Разработка технологии получения композиционных материалов на основе фторопласта и фторсодержащей резины для сердечнососудистой хирургии
Федеральное
государственное бюджетное образовательное учреждение высшего профессионального
образования
Саратовский
государственный технический университет
имени
Гагарина Ю. А.
Факультет:
Физико-технический
Специальность:
Биотехнические и медицинские аппараты и системы
Кафедра:
Биотехнические и медицинские аппараты и системы
ДИПЛОМНЫЙ
ПРОЕКТ
«Разработка
технологии получения композиционных материалов на основе фторопласта и
фторсодержащей резины для сердечнососудистой хирургии»
Выполнил
студент группы БМА-51, Буткова А.А.
руководитель
работы
д.т.н.,
профессор Пичхидзе С.Я.
Консультант
по экономической части
к.э.н.,
доцент ______________________________________ Подсумкова Л.А.
Консультант
по безопасности технического процесса
к.т.н.,
доцент _________________________________________Козлитин А.М.
Консультант
по экологичности технического процесса
к.х.н.,
доцент ____________________________________________Серова Л.А.
Зав.
кафедрой д.т.н., профессор ________________ Лясникова А.В.
Саратов 2014
Федеральное
государственное бюджетное образовательное учреждение высшего профессионального
образования
«Саратовский
государственный технический университет
имени
Гагарина Ю.А.»
Кафедра:
Биотехнические и медицинские аппараты и системы
УТВЕРЖДАЮ
Зав. кафедрой, д.т.н., проф.
__________А.В. Лясникова
ЗАДАНИЕ
НА
ДИПЛОМНЫЙ ПРОЕКТ
студенту учебной группы
«Биотехнические и медицинские аппараты и
системы»
Физико-технического факультета
Бутковой Ажар Аллабердыевны
. Тема проекта: разработка технологии
композиционных материалов на основе фторопласта и фторсодержащей резины для
сердечнососудистой хирургии(утверждена на заседании кафедры БМА, протокол № от
февраля 2014 г.)
Начало работы 2014
г.
Представление законченной работы 18 июня
2014г.
Дата защиты 25
июня 2014 г.
Оценка защиты ________________________________
(Вениг С.Б)
1. Целевая установка и исходные данные:
(модернизированная установка УрМ3.279.028) модернизация устройства для
нанесения алюминия на фторсодержащую резину и ПТФЭ, повышение эффективности
использования устройства, а также автоматизации нанесения напыления на
искусственный клапан сердца.
. Содержание расчетно-пояснительной
записки
|
Номера
п.п.
|
Наименование
разделов, их содержание
|
Консультанты
|
|
1.
2.
|
Введение
Общая часть
|
Пичхидзе
С.Я. Пичхидзе С.Я.
|
|
3.
4. 5. 6. 7. 8. 9. 10. 11.
|
Конструкторская
часть Технологическая часть Научно-исследовательская часть
Организационно-экономическая часть Безопасность устройства Экологичность
технического устройства Заключение Список использованных источников
Приложения
|
Нечаев
Г.Г. Мельникова И.П. Пичхидзе С.Я. Подсумкова Л.А. Козлитин А.М. Серова Л.А.
|
3. Перечень графических материалов
|
Номера
п.п.
|
Наименование
чертежей, подлежащих разработке
|
Формат,
количество
|
|
1.
|
Искусственный
сердечный клапан (Сборочный прототип)
|
А3,
1 лист
|
|
2.
|
Первая
створка ИКС (прототип)
|
А4,
1 лист
|
|
3.
|
Вторая
створка ИКС (прототип)
|
А4,
1 лист
|
|
4.
|
Основа
ИКС (прототип)
|
А4,
1 лист
|
|
5.
|
Ось
ИКС (прототип)
|
А4,
1 лист
|
|
6.
|
Сшивное
кольцо ИКС (прототип)
|
А4,
1лист
|
|
7.
|
Искусственный
сердечный клапан
|
А3,
1 лист
|
|
8.
|
Первая
створка ИКС
|
А4,
1 лист
|
|
9.
|
Вторая
створка ИКС
|
А4,
1 лист
|
|
10.
|
Основа
ИКС
|
А4,
1 лист
|
|
11.
|
Ось
ИКС
|
А4,
1 лист
|
|
12.
|
Сшивное
кольцо ИКС
|
А4,
1 лист
|
|
13.
|
Общий
вид установки УРМ
|
А3,
1 лист
|
|
14.
|
Функциональная
схема УРМ
|
А3,
1 лист
|
|
15.
|
Схема
пневмоприводная высоковакуумная
|
А3,
1 лист
|
|
16.
|
Схема
системы водоснабжения
|
A3,
1 лист
|
|
17.
|
Измененный
общий вид установки УРМ
|
А3,
1 лист
|
|
18.
|
Кронштейн
для УРМ
|
А4,
1 лист
|
|
19.
|
Операционные
эскизы к технологическому процессу изготовления ИКС
|
А2,
1 лист
|
Основная рекомендуемая литература
1. Анурьев В. И. Справочник
конструктора-машиностроителя, Т3 М.: Машиностроение, 2001
2. Схерладзе А.Г. Технологические процессы
в машиностроении. М.: ВШ 2002
. Схерладзе А.Г., Новиков В.Ю.
Технологическое оборудование машиностроительных производств. М.: ВШ 2002
. Лясникова А.В., Таран В.М., Дударева
О.А. Адаптивная система управления процессом плазменного напыления покрытий /
5. 5.
. А.В. Лясникова, В.М. Таран, О.А.
Дударева // Вестник Саратовского государственного технического университета. -
2011. - № 1 (53). - С. 152-161
. ГОСТ 26997-2003 Клапаны сердца
искусственные //Дата введения 2004-01-01
. Орловский П.И, Гриценко В.В., Юхнев
А.Д, Евдокимов С.В, Гавриленко В.И. Искусственные клапаны сердца. М: 2007
. Сварка в машиностроении: Справочник. В
4-х т. / редкол.: Г.А.Николаев (пред.) и др. М.: Машиностроение, 1979. - Т.З /
Под ред. В.А.Винокурова. - 1979, 567 с.
. Кречмар Д. Напыление металлов, керамики
и пластмасс / Пер. с немец. М.: Машиностроение, 1966. - 432 с.
. Использование подслоев для повышения
прочности с основанием плазменных антифрикционных покрытий / Г.В.Земсков,
Ю.П.Ко-вальчук, С.Ю.Шаривкер и др. Порошковая металлургия, 1973, В 12, с.24-27.
. Елютин В.П., Костиков В.И., Шесгерин
10.А. О механизме сцепления плазменных покрытий с подложкой. Физика и химия
обработки материалов, 1969, Л 3, с.46-49.
. Никифоров Г.Д., Привезенцёв В.И.
Формирование слоя при напылении тугоплавких материалов. Физика и химия
обработки материалов, 1969, JS I, с.86.
Руководитель проекта
д.т.н., профессор каф. БМА
Пичхидзе Сергей Яковлевич ________________
Задание принял к исполнению «__» ________2014 г.
Студентка_____________А.А.Буткова
УТВЕРЖДАЮ
руководитель работы
д.т.н., профессор ____________С.Я. Пичхидзе
«_____»_____________________________2014г.
К заданию
на дипломный проект
КАЛЕНДАРНЫЙ ГРАФИК
РАБОТЫ НАД ДИПЛОМНЫМ ПРОЕКТОМ
|
№
п.п.
|
разделы,
темы работы, их содержание
|
Выполнение
|
Отметка
руководителя о выполнении
|
|
|
по
плану
|
фактически
|
|
|
|
дата
|
объем,
%
|
дата
|
объем,
%
|
|
|
1
|
Введение,
аналитический обзор, разработка ТЗ
|
18.04.14
|
10
|
18.04.14
|
10
|
|
|
2
|
Технологическая
часть: технологические характеристики детали и производства; выбор заготовки
и разработка технологического маршрута
|
29.04.14
|
30
|
29.04.14
|
15
|
|
|
3
|
Конструкторская
часть: модернизация установки и разработка технологического процесса; расчет
и проектирование основных частей установки
|
13.05.14
|
70
|
13.05.14
|
55
|
|
|
4
|
Научно-исследовательская
часть
|
27.05.14
|
90
|
27.05.14
|
75
|
|
|
5
|
Безопасность,
экологичность и организационно - экономическая часть
|
10.06.14
|
100
|
10.06.14
|
95
|
|
|
6
|
Окончательное
оформление проекта и представление его на подпись. Подготовка к защите
проекта
|
18.06.14
|
100
|
18.06.14
|
100
|
|
|
7
|
Защита
дипломной работы
|
25.06.14
|
100
|
17.05.13
|
100
|
|
Студентка ______________ А.А. Буткова «____»_____________
2014 г.
АННОТАЦИЯ
Дипломный проект выполнен в текстовом редакторе
MicrosoftWord 2010, количество страниц 116, формул 67, таблиц 9, рисунков 55.
Графическая часть содержит 7 чертежей А1, 1 технологический плакат, 1 плакат с
результатами исследовательской работы и выполнена с помощью программы
автоматизированного проектирования «Компас-3D V13».
Цель дипломного проектирования - модернизация
устройства для нанесения алюминия на фторсодержащую резину и ПТФЭ, повышение
эффективности использования устройства, а также автоматизации нанесения
напыления на искусственный клапан сердца.
разработка функциональной схемы вакуумной
установки;
- разработка конструкции ИКС;
- модернизация установки ;
- оптимизация условия напыления
- провести исследование конструкции
протеза ИКС на прочность, и долговечность.
Выполнен анализ безопасности и экологичности
установки. Модернизация установки привела к снижению трудоемкости изготовления,
повышению производительности, снижению энергопотребления.
Ключевые слова: искусственный клапан сердца,
Установка вакуумного напыления, алюминий, фторопласт.
ABSTRACT
The degree project is made in the
text editor Microsoft Word 2010. There are 128 pages, 46 formulas, tables 10,
28 figures. The graphic part contains 10 drawings of A4, 1 technological
poster, 1 poster with the results of the research work, and is executed by
means of the automated design program "Kompas- 3D V13".aim of degree
design - 4. The objective of the graduate design is - upgrading the application
device for aluminum fluoride rubber and PTFE, more efficient use are of the
device, as well as automation application deposition on an artificial heart
valve.of functional circuits vacuum installation;
Development of design X;
development of the
sprayingproredure;analysis of safety and environmental settings. Modernization
has reduced the complexity of manufacturing, increasea productivity, reduce a
energy consumption.: artificial heart valve, vacuum coaters, aluminum, Teflon.
СОДЕРЖАНИЕ
ЗАДАНИЕ НА ДИПЛОМНОЕ ПРОЕКТИРОВАНИЕ
АННОТАЦИЯ
ВВЕДЕНИЕ
. Аналитический обзор
.1Строение и основные характеристики
сердца
.2 Описание и классификация клапанов
сердца
.3 Типы механических клапанов сердца
.4 Материалы, применяемые в
конструкции искусственных клапанов сердца
.5 Патентный обзор
. Термическое вакуумное напыление
.1 Сущность вакуумного напыления
.2 Методы нанесения вакуумных
покрытий
.3 Этапы термического напыления в
вакууме
. Конструкторская часть
.1 Конструкция прототипа клапана
сердца
.2 Разработанная конструкция клапана
сердца
.3 Конструкция прототипа установки
УРМ3.0279.028
.5 Разработка системы контроля
температуры
. Расчет части конструкции протеза
на прочность
.Разработка маршрутной технологии
. Экспериментальная часть
.1 Прочность при расслоении
фторсодержащей резины и политетрафторэтилена
.2 Спектральные характеристики
взаимодействия фторсодержащей резины и алюминия
.3 Модификация поверхности
фторсодержащей резины
.4 Разработка конструкции протеза
клапана сердца
. Правила безопасной работы на
установки вакуумного напыления
.1 Анализ опасных и вредных факторов
на участке вакуумного напыления
.2 Обеспечение электробезопасности в
помещении для работы с установкой для вакуумного напыления
.3 Меры защиты от воздействия
электрическим током
.4 Разработка мероприятий по устранению
или уменьшению воздействия опасных и вредных факторов при вакуумном напылении
.5 Организация рабочих мест в
помещении для вакуумного напыления
.6 Разработка освещения на участке
для вакуумного напыления
.7 Определение необходимой
освещенности
.8 Обеспечение оптимальных
температурных условий
. Экологическая экспертиза установки
для вакуумного напыления
.1 Основные понятия
.2 Воздействие установки вакуумного
напыления на окружающую среду
.2 Характеристики загрязнителей от
устройства вакуумного напыления
.3 Физические загрязнители
.4 Расчёт экологического риска
.5 Мероприятия, направленные на
снижение уровня химического, физического и биологического загрязнения
. Организационно-экономическая часть
изготовления искусственного сердечного клапана
ЗАКЛЮЧЕНИЕ
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
ВВЕДЕНИЕ
Сердце работает на протяжении всей жизни
человека. На сегодняшний день в кардиохирургии используются механические и
биологические искусственные клапаны сердца. И те, и другие имеют свои
характерные особенности, преимущества и, к сожалению, не лишены недостатков.
Оно перекачивает около 5-6 литров крови в
минуту. Этот объем увеличивается, когда человек двигается, физически
напрягается, и уменьшается во время отдыха.
Митральный (двустворчатый) клапан располагается
между левыми предсердием и желудочком и состоит из двух створок. Когда он
открыт, кровь поступает через атриовентрикулярное отверстие в левый желудочек
из левого предсердия.
Показанием к выполнению протезирования
митрального клапана служит тяжёлое его поражение при условии, что эффективную
комиссуротомию (то есть рассечение спаек между лепестками клапана сердца) по
каким-либо причинам выполнить невозможно. Патологические изменения створок в
виде сморщивания их самих и сухожильных нитей могут быть вызваны, например,
ревматическим кардитом. В большинстве случаев протезирование митрального
клапана осуществляют при развитии его выраженной недостаточности, грубом
кальцинозе или выраженной степени фиброза створок.
За это время имплантировано свыше 60 000
клапанов в более чем 50 кардиоцентрах россии и странах бывшего Советского
Союза. Среди общего количества имплантируемых в россии протезах клапанов
сердца, включая биологические протезы, доля клапанов составляет более 60%.
Клиническая оценка клапанов проводилась многочисленными исследователями из
различных кардиоцентров.
Тонкие пленки, наносимые в вакууме, широко
применяются в производстве дискретных полупроводниковых приборов и интегральных
микросхем (ИМС).
Получение высококачественных и воспроизводимых
по электрофизическим параметрам тонкопленочных слоев является одним из
важнейших технологических процессов формирования структур как дискретных диодов
и транзисторов, так и активных и пассивных элементов ИМС.
Таким образом, от совершенства технологических
процессов нанесения тонких пленок в значительной степени зависят надежность и
качество изделий микроэлектроники, технический уровень и экономические
показатели их производства.
Тонкопленочная технология базируется на сложных
физико-химических процессах и применении различных металлов и диэлектриков.
Так, тонкопленочные резисторы, электроды конденсаторов и межсоединения
выполняют осаждением металлических пленок, а межслойную изоляцию и защитные
покрытия - диэлектрических.
Важным этапом является контроль параметров
тонких пленок (скорости их нанесения, толщины и ее равномерности,
поверхностного сопротивления), который проводится с помощью специальных
приборов, как при выполнении отдельных технологических операций, так и по
завершении всего процесса.
Методы ионно-плазменного и магнетронного
напыления находят широкое применение в современной микроэлектронике. Высокие
скорости напыления и энергия падающих на подложку атомов в процессе напыления
позволяют использовать эти методы для получения пленок различного состава и
структуры, и, в частности, для низкотемпературной эпитаксии.
В настоящее время исследованиям в данной области
уделяется значительный интерес.
1. Аналитический обзор
.1 Строение и основные
характеристики сердца
Анатомически сердце это мышечный орган. размер
его небольшой, примерно с размер сжатого кулака.
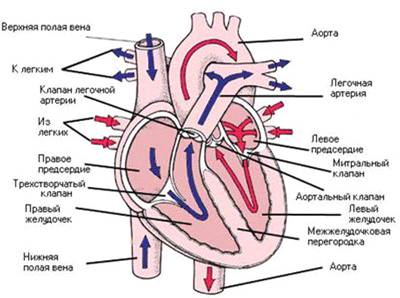
Рисунок 1- Сердце
Можно сказать, что сердце - это мышечный насос,
который обеспечивает беспрерывное движение крови по сосудам. Вместе сердце и
сосуды составляют сердечно-сосудистую систему. Эта система состоит из большого
и малого кругов кровообращения. Из левых отделов сердца кровь сначала движется
по аорте, затем по крупным и мелким артериям, артериолам, капиллярам. В
капиллярах кислород и другие необходимые организму вещества поступают в органы
и ткани, а оттуда выводятся углекислый газ, продукты обмена. После этого кровь
из артериальной превращается в венозную и опять начинает движение к сердцу.
Сначала по венулам, затем по более мелким и крупным венам. Через нижнюю и верхнюю
полые вены кровь снова попадает в сердце, только уже в правое предсердие.
Образуется большой круг кровообращения. Венозная кровь из правых отделов сердца
по легочным артериям направляется в легкие, где обогащается кислородом и снова
возвращается в сердце.
Внутри сердце разделено перегородками на четыре
камеры. Два предсердия разделены межпредсердной перегородкой на левое и правое
предсердия. Левый и правый желудочки сердца разделены межжелудочковой
перегородкой. В норме левые и правые отделы сердца абсолютно раздельны. У
предсердий и желудочков разные функции. В предсердиях накапливается кровь,
поступающая в сердце. Когда объем этой крови достаточен, она проталкивается в
желудочки. А желудочки проталкивают кровь в артерии, по которым она движется по
всему организму. Желудочкам приходится выполнять более тяжелую работу, поэтому
мышечный слой в желудочках значительно толще, чем в предсердиях. Предсердия и
желудочки с каждой стороны сердца соединяются предсердно-желудочковым
отверстием. Кровь через сердце движется только в одном направлении. По большому
кругу кровообращения из левой части сердца (левого предсердия и левого
желудочка) в правую, а по малому из правой в левую.
