Проект отделения производства стали в дуговых электропечах производительностью 40 тыс. т/год
Министерство
образования и науки Российской Федерации
Федеральное
государственное бюджетное образовательное учреждение
высшего
профессионального образования
Национальный
минерально-сырьевой университет "Горный"
Утверждаю
Зав. кафедрой
Профессор Теляков Н.М.
Дипломный
проект
Проект
отделения производства стали в дуговых электропечах производительностью 40 тыс.
т/год
Автор: студент гр. ЭП-08
Реутов А.В.
Руководитель проекта:
доцент Зарянова О.В.
Санкт-Петербург
год
Аннотация
сталь печь дуговой электроснабжение
В данном дипломном проекте рассматривается электропечное отделение для
выплавки стали с комплексом природоохранных мероприятий.
В проекте описаны: технология производства стали в дуговой электропечи,
физико-химические основы процесса плавки, конструкция печи. Произведены расчеты
материального и теплового балансов, газоходной системы.
В инженерно-экологической части приведен расчет эффективности выбранной
системы пылеочистки, а также расчет рассеивания вредных примесей, содержащихся
в отходящих газах.
Кроме того, в дипломном проекте рассмотрена функциональная схема АСУТП,
рассчитаны экономические характеристики по проектируемому отделению. Произведен
расчет некоторых показателей по электроснабжению, описаны методы безопасной
работы и сохранения благоприятных условий труда для производственных рабочих.
Для расчетов использован табличный процессор MS Excel. Дипломный проект
оформлен в Microsoft Word.
Страниц
- 142, таблиц - 45, рисунков - 25.
The Summаry
design of the electric furnace department for steel
production has been considered in this graduation paper.technology of steel
making in the electric arс furnace, physico-chemical
basis of meeting process and a furnace design have been described. The
calculation of materil, thermal balance and duct work have been made.section of
engineering and ecology contains calculations for the efficiency of the dust
cleaning system, as well as the calculations for the dispersal of harmful
substances present in the exhaust gases., the project describes the development
of the functional Automatic Control System for Technological Process (ASUTP)
scheme, as well as the calculations for economical characteristics of the
project. Calculations for some power supply data have been given in the paper,
methods for safety operations and provision for friendly working environment
have been submitted.table-driven processor MS Excel is used for calculations.
Standard engineering programs Microsoft-Office and text editor Microsoft Word
and some other programs have been used during the calculation.graduation paper
contains:- 142, tables - 45, figures - 25.
Оглавление
Введение
. Технология
и оборудование
.1
Физико-химические основы производства стали
.2 Основные
реакции сталеплавильных процессов
.2.1
Раскисление стали
.2.2 Шлаки
сталеплавильных процессов
.3 Шихтовые
материалы для выплавки стали
.4
Особенности технологического процесса
.5 Устройство
дуговых электропечей
.6 Основные
элементы конструкции дуговой сталеплавильной печи
.7 Процессы в
электрической дуге
.8 Расчет
шихты. Составление материального баланса
.9 Расчет
геометрических размеров рабочего пространства печи
.10
Энергетический баланс процесса
.10.1 Тепло,
вносимое шихтой
.10.2 Тепло
экзотермических реакций
.10.3. Тепло
шлакообразования
.10.4 Тепло,
уносимое газообразными продуктами реакций
.10.5
Физическое тепло стали
.10.6
Физическое тепло стали, теряемое со шлаком
.10.7
Физическое тепло шлака
.10.8 Потери
тепла теплопроводностью через футеровку печи
.10.9 Потери
тепла через свод печи
.10.10 Потери
тепла через подину печи
.10.11 Потери
тепла с водой, охлаждающей рабочее окно
.10.12 Потери
тепла в период межплавочного простоя
.10.13 Тепло,
вносимое электрическими дугами
.10.14
Удельный расход электрической энергии на 1 т жидкого металла
.10.15
Тепловой КПД
.10.16
Мощность печного трансформатора
.11 Расчет
газоходной системы
. Охрана
окружающей среды
.1
Характеристика загрязнения атмосферного воздуха
.2 Методика
расчета нормативов ПДВ
.3 Утилизация
шлаков
.4
Характеристика водного объекта
.4.1 Краткое
описание водоснабжения цеха
.5
Характеристика твердых отходов предприятия
. Контроль и
автоматизация
.1 Цели
автоматизированной системы управления технологическим процессом
.2
Формулировка задач АСУ ТП
.3 Структура
АСУ ТП
.3.1 Системы
сбора и отображения информации
.3.2
Контрольно-измерительные приборы и автоматика
.3.3 Описание
ПЛК
. Экономика
4.1 Организация производства
4.1.1 Общая
характеристика сталеплавильного цеха производства стали
.1.2
Организация труда
.1.3
Организация заработной платы и управления производством цеха выплавки стали
.1.4
Организационно-технические мероприятия
4.2 Расчет технико-экономических
показателей цеха выплавки стали
4.2.1 Расчет
численности трудящихся, занятых в цехе выплавки стали
.2.2 Расчет
фонда заработной платы
.2.3 Расчет
стоимости основных фондов и амортизационных отчислений
.2.4 Расчет
затрат по цеху выплавки стали
.2.5
Энергозатраты
.2.6
Калькуляция себестоимости продукции
.3 Расчет
экономической эффективности
.
Электротехника
.1
Электроснабжение электропечного отделения
. Охрана
труда и безопасность жизнедеятельности
.1 Анализ
условий производства и состояния охраны труда
.2 Техника
безопасности
.3
Промышленная санитария
.4 Пожарная
безопасность производственного объекта
.5
Чрезвычайные ситуации в условиях производства
Список использованных
источников
Приложения
Введение
В дуговых электропечах преобразование электрической энергии в тепло
происходит в основном в электрическом разряде, протекающем в газовой или
паровой среде. В таком разряде можно сосредоточить в сравнительно небольших
объёмах большие мощности и получить очень высокие температуры. При этом в
камере печи возникают резкие температурные перепады, и поэтому в ней невозможно
получить равномерное распределение температур. По этой же причине здесь трудно
обеспечить точное регулирование температуры нагрева и, следовательно, проводить
термическую обработку. Для плавки металлов дуговая печь удобна, т.к. высокая
концентрация энергии позволяет быстро проводить расплавление. Дуговые
устройства удобны так же для проведения высокотемпературных химических реакций
в жидкой или газовой фазе и подогрева газа. Во всех этих случаях
неравномерность нагрева не играет роли, т.к. благодаря теплопроводности и
конвекции в жидкой ванне или газовом потоке температура быстро выравнивается.
Дуговые электрические печи обладают существенными преимуществами по
сравнению с другими сталеплавильными агрегатами, поэтому высоколегированные
инструментальные стали, нержавеющие шарикоподшипниковые, жаростойкие и
жаропрочные, а также многие конструкционные стали выплавляют только в этих
печах.
Мощные электропечи успешно применяют для получения низкоуглеродистых и
высокоуглеродистых сталей мартеновского сортамента. Кроме того, в электропечах
получают различные ферросплавы, представляющие собой сплавы железа с
элементами, которые необходимо вводить в сталь для легирования и раскисления.
Существенным отличием получения стали в дуговых печах является
возможность получения в плавильном пространстве восстановительной или
нейтральной атмосферы и различного давления.
Преобразования в дуге в тепловую электрической энергии обеспечивает
возможность получения высоких температур.
Другим отличием является отсутствие в атмосфере печи кислорода. Поэтому
ведение окислительных процессов возможно только за счет внешнего кислорода,
источниками которого могут быть железная руда и газообразный кислород,
вдуваемый в ванну. По этой же причине имеют место меньшие потери металла на
угар.
Возможность ведения плавки на шлаке с более высокой температурой
плавления и перегрева в условиях основного процесса облегчает осуществление
десульфурации. При основном процессе плавки обеспечиваются все условия,
необходимые для получения стали с минимальным содержанием серы.
Легкость и возможность плавного регулирования подводимой мощности.
В электропечи можно получать легированную сталь с низким содержанием серы
и фосфора, неметаллических включений, при этом потери легирующих элементов
значительно меньше. В процессе электроплавки можно точно регулировать
температуру металла и его состав, выплавлять сплавы почти любого состава.
1. Технология и оборудование
.1
Физико-химические основы производства стали
Выплавка стали в электропечах основана на использовании электрической
энергии для нагрева металла. Тепло в электропечах выделяется в результате
преобразования электрической энергии в тепловую при горении электрической дуги,
либо в специальных нагревающих элементах, либо за счет возбуждения вихревых
токов. В отличие от конвертерного и мартеновского процессов, выделение тепла в
электропечах не связано с потреблением окислителя, поэтому электроплавку можно
вести в любой среде - окислительной, восстановительной, нейтральной и в широком
диапазоне давлений - в условиях вакуума, атмосферного или избыточного давления.
.2 Основные
реакции сталеплавильных процессов
Сталь получают из чугуна и лома путем окисления и удаления содержащихся в
ней примесей (кремния, марганца, фосфора и т.д.). Кислород для протекания этих
реакций поступает либо из атмосферы, либо из железной руды или других
окислителей, либо при продувке ванны газообразным кислородом.
Реакция окисления углерода, растворенного в металле:
 (1.1.)
(1.1.)
где [С], [О] - концентрации растворенных в металле углерода и кислорода.
Реакция окисления углерода является основной реакцией сталеплавильного
производства. Образующаяся при окислении углерода газовая фаза перемешивает
ванну, выравнивает состав и температуру металла, оказывает большое влияние на
процессы удаления газов и неметаллических включений. Реакции окисления и
восстановления марганца:
[Мn]+[O]=(МnО); [Мn]+(FеО)=(МnО)+[Fе]; (1.2.)
2(МnО)+[Si]=2[Мn]+(SiO2).(1.3.)
По расчетным и экспериментальным данным, с повышением температуры и
основности шлака концентрация марганца в металле увеличивается. Это указывает
на то, что реакция окисления марганца достигает равновесия и окислительный
процесс сменяется восстановительным.
Окисление кремния происходит по реакциям:
[Si]+2[O]=(SiO2); [Si]+2(FеО)=(SiO2)+2[Fе].(1.4.)
Реакции окисления фосфора:
2[Р]+5(FеО)=(Р2O5)+5[Fе]; (1.5.)
(Р2O5)+3(FеО)=(FеО)зР2O5
(FеО) Р2O5+4(СаО)=(СаО)4 Р2O5+3(FеО); (1.6.)
2[Р]+5(FеО)+4(СаО)=(СаО)4 Р2O5+5[Fе].
Сера и фосфор являются вредной примесью в стали. Удаление серы из
расплавленного металла в шлак в сталеплавильном агрегате происходит в
результате образования СаS:
[FеS]+(СаО)=(СаS)+(FеО).(1.7.)
При этом сера, растворенная в металле, реагирует с СаО в шлаке. Реакция
идет на поверхности раздела фаз, и увеличение этой поверхности (перемешивание
металла со шлаком, вдувание в металл СаО в виде порошкообразной извести и т.д.)
ускоряет эту реакцию и способствует более глубокой десульфуризации.
.2.1
Раскисление стали
Для снижения содержания кислорода в стали проводят ее раскисление -
процесс удаления кислорода, растворенного в стали, путем связывания его в
оксиды различных металлов, имеющих большее сродство к кислороду, чем железо.
Наиболее распространенными раскислителями являются марганец и кремний,
используемые в виде ферросплавов, а также алюминий.
Реакции раскисления:
[O]+[Мn]=(МnО);
2[O]+[Si]=(SiO2); (1.8.)
3[O]+2[А1]=(Аl2O3).
Все эти реакции идут с выделением тепла.
.2.2 Шлаки
сталеплавильных процессов
Роль шлаков в сталеплавильном производстве очень велика. Шлаковый режим,
определяемый количеством, составом и свойствами шлака, оказывает большое влияние
на качество готовой стали, стойкость футеровки, производительность
сталеплавильного агрегата. Шлак образуется в результате окисления составляющих
металлической части шихты, из оксидов футеровки печи, флюсов и руды.
Важнейшими компонентами шлака, оказывающими основное влияние на его
свойства, являются оксиды SiO2 и СаО.
Важнейшими свойствами шлака являются основность (кислотность) и
окислительная способность шлака. Важными физическими свойствами шлака являются
его вязкость и плотность. Вязкость шлака зависит от химического состава и
температуры. От вязкости шлака в значительной степени зависит его активность.
Для того, чтобы шлак мог успешно выполнять свои функции, он должен в
различные периоды сталеплавильного процесса иметь определенный химический состав
и необходимую текучесть.
.3 Шихтовые
материалы для выплавки стали
В качестве шихтовых материалов для выплавки стали применяются:
1. стальной углеродистый лом и отходы углеродистой стали;
2. чугун передельный ПВК 1, ПВК2, ПВКЗ;
. ферросилиций марок ФС45, ФС75;
. феррохром марки ФХ004, ФХ010А;
. железная руда;
. электродный бой;
. известь металлургическая, свежеобожженная или известняк
прокаленный;
. плавиковый шпат марок ФК-85, ФК-92, ФГ-92;
. магнезитовый порошок ППЭК-87.
Стальной лом является основной составляющей шихты. Лом не должен быть
сильно окисленным (ржавым), не должен содержать цветные металлы и иметь
минимальное количество никеля и меди.
Основные требования к чугуну - минимальное содержание фосфора и серы. Для
корректирования химического состава металла по содержанию углерода
целесообразно использовать высококачественный коксовый чугун марок ПВК.
В качестве окислителей применяют железную руду, окалину и газообразный
кислород, подаваемый в ванну через фурмы или стальные трубки. В железной руде
должно быть высокое содержание окислов железа, кремнезема не более 6-8%, а
содержание серы и фосфора не более 0,05% и 0,2-0,3% соответственно. Влажность
руды не должна превышать 5%.
Для раскисления и легирования в металл вводят ферромарганец, ферросилиций,
феррохром и др. Легирующие ферросплавы должны содержать минимальное количество
таких примесей как сера и фосфор, неблагоприятно влияющих на качество стали.
Они не должны быть загрязнены шлаком и другими неметаллическими включениями.
Для науглероживания ванны применяют кокс, электродный бой. Электродный
бой служит идеальным материалом, так как в нем мало серы и много углерода,
кроме того, он отличается высокой плотностью.
Известь должна иметь высокое содержание окиси кальция (90-95%), серы не
выше 0,1% и мало кремнезема. Для образования шлакового покрова применяют также
известняк, плавиковый шпат, шамотный бой.
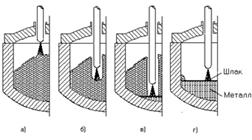
Рис. 1.1 - Этапы плавления шихты
а - начало плавления; б - опускание электрода; в - подъём электрода;
г - окончание плавления
1.4
Особенности технологического процесса
Работа дуговой сталеплавильной печи в различные периоды плавки
характеризуется следующим образом:
. Период межплавочного простоя. Этот период наступает после слива металла
из печи и заканчивается включением печи для расплавления шихты. В период
простоя откосы и подина печи очищаются от оставшегося металла и шлака и затем
производится их заправка сыпучими материалами.
В печах с основной футеровкой для заправки откосов и подины применяется
магнезитовый порошок в чистом виде или с добавками связующих материалов
(каменноугольный кек, жидкое стекло). На печах малой емкости очистка подины и
откосов производится вручную.
Заправка печи сыпучими материалами механизирована с помощью машин
центробежного действия, машин броскового типа и устройств, подающих порошок под
давлением через шланг в виде направленной струи. Сразу после заправки печи
наступает момент завалки шихты. Шихта загружается самораскрывающимися
завалочными корзинами через открытый верх печи.
Шихта в определенном порядке загружается в завалочную корзину заранее.
При этом в центр корзины укладывается тяжеловесная шихта, а по краям и наверху
располагаются легковесный лом, стружка, листовая обрезь и т.д. Вместе с твердой
шихтой в печь заваливаются шлакообразующие: известь, плавиковый шпат, железная
руда. Это ускоряет образование шлака, стабилизирует горение электрических дуг,
позволяет частично совместить расплавление шихты с удалением фосфора.
После окончания завалки шихты свод надвигают на печь, опускают электроды,
зажигают электрические дуги. С этого момента начинается период расплавления
шихты. В период простоя печи футеровка остывает и тем больше, чем дольше длится
этот период. В течение 30-40 мин простоя температура внутренней поверхности
футеровки падает с 1500-1600 до 800-700°С.
. Период расплавления шихты. После загрузки металлошихты в печь электроды
опускают до короткого замыкания с шихтой и зажигают электрические дуги. По мере
оплавления шихты под и вокруг электродов образуются "колодцы" в слое
шихты, в которые опускаются дуги и электроды. Наступает этап
"закрытого" горения дуг, когда плавление шихты происходит в
"колодцах" снизу, путем теплопередачи излучением на близлежащие слои
шихты и теплопроводностью через слой жидкого металла, накопившегося на подине.
В этот этап футеровка рабочего пространства экранирована от излучения дуг и
целесообразно вводить максимальную тепловую мощность с учетом
электротехнических возможностей печного трансформатора.
По мере наплавления количества жидкого металла, достаточного для
заполнения пустот между кусками твердой шихты, электрические дуги открываются и
горят над зеркалом металлической ванны. Наступает этап "открытого"
горения дуг, когда происходит интенсивное прямое излучение дуг на футеровку
стен и свода и возникает необходимость снижения электрической мощности в
соответствие с тепловоспринимающей способностью футеровки. Обычно началом
"открытия" дуг считается тот момент, когда наблюдается резкий рост
температуры внутренней поверхности футеровки. После "раскрытия"
электрических дуг наблюдается резкое, подчас скачкообразное нарастание
температуры футеровки. Исследование температурного режима футеровки на
промышленных печах показывает, что к концу периода расплавления шихты
внутренняя поверхность кладки испытывает колебания температуры в пределах
1800-6000°С/ч. Абсолютное увеличение температуры стен составляет при этом
1500-2000°С/ч.
К концу периода расплавления внутренняя поверхность футеровки дуговой
сталеплавильной печи достигает 1400-1600°С, хотя отдельные пиковые сплески
температуры могут быть и большей величины. Продолжительность периода
расплавления шихты зависит от вводимой в печь мощности: с увеличением мощности
время расплавления шихты сокращается. Сокращение простоев в период расплавления
также способствует повышению производительности печи.
. Окислительный период. В этот период из металла удаляются фосфор, газы,
происходит подогрев и выравнивание температуры и состава металла по всему
объему. Для удаления газов в жидкой ванне окисляют углерод, который образует
пузырьки оксида углерода. Газы, подлежащие удалению из металла (азот, водород),
диффундируют в образующиеся пузырьки оксида углерода и с ними выносятся наружу.
Этот процесс способствует кипению (барботажу) ванны, что ускоряет ее подогрев и
выравнивание в ней температуры. В качестве окислителя используется железная
руда или газообразный кислород. Находящийся в металле фосфор окисляется до
фосфорного ангидрида, который всплывает в шлак. Для связывания фосфорного
ангидрида с оксидом кальция в прочное соединение необходимо иметь
высокоосновной шлак, который наводится подачей в печь извести и плавикового шпата.
Удаление фосфора из печи производится скачиванием шлака или пуском шлака
из печи самотеком в начале окислительного периода. Общее количество
шлакообразующих материалов, вводимых в ванну, составляет 2,0-4,0% от массы
металла. Для обеспечения нормального процесса дегазации металла достаточно из
него удалить 0,3-0,4% углерода. Наряду с окислением углерода и фосфора
окисляются такие элементы, как кремний, марганец, хром и другие. Процесс
окисления элементов идет с выделением тепла.
Шлак окислительного периода в печах с основной футеровкой имеет состав:
СаО 40-50%, SiO2 10-20%, FеО 15-20%, МnО 5-12%, Мg0 6-10%, Al2O3 2-3%,
Р2O5 0,5-1,5%.
После завершения окислительного периода этот шлак скачивают из печи
начисто.
Температура металла в конце окислительного периода доводится до величины,
необходимой для выпуска стали из печи. Температура внутренней поверхности
футеровки печи в конце окислительного периода примерно на 100°С ниже
температуры металла.
В окислительный период происходит дополнительное выделение тепла внутри
ванны в результате экзотермических реакций.
. Восстановительный период. В этот период из металла удаляются кислород и
сера, корректируется химический состав жидкого металла, и в случае
необходимости металл подогревают до температуры выпуска. Период начинается с
заводки шлака в количестве 3-6% от массы металла. В печах с основной футеровкой
в качестве шлакообразующих материалов используется обожженная известь,
плавиковый шпат, бой шамотного кирпича. При этом образуется шлак следующего
химического состава:
СаО 50-55%, СаF2 4-6%, SiO2 12-15%, FеО 3-4%, МnО 2-3%, Мg0 6-10%, Al2O3
4-8%.
Раскисление (удаление из металла кислорода) осуществляется диффузионным
методом.
