим уже
не о работе отдельных приборов, а о целых системах, которые носят название измерительно-информационных
систем (ИИС). Последующее развитие ИИС связано с созданием
измерительно-вычислительных комплексов (ИВК).
4. Охрана труда
Технологические газы, сера транспортируются по герметичным трубопроводам
и при нормальной эксплуатации не происходит образование их токсичных
концентраций и взрывопожароопасных смесей газа в окружающей среде. Опасные
факторы по газо-, взрыво- и пожароопасности возможны при проведении ремонтных
работ и неисправностях, связанных с утечками.
4.1 Опасные и вредные производственные факторы
На рабочий персонал, эксплуатирующий установки доочистки хвостовых газов
У-07,08, в соответствии с ГОСТ 12 0.003-85 "Опасные и вредные
производственные факторы, классификация" действуют следующие группы
опасных и вредных факторов:
- физические;
- химические;
- биологические;
- психофизиологические.
4.1.1 Физические опасные и вредные производственные факторы
Подвижные части производственного оборудования.
Подвижными частями производственного оборудования являются вращающиеся части компрессорного
и насосного оборудования, вентиляторов, электроприводных задвижек.
Безопасные условия труда обеспечиваются правильной
организацией работ и ограждением вращающихся частей технологического
оборудования.
Повышенная загазованность воздуха рабочей зоны. При
нормальной эксплуатации загазованность рабочей зоны возникает при ведении
газоопасных работ и из-за не плотностей во фланцевых соединениях. В аварийных
ситуациях при взрыве трубопровода, разрушении оборудования, взрывах, пожарах -
выделение вредных веществ в рабочую зону увеличивается в сотни - тысячи раз.
Для защиты от повышенного содержания вредных веществ в
рабочей зоне применяются средства коллективной и индивидуальной защиты.
Средства коллективной защиты - системы сигнализации о
загазованности производственных помещений, принудительная и естественная
вентиляция.
Средства индивидуальной защиты - противогазы,
спецодежда, спецобувь.
Повышенная или пониженная температура поверхностей
оборудования, материалов:
повышенная температура - более +45 0С;
пониженная температура - менее 0 0С.
Для защиты персонала от пониженной или повышенной
температуры применяется теплоизоляция поверхностей трубопроводов и
оборудования, ограждения горячих участков, применение средств индивидуальной
защиты.
Повышенный уровень статистического электричества. При
движении веществ с низкой электрической проводимостью возникают опасные
потенциалы статического электричества, могущие привести к взрыву или пожару на
взрывопожароопасных производственных объектах. Наиболее опасные потенциалы
статического электричества образуются при:
- движении жидких диэлектриков по трубопроводам со скоростью превышающей
0.7-1.0 м/сек;
- работе ременных передач выполненных из резины;
- наполнении и опорожнении аппаратов, при поступлении жидких
продуктов в виде падающей струи;
- движение человека в резиновой обуви по асфальту и т.п.
Для предупреждения накопления зарядов статического электричества на
оборудовании предусмотрены следующие меры защиты:
- заземление металлических частей, аппаратов, оборудования, коммуникаций,
емкостей;
- применены материалы, увеличивающие электропроводность;
- устройство полов с повышенной электропроводностью и
электропроводящих заземленных зон.
Безопасные скорости транспортирования продуктов устанавливаются в
зависимости от свойств продуктов, размера резервуара, степени его заполнения, в
зависимости от удельного объемного сопротивления жидкости приняты следующие
ограничения скорости их транспортирования:
- для жидкостей с удельным объемным электрическим сопротивлением не более
109 Ом/м до 5.0 м/сек (раствор щелочи, метанольной воды);
- для жидкостей с удельным объемным электрическим
сопротивлением не более 105 Ом/м до 10 м/сек (для стабильного и нестабильного
конденсатов);
- для жидкостей с удельным объемным электрическим сопротивлением
не более 109 Ом/м до 1.2 м/сек (для ПБФ).
Значение сопротивления заземляющего устройства, предназначенного для
защиты от статического электричества, допускается до 100 Ом. Металлическое и
электропроводное неметаллическое оборудование, трубопроводы, эстакады,
вентиляционные коробки кожуха, термоизоляция трубопроводов и аппаратов,
расположенные на установке, представляют собой непрерывную электрическую цепь,
которая присоединена к контуру заземления через каждые 40-60 м. На
трубопроводах защита выполнена в виде металлических перемычек через 25-30 м,
расположенных друг от друга на расстоянии 10 см и менее. Для защиты от заноса
высоких потенциалов в здание машзала броня кабелей и металлические трубопроводы
заземлены:
- на входе к заземлителю с импульсным сопротивлением не более 10 Ом;
- вдоль трассы эстакады через каждые 250-300 м к заземлителю с
сопротивлением не более 50 Ом.
На установке заземлено все технологическое оборудование, контрольно
измерительные приборы и автоматика, трубопроводы, все насосы, приточная и
вытяжная вентиляция.
Вся электропроводка заземления на установке подвергается наружному
осмотру ответственным лицом с занесением результатов осмотра в оперативный
журнал.
Внешний осмотр заземляющих устройств, производится механиком установки
один раз в месяц. Осмотр и текущий ремонт защитных устройств, производится
одновременно с осмотром и текущим ремонтом технологического оборудования.
За исправное состояние устройств от статического электричества несет
ответственность начальник цеха.
Проведение электроизмерений, на связь заземленных элементов с контурами
заземления, производится после каждого ремонта оборудования, но не реже двух
разов в год.
Для проведения измерений вызывается представитель электролаборатории,
результаты осмотра и измерений заносятся в журнал эксплуатации устройств по
защите от статического электричества.
Повышенное значение напряжения в электрической цепи, замыкание которой
может произойти через тело человека. Электрооборудование подвержено воздействию
окружающей среды, и следовательно велика вероятность случайного соединения
находящихся под напряжением частей электродвигателя с их конструктивными
частями, нормально не находящимися под напряжением. Может произойти замыкание
электрической цепи через тело человека.
Идеальным вариантом организации защиты человека от воздействия опасного
уровня напряжения в электрической цепи, замыкание которой может произойти через
тело человека, является его снижение до безопасной величины. Но из-за
отсутствия на современном этапе технологического оборудования, работающего на
этом напряжении и обеспечивающего требуемую производительность, данный способ
устранения опасного производственного фактора не подходит.
Другим вариантом снижения указанного опасного производственного фактора
является защитное заземление.
Защитным заземлением называется заземление частей электроустановки с
целью обеспечения электробезопасности. Согласно ПУЭ корпуса электрических машин
подлежат обязательному заземлению. Причем для заземления электроустановок в
первую очередь должны быть использованы естественные заземлители - находящиеся
в соприкосновении с землей электропроводящие части коммуникаций, зданий и
сооружений производственного или иного назначения.
Расчет заземляющих устройств сводится, главным образом к расчету собственно
заземлителя, так как заземляющие проводники в большинстве случаев принимаются
по условиям механической прочности и стойкости к коррозии ПТЭ и ПУЭ. Исключение
составляют установки с выносным заземляющим устройством. В этих случаях
рассчитываются последовательно включаемые сопротивления соединительной линии и
заземлителя, так чтобы их суммарное сопротивление не превышало допустимого.
К средствам индивидуальной защиты относятся: диэлектрические перчатки,
резиновые коврики, обувь на резиновой подошве.
Расположение рабочего места на высоте относительно поверхности земли.
Опасный производственный фактор возникает при проведении плановых
ремонтно-восстановительных работ на установках.
К работам на высоте относятся работы, при выполнении которых работник находится
на расстоянии менее двух метров от неогражденных перепадов по высоте 1,3 м и
более. При невозможности устройства ограждений работы должны выполняться с
применением предохранительного пояса и страховочного каната.
Работы на высоте относятся к работам с повышенной опасностью и включаются
в соответствующий перечень профессий рабочих и видов работ, к которым
предъявляются повышенные требования по соблюдению правил безопасности
производства работ.
К выполнению работ на высоте допускаются лица не моложе 18 лет, прошедшие
медицинский осмотр, не имеющие противопоказаний к выполнению работ на высоте,
профессионально подготовленные, прошедшие обучение безопасным методам и приемам
работ.
При проведении работ на высоте должны устанавливаться ограждения и обозначаться
в установленном порядке границы опасных зон.
При ремонтно-эксплуатационных работах на высоте применяются лестницы
приставные, навесные, свободно стоящие, стремянки и трапы. Длина приставных
лестниц должна быть не более пяти метров. Приставные лестницы снабжаются
устройством, предотвращающим возможность сдвига и опрокидывания их при работе.
При работе с приставной лестницы на высоте более 1,3 м надлежит применять
предохранительный пояс, прикрепляемый к конструкции сооружения или к лестнице,
при условии ее закрепления к строительной или другой конструкции. Стремянки
снабжаются приспособлениями (крюками, цепями), не позволяющими им
самопроизвольно раздвигаться во время работы на них. Работать с двух верхних
стремянок, не имеющих перил или упоров, не разрешается.
Не допускается:
- находиться на ступеньках приставной лестницы или стремянки более чем
одному человеку;
- поднимать и опускать груз по приставной лестнице и оставлять
на ней инструмент;
- работать на переносных лестницах и стремянках:
1 около и над вращающимися механизмами;
2 с использованием электрического и пневматического инструмента,
строительно-монтажных пистолетов;
при выполнении газосварочных и электросварочных работ;
при натяжении проводов и для поддержания на высоте тяжелых
деталей и т.п.
К средствам индивидуальной защиты от падения с высоты относятся пояса,
они должны иметь сертификаты качества.
Пояса должны соответствовать требованиям технических условий на пояса
конкретных конструкций. Они должны быть регулируемы по длине, и обеспечивать
обхват талии от 640 до 1500 мм. Ширина лямок пояса, несущих нагрузки, не должна
быть менее 50 мм, безлямочного пояса в спинной части - не менее 80 мм. Масса
пояса - не более 2,1 кг. Карабин должен иметь предохранительное устройство,
исключающее его случайное раскрытие. Замок и предохранитель карабина должны
закрываться автоматически.
Предохранительные пояса перед выдачей в эксплуатацию, а также через
каждые 6 месяцев должны подвергаться испытанию в отделе технического контроля
ремонтно-механического цеха и лаборатории КВО (пояса из комплекта шланговых
противогазов).
4.1.2 Химические опасные и вредные производственные факторы
Под вредным веществом понимается вещество, которое при контакте с