Правильное направление обеспечивает клапанный
аппарат сердца: трехстворчатый; легочный; митральный; аортальный клапаны. Они
открываются в нужный момент и закрываются, препятствуя кровотоку в обратном
направлении.
Трехстворчатый клапан
Он расположен между правым предсердием и правым
желудочком. Он состоит из трех створок. Если клапан открыт, кровь переходит из
правого предсердия в правый желудочек. Когда желудочек наполняется, мышца его
сокращается и под действием давления крови клапан закрывается, препятствуя
обратному току крови в предсердие.
Легочный клапан
При закрытом трехстворчатом клапане выход крови
в правом желудочке возможен только через легочной ствол в легочные артерии.
Легочный клапан расположен на входе в легочный ствол. Он открывается под
давлением крови при сокращении правого желудочка, кровь поступает в легочные
артерии, затем под действием обратного тока крови при расслаблении правого
желудочка он закрывается, препятствуя обратному поступлению крови из легочного
ствола в правый желудочек.
Двустворчатый или митральный клапан
Находится между левым предсердием и левым
желудочком. Состоит из двух створок. Если он открыт, кровь поступает из левого
предсердия в левый желудочек, при сокращении левого желудочка он закрывается,
препятствуя обратному току крови.
Аортальный клапан
Закрывает вход в аорту. Тоже состоит из трех
створок, которые имеют вид полулуний. Открывается при сокращении левого
желудочка. При этом кровь поступает в аорту. При расслаблении левого желудочка,
закрывается. Таким образом, венозная кровь (бедная кислородом) из верхней и
нижней полой вен попадает в правое предсердие. При сокращении правого
предсердия через трехстворчатый клапан она продвигается в правый желудочек.
Сокращаясь, правый желудочек выбрасывает кровь через легочной клапан в легочные
артерии (малый круг кровообращения). Обогащаясь кислородом в легких кровь
превращается в артериальную и по легочным венам продвигается в левое
предсердие, затем в левый желудочек. При сокращении левого желудочка
артериальная кровь через аортальный клапан под большим давлением попадает в
аорту и разносится по всему организму (большой круг кровообращения).
Сердечная мышца - миокард. Выделяют
сократительный и проводящий миокард. Сократительный миокард - это собственно
мышца, которая сокращается и производит работу сердца. Для того чтобы сердце
могло сокращаться в определенном ритме, оно имеет уникальную проводящую
систему. Электрический импульс для сокращения сердечной мышцы возникает в
синоатриальном узле, который находится в верхней части правого предсердия и
распространяется по проводящей системе сердца, достигая каждого мышечного
волокна.
Механические клапаны сердца- это протезы,
которые служат для замены функции естественного клапана сердца человека. Сердце
человека имеет четыре клапана: трехстворчатый, митральный, пульмональный и
аортальный. Предназначение клапанов сердца - обеспечить беспрепятственный ток
крови через сердце по малому и большому кругу кровообращения к органам и
тканям. В результате различные патологические процессы, как приобретенные, так
и врожденные, могут вызывать нарушение работы клапанов (одного или нескольких),
что проявляется стенозом клапана или его недостаточностью. Оба этих процесса
могут привести к постепенному развитию сердечной недостаточности. Механические
клапаны сердца предназначены для замены пораженного клапана протезом, чтобы
восстановить его функцию и тем самым восстановить адекватную работу сердца[2].
1.2 Описание и
классификация клапанов сердца
Искусственные клапаны сердца
В настоящее время имеется два основных типа
искусственных клапанов сердца: механические и биологические, которые имеют свои
особенности, преимущества и недостатки.
· Механические клапаны сердца
o Чрескожная имплантация
§ Со стентом
§ Без стента
o Имплантация путем
стернотомии/торакотомии
§ Шариковые с каркасом
§ Наклонный диск
§ Двустворчатые
§ Трехстворчатые
· Биологические клапаны сердца
o Аллотрансплантат/изотрансплантат
o Ксенотрансплантат
Существует два основных типа клапанов, которые
могут применяться для замены аортального клапана - механические и тканевые
клапаны. Современные механические клапаны имеют значительный срок службы (он
эквивалентен более 50 тысячам лет в тесте на ускоренную изношенность клапана).
Однако, современные механические клапаны сердца практически все требуют
пожизненное применение антикоагулянтов - препаратов, разжижающих кровь,
например, варфарин, а также ежемесячный контроль крови. Антикоагулянты
предназначены для профилактики образования тромбов в полости сердца. Тканевые
клепаны, напротив, не требуют применения антикоагулянтов благодаря улучшенным
гемодинамическим свойствам, в результате которых отмечается гораздо меньшее
повреждение эритроцитов и меньший риск возникновения тромбов. Однако, их
основным недостатком является ограниченный срок службы. Традиционные тканевые
клапаны, сделанные из ткани клапанов сердца свиньи, служат, примерно, в течение
15 лет, после чего требуется их замена (у молодых пациентов этот срок обычно
меньше).
.3 Типы
механических клапанов сердца
Существует три типа механических клапанов сердца
- шариковые, наклонный диск и двустворчатые - в различных модификациях.Первый
искусственный клапан сердца был шариковый, он состоит из металлического
каркаса, в котором заключен шарик из силиконового эластомера. Когда давление
крови в камере сердца превышает давление снаружи камеры, шарик выталкивается
против каркаса и дает течь току крови. По завершении сокращения сердечной мышцы
давление в камере снижается и становится ниже, чем за клапаном, поэтому шарик
движется в обратную сторону, закрывая проход крови из одной камеры сердца в
другую. В 1952 году Чарльз Хафнейджелимплоантировал шариковый клапан сердца
десяти пациентам (шесть из них выжило после операции), что означало первый
успешный опыт долгосрочного применения искусственных клапанов сердца. Подобный
же клапан был изобретен Майлз "Лоуэлл" Эдвардсом и Альбертом Старром
в 1960 году (в литературе он встречается под названием силастиковый шариковый
клапан). Первый имплантат клапана сердца у человека был сделан 21 сентября 1960
года. Он состоял из силиконового шарика, заключенного в каркас, созданный из
основания клапана. Шариковый клапан характеризуется высокой тенденцией к
образованию тромбов, поэтому такие пациенты вынуждены постоянно принимать
высокие дозы антикоагулянтов, обычно с показателями протромбинового времени в
пределах 2.5-3.5. Фирма "EdwardsLifesciences" прекратила производство
этих клапанов в 2007 году.
Рисунок 2 -Шариковый клапан
Вскоре были созданы дисковые клапаны сердца.
Первым доступным в клинике искусственным дисковым клапаном сердца был клапан
Бйорк-Шили, который с момента изобретения в 1969 году претерпел различные
значительные изменения. Дисковый клапан состоит из одного кругового обтуратора,
который регулируется металлической распоркой. Они производятся из
металлического кольца, покрытого пористымполитетрафторэтиленом, в котором
подшиты нити для удерживания клапана на месте. Металлическое кольцо с помощью
двух металлических опор, держит диск, который открывается и закрывается во
время выполнения сердца своей насосной функции. Сам диск такого клапана обычно
делается из чрезвычайно твердого углеродного материала (пиролитический
углерод), для того, чтобы клапан мог работать без изнашивания в течение многих
лет. В США наиболее популярной моделью дискового клапана сердца является модель
Medtronic-Hall. В некоторых моделях механических клапанов сердца диск разделен на
две части, которые открываются и закрываются как двери.

Рисунок 3 -Дисковый клапан сердца
. JudeMedical является лидером в производстве
двустворчатых клапанов (рис.3), который состоит из двух полукружных клапанов,
которые вращаются вокруг распорки, прикрепленной к основанию клапана. Этот
дизайн был предложен в 1979 году и, хотя, они помогали справиться с некоторыми
проблемами, которые отмечались с некоторыми клапанами, двустворчатые клапаны
подвержены наличию обратного тока крови (регургитации) и поэтому они не могут
считаться идеальными. Однако, двустворчатые клапаны обеспечивают более
естественный ток крови, по сравнению с шариковыми или дисковыми клапанами.
Одним из преимуществ этих клапанов является то, что они хорошо переносятся
пациентом. Таким пациентам требуется гораздо меньшая доза антикоагулянтов для
профилактики образования тромбов.

Рисунок 4 - Двустворчатый клапан
Двустворчатые клапаны имеют преимущество перед
другими в более эффективной площади открытия (2.4-3.2 см2 по сравнению с
1.5-2.1 у одностворчатых клапанов). Также, эти клапаны характеризуются гораздо
меньшей степенью образования клапанов.Механические клапаны сердца сегодня
являются наиболее надежными и заслуживающими доверия и позволяют пациенту жить
нормальной жизнью. Большинство механических клапанов служат минимум в течение
20 - 30 лет.
Долговечность
Механические клапаны сердца традиционно
считаются более долговечными, по сравнению с биопротезами. распорки и обтураторы
сделаны либо из пиролитического углерода, либо из пиролитического углерода,
покрытого титаном, а подшитое кольцо - из тефлона, полиэстера или дакрона.
Основная нагрузка возникает при трансвальвулярном давлении, которое возникает
во время и после закрытия клапана, и в случае структурных нарушений оно
является обычно результатом влияния обтуратора на компоненты
клапана.Изнашивание в результате ударов и трений указывает на износ материала в
механических клапанах. Изнашивание в результате ударов обычно возникает в
шарнирных механизмах двустворчатых клапанов, между обтуратором и кольцом в
дисковых клапанах и между шариком и каркасом в шариковых клапанах. Изнашивание
в результате трения возникает между обтуратором и распоркой в дисковых
клапанах, и между стержнями створок и полостями шарнира в двустворчатых
клапанах.Механические клапаны сердца, которые делаются из металла, также
восприимчивы к усталости ввиду нарушения кристаллической решетки металла, но
это не относится к клапанам из пиролитических углеродов, так как этот материал
по своей структуре не является кристаллической решеткой[3].
Гидравлика
Многие осложнения, связанные с механическими
клапанами сердца могут быть объяснены гидравликой. Например, образование тромба
является побочным эффектом врезающего воздействия, созданного формой клапанов.
Идеальный искусственный клапан в перспективе должен быть с минимальным
давлением на свои компоненты, характеризоваться минимальной регургитацией,
минимальной турбулентностью и не разделять ток крови в области клапана.
Воздействие на кровь
Одним из главных недостатков механических
клапанов сердца является то, что пациенты с такими клапанами вынуждены
постоянно принимать препараты, разжижающие кровь (антикоагулянты). Тромбы,
которые формируются в результате разрушения эритроцитов и тромбоцитов могут
блокировать просвет сосудов, что ведет к серьезным последствиям.Все модели
механических клапанов сердца подвержены образованию тромбов ввиду высокой
стрессовой активности, стагнации и разделения потока крови. Шариковый дизайн
клапана приводит к воздействию на стенки, что повреждает клетки, а также
разделению поток крови. Дисковый клапан также страдает разделением потока крови
за распоркой клапана и диском в результате сочетания быстрого и медленного
потоков. Двустворчатые клапаны характеризуются высокой стрессовой активностью,
а также протечкой и замедлением тока крови рядом с клапаном.В целом,
повреждение клеток крови отмечается как в митральном, так и аортальном
искусственных клапанах. Вальвулярный тромбоз характерен чаще всего для
искусственного митрального клапана. Шариковый клапан в этом плане наиболее
безопасен, так как риск образования тромбов ниже и это состояние возникает
постепенно. Двустворчатый клапан наиболее приспособлен к этой проблеме, чем
дисковый, так как если одна створка перестает работать, другая сохраняет свою
функцию. Так как механические клапаны сердца подвержены стрессовому
воздействию, пациентам требуется постоянный прием антикоагулянтов. Биопротезы
менее подвержены образованию тромбов, но учитывая их срок службы, они обычно
наиболее применимы у людей старше 55 лет. Механические клапаны сердца также
могут вызывать гемолитическую анемию и гемолиз эритроцитов, когда они проходят
через клапан.
Биологические клапаны

Рисунок 5 - Биологический клапан
Биологическое клапаны - это клапаны, которые
создаются из животных тканей, например, из ткани клапанов сердца свиньи, при
этом они проходят предварительно некоторую химическую обработку для того, чтобы
они были пригодны для имплантации в сердце человека. Все дело в том, что свиное
сердце больше других схоже с сердцем человека, и поэтому лучше всего подходит
для использования в замене клапанов сердца.
Имплантация свиных клапанов сердца - это тип
т.н. ксенотрансплантации. При этом имеется риск отторжения пересаженного
клапана. Для профилактики этого осложнения могут применяться определенные
препараты, но они не всегда эффективны. В другом типе биологических клапанов
применяется биологическая ткань, которая подшивается к металлическому каркасу.
Ткань для таких клапанов берется из бычьего или лошадиного перикарда. Ткань
перикарда очень подходит для клапанов ввиду своих чрезвычайных физических
свойств. Этот тип биологических клапанов очень эффективен для замены. Ткань для
таких клапанов стерилизуется, ввиду чего они перестают быть чужеродными для
организма, и реакции отторжения не отмечается. Такие клапаны гибкие и прочные,
и при этом пациенту не требуется принимать антикоагулянты.Биологические клапаны
сердца чаще всего применяются в США и странах ЕС, а механические - в странах
Азии и Латинской Америки[4].
.4 Материалы,
применяемые в конструкции искусственных клапанов сердца
Биосовместимость - это способность материала
действовать, вызывая адекватную реакцию со стороны организма в каждом
конкретном случае его применения.
Биоматериалы, применяемые для изготовления
протезов клапанов сердца, подразделяются на:
органические (коллаген, эластин, ткани
естественных клапанов сердца человека и животных, перикард, твердая мозговая
оболочка, широкая фасция бедра, глиссоновая капсула печени);
полимерные (полиметакрилат, нейлон,
полипропилен, силиконовый каучук, политетрафторэтилен);
керамические (пиролитический углерод);
металлические (нержавеющая сталь, титан,
некоторые сплавы металлов).
Основные свойства материалов, которые определяют
функцию искусственного клапана сердца в организме и от которых зависит их
биосовместимость, подразделяют на механические, физические и химические.
Требования, предъявляемые к имплантантам, можно свести к трем: совместимость
материала и среды, в которой он должен функционировать; соответствие
механических и физических свойств функции, выполняемой протезом; относительная
простота производства и доступность необходимых компонентов.
Элементы механических искусственных клапанов
сердца,при изготовление которых использовались и используются биоматериалы
подразделяются на:
- пришивные манжеты (полипропилен, фторопласт,
полиуретан, политетрафторэтилен (тефлон), полиэстер, дакронлавсан);
- запирающие элементы двустворчатые (пиролитический
углерод, графит, покрытый пиролитическим углеродом, углеситал, титан, покрытый
пиролитическим углеродом);
- корпусы механических клапанов (полипропилен,
поликарбонат, нержавеющая сталь, титан, титановый сплав,графит, покрытые
пиролитическим углеродом, титан и титан имплантированный атомами углерода)
Большое распространение для изготовления
клапанов получили металлы. Для разработки данной конструкции протеза, я
остановила свой выбор на титане ВТ1-00. Титан является более перспективным
ввиду биологической инертности, малого удельного веса, высокой устойчивости к
коррозии и большой механической прочности,кроме того, он не вызывает
аллергические реакции.
Но титан - это прежде всего металл, который
является проводником, что способствует внесению дополнительного потенциала в
работу сердца, нарушая при этом его обычный ритм. Поэтому целесообразно
использовать титан с пиролитическим покрытием.
Пиролитический углерод принадлежит к семейству
турбостатических углеродов, которые имеют сходную структуру с графитом.
Плотность пиролитического углерода составляет 1,5-2,2 кг/м, твердость 2,7-2,8
ГПа, предел прочности на изгиб 0,4-0,5 ГПа, Модуль Юнга 27-31 ГПа, деформация
разрушения 1,5-2,0 %, сопротивление на излом 0,9-1,1 МПа/м.
Электрическая проводимость прироуглерода полезна
для придания ему электростатического заряда, отталкивающего клетки крови. Этот
уникальный материал является одним из самых биосовместимых
материалов.обработанный пироуглерод является черным, гладким, плотным, хрупким
и упругим материалом.
Модификация поверхности металла методом ионной
имплантации проводится при комнатной температуре, энергии 150 КэВ. Такая
модефикация изменяет полярность и смачиваемость поверхности, улучшает
антикоагулянтные и антикальцификационные свойства материалов, адгезию
эндотелиальных клеток [5].
Такая конструкция способна снижать
тромбообразование и тромбоэмболическое осложнение.
Влияние материала на биоэлектрические явления в
организме.
Сердечное сокращение является результатом
высокоорганизованного управления потоками ионов в миоплазме, в межклеточных
контактах и в межклеточном пространстве. Эти биоэлектрические явления
регулируются в очень строгих пределах, что обеспечивает координированное
распространение возбуждения и сокращения сердца, необходимое для получения
эффективного сердечного выброса. Заболевание сердца часто сопровождается
нарушением регуляторного механизма, одним из которых является распределение и
величина электродного потенциала.
Имплантация механических клапанов может влиять
на регуляторный механизм, внося дополнительный потенциал, особенно в тех
случаях, когда узлы и детали клапана изготовлены из металла.
Известным способом уменьшения вносимого
потенциала является применение углеродных материалов для изготовления клапанов,
в частности двустворчатых клапанов.
Известен также способ изготовления из сочетания
материалов, например, титана и пироуглерода. Такой клапан состоит из
цельноточеного титанового корпуса напыленногоприроуглером, титановых створок с
напыление пироуглерода и тефлоновой манжеты. Корпус изготавливается из цельного
титанового прутка на штамповочном станке. В процессе изготовления проводятся
механические испытания, контролируются геометрические размеры.
Способ изготовления клапана заключается в
механическом изготовлении корпуса и створок, выполнении посадочных гнезд для
створок во внутренней поверхности корпуса и сборке клапана путем установки
створок. Сопряжение створок с корпусом осуществляется путем деформации корпуса,
что может привести к отказам, за счет разрушения структуры материала, снижению
прочностных свойств и жесткости корпуса. Сборку створок с корпусом выполняют
путем мгновенного сжатия и распрямления створок с усилием, не вызывающим
остаточных деформаций, т. е. не превышающим условный предел точности. Для
титана оно составляет 22 кгс/мм. Шарнирное соединение створок с корпусом
представлено на рисунке 6.