На поверхность шлака вводится раскислительные элементы: углерод и кремний
в виде порошка кокса и ферросилиция. Метод основан на том, что между
содержанием оксида железа (FеО), растворенного в металле и шлаке, существует
равновесие. В процессе раскисления шлака с образованием вместо оксида железа
(FеО) оксида углерода, диоксида кремния и чистого железа, которое переходит в
металл, кислород из металла переходит в шлак в виде оксида железа. Таким
образом, при удалении оксида железа (FеО) из шлака происходит удаление
кислорода из металла. По мере связывания переходящей из металла в шлак серы в прочное
соединение СаS происходит очистка металла от серы. Чем выше температура шлака и
меньше в нем содержание оксида железа (II), тем эффективнее будет
осуществляться удаление серы из металла. Раскисление шлака способствует более
полному удалению из металла не только кислорода, но и серы.
Потребление мощности в восстановительный период сравнительно небольшое,
так как требуется восполнять в основном тепловые потери печи, а также вводить
энергию, необходимую для расплавления шлака, растворения легирующих добавок и
подогрев металла. Уровень тепловых потерь в этот период повышается, т.к. кладка
имеет наиболее высокую температуру. В начале восстановительного периода
температура металла превышает температуру стен на 50-100°С. К концу
восстановительного периода температура внутренней поверхности кладки может
превышать температуру металла на 100-200°С. При переходе от окислительного к
восстановительному периоду на недостаточно подогретом металле температура
футеровки может достигать и более высоких значений.
.5 Устройство
дуговых электропечей
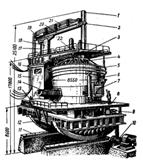
Риc. 1.2. Дуговая сталеплавильная печь 120-т
Условные обозначения: 1 - электрод, 2 - электрододержатель, 3 - портал, 4
- свод, 5 - сводовое кольцо, 6 - корпус печи, 7 - рабочее окно (дополнительное),
8 - рабочая площадка, 9 - механизм вращения корпуса печи, 10 - механизм наклона
печи, 11 - станины фундамента печи, 12 - опорный сектор, 13 - механизм поворота
портала (и свода), 14 - сливной носок, 15 - гибкие кабели, 16 - шахта
противовеса, 17 - реечный механизм передвижения электродов, 18 - Г-образная
(телескопическая) стойка, 19 - контактный кронштейн, 20 - рукав
электрододержателя, 21 - водоохлаждаемые токоведущие трубошины, 22 - механизм
подъема свода.
Установка дуговой сталеплавильной печи состоит из двух основных частей:
электропечной подстанции и самой печи. ДСП современной конструкции представляет
собой сложный агрегат, оснащенный большим количеством узлов и механизмов,
самыми основными из которых являются следующие: кожух печи и сводовое кольцо,
опорная конструкция для установки кожуха и механизм наклона печи для слива
металла и скачивания шлака, электрододержетали, механизм передвижения
электродов, короткая сеть, механизм подъема и отворота свода для закрытия печи
перед загрузкой в нее шихты, устройство для электромагнитного перемешивания
жидкого металла.
Одним из основных элементов печи является кожух со сферическим днищем.
Внутри кожуха располагается футеровка, образующая рабочее пространство печи. К
кожуху прибалчивается носок для слива метала из печи в ковш. Для наблюдения за
плавкой и дачи шлакообразующих и легирующих добавок в кожуху печи имеется
рабочее окно. Ширина проема рабочего окна обычно составляет 0,2-0,3 диаметра
ванны на уровне откосов, а высота 0,75-0,85 его ширины. Кожух печи
изготавливается из толстолистовой стали. Толщина кожуха, по практическим
данным, составляет приблизительно 1/200 его внутреннего размера диаметра. Свод
печи футеруется высокоогнеупорным кирпичом в специальном сводовом кольце,
установленном на кожух печи. Это уменьшает тепловые потери и потери с газами.
Зазоры между кожухами и сводовым кольцом уплотняются специальными песочными
затворами. В середине свода располагаются три отверстия для прохода
цилиндрических электродов. Охлаждение находящейся вне рабочего пространства
печи части электродов осуществляется специальными холодильниками, которые
устанавливаются на своде. В ДСП применяются графитированные электроды. Они
имеют небольшое удельное электрическое сопротивление (8-12 Ом.мм2/м
), обладает высокой огнеупорностью и достаточно механически прочны при высоких
температурах. Электроды крепятся в головках электрододержателей специальными
зажимами. Электрододержатели приводятся в вертикальное движение механизмом
перемещения электродов, на привод которого воздействует автоматический
регулятор электрического режима. Кожух печи устанавливается на специальной
люльке с секторами, которые перекатываются по фундаментным балкам.
Устройства для электромагнитного перемешивания жидкого металла работают
по принципу действия короткозамкнутого асинхронного электродвигателя. Бегущее
магнитное поле, создаваемое размещенным под днищем печи статором переменного
тока с двумя обмотками, токи в которых сдвинуты по фазе на 900 , вызывает
механическое усилие в жидком металле ванны в направлении продольной оси печи.
Направление движения металла изменяют переключением обмоток статора. Металл при
этом движется в направлении от сливного носка к завалочному окну и обратно.
Днище кожуха печи целиком или в месте размещения статора электромагнитного
перемешивания выполняется из немагнитной стали. Это обеспечивает хорошую
электромагнитную связь статора и жидкого металла
Все современные ДСП оборудуются устройствами для отсоса газов из рабочего
пространства и последующей их очистки перед выбросом в атмосферу. На
большегрузных печах емкостью 100 и 200 т. применяется отсос газов через
специальное отверстие в своде и их мокрая очистка от пыли. После постепенного
охлаждения газов в системе газохода до температуры 80-900С они
очищаются от пыли в орошаемых трубах Вентури.
.6 Основные
элементы конструкции дуговой сталеплавильной печи
Установка дуговой сталеплавильной печи состоит из двух основных частей:
электропечной подстанции и самой печи. Дуговая сталеплавильная печь современной
конструкции представляет собой сложный агрегат, оснащенный большим количеством
узлов и механизмов, самыми основными из которых являются следующие: кожух печи
и сводовое кольцо, опорная конструкция для установки кожуха и механизм наклона
печи для слива металла и скачивания шлака, электродержатели, механизм
передвижения электродов, короткая сеть, механизм подъема и отворота свода для
раскрытия печи перед загрузкой в нее шихты, устройство для электромагнитного
перемешивания жидкого металла. Кроме того, печь оборудована некоторыми дополнительными
узлами и механизмами (для поворота кожуха вокруг вертикальной оси, подачи в
печь кислородной фурмы и т.д.)
Одним из основных элементов печи является кожух со сферическим днищем.
Внутри кожуха располагается футеровка, образующая рабочее пространство печи. К
кожуху прикручивается носок для слива металла из печи в ковш. Для наблюдения за
плавкой и дачи шлакообразующих и легирующих добавок в кожухе печи имеется
рабочее окно. Кожух печи изготавливается из толстолистовой стали. Толщина
кожуха составляет приблизительно 1/200 его внутреннего размера диаметра. Кожух
печи устанавливается на специальной люльке с секторами, которые перекатываются
по фундаментным балкам. Кожух печи вместе с люлькой наклоняется на 40° в
сторону слива металла в ковш и на 15° в сторону скачивания шлака специальным
механизмом наклона.
Свод печи футеруется высокоогнеупорным кирпичом в специальном сводовом
кольце, установленном на кожух печи. Это уменьшает тепловые потери и потери с
газами. Зазоры между кожухом и оводовым кольцом уплотняются специальными
песочными затворами. В середине свода располагаются три отверстия для прохода
цилиндрических электродов.
Подина состоит из двух основных слоев: набивного слоя, образующего
прочную и плотную чашу для жидкого металла и шлака, и кирпичной кладки.
Требования, предъявляемые к футеровке подины:
1. Устойчивость против резких
температурных колебаний.
2. Механическая прочность при высокой
температуре при ударах шихты и размывании жидкой сталью, которое может вызвать
прорыв металла из печи и увеличение содержания в металле неметаллических
включений.
3. Достаточно большое тепловое
сопротивление, т.к. ванна и подина представляют собой два последовательно
соединенных тепловых проводника.
Основным назначением стен является уменьшение тепловых потерь печи. В
момент открывания свода футеровка стен остывает до загрузки шихты медленнее,
чем футеровка свода, так как она излучает тепло под углом к верхнему отверстию.
Загрузка через верх создает большие термические напряжения во всей футеровке
печи. Поэтому внутренний слой стен должен обладать высокой огнеупорностью,
термостойкостью и низким коэффициентом теплового расширения. Для получения
достаточно большого теплового сопротивления футеровки слой огнеупорного
материала должен быть теплоизолирован с внешней стороны кладки.
Печь оборудована регуляторами электрического режима, которые поддерживают
заданное соотношение между током и напряжением дуги или сопротивление дугового
промежутка. Традиционная схема электропитания дуговой сталеплавильной печи
включает высоковольтный ввод, разъединитель, главный выключатель, дроссель с
шунтирующим выключателем, трехфазный печной трансформатор, переключатель схем
соединения обмоток трансформатора, которые размещаются в отдельной
электропечной подстанции, находящейся в непосредственной близости от печи.
В дуговых сталеплавильных печах применяются графитированные электроды.
Они имеют небольшое удельное электрическое сопротивление (8-10 Ом*мм2/м),
обладают высокой огнеупорностью и достаточно механически прочны при высоких температурах.
Электроды крепятся в головках электродержателей специальными зажимами.
Электродержатели приводятся в вертикальное движение механизмом перемещения
электродов, на привод которого воздействует автоматический регулятор
электрического режима.
Электроды предназначены для подвода электричества в рабочее пространство
печи. От физических свойств и качества изготовления электродов в значительной
степени зависят процессы теплообмена в печи, производительность электропечной
установки, себестоимость и качество металла.
К электродам предъявляют следующие требования:
1. Достаточно высокая механическая
прочность на сжатие, изгиб и растяжение, исключающая поломки электродов,
вызывающие простои и нарушающие нормальный технологический цикл.
2. Высокая термостойкость, исключающая
растрескивание и скалывание электродов под влиянием резких колебаний
температуры.
3. Удовлетворительная обрабатываемость
на станках.
4. Возможно более низкая стоимость, т.к.
стоимость, электродов зачастую выше платы за израсходованную электроэнергию в
себестоимости стали.
.7 Процессы в
электрической дуге
Электрическая дуга, горящая в дуговой печи, по своим свойствам
значительно отличается от других электрических дуг.
Дуга горит длительное время и должна быть максимально устойчивой.
Для дуги характерна большая мощность при сравнительно низком напряжении и
большой силе тока.
Дуга горит в закрытом пространстве, поверхностями которого поглощается
вся мощность, излучаемая ею. Поэтому условия горения дуги даже в течение одной
плавки могут сильно изменяться.
В электропечах дуга возникает между графитированными электродами и
сталью. Температура "катодного пятна" на угольном электроде, т.е. той
части поверхности катода, которая непосредственно эмиссирует электроны при
атмосферном давлении равна примерно 3500 К, на стальном электроде около 2400 К.
Плотности тока на катодном пятне велики: по данным К.К. Хренова, для дуги, сила
тока которой 60-600 А, в катодном пятне угольного электрода плотность тока
насыщения  = 2700-2900 А/см2, по данным других
исследователей, 5 значительно выше, причем зависит от материала катода (для
стали = 4500-5000 А/см2).
= 2700-2900 А/см2, по данным других
исследователей, 5 значительно выше, причем зависит от материала катода (для
стали = 4500-5000 А/см2).
Выбрасываемые с поверхности катода электроны под влиянием электрического
поля направляются к аноду. В непосредственной близости к катоду они приобретают
достаточную кинетическую энергию для того, чтобы при столкновении с
нейтральными молекулами и атомами ионизировать их. Длина этой области
"катодного падения напряжения" примерно равна длине свободного
пробега электронов (при атмосферном давлении - около 10-5 см). Таким образом,
ионизация газа между электродами начинается со столкновения электронов с
нейтральными атомами и молекулами (ионизация толчком). Кроме того, ионизация
газа между электродами может возникнуть в результате соударения нейтральных
молекул при интенсивном тепловом движении (термическая ионизация). Так как в
электрических дугах температура может достигать очень высоких значений, этот
вид ионизации играет основную роль.
Между электродами образуется так называемый столб дуги, представляющий
собой смесь газа и паров материала электродов, причем этот столб сильно
ионизирован. Перенос тока в нем осуществляется движением электронов к аноду и
положительных ионов к катоду. Вследствие несравненно большой подвижности
электронов по сравнению с подвижностью положительных ионов они являются
главными носителями тока. Электроны, достигая анода, отдают ему свою
кинетическую энергию, чем вызывают сильный нагрев анода и его постепенное
разрушение. Температура анода выше температуры катода. Она составляет при
горении в воздухе для угольного анода около 4200 К, для стального около 2600 К.
Плотность тока на анодном пятне меньше, чем на катодном: по данным К.К.
Хренова, на угольном электроде она составляет 200-400 А/см2. Около
анода имеется область "анодного падения напряжения" протяженностью,
измеряемой долями миллиметра.
Для устойчивого горения дуги необходимо, чтобы количество поступающих в
единицу времени в дугу электронов и образующихся ионов равнялось количеству
зарядов, теряемых вследствие рекомбинации (столкновение частиц с
противоположными зарядами и образование нейтральных молекул или атомов) и
диффузии.
Зажигание дуги в дуговых печах чаще всего осуществляют путем сближения
подвижного электрода до контакта с металлом. При последующем размыкании этого
контакта создаются условия для термо- и термоавтоэлектродной эмиссии.
В энергетический период, в течение которого осуществляется нагрев шихты и
плавление металла, печь потребляет наибольшую мощность, необходимую для
прогрева шихты и для покрытия скрытой теплоты ее плавления. Длительность этого
периода составляет 50-60% общей длительности процесса плавки, а расход
электроэнергии равен 60-80% энергии, потребляемой на всю плавку. Под
электродами в шихте образуются колодцы в которые опускаются электроды. Обвал
стенок этих колодцев приводит к коротким замыканиям. Число коротких замыканий
за период расплавления достигает 100 и более. Каждое короткое замыкание
приводит к резкому уменьшению или прекращению полезного выделения мощности при
максимальных потерях. Допустимая длительность одного короткого замыкания
составляет 2-8 с.
Сдвиг подплавленных кусков шихты может вызвать обрыв дуги, что является
наиболее тяжелым случаем, так как при этом электрод должен опуститься вниз до
короткого замыкания, остановиться и вновь подняться. Режим горения дуг в период
расплавления крайне нестабилен, мощность дуги резко колеблется.
Одной из главных задач проектирования ДСП является оптимальное
распределение тепловых потоков в пространстве печи. Абсолютные значения
тепловых потоков зависят от мощности дуг, т.е. электрической мощности ДСП.
Процесс нагрева и расплавления твердой шихты целесообразно проводить на
максимально возможной мощности. С электротехнической точки зрения для
обеспечения высоких значений коэффициента мощности, электрического к.п.д. и
т.п. целесообразно в этот период работать на более высоких напряжениях. Однако
повышение напряжения на дуге вызывает удлинение столба дуги, увеличение
воздействия теплового потока на футеровку и ухудшение условий ее тепловой
работы. Напряжение питания дуги должно быть оптимизировано.
В окислительный период потребляемая мощность идет в основном на
восполнение части тепловых потерь и составляет примерно 60% номинальной. Длина
дуги увеличивается, напряжение и потребляемая мощность уменьшаются. В связи с
бурным кипением металла в этот период также возможны короткие замыкания
электродов, находящихся близко от поверхности металла.
В восстановительный период происходят раскисление, десульфурация и
легирование металла. Потребляемая мощность в этот период составляет примерно
50% номинальной. Таким образом, по ходу плавки стали мощность печи должна
изменяться в широком диапазоне.
.8 Расчет
шихты. Составление материального баланса
Расчет материального баланса будем проводить на 1000 кг шихты.
Плавка в дуговых сталеплавильных печах состоит из следующих основных
периодов: период плавления, окислительный период, период рафинировки, период
межплавочных простоев, включающий выпуск, заправку, очистку и завалку.
Таблица 1.1.
Состав стали, %
|
%
|
C
|
Mn
|
Si
|
P
|
S
|
Cr
|
Ni
|
Cu
|
Mo
|
Fe
|
|
5ХНМ
|
0,50
|
0,50
|
0,17
|
-
|
-
|
0,50
|
1,40
|
-
|
0,15
|
96,78
|
|
0,60
|
0,80
|
0,35
|
0,02
|
0,02
|
0,80
|
1,80
|
0,30
|
0,30
|
95,02
|
|
Средн.
|
0,55
|
0,65
|
0,26
|
0,01
|
0,01
|
0,65
|
1,60
|
0,15
|
0,23
|
95,90
|
Для выплавки стали марки 5ХНМ используют шихту следующего состава:
Таблица 1.2.
Химический состав компонентов шихты для выплавки стали 5ХНМ, %
|
C
|
Mn
|
Si
|
P
|
S
|
Cr
|
Ni
|
Cu
|
Mo
|
Fe
|
|
ЛЛ 3Б-8(лом легированный)
|
0,02
|
-
|
-
|
-
|
-
|
-
|
1,00
|
-
|
0,15
|
98,83
|
|
1,50
|
-
|
-
|
-
|
-
|
1,00
|
1,50
|
0,30
|
0,30
|
95,40
|
|
Средн.
|
0,76
|
-
|
-
|
-
|
-
|
0,50
|
1,25
|
0,15
|
0,23
|
97,11
|
|
ЛУ 3А (лом углеродистый)
|
0,02
|
-
|
-
|
-
|
-
|
0,12
|
-
|
-
|
-
|
99,86
|
|
1,50
|
-
|
-
|
-
|
-
|
0,30
|
0,30
|
0,30
|
0,05
|
97,55
|
|
Средн.
|
0,76
|
-
|
-
|
-
|
-
|
0,21
|
0,15
|
0,15
|
0,03
|
98,70
|
|
СкрЛ 25А (скрап лома)
|
-
|
8,00
|
-
|
-
|
-
|
12,00
|
2,50
|
-
|
-
|
77,50
|
|
0,70
|
0,80
|
0,035
|
0,025
|
15,00
|
5,00
|
-
|
-
|
63,44
|
|
Средн.
|
0,35
|
11,50
|
0,40
|
0,02
|
0,01
|
13,50
|
3,75
|
-
|
-
|
70,47
|
|
Ломчугун 17-19А
|
3,00
|
0,50
|
0,50
|
-
|
0,015
|
-
|
-
|
-
|
-
|
95,99
|
|
4,00
|
1,50
|
3,60
|
0,120
|
0,050
|
0,02
|
0,04
|
-
|
-
|
90,68
|
|
Средн.
|
3,50
|
1,00
|
2,05
|
0,06
|
0,03
|
0,01
|
0,02
|
-
|
-
|
93,33
|
|
Угл. литье 35Л
|
0,32
|
0,45
|
0,20
|
-
|
-
|
0,30
|
0,30
|
0,30
|
-
|
98,13
|
|
C
|
Mn
|
Si
|
P
|
S
|
Cr
|
Ni
|
Cu
|
Mo
|
Fe
|
|
0,40
|
0,90
|
0,50
|
0,035
|
0,040
|
0,40
|
0,45
|
0,40
|
-
|
96,88
|
|
Средн
|
0,36
|
0,68
|
0,35
|
0,02
|
0,02
|
0,35
|
0,38
|
0,35
|
-
|
97,50
|
|
Стр 15ХНМ (стружка)
|
0,12
|
0,50
|
0,17
|
-
|
-
|
0,20
|
0,47
|
-
|
0,17
|
98,37
|
|
0,18
|
0,85
|
0,40
|
0,010
|
0,010
|
0,50
|
1,00
|
0,10
|
0,40
|
96,55
|
|
Средн
|
0,15
|
0,68
|
0,29
|
0,01
|
0,01
|
0,35
|
0,74
|
0,05
|
0,29
|
97,46
|
Известь дается в завалку из расчета 3% от массы металлозавалки.
 , (1.9.)
, (1.9.)
где
 - суммарная масса металлозавалки.
- суммарная масса металлозавалки.
Примем расход футеровки за период расплавления:
· магнезитохромитовый кирпич - 0,3 кг/ т;
· магнезитовый порошок - 6,5 кг/ т;
· магнезитовый кирпич - С=1,8 кг/ т;
· магнезит - Д=4,6 кг/ т.
· во время периода расплавления в ванну подается известь Е=30
кг/ т.
Расход футеровки в окислительный период:
· магнезитохромитовый кирпич - А1=0,1 кг/ т;
· магнезитовый порошок - В1=3,2 кг/ т;
· магнезитовый кирпич - С1=9 кг/ т.
· в течение всего окислительного периода в печь вводят порциями
известь Е1=15 кг/ т.
Расход футеровки за раскислительный период:
· магнезитохромитовый кирпич - А2=0,1 кг/ т;
· магнезитовый порошок - В2=3,2 кг/ т;
· магнезитовый кирпич - С2=9 кг/ т;
· известь - Е2=15 кг/ т.
Таблица 1.3. Состав шихты, %
|
кол-во, %
|
масса, кг
|
|
ЛЛ 3Б-8
|
63,0
|
630,0
|
|
ЛУ 3А
|
5,0
|
50,0
|
|
СкрЛ 25А
|
6,0
|
60,0
|
|
ЛЧ 17-19А
|
12,0
|
120,0
|
|
Угл литье 35Л
|
4,0
|
40,0
|
|
Стр 15ХНМ
|
10,0
|
100,0
|
|
Всего
|
100,0
|
1 000,0
|
Определим массу элементов вносимых шихтой:
 , (1.10.)
, (1.10.)
где
 - содержание элемента в шихте;
- содержание элемента в шихте;  - масса группы шихтовых материалов, кг;
- масса группы шихтовых материалов, кг;
Таблица 1.4.
Вещественный состав компонентов шихты, кг
|
C
|
Mn
|
Si
|
P
|
S
|
Cr
|
Ni
|
Cu
|
Mo
|
Fe
|
|
ЛЛ 3Б-8
|
4,79
|
-
|
-
|
-
|
-
|
3,15
|
7,88
|
0,95
|
1,42
|
611,82
|
|
ЛУ 3А
|
0,38
|
-
|
-
|
-
|
-
|
0,11
|
0,08
|
0,08
|
0,01
|
49,35
|
|
СкрЛ 25А
|
0,21
|
6,90
|
0,24
|
0,01
|
0,01
|
8,10
|
2,25
|
-
|
-
|
42,28
|
|
ЛЧ 17-19А
|
4,20
|
1,20
|
2,46
|
0,07
|
0,04
|
0,01
|
0,02
|
-
|
-
|
112,00
|
|
Угл. литье 35Л
|
0,14
|
0,27
|
0,14
|
0,01
|
0,01
|
0,14
|
0,15
|
0,14
|
-
|
39,00
|
|
Стр 15ХНМ
|
0,15
|
0,68
|
0,29
|
0,01
|
0,01
|
0,35
|
0,74
|
0,05
|
0,29
|
97,46
|
|
Всего
|
9,88
|
9,05
|
3,13
|
0,09
|
0,06
|
11,85
|
11,11
|
1,21
|
1,72
|
951,91
|
Принимаем, что в пыль уходит 2% от массы металлозавалки.
Таблица 1.5.
Масса компонентов уходящих в пыль,кг
|
Si
|
P
|
Fe
|
Mn
|