организмом человека вызывает производственные травмы, профессиональные
заболевания или отклонения в состоянии здоровья. Классификация вредных веществ
и общие требования безопасности введены ГОСТ 12.1.007-76. Степень и характер
вызываемых веществом нарушений нормальной работы организма зависит от пути
попадания в организм, дозы, времени воздействия, концентрации вещества, его
растворимости, состояния воспринимающей ткани и организма в целом, атмосферного
давления, температуры и других характеристик окружающей среды. Следствием
действия вредных веществ на организм могут быть анатомические повреждения,
постоянные или временные расстройства и комбинированные последствия. Многие
сильно действующие вредные вещества вызывают в организме расстройство
нормальной физиологической деятельности без заметных анатомических веществ и т.п.
Химические вредные и опасные производственные факторы подразделяются:
1 По характеру воздействия на организм человека на:
- токсические;
- раздражающие;
- канцерогенные.
2 По пути проникновения в организм человека:
- через органы дыхания;
- желудочно-кишечный тракт;
- кожные покровы и слизистые оболочки.
При эксплуатации У07-08 и вспомогательного оборудования возможно
попадание в рабочую зону, из-за проведения газоопасных работ, не плотностей
фланцевых соединений или в аварийных случаях, следующих вредных веществ:
сероводород, углеводороды (метан, пропан, бутан, этан), метанол, газовый
конденсат, оксид углерода. В таблице 4.1 указаны показатели пожароопасности и
токсичности некоторых веществ, участвующих в технологическом процессе.
Снижение уровня воздействия работающих вредных веществ его полное
устранение достигается путем проведения технологических санитарно-технических,
лечебно-профилактических мероприятий с применением средств индивидуальной
защиты.
К технологическим мероприятиям относятся непрерывный технологический
процесс, удаление пунктов контроля (операторных) с дистанционным управлением
технологическим процессом, автоматическая система управления технологическим
процессом, средства коллективной защиты (естественная и принудительная
вентиляция).
Особое внимание уделяется применению средств индивидуальной защиты,
прежде всего для защиты органов дыхания (95% отравлений происходит через органы
дыхания).
К лечебно-профилактическим мероприятиям относятся организация и
проведение предварительных и периодических медицинских осмотров, дыхательной
гимнастики, обеспечение лечебно-профилактическим питанием и молоком и т.п.
Таблица 4.1 - Показатели пожароопасности и токсичности сырья,
полупродуктов, готовых продуктов и отходов при производстве продукции
|
№ п/п
|
Наименование вещества
|
Класс опасности в
соответствии с ГОСТ 12.1.007-76
|
Температура
|
Концетрационные пределы
|
ПДК в воздухе рабочей зоны
производственных помещений по ГОСТ 21.1.005-76
|
Характеристика токсичности
(воздействие на организм человека)
|
|
|
|
вспышки
|
воспламенения
|
самовоспламенени
|
нижний предел
|
верхний предел
|
|
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
|
1
|
Углеводороды С1
|
|
|
|
|
|
|
|
При небольших концентрациях
- учащение пульса, увеличение объемов дыхания, ослабление внимания. При
остром отравлении - рвота, головная боль, бледность, низкое кровяное
давление, потеря сознания. При действии на организм вызывает раздражение
центральной нервной системы. При
|
|
а)
|
Метан
|
4
|
-
|
538
|
645
|
5
|
15
|
300 мг/м3
|
|
|
б)
|
Этан
|
4
|
-
|
515
|
510
|
3,0
|
12,5
|
300 мг/м3
|
|
|
в)
|
Пропан
|
4
|
-
|
466
|
446
|
2,1
|
9,5
|
300 мг/м3
|
|
|
г)
|
Бутан
|
4
|
-
|
405
|
430
|
1,9
|
8,5
|
300 мг/м3
|
|
|
|
|
|
|
|
|
|
|
попадании на кожу
раздражает кожный покров, слизистую оболочку глаз и верхних дыхательных
путей.
|
|
2
|
Топливный газ
|
4
|
-
|
-
|
-
|
5
|
15
|
300 мг/м3
|
Оказывает наркотическое
действие, головную боль, судороги, слабость, бледность, потерю сознания.
|
|
3
|
Сероводород
|
2
|
-
|
260
|
-
|
4,3
|
45
|
10 мг/м3, в смеси с у/в
С1-С3 3 мг/м3
|
Острое отравление вызывает
головную боль, слезоточение, светобоязнь, насморк, боль в глазах. При сильном
воздействии - усталость, стеснение в груди, тошнота, рвота. При вдыхании 1
г/л или выше отравление может развиться почти мгновенно: судорога и потеря
сознания оканчиваются быстрой смертью от остановки дыхания, а иногда от
паралича сердца. Хронические отравления вызывают заболевания глаз,
дыхательных путей, головные боли, ослабление слуха, общую слабость,
расстройство пищеварения, малокровие.
|
4.1.3 Биологические опасные и вредные производственные факторы
Биологические опасные и вредные производственные
факторы имеются в системах хозфекальной канализации в виде патогенных
микроорганизмов (бактерий, вирусов, грибов, простейших) и продуктов их
жизнедеятельности.
К биологическим опасным и вредным производственным
факторам относятся также сезонные эпидемии - острые респираторные вирусные
заболевания (ОРВЗ, ОРЗ), вызванные распространением среди людей вирусов гриппа
А и Б.
Для защиты от биологических опасных и вредных производственных факторов
применяются средства индивидуальной защиты: костюмы, рукавицы, сапоги
резиновые, респираторы, противогазы. Большое значение имеет соблюдение правил
личной гигиены.
Защита от сезонных эпидемий ОРВЗ, ОРЗ - профилактическая ежегодная
вакцинация работников препаратами типа: «Агриппал», «Ваксигрипп», «Инфлювак»,
«Антигрипп» и т.п.
4.1.4 Психофизиологические опасные и вредные производственные
факторы
Психофизиологические опасные и вредные производственные факторы
подразделяются на:
1 Физические перегрузки - статические и динамические.
2 Нервно-психические перегрузки - умственное перенапряжение,
перенапряжение анализаторов слуха, зрения, монотонность труда, эмоциональные
перегрузки.
При организации трудового процесса безопасность труда может быть
обеспечена лишь при всестороннем учете возможностей человека. Существенную роль
в решении этих задач играет эргономика, исследования которой направлены на
выявление закономерностей взаимосвязи компонентов системы «человек-машина».
Для надежного и эффективного функционирования «человеко-машинного»
интерфейса необходимо, чтобы информация, адресуемая оператору, передавалась в
форме, наиболее приемлемой для восприятия, запоминания осмысления, а органы
управления были бы удобны для организации соответствующих функций.
В зависимости от модельности поступающего сигнала различают зрительный и
слуховой вид анализаторов. Около 90% всей информации оператор получает
посредством зрительного анализатора, пространственные характеристики которого
определяются воспринимаемым глазом размерами предметов и их месторасположением
в пространстве. Размеры предметов выражаются в угловых величинах, связанных с
линейными размерами следующим соотношением:
 ,(4.1)
,(4.1)
где h и - соответственно линейный и
угловой размеры предмета;
l -
расстояние от предмета до глаз.
Для некоторых видов операторской деятельности процесс восприятия сводится
к информационному поиску-нахождению на устройстве отображения объекта с
заданными признаками. Задача оператора заключается в нахождении такого объекта
и характеризуется временем, затраченным на поиск. Общее время информационного
поиска определяется по формуле:
 ,(4.2)
,(4.2)
где tпi, tфi - соответственно время i-го перемещения взора и i-ой фиксации;
n -
число шагов поиска, затраченных для нахождения нужного объекта.
Время фиксации в условиях конкретного информационного поля и конкретной задачи
является величиной относительно постоянной, оно представлено в таблице 4.2.
Таблица 4.2 - Средняя длительность зрительной фиксации в различных
задачах информационного поиска
|
Задача
|
tф, мс
|
Задача
|
tф, мс
|
|
Поиск отметки на экране
|
370
|
Поиск простых геометрических
фигур
|
200
|
|
Чтение буквы или цифры
|
310
|
Поиск условных знаков
|
300
|
|
Фиксация загорания
(погасания) индикатора
|
280
|
Ознакомление с ситуацией,
обозначенной условными знаками
|
640
|
В условиях конкретной задачи tф постоянно и tп << tф, поэтому
 .(4.3)
.(4.3)
Среднее значение времени определяется по формуле:
 ,(4.4)
,(4.4)
где N - общий объем количества элементов
информационного поля;
М - число элементов, обладающих заданным для поиска признаком;
а - граница зрительного восприятия.
Под объемом восприятия следует считать то количество предметов, которое
одновременно попадает в зону, ограниченную 100 в горизонтальной и вертикальной
плоскостях (но не более 4-8).
С учетом выражения 4.4, основные требования к организации информационного
поля, с точки зрения минимизации времени поиска, следующие:
- элементы поля располагают так, чтобы в объеме фиксации, ограниченной
зоной 100, попадало не более 4-8 объектов;
- по возможности уменьшают объем поля, не допуская нахождения в
нем ненужных элементов;
- искомые элементы выделяют другим цветом или с помощью
светового маркера.
4.2 Мероприятия, обеспечивающие безопасное ведение технологического
процесса
Порядок подготовки и выполнения газоопасных, огневых и аварийно-ремонтных
работ на технологических установках ГПЗ определены: "Правилами
безопасности для газоперерабатывающих заводов и производств" ПБ 08-389-00
“ Правилами устройства и безопасной эксплуатации технологических трубопроводов”
(ПБ 03-108-96), "Типовой инструкцией по организации безопасного проведения
газоопасных работ", утвержденной Госгортехнадзором России 20.02.85 г.,
"Типовой инструкцией по организации безопасного проведения огневых работ
на взрывоопасных и взрывопожароопасных объектах (РД 09-364-00)",
утвержденной постановлением Госгортехнадзора России от 23.06.2000 г. № 38.
Основное и вспомогательное оборудование установки должны
эксплуатироваться согласно требованиям соответствующих ГОСТов, СниПов, Правил и
Инструкций.
Технологический процесс на установках должен вестись в соответствии с
“Правилами безопасности при эксплуатации газоперерабатывающих заводов и
производств” ПБ 08-389-00, соблюдая требования правил, положений и инструкций
по охране труда и технике безопасности.
Ответственными за безопасную эксплуатацию и пожарную безопасность
установок цеха, и выполнение положений по охране труда, промышленной
безопасности, техники безопасности и производственной санитарии являются
начальники цехов. Ответственными за безопасную эксплуатацию и пожарную
безопасность установки, за выполнение положений по охране труда, техники
безопасности и производственной санитарии являются начальник установки.
Руководящий персонал цеха обязан обеспечить проведение организационных и
технических мероприятий для создания безопасных условий труда, инструктаж и
обучение рабочих безопасным методам работы, и контроль за выполнением правил и
инструкций по технике безопасности.
К работе допускаются лица в возрасте не менее 18 лет, прошедшие
медицинское освидетельствование в установленном порядке и не имеющие
противопоказаний для работы по обслуживанию и ремонту трубопроводов, прошедшие
специализированное обучение, изучившие свое рабочее место и успешно выдержавшие
проверку знаний и умеющие практически применять их на рабочем месте, прошедшие
инструктаж перед конкретной работой.