Рисунок 6 - Схема шарнирного соединения
двустворчатого клапана
- паз шарнира корпуса; 2 - корпус; 3 - створка в
открытом положении; 4 - шарнир створки; 5 -титановое кольцо с пироуглеродным
покрытии; 6 - посадочная поверхность; 7 - створка в закрытом положении
1.5 Патентный обзор
Темой патентных исследований является изучение
протезов искусственного клапана сердца и покрытий, нанесенных на его
поверхность для повышения адгезионных свойств (таблица 1).
Предмет поиска - изучение конструкции и
технологий изготовления искусственного клапана сердца и вакуумное нанесения
алюминия на поверхность.
Информационным источником являлись патентная
база данных [11].
Таблица 1 - Патентный обзор
|
Основная
область запроса/название патентного документа
|
Патентообладатель
с указанием страны, автора, дата начала отсчета срока действия патента
|
Сущность
заявленного технического решения и цели его создания (по описанию изобретения
и заявки)
|
|
1
|
2
|
3
|
4
|
|
1.Протез
двухстворчатого сердечного клапана
|
Россия,Патент
№2130760
|
Патентообладатель(и):
ИнокорГмбХ (DE)
|
Протез
двухстворчатого сердечного клапана имеет, по-существу, круглое клапанное
кольцо 20, внутренняя окружность 21 которого ограничивает проточный канал 24
для кровотока, а также две, по-существу, полулунные створки 50 и 70 клапана,
которые установлены
|
|
|
|
шарнирно
с возможностью поворота независимо одна от другой на общей оси 90. Обе
створки 50, 70 клапана, в зависимости от направления кровотока, могут
занимать открытое положение, по-существу, перпендикулярно к плоскости 44
клапанного кольца или закрытое положение, по-существу, в направлении
плоскости 44 клапанного кольца, в котором обе створки 50, 70 сложенными
поверхностями почти полностью закрывают проточный канал 24. Чтобы
предоставить хирургу дополнительную возможность для воздействия на условия
течения, предусмотрено, что ось 90 расположена эксцентрично, т. е. параллельно
диаметру окружности клапанного кольца 20 и на определенном
|
|
|
|
расстоянии
от него, и створка 70 клапана имеет большую поверхность, чем створка 50
клапана. Предпочтительно створка 70 клапана с большей поверхностью закрывает
примерно 55 - 80% попе - перечного сечения 25 проточного канала, а створка 50
с меньшей поверхностью может закрывать примерно 45 - 20% поперечного сечения
проточного канала.
|
|
2.Протез
клапана сердца
|
Россия,Па-тент
№ 2370245
|
Патентообладатель:
Государственное учреждение Научный центрсердечно-сосудистой хирургии им. А.Н.
Бакулева российской академии медицинских наук (RU), Закрытое акционерное
общество "ТрИ Карбон" (RU)
|
Изобретение
относится к области медицины и может использоваться в кардиохирургии при
операциях по замене естественных клапанов сердца. Протез включает
кольцеобразный корпус, ограниченный верхним и нижним торцами, установленный в
корпусе с возможностью поворота для образования проходного сечения и его
перекрытия запирающий элемент,
|
|
|
|
выполненный
в виде выпукло-вогнутых створок, и ограничители хода створок. В каждой
створке выполнен прямоугольный паз. Ограничители хода створок выполнены в
виде крюкообразных выступов, которые имеют прямоугольное поперечное сечение
для взаимодействия со сквозными пазами створок при их закрытии и открытии.
Ограничители хода створок снабжены упорами для ограничения поворота створок,
а в верхнем торце корпуса выполнены проточки для взаимодействия со створками
при открытии и закрытии и образования ограниченного обратного потока крови в
закрытом состоянии створок. Технический результат заключается в повышении
надежности
|
|
|
|
удержания
створок во время перемещения. 5 з.п. ф-лы, 4 ил.
|
|
3.Протез
клапана сердца
|
Россия,
Патент№2302220
|
Патентообладатель(и):
Мельников Александр Петрович (RU), Мельников Денис Александрович (RU)
|
Изобретение
относится к области медицины и используется в кардиохирургии при операциях по
замене естественных клапанов сердца. Протез включает кольцеобразный корпус,
створки, имеющие возможность поворота и образования основной зоны проходного
сечения по центру отверстия корпуса, и ограничители поворота створок.
Ограничители поворота створок представляют собой две пары выступов,
расположенных на торцевой поверхности корпуса, обращенной к нисходящему
потоку крови. На противоположных боковых сторонах выступы имеют направляющие
поверхности,
|
|
|
|
Взаимодействующие
с соответствующими опорными поверхностями боковой поверхности створок при их
повороте между открытым и закрытым положениями. Технический результат состоит
в повышении надежности работы клапана. 12 з.п. ф-лы, 15 ил
|
|
4.Аортальный
трехстворчатый протез клапана сердца
|
Россия,
Патент № 2434604
|
Патентообладатель(и):
Закрытое акционерное общество "Кардиоинтех" (RU)
|
Изобретение
относится к кардиохирургии. Протез клапана сердца содержит корпус с ребордой
и запирающий узел в виде трех, установленных в проходном отверстии корпуса,
створок. Каждая из створок имеет центральное ребро, направленное от центра
проходного сечения клапана к корпусу. По сторонам ребра расположены
выпукло-вогнутые крылья. Створки закреплены в корпусе посредством
узласоответствующей части естественного аортального клапана.
|
|
|
|
Технический
результат заключается всохранении физиологической структуры потока крови как
в открытом, так и в закрытом состоянии клапана за счет конструкции и формы
створок.
|
|
5.Протез
клапана сердца
|
Россия,
Патент №2405570
|
Патентообладатель(и):
Закрытое акционерное общество "Кардиоинтех" (RU)
|
Изобретение
относится к медицине, в частности к сердечно-сосудистой хирургии, и
предназначено для замены пораженных естественных клапанов сердца в ходе
проведения кардиохирургических операций. Протез включает кольцеобразный
корпус, по меньшей мере две створки, установленные в корпусе с возможностью
поворота и образования основной зоны проходного сечения по центру отверстия,
расположенные на торцевой поверхости корпуса, обращенной к низходящему
|
|
|
|
потоку
крови, и установленные с возможностью взаимодействия с боковой поверхностью
створок. На максимально удаленной от центральной части боковой поверхности
каждой створки выполнен сквозной паз, имеющий возможность взаимодействия
своими поверхностями с соответствующим выступом ограничителя поворота створок
во время открытия и закрытия протеза клапана сердца, при этом торцевая
поверхность корпуса, обращенная к обратному потоку крови, включает наклонную
часть, выполненную под углом к оси отверстия корпуса и имеющую возможность
взаимодействия с поверхностью створки, обращенной к прямому потоку крови при
открытии протеза. Технический результат заключается в снижении гемодинамического
|
|
|
|
гемодинамического
сопротивления за счет уменьшения толщины корпуса и улучшенииомывания
элементов протеза. 5 з.п. ф-лы, 3 ил.
|
|
6.Способ
нанесения покрытия из оксида алюминия на подложку, покрытую карбидом кремния
|
Россия,
Патент № 2468361 (13)C2
|
Патентообладатель(и):
снекма (fr)
|
Изобретение
относится к способу нанесения покрытия из оксида алюминия на деталь, имеющую
поверхность из карбида кремния (SiC) и используемую в высокотемпературных
областях техники. На SiC-ю поверхность детали, образованную подложкой (10),
покрытой слоем (12) карбида кремния (SiC), нанесенным химическим осаждением
из паровой фазы, наносят вакуумным плазменным напылением адгезионный подслой
кремния (20). На подслой (20) атмосферным термическим напылением наносят
покрытие (30) из оксида алюминия.размещают тензометрический
|
|
|
|
датчик
(40) со свободной нитью на покрытии (30), причем этот датчик удерживается на
имеющей отверстия опоре. Через упомянутые отверстия на тензометрический
датчик (40) и на покрытие (30) атмосферным термическим напылением наносят
второе покрытие (50) из оксида алюминия с последующим удалением опоры.
|
|
7.Вакуумное
обрабатывающее устройство
|
Россия,Патент
№2421543 (13) C2
|
Патентообладатель(и):
УЛВАК, ИНК. (JP)
|
Изобретение
относится к устройству для вакуумного парового осаждения слоя на подложку
путем облучения материала напыления. Устройство содержит источник -
испаритель материала напыления, электронную пушку Пирса, расположенную
напротив источника-испарителя. Снаружи вакуумной камеры, с задней стороны
поверхности излучения электронного пучка, за точкой испарения
|
|
|
|
источника-испарителя
расположен постоянный магнит для создания магнитного поля, по существу,
перпендикулярного направлению падения электронного пучка и практически
параллельного поверхности излучения электронного пучка источника-испарителя,
для отклонения и направления электронного пучка к точке испарения
источника-испарителя. В результате получают нанесенный паровым осаждением
слой с большой скоростью осаждения посредством направления электронного пучка
на точку испарения испаряемого и осаждаемого материала, содержащегося в
источнике-испарителе в вакуумной камере, и оптимизация диапазона излучения
электронного пучка в точке испарения
|
|
8.
Способ предварительной обработки поверхности заготовки перед напылением и
устройство предварительной обработки поверхности заготовки перед напылением
|
Россия,
Патент № 2500832 (13) C2
|
Патентообладатель(и):
НИССАН МОТОр КО., ЛТД (JP)
|
Группа
изобретений относится к обработке поверхностей заготовок перед термическим
напылением. Технический результат - улучшение адгезии покрытия к поверхности.
Заготовка с обработанной поверхностью содержит части в виде канавок и части в
виде гребней, попеременно сформированные на поверхности заготовки. Кроме
того, заготовка имеет неровные поверхности, сформированные на вершинах частей
в виде гребней и мелкошероховатые участки, являющиеся более мелкими, чем
неровные поверхности и сформированные посредством выполнения обработки на
частях в виде канавок среди попеременно сформированных частей в виде гребней
и частей в виде канавок.
|
|
|
|
|
|
9.
Способ нанесения защитного покрытия на изделия из стали или титана
|
Россия,Патент
№ 2492281 (13) C2
|
Патентообладатель(и):
российская Федерация, от имени которой выступает Государственная корпорация
по атомной энергии "росатом" (RU), Федеральное государственное
унитарное предприятие "российский Федеральный ядерный центр -
Всероссийский научно-исследовательский институт экспериментальной
физики" - ФГУП "рФЯЦ-ВНИИЭФ"
|
Изобретение
относится к области машиностроения, а именно к химико-термической обработке
изделий из стали или титана, и может быть использовано для нанесения
защитного покрытия на детали, работающие в условиях воздействия агрессивных
сред, высоких температур. Осуществляют подготовку защищаемой поверхности
деталей, наносят подслой и проводят химико-термическую обработку деталей.
Подслой наносят из кремния или порошкообразных металлов из группы переходных
металлов, или металлов подгруппы хрома с помощью плазменного напыления.
Химико-термическую обработку подслоя проводят в шликерной обмазке, содержащей
активную
|
|
|
|
порошковую
смесь при следующем соотношении реагентов, мас.%: аммоний хлористый не более
5, титан, или алюминий, или никель 39-50, окись алюминия и/или диборид титана
4-55, углерод, или бор, или кремний, или карбид кремния остальное. Насыщение
подслоя активной порошковой смесью осуществляют в вакууме или в защитной
среде из инертного газа при термообработке в течение 1-4 часов при
температуре в диапазоне 800-1100°С. Обеспечивается улучшение качества
покрытия за счет повышения его термостойкости, химической стойкости и
механической прочности
|
|
10
.Способ получения реагирующей с водой al пленки и составляющий
|
Россия,
Патент № 2468119 (13) C2
|
Патентообладатель(и):
УЛВАК, ИНК. (JP)
|
Изобретение
относится к способу получения реагирующей с водой алюминиевой пленки и
составляющего элемента для
|
|
элемент
пленкообразующей камеры.
|
|
|
пленкообразующей
камеры.расплавляют композитный материал, содержащий в качестве исходного
алюминиевого материала алюминий чистотой 4N или 5N и индий, введенный в него
в количестве от 2 до 5 мас.% в расчете на массу исходного алюминиевого
материала, который равномерно диспергирован или растворен в алюминии для
получения однородного состава данного материала. Проводят термическое напыление
по технологии электродугового напыления расплавленного материала на
поверхность основы в атмосфере газообразного N2 или Ar. Затем
отверждаютнапыленный расплавленный материал путем закалки с образованием
алюминиевой пленки,
|
|
|
|
в
которой индий равномерно диспергирован в алюминиевых кристаллических зернах.
Обеспечивается получение алюминиевой пленки, которая может быть получена
растворимой за счет реакции с водой во влажной атмосфере и составляющего
элемента пленкообразующей камеры, который покрыт алюминиевой пленкой.
|
|
11.Способ
нанесения покрытия на деталь
|
Россия,Патент
№ 2423543 (13) C2
|
Патентообладатель(И):
Праксэйр С.Т. ТЕКНОЛОДЖИ, ИНК. (US)
|
Изобретение
относится к способам нанесения покрытий на детали из усиленных волокнами
полимерных композиционных материалов. Согласно способу сначала на покрываемую
поверхность детали посредством термического напыления наносят слой сцепления
из соединения, состоящего из органического компонента в виде полимера и
|
|
|
|
металлического
компонента. На слой сцепления посредством термического или кинетического
напыления наносят промежуточный слой на основе металлических компонентов.
Затем на промежуточный слой посредством термического или кинетического
напыления наносят функциональный наружный слой из металла или соединения металла
с карбидом, или оксидной керамики, или смеси из вышеупомянутых материалов.
Технический результат - повышение износостойкости поверхности
|
|
12.
Промышлен-ные ткани, имеющие защитное покрытие, нанесенное путем термического
напыления
|
Россия,
Патент № 2401898 (13)C2
|
Патентообладатель
(и): Олбэни Интернэшнл Корп. (US)
|
Изобретение
относится к промышленным и технологическим тканям и лентам и способам их
модифицирования с использованием процесса термического напыления.
|
|
|
|
Промышленная
ткань содержит основную поддерживающую структуру и расположенное прямо или
косвенно, по меньшей мере, одно непрерывное покрытие или слой. Покрытие
содержит термопластичную смолу и/или термореактивную смолу. Покрытие нанесено
путем термического напыления. Обеспечивается улучшение функциональных
характеристик ткани или ленты, таких как сопротивление износу, тепловая,
химическая и влагоустойчивость ткани. Улучшается адгезия между слоями
структуры и обеспечивается возможность наносить материалы, в том числе и
наноразмеров, в заданные места по длине, ширине и глубине структуры ткани
|
|
|
|
|
|
|
В этом патентном обзоре рассмотрены несколько
видов сердечных клапанов, которые используются для замены пораженных
естественных клапанов сердца в ходе проведения кардиохирургических операций[6].
Проведённый по данной теме обзор патентной литературы выявил многообразие
различных видов напыления, способы нанесения биоактивных покрытий на
поверхность сердечных клапанов, а также конструкцию устройств для нанесения
покрытий.
Цель поиска: определение уровня современных
разработок по интересующей теме. Поиск производился по россии и другим ведущим
странам мира.
2. Термическое
вакуумное напыление
.1 Сущность вакуумного
напыления
Сущность данного процесса нанесения тонких
пленок заключается в нагреве вещества в вакууме до температуры, при которой
возрастающая с нагревом кинетическая энергия атомов и молекул вещества
становится достаточной для их отрыва от поверхности и распространения в
окружающем пространстве. Это происходит при такой температуре, при которой давление
собственных паров вещества превышает на несколько порядков давление остаточных
газов. При этом атомарный поток распространяется прямолинейно и при соударении
с поверхностью испаряемые атомы, и молекулы конденсируются на ней. Процесс
испарения осуществляется по обычной схеме: твердая фаза - жидкая фаза -
газообразное состояние. Некоторые вещества (магний, кадмий, цинк и др.)
переходят в газообразное состояние, минуя жидкую фазу. Такой процесс называется
сублимацией.
Процесс нанесения тонких пленок в вакууме
состоит в создании (генерации) потока частиц, направленного в сторону
обрабатываемой подложки, и последующей их концентрации с образованием
тонкопленочных слоев на покрываемой поверхности. Для модификации свойств
поверхности твердого тела используют различные режимы ионной обработки. Процесс
взаимодействия ионного пучка с поверхностью сводится к протеканию
взаимосвязанных физических процессов: конденсации, распыления и внедрения.
Превалирование того или иного физического эффекта определяется главным образом
энергией E1 бомбардирующих ионов. При Е1=10-100 эВ конденсация преобладает над
распылением, поэтому имеет место осаждение покрытия. При повышении энергии
ионов до 104 эВ начинает преобладать процесс распыления с одновременным
внедрением ионов в металл. Дальнейшее повышение энергии бомбардирующих ионов
(Е1>104 эВ) приводит к снижению коэффициента распыления и установлению
режима ионной имплантации (ионного легирования).
Технологический процесс нанесения тонкопленочных
покрытий в вакууме включает 3 основных этапа:
генерация потока частиц осаждаемого вещества;
переноса частиц в разреженном пространстве от
источника до подложки;
осаждения частиц при достижении подложки.
2.2 Методы нанесения
вакуумных покрытий
Существуют 2 метода нанесения вакуумных покрытий,
различающихся по механизму генерации потока осаждаемых частиц: термическое
напыление и распыление материалов ионной бомбардировкой. Испаренные и
распыленные частицы переносятся на подложку через вакуумную среду (или
атмосферу реактивных газов, вступая при этом в плазмохимические реакции). Для
повышения степени ионизации потока осаждаемого вещества в вакуумную камеру
могут быть введены специальные источники заряженных частиц (например,
термокатод) или электромагнитного излучения. Дополнительное ускорение движения
ионов к обрабатываемой поверхности может достигаться за счет приложения к ней
отрицательного напряжения. Общими требованиями, предъявляемыми к каждому из
этих методов, является воспроизводимость свойств и параметров получаемых пленок
и обеспечения надежного сцепления (адгезии) пленок с подложками и другими
пленками.