|
|
0,063
|
0,002
|
19,038
|
0,181
|
19,283
|
На окисление компонентов пыли потребуется кислорода:

 (1.11.)
(1.11.)


Расход
кислорода на окисление компонентов пыли:
 (1.12.)
(1.12.)
Потребуется
кислорода на окисление компонентов пыли, кг.
Таблица 1.6.
Потребное количество кислорода для окисления компонентов пыли, кг
|
    
|
|
|
|
|
|
0,071
|
0,002
|
8,181
|
0,053
|
8,308
|
Масса образующихся оксидов пыли:


 (1.16.)
(1.16.)

Суммарная
масса оксидов пыли:
 (1.17.)
(1.17.)
Таблица
1.7.
Масса
образовавшихся оксидов пыли, кг
|
    
|
|
|
|
|
|
0,134
|
0,004
|
27,219
|
0,234
|
27,591
|
Таблица 1.8.
Угар компонентов шихты в период расплавления, %
|
С
|
Mn
|
Si
|
P
|
Cr
|
Fe
|
|
0,15
|
0,80
|
0,95
|
0,60
|
0,30
|
0,02
|
Таблица 1.9.
Масса угоревших элементов в течение периода расплавления, кг
|
С
|
Mn
|
Si
|
P
|
Cr
|
Fe
|
Сумма
|
|
1,48
|
7,24
|
2,97
|
0,06
|
3,56
|
19,04
|
34,34
|
По
практическим данным отношение принимается равным 2-4. Принимаем равное 4. Также, согласно данным
производственной практики известно, что 30% С окисляется до СО2, а 70% до СО.
Найдем расход кислорода на окисление примесей, кг:
принимается равным 2-4. Принимаем равное 4. Также, согласно данным
производственной практики известно, что 30% С окисляется до СО2, а 70% до СО.
Найдем расход кислорода на окисление примесей, кг:
 , (1.18)
, (1.18)
где
 - масса угара соответствующего элемента, кг;
- масса угара соответствующего элемента, кг;  и
и  -
молярная масса кислорода и элемента угара, г/моль.
-
молярная масса кислорода и элемента угара, г/моль.


 (1.19.)
(1.19.)











Расход
кислорода на окисление примесей:
(1.20.)
Таблица 1.10.
Расход кислорода на окисление примесей, кг
|
       
|
1,19
|
2,11
|
3,38
|
0,07
|
1,64
|
6,14
|
15,91
|
Общий расход кислорода на окисление примесей:
 (1.21.)
(1.21.)
Масса образовавшихся оксидов:



 (1.22.)
(1.22.)




Суммарная
масса образовавшихся оксидов:
 (1.23.)
(1.23.)
Таблица 1.11.
Масса образовавшихся оксидов, кг
|
       
|
|
|
|
|
|
|
|
|
2,42
|
1,63
|
9,34
|
6,35
|
0,13
|
5,20
|
25,17
|
50,25
|
Масса образовавшихся оксидов без учета массы оксидов углерода:
 (1.24.)
(1.24.)
Таблица 1.12.
Вещественный состав шлака, кг
|
масса
|
       
|
|
|
|
|
|
|
|
|
Оксиды
|
46,20
|
|
6,35
|
|
0,13
|
|
9,34
|
5,20
|
25,17
|
|
Магнезитохромитовый кирпич
|
0,30
|
0,20
|
0,02
|
0,01
|
|
0,01
|
|
0,04
|
0,03
|
|
Магнезитовый кирпич
|
1,80
|
1,62
|
0,05
|
0,04
|
|
0,05
|
|
|
0,02
|
|
Магнезит порошок
|
6,50
|
5,95
|
0,26
|
0,05
|
|
0,17
|
|
|
0,07
|
|
Магнезит
|
4,60
|
4,14
|
0,14
|
0,07
|
|
0,12
|
|
|
0,09
|
|
Известь
|
30,00
|
0,45
|
0,45
|
-
|
|
29,04
|
|
|
-
|
|
Шлак
|
89,40
|
12,36
|
7,28
|
0,18
|
0,13
|
29,38
|
9,34
|
5,23
|
25,38
|
Выход годного с учетом металла, скачиваемого шлаком кг
 , (1.25.)
, (1.25.)
где
 - масса угоревших элементов за период расплавления,
кг;
- масса угоревших элементов за период расплавления,
кг;  - масса элементов уходящих в, кг;
- масса элементов уходящих в, кг;  - количество железа, уносимого шлаком, кг (принимаем
0,5% от
- количество железа, уносимого шлаком, кг (принимаем
0,5% от  ).
).
Принимая коэффициент усвоения кислорода равным 0,9 определим потребное
количество кислорода на 1000 кг шихты:
 (1.26.)
(1.26.)
Количество неусвоенного кислорода:
 (1.27.)
(1.27.)
Кислороду сопутствует азот в количестве:
 , (1.28.)
, (1.28.)
где 77 и 23 - соответственно массовая доля азота и кислорода в воздухе.
При определении количества выделяющихся газов необходимо учесть
образование СО и СО2 (в соотношении 70% и 30% соответственно) при горении углерода
электродов.
Согласно практическим данным расход электродов на плавку составляет (4-7)
кг/т, причем примерно 60% их расходуется в период расплавления. Принимаем
расход электродов равным 4 кг/тонну стали.
Найдем массу сгоревшего углерода электродов в период расплавления:
 (1.29.)
(1.29.)
В результате горения углерода электродов образуется оксидов углерода:
 (1.30.)
(1.30.)

Для горения углерода электродов требуется кислорода:
 (1.31.)
(1.31.)
Кислороду
сопутствует азот в количестве:
 (1.32.)
(1.32.)
Количество выделяющихся газов:

 (1.33.)
(1.33.)


Количество отходящих газов:

Таблица 1.13.
Хим. состав в конце периода расплавления
|
C
|
Mn
|
Si
|
P
|
S
|
Cr
|
Ni
|
Cu
|
Mo
|
Fe
|
|
0,89
|
0,17
|
0,01
|
0,004
|
0,006
|
0,88
|
1,18
|
0,13
|
0,18
|
96,54
|
.9 Расчет геометрических
размеров рабочего пространства печи
Определение размеров ванны
Для ДСП заданной вместимости m0 необходимый объем металлической ванны Vm
определяют по массе жидкого металла m0:
м = m0 / dж = (1/ dж) m0, (1.34)
где dж ≈ 6,9 ÷ 7,2 т/м3 - плотность жидкой
стали различного химического состава;
/ dж ≈ 0,14 ÷ 0,145 м3/т - удельный объем
жидкой стали.
В нашем случае рассматривается сфероконическая ванна трехэлектродной ДСП.
Объем жидкометаллической ванны с диаметром зеркала Dм и глубиной hм
состоит объема Vк усеченного конуса высотой hк и объема Vш шарового сегмента
высотой hш и диаметром основания Dш:
 . (1.35)
. (1.35)
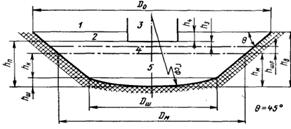
Рис.
1.3. Форма сфероконической ванны ДСП
Условные
обозначения: 1 - уровень откосов подины, 2 - уровень порога, 3 - рабочее окно,
4 - шлаковая ванна, 5 - металлическая ванна.
Коническая
поверхность ванны образует откосы подины и характеризуется углом  между образующей и горизонталью. Учитывая угол
естественного откоса сухого периклазового порошка, применяемого для заправки
футеровки подины ДСП (30-35o) во избежание зарастания подины при
эксплуатации ДСП стремятся к получению угла откоса
между образующей и горизонталью. Учитывая угол
естественного откоса сухого периклазового порошка, применяемого для заправки
футеровки подины ДСП (30-35o) во избежание зарастания подины при
эксплуатации ДСП стремятся к получению угла откоса
 . (1.36)
. (1.36)
Высота
(глубина) hш шарового сегмента, необходимого для накопления жидкого металла под
электродами при проплавлении колодцев в твердой металлошихте, является
определенной частью глубины hм металлической ванны:
 , (1.37)
, (1.37)
где
 , исходя из опыта эксплуатации ДСП, может быть 0,2 или
0,25.
, исходя из опыта эксплуатации ДСП, может быть 0,2 или
0,25.
С
учетом выражений (1.34) и (1.35) получают уравнение:
 ,(1.1.5)
,(1.1.5)
где
 - соотношение основных геометрических размеров
металлической ванны, которое выбирают по теплотехническим и технологическим
условиям: для малых ДСП (с кислой футеровкой) 3,5÷4,5; для крупных ДСП (с основной футеровкой) 4,5÷6.
- соотношение основных геометрических размеров
металлической ванны, которое выбирают по теплотехническим и технологическим
условиям: для малых ДСП (с кислой футеровкой) 3,5÷4,5; для крупных ДСП (с основной футеровкой) 4,5÷6.
С
учетом формулы (1.37) и (1.35) получают расчетные формулы для определения
размеров металлической ванны, м:
 ; (1.38)
; (1.38)
 , (1.39)
, (1.39)
где
 - (коэффициент, характеризующий форму металлической
ванны ДСП);
- (коэффициент, характеризующий форму металлической
ванны ДСП);  - выражено в т/м3.
- выражено в т/м3.
Зная
основные размеры ванны Dм и hм, определяют размеры элементов металлической
ванны, м:
|
 (1.40) (1.40)
|
|
 ; (1.41)
; (1.41)
 ; (1.42)
; (1.42)
 . (1.43)
. (1.43)
Объем
Vшл шлаковой ванны зависит от количества шлака mшл :
 , (1.44)
, (1.44)
где
dшл - плотность жидкого шлака, равная в зависимости от состава и температуры
шлака 2,9-3,2 т/м3;
 -
количество шлака, выражаемое в процентах от массы металла
-
количество шлака, выражаемое в процентах от массы металла  и составляющее 3-7% в зависимости от марки
выплавляемой стали.
и составляющее 3-7% в зависимости от марки
выплавляемой стали.
Толщину
слоя шлака  можно оценить , пренебрегая конусностью шлаковой
ванны:
можно оценить , пренебрегая конусностью шлаковой
ванны:
 (1.45)
(1.45)
Уровень
порога рабочего окна принимают на 20-40 мм. выше зеркала шлаковой ванны для
создания дополнительного объема ванны на случай "кипения" металла и
шлака в литейный период плавки:
 . (1.46)
. (1.46)
Паспортной
характеристикой, т.е. параметром ДСП является глубина ванны от уровня порога
рабочего окна:
 . (1.47)
. (1.47)
Этот
параметр для действующих ДСП может быть описан корреляционным уравнением, мм:  . Другой параметр ДСП - диаметр ванны на уровне порога
рабочего окна Dп можно определить с учетом формулы (1.1.3):
. Другой параметр ДСП - диаметр ванны на уровне порога
рабочего окна Dп можно определить с учетом формулы (1.1.3):
 , (1.48)
, (1.48)
а
для действующих ДСП описать уравнением, мм:  . Уровень
откосов ванны принимают выше уровня порога рабочего окна на 30-100 мм во
избежание размывания шлаком основания футеровки стен и возможного аварийного
выхода жидкого металла:
. Уровень
откосов ванны принимают выше уровня порога рабочего окна на 30-100 мм во
избежание размывания шлаком основания футеровки стен и возможного аварийного
выхода жидкого металла:
 , (1.49)
, (1.49)
или
по соотношению для малых и средних ДСП с учетом (1.15а)
 . (1.50)
. (1.50)
Суммарная
глубина ванны (от уровня откосов подины) в виде:
 (1.51)
(1.51)
определяет
такой важный параметр ДСП как диаметр рабочего пространства на уровне откосов
D0, являющийся также паспортной характеристикой ДСП вместимостью m0 c учетом
формулы (1.7):
 (1.52)
(1.52)
. Определение
размеров свободного пространства
Высоту свободного пространства ДСП в виде расстояния от уровня откосов
подины до верха стен или, что то же самое, до пят сферического (купольного)
кирпичного свода определяют из условий теплообмена и возможности размещения
металлошихты большего в пять - семь раз объема по сравнению с жидким металлом:
 , (1.53)
, (1.53)
принимая
большие значения  для малых ДСП, а меньшие значения - для крупных ДСП.
для малых ДСП, а меньшие значения - для крупных ДСП.
Профиль
футеровки стены определяет тепловую работу ДСП и такие технико-экономические
показатели, как стойкость футеровки, удельный расход электрической энергии,
расходы по переделу.
В
отечественных и зарубежных ДСП применяют стены различной конструкции:
)
цилиндрические - для маломощных ДСП первого и второго поколений и для
современных высокомощных ДСП четвертого поколения с водоохлаждаемыми панелями;
)
ступенчатые - на реконструированных ДСП второго поколения (при соответствующей
ступенчатой конструкции кожуха);
)
конические - на ДСП фасонно-литейных цехов машиностроительных заводов,
работающих с набивной футеровкой стен;
)
сложного профиля - в ДСП третьего поколения, имеющих повышенную электрическую
мощность и кирпичную футеровку стен.
При
расчете геометрических размеров рабочего пространства ДСП необходимо проверить
возможность загрузки металлошихты с учетом расходного коэффициента  . Объем, занимаемый металлошихтой с насыпной плотностью
. Объем, занимаемый металлошихтой с насыпной плотностью
 , равен
, равен
 (1.54)
(1.54)
где
 - коэффициент, учитывающий технологию загрузки
металлошихты, т.е.
- коэффициент, учитывающий технологию загрузки
металлошихты, т.е.  при загрузке в один прием, что возможно при
при загрузке в один прием, что возможно при  т/м3 и
т/м3 и  при
загрузке в два приема (с подвалкой) более легковесной металлошихты.
при
загрузке в два приема (с подвалкой) более легковесной металлошихты.
Соответствующий
объем рабочего пространства ДСП состоит из объемов ванны  и свободного пространства
и свободного пространства  определяемого в общем виде для стен сложного профиля:
определяемого в общем виде для стен сложного профиля:
 (1.55)
(1.55)
где
Высоту
каждого яруса  стены сложного профиля целесообразно выражать через
диаметр
стены сложного профиля целесообразно выражать через
диаметр  при помощи соответствующих симплексов
при помощи соответствующих симплексов
 согласно
выражению (1.56)
согласно
выражению (1.56)
Высота
расположения центральной точки кирпичного сферического (купольного) свода (или
кирпичной секции комбинированного свода с водоохлаждаемыми панелями)
относительно уровня откосов ванны, где горят электрические дуги, равна:
 (1.57)
(1.57)
 (1.58)
(1.58)
где
 - стрела подъема кирпичной футеровки над уровнем пят
сферического свода (или секции);
- стрела подъема кирпичной футеровки над уровнем пят
сферического свода (или секции);  0,45
0,45 0,6 - условие рационального расположения свода по
теплотехническим условиям.
0,6 - условие рационального расположения свода по
теплотехническим условиям.
Наибольшая
строительная прочность периклазохромитовых сводов достигается при стреле
подъема 1/7-1/8 диаметра свода Dсв, а для динасовых 1/10 - 1/11:
 (1.59)
(1.59)
Свод
ДСП опирается на песчаный затвор корпуса, размер которого характеризуют
диаметром кожуха  , поэтому
, поэтому  и
и 
3.
Определение размеров футеровки
Чтобы определить внешние размеры ДСП для уже известных геометрических
размеров рабочего пространства согласно формулам (1.5) - (1.23), необходимо
наметить конструктивные решения футеровки с выбором огнеупорных и
теплоизоляционных материалов для подины, стен и свода. Толщина многослойной
футеровки подины ДСП сравнима с глубиной жидкого металла hм с учетом выражения
(1.6):
 (1.60)
(1.60)
где
 для ДСП без ЭМП и
для ДСП без ЭМП и  для ДСП
с ЭМП.
для ДСП
с ЭМП.
Днище
кожуха покрывают одним или двумя слоями листового асбеста (10-20 мм), наносят
выравнивающий слой шамотного порошка (10 - 40 мм), на который укладывают один
или два ряда шамотного кирпича на плашку (65-130 мм). Общая толщина
теплоизоляционного слоя может быть 85-180 мм.
Огнеупорный
слой основной подины состоит из нескольких рядов прямого периклазового кирпича
размером 230 х 115 х 65 мм с общей толщиной 295-575 мм для ДСП различной
вместимости.
Кирпичи
каждого последующего ряда кладки смещают на 45°, чтобы перекрыть вертикальные
швы. Швы кладки заполняют просеянным периклазовым порошком фракции 1-0 мм.
Такие меры предотвращают уход жидкого металла сквозь кладку подины. Рабочий
слой подины толщиной 100-150 мм набивают из сухого периклазового порошка без
связки (так называемая сухая подина). Нижняя часть днища кожуха ДСП может быть
сферическая (отношение хорды к радиусу днища равно 0,8) или коническая. На ДСП
с ЭМП днище изготовляют из немагнитной стали, причем для размещения статора ЭМП
целесообразно иметь днище с двойной конусностью, чтобы углы образующих с
горизонталью были 15 и 45°. Такая конструкция днища позволяет также иметь
наименьший объем футеровки подины.
Конструкцию
огнеупорной футеровки стен ДСП обычной или повышенной мощности выбирают в
зависимости от характера износа кирпичей, от формы свободного пространства и
кожуха корпуса. Вследствие особенности тепловой работы ДСП стены имеют только
огнеупорный (рабочий) слой толщиной  ,
определяемой длиной применяемого кирпича. Во избежание повреждения кожуха при
аварийном полном разрушении рабочего слоя целесообразно применять
дополнительный (арматурный) слой толщиной
,
определяемой длиной применяемого кирпича. Во избежание повреждения кожуха при
аварийном полном разрушении рабочего слоя целесообразно применять
дополнительный (арматурный) слой толщиной  . Для
этого кожух обкладывают кирпичом на плашку (65 мм) или на ребро (115 мм). Общая
толщина футеровки стены в нижней части составляет:
. Для
этого кожух обкладывают кирпичом на плашку (65 мм) или на ребро (115 мм). Общая
толщина футеровки стены в нижней части составляет:
 (1.61)
(1.61)
Верхнюю
часть стен делают меньшей толщины, поскольку с увеличением высоты снижается
тепловая нагрузка футеровки. Сохраняя терминологию можно записать
 (1.62)
(1.62)
При
известной толщине футеровки стен определяют внутренний диаметр кожуха на уровне
откосов ванны с учетом формулы (1.25):
 (1.63)
(1.63)
на
уровне пят свода с учетом (1.23) и (1.26):
 (1.64)
(1.64)
Диаметр
кожуха Dк является паспортной характеристикой и также может служить
определяющим параметром ДСП вместимостью mо с учетом выражений (1.18) и (1.25).
Кожух ДСП изготовляют из котельной листовой стали толщиной  исходя из ориентировочного соотношения:
исходя из ориентировочного соотношения:
 (1.65)
(1.65)
По
форме кожух выполняют цилиндрическим, коническим и цилиндро-коническим, а также
ступенчатым, с обратной конусностью или бочкообразным. Для увеличения жесткости
корпуса ДСП на кожух иногда наваривают вертикальные и горизонтальные ребра.
Верхний фланец кожуха оборудуют песчаным затвором для уплотнения рабочего
пространства. Отечественные ДСП повышенной мощности имеют цилиндро-конический
кожух. Угол наклона образующей конической части с вертикалью составляет  10÷26°, высота hкк может составлять 1/3-2/3 высоты
рабочего пространства ДСП от уровня порога рабочего окна, где обычно делают
разъем кожуха, до пят свода, т.е. с учетом (1.17) и (1.19), м:
10÷26°, высота hкк может составлять 1/3-2/3 высоты
рабочего пространства ДСП от уровня порога рабочего окна, где обычно делают
разъем кожуха, до пят свода, т.е. с учетом (1.17) и (1.19), м:
 (1.66)
(1.66)
Соотношение
(1.30) должно соответствовать соотношению (1.28), так как
 (1.67)
(1.67)
В
кожухе корпуса ДСП вырезают отверстия для рабочего и выпускного (сливного)
отверстия, называемого иногда "леткой". Ширина рабочего окна обычно
составляет 0,25-0,3 диаметра рабочего пространства ДСП; высота окна в зависимости
от принятой высоты расположения свода, согласно выражению (1.19) или (1.22),
приблизительно равна 0,8÷1,2 ширины окна:
 (1.68)
(1.68)
 . (1.69)
. (1.69)
Вырез
для рабочего окна обрамляют водоохлаждаемой рамой; футеровку в месте выреза
удерживают и защищают от повреждений при загрузке материалов в ванну П-образной
водоохлаждаемой аркой. Выпускное отверстие выполняют крутым (диаметром 120-150
мм) или прямоугольным (150 x 250 мм). В современных мощных и сверхмощных ДСП
цилиндрический кожух корпуса служит для размещения водоохлаждаемых панелей. Во
избежание возможного контакта поверхности панелей с жидким металлом (особенно
при наклоне ДСП) уровень откосов ванны в сторону выпускного отверстия поднимают
на два-четыре ряда огнеупорных кирпичей (до 600 мм), что уменьшает площадь
водоохлаждаемой поверхности стен на 20-25%.
Толщина
 кирпичной футеровки свода определяется длиной
применяемых огнеупорных кирпичей - периклазо-хромитовых. высокоглиноземистых
или динасовых.
кирпичной футеровки свода определяется длиной
применяемых огнеупорных кирпичей - периклазо-хромитовых. высокоглиноземистых
или динасовых.
Стрела
подъема  сферического (купольного) свода, выбираемая с учетом
строительной прочности футеровки согласно формуле (1.23а), определяет радиус
сферы свода:
сферического (купольного) свода, выбираемая с учетом
строительной прочности футеровки согласно формуле (1.23а), определяет радиус
сферы свода:
 , (1.70)
, (1.70)
где
 - диметр свода, практически равный диаметру
- диметр свода, практически равный диаметру  согласно выражению (1.27) или (1.31).
согласно выражению (1.27) или (1.31).
В
футеровке свода необходимо выполнить ряд отверстий различного диаметра для
размещения трех электродов, патрубка газоотсоса и различных технологических
устройств - кислородная фурма, сводовые ТКГ, механизированный пробоотборник,
загрузочная воронка для подачи шлакообразующих материалов и металлизованных
окатышей, если не предусмотрено их размещение на корпусе ДСП. На ДСП высокой и
сверхвысокой мощности применяют комбинированные своды, имеющие периферийную
металлическую секцию с водоохлаждаемыми панелями и центральную кирпичную секцию
для размещения графитированных электродов по условиям электробезопасности. При
диаметре кирпичной секции менее 1/2 диаметра Dсв площадь водоохлаждаемой
поверхности свода достигает 80-85%. Расположение графитированных электродов,
характеризуемое в трехэлектродных ДСП с круглым рабочим пространством диаметром
окружности, проходящей через оси электродов (так называемым диаметром распада
Dp), выбирают из условия:
 , (1.71)
, (1.71)
где
 - диаметр рабочего пространства ДСП на уровне откосов
ванны согласно формуле (1.18).
- диаметр рабочего пространства ДСП на уровне откосов
ванны согласно формуле (1.18).
Расчет для
заданных условий
Технологические условия: 1. плотность металлошихты dш = 1,4 т/м3,
2. плотность металла dж = 7 т/м3, 3. плотность жидкого шлака dшл = 3
т/м3, 4. расходные коэффициенты - kp = 1,034 т/т, kз = 1,0, kшл =
5%, 5. вместимость ДСП - m0 = 25т.
Геометрические условия: 1. форма ванны и подины - kш = 0,2, kм = 5, hз =
20мм, h4 = 40мм, kп = 1, 2. форма стены и кожуха - αI = 27o, αII = 20o, αIII = 13o, αIV = 0o; kI ст = 0,1, kII ст = 0,2,
kIII ст = 0,35, kIV ст = kст = 0,45, 3. толщина футеровки, мм - ∆а = 65
мм, ∆р = 380; ∆IVа = 65, ∆IVр = 300; kв = 0,28, kh = 1,1, kkk
= 0,45,
γ = 17o, 4. форма
свода - kcв = 0,65, kп.с.= 0,143; ∆св = 300мм, 5. расположение электродов
- kэд = 0,3.
I.
Определение размеров ванны
Для ДСП заданной вместимости m0 необходимый объем металлической ванны Vm
определяют по массе жидкого металла m0 :
Расчетные
формулы для определения размеров металлической ванны.
1. Коэффициент, характеризующий форму металлической ванны ДСП


где
- выражено в т/м3.
2. Глубина ванны жидкого металла

3. Диаметр зеркала металла

4. Так как в нашем случае рассматривается сфероконическая ванна
трехэлектродной ДСП , уточним объем металлической ванны Vm


Размеры
элементов металлической ванны.
4. Высота шарового сегмента

5. Высота усеченного конуса

6. Диаметр и радиус основания шарового сегмента


7. Объем Vшл шлаковой ванны

где
dшл - плотность жидкого шлака, равная в зависимости от состава и температуры
шлака 2,9-3,2 т/м3;
-
количество шлака, выражаемое в процентах от массы металла и составляющее 3-7% в зависимости от марки
выплавляемой стали.
. Толщина
слоя шлака

9. Уровень порога рабочего окна

10. Паспортной характеристикой, т.е. параметром ДСП является глубина
ванны от уровня порога рабочего окна

Согласно
ГОСТ7206-70 для ДСП-50 выбираем 
11. Другой параметр - диаметр ванны на уровне порога рабочего окна Dп

12. Уровень откосов ванны

13. Суммарная глубина ванны (от уровня откосов подины)

14. Диаметр рабочего пространства на уровне откосов D0, являющийся
также паспортной характеристикой ДСП вместимостью m0

Согласно
ГОСТ7206-70 выбираем  .
.
II. Определение размеров свободного пространства
1. Высота свободного пространства ДСП в виде расстояния от уровня
откосов подины до верха стен или, что то же самое, до пят сферического
(купольного) кирпичного свода

Согласно
ГОСТ7206-70 выбираем 
. Объем,
занимаемый металлошихтой с насыпной плотностью , равен

где
- коэффициент, учитывающий технологию загрузки
металлошихты, т.е. при загрузке в один прием, что возможно при т/м3;
 - расходный
коэффициент;
- расходный
коэффициент;
 - масса
угара на тонну стали.
- масса
угара на тонну стали.
3. Определим высоту каждого яруса стены сложного профиля




. Соответствующий
объем рабочего пространства ДСП состоит из объемов ванны и свободного пространства

где




5. Стрела подъема кирпичной футеровки над уровнем пят сферического
свода (или секции)

6. Высота расположения центральной точки кирпичного сферического
(купольного) свода (или кирпичной секции комбинированного свода с
водоохлаждаемыми панелями) относительно уровня откосов ванны, где горят
электрические дуги

III. Определение размеров футеровки
1. Толщина многослойной футеровки подины ДСП

где
для ДСП без ЭМП и для ДСП
с ЭМП.
2. Общая толщина футеровки стены в нижней части составляет

3. Верхняя часть стен

4. Внутренний диаметр кожуха на уровне откосов ванны

Согласно
ГОСТ7206-70 выбираем 
На уровне пят свода

Диаметр
кожуха Dк является паспортной характеристикой и также может служить
определяющим параметром ДСП вместимостью mо.
. Кожух
ДСП изготовляют из котельной листовой стали толщиной исходя из ориентировочного соотношения

6. Высота образующей конической части кожуха

7. Ширина рабочего окна

8. Высота окна в зависимости от принятой высоты расположения свода:

9. Радиус сферы свода

где
- диметр свода, практически равный диаметру .
10. Диаметр распада Dp

1.10
Энергетический баланс процесса
Дуговая сталеплавильная печь является печью периодического действия, в
которой потребление мощности в различные периоды технологического процесса
плавки существенно различаются.
Плавка такой печи состоит из следующих характерных периодов:
. период расплавления;
. окислительный период;
. период рафинировки металла;
. период межплавочного простоя.
Во время расплавления происходит нагрев загрузки (обычно в виде стального
лома, или скрапа) до температуры плавления и расплавления загрузки. В этот
период печь потребляет преобладающую часть электроэнергии, причем, чем больше
средняя активная мощность печи, тем, при прочих равных условиях, меньше
длительность расплавления.
В окислительный период потребляемая печью мощность существенно
сокращается, так как необходимый перегрев жидкого металла, а также нагрев и
расплавление шлакообразующих материалов в значительной мере осуществляются за
счет экзотермических реакций окисления различных элементов в ванне печи,
особенно при продувке ванны кислородом.
В ряде случаев начальная стадия окислительного периода совмещается с
расплавлением, для чего в печь наряду со стальным ломом загружаются
шлакообразующие материалы, и к концу периода расплавления в ванне печи имеются
нагретый до требуемой температуры жидкий металл и расплавленный шлак.
В период рафинировки металла печь потребляет энергию, необходимую для
расплавления восстановительного шлака, расплавления легирующих добавок,
перегрева металла до температуры выпуска и для покрытия потерь. Средняя
активная мощность печи в период рафинировки обычно значительно ниже, чем в
период расплавления.
В период межплавочного простоя осуществляются различные технологические
операции без потребления мощности из сети, а именно: слив металла, заправка
футеровки печи и загрузка печи для очередной плавки.
При непрерывном технологическом процессе, характерном для выплавки стали
на металлургических заводах, когда плавка производится за плавкой с обычным
межплавочным простоем (круглосуточная работа печи), тепловые потери в период
межплавочного простоя компенсируется при последующей плавке. В этом случае
можно с достаточной для технических расчетов точностью принимать, что
компенсация этих потерь происходит в период расплавления следующей плавки.
Для каждого из перечисленных выше периодов плавки может быть составлен
свой энергетический баланс со всей совокупностью статей прихода и расхода
энергии.
В периоды расплавления, окислительный и рафинировки приход энергии
происходит в основном за счет электрической энергии и энергии экзотермических
химических реакций (иногда следует также учитывать тепло содержание загружаемых
в печь материалов), а статьями расхода энергии являются:
. полезное тепло на нагрев и расплавление металла, шлака, а также
легирующих элементов и вспомогательных добавок;
. тепловые потери печи за соответствующий период плавки;
. тепловые потери печи за предшествующий период плавки, если эти потери
не были компенсированы в тот период;
. потери энергии на разогрев футеровки до установившегося теплового
режима (при прерывистом процессе работы печи с существенным охлаждением футеровки
во время длительного простоя или на первых плавках после смены футеровки при
непрерывном процессе работы печи);
. электрические потери установки печи.
В период обычного межплавочного простоя прихода энергии в дуговой
сталеплавильной печи нет, а расход энергии имеет место в результате тепловых
потерь. Лишь в отдельных случаях при длительных межплавочных простоях печи с
существенным остыванием футеровки в это период осуществляется подвод энергии
для частичной или полной компенсации тепловых потерь (за счет электрической
энергии или за счет тепловой энергии, например, посредством
топливно-кислородных горелок).
Строгий энергетический баланс каждого периода плавки составляется с
учетом материального баланса соответствующего периода, что дает возможность
определить теплосодержание всех вносимых в печь материалов, полезный расход
энергии, приход и расход тепла за счет химических реакции, а по итоговым
расходным показателям - рассчитать удельный расход электроэнергии и всей
энергии на единицу массы выплавляемого в печи металла.
Сводный энергетический баланс плавки в целом получается суммированием
всех статей прихода и расхода энергии за все периоды плавки.
Составление материально-энергетического баланса плавки дуговой
сталеплавильной печи представляет собой длительную и трудоемкую работу, которая
может быть выполнена только на действующей печи, причем достоверность
полученных результатов зависит от ряда факторов, в том числе от количества
балансовых плавок, проведенных в равных условиях.
При проектировании дуговой сталеплавильной печи обычно составляется
расчетный энергетический баланс только для периода расплавления и по
результатам этого баланса определяется необходимая мощность печного
трансформатора, длительность расплавления и удельный расход электроэнергии в период
расплавления, т.е. важнейшие параметры печи, определяющие ее производительность
и технико-экономическую эффективность.
Для оценки основных параметров и показателей действующей дуговой
сталеплавильной печи необходимо и достаточно использовать статические данные
значительного количества плавок по следующим показателям:
. расходу активной и реактивной электроэнергии в период расплавления и за
всю плавку;
. длительности периода расплавления и всей плавки;
. массе загружаемого в печь скрапа, массе жидкого металла и по выходу
годного металла.
В период расплавления происходит нагрев и плавление нагрузки. Печь
потребляет большую часть электроэнергии. Поэтому при проектировании дуговой
сталеплавильной печи расчет проводят только для периода расплавления, по которому
затем определяют необходимую мощность трансформатора.
Для
современных ДСП емкостью 50 т продолжительность расплавления  =8700с.
=8700с.
Примерно
в середине периода расплавления происходит подвалка шихты, продолжительность
которой составляет  . Следовательно, продолжительность расплавления
"под током" составляет
. Следовательно, продолжительность расплавления
"под током" составляет  .
.
.10.1 Тепло,
вносимое шихтой
 (1.72)
(1.72)
где
 - доля шихты, G - емкость ванны, tш = 20°С -
температура шихты, - удельная теплоемкость шихты:
- доля шихты, G - емкость ванны, tш = 20°С -
температура шихты, - удельная теплоемкость шихты:
где
gi - весовые доли элементов шихты, Сi - теплоемкости чугуна, стального лома и
паспортной болванки.
Сш.ну=0,6