Порядок допуска персонала к работе определен ГОСТ 12.0.004-90
“Организация обучения безопасности труда”, “Единой системой управления охраной
труда и промышленной безопасностью” (ЕСУОТ ПБ), Постановление ГГТН РФ от
30.04.02г №21 «О порядке подготовки аттестации работников организаций,
осуществляющих деятельность в области промышленной безопасности, опасных
промышленных объектов подконтрольных ГГТН России»
Обучение рабочих и других служащих безопасным методам и приёмам труда
предусматривает:
- вводный инструктаж (при поступлении на работу);
- первичный инструктаж на рабочем месте;
- производственное (теоретическое и практическое) обучение по
безопасным методам и приёмам труда в объёме не менее 10 часов, а при подготовке
рабочих по профессиям, к которым предъявляются дополнительные (повышенные)
требования безопасности труда, а также по профессиям и работам, связанным с
обслуживанием объектов подконтрольных органам государственного надзора в
промышленности, строительстве, на транспорте и др. не менее 20 часов при
подготовке на производстве под руководством преподавателя, мастера
(инструктора) производственного обучения или высококвалифицированного рабочего;
- стажировку в объеме не менее 2 - 14 рабочих смен;
- первичную проверку знаний - допуск к самостоятельной работе;
- повторный инструктаж на рабочем месте;
- целевой инструктаж на рабочем месте;
- очередную проверку знаний;
- внеочередную проверку знаний.
Работники, выполняющие работы по обслуживанию и ремонту, обязаны знать и
строго выполнять положения действующих нормативно-технических документов,
настоящего регламента, производственных инструкций и инструкций по технике
безопасности.
Рабочие и ИТР при нарушении правил и инструкций по технике безопасности
привлекаются к ответственности, понижаются в должности или в разряде вплоть до
отстранения от работы, если оно не влечет за собой более тяжкого наказания
(раздел II ЕСУОТ).
Аппараты и сосуды, находящиеся под давлением, используемые подъемные
механизмы, приспособления и установки, подконтрольные Госгортехнадзору, должны
быть зарегистрированы в его органах и подвергаться испытанию и
освидетельствованию в установленном порядке.
Несчастные случаи расследуются согласно “Положению о расследовании и
учёте несчастных случаев на производстве”, утв. 24.10.2002 г., Постановлением
Министерства труда и социального развития РФ №73. О несчастных случаях,
связанных с эксплуатацией объектов и авариях, подразделение должно
незамедлительно сообщать по действующей схеме сообщения.
Персонал должен быть практически обучен приемам по оказанию до врачебной
помощи пострадавшим при отравлениях, пострадавшим от электрического тока,
ожогов, удушья и при других несчастных случаях
Эксплуатационный персонал во время работы должен быть обеспечен СИЗ в том
числе противогазами и другими необходимыми для данной работы защитными
средствами.
Оборудование и системы установок должны подвергаться техническому
освидетельствованию, осмотрам, проверкам, необходимым испытаниям в порядке,
установленном Правилами и Инструкциями, данные о которых должны оформляться
актами или вноситься в эксплуатационную документацию.
Запрещается эксплуатация установки с выключенной или неисправной системой
контроля и сигнализации содержания углеводородов в воздухе помещения. Работоспособность
автоматической сигнализации и автоматического включения аварийной и нормальной
вентиляции контролируется дежурным персоналом каждую смену при ее приемке.
Технологическое оборудование установки следует окрашивать согласно ГОСТ
12.4.026-76, а технологические трубопроводы - в соответствии с ГОСТ 14202-69.
На трубопроводы должны быть нанесены стрелки, указывающие направления
движения газа и других веществ. Запорная и регулирующая арматура должна иметь
технологические номера согласно номерам принципиальных схем соответствующих
систем. Запорная арматура должна иметь различимые указатели закрытия-открытия.
Насосно-компрессорное оборудование должно иметь нумерацию. Номер агрегата
должен быть на силовой и приводной части, а также на стене здания со стороны
технологической обвязки.
Запрещаются во время грозы пуски и плановые остановки технологического
оборудования переключения в технологической обвязке и на силовом
электрооборудовании.
Щиты местного управления и панели центрального щита оборудования, остановленные
на ремонт, должны быть отключены от электропитания. На панели управления
вывешивается знак безопасности и плакат: “Не включать, работают люди!”.
Операции обязательно фиксируются в оперативном журнале.
При подготовке установки к ремонту необходимо обеспечить безопасность
ремонта: отключить силовое электропитание электроприводной арматуры,
блокировать ручное управление арматурой, установить соответствующие знаки
безопасности и плакаты “Не открывать!”, “Не закрывать!” и т.д.
4.3 Индивидуальные средства защиты работников
Для защиты рабочих от производственных вредностей, возникающих при
эксплуатации технологических установок, является применение средств
индивидуальной и коллективной защиты.
Спецодежда и обувь выдается согласно требованию “Правил обеспечения
работников специальной одеждой, специальной обувью и другими средствами
индивидуальной защиты», которые служат для защиты кожных покровов от
термического воздействия, механических повреждений и атмосферных воздействий.
Эксплуатацию и ремонт технологических установок должен выполнять
персонал, прошедший медицинское освидетельствование в установленном порядке и
не имеющий противопоказаний к выполнению данного вида работ, обученный
безопасным методам и приемам работы, применению индивидуальных средств защиты,
правилам и приемам оказания первой медицинской помощи пострадавшим и прошедший
проверку знаний в установленном порядке.
1 Фильтрующие противогазы - применяются в атмосфере, содержащей не
менее 18 объемных % свободного кислорода и не более 0,5 % объемных вредных
веществ.
Применяются фильтрующие коробки марки А, М, КД, БКФ.
Таблица 4.3 - Фильтрующие коробки
|
Марка коробки
|
Отличительная окраска
|
Применение
|
|
А
|
Коричневая
|
Пары углеводородов,
метанола
|
|
М
|
Красная
|
|
|
БКФ
|
Зеленая с белой вертикальной
полосой
|
От кислых газов (H2S, SO2,
СО), органических паров, мышьяковистого и фосфористого водорода, синильной
кислоты
|
|
КД
|
Серая
|
Сероуглерод, а также пары
органических веществ, но с меньшим временем защитного действия, чем марка А,
аммиак.
|
2 Противогаз шланговый ПШ-1, противогаз шланговый с принудительной
подачей воздуха ПШ-2 - применяются при работе в колодцах, емкостях.
3 Воздушно - дыхательные аппараты типа АД-342 применяются
при проведении плановых газоопасных, аварийно- спасательных работ.
Противошумные наушники, закрепленные на каске - для защиты
органов слуха от воздействия производственного шума.
Защитные очки с бесцветными стеклами - для защиты глаз от газов
жидкостей, стекла-светофильтры - для защиты глаз при газо- и электросварке.
Предохранительные пояса ВР - для защиты от падения при работе
на высоте.
Защитные каски "Труд", "Шахтер",
"Строитель" - для защиты головы от травмирования.
Рукавицы - для защиты рук от механических повреждений, влаги,
действия химических веществ, ожогов, холода.
Защита тела, лица, кожных покровов от воздействия вредных
веществ (масло, керосин, бензин, ингибитор, метанол, конденсат, щелочи,
кислоты) осуществляется при помощи специальных костюмов и масок.
При работе в электроустановках, защита от поражения электрическим
током обеспечивается производством работ в соответствии с ПУЭ и применением:
ручного инструмента с диэлектрическими ручками, основных и дополнительных
средств от поражения электрическим током (диэлектрические коврики, перчатки,
калоши, боты и др.), электроинструмента с двойной изоляцией.
При работе в резервуарах, емкостях, колодцах, где возможно скопление
вредных паров и газов, работающий персонал должен пользоваться шланговыми ПШ-1
или ПШ-2 противогазами, которые полностью изолируют органы дыхания и лицо
человека от окружающей его атмосферы и применяются для выполнения
продолжительных работ на небольшом расстоянии от свежего воздуха.
Длина армированного резинового шланга противогаза ПШ-1 составляет 10
метров, а ПШ-2 - 20 метров.
Кроме того, противогаз ПШ-2, имея воздуходувку, может быть использован,
когда чистый воздух приходится забирать на расстоянии 20-40 метров от места
работы.
Воздушно-дыхательные аппараты предназначены для защиты органов дыхания и
зрения при работе в среде непригодной для дыхания.
Воздушно-дыхательные аппараты являются автономными изолирующими
аппаратами с запасом сжатого воздуха и открытой схемой дыхания.
Противогазы и другие газозащитные средства следует проверять не реже
одного раза в три месяца. Индивидуальные средства защиты должны быть проверены
на герметичность и находится в чистоте.
При работе с напряжением до 1000 вольт применять диэлектрические галоши,
диэлектрические перчатки толщиной 0,7 мм
При работе на высоте обслуживающим персоналом используются
предохранительные пояса и спасательные веревки. Пояса и веревки испытывают не
реже 2-х раз в год нагрузкой 200 кг в течение 5 минут специальной комиссией с
оформлением акта.
На установке имеется аварийный запас противогазов, воздушно-дыхательных
аппаратов, оборудования, материалов и инструментов определенных планом
ликвидации аварии.
4.4 Противопожарные мероприятия
Наиболее вероятными причинами образования взрывоопасных концентраций
паров, газов и пожаров являются:
- загазованность рабочих помещений и территории цеха
взрывоопасными парами и газами при утечке их через неплотности фланцевых
соединений, сальниковых уплотнений, сварных швов, при коррозии аппаратуры, с
образованием сквозных отверстий, а также при разборке неподготовленных к
ремонту аппаратов и трубопроводов;
- нарушение технологического режима работы оборудования и мер
безопасности предусмотренных регламентом и инструкциями по эксплуатации;
- применение при производстве ремонтных работ неисправного
инструмента, дающего искру при ударах;
- производство ремонтных работ на территории цеха и в рабочих
помещения с применением открытого огня без строго соблюдения инструкции
проведения огневых работ;
- неисправность технологического оборудования, средств контроля
и автоматизации, предохранительных клапанов, электрооборудования, а также
средств защиты от статического электричества и газозащиты;
- неполное удаление воздуха из аппаратов и трубопроводов перед
их включением в работу.
С целью исключения причин и условий возникновения пожара, взрыва или
отравления необходимо соблюдать следующие правила безопасности ведения
процесса:
- все аппараты и оборудование должны эксплуатироваться в
соответствии с техническими условиями поставщика оборудования;
- не допускать нарушений параметров технологического режима
производственного процесса, установленного технологическим регламентом;
- следить за исправной работой контрольно-измерительных
приборов;
- систематически проверять состояние и исправность действия
предохранительных клапанов и технических манометров;
- не допускать в эксплуатацию аппараты работающие под
давлением, с неисправными предохранительными клапанами и манометрами;