Было проведено опробование модернизированной
установки, описывающее ниже.
Термическое нанесение алюминия осуществлялось на
установке вакуумного напыления УРМ 3.279.028. Данная установка оснащена
системой нагрева испаряемого материала за счет бомбардировки тигля с веществом
электронами эмитируемым вольфрамовым катодом. Такая схема нагрева обеспечивает
высокую равномерность температуры расплава металла и плавность регулировки
скорости распыления. В механической части камеры для распыления металлов
предусмотрена заслонка. В момент нагрева тигля до температуры плавления металла
заслонка находится в закрытом состоянии, что предотвращает попадание
легкоплавких примесей, загрязнении и окислов, содержащихся на поверхности
металла, на подложку. Толщина металлического слоя нанесенного на резиновую
основу составляет порядка 0,35 мкм.рост слоя металла на подложке происходит при
осаждении отдельных атомов металла, что способствует хорошей заполняемости
пористой поверхности резинового основания. Кроме этого атомы металла,
испаряемые из тигля, обладают существенной кинетической энергией, обусловленной
высокой температурой расплава и разрежением в рабочем объеме установки,
обеспечивающем большую длину свободного пробега. Остаточное давление газов в
рабочем объеме установки при напылении порядка 5×10-3 Па.
Высокая энергия частиц металла осаждаемого на резиновую основу может
способствовать процессам адсорбции и активации химических взаимодействий основы
и напыляемого покрытия.
Атомы вещества поступают на подложку с энергией
кТ (к=8,63×10-5 эВ/K- постоянная
Больцмана; K- абсолютная температура) и скоростями порядка 1000 м/с. Часть
энергии при этом передаётся поверхностным атомам подложки, а остаточная энергия
позволяет им некоторое время мигрировать в поверхностном потенциальном поле.
Доля остаточной энергии тем выше, чем выше температура подложки. В процессе
миграции атом может либо покинуть подложку (на потенциальном бугре поля), либо
частично погасить энергию, вступив во взаимодействие с другим мигрирующим
атомом. Полностью потерять способность мигрировать и закрепиться на нагретой
подложке (конденсироваться) может лишь многоатомная группа, которая становится
одним из центров кристаллизации. При невысокой плотности потока атомов, т.е.
умеренной температуре на испарителе, число центров кристаллизации на единицу
площади невелико и к моменту образования сплошной плёнки вокруг них успевают
вырасти крупные кристаллы.
Снижение температуры подложки и повышение плотности
потока приводит к более раннему образованию центров кристаллизации, увеличению
их числа на единицу площади и формированию мелкокристаллической структуры. В
процессе эксплуатации электронной аппаратуры, когда она подвергается
периодическим циклам нагрева и медленного охлаждения мелкокристаллическая
структура постепенно рекристаллизуется в крупнокристаллическую.
Электрофизические свойства при этом необратимо изменяются, происходит
"старение" плёнки. В резистивных плёнках, например, наблюдается со
временем уменьшение удельного сопротивления. Для формирования тонких плёнок,
стабильных в процессе эксплуатации, необходимо подложку нагревать и не
форсировать процесс напыления за счёт повышения температуры на испарителе.
В производстве тонкоплёночных структур, как и
вслучае полупроводниковых, используются групповые подложки. Групповые подложки
имеют прямоугольную форму с размерами 60х48 мм или 120х96 мм, изготовлены из
изолирующего материала (ситалл, поликор, стекло) и рассчитаны на одновременное
изготовление до нескольких десятков идентичных модулей. Таким образом, свойства
напыленной плёнки должны быть одинаковы на всей площади групповой подложки.
В первом приближении поток атомов от испарителя
к подложке представляет собой расходящийся пучок и поэтому плотность потока в
плоскости подложки не равномерна: в центре подложки она максимальна и убывает
от центра к периферии. Это означает, что при напылении плёнки на неподвижную
подложку в центральной области подложки образуется более толстая плёнка, нежели
на краях подложки. Например, резисторы, сформированные в центральных модулях,
будут иметь заниженные сопротивления по сравнению с аналогичными резисторами
периферийных модулей.
С учётом изложенного производственные установки
термовакуумного напыления снабжены вращающимися устройствами (дисками,
барабанами), несущими несколько подложек. Подложки последовательно и
многократно проходят над неподвижным испарителем , постепенно набирая
необходимую толщину плёнки. В результате центральный "холм", который
мог бы образоваться, на неподвижной подложке, размывается в хребет, вытянутый в
направлении движения подложки. Для выравнивания толщины плёнки в поперечном
направлении применяют корректирующую диафрагму, устанавливаемую между
испарителем и подложкой в непосредственной близости от нее. Профиль диафрагмы
рассчитывается на основании исследования рельефов плёнки, получаемых при
напылении на неподвижную и движущуюся подложки. В результате различия времени
облучения центральной и периферийной зон подложки равномерность толщины плёнки
на всей площади групповой подложки повышается и находится в пределах ±2% (для
подложек 60х48 мм).
Основными достоинствами этого метода генерации
являются:
возможность нанесения пленок металлов (в том
числе тугоплавких), сплавов, полупроводниковых соединений и диэлектрических
пленок;
простота реализации;
высокая скорость испарения веществ и возможность
регулирования ее в широких пределах за счет изменения подводимой к испарителю
мощности;
стерильность процесса, позволяющая при наличии
высокого (а при необходимости сверхвысокого) вакуума получать покрытия
практически свободные от загрязнений.
Все испарители различаются между собой по
способу нагрева испаряемого вещества. По этому признаку способы нагрева
классифицируются следующим образом: резистивный, индукционный,
электронно-лучевой, лазерный и электродуговой.
Метод металлизации путём напыления проволоки
позволяет напылять покрытие разной толщины на большие участки изделий.
Виды покрытий, которые перечислены в таблице №2,
обеспечивают полную защиту стальных панелей с низким содержанием углерода.
Таблица 2 - Виды покрытий
|
Тип
воздействия
|
Металлизированный
алюминий (a)
|
Металлизированный
цинк (b)
|
|
Воздействие
морской воды (c)
|
0.18
мм, с уплотнит, материалом 0.15 мм, с и без упл материала
|
0.30
мм, без уплотнит. материала
|
|
Воздействие
морской атмосферы (d)
|
0.08
мм-0.15 мм с и без уплотнительного материала
|
0.12
мм без уплотнит матер. 0.08 мм с уплотнит.матер.
|
|
Промышленная
атмосфера
|
0.08
мм-0.15 мм с и без уплотнительного материала
|
0.24
мм без уплотнит матер. 0.08 мм с уплотнит.матер.
|
Термически напыляемые металлические покрытия
становятся чрезвычайно важными для длительной защиты стальных изделий, особенно
в офшорной (морской) промышленности, в которой очень важно учитывать требования
к техническому обслуживанию при конструировании новых платформ.
2.3 Этапы термического
напыления в вакууме
Процесс термического напыления в вакууме
разбивается на три этапа
. Испарение вещества.
распространение паров испаряемого вещества.
. Конденсация паров испаряемого вещества на
подложке и образование пленочной структуры.
Испарение вещества. Испарение вещества
происходит при его нагревании. При нагревании вещества кинетическая энергия его
атомов и молекул возрастает и становится достаточной для того, чтобы они
оторвались от поверхности и распространились в окружающем пространстве. С
повышением температуры энергия увеличивается и количество молекул, отрывающихся
от поверхности, возрастает.
Твердые вещества обычно при нагревании
расплавляются, а затем переходят в газообразное состояние. Некоторые вещества
переходят в газообразное состояние, минуя жидкую фазу. Такой процесс называется
сублимацией.Температуру, при которой давление паров вещества над его
поверхностью составляет 10-2 мм рт. ст., называют температурой испарения вещества.
В таблице 3 приведены значения температуры
плавления, кипения и испарения, а также давления паров и скорости испарения
некоторых материалов.
Таблица 3 - Физика - химические параметры
металлов
|
Материал
|
Обозначения
|
Температура
плавления, 0С
|
Температура
кипения, 0С
|
Давление
паров при температуре плавления, ммрт. ст.
|
Температура
испарения при давлении паров 10-2 мм рт. ст.
|
Скорость
испарения 10-4, г/ (см2*сек)
|
|
Алюминий
Медь Никель Олово Серебро Хром
|
А1
Сu
Ni Sn Ag Cr
|
660
1083 1455 232 961 1900
|
2060
2590 2730 2400 2210 2200
|
1,2
10-6 3 10-4 4,4 10-3 0 1,7 10-3 6,4 10-4
|
996
1273 1510 1189 1047 1205
|
0,85
1,18 1,06 1,56 1,67 1,1
|
Конденсация паров на подложке и образование
пленочной структуры.
Конденсацией называется процесс перехода
материала из газообразной фазы в твердую. При конденсации на подложке
образуется пленка сконденсированного материала.
Конденсация пленки на подложке зависит от
температуры подложки. Существует такая температура подложки, называемая
критической Ткр при превышении которой все атомы отражаются от подложки и
пленка не образуется.
Исследования конденсации и роста пленки в
начальный момент времени ее образования крайне важны, так как свойства пленки
во многом определяются на этом этапе.
На процесс образования пленки влияет состояние
поверхности подложки. Большое влияние оказывают также молекулы остаточных
газов, которые нарушают условия конденсации и структуру образующейся пленки.
Молекулы остаточного газа находятся в
беспорядочном тепловом движении и ударяются о любой участок поверхности, в том
числе и о подложку. Степень загрязненности конденсируемой пленки определяется
отношением числа молекул остаточного газа, ударяющихся о подложку, к числу
молекул испаряемого вещества.
Молекулы остаточного газа, а в основном они
являются молекулами воды Н2О, реагируя с напыленным металлом, окисляют его.
Тонкий окисный слой, образующийся у поверхности подложки, улучшает адгезию
напыляемой пленки к подложке. Поэтому пленки, которые окисляются лучше (хром,
железо), имеют лучшую адгезию. Металлы, которые плохо поддаются окислению
(золото, серебро), имеют плохую адгезию, и они обычно напыляются с подслоем
другого металла, имеющую лучшую адгезию к подложке.
3. Конструкторская
часть
.1 Конструкция
прототипа клапана сердца
На основании патента RU
239531 С1 была разработана конструкция прототипа, представленная на рисунок 7.
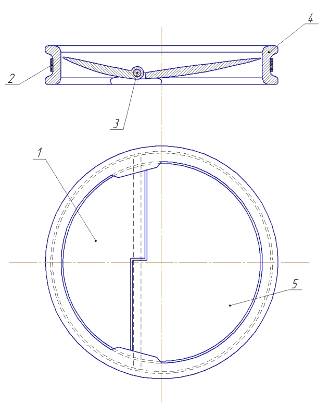
Рисунок 7 - Прототип клапана сердца
Конструкция состоит из следующих элементов:
сшивное кольцо из фтоопласта марки PVDF(ф-2) ; корпуса, первая створка, вторая
створка из нержавеющей стали марки 13Х11Н2В2МФ; ось из титана ВТ1-00; основа из
пироуглерода.
Принцип действия искусственного клапана сердца.
Недостаток их заключается в том, что они подвержены наличию регургитации, то
есть обратного тока крови и поэтому не могут считаться идеальными, хотя и имеют
ряд преимуществ перед другими. Двустворчатые клапаны, в отличие от шариковых и
дисковых, обеспечивают более естественный ток крови, благодаря чему хорошо
переносятся пациентами, так как позволяют снизить дозу антикоагулянтов[7].
3.2 Разработанная
конструкция клапана сердца
С учетом приведенных недостатков, конструкция
искусственного клапана сердца была оптимизирована.
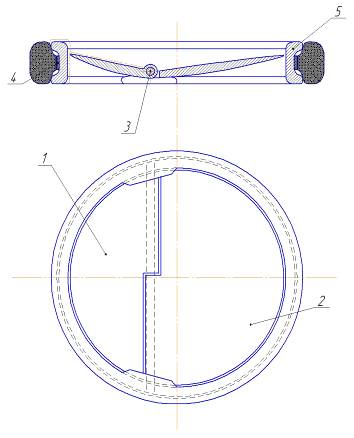
Рисунок 8 - Измененный клапан сердца
Конструкция состоит из следующих элементов:
первая, вторая створки ось из пироуглерда марки 1КО202 нанесенного на титан
ВТ1-00; основа из титана ВТ1-00; сшивное кольцо из пируглерода[8].
3.3 Конструкция
прототипа установки УРМ3.0279.028
Общий вид прототипа установки УРМ3.279.028
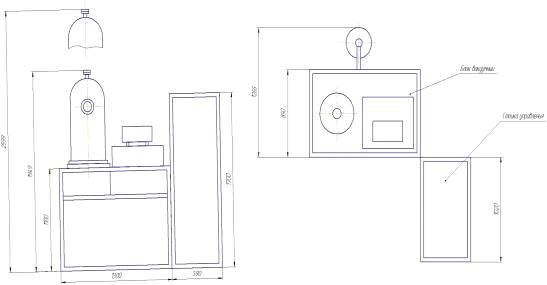
Рисунок 9 - Общий вид установки УРМ3.279.028
Процесс проведения операции вакуумного напыления
включает в себя выполнение следующих действий. В верхнем положении колпака с
подложкодержателя снимают обработанные подложки и устанавливают новые. Колпак
опускают и включают систему вакуумных насосов (вначале для предварительного
разрежения, затем высоковакуумный). Для ускорения десорбции воздуха с
внутренних поверхностей и сокращения времени откачки в трубопровод подают
горячую проточную воду. По достижении давления внутри камеры порядка 10-4 Па
(контроль по манометру) включают нагреватели испарителя и подложек. По
достижении рабочих температур (контроль с помощью термопар) заслонку отводят в
сторону и пары вещества достигают подложки, где происходит их конденсация и
рост плёнки. Система автоматического контроля заростом плёнки фиксирует либо
толщину плёнки (для диэлектрика плёночных конденсаторов), либо поверхностное
сопротивление (для резисторов), либо время напыления (проводники и контакты,
защитные покрытия). Вырабатываемый при этом сигнал об окончании напыления после
усиления воздействует на соленоид заслонки, перекрывая ею поток пара. Далее
отключают нагреватели испарителя и подложек, выключают систему откачки, а в
трубопровод подают холодную проточную воду. После остывания подколпачных
устройств через натекатель плавно впускают атмосферный воздух. Выравнивание
давлений внутри и вне колпака даёт возможность поднять его и начать следующий
цикл обработки.
Процесс термического вакуумного напыления
характеризуется температурой на испарителе t°ис, давлением воздуха в рабочей
камере P0, температурой нагрева подложек t°п. Температура нагрева вещества в
испарителе (t°ис) должна обеспечивать достаточно высокую интенсивность
испарения, чтобы время напыления пленки не превышало 1-2 минут. В то же время
чрезмерно высокая интенсивность приводит к образованию мелкозернистой
неустойчивой структуры в плёнке, о чём будет сказано ниже.
Интенсивность испарения удобно характеризовать
упругостью пара (давлением пара в состоянии насыщения) PS. Упругость пара для
данного вещества зависит только от температуры.
Низкое давление воздуха р0 в рабочей камере
необходимо для:
обеспечения свободной диффузии атомов вещества
испарителя в объём рабочей камеры;
прямолинейного движения атомов вещества без
столкновения с молекулами остаточного воздуха и бесполезного рассеивания
материала в объёме камеры;
исключения химического взаимодействия
напыляемого вещества с молекулами воздуха.
Перечисленные условия обеспечиваются при
остаточном давлении р0£10-4Па.
Такой вакуум сравнительно легко достигается с помощью форвакуумного
механического и высоковакуумного диффузионного насосов, включённых
последовательно.
Температура подложки в процессе осаждения
оказывает существенное влияние на структуру плёнки, а, следовательно, и на
стабильность её электрофизических свойств в процессе эксплуатации.
Схема вакуумная пневмоприводная представлена на
рисунке 10.
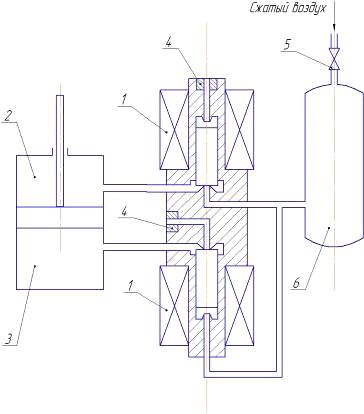
Рисунок 10 - Схема вакуумная пневмоприводная
- соленоид,2 - верхняя полость пневмоцилиндра,3
- нижняя полость пневмоцилиндра,4 - дроссели,5 - обратный клапан,
- ресиверный бак.
3.4 Функциональная
схема модернизированной установки
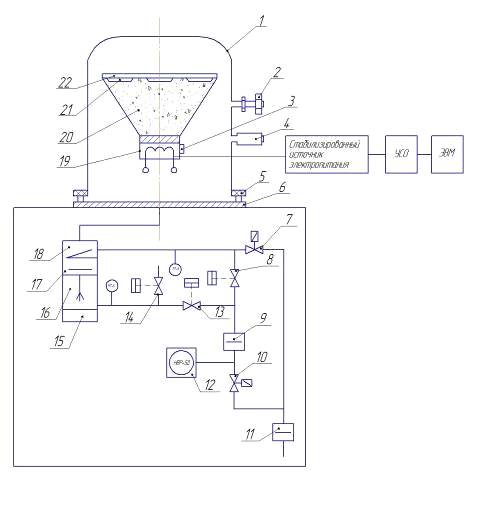
Рисунок 11- Функциональная схема
- рабочая вакуумная камера, 2-кран
напуска воздуха, 3-датчик температуры, 4- датчик измерения вакуума, 5-
кольцевая резиновая прокладка, 6 - базавая плита, 7- натекатель для напуска
воздуха в камеру, 8 -байпасный клапан, 9 -водянная ловушка, 10- натекатель
,11-силикагелевый филтр, 12- механический насос,13- форвакуумный клапан,
14-клапан ЦФ,15- нагреватель ,16- насос паромаслянный, 17-азотная лавушка ,18-
затвор, 19- источник потока наносимых частиц, 20 -поток частиц, 21- подложка,
22- подложкодержатель
3.5 Разработка системы
контроля температуры
Модернизация конструкции установки для
вакуумного термического напыления представлена на рисунке 12.