Сш.ву
=0,7 

.10.2 Тепло
экзотермических реакций
 (1.73)
(1.73)
где
 - доля выгоревшей смеси,
- доля выгоревшей смеси,  - емкость ванны, кг,
- емкость ванны, кг,  -
тепловой эффект
-
тепловой эффект  ,
,
. С+O2=CO2
=3946,4 кДж/кг
QЭКЗ=14,9∙3946,4=58,7 МДж
2. C+O2=CO
=8943,4 кДж/кг
QЭКЗ=10∙8943,4=89,6 МДж
3. Si+O2=SiO2
=14321,7 кДж/кг
QЭКЗ=16,7∙14321,7=131,8 МДж
4. 2Mn+O2=2MnO
=5426,1 кДж/кг
QЭКЗ=14,1∙5426,1=126 МДж
5. 4Fe+3O2=2Fe2O3 =5142,9 кДж/кг
QЭКЗ=6,3∙5142,9=148 МДж
6. 2Fe+O2=2FeO
=3669,9 кДж/кг
QЭКЗ=3669,9∙13,9=316,9 МДж
7. 4P+
5O2→2P2O5 =10507 кДж/кг
QЭКЗ=7∙10507=1,8 МДж
8. 4Cr+3O2=2Cr2O3 =7506,6 кДж/кг
QЭКЗ=6,6∙7506,6=53,6 МДж

1.10.3. Тепло шлакообразования
 (1.74)
(1.74)
где
 - энтальпия шлакообразования в каждом периоде,
кДж/кг.
- энтальпия шлакообразования в каждом периоде,
кДж/кг.

.10.4 Тепло,
уносимое газообразными продуктами реакций
Температура
отходящих газов составляет  , тогда
средняя удельная теплоемкость составит:
, тогда
средняя удельная теплоемкость составит:
Объемы
газов:
 (1.75)
(1.75)



 (1.76)
(1.76)
При
1000 кг шихты выделиться 186,2 газа.
Следовательно, что при 25∙103 кг шихты, выделится 4,7∙103 газа.
газа.
Следовательно, что при 25∙103 кг шихты, выделится 4,7∙103 газа.
Процентное содержание в объеме каждого газа составляет:
 (1.77)
(1.77)



Средняя
удельная теплоемкость смеси газов в интервале (0-1500):

С
газами отходит:
 (1.78)
(1.78)
.10.5
Физическое тепло стали
 (1.79)
(1.79)
Где
 - доля
вышедшей стали, G - емкость ванны;
- доля
вышедшей стали, G - емкость ванны;
 -
удельная теплоемкость твердой стали, средняя в интервале 0-1500 °С;
-
удельная теплоемкость твердой стали, средняя в интервале 0-1500 °С;
 -
температура плавления твердой стали,
-
температура плавления твердой стали,  ;
;
 -температура
плавления жидкой стали,
-температура
плавления жидкой стали,  ;
;
 -
удельная теплоемкость жидкой стали, средняя в интервале 1500-1600°С;
-
удельная теплоемкость жидкой стали, средняя в интервале 1500-1600°С;
 - скрытая
теплота плавления стали,
- скрытая
теплота плавления стали,  ;
;

.10.6
Физическое тепло стали, теряемое со шлаком
 (1.80)
(1.80)
где
 - температура шлака,
- температура шлака,  ,
,
-
удельная теплоемкость твердой стали,  ;
;
-удельная
теплоемкость жидкой стали,  ;
;
-скрытая
теплота плавления стали,  ;
;

.10.7
Физическое тепло шлака
 , (1.81)
, (1.81)
где
 - доля вышедшего шлака;
- доля вышедшего шлака;
 -
удельная теплоемкость шлака,
-
удельная теплоемкость шлака,  ;
;
-
температура шлака, ;
 -
скрытая теплота плавления шлака,
-
скрытая теплота плавления шлака,  ;
;

1.10.8 Потери
тепла теплопроводностью через футеровку печи
Расчет нижнего слоя футеровки, которая состоит из стального кожуха
толщиной 23 мм, слоя асбеста толщиной 10 мм, шамотного кирпича, толщиной 460 мм
и магнезитовой засыпки толщиной 82 мм.
 -
внутренний радиус до внутренней поверхности футеровки;
-
внутренний радиус до внутренней поверхности футеровки;
 -
наружный радиус кожуха печи
-
наружный радиус кожуха печи
Температура на внутренней поверхности футеровки составляет 1600°С, а
температура наружной поверхности кожуха составляет 300°С.
 .
.
Значение
коэффициента теплопроводности для стального кожуха  .
.
Значение
критерия Pr при средней температуре воздуха составляет Pr = 0,703. Значение
критерия Грасгофа для воздуха:
 (1.82)
(1.82)
Значение
критерия Nu для воздуха составляет:
 (1.83)
(1.83)
 , тогда
, тогда  и
и 

Коэффициент теплоотдачи от внешней поверхности к окружающему воздуху:
 (1.84)
(1.84)
Плотность теплового потока от стенки кожуха в окружающую среду:
 (1.85)
(1.85)
Температура
на границе слоя асбеста и стального кожуха:
 (1.86)
(1.86)

Температура на границе слоя асбеста и шамотного кирпича:
 (1.87)
(1.87)

Температура на границе шамотного кирпича и магнезитовой засыпки:
 (1.88)
(1.88)

Значение коэффициентов теплопроводности для асбеста, шамота и
магнезитовой засыпки:



Значение
коэффициента сквозной теплопередачи:


Количество тепла, теряемое через футеровку в нижнем слое по высоте печи:
 (1.89)
(1.89)
Так как принятая температура tнар = 300°С мало отличается от найденной
t=300,28°С, то перерасчет температуры производить нецелесообразно.
Расчет верхнего слоя футеровки, которая состоит из стального кожуха
толщиной 23 мм, слоя асбеста толщиной 10 мм, шамотного кирпича толщиной 260 мм
и магнезитовой засыпки толщиной 73 мм.
 -
внутренний радиус до внутренней поверхности футеровки,
-
внутренний радиус до внутренней поверхности футеровки,
 -
наружный радиус кожуха печи
-
наружный радиус кожуха печи
Температура на внутренней поверхности футеровки составляет 1600°С, а
температура наружной поверхности кожуха печи составляет 300°С.
Значение критерия Pr при средней температуре воздуха составляет Pr =
0,703. Значение критерия Грасгофа:

 , тогда и
, тогда и

Тогда коэффициент теплоотдачи от внешней поверхности к окружающему
воздуху:
 (1.90)
(1.90)
Плотность теплового потока от стенки кожуха в окружающую среду:
 (1.91)
(1.91)
Температура
на границе слоя асбеста и стального кожуха:
 (1.92)
(1.92)
Температура
на границе слоя асбеста и шамотного кирпича:
(1.93)

Температура
на границе шамотного кирпича и магнезитовой засыпки:
 (1.94)
(1.94)

Значение коэффициентов теплопроводности для асбеста, шамота и
магнезитовой засыпки:


Значение
коэффициента сквозной теплопередачи:


Количество тепла, теряемое через футеровку в нижнем слое по высоте печи:
 (1.95)
(1.95)
Так как принятая температура tнар = 300°С мало отличается от найденной
t=300,28 °С, то перерасчет температуры производить нецелесообразно.
.10.9 Потери
тепла через свод печи
Свод
печи состоит из 300 мм магнезитохромита, стального кожуха толщиной 23 мм,
наружным радиусом  и внутренним -
и внутренним -  .
.
Потери
тепла определим как величину теплового потока через сферическую поверхность с
учетом той части, которая приходится на долю площади шарового сегмента.
Температура
на внутренней поверхности футеровки составляет 1600°С, а температура наружной
поверхности свода составляет 400°С.
Значение
критерия Pr при средней температуре воздуха составляет 0,703. Значение критерия
Грасгофа:
 (1.96)
(1.96)
По
произведению Pr Gr выберем коэффициенты для эмперической зависимости
для критерия Нуссельта:
Gr выберем коэффициенты для эмперической зависимости
для критерия Нуссельта:
 , тогда и
, тогда и

Тогда коэффициент теплоотдачи от внешней поверхности к окружающему
воздуху:
 (1.97)
(1.97)
Плотность
теплового потока от стенки кожуха в окружающую среду:
 (1.98)
(1.98)
 (1.99)
(1.99)
-
температура на границе слоя магнезитохромита и стенки кожуха печи.
Значение коэффициента теплопроводности футеровки, состоящей из
магнезитохромита, составляет:

Значение коэффициента сквозной теплопередачи:
толщина футеровки свода равна 323 мм, а площадь наружной поверхности


Тепловые
потери через свод печи:

Так как принятая температура tнар = 400°С мало отличается от найденной
t=412°С, то перерасчет температуры производить нецелесообразно.
.10.10 Потери
тепла через подину печи
Футеровка
подины имеет толщину  и состоит из огнеупорной магнезитовой набивки
толщиной
и состоит из огнеупорной магнезитовой набивки
толщиной  , огнеупорной кладки из магнезитового кирпича толщиной
, огнеупорной кладки из магнезитового кирпича толщиной
 , шамота-легковеса толщиной
, шамота-легковеса толщиной  , изоляционной прослойки из асбеста толщиной
, изоляционной прослойки из асбеста толщиной  и стального кожуха толщиной 23 мм. Температура
внутренней поверхности составляет 1600°С.
и стального кожуха толщиной 23 мм. Температура
внутренней поверхности составляет 1600°С.
Значение
критерия Прандтля при средней температуре воздуха составляет 0,687. Значение
критерия Грасгофа:
 (1.100)
(1.100)
По
произведению PrGr выберем коэффициенты для эмперической зависимости для
критерия Нуссельта:
 , тогда и
, тогда и

Тогда коэффициент теплоотдачи от внешней поверхности к окружающему
воздуху:
 (1.101)
(1.101)
Плотность
теплового потока от стенки кожуха в окружающую среду:
 (1.102)
(1.102)
 (1.103)
(1.103)

- температура на границе слоя магнезитохромита и стенки кожуха печи;
Температура на границе асбеста и шамота-легковеса:
 ,
, 
Температура
на границе шамота-легковеса и магнезитового кирпича:
 ,
, 
Температура
на границе магнезитового кирпича и магнезитовой засыпки:
 ,
, 
Коэффициенты теплопроводности для асбеста, шамота, магнезита и
магнезитовой засыпки:




Плотность
теплового потока составляет:
 (1.104)
(1.104)

При определении площади наружной поверхности подины примем, что она
состоит из поверхности сферического сегмента, равной площади наружной
поверхности свода и цилиндрической поверхности.
 (1.105)
(1.105)
 (1.106)
(1.106)
Теплопотери
через под печи составляет:
 (1.107)
(1.107)
Общие
потери тепла через футеровку:
 (1.108)
(1.108)
.10.11 Потери
тепла с водой, охлаждающей рабочее окно
Рабочее
окно печи имеет габариты b x h = 981 х 1090 мм, окно закрыто водо-охлаждающей
заслонкой и для защиты футеровки от разрушения обрамлено П-образной
водоохлаждаемой коробкой шириной S = 0,15 м. Температура поверхности коробки
равна 80°С, а степень черноты  .
.
Потери
тепла с водой, охлаждающей коробку:
 (1.109)
(1.109)
С0=5,67 Вт/м2К4 - коэффициент излучения черного тела;
ТП=1873 К - температура в печи;
ТК=353 К - температура коробки

Потери тепла с водой, охлаждающей заслонку окна:
 (1.110)
(1.110)
 приведенная
степень черноты, определяется по графику
приведенная
степень черноты, определяется по графику

Общие
потери тепла через рабочее окно:
 (1.111)
(1.111)
.10.12 Потери
тепла в период межплавочного простоя
В период подвалки шихты печь раскрывается и потери тепла в этот период
складываются из потерь тепла излучением через раскрытый свод, потерь тепла с
газами, с охлаждающей водой и теплопроводностью через футеровку печи. Расчет
этих величин в случае раскрытой печи достаточно сложен, так как температура
внутренней поверхности футеровки быстро падает. Поэтому ориентировочно примем,
что потери тепла в период межплавочного простоя будут равны:
 (1.112)
(1.112)
где
Кн - коэффициент неучтенных потерь, Кн = 1,1 - 1,2,
 - время
подвалки шихты,
- время
подвалки шихты,
 -
продолжительность периода плавления.
-
продолжительность периода плавления.

1.10.13
Тепло, вносимое электрическими дугами
 (1.113)
(1.113)
где
 - вводимая в печь электроэнергия, Дж,
- вводимая в печь электроэнергия, Дж,  - электрический к.п.д.
- электрический к.п.д.
Из уравнения теплового баланса выразим энергию, вносимую электрическими
дугами:
ПРИХ=QРАСХ



.10.14
Удельный расход электрической энергии на 1 т жидкого металла
 (1.114)
(1.114)
1.10.15
Тепловой КПД
 (1.115)
(1.115)
 (1.116)
(1.116)
.10.16
Мощность печного трансформатора
Мощность трансформатора дуговой сталеплавильной печи определяется по
условиям расплавления, во время которого в печи расходуется наибольшая часть
электрической энергии.
Средняя активная мощность, которую необходимо выделять в дуговой
сталеплавильной печи в период расплавления, определяется суммарным расходом
электроэнергии и длительностью расплавления "под током" (то есть
общей длительностью расплавления за вычетом времени, в течении которого печь не
потребляет электрической энергии):
 (1.117)
(1.117)
где
 - средняя мощность в период работы трансформатора.
Максимальная мощность трансформатора:
- средняя мощность в период работы трансформатора.
Максимальная мощность трансформатора:
 (1.1.86)
(1.1.86)
где К - коэффициент использования мощности печного трансформатора в
период расплавления. Он учитывает невозможность работы печи в течении всего
периода расплавления на максимальной мощности ( в частности, ввиду опасности
перегрева футеровки стен и свода длинными электрическими дугами к концу
расплавления). При проектировании печей коэффициент К обычно принимают в
пределах 0,8-0,9.
Для
условий работы современных сверхмощных дуговых сталеплавильных печей большой емкости
средний коэффициент мощности в период расплавления находится в пределах
0,72-0,68. Приняв значение коэффициента мощности  , найдем
необходимую мощность трансформатора:
, найдем
необходимую мощность трансформатора:
 (1.118)
(1.118)
1.11
Расчет газоходной системы
Расчет газоходной системы дуговой сталеплавильной печи состоит в выборе
системы газоотчистки и утилизации газов.
При выборе системы очистки газов от пыли, прежде всего, следует иметь в
виду те требования, которые предъявляются в данном случае к полноте улавливания
пыли. Они могут быть обусловлены санитарно-гигиеническими требованиями
обеспечения чистоты атмосферного воздуха или самой технологией.
Кроме того, при выборе способа пылеулавливания необходимо учитывать
дисперсность и другие свойства аэрозоля, наличие влаги и агрессивных
компонентов в газах, запыленность и их температуру. Высокая степень очистки
газов от пыли достигается правильным выбором типа и конструкции агрегата и
правильной его эксплуатации. Из выше перечисленного выбираем следующую систему
пылегазоочистки.
В последние годы повсеместное распространение получает отвод газов через
отверстие в своде с последующей очисткой от пыли. Наибольшее распространение
получила мокрая газоочистка с использованием труб Вентури.
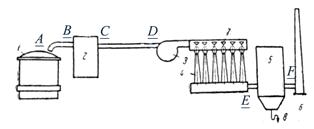
Рис. 1.4. Схема пылегазоочистки ДСП
Условные обозначения: 1. Электропечь. 2. Котел - утилизатор. 3. Дымосос.
4. Пучок труб Вентури. 5. Циклон - каплеуловитель. 6. Дымовая труба. 7. Водяные
форсунки. 8.Отвод грязной воды.
Длины участков AB=10 м, CD=65 м , EG=25 м.
Количество газов образующихся в печи определяется по формуле:
 (1.119)
(1.119)
где V0 - общий объем газов, образующихся в печи, м3,
 - время
переработки 1000 кг шихты
- время
переработки 1000 кг шихты
Таблица
1.14.
Процентный
и объемный состав отходящих газов печи дуговой сталеплавильной печи, по данным
материального баланса
|
Газ
|
V0, м3
|
%
|
|
СО2
|
5,10
|
2,74
|
|
СО
|
11,90
|
6,39
|
|
О2
|
3,84
|
2,06
|
|
N2
|
165,34
|
88,81
|
|
Итого
|
186,17
|
100,00
|
С учетом подсоса воздуха - 5%, количество газа на всех участках газохода
составляет:
 .
.
Температура
газов на выходе из печи с учетом подсосов - t=15000C
Температура
окружающего газоход воздуха 300С. Средняя логарифмическая температура газа:
 (1.120)
(1.120)
Средняя
температура газа на участке составляет:
 (1.121)
(1.121)
Определяющая
температура, используемая в дальнейших расчетах:
 (1.122)
(1.122)
Расход
отходящих газов при рабочей температуре определяется по формуле:
 (1.123)
(1.123)
Принимаем,
что футеровка газохода состоит из шамотного кирпича толщиной  , толщина стального кожуха
, толщина стального кожуха  ечение газохода определяется:
ечение газохода определяется:
 (1.124)
(1.124)
где
W- скорость течения газа в газоходе, м/с.
Из
этого следует, что внутренний диаметр газохода равен:
 (1.125)
(1.125)
Тогда
наружный диаметр газохода равен:
 (1.126)
(1.126)
Определим
коэффициент динамической вязкости.
Коэффициент
динамической вязкости газов зависит от температуры и не зависит от давления.
Зависимость
коэффициента динамической вязкости газа от температуры выражается формулой
Сетерленда:
 (1.127)
(1.127)
где
 - коэффициент динамической вязкости газа при
температуре, Па∙с;
- коэффициент динамической вязкости газа при
температуре, Па∙с;
 -
коэффициент динамической вязкости газа при 00С, Па∙с;
-
коэффициент динамической вязкости газа при 00С, Па∙с;
Т
- абсолютная температура газа, К;
С
- постоянная Сетерленда.
Коэффициент
динамической вязкости газовой смеси может быть найден следующем соотношением:
 (1.128)
(1.128)
Мсм,
М1, М2,…, Мn - молекулярные массы соответственно смеси газа и отдельных его
компонентов, кг/моль;
а1,
а2, аn - содержание в смеси газа компонентов в объемных долях единиц.
 ,
,  1, 2, n - коэффициенты динамической вязкости соответственно
смеси газа и отдельных компонентов, Па∙с.
1, 2, n - коэффициенты динамической вязкости соответственно
смеси газа и отдельных компонентов, Па∙с.
Плотность
смеси печных газов:
 (1.129)
(1.129)
где
y1, y2, yn - объемные доли;
 1, 2, n -
плотности компонентов, кг/м3.
1, 2, n -
плотности компонентов, кг/м3.
 , кг/м3
, кг/м3
Рассчитываем
кинематическую вязкость по формуле:
 (1.130)
(1.130)
где
- коэффициент динамической вязкости смеси газа, Па∙с;
см -
плотность смеси газа, кг/м3.
Определим
среднюю удельную теплоемкость смеси газа:
 . (1.131)
. (1.131)
сi
- истинная теплоемкость смеси газов, кДж/кг∙град;- объем отходящих газов,
доли.
Определим
коэффициент температуропроводности:
 (1.132)
(1.132)
 -
коэффициент теплопроводности газов, Вт/м∙0С;
-
коэффициент теплопроводности газов, Вт/м∙0С;
с
- теплоемкость смеси газов, Дж/м3∙0С;
см -
плотность смеси газов, кг/м3.
Определим
критерий Рейнольдса:
 (1.133)
(1.133)
Для
турбулентного режима формула для определения критерия Нуссельта выглядит
следующим образом:
 (1.134)
(1.134)
-
критерия Прандтля, для газов  ;
;
 - степень
черноты газа;
- степень
черноты газа;