- следить за показаниями и исправностью сигнализаторов горючих
газов в производственных помещениях;
- следить за исправностью систем сигнализации и блокировок;
- систематически осматривать оборудование, своевременно
ремонтировать его;
- систематически проверять состояние и исправность средств
пожаротушения;
- содержать в исправном состоянии и правильно применять
индивидуальные средства защиты;
- запрещается применять при ремонте инструмент, дающий искру
при ударах;
- запрещается работа без спецодежды и защитных средств в
загазованных местах;
- все аппараты и трубопроводы, остановленные на ремонт, должны
быть отглушены от связанных с ними трубопроводов и аппаратов и подготовлены
согласно инструкции по подготовке аппаратов к ремонту;
- запрещается производство ремонтных работ с применение
открытого огня на территории цеха и в рабочих помещениях без специального
разрешения, утвержденного главным инженером завода, согласованного с пожарной
охраной и отделом охраны труда службой;
- не допускать проведения ремонтных работ на аппаратах и
трубопроводах, находящихся под давлением и на действующем оборудовании;
- следить за исправностью средств защиты от статического
электричества, периодически проводить проверку величины сопротивления с
неисправной защитой от статического электричества;
- запрещается загромождать проезды и проходы на территории
установок в помещениях;
- строго соблюдать действующие инструкции и положения по
технике безопасности, пожарной и газовой безопасности;
- все виды ремонтов должны выполнятся в строгом соответствии с
графиком планово-предупредительного ремонта, утвержденного главным инженером
завода;
- пуск в зимнее время аппаратов, работающих под давлением,
установленных на открытом воздухе, должен осуществляться при температуре
наружного воздуха не ниже минусовых температур, при которых сталь и ее сварные
соединения допускаются к работе под давлением;
- ответственность за соблюдение установленных противопожарных
мероприятий на каждом рабочем месте, и своевременное использование
противопожарное оборудования, закрепленного за данным рабочим местом (участком
технологического процесса) возлагается на рабочего;
- по периметру каждой зоны установлена аварийная световая
сигнализация (красные лампы), а внутри зон - извещатели газоопасности и
средства радиовещания и звуковой сигнализации;
- в газоопасных производственных помещениях установлены датчики
газоанализаторов, связанные с системой пуска аварийной вентиляции, звуковой
сигнализации этих помещений и на пульте в операторной.
К средствам пожаротушения, на технологическом объекте, относятся:
автоматическая установка пожаротушения, пожарные рукава, пеногенераторы,
пожарные гидранты, лафетные стволы, песок, кошма, лопаты, багры, ломы, ведра,
пожарные краны.
Все средства пожаротушения должны быть проверены и, постоянно, находиться
в исправном состоянии.
Автоматическая установка пожаротушения тонкораспыленной водой
предназначена для обнаружения и тушения возможных пожаров в защищаемом
помещении с одновременной подачей сигнала в помещение операторной и на пункт
связи объектовой пожарной части. Запуск системы пожаротушения осуществляется
автоматически от световых пожарных извещателей «Пульсар-2.12». В случае
необходимости, имеется возможность запуска системы дистанционно, путем нажатия
кнопок, установленных у входов в защищаемые помещения, а также в ручном режиме,
из помещения камеры управления пожаротушения. После срабатывания автоматической
установки пожаротушения, в случае необходимости, предусмотрена возможность
подачи распыленной воды в защищаемые помещения от существующего
противопожарного водопровода.
При запуске системы автоматического пожаротушения
предусмотрено включение системы оповещения с одновременной подачей сигнала на
главный щит управления технологического процесса, для отключения
вентиляционного и технологического оборудования.
Для тушения пожара на установке также применяются передвижные установки
пожаротушения.
Вызов пожарной части по телефонной связи осуществляется из операторной.
При возникновении пожара и повышении температуры в защищаемых помещениях
срабатывают извещатели и на приемно-контрольный прибор поступает сигнал о
пожаре, которое выдает местное сигнальное устройство.
4.5 Основные расчеты раздела
4.5.1 Расчет запаса огнетушащего вещества установки пожаротушения
Для защиты объекта предусматривается автоматическая модульная установка
объёмного пожаротушения тонкораспыенной водой.
Расчёт основного запаса огнетушащего вещества (ОТВ) определён в
соответствии с «Временных нормативных показателей модульных установок
пожаротушения тонкораспылённой водой НПФ «Безопасность».
 ,(4.5)
,(4.5)
где 1,1 - коэффициент, учитывающий неравномерность
распределения ТРВ, в установке после ее срабатывания;
K1 - коэффициент, учитывающий неравномерность распределения
тонкораспыленной воды, величина которого принимается по таблице 4.4;
qH - нормативный массовый расход;
A1 - суммарная площадь ограждающих конструкций, м2;
V - объем защищаемого помещения, м3;
,35 - коэффициент, учитывающий осаждение
тонкораспыленной воды на ограждающих конструкциях;
К2 - коэффициент, учитывающий утечку тонкораспыленной
воды через открытые проемы и принимается равным 0,5;
А2 - суммарная площадь открытых проемов, м2.
Таблица 4.4 - Параметры защищаемого объекта
|
№ п/п
|
Защищаемый объект
|
Геометрические размеры
защищаемого помещения
|
V м3
|
А2 м2
|
Расчетная величина
|
|
|
a
|
b
|
h
|
|
|
Моз, кг
|
|
1
|
Машзал У-07,08
|
30
|
12
|
10,5/ 11,5
|
3960
|
20
|
2758,56
|
На основании расчёта и учитывая конструктивные особенности защищаемого
помещения, для хранения и выпуска ОТВ принято 2-а кольцевых трубных модуля,
выполненных из секций трубы Dу =
159 по 80м., проложенных на конструкциях каркаса здания на отметках 3000 и 8500
мм от уровня пола.
Каждый трубный модуль имеет 28 узлов подачи ОТВ с оросителями тонкого
распыла воды равномерно расположенных на секциях Dу = 159, четыре узла подачи газа, узел залива и слива ОТВ.
Фактическая масса ОТВ, находящегося в 2-х кольцевых трубных модулях составит
2826 кг.
Режим работы установки принимается в один импульс продолжительностью 20
секунд, при этом фактический расход составит 0,714 кг/м3. Общий суммарный
расход установки составит 131 л/с., а интенсивность (J) подачи будет равна:
 .
.
Рабочим
пусковым газом в установке является диоксид углерода (СО2) по ГОСТ 8050-85,
находящийся в баллонах батареей типа БАГЭ. Требуемое количество баллонов с
запасом рабочего газа - 8 шт. Подача газа от баллонов к модулям осуществляется
по трубопроводам. Батареи с пусковым газом располагаются в огнегасительной
камере находящейся вне защищаемого помещения, с северной стороны машинного
зала.
Установка
пожаротушения схематично представлена на плакате №6.
4.5.2 Расчет электрического освещения
Недостаточное освещение затрудняет длительную работу, вызывает повышенное
утомление, увеличивает опасность травм и способствует развитию близорукости,
излишне яркий свет слепит, приводит к перевозбуждению нервной системы,
уменьшает работоспособность, поэтому выбор системы светильников и устройств
освещения выполняется с учетом следующих основных требований действующих строительных
норм и правил:
·
обеспечение
достаточной освещенности рабочих мест, инструментов, предметов труда;
·
ограничение
прямой и отраженной блёскости;
·
научное
обоснование выбора системы освещения, конструкции и мощности светильников, их
числа, расположения, вида, исполнения и т. д.;
·
обеспечение
благоприятного спектрального состава света, степени его рассеивания и
направления;
·
постоянство
освещенности и других светотехнических показателей во времени и пространстве и
т. д.
Машинный
зал ЭВМ II очереди Оренбургского ГПЗ имеет следующие размеры:
длина - 
 , ширина
-
, ширина
-  , высота
-
, высота
-  , т.е.
площадь
, т.е.
площадь 
 . Номер
группы административных районов по ресурсам светового климата - 2. Коэффициент
светового климата (световые проемы в наружных стенах, ориентация световых
проемов - юго-восток) - 0,85. Для освещения выбраны люминесцентные лампы марки
ЛБ (лампа белого цвета) мощностью 80 Вт, со световым потоком
. Номер
группы административных районов по ресурсам светового климата - 2. Коэффициент
светового климата (световые проемы в наружных стенах, ориентация световых
проемов - юго-восток) - 0,85. Для освещения выбраны люминесцентные лампы марки
ЛБ (лампа белого цвета) мощностью 80 Вт, со световым потоком 
 и
светильником типа ОДР с экранирующей решёткой.
и
светильником типа ОДР с экранирующей решёткой.
Уровень рабочей поверхности над полом составляет 0.8 м, тогда:
 .
.
Нормируемая
освещённость рабочего места для разряда зрительных работ VIII,
согласно СНиП 23-05-95, составляет:  .
.
Вычисляем
индекс помещения по формуле:
 .(4.6)
.(4.6)
По
индексу помещения (i), коэффициентам отражения от стен ( ), потолка (
), потолка ( ) и пола
(
) и пола
( ) находим значение коэффициента использования
светового потока h=0,54.
) находим значение коэффициента использования
светового потока h=0,54.
Количество
светильников вычисляет согласно формуле:
 ,(4.7)
,(4.7)
где FЛ - световой поток лампы, лм;
Е - минимальная нормируемая освещенность, лк;
S -
площадь помещения, м2;
К - коэффициент запаса учитывающий загрязнение светильников и наличие в
воздухе пыли, дыма, копоти;
Z -
поправочный коэффициент, учитывающий неравномерность освещения (Z=1,2);
h - коэффициент использования светового потока;
N -
число светильников в помещении;
m -
число ламп в светильнике.
 .
.
Следовательно,
для обеспечения освещенности в помещении машинного зала ЭВМ соответствующей
СНиП 23-05-95, необходимо использовать 5 светильников.
4.5.3 Расчет защитного заземления
Оборудование
работает под напряжением 220 В ± 10%. Согласно ПУЭ -
85 нормируется сопротивление заземления в зависимости от напряжения
электроустановки, в данном случае сопротивление заземления должно быть не выше  Ом. Грунт - суглинок
Ом. Грунт - суглинок 
 ,
коэффициент сезонности -
,
коэффициент сезонности -  .
.
В
качестве заземляющего устройства выбираем комбинированное заземляющее устройство,
состоящее из электродов вертикальных (стальные газопроводные трубы  , толщина
стенок - 3.5 мм, длина -
, толщина
стенок - 3.5 мм, длина -  ,
расстояние между электродами -
,
расстояние между электродами -  ),
соединительных полос (полосовая сталь шириной 0.03 м, толщиной 0.004 м и глубиной
залегания -
),
соединительных полос (полосовая сталь шириной 0.03 м, толщиной 0.004 м и глубиной
залегания -  ) и
заземляющих проводников (полосовая сталь шириной
) и
заземляющих проводников (полосовая сталь шириной  м,
толщиной 0.004 м).
м,
толщиной 0.004 м).
Формула
для расчета сопротивления одиночного заземлителя растеканию электрического тока
имеет вид:
 ,(4.8)
,(4.8)
где
 - удельное электрическое сопротивление с учетом
коэффициента сезонности, .
- удельное электрическое сопротивление с учетом
коэффициента сезонности, .
 ,
,  - длина и диаметр вертикальных электродов, м;
- длина и диаметр вертикальных электродов, м;
 - сумма
- сумма  и
и  , м.
, м.