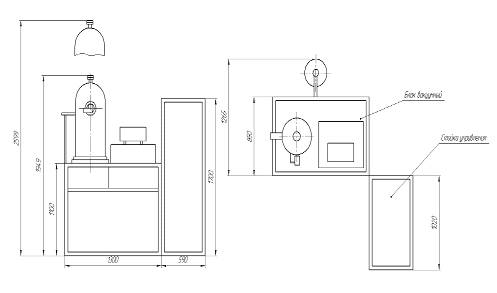
Рисунок 12 - Модернизация конструкции установки
для вакуумного термического напыления
Процесс проведения операции вакуумного напыления
происходить аналогично прототипу установки УРМ3. 279.028, но в этой установке
есть недостаток, который заключается в том что, нет контроля температуры на
поверхности обрабатываемой детали. Для устранения этого недостатка было внесено
изменение конструкции - установлен кронштейн с пирометром, который позволяет
измерять температуру на расстоянии непосредственно внутри объеме вакуумной
камеры. Введенный контроль позволять регулировать температуру.
.
Расчет части конструкции протеза на
прочность
Под надежностью искусственных клапанов сердца
понимают вероятность их безотказной работы в организме пациента. Если считать
отказом искусственных клапанов сердца любое клапанно - зависимое осложнение, то
можно выделить следующие виды отказов: нарушение структуры клапана (износ,
разрушение, миграция запирающего элемента, кальциноз, разрыв створки,
деформация каркаса); нарушение функции клапана (заклинивание тромбом, паннусом,
окружающими тканями или шовным материалом, параклапанная фистула, неправильный
выборразмера или ориентации, недостаточность или стеноз); тромбоз; эндокардит;
антикоагулянтные кровотечения.
Среди рисков клапанно-зависимых осложнений риск
нарушения структуры клапана занимает особое место. По сравнению, например, с
тромбоэмболическими осложнениями, последствия нарушения механической функции
искусственных клапанов сердца не поддаются медикаментозному лечению и требуют
экстренного хирургического вмешательства. Поэтому для разработчиков проблема
обеспечения структурной надежности и долговечности протезов клапанов всегда
является важнейшей.
Долговечность или ресурс работы искусственных
клапанов сердца определяется как время и количество рабочих циклов, при которых
клапан безотказно будет выполнять свои функции. В среднем, клапан сердца
совершает ежегодно около 4*10^7 рабочих циклов. При этом на элементы протеза
клапана сердца воздействуют нагрузки увеличенной в несколько килограмм. С
другой стороны, требования гидродинамической эффективности и
тромборезистентности накладывают жесткие ограничения на геометрические размеры
элементов, определяющих прочность протеза клапана. Кроме того, кровь является
достаточно химически активной средой, которая может вызывать коррозию или
деградацию материалов протеза. За 50 лет развитие искусственных клапанов сердца
разработчики достигли впечатляющих успехов в достижении эффективных
компромиссных решений, обеспечивающих долговечность клапанных протезов. Фирмы -
производители современных механических клапанов прогнозируют их долговечность,
превышающую время жизни человека - более 100 лет.
Для механических искусственных клапанов сердца
стандартами установлено требования к ресурсу в количестве (3,8 - 4,0)*10^8
рабочих циклов.
Для двустворчатых клапанов применяется сложная
методика испытаний. На клапан - образец, являющейся копией испытуемого клапана,
наклеиваются тензометрические датчики для регистрации нагрузок, действующих на
него. Клапан - образец помещается в пульсдупликатор, на котором моделируются
физиологические условия работы клапана в организме. При работе клапана- образца
на пульсдупликаторерегистрируют возникшие нагрузки. Затем клапан - образец
устанавливается в устройство для ускоренных испытаний на ресурс и устанавливается
режим, при котором на клапане образце создаются нагрузки, адекватные нагрузкам,
действующим при испытании его на пульсдупликаторе. При этом регистрируются
возникшие перепады давления на клапане - образце.
Рисунок 13 - Принципиальная схема стенда для
гидравлических испытаний искусственных клапанов сердца
- напорная емкость; 2,3 - испытательные канала;
4 - испытательная камера митрального клапана; 5 - испытательная камера
аортариального клапана; 6 - пневмогидроаккумулятор ;7 - аортальный демпфер; 8,9
- мерные трубки обратного перетока; 10 - пульт пневмопривода, 11 - регулятор
сопротивления обратной связь
Прочность конструкции
В соответствии с требованиями стандарта ISO
12006-1:1999 протезы клапанов сердца должны проходить следующие прочностные
испытания: испытания на отрыв и вырывание пришивной манжеты; испытание
крутящего момента для поворачиваемых клапанов; испытания статическим давлением;
испытание на деформацию.
Прочностным испытаниям подвергаются не менее
трех протезов клапанов сердца с наибольшим, средним и наименьшим посадочными
диаметрами и не менее одного клапана каждого промежуточного размера. Стандарт
не регламентирует ни точной методики испытаний, ни количественных значений.
Выборрежимов испытаний и определение допустимых величин измеряемых параметров
производится изготовителем с учетом мирового опыта производства протезов
клапанов сердца.
Проведение прочностных испытаний особенно важно
для механических протезов клапанов сердца, изготавливаемых из изотропного пиролитического
углерода. Этот материал обладает отличной износостойкостью и биологической
инертностью, однако при этом характеризуется хрупкостью. В связи с
этим,предъявляются особые требования к проектированию, изготовлению и контролю
клапанов из пиролитического углерода.
Предел прочности изотропного пиролитического
углерода является случайной величиной с нормальным законом распределения.
Рисунок 14 -распределение предела прочности на
изгиб изотропного пиролитического углерода
Коэффициент вариации предела прочности
составляет около 20% при среднем значении предела прочности 337 МПа.
Кроме давления крови, на клапан также действуют
нагрузки в диаметральном направлении окружающими тканями. Под их воздействием
происходит деформация корпуса клапана, что может привести к заклиниванию и
вылету створок. В связи с этим, для механических клапанов необходимо проводить
испытания на величину деформации. При этом к протезу клапана сердца в
диаметральном положении прикладывается нагрузка, равная 10 Н, и замеряется
диаметральная деформация корпуса. Величина деформации не должна допускать
заклинивание или вылет створок. Величину деформации можно уменьшить за счет
изменения параметров упрочняющего металлического кольца вокруг корпуса.
Примерный расчет на запас прочности
Запас прочности клапана определяется как
соотношениевеличины нагрузки, при которой происходит разрушение, к максимально
возможной прилагаемой нагрузке в реальных условия. В частности, при
моделировании работы клапана в организме человека максимально возможная
нагрузка определяется как максимальная физиологическая нагрузка с учетом
динамического фактора.рассчитать максимально возможную нагрузку на закрытый
клапан можно по следующей формуле:
=133,3*∆P*S*Ko,
(1)
где ∆P
- максимально возможный градиент давления на закрытом клапане (200 мм.рт.ст.)
S- площадь
поверхности запирающих элементов, обращенной к обратному потоку крови (0,0004
м^2)
Ко - динамический фактор, который определяется
экспериментально для каждой модели клапана.
Подставим свои значения в формулу (1):
Fn=133,3*200*0,0004*2=
21,328
Определить, наступает или нет разрушение при
заданных нагрузках, можно на основании какого-либо критерия разрушения, такого
как критерий максимальных деформаций, критерий максимальных напряжений,
критерий Мизиса. Для изотропного пиролитического углерода часто применяется
критерий максимальных главных напряжений.
Величина критерия разрушения во многих случаях
прямо пропорциональна величине прикладываемых нагрузок. Выбираем критерий
разрушения равный 1. эта величина используется при определении теоретического
запаса прочности изделия, который вычисляется по формуле:
К = Fразр/Fн,
(2)
где Fразр
- нагрузка, при которой критерий разрушения равен 1;
Fн - максимально
возможная физиологическая нагрузка на клапане
Подставим свои значения в формулу (2):
К =30/21,328=1,4
Из теоретических расчетов видно, что клапан
является достаточно прочным, и может прослужить длительный срок[8].
5. Разработка
маршрутной технологии
Изготовления искусственного клапана сердца
приведен на рисунке 15.
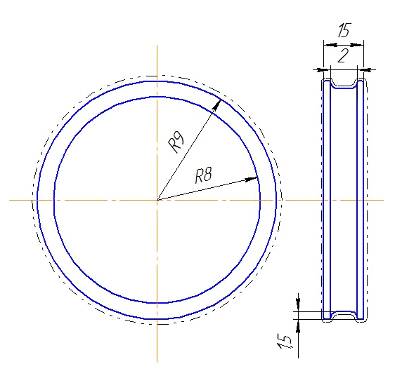
Рисунок 15 - Основа
Разработана маршрутная технология изготовления
основы искусственного клапана сердцакоторая представлена в таблице 4.
Таблица 4.Маршрутная технология изготовления
|
№
операции
|
Название
|
Оборудование
|
|
00
|
Заготовительная
|
|
|
01
|
резка
заготовок
|
Гильотина,
отрезной станок
|
|
02
|
Сверлильная
|
Сверлильный
станок мод.2Н135
|
|
03
|
Нагрев
заготовок
|
Печь
вакуумная
|
|
04
|
Штамповочная
|
Штамповочный
пресс с двухрамной станиной
|
|
05
|
Термическая
|
Печь
вакумная
|
|
06
|
Химическое
полирование в электролите
|
оборудование
для химической полировки
|
|
07
|
Промывочная
|
УЗ
ванна
|
|
08
|
Напыление
|
Плазматрон
|
|
09
|
упаковка
|
|
|
08
|
Контроль
качества покрытий
|
|
разработана операция технология на операцию 08
напыление.
Деталь полируется, удаляются ярко выраженные
неровности поверхности. Схема обработки представлена на рисунке 16.
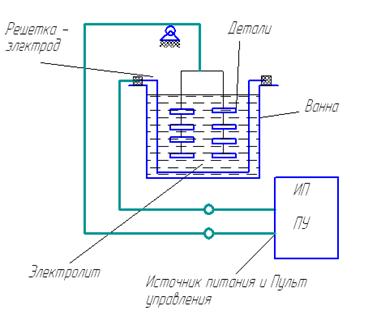
Рисунок 16 - Схема электрополировки деталей
Электролит:
режимы обработки:
1. Температура 70 - 90С ;
. Плотность тока 7 - 25 А/дм2;
. Напряжение 12 - 30 В ;
. Продолжительность 5 минут.
Определяем время операционное:
Где:
1. То - время собственно
обработки,  ;
;
. Твсп- время вспомогательное
на операцию ( снятие и установка деталей, сушка), Твсп= 3 мин.

Оборудование: плазматрон .
Состав электролита: на основе водного раствора
нитрата натрия, хлористого натрия и бромистого водорода дополнительно введена
добавка моющего средства "Грин Юниклин 1223-01" при следующем
соотношении компонентов, мас.%:Азотнокислый натрий - 15.Хлористый натрий -
2,5-3,0.Бромистый калий - 1,0-2,0.Моющее средство"ГринЮниклин
1223-01" - 0,1-0,5Вода - Остальное.
Рабочие переходы:
.Установить(снять) деталь в ванну с электролитом-2минуты
.Полировка -10минут
Топер = Твсп+Тосн
Топер = 2+10=12мин[9].
6. Экспериментальная
часть
.1 Прочность при
расслоении фторсодержащей резины и политетрафторэтилена
В разделе предлагается способ повышения
адгезионной прочности при расслоении фторсодержащей резины и
политетрафторэтилена.
Уникальный комплекс свойств фторполимеров
определяет их широкое использование в технике и медицине. Из них получают
агрессивостойкие и биоинертные шланги, артерии, уплотнители, протезы. Изделия
из фторполимеров обладают значительным комплексом свойств по твердости,
плотности, прочности, эластичности, каркасности, изгибоустойчивости. Изделия из
фторполимеров используют как комплектующие детали, т.к. они обладают низкой
набухаемостью в растительных маслах, углеводородах, спиртах, кислотах. В
сборных конструкциях из эластичной резины и каркасного термопласта обычно
используются фторсодержащие сополимеры на основе ТФЭ (тетрафторэтилен), ГФП
(гексафторпропилен) и ВФ (винилиденфторид), а также композиты на их основе [1…3].
Целью настоящего исследования является
определение адгезионной прочности при расслоении фторсодержащей резины и
политетрафторэтилена.
В качестве объектов исследования использовались
фторсодержащая резина 420-264B/5
на основе СКФ-264B/5
перекисной вулканизации и Ф4С25 на основе ПТФЭ, содержащий 25 масс. %
стекловолокна. Данное сочетание материалов обычно используется в уплотнителях
вращающихся валов.
ПТФЭ вследствие особенностей химического
строения инертен, имеет высокую термостабильность, однако обладает низкой
адгезией к большинству материалов. Для повышения адгезии ПТФЭ к фторсодержащей
резине используются химические и физические методы обработки поверхности ПТФЭ.
Химическую модификацию поверхности Ф4С25 осуществляли, погружая образцы в
натрий-нафталиновый комплекс в тетрагидрофуране. В качестве дополнительного
модификатора стекловолокна использовали 3-аминопропилтриэтоксисилан (АГМ-9).
Для фторсодержащей резины в качестве физических методов модификации поверхности
применялась обработка резины ИК-лазером и нанесение тонкой пленки алюминия
магнетронным и термическим нанесением в вакууме.
Термическое нанесение алюминия осуществлялось на
установке вакуумного напыления УрМ 3.279.028. Данная установка оснащена
системой нагрева испаряемого материала за счет бомбардировки тигля с веществом
электронами эмитируемым вольфрамовым катодом. Такая схема нагрева обеспечивает
высокую равномерность температуры расплава металла и плавность регулировки
скорости распыления [4, 5]. В механической части камеры для распыления металлов
предусмотрена заслонка. В момент нагрева тигля до температуры плавления металла
заслонка находится в закрытом состоянии, что предотвращает попадание
легкоплавких примесей и загрязнении и окислов, содержащихся на поверхности
металла, на подложку.
На рисунке 17, представлены изображения
атомно-силовой микроскопии (АСМ) образцов резины с магнетронным и термическим
нанесением пленки алюминия.
Исходя из проведенного анализа изображений АСМ
можно сделать вывод, что применение в качестве физических методов модификации
поверхности обработки фторсодержащей резины 420-264В/5 нанесение тонкой пленки
алюминия термическим нанесением позволяет уменьшить параметры шероховатости.
Исходная шероховатость не обработанной резины составляет порядка 30 нм, при
термическом напылении равна 24 нм.
Для оценки прочности адгезионного взаимодействия
определялось усилие, необходимое для разделения слоев резины 420-264В/5 и
Ф4С25.
Анализ результатов табл. 5 показывает
удовлетворительную адгезионную прочность при расслоении модифицированных
образцов ПТФЭ к резине. Существенно (в 10-12 раз) увеличивается этот показатель
при использовании химически модифицированного ПТФЭ.
Прочность при расслоении «резина-Ф4С25» после
химической обработки Ф4C25
превышает значение данного показателя образцов с не модифицированным Ф4C25
как за счет дефторирования поверхности фторопласта, так и за счет
гидрофобизации поверхности стекла аминосиланом. АГМ-9, как бифункциональное
соединение, обеспечивает химическое взаимодействие между матрицей резины
(каучуком) и ПТФЭ марки Ф4С25.
Рисунок 17 -АСМ объектов исследования:
а - 2D
изображение фторсодержащей резины; б - 2D
изображение фторсодержащей резины с пленкой алюминия, нанесенной магнетронным
методом; в - 2D изображение фторсодержащей
резины с пленкой алюминия, полученной термическим напылением; г - 3D
изображение фторсодержащей резин; д - 3D
изображение фторсодержащей резины пленкой алюминия, нанесенной магнетронным
методом; е - 3D изображение
фторсодержащей резины с пленкой алюминия, полученной термическим напылением.
Таблица 5. - Прочность при расслоении «резина -
Ф4С25»
|
№
|
резина
420-264В/5
|
Прочность
при расслоении, Н/см
|
|
|
Ф4С25
|
|
|
немодифицированные
|
химическая
модификация
|
|
1
|
исх.
|
-
|
20,7
|
|
2
|
+
алюминий (термораспыл)
|
2,1
|
23,4
|
Примечание: «-» значение прочности при
расслоении менее 1 Н/см.
На основе проделанной работы можно сделать
следующие выводы:
) определена адгезионная прочность при
расслоении фторсодержащей резины 420-264В/5 на основе СКФ-264В/5 и композита
Ф4С25 на основе ПТФЭ, содержащего 25 масс. % стекловолокна,
) показано возрастание прочности адгезии
при расслоении дополнительной обработкой фторсодержащей резины ИК-излучением,
термонапылением алюминия.
6.2 Спектральные
характеристики взаимодействия фторсодержащей резины и алюминия
В разделе предложена интерпретация спектральных
проявлений взаимодействия фторсодержащей резины и алюминия.В продолжение
исследований по увеличению адгезионной прочности при расслоении сборных
конструкций из эластичной фторсодержащей резины и каркасного
политетрафторэтилена нами предпринята попытка модификации поверхности резины
различными физико-химическими методами.
Целью настоящего исследования является анализ
спектральных проявлений взаимодействия фторсодержащей резины и алюминия.
В качестве объектов исследования использовались
фторсодержащая резина 420-264В/5 на основе СКФ-264В/5 перекисной вулканизации и
алюминий.
Для фторсодержащей резины 420-264В/5 в качестве
физико-химических методов модификации поверхности применялась обработка резины
ИК-лазером и нанесение тонкой пленки алюминия магнетронным и термическим
нанесением в вакууме.
Обычно при обработке поверхности ПТФЭ раствором Na-нафталинового
комплекса происходит дефторирование полимерной цепи и образование двойных
связей в макромолекуле ПТФЭ, что подтверждается появлением в ИК-спектре полос
поглощения (νs=
1592,0 см-1,νas=
1417,7 см-1), соответствующих валентным колебаниям связи С=С фрагмента (F)С=С
полимера [1…3].