Определяем
коэффициент теплоотдачи конвекцией:
 (1.135)
(1.135)
принимаем,
что коэффициент теплоотдачи излучением  составляет
5% от
составляет
5% от  .
.
Суммарный
коэффициент теплоотдачи:
 .(1.136)
.(1.136)
Определим
тепловой поток излучением:
принимаем,
что температура кладки внутри газохода tш, а температура снаружи газохода tг.
Тогда
 .(1.137)
.(1.137)
Определим
критерий Грассгофа:
 (1.138)
(1.138)
 (1.139)
(1.139)
 . (1.140)
. (1.140)
Тепловой
поток излучением равен:
 (1.141)
(1.141)
где
tСР - средняя логарифмическая температура, 0С;ОКР.ВОЗД - температура
окружающего воздуха;вн - внутренний радиус газохода, м;
 -
коэффициент теплопроводности шамота, Вт/м∙град;НАР - наружный радиус
газохода, м.
-
коэффициент теплопроводности шамота, Вт/м∙град;НАР - наружный радиус
газохода, м.
Определим
температуру шамота и наружную температуру газохода:
 (1.142)
(1.142)
Если
полученные температуры отличаются от принятых, то производим их пересчет.
Продолжаем до сходимости температур равной одному градусу.
Определим
коэффициент теплоотдачи лучеиспусканием.
Рассчитаем
эффективную длину пути луча:
 (1.143)
(1.143)
Г
- коэффициент эффективности газового излучения.Г=0,7-0,9- объем газоход занятый
газом, м3.

где
dВН - внутренний диаметр газохода, м;- длина участка, м;
 , м2.
, м2.
Наибольшей
излучательной и поглощательной способностью обладает многоатомный газ СО2.
Двухатомные газы (N2 и СО) имеют очень маленькую способность излучения и
поглощения лучистой энергии и могут считаться практически теплопрозрачными.
Находим
значения парциального давления компонента газовой смеси:
парциальное
давление СО2: р=0,37 ат.
По
графику излучения СО2 по значению произведения p∙S и температуры, находим
 .
.
Искомая
степень черноты смеси газов будет равна:
Определяем
плотность теплового потока:
 , (1.144)
, (1.144)
где
с0 - коэффициент лучеиспускания абсолютно черного тела, с0=5,67 Вт/м2 ∙К4;
 - степень
черноты газа;
- степень
черноты газа;
 -
степень черноты клади (шамот) ,=0,59;
-
степень черноты клади (шамот) ,=0,59;
ТГ
- средняя логарифмическая температура газа, К;
Тк
- температура кладки (шамот), К.
Определим
коэффициент теплоотдачи лучеиспусканием:,
 (1.145)
(1.145)
Суммарный
коэффициент теплоотдачи равен:
(1.146)
Произведем
пересчет теплового потока и температур (внутри поверхности кладки и наружной
поверхности газохода), по предложенной выше методике, для нового значения
суммарного коэффициента теплоотдачи  .
.
Определим
общее количество тепла по формуле:
 , (1.147)
, (1.147)
где
q - плотность теплового потока, Вт/м2;- длина участка, м;
- время
теплообмена, с;
 (1.148)
(1.148)
где
 - средняя удельная теплоемкость газов при постоянном
давлении, в интервале температур от tн до tК, кДж/кг∙град;- расход с
учетом подсосов, м3/с.
- средняя удельная теплоемкость газов при постоянном
давлении, в интервале температур от tн до tК, кДж/кг∙град;- расход с
учетом подсосов, м3/с.
Приравнивая
Q1 и Q2 найдем значение конечной температуры:
 . (1.149)
. (1.149)
Находим
падение температур:
 (1.150)
(1.150)
Участок ДСП - Котел-утилизатор
Расход при нормальных условиях:
С
учетом подсоса воздуха - 5%, количество газа на всех участках газохода
составляет:

Температура
газов на выходе из печи с учетом подсосов - t=15000C. Принимаем температуру
газов в конце первого участка, на входе в котел - утилизатор 14300С.
Температура окружающего газоход воздуха 300С. Средняя логарифмическая
температура газа:

Средняя
температура газа на участке составляет:

Определяющая
температура, используемая в дальнейших расчетах:

Расход
отходящих газов при рабочей температуре определяется по формуле:

Принимаем
скорость газа в газоходе w=7 м/с, тогда сечение газохода определяется:
Из
этого следует, что внутренний диаметр газохода равен:
Согласно
расчёту данный диаметр примерно совпадает по ГОСТу 10705-80 с диаметром d=0,494
м. Тогда наружный диаметр газохода равен:
 ,
,
 .
.
Определим
коэффициент динамической вязкости. Коэффициент динамической вязкости газов
зависит от температуры и не зависит от давления. Зависимость коэффициента
динамической вязкости газа от температуры выражается формулой Сетерленда:
Коэффициент
динамической вязкости газов при нормальных условиях (t0=00C, p0=101325 Па).
Таблица
1.15. Термодинамические свойства веществ
|
Газ
|
 ,Па∙сС ,Па∙сС ,Па∙с ,Па∙с
|
|
|
|
СО2
|
0,0000137
|
254
|
0,000058
|
|
СО
|
0,00001
|
100
|
0,000033
|
|
О2
|
0,000017
|
114
|
0,000057
|
|
N2
|
0,0000203
|
131
|
0,000071
|
Коэффициент динамической вязкости газовой смеси при T=tcp+273:
,
 .
.
Плотность
смеси печных газов при температуре T=tCP+273, K
,
кг/м3.
Плотность
компонентов газа при нормальных условиях: рассчитаем плотность смеси газов см при температуре tСР:
Таблица
1.16. Плотности компонентов газа
|
Газ
|
 ,кг/м3 ,кг/м3
|
 ,кг/м3 ,кг/м3
|
|
СО2
|
1,964
|
0,308
|
|
СО
|
1,25
|
0,196
|
|
О2
|
1,25
|
0,196
|
|
N2
|
1,428
|
0,224
|
Кинематическая
вязкость:

Температура
отходящих газов составляет , тогда
средняя удельная теплоемкость составит:

Коэффициент
температуропроводности:
 .
.
Критерий
Рейнольдса:
 .
.
Так
как полученное значение Рейнольдса больше 104, следовательно, режим течения
газа турбулентный. Для турбулентного режима формула для определения критерия Нуссельта
выглядит следующим образом:
,
где
Pr - критерия Прандтля, для газов;
 ,
,
где
- степень черноты газа.
Наибольшей
излучательной и поглощательной способностью обладает многоатомный газ СО2.
Двухатомные газы (N2 и СО) имеют очень маленькую способность излучения и
поглощения лучистой энергии и могут считаться практически теплопрозрачными.
Находим
значения парциального давления компонента газовой смеси:
парциальное
давление СО2: р=0,37 ат.
По
графику излучения СО2 по значению произведения p∙S и температуры, находим
.
Искомая
степень черноты смеси газов будет равна:.
Рассчитаем
эффективную длину пути луча:
Тогда
по данным, степень черноты газа =0,09.

Определяем
коэффициент теплоотдачи конвекцией:
 Вт/м2∙К.
Вт/м2∙К.
Принимаем,
что коэффициент теплоотдачи излучением  составляет
5% от .
составляет
5% от .
Суммарный
коэффициент теплоотдачи:
 Вт/м2∙К.
Вт/м2∙К.
Определим
тепловой поток излучением. Принимаем, что температура кладки внутри газохода
tш=14300С, а температура снаружи газохода tг=1000С. Тогда
 0С.
0С.

Из
справочной литература находим, что
Определим
критерий Грассгофа:
 ∙Pr=3,5∙1014∙0,71=2,5∙1014,
тогда с=0,135, n=0.33
∙Pr=3,5∙1014∙0,71=2,5∙1014,
тогда с=0,135, n=0.33

Определим
коэффициент теплоотдачи от внешней поверхности к окружающему воздуху:
 Вт/м2∙град.
Вт/м2∙град.
Тепловой
поток излучением равен:

Определим
температуру шамота и наружную температуру газохода:
Так
как полученные температуры отличаются от принятых, то производим их пересчет.
Продолжаем до сходимости температур равной одному градусу.
В
итоге получаем, что температура кладки внутри газохода tш=6720С, а температура
газохода снаружи tг=330С
Определяем
плотность теплового потока:
с0=5,67
Вт/м2 ∙К4;
=0,09;
 =0,59;
=0,59;
 Вт/м.
Вт/м.
Определим
коэффициент теплоотдачи лучеиспусканием:
 Вт/м2∙К.
Вт/м2∙К.
Суммарный
коэффициент теплоотдачи равен:
 Вт/м2∙К.
Вт/м2∙К.
Произведем
пересчет теплового потока и температур (внутри поверхности кладки и наружной
поверхности газохода), для нового значения суммарного коэффициента теплоотдачи .
В
итоге получим, что при =258,05 Вт/м2∙К, температура кладки
внутри газохода tш=14480С, температура газохода снаружи tг=380С, плотность
теплового потока q=0,23 МВт/м.
Определим
общее количество тепла:
 ;
;
 .
.
Найдем
значение конечной температуры:
 .
.
Находим
падение температур:
Падение
температур в котле-утилизаторе, трубах Вентури, каплеуловителе приняты из
практических данных и составляют 500, 200 и 15°С.
Численный
расчет других участков производится аналогично. Расчет произведен в программе
Microsoft Excel. Результаты расчета занесены в таблицу:
Таблица 1.17.
|
Участок
|
l,м
|
tн,0С
|
dнар, м
|
tшвн,0С
|
q,Вт/м
|
n,0С/м
|
dвн, м
|
W, м/с
|
 , м3/с , м3/с
|
|
Печь - котел-утилизатор
|
10
|
1500
|
0,96
|
1448
|
0,23∙106
|
9,4
|
0,49
|
5,5
|
1,06
|
|
Котел -утилизатор -
дымосос, трубы Вентури
|
65
|
871
|
1,01
|
830,8
|
0,16∙106
|
8,7
|
0,54
|
4,68
|
1,06
|
|
Трубы Вентури -
каплеуловитель
|
25
|
85
|
0,91
|
263,1
|
0,13∙106
|
0,6
|
0,44
|
6,2
|
1,08
|
|
Каплеуловитель - дымовая
труба
|
5
|
60
|
0,89
|
261,2
|
0,13∙106
|
2
|
0,42
|
7
|
0,96
|
Устанавливаем дымосос двустороннего всасывания ДА-26, производительность
570000 м3/ч, мощность электродвигателя 2500кВт.
Выбираем трубы Вентури типа ГВПВ - 0,010-400, производительность (по
условиям выхода) 3100-6500 м3/ч, расход орошающей жидкости 5-13 м3/ч,
диаметр горловины - 115 мм, габаритные размеры 685x540х2500.
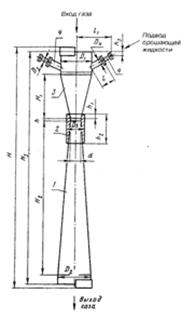
Рис. 1.5. Трубы Вентури
Условные обозначения: 1. диффузор, 2. горловина, 3. конфузор, 4. подвод
орошающей жидкости.
Для улавливания капельной орошающей жидкости с осевшими на каплях
частицами пыли устанавливаем каплеуловитель типа КЦТ-500, диаметр аппарата 500
мм, производительность 3100-3890 м3/ч, габаритные размеры
770х770х1750.
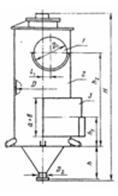
Рис. 1.6. Каплеуловитель
Условные обозначения: 1. входной патрубок, 2. корпус, 3. выходной
патрубок.
Расчет потерь напора на участках
Участок печь - котел - утилизатор
. Потери напора при внезапном сужении:
где
 - коэффициент местного сопротивления;- сечение
газохода, м2;- сечение пылевой камеры, мм2.
- коэффициент местного сопротивления;- сечение
газохода, м2;- сечение пылевой камеры, мм2.

.
Потери на трение:
где
 - коэффициент, учитывающий трение газа о стенки:
- коэффициент, учитывающий трение газа о стенки:
-
шероховатость стенок трубы  .
.


.
Потери напора при резком расширении:

4.
Потери напора в котле - утилизаторе составляют:ПОТ4=35мм.вд.ст
Участок котел - утилизатор - трубы Вентури
. Потери напора при резком сужении:

.
Потери напора на трение:

.
Потери напора при резком расширении:

8.
Потери напора в трубах Вентури составляют:ПОТ9=30 мм.вд.ст
Участок трубы Вентури - каплеуловитель
. Потери напора при резком сужении.
.
Потери напора при опускании газов после труб Вентури
.
Потери напора на трение


.
Потери напора в каплеуловителе составляют:ПОТ13=35мм.вд.ст.
Участок каплеуловитель - дымовая труба
1. Потери напора при резком сужении:
.
Потери напора на трение:

.
Потери напора при резком расширении:

Сумма
потерь напора будет равна:

13.
Определим среднюю логарифмическую температуру по всей длине газохода учитывая
что tн=15000С, tk=500C.
 .
.
Основными
размерами дымовой трубы является диаметр D и высота H, которые подлежат
расчету. Для кирпичных труб конической формы необходимо определить диаметр
устья.
Диаметр
устья трубы:
 (1.151)
(1.151)
-
расход газа;- скорость газа.
Определим
высоту дымовой трубы:
 (1.152)
(1.152)