 .
.
Примерное
количество необходимых вертикальных электродов:
 .
.
Сопротивление
найденного количества заземлителей, установленных на принятом расстоянии друг
от друга, с учетом коэффициента их использования:
 .
.
Длина
полосы связи для условий комбинированного заземления определяется согласно
формуле:
 .(4.9)
.(4.9)
Следовательно, сопротивление полосы связи растеканию электрического тока
в грунт будет равно:
 .
.
Тогда,
сопротивление растеканию тока всего заземляющего устройства будет равно:
 .
.
Для
того чтобы проектируемое заземляющее устройство удовлетворяло требованиям ПУЭ,
увеличиваем количество электродов до 6 ( ).
).
 ,
,
 ,
,
 ,
,
 .
.
5. Экономический раздел
Проектируемая в рамках дипломного проекта система автоматизированного
управления технологическим процессом предназначена для автоматизированного и
автоматического сбора данных, контроля, управления и защиты в реальном масштабе
времени технологических процессов на установках доочистки отходящих газов с
У04-06 (установки получения серы по методу Клауса).
Объектом автоматизации является установки У-07,08, предназначенные для
получения серы Сульфрен, доочисткой отходящих газов с У04-06. Автоматизируемым
пунктом управления является операторная второй очереди Оренбургского ГПЗ.
Характер протекания технологических процессов во времени на установке
непрерывный.
5.1 Экономические показатели предлагаемой АСУТП
5.1.1 Расчет сметной стоимости предлагаемой системы
В сметную стоимость проекта включаются все затраты, связанные с его
выполнением. Определение затрат производится путем составления калькуляции
себестоимости.
Расчет затрат на покупные изделия и полуфабрикаты.
При построении системы АСУТП У-07,08 используются готовые к работе модули
и приборы, перечень которых приведен в таблице 5.1, их общая стоимость
определяется по формуле:
 ;(5.1)
;(5.1)
где
 - затраты на покупные изделия и полуфабрикаты, рубли;
- затраты на покупные изделия и полуфабрикаты, рубли;
Nj - норма
расхода j-го комплектующего изделия, полуфабриката, штуки;
Цj -
цена единицы j-го комплектующего изделия, полуфабриката,
рубли/штуки;
j =1..m -
перечень покупных изделий и полуфабрикатов на единицу изделия.
Таблица 5.1 - Перечень комплектующих системы АСУТП У-07,08
Наименование
изделия Кол-во, шт ( )Стоимость,
)Стоимость,
|
руб
|
|
|
|
1
|
2
|
3
|
|
Консоль АРМа
оператора/инженера РСУ с промышленным компьютером
|
2
|
74252
|
|
Монитор LCD 20”
|
2
|
34339
|
|
Лицензия на ПО
|
1
|
165 971
|
|
Коммутатор
|
2
|
32637
|
|
Управляющий процессор FCP270
|
2
|
176601
|
|
Оборудование для
подключения FCP
|
2
|
26625
|
|
Оптоволокно 50 метров
|
1
|
1444
|
|
Лицензия на ПО процессора
|
1
|
140094
|
|
Модуль FBM 217
|
4
|
38983
|
|
Модуль FBM 242
|
6
|
84882
|
|
Модуль FBM 211
|
6
|
40093
|
|
Модуль FBM 237
|
2
|
40093
|
|
Модуль FBM 233
|
2
|
17544
|
|
Шкаф Rittal
для размещения модулей
|
1
|
23065
|
|
Плата для размещения 2 FCP
|
1
|
3921
|
|
Плата для модулей FBM
(8 позиций)
|
2
|
8049
|
|
Плата для модулей FBM
(2 позиций)
|
2
|
4824
|
|
Терминаторы
|
4
|
2038
|
|
Кабель (соединение HID
с FBM)
|
16
|
38596
|
|
Барьер искрозащиты HID 2026
|
24
|
106218
|
|
Барьер искрозащиты HID 2062
|
22
|
113932
|
|
Барьер искрозащиты HID 2824
|
32
|
108050
|
|
Барьер искрозащиты HID 2034
|
8
|
40970
|
|
Барьер искрозащиты HID 2872
|
24
|
82069
|
|
Выходное реле
|
3
|
25335
|
|
8 посадочных мест для HID
|
16
|
79206
|
|
Блок питания для HID Quint 10
|
4
|
14473
|
|
Блок питания FBM
и FCP Lamda
|
2
|
17879
|
|
Дополнительное оборудование
|
1
|
109908
|
|
Контроллер Trident с ПО
|
1
|
341721
|
|
Модули ввода/вывода и
коммуникации
|
5
|
147343
|
|
Барьеры искрозащиты
|
22
|
189888
|
|
8 посадочных мест для HID
|
2
|
9881
|
|
Сумма:
|
2.340.924
|
|
Разработка алгоритмов
управления, мнемосхем процесса, написание контуров управления (два
программиста работают в течении полутора месяцев)  140.500 140.500
|
|
|
|
Обучение работников отдела
АСУ II очереди Оренбургского ГПЗ (инженера-электроника,
инженера-программиста)  1132.000 1132.000
|
|
|
Расчет затрат на заработную плату.
Затраты на сборочно-монтажные работы. Сборочную (40 часов) и монтажную
(60 часов) работу ведут один инженер-электроник II категории (оклад 9840 рублей в месяц) и два слесаря КИПиА
6-го разряда (оклад 7450 рублей в месяц).
Затраты на пуско-наладочные работы. Работу выполняют один слесарь КИПиА
6-го разряда, один инженер-электронщик II категории, инженер-программист I
категории (оклад 11400 рублей в месяц). Время пуско-наладочных работ 120 часов.
Основная заработная плата работников определяется по формуле:
 ;(5.2)
;(5.2)
где
 - основная заработная плата разработчика, руб;
- основная заработная плата разработчика, руб;
tпп -
трудоемкость, чел/ч;
Ом
- месячный оклад разработчика, руб.;
Др
- количество рабочих дней в месяце, дни;
Tp -
длительность рабочего дня, часы.
Тогда,
на сборочно-монтажные и пуско-наладочные работы основная заработанная плата
составит:



Дополнительная
заработная плата работников рассчитывается по формуле:
 ;(5.3)
;(5.3)
где
 - дополнительная заработная плата разработчика, руб.;
- дополнительная заработная плата разработчика, руб.;
Нд
- норматив дополнительной заработной платы, %.
Норма
дополнительной заработной платы для инженеров составляет 45%, для слесарей
КИПиА 18 %. Следовательно, дополнительная заработная плата составит:

Отчисления
на социальные нужды рассчитываются по формуле:
 ;(5.4)
;(5.4)
где Ссн - отчисления на социальные нужды, рубли;
Кр - районный коэффициент (15 %);
Нсн - норматив отчислений на социальные нужды (26,2 %), %,
Подставив значения в формулу 5.4, получим:

Затраты
на электроэнергию при проведении пуско-наладочных работ составят:
 ;(5.5)
;(5.5)
где Сэл - затраты на электроэнергию на технологические цели, рубли;
Цэл - тариф на электроэнергию (2.15 руб/кВт×ч), руб/кВт×ч;
Мi - потребляемая мощность i-го вида оборудования (1.3 кВт
наладка оборудования производится поочередно для каждой установки), кВт;
tдФ -
действительный фонд времени (120 ч), машино-часы.
Следовательно, затраты на электроэнергию составят:

Сметная стоимость рассчитывается по формуле:
 ;(5.6)
;(5.6)
где
 - сметная стоимость, руб.
- сметная стоимость, руб.
Таким
образом, сметная стоимость (капитальные затраты) на внедрение системы АСУТП У-07,08,
будет составлять:

Согласно
Общероссийскому классификатору основных фондов предлагаемую систему АСУТП можно
отнести к категории оборудования для контроля технологических процессов
(четвертая группа со сроком использования свыше 5 лет до 7 лет включительно),
следовательно, амортизационные отчисления  составят
367 490 рублей в год.
составят
367 490 рублей в год.
=
5.1.2 Расчет годовых издержек ГПЗ при эксплуатации предлагаемой
АСУТП
Расчет годовых эксплуатационных издержек предприятия проводится методом
прямого счета по формуле:
 ;(5.7)
;(5.7)
где
 - годовые текущие издержки потребителя, руб.;
- годовые текущие издержки потребителя, руб.;
 -
заработная плата обслуживающего персонала, руб.;
-
заработная плата обслуживающего персонала, руб.;
 - затраты
на ремонт, руб;
- затраты
на ремонт, руб;
 -
затраты на потребляемую электроэнергию, руб.;
-
затраты на потребляемую электроэнергию, руб.;
 -
накладные расходы, руб.;
-
накладные расходы, руб.;
 - прочие
расходы, руб.
- прочие
расходы, руб.
За
оборудованием на двух установках планируется закрепить двух прибористов (оклад
7690 руб.), работающих по 7.2 часа в сутки 5 дней в неделю и двух
операторов-технологов (оклад 9780 руб.), работающих по 5-ти сменному рабочему
графику вахтой. Инженер-электроник I категории (оклад 11650 руб.) и
инженер-программист II категории (оклад 9430 руб.) обслуживают оборудование
в моменты плановой остановки установок (за исключением в не штатных ситуаций
связанных с отказом оборудования АСУТП, но с учетом высокой надежности
проектируемой системы время простоя установок по причине неисправности системы
АСУТП сведено к минимуму), что составляет около 80 часов в год. Технологическое
оборудование не входит в состав АСУТП, поэтому машинисты, в рамках дипломного проекта,
не рассматриваются в качестве обслуживающего персонала.
Заработная
плата обслуживающего персонала определяется по формуле:
 ;(5.8)
;(5.8)
где Чобс - численность обслуживающего персонала, чел.;
tобс -
время затрачиваемое на обслуживание, ч/год;
Нсн - норматив отчислений на социальные нужды;
НД - норматив отчислений на дополнительную заработную плату;
Sч -
часовая тарифная ставка, руб/час.
С учетом начисления оплаты труда в виде должностных окладов получим:



Накладные
расходы рассчитываются по формуле:
 ;(5.9)
;(5.9)
где Нр - норматив накладных расходов (10 %), %.
Подставив значения в формулу (5.9) получим:
 .
.
Затраты
на потребляемую электроэнергию рассчитываются по формуле:
 ;(5.10)
;(5.10)
где Цэл - тариф на электроэнергию (2.15 руб/кВт×ч), руб/кВт×ч;
Мi - потребляемая мощность i-го вида оборудования, кВт;
tдФ -
действительный фонд времени (358 дней), машино-часы.
Подставив значения в формулу 5.10, получим:

Затраты
на ремонт оборудования рассчитываются по формуле:
 ;(5.11)
;(5.11)
где НРУ - норматив затрат на ремонт (1.5 %), %.

Прочие
расходы рассчитываются по формуле:
 ;(5.12)
;(5.12)
где Нр - норматив накладных расходов (5 %), %.
Подставив значения в формулу (5.12) получим:

Подставив
полученные значения в формулу (5.7) получим:

Годовые
приведенные затраты потребителя рассчитываются по формуле:
 ;(5.13)
;(5.13)
где
 - годовые приведенные затраты потребителя, руб;
- годовые приведенные затраты потребителя, руб;
 -
коэффициент реновации устройства (0.1296);
-
коэффициент реновации устройства (0.1296);
 - норматив
эффективности капитальных вложений (0.39).
- норматив
эффективности капитальных вложений (0.39).
Подставив
полученные значения в формулу 5.8 получим:

Рассчитанные значения экономических характеристик предлагаемой АСУТП
сведем в таблицу 5.2.
Таблица 5.2 - Затраты на предлагаемую АСУТП
|
Наименование затрат
|
Сумма, руб.
|
|
Сметная стоимость
|
2 572 432
|
|
Годовые эксплуатационные
издержки предприятия
|
2 256 005
|
|
из них амортизационные
отчисления, руб/год
|
367 490
|
|
Годовые приведенные затраты
предприятия
|
3 592 640
|
5.2 Экономические показатели существующей АСУТП
5.2.1 Расчет сметной стоимости существующей системы
Существующая система внедрена на производство в 1990 году. Средний срок
службы подобной системы 8 лет, т.е. оборудование не только морально, но и
физически устарело. Ниже следующие расчеты применимы для существующей системы
так, как если бы ее внедряли в настоящее время, с учетом цен на подобные
системы с аналогичными техническими характеристиками.
Расчет затрат на покупные изделия и полуфабрикаты.
Согласно формуле 5.1 и технической документации на существующую систему
АСУТП:

Расчет затрат на заработную плату.
Затраты на сборочно-монтажные работы. Сборочную (40 часов) и монтажную
(80 часов) работу ведут два инженера-электроника II категории (оклад 9840 рублей в месяц) и два слесаря КИПиА
6-го разряда (оклад 7450 рублей в месяц).
Затраты на пуско-наладочные работы. Работу выполняют два слесаря КИПиА
6-го разряда, один инженер-электронщик II категории, инженер-программист I
категории (оклад 11400 рублей в месяц). Время пуско-наладочных работ 120 часов.
Основная заработная плата работников определяется по формуле 5.2:



Дополнительная
заработная плата работников рассчитывается по формуле 5.3:

Отчисления
на социальные нужды рассчитываются по формуле 5.4:

Затраты
на электроэнергию при проведении пуско-наладочных работ составят, согласно
формуле 5.5:

Сметная стоимость рассчитывается по формуле 5.6:

Амортизационные отчисления составят 66 228 рублей в год.
=
5.1.2 Расчет годовых издержек ГПЗ при эксплуатации существующей
системы
В настоящий момент установки обслуживают два прибориста (оклад 7690 руб.)
и четыре оператора-технолога (оклад 9780 руб.), два из которых работают вахтой,
а два других по 7.2 часа в день пять дней в неделю (оклад 9180 руб.).
Инженер-электроник I категории (оклад
11650 руб.) и инженер-программист II категории (оклад 9430 руб.) обслуживают оборудование в моменты плановой
остановки установок, а так же участвуют в профилактическом обслуживании АСУТП,
что составляет около 320 часов в год.
С учетом начисления оплаты труда в виде должностных окладов получим:



Затраты
на потребляемую электроэнергию рассчитываются по формуле 5.10:

Затраты
на ремонт оборудования рассчитываются по формуле 5.11:

Накладные
расходы определяются по формуле 5.6:

Прочие
расходы рассчитываются по формуле 5.12:

Годовые
эксплуатационные издержки предприятия определяются по формуле 5.7:

Годовые
приведенные затраты потребителя рассчитываются согласно выражению 5.13:

Рассчитанные значения экономических характеристик существующей АСУТП
сведем в таблицу 5.3.
Таблица
5.3 - Затраты на существующую АСУТП
|
Наименование затрат
|
Сумма, руб.
|
|
Сметная стоимость
|
463 598
|
|
Годовые эксплуатационные
издержки предприятия
|
2 325 127
|
|
из них амортизационные
отчисления, руб/год
|
76 726
|
|
Годовые приведенные затраты
предприятия
|
2 566 012
|
5.3 Определение срока окупаемости предлагаемой АСУТП
Для дальнейшего анализа срока окупаемости внедряемой АСУТП необходимо
принять к сведению ниже следующее:
- существующая система автоматизированного управления устарела не только
физически, но и морально по сравнению с современными разработками
автоматизированных систем управления, причём серийного выпуска некоторого
оборудования для базовой системы промышленностью уже не производится;
- среднее время безотказной работы для управляющей функции
существующей системы составляет около 2503 часа (согласно статистике предыдущих
лет - в среднем, из-за отказов системы, в год случалось до семи остановов
установок) с вероятностью безотказной работы в течении года равной 0.7, а для
внедряемой - 34843 часов с вероятностью - 0.77;
- предлагаемая система автоматизированного управления
усовершенствует противоаварийную защиту объекта автоматизации учитывая
человеческий фактор, тем самым, сохраняя работоспособным дорогостоящее
оборудование и одновременно с этим, предотвращает вредные выбросы в окружающую
среду в виде загазованности воздуха в районе установок, так и выбросы в виде
сжигания на факеле.
В предыдущие годы было зафиксировано до 7 остановов установок в год из-за
неисправности системы управления, либо из-за алгоритма работы системы, который
не допускает возможности отступлений (хотя в свете складывающихся обстоятельств
такое отступление необходимо).
Каждая
установка Клауса на II очереди Оренбургского ГПЗ способна выдавать до  отходящих газов в коллектор У-07,08. В случае
останова одной из установок доочистки и при отсутствии возможности разгрузки
установок Клауса путем перераспределения материальных потоков между I и III
очередью в печь дожига, а, следовательно, и в атмосферу будет попадать от
отходящих газов в коллектор У-07,08. В случае
останова одной из установок доочистки и при отсутствии возможности разгрузки
установок Клауса путем перераспределения материальных потоков между I и III
очередью в печь дожига, а, следовательно, и в атмосферу будет попадать от  (минимальная производительность установки Клауса) до отходящих газов.
(минимальная производительность установки Клауса) до отходящих газов.
На
выяснение причин останова (предполагаем, что останов вызван неисправностью
автоматики) и на ликвидацию этих причин по регламенту выделяется до 12 часов. В
течении этого времени установка не будет производить продукцию - серу (в
настоящее время Оренбургский ГПЗ продает серу по 350 рублей за тонну).
Ликвидируют
неисправность автоматики инженер-электроник I категории
(оклад 11650 руб.), инженер-программист II категории
(оклад 9430 руб.) и приборист отдела АСУ (оклад 7200 руб.).



Разница между годовыми эксплуатационными издержками предприятия
существующей и предлагаемой системой - ~40 000 руб.
За
время останова установки не извлекут до 35 тонн серы (с учетом времени выхода
на режим), что за 7 остановов составит 245 тонн серы в год стоимостью 
Предположим,
что в среднем при остановах в атмосферу выбрасывается  отходящих газов. Тогда с учетом суммы штрафа за
превышения предельно-допустимых выбросов получим, при самых пессимистичных
прогнозах, штраф около 8000 рублей (хотя в большинстве случаев штраф гасит
начальник установки).
отходящих газов. Тогда с учетом суммы штрафа за
превышения предельно-допустимых выбросов получим, при самых пессимистичных
прогнозах, штраф около 8000 рублей (хотя в большинстве случаев штраф гасит
начальник установки).
Согласно
данным из различных источников (использовались данные исследовательской группы EMERSON process management) номинальная ценность
при использовании распределенных систем управления (Distributed Control System)
лежит в границах от 0.5 % до 5 % от производительности производства, это
связано, прежде всего, с более точным управлением материальными потоками.
Предположим, что предлагаемая система позволит повысить производительность на
2,75 % от номинальной, что в денежном эквиваленте составит:
 ;(5.14)
;(5.14)
где
 - число установок, шт;
- число установок, шт;
 -
номинальная производительность установки, т/г;
-
номинальная производительность установки, т/г;
 - цена
серы, руб.
- цена
серы, руб.
Подставляя
данные в формулу 5.14 получаем:

Эту цифру можно использовать как потери при эксплуатации существующей
системы.
Просуммировав все затраты и потери получим:

Данные
потери вычитаются из прибыли предприятия, поэтому можем считать сокращение
потерь при переходе на предлагаемую систему АСУТП экономическим эффектом.
Таким
образом, срок окупаемости предлагаемой системы будет ориентировочно равен:

Результаты
расчетов можно свести в таблицу 5.4, которая также представлена на плакате № 7
????
Таблица 5.4 - Сравнение экономических показателей систем
Заключение
Данный дипломный проект был посвящен разработке системы
автоматизированного управления технологическим процессом доочистки отходящих
газов на II очереди Оренбургского
газоперерабатывающего завода. Было предложено решение по повышению
эффективности переработки газового сырья, снижению вредных выбросов в атмосферу
путем модернизации системы управления технологическим процессом.
В ходе разработки проекта были выполнены следующие этапы разработки:
- определены исходные данные;
- произведено проектирование АСУТП;
- осуществлена реализация составляющих САУ.
В рамках проектирования, реализации и апробирования составляющих
элементов системы автоматизированного управления получены следующие результаты:
- определена структура и функционирование программно-технического комплекса
САУ;
- произведен анализ технологии доочистки отходящих газов с позиции
автоматизации технологических производств;
- осуществлен подбор компонентов ПТК для реализации САУ, включающий;
- разработаны составляющие системы автоматизированного управления.
Внедрение разработанной системы автоматизированного управления позволит:
- использовать для управления информацию, по объему значительно
превосходящую знания отдельного оператора;
- оперативно и точно изменять программу управления в
соответствии с изменениями технологии;
- повысить производительность оборудования за счет исключения
операций ручного управления;
- осуществлять логико-программное управление процессами,
которыми человек управлять точно и своевременно не может из-за относительно
медленной реакции на изменение хода процесса;
- резко сократить количество ошибок оперативного персонала и
аварий по причине персонала.
Список использованных источников
1 ГОСТ
2.104-68. ЕСКД. Основные надписи.
2 ГОСТ
2.105-95. ЕСКД. Общие требования к текстовым документам.
ГОСТ
2.106-68. ЕСКД. Текстовые документы.
ГОСТ
2.304-81. ЕСКД. Шрифты чертежные.
ГОСТ
2.701-84. ЕСКД. Схемы. Виды и типы. Общие требования к выполнению.
ГОСТ
12.0.003-74. Опасные и вредные производственные факторы.
ГОСТ
19.701-90. Схемы алгоритмов, программ, данных и систем. Обозначения условные и
правила выполнения.
ГОСТ
27.002-83. Надежность в технике. Термины и определения.
ГОСТ
12.1.004-91 ССБТ «Пожарная безопасность. Общие требования».
ГОСТ
12.4.009-83 ССБТ «Пожарная техника для защиты объектов. Основные виды,
размещение и обслуживание».
РТМ
25.445-81, справочник «Надежность изделий электронной техники для устройств
народно-хозяйственного значения», ВНИИЭ, 1987 г.
12 Бусыгина
Н.В., Бусыгин И.Г. Технология переработки природного газа и газового
конденсата. - Оренбург: ИПК «Газпромпечать», 2002.
13 Дипломное
проектирование. Учебное пособие/под ред. д.т.н., проф. В.И. Лачина. -
Ростов-н/Д: «Феникс», 2003.
14 Клюев
А.С. и др. Проектирование систем автоматизации технологических процессов. - М.:
Энергоатомиздат, 1990.
15 Мееров
М.В., Дианов В.Г., Теория автоматического регулирования и авторегуляторы. - М:
«Государственное научно-техническое издательство нефтяной и горно-топливной
литературы», 1963.
16 Немцов
М.В., Светлакова И.И., Электротехника /Серия «Учебники, учебные пособия». -
Ростов-н/Д: «Феникс», 2004.
Олссон
Г., Пиани Д., Цифровые системы автоматизации и управления. Третье издание. -
СПб.: «Невский Диалект», 2001.
Правила
устройства электроустановок. Шестое издание, переработанное и дополненное. М.:
«Энергоатомиздат», 1985.
19 Технологический
регламент ТР 2-23-98 на эксплуатацию склада хранения сжиженных углеводородов.
20 Флоренцев
С., Современное состояние и прогноз развития приборов силовой электроники
//Современные технологии автоматизации. 2004. - №2. - С.20-30.
Промышленная
безопасность на газоперерабатывающих производствах. Сборник документов. Выпуск
1. М.: 2001.
22 Сборник
инструкций по охране труда газоперерабатывающего завода - Оренбург: ИПК
«Газпромпечать», 2003.
23 Временные
методические указания по определению коммерческой эффективности новой техники в
ОАО «Газпром». М.: 2001.
24 FoxDoc
I/A Series фирмы Foxboro, 2004.