ИК-спектры многократного НПВО снимали на
ИК-Фурье спектрометре Nicolet
6700 (фирма «ThermoScientific»,
USA).
Более детальный ИК спектрометрический анализ
поверхности резины после термораспыла алюминия в области частот 1700…650 см-1
подтверждает дефторирование полимерной цепи фторполимера косвенным образованием
фторида алюминия AlF3,
рис. 2.
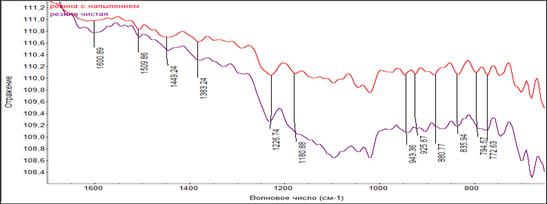
Рисунок 18 - ИК спектры отражения исследованных
образцов резины: 1 - исходная, 2 - после термораспыла алюминия
В образце резины после термораспыла алюминия
возникают полосы колебаний при 1180,9 и 880,8 см-1, увеличивается интенсивность
полос 943,4, 925,7, 794,6 и 772,6 см-1, а также появляется плечо при 713,3
см-1. В ИК спектрахAlF3,
согласно литературным данным [4], имеются полосы поглощения в интервале 655…750
см-1. Так, например, деконволюция широкой полосы поглощения с максимумом при
670 см-1 даёт шесть чётко разделённых полос с максимумами 539, 608, 666, 743,
860 и 977 см-1. Таким образом, мы соотносим появившиеся в ИК спектре образца
резины после термораспыла алюминия полосы поглощения при 713,3 и 880,8 см-1, а
также, по-видимому, и при 1180,9 см-1 с колебаниями фторида алюминия, а
соответствующие смещения полос относительно описанного в литературе аморфного
образца фторида алюминия с влиянием полимерной матрицы.
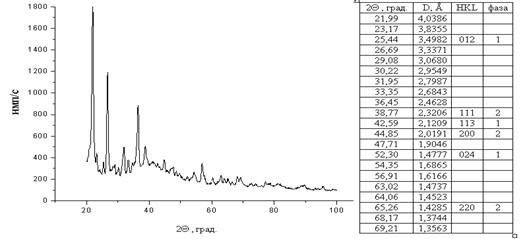
Рисунок 19 - Дифрактограмма образца
резины после термораспыла алюминия, в таблице цифрой «1» обозначена фаза AlF , карточка №
44-231, цифрой «2» обозначена фаза Al, карточка №
85-1327.
, карточка №
44-231, цифрой «2» обозначена фаза Al, карточка №
85-1327.
На основе проделанной работы можно сделать
следующие выводы:
1) при обработке фторсодержащей резины
ИК-излучениемпроисходит дефторирование и дегидрофторирование полимерной цепи с
образованием двойных связей в макромолекуле каучука,
2) при магнетронном и термонанесении
алюминия на поверхность фторсодержащей резины происходит образование AlF3,
что подтверждается методами ИК-спектроскопии и рентгенофазового анализа.
6.3 Модификация
поверхности фторсодержащей резины
Одной из актуальных задач сборки композиционных
материалов на основе фторполимеров является повышение адгезионной прочности при
их склеивании. В решении этой задачи существенную роль может сыграть
направленный синтез на поверхности фторсодержащей резины ненасыщенных структур.
В литературе описаны различные методы формирования
и направленного модифицированного слоя органического и неорганического
происхождения под воздействием градиентов электрического поля, различных
значениях pH,
температуры и др. [1]. Несмотря на значительные успехи в области изучения
модификации поверхности фторполимеров, механизмы формирования и роста отдельных
видов кристаллов, в частности кристаллов фтористого алюминия, нуждаются в
дальнейшем изучении.
Целью данного исследования является описание
физических механизмов самопроизвольного формирования и роста кристаллов
фтористого алюминия на поверхности фторсодержащей резины.
В качестве объектов исследования использовались
фторсодержащая резина 420-264В/5 на основе СКФ-264В/5 перекисной вулканизации и
алюминий.
Термическое нанесение алюминия осуществлялось на
установке вакуумного напыления УрМ 3.279.028. Данная установка оснащена
системой нагрева испаряемого материала за счет бомбардировки тигля с веществом
электронами эмитируемым вольфрамовым катодом. Такая схема нагрева обеспечивает
высокую равномерность температуры расплава металла и плавность регулировки
скорости распыления. В механической части камеры для распыления металлов
предусмотрена заслонка. В момент нагрева тигля до температуры плавления металла
заслонка находится в закрытом состоянии, что предотвращает попадание
легкоплавких примесей, загрязнении и окислов, содержащихся на поверхности
металла, на подложку. Толщина металлического слоя нанесенного на резиновую
основу составляет порядка 0,35 мкм.рост слоя металла на подложке происходит при
осаждении отдельных атомов металла, что способствует хорошей заполняемости
пористой поверхности резинового основания. Кроме этого атомы металла,
испаряемые из тигля, обладают существенной кинетической энергией, обусловленной
высокой температурой расплава и разрежением в рабочем объеме установки,
обеспечивающем большую длину свободного пробега. Остаточное давление газов в
рабочем объеме установки при напылении порядка 5×10-3 Па.
Высокая энергия частиц металла осаждаемого на резиновую основу может
способствовать процессам адсорбции и активации химических взаимодействий основы
и напыляемого покрытия.
Исследования проводили с использованием
аналитического комплекса на базе растрового электронного микроскопа (рЭМ)
высокого разрешения SEM MiraIILMU
(Tescan) с системой энергодисперсионного
анализа EDXINCAENERGY
350 (OxfordInstruments),
используемого нами для локального химического элементного анализа и изучения
морфологии. Изучение морфологии, рис.1, проводилось в режиме детектирования
вторичных электронов, которые наиболее чувствительны к рельефу поверхности.
Информация о рельефе собирается на основе анализа состояния приповерхностной
зоны генерации вторичных электронов. Химический элементный состав кристаллов на
поверхности резины определялся с помощью энергодисперсионной системы
микроанализа, табл.6.
Рисунок 20 - РЭМ изображение морфологии
поверхности образцов фторсодержащей резины, полученные при ускоряющем
напряжении HV = 15 кВ,
увеличение 1000х
Анализируя характер распределения химических
элементов, можно сделать вывод, что поверхность фторсодержащей резины после
напыления алюминия формируют, в основном, углерод, алюминий, фтор и кислород.
Необходимо указать, что используемый в экспериментах растровый электронный
микроскоп не позволяет детектировать водород, входящий в структуру
фторсодержащей резины.
клапан механический сердце протез
6.4 Разработка
конструкции протеза клапана сердца
В настоящее время примерно 300 000 больным в
мире ежегодно вставляют протез клапана сердца (ПКС), заменяющий естественный,
поврежденный либо вследствие инфекционных болезней, либо вследствие процесса
старения. В случае необходимости замены клапана сердца, очень важным является
выбор имплантата и его надежность.
ПКС в функциональном отношении должен заменять
естественные образования, для коррекции которых он используется. В задачу
протезирования клапанов сердца и их элементов входит создание протезов,
обеспечивающих функциональную состоятельность при исключительно высокой
надежности и цикличности.
Конструкция ПКС должна иметь следующие
характеристики: 1) полностью исключать выпадение створок за счет выполнения
ограничителей, 2) обеспечивать высокую эффективность проходного сечения
клапана, практически не оказывая сопротивления потоку в открытом положении створок,
3) исключать образование застойных зон крови, 4) значительно снижать
фактортромбообразования за счет используемых биоинертных материалов
(пироуглерод и фторопласт), 5) иметь высокую надежность и долговечность,
хорошую совместимость с естественными тканями.
С учетом приведенных требований был
сконструирован ПКС, состоящий из биоинертных материалов: пироуглерода [1] и
ПТФЭ (политетрафторэтилена) с внутренним резиновым кольцом, для обеспечения
простоты фиксации манжеты, рисунок 27.
Рисунок 21 - ПКС и структура материалов
конструкция ПКС:
- манжета из нитей ПТФЭ, 2 - резиновое кольцо, 3
- корпус из пироуглерода, 4 - створки клапана из пироуглерода;
Пироуглерод имеет однородную структуру, с
пористостью 17...20 %. Манжета состоит из плотно сплетенных нитей ПТФЭ со
средним диаметром 12…17 мкм. Применение данных материалов в конструкции
клапана, позволяет: 1) увеличить срок службы (за счет использования
износостойких материалов), 2) снизить риск тромбообразования (за счет
использования пироуглерода и ПТФЭ), 3) увеличить эффективность установки
клапана при хирургической операции за счет применения армирующего резинового
жгута. Спроектированная конструкция ПКС является простой в изготовлении и
установке.
7. Правила безопасной
работы на установки вакуумного напыления
Одной из основных характеристик любого
устройства, прибора или механизма, является его безопасность для человека.
Поэтому важным пунктом дипломной работы является оценка безопасности
разрабатываемого устройства. В процессе труда человек вступает во
взаимодействие с различными предметами, другими людьми. Кроме этого на него
воздействуют параметры производственной обстановки (температура, влажность,
подвижность воздуха, шум и т.д.). От условий труда в большой степени зависят
здоровье и работоспособность человека. При неблагоприятных условиях резко
снижается производительность, и создаются предпосылки для возникновения
травматизма и профессиональных заболеваний. В соответствии с системой
стандартов безопасности труда (ССБТ) различаются опасные и вредные факторы, но
выделения их в отдельные группы не производят. К определяющим признакам опасных
и вредных факторов относятся: возможность непосредственного отрицательного
воздействия на организм человека; затруднения нормального функционирования
органов человека; возможность нарушения нормального состояния элементов
производственного процесса, в результате которого могут возникнуть аварии,
взрывы, пожары, травмы.
7.1 Анализ опасных и
вредных факторов на участке вакуумного напыления
клапан механический сердце протез
ГОСТ 12.0.003 - 74 содержит классификацию
элементов условий труда, выступающих в роли опасных и вредных производственных
факторов. Они подразделяются на 4 группы:
физические;
химические;
биологические;
психофизические.
В таблице 7 приведены опасные и вредные факторы,
влияющие на работников на участке вакуумного напыления
Таблица 7. Опасные и вредные факторы на участке
вакуумного напыления
|
ФАКТОрЫ
|
ДЕЙСТВИЕ
НА ЧЕЛОВЕКА
|
|
1.
Высокое напряжение тока в электросети
|
Электротравмы
(ожоги, металлизация кожи, электрические знаки, механические повреждения,
электроофтальмия, электрические удары и т.д.)
|
|
2.
Неоптимальные метеорологические условия
|
Нарушение
терморегуляции (к перегреву либо к переохлаждению организма и как следствие
кпотери трудоспособности, быстрой утомляемости, потери сознания и тепловой
смерти.)
|
|
3.
Нерациональное освещение
|
Нарушение
зрительной функции (ухудшения: остроты зрения, контрастной чувствительности,
скорости зрительного восприятия, устойчивости ясного видения, способности
глаза четко распознавать предметы), снижение работоспособности
|
|
4.Неудобная
рабочая поза
|
Патологическое
изменение опорно-двигательного аппарата (грыжи, дисциты, остеохондрозы,
гипертония, варикозное расширение вен и т. п.), снижение работоспособности
|
7.2 Обеспечение
электробезопасности в помещении для работы с установкой для вакуумного
напыления
Эксплуатация большинства приборов связана с применением
электрической энергии. Электрический ток, проходя через организм, оказывает
термическое, электролитическое и биологическое действие, вызывая местные и
общие электротравмы.
В установке для вакуумного напыления
используется напряжение 380 В опасное для человека, но при эксплуатации
установка является относительно безопасным, т.к. все его элементы, находящиеся
под напряжением изолированы, а высоковольтный блок закрыт защитным кожухом.
Таким образом, опасность может возникнуть только при ремонте и техническом
обслуживании в случае несоблюдения правил техники безопасности.
Помещение участка установки для вакуумного
напыления относится согласно ПУЭ к классу помещения без повышенной опасности,
т.е. здесь отсутствуют условия, создающие «повышенную опасность» или «особую
опасность».
Во избежание поражения людей электрическим током
розетки, которыми пользуются для включения электроприборов согласно ГОСТ
12.1.030-81, заземлены. Все токоведущие провода надежно изолированы, проводятся
регулярные проверки изоляции в сетях и потребителях тока. Конструкции
электроустановок соответствуют условиям их эксплуатации, и обеспечивают защиту
персонала от соприкосновения с токоведущими частями, а оборудования - от
попадания внутрь посторонних тел и воды.
Расчет заземления
Заземляющее устройство в виде П - образного
контура вокруг здания. Отдельные заземлители представляют собой стальные
стержни диаметром  =2,5 cм
и длиной
=2,5 cм
и длиной  2,5
м = 250 см, забитые на глубину
2,5
м = 250 см, забитые на глубину  = 2м.
= 2м.
Сопротивление растеканию тока отдельного стержня
найдем по формуле:
 (32)
(32)
где  2*104
2*104 -
удельное сопротивление песчаного грунта.
-
удельное сопротивление песчаного грунта.
 .
.
Все заземлители соединяются стальной полосой
сечением 4 x 0,5 см на глубине  =0,5
м = 50 см. Длина полосы
=0,5
м = 50 см. Длина полосы  = 60 м = 6000 см,
тогда сопротивление растеканию тока у полосы составит:
= 60 м = 6000 см,
тогда сопротивление растеканию тока у полосы составит:
 (33)
(33)

Проектированием предусматривается забивка n=20
стержней, тогда их общее сопротивление растеканию тока составит:
Учитывая коэффициент использования, имеем:
Сопротивление всего контура:
 (34)
(34)
Согласно правилам установки электрооборудования
сопротивление заземляющего устройства должно быть не более 4 Ом.
В помещениях и наружных установках с
неагрессивной средой в местах, доступных для осмотра и ремонта, допускается
использование болтовых соединений заземляющих и нулевых защитных проводников
при условии, что будут приняты меры против их ослабления и коррозии контактных
поверхностей.
 <#"875100.files/image041.gif"> (35)
<#"875100.files/image041.gif"> (35)
где Ен - нормированная минимальная
освещенность, лк;
S - площадь
освещаемого помещения, м2;
z -
коэффициент минимальной освещенности, для люминесцентных ламп =1,1;
к - коэффициент запаса, равен 1,5;
N - число
светильников в помещении;
 - коэффициент использования
светового потока ламп (определяется по таблице).
- коэффициент использования
светового потока ламп (определяется по таблице).
Показатель помещения рассчитывается
по формуле:
 (36)
(36)
где А и В - два характерных размера
помещения;
Нр - высота светильников над рабочей
поверхностью.
Подсчитаем показатель помещения:
По таблице определим  и
подсчитаем световой поток лампы:
и
подсчитаем световой поток лампы:
 лм
лм
По таблице подбираем ближайшую по
мощности светового потока стандартную лампу ЛДЦ80.
Таким образом, в помещении участка
диагностирования редукторов размером 5x4 метра при
высоте потолков 2,5 метра для получения равномерного общего освещения для работ
по классу III (в)
распределены по потолку 6 ламп ЛДЦ80.
7.8
Обеспечение оптимальных температурных условий
Одним из условий здорового и
высокопроизводительного труда является обеспечение чистоты воздуха и нормальных
метеорологических условий в рабочих помещениях.
Метеорологические условия для
рабочей зоны производственного помещения регламентируются ГОСТ 12.1.005-88
“Воздух рабочей зоны”. Этот ГОСТ устанавливает оптимальные условия и допустимые
климатические условия в зависимости от характера производственного помещения,
времени года и категории выполняемой работы.
Таблица 8. Оптимальные и допустимые
климатические условия на участке диагностирования механических передач редукторов
|
Период
года
|
Категория
выполняемых работ
|
Температура
воздуха, ºС
|
Относительная
влажность, %
|
Скорость
движения воздуха, не более, м/с
|
|
|
Оптим.
|
Допустим
|
Оптим.
|
Допустим.
|
Оптим.
|
Допустим.
|
|
Холодный
|
1б
|
21-23
|
18-25
|
40-60
|
18-80
|
0,1
|
0,2
|
|
Теплый
|
|
22-24
|
|
|
|
0,2
|
|
Оптимальные параметры микроклимата позволяют
сохранять нормальное функционирование организма и высокую работоспособность
персонала.
Для поддержания теплового равновесия между телом
человека и окружающей средой в помещении участка диагностирования вентиляция
имеет неорганизованный характер. При неорганизованной вентиляции воздух
подается и удаляется из помещения через форточки и окна. Согласно СНиП
1.04.05-91 приточный воздух с помощью естественной вентиляции в теплый период
года подается на высоте не менее 0.3 м и не более 1.8 м, а в холодное время на
высоту не менее 3м. Температура 18-25 ºС,
влажность 75 %, скорость воздуха 0.2 м/с. Отопление помещения участка
балансировки происходит централизованно от заводской котельной. Поддержание
оптимальной температуры радиаторов в холодный период года происходит
регулированием количества подаваемого в них теплоносителя.
Выводы по безопасности труда
Безопасность труда - это не только здоровье
персонала, но и мощный экономический фактор, так как улучшение условий труда и
экологической обстановки ведет к увеличению его производительности, сокращению
выплат нетрудоспособности и возмещению ущерба здоровью.
Все меры по безопасности труда на участке
балансировки, разработанные в этом разделе, позволят минимизировать влияние
вредных и исключить действие опасных факторов на оператора. Кроме того,
оптимальные параметры освещенности рабочего места и микроклимата на участке
позволят снизить утомляемость оператора и повысить качество выполняемых им
операций.
8. Экологическая экспертиза
установки для вакуумного напыления
.1 Основные понятия
Экологическая экспертиза - установление
соответствия документов и (или) документации, обосновывающих намечаемую в связи
с реализацией объекта экологической экспертизы хозяйственную и иную деятельность,
экологическим требованиям, установленным техническими регламентами и
законодательством в области охраны окружающей среды, в целях предотвращения
негативного воздействия такой деятельности на окружающую среду.