2. Охрана окружающей среды
.1
Характеристика загрязнения атмосферного воздуха
Основными выбросами в атмосферу являются окись углерода, неорганическая
пыль, тяжелые металлы. Промышленные выбросы в атмосферу поступают обычно через
газоотводные трубы, поднимающиеся на значительную высоту. Этим достигается
рассеивание газов при относительно большом объеме воздуха. Дальнейшее
распространение атмосферных загрязнений определяется горизонтальными и
вертикальными воздушными течениями. Концентрация атмосферных токсикантов
уменьшается по мере удаленности от источника промышленных выбросов. В каждой
конкретной точке территории концентрация вредных примесей определяется также
температурой воздуха, наличием облачности, тумана, осадков и других
метеорологических факторов. На интенсивность обмена воздуха в приземном слое
влияет также и рельеф местности.
.2 Методика
расчета нормативов ПДВ
Таблица 2.1. Источник №1
Исходные данные
|
Н, м
|
D, м
|
Т газов, оС
|
V1, м3/с
|
M NO2, г/с
|
M SO2, г/с
|
M CO, г/с
|
M пыль, г/с
|
|
70
|
3
|
350
|
25,45
|
32,5
|
9,87
|
57,6
|
89,5
|
Источник выброса - точечный;
Коэффициент расхода - η = 1;
Коэффициент стратификации - А = 160;
Коэффициент оседания - F = 1 для NO2, SO2 и CO; F = 2 для пыли;
Средняя температура наиболее теплого периода 22оС
Таблица 2.2.
Источник №2
Исходные данные
|
Н, м
|
D, м
|
Т газов, оС
|
V1, м3/с
|
M NO2, г/с
|
M SO2, г/с
|
M CO, г/с
|
M пыль, г/с
|
|
75
|
3
|
350
|
26,78
|
27,4
|
6,1
|
48,1
|
82,9
|
Источник выброса - точечный;
Коэффициент расхода - η = 1;
Коэффициент стратификации - А =160;
Коэффициент оседания - F = 1 для NO2, SO2 и CO; F = 2 для пыли;
Средняя температура наиболее теплого периода 22оС
УПРЗА ЭКОЛОГ, версия 3.00© 1990-2006 ФИРМА "ИНТЕГРАЛ"
Серийный номер 00-00-0000, Учебная версия
Предприятие номер 1; ОМЗ ЛП
Адрес предприятия: Российская Федерация, 196650, Санкт-Петербург,
Колпино, Ижорский завод.
Разработчик Реутов
ИНН 123456789
ОКПО 1234567890
Отрасль 12100 Черная металлургия
Вариант исходных данных: 1, Вариант данных №1
Вариант расчета: Вариант расчета №1
Расчет проведен на лето
Расчетный модуль: "ОНД-86 стандартный"
Расчетные константы: E1= 0,01, E2=0,01, E3=0,01, S=999999,99 кв.км.
Метеорологические параметры
|
Средняя температура
наружного воздуха самого жаркого месяца
|
22°C
|
|
Средняя температура
наружного воздуха самого холодного месяца
|
-26°C
|
|
Коэффициент, зависящий от
температурной стратификации атмосферы A
|
160
|
|
Максимальная скорость ветра
в данной местности (повторяемость превышения в пределах 5%)
|
4,2 м/с
|
Структура предприятия (площадки, цеха)
|
Номер
|
Наименование площадки
(цеха)
|
Выбросы источников по веществам
|
Учет:
|
Типы источников:
|
|
"%" - источник
учитывается с исключением из фона;
|
1 - точечный;
|
|
"+" - источник
учитывается без исключения из фона;
|
2 - линейный;
|
|
"-" - источник не
учитывается и его вклад исключается из фона.
|
3 - неорганизованный;
|
|
При отстутствии отметок
источник не учитывается.
|
4 - совокупность точечных,
объединенных для расчета в один площадной;
|
|
Источники, помеченные к
учету знаком "-" или непомеченные (" "), в общей сумме не
учитываются
|
5 - неорганизованный с
нестационарной по времени мощностью выброса;
|
|
6 - точечный, с зонтом или
горизонтальным направлением выброса;
|
|
7 - совокупность точечных с
зонтами или горизонтальным направлением выброса;
|
|
8 - автомагистраль.
|
Вещество: 0301 Азота диоксид (Азот (IV) оксид)
|
№пл.
|
№цех
|
№ист.
|
Тип
|
Учет
|
Выброс(г/с)
|
F
|
Лето
|
Зима
|
|
|
|
|
|
|
|
Cm/ПДК
|
Xm
|
Um (м/с)
|
Cm/ПДК
|
Xm
|
Um (м/с)
|
|
0
|
0
|
1
|
1
|
+
|
32,5000000
|
1
|
0,4215
|
942,45
|
3,2200
|
0,4013
|
966,02
|
3,4068
|
|
0
|
0
|
2
|
1
|
+
|
27,4000000
|
1
|
0,3049
|
1005,82
|
3,1996
|
0,2903
|
1031,02
|
3,3853
|
|
Итого:
|
59,9000000
|
|
0,7264
|
|
0,6916
|
|
Вещество: 0330 Сера диоксид (Ангидрид сернистый)
|
№пл.
|
№цех
|
№ист.
|
Тип
|
Учет
|
Выброс (г/с)
|
F
|
Лето
|
Зима
|
|
|
|
|
|
|
|
Cm/ПДК
|
Xm
|
Um (м/с)
|
Cm/ПДК
|
Xm
|
Um (м/с)
|
|
0
|
0
|
1
|
1
|
+
|
9,8700000
|
1
|
0,0512
|
942,45
|
3,2200
|
0,0487
|
966,02
|
3,4068
|
|
0
|
0
|
2
|
1
|
+
|
6,1000000
|
1
|
0,0272
|
1005,82
|
3,1996
|
0,0258
|
1031,02
|
3,3853
|
|
Итого:
|
15,9700000
|
|
0,0784
|
|
0,0746
|
|
Вещество: 0337 Углерод оксид
|
№пл.
|
№цех
|
№ист.
|
Тип
|
Учет
|
Выброс (г/с)
|
F
|
Лето
|
Зима
|
|
|
|
|
|
|
|
Cm/ПДК
|
Xm
|
Um (м/с)
|
Cm/ПДК
|
Xm
|
Um (м/с)
|
|
0
|
0
|
1
|
1
|
+
|
57,6000000
|
1
|
0,0299
|
942,45
|
3,2200
|
0,0284
|
966,02
|
3,4068
|
|
0
|
0
|
2
|
1
|
+
|
48,1000000
|
1
|
0,0214
|
1005,82
|
3,1996
|
0,0204
|
1031,02
|
3,3853
|
|
Итого:
|
105,7000000
|
|
0,0513
|
|
0,0488
|
|
Вещество: 2908 Пыль неорганическая: 70-20% SiO2
|
№пл.
|
№цех
|
№ист.
|
Тип
|
Учет
|
Выброс (г/с)
|
F
|
Лето
|
Зима
|
|
|
|
|
|
|
|
Cm/ПДК
|
Xm
|
Um (м/с)
|
Cm/ПДК
|
Xm
|
Um (м/с)
|
|
0
|
0
|
1
|
1
|
+
|
89,5000000
|
2
|
1,5477
|
706,84
|
3,2200
|
1,4735
|
724,51
|
3,4068
|
|
0
|
0
|
2
|
1
|
+
|
82,9000000
|
1
|
0,6150
|
1005,82
|
3,1996
|
0,5855
|
1031,02
|
3,3853
|
|
Итого:
|
172,4000000
|
|
2,1627
|
|
2,0590
|
|
Выбросы источников по группам суммации
|
Учет:
|
Типы источников:
|
|
"%" - источник
учитывается с исключением из фона;
|
1 - точечный;
|
|
"+" - источник
учитывается без исключения из фона;
|
2 - линейный;
|
|
"-" - источник не
учитывается и его вклад исключается из фона.
|
3 - неорганизованный;
|
|
При отстутствии отметок
источник не учитывается.
|
4 - совокупность точечных,
объединенных для расчета в один площадной;
|
|
Источники, помеченные к
учету знаком "-" или непомеченные (" "), в общей сумме не
учитываются
|
5 - неорганизованный с
нестационарной по времени мощностью выброса;
|
|
6 - точечный, с зонтом или
горизонтальным направлением выброса;
|
|
7 - совокупность точечных с
зонтами или горизонтальным направлением выброса;
|
|
8 - автомагистраль.
|
Группа суммации: 6009
|
№пл.
|
№цех
|
№ист.
|
Тип
|
Учет
|
Код в-ва
|
Выброс (г/с)
|
F
|
Лето
|
Зима
|
|
|
|
|
|
|
|
|
Cm/ПДК
|
Xm
|
Um (м/с)
|
Cm/ПДК
|
Xm
|
Um (м/с)
|
|
0
|
0
|
1
|
1
|
+
|
0301
|
32,5000000
|
1
|
0,4215
|
942,45
|
3,2200
|
0,4013
|
966,02
|
3,4068
|
|
0
|
0
|
1
|
1
|
+
|
0330
|
9,8700000
|
1
|
0,0512
|
942,45
|
3,2200
|
0,0487
|
966,02
|
3,4068
|
|
0
|
0
|
2
|
1
|
+
|
0301
|
27,4000000
|
1
|
0,3049
|
1005,82
|
3,1996
|
0,2903
|
1031,02
|
3,3853
|
|
0
|
0
|
2
|
1
|
+
|
0330
|
6,1000000
|
1
|
0,0272
|
1005,82
|
3,1996
|
0,0258
|
1031,02
|
3,3853
|
|
Итого:
|
75,8700000
|
|
0,8048
|
|
0,7662
|
|
Группа суммации: 6046
|
№пл.
|
№цех
|
№ист.
|
Тип
|
Учет
|
Код в-ва
|
Выброс(г/с)
|
F
|
Лето
|
Зима
|
|
|
|
|
|
|
|
|
Cm/ПДК
|
Xm
|
Um (м/с)
|
Cm/ПДК
|
Xm
|
Um (м/с)
|
|
0
|
0
|
1
|
1
|
+
|
0337
|
57,6000000
|
1
|
0,0299
|
942,45
|
3,2200
|
0,0284
|
966,02
|
3,4068
|
|
0
|
0
|
1
|
+
|
2908
|
89,5000000
|
2
|
1,5477
|
706,84
|
3,2200
|
1,4735
|
724,51
|
3,4068
|
|
0
|
0
|
2
|
1
|
+
|
0337
|
48,1000000
|
1
|
0,0214
|
1005,82
|
3,1996
|
0,0204
|
1031,02
|
3,3853
|
|
0
|
0
|
2
|
1
|
+
|
2908
|
82,9000000
|
1
|
0,6150
|
1005,82
|
3,1996
|
0,5855
|
1031,02
|
3,3853
|
|
Итого:
|
278,1000000
|
|
2,2140
|
|
2,1078
|
|
Расчет проводился по веществам (группам суммации)
|
Код
|
Наименование вещества
|
Предельно Допустимая
Концентрация
|
Коэф. экологич. ситуации
|
Фоновая концентр.
|
|
|
Тип
|
Спр. значение
|
Исп. в расч.
|
|
Учет
|
Интерп.
|
|
0301
|
Азота диоксид (Азот (IV)
оксид)
|
ПДК м/р
|
0,2
|
0,2
|
1
|
Нет
|
Нет
|
|
0330
|
Сера диоксид (Ангидрид сер-
нистый)
|
ПДК м/р
|
0,5
|
0,5
|
1
|
Нет
|
Нет
|
|
0337
|
Углерод оксид
|
ПДК м/р
|
5
|
5
|
1
|
Нет
|
Нет
|
|
2908
|
Пыль неорганическая: 70-20%
SiO2
|
ПДК м/р
|
0,3
|
0,3
|
1
|
Нет
|
Нет
|
|
6009
|
Азота диоксид, серы диоксид
|
Группа
|
-
|
-
|
1
|
Нет
|
Нет
|
|
6046
|
Углерода оксид и пыль це-
ментного производства
|
Группа
|
-
|
-
|
1
|
Нет
|
Нет
|
Роза ветров
Ветром называют движение воздуха относительно земной поверхности, причем
имеется в виду горизонтальная составляющая этого движения. Ветер
характеризуется вектором скорости, но на практике под скоростью подразумевается
только числовая величина скорости, направление вектора скорости называют
направлением ветра. Скорость ветра выражается в метрах в секунду, в км в час и
в узлах (морская миля в час). Направление ветра определяют, назвав точку
горизонта, откуда дует ветер или угол, образуемый направлением ветра с
меридианом места, откуда дует ветер, т.е. его азимут. В первом случае различают
8 основных румбов горизонта: север, север-восток, восток, юго-восток, юг,
юго-запад, запад, северо-запад и 8 промежуточных. 8 основных румбов направления
имеют следующие сокращения (русские и международные): C-N, Ю-S, З-W, B-E,
СЗ-NW, СВ-NE, ЮЗ-SW, ЮВ-SE.
Построение розы ветров
От начала полярных координат откладывают направление по румбам горизонта
отрезками, длины которых пропорциональны повторяемости ветров данного
направления ("откуда" дует ветер). Концы отрезков соединяются ломаной
линией. Повторяемость штилей указывают числом в центре диаграммы.
Розу ветров учитывают при строительстве взлетно-посадочных полос
аэродромов, планировке населенных мест (целесообразной ориентации зданий и
улиц), оценке взаимного расположения жилой застройки и промышленной зоны (с
точки зрения направления переноса загрязняющих веществ от промышленной зоны) и
множества других хозяйственных задач (агрономия, лесное и парковое хозяйство и
др.). Роза ветров, построенная по реальным данным наблюдений, позволяет по
длине лучей построенного многоугольника выявить направление господствующего
(преобладающего) ветра, со стороны которого чаще всего приходит воздушный поток
в данную местность.
Таблица 2.3.
Роза ветров г. Колпино в январе
|
Румбы
|
с
|
св
|
в
|
юв
|
ю
|
юз
|
з
|
сз
|
штиль
|
|
Повторяемость напр. Ветра,
%
|
8
|
7
|
9
|
10
|
17
|
20
|
21
|
8
|
6
|
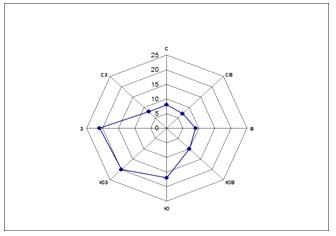
Рис. 2.1. Роза ветров г. Колпино в январе
Таблица 2.4.
Роза ветров г. Колпино в июле
|
Румбы
|
с
|
св
|
в
|
юв
|
ю
|
юз
|
з
|
сз
|
штиль
|
|
Повторяемость напр. Ветра,
%
|
14
|
10
|
7
|
7
|
10
|
19
|
24
|
9
|
12
|
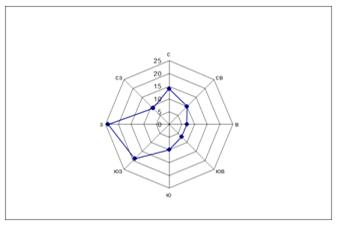
Рис. 2.2. Роза ветров г. Колпино в июле.

Рис. 2.3. Азота диоксид
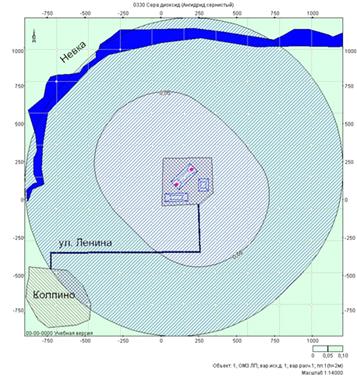
Рис. 2.4. Сера диоксид
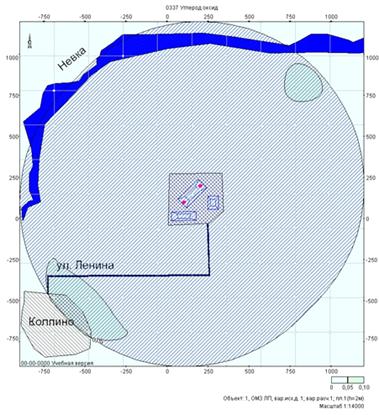
Рис. 2.5. Углерод оксид
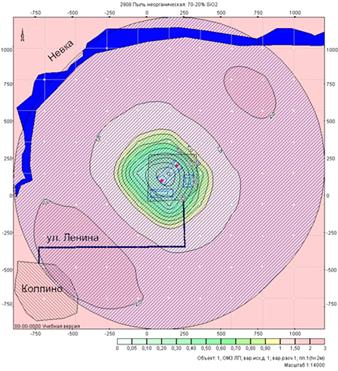
Рис. 2.6. Пыль неорганическая

Рис. 2.7. Пыль неорганическая
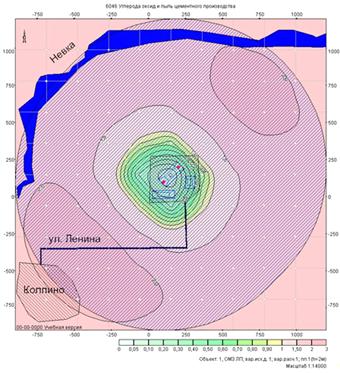
Рис. 2.8. Пыль неорганическая
Загрязнения веществами: азота диоксид, серы диоксид, углерод оксид, а
также суммация азота диоксид и серы диоксид не превышают предельно допустимой
концентрации, поэтому ими можно пренебречь.
Основным источником загрязнения является пыль. Для обеспыливания воздуха,
выходящего из печи, используется электрофильтр ЭГА с КПД=0,95. Пыль,
улавливается зонтом, проходя через сеть труб, остывает в них и поступает в
электрофильтр. После уже отфильтрованный воздух в результате газоочистки, через
дымовую трубу попадает в атмосферу.
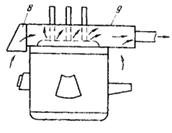
Рис. 2.9. Зонт
- Колпак. 9-Зонт
На рис. 2.10. представлена схема стандартного
электрофильтра.
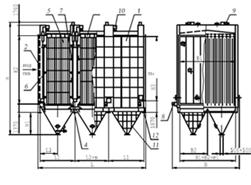
Рис. 2.10. Схема электрофильтра типа ЭГА
- корпус; 2 - газораспределительная решетка; 3 - осадительный электрод; 4
- механизм встряхивания осадительных электродов; 5 - коронирующий электрод; 6 -
рама подвеса коронирующих электродов; 7 - механизм встряхивания коронирующих
электродов; 8 - привод встряхивания осадительных электродов; 9 - привод
встряхивания коронирующих электродов; 10 - токоподвод; 11 - вибратор; 12 -
опора.
После очистки
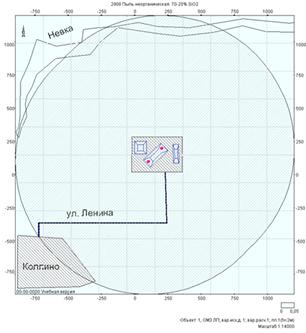
Рис. 2.11. Пыль неорганическая