Государственная экологическая экспертиза
организуется и проводится федеральным органом исполнительной власти в области
экологической экспертизы и органами государственной власти субъектов российской
Федерации в порядке, установленном настоящим Федеральным законом, иными
нормативными правовыми актами российской Федерации, законами и иными
нормативными правовыми актами субъектов российской Федерации (Статья 1
Федерального закона «Об экологической экспертизе» от 23 ноября 1995 года) [54].
Основные нормативные документы.
Законодательные акты:
Об охране окружающей среды (Федеральный закон от
10 января 2002 г. № 7-ФЗ);
Об охране атмосферного воздуха (Федеральный
закон от 04 мая 1999г. № 96-ФЗ);
Об отходах производства и потребления
(Федеральный закон от 24 июня 1998 г. № 89-ФЗ);
Об экологической экспертизе (Федеральный закон
от 23 ноября 1995 г. № 174-ФЗ);
Стандарты:
ГОСТ 17.2.1.04-77 Охрана природы. Атмосфера.
Источники и метеорологические факторы загрязнения, промышленные выбросы.
Термины и определения;
ГОСТ 17.2.1.03-84 Охрана природы. Атмосфера.
Термины и определения контроля загрязнения;
ГОСТ 17.2.4.02-81 Охрана природы. Атмосфера.
Общие требования к методам определения загрязняющих веществ;
ГОСТ 12.1.003-83 «Шум, общие требования
безопасности».
8.2 Воздействие
установки вакуумного напыления на окружающую среду
Установка вакуумного напыления состоит из
рабочей камеры, в которой проходит процесс вакуумного напыления на
искусственный сердечный клапан. Процесс проведения операции вакуумного
напыления включает в себя выполнение следующих действий. В верхнем положении
колпака с подложкодержателя снимают обработанные подложки и устанавливают
новые. Колпак опускают и включают систему вакуумных насосов (вначале для
предварительного разрежения, затем высоковакуумный). Для ускорения десорбции
воздуха с внутренних поверхностей и сокращения времени откачки в трубопровод
подают горячую проточную воду. По достижении давления внутри камеры порядка
10-4 Па (контроль по манометру) включают нагреватели испарителя и подложек. По
достижении рабочих температур (контроль с помощью термопар) заслонку отводят в
сторону и пары вещества достигают подложки, где происходит их конденсация и
рост плёнки. Система автоматического контроля заростом плёнки фиксирует либо
толщину плёнки (для диэлектрика плёночных конденсаторов), либо поверхностное
сопротивление (для резисторов), либо время напыления (проводники и контакты,
защитные покрытия). Вырабатываемый при этом сигнал об окончании напыления после
усиления воздействует на соленоид заслонки, перекрывая ею поток пара. Далее отключают
нагреватели испарителя и подложек, выключают систему откачки, а в трубопровод
подают холодную проточную воду. После остывания подколпачных устройств через
натекатель плавно впускают атмосферный воздух. Выравнивание давлений внутри и
вне колпака даёт возможность поднять его и начать следующий цикл обработки.
8.2 Характеристики загрязнителей от устройства
вакуумного напыления
Чистота исходных материалов и высокая чистота
поверхностей подложек значительно влияют на электрические параметры, надежность
и долговечность полупроводников приборов и ИМС. Даже самые мельчайшие
загрязнения поверхностей подложек органическими и неорганическими веществами
(пот, жиры, масла, соли, пары, газы, оксиды и др.) или посторонними
микроскопическими частицами пыли, волокон, ворсинок могут вызвать разрывы, поры
и токи утечки в тонкопленочных элементах.
Для изготовления качественных и надежных
полупроводниковых приборов и ИМС необходимо строго соблюдать производственную
гигиену , т. е. выполнять мероприятия, обеспечивающие защиту подложек от
загрязнений. На предприятиях контроль возлагается на специальную службу
производственной гигиены, работники которой ежедневно проверяют состояние
электронно- вакуумной гигиены в цехах и на участках.
8.3 Физические
загрязнители
Шум относится к физическим загрязнителям.
Нижний порог слышимости для человека 1дБ. Шум,
создаваемый компрессором достигает 105 дБ и выше. Шум порядка 90-100дБ вызывает
постепенное ослабление слуха, нервно-психический стресс, заболевание щитовидной
железы и сердечнососудистые заболевания.
Электромагнитное излучение. Основным источник
электромагнитного излучения является магнетрон.
Действие электромагнитных полей на организм
человека проявляется в функциональном расстройстве центральной нервной системы:
субъективные ощущения при этом - повышенная утомляемость, головные боли и т.п. [49].
8.4 расчёт
экологического риска
Процесс принятия решения в условиях риска
включает следующие этапы:
. Анализ рисков, который имеет своей целью
сравнение количественных величин рисков.
. Оценка риска, которая направлена на
идентификацию и количественное выражение рисков, являющихся следствием создания
и эксплуатации объектов.
. Управление риском, которое предусматривает
перевод аналитических результатов оценки риска в организационно-технические
решения.
В общем случае риск выражается следующим
образом:
рИСК = ВЕрОЯТНОСТЬ × ПОСЛЕДСТВИЯ
(УЩЕрБ)
Применительно к устройству полимеризации в
области управления экологическим риском следует считать:
- оценку аварийной опасности объектов,
в том числе при транспортировке на дорогах, железнодорожных магистралях, речных
и морских путях;
- оценку отдаленных последствий для
населения и окружающей среды от систематических выбросов загрязняющих веществ
при нормальном функционировании устройства;
Общий алгоритм расчета экологического риска при
эксплуатации установки вакуумного напыления, связанного с загрязнением
окружающей среды, выглядит следующим образом:
R = P × (a1 × a3 + a2 + a4 + a5)
где P - вероятность аварии при эксплуатации
устройства полимеризации (средняя для отрасли);- коэффициент экологической
опасности вредных веществ, поступающих в атмосферу при аварии;- параметр
аварийности оборудования;- параметр экологической уязвимости помещения, в
котором производится эксплуатация оборудования;- коэффициент опытности
оператора;- коэффициент экологической опасности вредных веществ, поступающих
при аварии в воздушную среду.
Из литературных источников
выявлены значения коэффициентов и вероятности аварии при эксплуатации установки
вакуумного напыления и произведён расчёт экологического риска:= 0,5 ·
(0,26·1,38 + 0,2 + 0,90 + 0,15) = 0,8
Вследствие произведённого
расчёта выявлено, что значение экологического риска при эксплуатации установки
вакуумного напыления не превышает предельно допустимого значения для него (R =
1).
8.5 Мероприятия,
направленные на снижение уровня химического, физического и биологического
загрязнения
Мероприятия для ограничения отрицательного
воздействия пыли должны включать меры медико-профилактического,
санитарно-технического, технологического и организационного характера. К таким
мероприятиям относятся: герметизация оборудования, увлажнение материала в
воздухе, местная и общеобменная вентиляция.
Основные меры защиты от воздействия
электромагнитных излучений:
увеличение расстояния между источником излучения
и рабочим местом;
дистанционный контроль и управление;
экранирование источников излучения и рабочих
мест;
применение средств индивидуальной защиты.
Уменьшение шума может быть достигнуто следующими
мероприятиями:
использование специальных наушников, которые
защищают слуховые органы человека, и в то же время позволяют слышать
разговорную речь;
регулировкой клапанов;
размещением компрессоров в отдельных помещениях
или в звукоизолирующих кожухах;
размещением вдоль стен и потолка звукопоглощающих
материалов [52].
Электронно- вакуумная гигиена
Процессы нанесения пленок обычно проводятся в
специальных герметизированных помещениях или чистых комнатах. Межсоединения в
виде тонких пленок , получаемых в виде полупроводниковой подложке после литографии,
имеют ширину 3- 1,5мкм , что соизмеримо с размером пылинок, находящиеся в
воздухе цеха. Попадание пылевидной частицы на полупроводниковую подложку может
привести к перекрытию соединений и межсоединений и браку.
В зависимости от характера технологических
операции производственные помещения по предъявляемым к ним требованиям
электронно вакуумной- гигиены подразделяются на несколько категорий. Тонкие
пленки наносят только в помещениях первой категории, к которым относят так
называемые герметичные помещения (полностью изолированные от внешней среды),
или гермозоны. В этих помещениях особенно тщательно поддерживаются постоянные
режимы влажности и температуры, максимальная частота воздуха и спецодежды
обслуживающего персонала. Герметичные помещения в основном предназначены для
проведения особо ответственных операций в частности изготовления тонкопленочных
элементов.
Важным условием чистоты герметичных помещений
являются приток в них высококачественного обеспыленного воздуха и контроль
среды. Наибольшим препятствием на пути создания стабильных и надежных ИМС
является запыленность. В воздухе закрытых помещений всегда содержится
определенное количество пыли. Пыль представляет собой совокупность весьма
мелких твердых частиц, способных благодаря своим малым размером находится более
или менее длительное время во взвешенном состоянии в воздухе.
В воздухе обычных рабочих помещений преобладают
мелкие частицы пыли размером до 10 мкм, причем от 40- 90% пылинок имеют размеры
менее 2 мкм. Способность взвешенных в воздухе частиц удерживаться в воздухе или
выпадать из него зависит от их размеров и плотности. Частицы размером 10- 0,1
мкм в спокойном воздухе оседают медленно, а размером менее 0,1 мкм практически
совсем не оседают. Частицы размером 2 мкм, которые в спокойном воздухе оседают,
в подвижном воздухе почти не оседают. В помещениях первой категории допускается
содержание в 1л воздуха не более четырех частиц размером не более 0,5 мкм.
Микроклимат помещений первой категории
характеризуется следующими параметрами: температурой зимой (21градус),а летом
(23 градуса) и относительной влажностью (45%).
Оборудование для исключения мест скопления пыли
должно быть обтекаемой формы, без углублений, щелей и карманов. Особые
требования предъявляют к чистоте внутренних поверхностей вакуумных систем.
Технологических камер и др. На внутренних поверхностях рабочих камер могут
накапливаться механические загрязнения в виде мельчайших чешуек, отслоившихся
от пленок, попавших на стенки камеры .
На предприятиях в различных отраслях
промышленности в процессе производства продукции образуются сточные воды. В
зависимости от вредности, они требуют утилизации, которая, зачастую,
мероприятие недешевое, т.к. используются химикаты, площади, человеческие
ресурсы. При этом воду, доведенную до норм ПДК (а, как правило, и нет),
приходится сливать в канализацию. Образуются расходы, которые занимают большую
долю в себестоимости готовой продукции, и сточные воды, которые, при
недостаточной степени очистки, являются еще и источниками загрязнения
поверхностных водоемов. Загрязняющие вещества приводят к качественным
изменениям физических свойств воды и ее химического состава.
Количество и качество состава стоков
машиностроительных предприятий разнообразно и зависит от технологических
процессов, используемых в производственном цикле. В основном, производственные
сточные воды содержат взвешенные вещества, нефтепродукты, ПАВ и ионы тяжелых
металлов, что особенно характерно для сточных вод гальванического производства.
Проблема очистки промышленных сточных вод
приобретает в нашей стране все большее значение, поскольку большинство очистных
сооружений машиностроительных предприятий устарело, а вновь образованные мелкие
предприятия и кооперативы не в состоянии обеспечить качественную очистку стоков
в соответствии с существующими нормативами ПДК, а также вернуть воду на
оборотное использование. Для решения указанных задач предлагается использовать
процесс вакуумного выпаривания промывных вод и концентрированных
технологических растворов.
Вакуумный выпариватель - это установка для
индустриальной очистки стоков, в результате которой получается чистая
деминерализованная вода, которую можно повторно использовать, и
концентрированный остаток, который в 10-60 раз меньше исходного объема стоков и
содержит все загрязняющие вещества.
Выпаривание - это процесс концентрирования
жидких отходов методом частичного удаления жидкости испарением в процессе
кипения. При выпаривании жидкость извлекается из объема раствора. Концентраты и
твердые отходы, образующиеся при вакуумном выпаривании, гораздо дешевле и легче
подвергаются последующей переработке, хранению и транспортировке. Кроме очистки
воды, в ряде производств, вакуумный вакуумно-выпарная установка может быть
использована для восстановления исходных растворов, применяемых в
технологическом процессе (например, при обработке промывочных вод после
гальванических ванн можно концентрировать и возвращать в рабочие ванны
драгоценные металлы (Ni, Cr, Cu, Ag), электролиты и другие активные растворы.
Важной характеристикой данных установок является их способность значительно
уменьшать объемы отходов переработки, что приводит, в свою очередь, к
уменьшению затрат на их утилизацию.
Вакуумно-дистилляционные установки предлагают
собой более современное и экономичное решение, чем физико-химическое разложение
или мембранная очистка. При этом инновационная технология вакуумного
выпаривания является наиболее эффективной с экологической и с экономической
точки зрения. Благодаря высокой концентрации остатка, расходы на утилизацию
заметно снижаются. Высокое качество дистиллята позволяет использовать его
повторно, благодаря чему значительно снижаются расходы на использование чистой
(свежей) воды. При этом повышается не только культура производства, но и
экономическая эффективность предприятия.
Вакуумная выпарная установка работает в
полностью автоматическом режимe, и не требует присутствия оператора.
Электромагнитное загрязнение - это разновидность
антропогенного или природного физического загрязнения, возникающего при
модификации электромагнитных свойств среды (под действием линий электропередач
высокого напряжения, работы некоторых промышленных установок, природных явлений
- магнитных бурь и других источников ЭМИ).Врезультате многочисленных
исследований, показано, что электромагнитные волны оказывают существенное воздействие
на биологические объекты, проявляющиеся в многообразии индуцированных эффектов.
В соответствии со статьей 25 Федерального закона
"Об охране окружающей природной среды" от 19 декабря 1991 г. №
2060-1, нормирование качества окружающей среды проводится с целью установления
предельно допустимых значений факторов воздействия на окружающую среду,
гарантирующих экологическую безопасность населения, сохранения генетического
фонда, обеспечивающих рациональное использование и воспроизводство природных
ресурсов в условиях устойчивого развития хозяйственной деятельности.[16]
Основным критерием экологического нормирования ЭМП может служить положение, в
соответствие с которым безопасным для экосистемы считается ЭМП такой
интенсивности, при которой возможна потеря отдельной особи при обязательном
условии сохранения стабильности экосистемы. При экологическом нормировании ПДУ
ЭМП имеет смысл верхнего предела устойчивости организма, при превышении
которого ЭМП становится лимитирующим фактором окружающей среды.
Безопасность экосистемы определяется близостью
ее состояния к границам устойчивости. Ключевым требованием является: сохранение
размера и биомассы экосистемы, постоянство видового состава, численных
соотношений между видами и функциональными группами организмов. От этого
зависит стабильность трофических связей, внутренних взаимодействий между
структурными компонентами экосистемы и ее продуктивность [20].
Концепции экологического нормирования
электромагнитного излучения
До настоящего времени ПДУ для оценки воздействия
ЭМП на окружающую среду в целом не разработаны ни в одной стране мира. Имеются
лишь разрозненные результаты отдельных исследований воздействия ЭМП на
компоненты экосистем.
Единственным объектом живой природы, для
которого разработаны и внедрены соответствующие ПДУ как в российской Федерации,
так и во многих государствах за рубежом, является человек. К вопросу
нормирования ЭМП для окружающей среды возможны несколько подходов:
За ПДУ принимается интенсивность ЭМП
естественного происхождения. При таком походе разработка нормативов является
простой задачей и сводится к обобщению имеющихся данных по интенсивности
естественного электромагнитного фона в интересующем диапазоне частот (0-300
ГГц). Данный подход не оправдан ни с экономической, ни с экологической точки
зрения, т. к. его реализация потребует почти полного прекращения
функционирования объектов-источников ЭМП, а также проведения чрезвычайно
дорогостоящих защитных мероприятий.
За ПДУ принимается технически минимально
достижимая интенсивность ЭМП , которая обеспечивает бесперебойную работу
технических устройств. Подход является техническим, и вопрос нормирования
рассматривается в отрыве от воздействия ЭМП на живые организмы. Установленные
при таком подходе ПДУ могут быть в несколько раз выше пороговых значений,
обоснованных биологическими исследованиями.
За ПДУ принимаются ПДУ, разработанные для
человека . Перенесение требований нормативных документов, разработанных для
человека, на экосистемы в целом представляется чрезмерно грубым приближением,
даже при условии введения соответствующих поправочных коэффициентов, т. к.
характер воздействия ЭМП определенного типа на представителей флоры и фауны
может радикально отличаться от характера его воздействия человека. Особенно это
различие может наблюдаться у организмов, так или иначе использующих ЭМП
естественного происхождения для обеспечения своего процесса жизнедеятельности.
За ПДУ принимаются биологически обоснованные
уровни, установленные в результате физических, физиологических, клинических,
биохимических и других исследований на биологических объектах.
В России в качестве ПДУ ЭМП принимаются такие
значения, которые при ежедневном облучении в свойственном для данного источника
излучения режимах не вызывает у населения без ограничения пола и возраста
заболеваний или отклонений в состоянии здоровья, обнаруживаемых современными
методами исследования в период облучения или в отдаленные сроки после его
прекращения.
Основной критерий определения уровня воздействия
ЭМП как предельно допустимого - воздействие не должно вызывать у человека даже
временного нарушения гомеостаза (включая репродуктивную функцию), а также
напряжения защитных и адаптационно-компенсаторных механизмов ни в ближайшем, ни
в отдаленном периоде времени. Это означает, что в качестве ПДУ принимается дробная
величина от минимального уровня электромагнитного поля, способного вызвать
какую либо реакцию.
В зависимости от места нахождения человека
относительно источника ЭМП он может подвергаться воздействию электрической или
магнитной составляющей поля или их сочетанию, а в случае пребывания в волновой
зоне - воздействию сформированной электромагнитной волны. По этому признаку
определяется необходимый критерий контроля безопасности.
В части требований ГОСТов и СанПиН по проведению
контроля записано, что контроль уровней ЭП осуществляется по значению
напряженности ЭП - Е, В/м. Контроль уровней МП осуществляется по значению
напряженности МП - Н, А/м или значению магнитной индукции - В, Тл. В зоне
сформировавшейся волны контроль осуществляется по плотности потока энергии
(ППЭ), Вт/м2.
В россии установлены самые жесткие в мире
предельно допустимые уровни облучения населения электромагнитными полями.
Для сравнения возьмем нормирование ЭМИ
радиочастот в россии и за рубежом. В подавляющем большинстве развитых зарубежных
стран, прежде всего в США, государствах-членах ЕС, Великобритании, Японии,
принято считать биологически действующим ЭМП такой интенсивности, воздействие
которого приводить к научно доказанным опасным для функционирования
человеческого организма последствиям, в том числе обратимым.
Так как, в свою очередь, к научно доказанным
последствиям относят исключительно результаты электромагнитного воздействия т.
н. теплового уровня, то основным критерием для определения предельно
допустимого значения интенсивности ЭМП в рабочем для системы сотовой радиосвязи
диапазоне частот является увеличение температуры тела человека вследствие
влияния ЭМП на 1 °С.
В связи с этим, предельно допустимые значения
идентичных нормируемых величин, например ППЭ, гораздо выше в зарубежных
нормативных документах по сравнению с российскими.
В качестве основного критерия нормирования
воздействия ЭМП в российской Федерации принято положение, в соответствие с
которым безопасным для человека считается ЭМП такой интенсивности, которое не
приводит к даже временному нарушению гомеостаза (включая репродуктивную
функцию), а также к напряжению защитных и адаптационно-компенсаторных
механизмов ни в ближайшем, ни в отдаленном периоде времени.
9.
Организационно-экономическая часть
изготовления искусственного сердечного клапана
Целью этой оценки является
определение экономической эффективности запуска в производство искусственного
сердечного клапана новой конструкции.
Исходные данные для расчета:
Годовая программа выпуска
имплантатов - 1000 штук;
Стоимость 1 кВт/ч энергии - 3,5
руб;
режим работы участка - в одну
смену;
Премия основных рабочих - 30 %
от зарплаты;
Дополнительная зарплата рабочих
- 10 % от основной;
Амортизационные отчисления на
здания и сооружения 2,4 % от их стоимости;
Амортизационные отчисления на
оборудование 11 % от его стоимости;
Себестоимость мини имплантата
складывается из следующих основных статей: стоимость основных материалов;
затраты на электроэнергию, потребляемую на технологические цели; заработная
плата производственных рабочих; дополнительная заработная плата
производственных рабочих.
Исходные технико-экономических
показатели
Таблица 9
- Исходная
таблица данных
|
Наименование
затрат
|
Единицы
измерений
|
Цена
за единицу в рублях
|
На
1000 штук
|
|
|
|
количество
|
сумма
|
|
Титановый
сплав ВТ-00
|
кг
|
1500
|
3600
|
3600000
|
|
Фторопласт
|
кг
|
700
|
40
|
40000
|
|
Алюминии
|
кг
|
50
|
40
|
40000
|
|
Пиролитический
|
кг
|
4000
|
40
|
4000000
|
|
|
1
|
2
|
3
|
4
|
5
|
|
Дистиллированная
вода
|
л
|
15
|
20
|
20000
|
|
Итого:
|
|
|
|
500000
|
Годовой выпуск изделий
Q
= 1000
Трудоемкость изготовления
одного изделия базового и проектируемого вариантов соответственно равна: tδ
и tП - н/ч [62]
а) для базового варианта
 ч. (1)
ч. (1)
б) для проектируемого варианта
 ч., (2)
ч., (2)
где tδ = 11ч
tП =15 ч.
Годовой фонд времени одного рабочего
Ф р = (Дк - Дпр)*τрд = (365 -
118)*8 = 1976 ч. (3)
Дк=365 - дни календарные;
Дпр=118 - праздничные и выходные
дни;
τpq =8 ч -
продолжительность рабочего дня.
Численность основных рабочих
а) для базового варианта
Чр = TБ
/ Фр = 11000 / 1976 = 5,56 = 6 чел. (4)
б) для проектируемого варианта
Чр = TП
/ Фр = 15000 / 1976 = 7,505 = 8 чел. (5)
Годовой фонд оплаты труда основных работников
а) для базового варианта
 ; (6)
; (6)
б) для проектируемого вариант
 (7)
(7)
где SI= 40руб/ч -
часовая тарифная ставка одного рабочего.
ЗОБ = 11000·40 = 440000
рублей
ЗОП = 15000·40 = 600000
рублей
Дополнительный фонд оплаты труда
основных рабочих
а) для базового варианта
 (8)
(8)
б) для проектируемого варианта
 (9)
(9)
где ПД - процент дополнительной
заработной платы (ПД = 30 %)
ЗДБ =440000· 0,3 =
132000 рублей
ЗДП = 600000· 0,3 =
180000 рублей
Отчисления на социальные нужды
а) для базового варианта
 (10)
(10)
б) для проектируемого варианта
 (11)
(11)
где ПС - процент отчисления на
социальные выплаты (ПС = 30%).
ЗСНБ = (440000+132000) · 0,30 =
171600руб.
ЗСНП = (600000+180000) · 0,30
=185400 руб.
Общепроизводственные (цеховые)
расходы
а) для базового варианта
 (12)
(12)
б) для проектируемого варианта
 (13)
(13)
где ПОП - процент
общепроизводственных расходов, составляет примерно380% от основной заработной
платы рабочих.
ОЦБ = 440000· 380 / 100 =
1672000рублей
ОЦП= 600000· 380 / 100
=2280000рублей
Общие хозяйственные (заводские)
расходы
а) для базового варианта
 (14)
(14)
б) для проектируемого варианта
 (15)
(15)
где ПОХ - процент общехозяйственных
расходов составляет примерно 400% от основной заработной платы рабочих.
ОЗБ = 440000· 400 / 100 =
1760000 рублей
ОЗП = 600000· 400 / 100 =
2400000 рублей
Годовая стоимость сырья и
основных материалов
а) для базового варианта
 (16)
(16)
б) для проектируемого варианта
 (17)
(17)
где М - расход материала i-го вида по
норме на одно изделие;
n -
количество видов используемых материалов,
Цi - цена i-го вида
материала за кг;
Q - годовая
программа выпуска изделий;
НТЗ - транспортно-заготовительные
расходы (3%).
Стоимость основных материалов с
учетом транспортно-заготовительных расходов:
СМБ=
(20000+3900000+43000+21000+13580)·1,03=4117507,4 рублей
СМП= (3600000+40000+40000+40000+60+20000)·1,03=
3852261,8 рублей
Стоимость электроэнергии и других
видов энергии
а) для базового варианта
 (18)
(18)
б) для проектируемого варианта
 (19)
(19)
где КЭ- потребляемая мощность
установки,
ЦЭ - цена за один кВч (3,5 руб.)
расход электроэнергии за 1 час
работы оборудования:
 (20)
(20)
где К=0,8 - коэффициент загрузки
электрооборудования,
Для проектируемого изделия:
N1=30 кВт×ч - мощность
вакуумной установки,
N2=12 кВт×ч - мощность
станка,
N4=5 кВт×ч - мощность
вентилятора.
Для базового изделия:
N1=12 кВт×ч - мощность
станка,
N2=15 кВт×ч - мощность
станка,
N3=5 кВт×ч - мощность
вентилятора,
КЭБ = 0,8·(12+15)+5=26,6 кВт×ч
КЭП= 0,8·(30+12+10)+5=46,6 кВт×ч
СЭБ=11000·26,6·3,5=
1024100 рублей,
СЭП=15000·46,6·3,5=
2446500рублей.
Производственная себестоимость
а) для базового варианта
 (21)
(21)
б) для сравниваемого варианта
 (22)
(22)
ПСБ=440000+132000+171600+1760000+1672000+4117507,4+1024100=
9317207,4рублей;
ПСП
=600000+180000+185400+2400000+2280000+3852261,8+2446500 = 11944161,8 рублей.
Коммерческие расходы для проектируемого изделия
а) для базового варианта
 , (23)
, (23)
б) для сравниваемого варианта
 . (24)
. (24)
где ПК - процент коммерческих расходов от
производственной себестоимости (3%)
КБ=8795257,4 ·3/100=263857,7 рублей.
КП=8464011,8 ·3/100=253920,4рублей.
Научно - исследовательские и опытно -
конструкторские расходы
а) для базового варианта
 (25)
(25)
б) для сравниваемого варианта
 (26)
(26)
где ПНК - процент расходов на НИр и
ОКр (1,5% )
НБ =9317207,4 ·1,5/100=139758,111
рублей.
НП =11944161,8
·1,5/100=179162,427рублей.
Полная производственная
себестоимость товарной продукции
а) для базового варианта
 (27)
(27)
б) для сравниваемого варианта
 ; (28)
; (28)
 руб.
руб.
 руб.
руб.
Плановые накопления (прибыль)
а) для базового варианта ПНБ=ПТБ
·р/100, (29)
где р - рентабельность продукции
ПНБ =945665,511·0,35 = 330982,92885
руб.
ПНП =12123324,227·0,35 =
4243163,47945руб.
Оптовая цена
а) для базового варианта:
ЦОБ= ПТБ
+ПНБ=945665,511+330982,92885 = 1276648,43985 руб. (31)
б) для сравниваемого варианта:
ЦОП= ПТП +ПНП
=12123324,227+4243163,47945=16366487,70645руб. (32)
Налог на добавленную стоимость
а) для базового варианта:
 руб.(33)
руб.(33)
б) для сравниваемого варианта:
 руб. (34)
руб. (34)
Свободная рыночная цена
а) для базового варианта:
 руб.(35)
руб.(35)
б) для сравниваемого варианта:
 руб.(36)
руб.(36)
расчет показателей экономической эффективности
технологического процесса
Снижение общей трудоёмкости в нормо - часах
Тс=ТБ - Тпр=17000-15000=2000 ч (37)
Сокращение численности рабочих:
 чел. (38)
чел. (38)
Экономия основного фонда оплаты
труда рабочих:
 руб. (39)
руб. (39)
Экономия дополнительного фонда
оплаты труда
 руб. (40)
руб. (40)
Экономия отчислений на
социальные нужды
 руб. (41)
руб. (41)
Экономия на
общепроизводственных расходах
 руб. (42)
руб. (42)
Экономия на общехозяйственных
расходах
 руб. (43)
руб. (43)
Экономия на материалах, руб.
ЭМ = СМБ - СМП= 4117507,4 -
3852261,8= 265245.6руб. (44)
Экономия на электроэнергии -
 руб. (45)
руб. (45)
Итого экономия:
Э=Эфо+ ЭФД+ ЭСН +ЭЦр+ЭЗр+ ЭМ+ ЭЭЛ =
=-160+114000-13800+14440000+280000+265245,6+1422400= 3507685,6руб. (46)
Показатели экономической
эффективности мероприятий дипломной работы представлены в таблице 10
Таблица 10- Показатели экономической
эффективности мероприятий дипломной работы
|
№
|
Наименование
показателей
|
Базовый
вариант
|
Проектируемый
вариант
|
|
1
|
2
|
3
|
4
|
|
1
|
Годовой
выпуск изделий, шт.
|
1000
|
1000
|
|
2
|
Трудоемкость
изготовления единицы изделия, н/час
|
11
|
15
|
|
3
|
Общая
трудоемкость годового выпуска, н/час
|
11000
|
15000
|
|
4
|
Годовой
фонд времени работы одного рабочего
|
1976
|
1976
|
|
5
|
Численность
основных рабочих, чел
|
6
|
8
|
|
6
|
Часовая
тарифная ставка, руб.
|
40
|
40
|
|
7
|
Годовой
фонд оплаты труда основных рабоч, руб.
|
440000
|
600000
|
|
8
|
Дополнительный
фонд оплаты труда, руб.
|
132000
|
180000
|
|
9
|
Отчисление
на социальное страхование, руб.
|
171600
|
185400
|
|
10
|
Общепроизводственные
(общецеховые) расходы, руб.
|
1672000
|
2280000
|
|
11
|
Общехозяйственные
(общезаводские) расходы, руб.
|
1760000
|
2400000
|
|
12
|
Стоимость
сырья и основных материалов на программу, руб.
|
4117507,4
|
3852261,8
|
|
13
|
Стоимость
электроэнергии, руб.
|
26,6
|
46,6
|
|
14
|
Производственная
себестоимость товарного выпуска, руб.
|
9317207,4
|
11944161,8
|
|
15
|
Выход
годных изделий, %
|
98-99
|
98-99
|
Проведенная экономическая экспертиза
проектируемого искусственного клапана сердца выявила что социальный,
медицинский и технический эффект в данном случае важнее экономического.
Спроектированная конструкция ИКС занимает большее количество времени и
материальных затрат при изготовлении, но при замене ИКС во время операции за
счет предлагаемой конструкции значительно сокращается продолжительность самой
операции, что очень важно!
ЗАКЛЮЧЕНИЕ
Протезы клапанов сердца, предназначены для
эффективного лечения органических поражений клапанного аппарата, являются одним
из самых сложных и уникальных медицинских устройств, используемых в
кардиохирургии. Полувековая история создания, совершенствования и исследования
протезов клапанов сердца богата использованием разнообразных инновационных
предложений.разработанный мной протез является примером использования новейших
технологий для лечения заболеваний сердца.
В результатеразработана конструкция для
вакуумного напыления покрытия алюминия на фторсодержащую резину.разработанная
конструкция имеетсистему контроля температуры. Благодаря системы контроля не
допускается перегрев обрабатываемой детали, которое в последствии может
привести к браку изделия. Для разработки изменения конструкции был использован
эвристический метод.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1.Анурьев
В. И. Справочник конструктора-машиностроителя, Т3 М.: Машиностроение, 2001
.Схерладзе
А.Г. Технологические процессы в машиностроении. М.: ВШ 2002
.Схерладзе
А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств.
М.: ВШ 2002
.Лясникова
А.В., Таран В.М., Дударева О.А. Адаптивная система управления процессом
плазменного напыления покрытий / 5. 5.
.А.В.
Лясникова, В.М. Таран, О.А. Дударева // Вестник Саратовского государственного
технического университета. - 2011. - № 1 (53). - С. 152-161
.ГОСТ
26997-2003 Клапаны сердца искусственные //Дата введения 2004-01-01
.Орловский
П.И, Гриценко В.В., Юхнев А.Д, Евдокимов С.В, Гавриленко В.И. Искусственные
клапаны сердца. М: 2007
.Чумаченко
Г.Н. Техническое черчение.ростов на Дону: 2008
.
Хасуй А. Техника напыления / Пер. с японского. М.: Машиностроение, 1975. - 288
с.
.
Сварка в машиностроении: Справочник. В 4-х т. / редкол.: Г.А.Николаев (пред.) и
др. М.: Машиностроение, 1979. - Т.З / Под ред. В.А.Винокурова. - 1979, 567 с.
.
Кречмар Д. Напыление металлов, керамики и пластмасс / Пер. с немец. М.:
Машиностроение, 1966. - 432 с.
.
Использование подслоев для повышения прочности с основанием плазменных
антифрикционных покрытий / Г.В.Земсков, Ю.П.Ко-вальчук, С.Ю.Шаривкер и др.
Порошковая металлургия, 1973, В 12, с.24-27.
.
Даниленко В.А., Чайка Б.И., Яапко П.Н. Исследование структуры молибденовых
плазменных покрытий. Порошковая металлургия, 1971, I 4, с.32-34.
.
Елютин В.П., Костиков В.И., Шесгерин 10.А. О механизме сцепления плазменных
покрытий с подложкой. Физика и химия обработки материалов, 1969, Л 3, с.46-49.
.
Никифоров Г.Д., Привезенцёв В.И. Формирование слоя при напылении тугоплавких
материалов. Физика и химия обработки материалов, 1969, JS I, с.86.
.
Кудинов В.В. Плазменные покрытия. М.: Наука, 1977. - 184 с.
.
Кудинов В.В., Иванов В.М. Нанесение плазмой тугоплавких покрытий. М.:
Машиностроение, 1981. - 192 с.
.
Балыпин М.Ю., Кипарисов С.С. Основы порошковой металлургии. М.: Металлургия,
1978. - 184 с.
.
Дехтярь Л.И. Определение остаточных напряжений в покрытиях и биметаллах.
Кишинев: Картямолдовеняскэ, 1968. - 176 с.
.
Дехтярь Л.И., Зильберман Б.В. Определение характеристик упругости и остаточных
напряжений в плазменных покрытиях.
.
В кн.: Теория и практика плазменного напыления. М.: 1977, с. I04-III (Труды
МВТУ, № 237).
.
Готлиб Л.И. Плазменное напыление покрытий. В кн.: Защитные высокотемпературные
покрытия. - Л.: Наука, 1972, с.75-82.
.
Катц Н.В. Металлизация распылением. М.: Машиностроение, 1966. - 200 с.
.
Никитин М.Д. Кулик А.Н., Захаров Н.И. Теплозащитные и износостойкие покрытия
деталей дизелей. Л.: Машиностроение, 1977. - 168 с.
.Порошин
В.Б. Расчеты на прочность - это просто!: Учебное пособие. - Челябинск: ЮУрГУ,
2005. - 44 с.
.
Крамарухин Ю. Е. Приборы для измерения температуры. - М.: Машиностроение, 1990.
208 с: ил.
.
Кошуро В.А., Нечаев Г.Г., Лясникова А.В. // Упрочняющие технология и покрытия.
2013. № 10. С.18.
. Конституция
(1993). Конституция Российской Федерации. - М.: Изд-во «Экза-мен», 2004. - 64
с.
.
Трудовой кодекс Российской Федерации от 30 декабря 2001 г. (с изм. на 18
октября 2007 г.).
. ГОСТ
Р 12.1.019-2009 ССБТ. Электробезопасность. Общие требования и номенклатура
видов защиты.
. ГОСТ
12.1.030-81 ССБТ. Электробезопасность. Защитное заземление. Зануление.
. ГОСТ
12.1.004-91 ССБТ. Пожарная безопасность. Общие требования
. ГОСТ
12.4.009-83 Система стандартов безопасности труда. Пожарная техника для защиты
объектов. Основные виды.