Рис. 2.11. Углерода оксид и пыль неорганическая
Вывод
В проделанном разделе проекта были рассчитаны загрязнения атмосферы от
промышленных точечных источников, расчеты были произведены в программе
"Эколог 3" по методике ОНД - 86, а так же были выбраны дополнительные
способы очистки газовоздушной смеси исходя из географического фактора и
величины степени загрязнения. Так же в работе были представлены графические
материалы в виде ореолов рассеивания программы "Экограф" показывающих
значение загрязнений атмосферы, а так же была построена прямая роза ветров для
января и июля месяцев.
.3 Утилизация
шлаков
Наиболее распространенным способом утилизации
продуктов очистки газов сталеплавильного производства является добавление их в
шихту агломерационных установок. При наличии соответствующего оборудования пыль
и шлам (после их сушки) могут быть использованы также в качестве шихты для
получения окатышей и брикетов с последующим использованием как составляющей
шихты сталеплавильных агрегатов. Утилизация технологических выбросов
осуществляется использованием их главным образом в агломерационном
производстве.
Основные пути утилизации шлаков сталеплавильного
производства следующие: 1) извлечение металла; 2) получение железо флюса для
вагранок и аглодоменного производства; 3) получение щебня для дорожного и
промышленного строительства; 4) использование основных шлаков в качестве
известковых удобрений (шлаковой муки) для сельского хозяйства; 5) использование
фосфорсодержащих шлаков для получения удобрений для сельского хозяйства; 6)
вторичное использование конечных сталеплавильных шлаков.
2.4
Характеристика водного объекта
На участке выплавки стали вода используется для очистки газов, для
охлаждения оборудования, грануляции шлаков, гидрогенерации песка,
транспортировки отработанных смесей, красителей. При этом происходит
загрязнение сточных вод различными химическими соединениями, маслами,
смолообразными продуктами, а также взвешенными частицами.
.4.1 Краткое
описание водоснабжения цеха
Водопотребление цеха осуществляется на технологические и противопожарные
нужды (для технического водоснабжения), а также на хозяйственно-питьевые нужды
(из городского водооборота).
Для отвода загрязненной технической воды используется водооборот,
состоящий из двух циклов - чистого и грязного.
Чистый цикл не имеет глубокой очистки, так как вода в этом цикле не
вступает в контакт с продукцией. Она служит для охлаждения оборудования.
В состав водооборотной системы чистого цикла входят: пятисекционная
вентиляторная градирня пленочного типа, механические открытые фильтры, насосы
охлажденной воды, насос промывной воды.
Вода грязного цикла загрязнена нефтепродуктами и взвесями металлов. В
состав грязного цикла входят: приемная емкость, насосы, напорные фильтры
ступени, трехсекционная вентиляторная градирня, приемный резервуар промывной
воды, отстойник промывной воды, резервуар для сбора осветленной воды.
Осветление сточных вод электросталеплавильных цехов осуществляется в
горизонтальных и радиальных отстойниках. Для улучшения осветления коагуляция
сточных вод производится с помощью полиакриламида. Доочистка стоков
осуществляется на песчаных фильтрах. После осветления сточные воды используются
в системах оборотного водоснабжения.
Для очистки сточных вод сталеплавильного производства достаточно
эффективным оборудованием является магнитодисковый аппарат, так как выносимые
из сталеплавильных агрегатов и загрязняющие сточные воды взвеси являются
производными металлов. Поэтому присутствие в процессах осветления сточных вод
магнитного поля значительно влияет на очистку этих вод.
.5
Характеристика твердых отходов предприятия
Отходы, полученные в результате обработки сплавов (обрези, брак) идут на
переплавку, часть отходов вывозят в соответствии с СЭН
(санитарноэпидемеологический надзор) на отсыпку дорог, канав, обрезь и брак -
на удаление и переработку.
Для коренного улучшения обстановки металлургическое производство должно
быть основано на:
1. комплексном использовании сырья;
2. улавливании и очистке пылевыбросов;
. утилизации пылевыбросов;
. использовании оборотного водоснабжения;
. использовании методов глубокой очистки сточных вод до норм ПДК
перед сбросом в водные бассейны;
. утилизации шлаков в качестве стройматериалов, вяжущих веществ для
твердеющей закладки горных выработок.
3. Контроль и автоматизация
.1 Цели
автоматизированной системы управления технологическим процессом
Дуговая электросталеплавильная печь является мощным трехфазным агрегатом
с соответствующим силовым электрическим оборудованием. Высокотемпературные дуги
обеспечивают расплавление шихты и нагрев ванны до нужной температуры. Каждая
плавка может быть подразделена на три основных периода:
1. расплавление загруженной в печь твердой шихты;
2. окисление (кипение) жидкой ванны;
. раскисление ванны (восстановительный период).
Периоды плавки обуславливаются особенностями протекания физико-химических
процессов и определяют различия задач системы автоматического контроля.
Существует два вида контроля состава: до разлива (добавление присадок), и
после разлива. Отбор проб производится специальной ложкой - изложницей от струи
металла при каждом полном повороте разливочной машины. Отбор проб шлака
производится при его отгрузке. Температура футеровки подины печи замеряется
термопарами, установленными в футеровке печи, температура не должна превышать
450°С. Температура металла должна
находиться в пределах 1450-1550°С (определяется термопарами).
Управляющими воздействиями на процесс плавки в дуговой печи являются:
- электрическая мощность;
- напряжение питающего тока (длина дуги);
состав шихты, количество и состав присадок;
расход кислорода на продувку металла;
электромагнитное перемешивание ванны.
Возмущающие воздействия, прежде всего можно подразделить на две группы:
а) возмущения электрического режима и б) возмущения технологического и
теплотехнического режима.
Возмущения электрического режима возникают из-за обвалов шихты в период
плавления, кипения металла в периоды с жидкой ванной, обгорания электродов,
подъема уровня металла по мере плавления, колебаний сопротивления дугового
промежутка, вызванных изменениями температурных условий в зоне дугового
разряда. Возмущения технологического и теплотехнического характера связаны с
нестабильностью состава шихты, нестационарностью протекания физико-химических
реакций в ванне, введением присадок, износом кладки, выбиваниями и подсосом
газов в печь.
К основным задачам автоматизированного управления процессом плавки в ДСП
можно отнести следующие:
1. Централизованный контроль за ходом технологического процесса с
сигнализацией и регистрацией отклонений от заданных параметров.
2. Управление металлургическим процессом:
- расчет оптимального состава шихты, исходя из планируемых заданий и
наличия исходных сырьевых материалов;
- управление загрузкой печи в соответствии с рассчитанным составом
шихты;
расчет кислорода, легирующих и шлакообразующих, обеспечивающих
получение металла заданного состава и качества и экономию материалов;
прогнозирование момента окончания технологических периодов с
обеспечением заданных значений температуры и химического состава металла.
3. Управление энергетическим режимом, обеспечивающее:
- введение электроэнергии с учетом теплового состояния печи и тепловой
энергии, вводимой в печь другими источниками;
- максимальное использование мощности печи;
минимальные удельные расходы энергоносителей;
нормальную эксплуатацию электрического и другого печного
оборудования.
4. Управление вспомогательными операциями (отбором проб, замером
температуры металла и др.).
5. Сбор и обработку информации с выдачей необходимой документации, в
том числе учет и регистрацию расходов шихтовых материалов, электроэнергии,
кислорода и других энергоносителей, распечатка протоколов плавки.
. Контроль за работой оборудования с сигнализацией и регистрацией
неисправностей и непредвиденных остановок.
.2
Формулировка задач АСУ ТП
Источником тепла в ДСП является электроэнергия, которая преобразуется в
тепловую в трех электрических дугах. ДСП относятся к печам, работающим с
зависимой дугой (прямого нагрева). Дуги горят в рабочем пространстве печи между
электродами и шихтой или расплавленным металлом.
Площадь поперечного сечения дуг очень мала по сравнению с площадью ванны,
поэтому их можно рассматривать как точечные источники тепла. В начале периода
расплавления дуги работают очень нестабильно и неустойчиво. Случайное
расположение холодных кусков шихтовых материалов приводит к частому
перебрасыванию дуг с одного куска на другой, обрывам дуг при быстром
расплавлении маленьких кусков и коротким замыканием при обвалах. Длина дуги не
превышает нескольких миллиметров, а средняя напряженность электрического поля
равна 10-12 В/мм. В печах низкой и средней мощности после включения электроды
сначала проплавляют в шихте три колодца, а затем за счет повышения температуры
металла, скопившегося на подине, происходит расплавление остальной шихты. В
печах высокой и сверхвысокой мощности электроды сразу проплавляют один большой
колодец, за счет чего резко сокращается период плавления и уменьшается число
обвалов шихты и коротких замыканий. В обоих случаях дуги горят внутри шихты,
которая хорошо экранирует стены печи от воздействия теплового излучения мощных
дуг, и в печь можно вводить максимальную мощность без опасений перегрева
футеровки.
При каждом коротком замыкании полезная мощность, идущая на нагрев
материалов, практически равна нулю, при максимальном значении мощности
электрических потерь, число коротких замыканий за период расплавления достигает
100 и более. Поэтому подъем электрода и ликвидацию короткого замыкания
необходимо производить как можно быстрее. Когда расплавленного металла на
подине становится больше и дуги горят между электродами и образовавшейся жидкой
ванной, электрический режим стабилизируется, длина дуги увеличивается, а
напряженность электрического поля уменьшается до 3,5-4,0 В/мм. Шихтовые
материалы, отдаленные от дуг, начинают контактировать с жидким металлом,
нагреваются и оплавляются, опускаясь все ниже и ниже и открывая стены тепловому
воздействию дуг. В этот момент возникает реальная опасность перегрева стен.
Чтобы уменьшить тепловой поток в конце периода плавления, уменьшают длину дуг,
производя постепенное снижение ступеней напряжения трансформатора.
На основании вышеизложенного можно сформулировать основные задачи
автоматического управления электрическим режимом плавки в ДСП:
обеспечение ввода максимально возможной величины полезной мощности в
любой период плавки за счет изменения ступени напряжения печного трансформатора
или изменения тока на постоянной ступени;
минимизация электрических потерь при работе печи за счет стабилизации
параметров электрического режима и уменьшения времени ликвидации коротких
замыканий;
увеличение стойкости футеровки печи за счет поддержания рационального
электрического режима;
улучшение технико-экономических показателей плавки за счет сокращения
продолжительности технологического процесса и уменьшения расхода
электроэнергии.
.3 Структура
АСУ ТП
Все промышленные ДСП оборудуют автоматическими регуляторами. Наиболее
перспективными являются регуляторы мощности на тиристорах. Они удовлетворяют
практически всем предъявляемым требованиям, несколько уступая лишь по
быстродействию гидравлическим регуляторам. Регулятор выполнен на базе
комплектных тиристорных преобразователей с раздельным управлением. Схема
регулятора представлена на рис. 3.1.
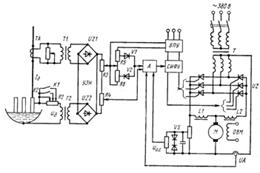
Рис. 3.1 Схема тиристорного регулятора мощности ДСП
Сигналы,
пропорциональные току и напряжению
и напряжению  дуги,
поступают соответственно с трансформатора тока
дуги,
поступают соответственно с трансформатора тока  и
трансформаторов напряжения Т1, Т2 на выпрямители UZ1, UZ2. Разбаланс между
входными сигналами поступает в узел зоны нечувствительности УЗН. С выхода УЗН
сигнал, соответствующий величине рассогласования, поступает на вход блока
полупроводникового усилителя А. Одновременно на вход А подаются сигналы
обратной связи по току и скорости двигателя. С выхода А сигнал поступает на
системы импульсно-фазового управления СИФУ. С помощью аппаратуры СИФУ
изменяются углы регулирования a тиристоров, а, следовательно,
выходное напряжение тиристорного преобразователя UZ и скорость электродвигателя
перемещения электрода М.
и
трансформаторов напряжения Т1, Т2 на выпрямители UZ1, UZ2. Разбаланс между
входными сигналами поступает в узел зоны нечувствительности УЗН. С выхода УЗН
сигнал, соответствующий величине рассогласования, поступает на вход блока
полупроводникового усилителя А. Одновременно на вход А подаются сигналы
обратной связи по току и скорости двигателя. С выхода А сигнал поступает на
системы импульсно-фазового управления СИФУ. С помощью аппаратуры СИФУ
изменяются углы регулирования a тиристоров, а, следовательно,
выходное напряжение тиристорного преобразователя UZ и скорость электродвигателя
перемещения электрода М.
Питание
системы управления осуществляется от блока питания БП.
Если
электрический режим печи соответствует заданному, то выходной сигнал А
отсутствует, двигатель М неподвижен. При отклонении электрического режима от
заданного на выходе УЗН появится сигнал, полярность которого зависит от
характера этого отклонения (увеличение IД, например короткое замыкание, или увеличение
uД, например обрыв дуги). Если величина сигнала рассогласования на входе УЗН не
превысит зоны нечувствительности регулятора, электрод останется неподвижным.
Когда же сигнал на входе УЗН превысит зону нечувствительности, соответствующий
блок тиристоров UZ откроется и двигатель начнет перемещать электрод. Если
чрезмерно возросло напряжение дуги, полярность на якоре двигателя будет такой,
что двигатель начнет опускать электрод. Закон регулирования при опускании
электрода - пропорциональный во всем диапазоне входного сигнала вплоть до
обрыва дуги.
Если
чрезмерно возрос ток дуги, двигатель начнет поднимать электрод. При подъеме
электрода характеристика регулятора - релейно-пропорциональная с насыщением и
зоной чувствительности. При сравнительно небольших изменениях тока дуги
скорость перемещения электрода пропорциональна приращению тока дуги. При
дальнейшем увеличении тока скорость электрода скачком возрастает до
максимальной.
При
разработке регулятора необходимо, прежде всего, правильно выбрать параметр
регулирования, под которым понимают величину, достаточно полно характеризующую
отклонение режима электрической печи от заданного, и сведение которой к нулю
является основной задачей регулятора. Качество выплавляемого металла зависит от
подводимой мощности и распределения теплового потока в ванне печи. Мощность
теплового потока, а, следовательно, и температура в ванне определяются активной
электрической мощностью печи и её КПД. Таким образом, регулирование температуры
в ванне можно осуществить изменением величины подводимой активной мощности.
Регулирование
активной электрической мощности может быть осуществлено изменением напряжения
печного трансформатора. При перемещении электрода изменяются длина дуги и, как
следствие, напряжение дуги, сила тока и активная мощность.
В
подводящей сети есть как активное, так и индуктивное сопротивление, поэтому
уравнение цепи будет иметь вид:
 , (3.1)
, (3.1)
где
Um - амплитудное значение напряжения питающей цепи, uд, iд - напряжение и сила
тока дуги, r - активное сопротивление цепи.
Как
известно, напряжение не зависит от силы тока дуги, но весьма зависит от длины
дуги, в статическом режиме это можно выразить следующей формулой:
 , (3.2)
, (3.2)
где
α
- падение напряжения в анодном и катодном
пространствах, В; β
- падение напряжения на 1 мм длины дуги,
В/мм; lД - длина дуги, мм.
Если
выразить напряжение дуги через напряжение сети:
 ,
,
 ,
,
то
получим зависимость длины дуги от напряжения сети:
 .
.
3.3.1 Системы
сбора и отображения информации
Рис. 3.2 Стркутура системы сбора и отображения информации
где ДИ - датчик информации;
МН - модуль нормализации;
У - усилитель;
БК - блок коммутации;
МПФ - модуль противоподменной фильтрации;
АЦП - аналогово-цифровой преобразователь;
П - процессор (контроллер);
УВИ - устройства ввода информации;
СОИ - средства отображения информации.
Контролируемый параметр в виде сигнала измерительной информации поступает
с выхда ДИ на вход блока коммутации через модуль нормализации и усилитель, при
этом сигнал приводится к стандартному (в случае необходимости производится
преобразование токового сигнала в сигнал напряжения или наоборот, усиление
уровня сигнала до требуемого уровня).
Модуль противоподменной фильтрации является обязательным элементом при
наличии в цепи аналогово-цифрового преобразователя, так как использование АЦП
всегда сопровождается эффектом подмены частот (три этом наиболее опасными
являются частоты, равные, или кратные, половине частоты дискретизации).
Устройства ввода информации служат для ввода диапазона измерения
контролируемых параметров, величин аварийной и предупредительной сигнализации и
т.д.
3.3.2
Контрольно-измерительные приборы и автоматика
Таблица 3.1.
Автоматизация и КиП печи ДСП
|
Позиц. обознач. по объекту
|
Наимен. Параметра или
механизма
|
Функция устройства
|
Пределы измер., перепад
датчика
|
Среда и место отбора
датчика
|
Тип датчика, основная
аппаратура и место установки
|
Вид сигнала
|
Контроллеры
|
Кол-во
|
Управление
|
|
|
|
|
|
По месту
|
|
Ввод
|
вывод
|
|
|
|
1а 1б
|
Температура пода
|
измерение регистрирует
|
0-600°С
|
Под печи
|
ТХА
|
мВ
|
1ADAM-5018
|
|
6 3
|
Управление с помощью ЭВМ
(SCADA-система Advantech FX)
|
|
2а
|
Температура на сливе шлака
|
измерение
|
0-180°С
|
Элементы печи, шлак
|
ТСМ-50М
|
мВ
|
5ADAM-5018
|
|
3
|
|
|
3а 3б
|
Температура металла на
сливе
|
Измерение регистрирует
|
0-180°С
|
Элементы печи, расплав
|
ТСМ-50М
|
мВ
|
5ADAM-5018
|
|
3 3
|
|
|
5а 5б
|
Температура на сливе
металла
|
измерение регистрирует
|
0-180°С
|
Элементы газохода,
отходящие газы
|
ТСМ-50М
|
мВ
|
5ADAM-5018
|
|
3 3
|
|
|
7а 7б
|
Температура в газоходе
|
измерение регистрирует
|
0-900°С
|
Газоход, отходящие газы
|
ТХА
|
мВ
|
1ADAM-5017H
|
|
3 3
|
|
|
13а 13б
|
Температура УОВ-30
|
измерение регистрирует
|
0-180°С
|
УОВ-30, компрессорный
воздух
|
ТСМ-50М
|
мВ
|
1ADAM-5017H
|
|
3 3
|
|
|
14а 14б
|
Температура УОВ-30
|
измерение регистрирует
|
0-300°С
|
УОВ-30, компрессорный
воздух
|
ТХК
|
мВ
|
1ADAM-5017H
|
|
|
12а 12б
|
Температура УОВ-30
|
измерение регистрирует
|
0-180°С
|
УОВ-30, компрессорный
воздух
|
ТСМ-50М
|
мВ
|
1ADAM-5017H
|
|
3 3
|
|
|
4а 4б 4в
|
Давление на кран Вес анодов
|
измерение регистрирует
измерение
|
1,6-2500кПа 0-500 кгс
|
Консольный кран Консольный
кран
|
ДМ-23573 МТС-711
|
|
1ADAM-5017H
|
|
3 3 3
|
|
|
16а
|
Давление питающей воды
|
измерение
|
0-6 кгс/см2
|
Трубопровод, вода
|
ЭКМ-1У
|
0-5 мА
|
1ADAM-5017H
|
|
3
|
|
|
6а 6б
|
Давление оборотной воды
|
измерение регистрирует
|
0-6 кгс/см2
|
Трубопровод, вода
|
МТ-1
|
0-5 мА
|
1ADAM-5017H
|
|
3 3
|
Управление с помощью ЭВМ
(SCADA-система Advantech FX)
|
|
8а,8б 8в 8г
|
Разряжение в газоходе
|
измерение регистрирует преобразо-вывает
|
0-160 кгс/см2
|
Газоход
|
ДМ-160-21
|
0-5мА
|
1ADAM-5017H
|
|
6 3 3
|
|
|
9а 9б,9в
|
Управление разряжением
|
Управление сигнализация
|
|
Газоход
|
МЭО-1600
|
0;24В
|
1ADAM-5017H
|
|
3 6
|
|
|
10а 10б
|
Разряжение в газоходе
Клапан закрыт Клапан открыт/закрыт
|
сигнализация управление
|
|
Газоход
|
ВК-200
|
0;24В
|
1ADAM-5017H
|
|
3 3
|
|
|
11а 11б
|
Управление нагревателем
|
Управление Сигнализация
|
|
Нагреватель
|
ДД
|
0;24В
|
1ADAM-5018
|
|
3 3
|
|
|
15а
|
Управление ПУРФ пароотсоса
|
Управление
|
|
Трубопровод
|
ДД
|
0;24В
|
1ADAM-5017H
|
|
3
|
|
|
17а 17б
|
Погружение электродов
|
измерение регистрирует
|
-2-20 мм
|
Внутреннее пространство
печи
|
ДПБ FMC
|
5-20 мА
|
5ADAM-5018
|
|
3 3
|
|
|
18а 18б
|
Сила тока
|
измерение регистрирует
|
5-20 кА
|
Электрод
|
Э377 ИПЕ 810
|
5-20 мА
|
5ADAM-5018
|
|
3 3
|
|
|
19а 19б
|
Погружение электродов
|
измерение регистрирует
|
|
Внутреннее пространство
печи
|
ДПБ FMC
|
5-20 мА
|
5ADAM-5018
|
|
3 3
|
|
|
20а 20б
|
Сила тока
|
измерение регистрирует
|
5-20 кА
|
Электрод
|
Э377 ИПЕ 810
|
5-20 мА
|
5ADAM-5018
|
|
3 3
|
|
|
21а 21б
|
Погружение электродов
|
измерение регистрирует
|
|
Внутреннее пространство
печи
|
ДПБ FMC
|
5-20 мА
|
5ADAM-5018
|
|
3 3
|
|
|
22а 22б
|
Сила тока
|
измерение регистрирует
|
5-20 кА
|
Электрод
|
Э377 ИПЕ 810
|
5-20 мА
|
5ADAM-5018
|
|
3 3
|
Управление с помощью ЭВМ
(SCADA-система Advantech FX)
|
|
23а 23б
|
Напряжение
|
измерение регистрирует
|
0-300 В
|
Трансформатор
|
ЦЧ 202
|
0-5 мА
|
5ADAM-5018
|
|
3 3
|
|
|
25а
|
Погружение электродов
|
измерение
|
0-10 кгс/см2
|
Электрод
|
ОКМ-1У
|
0-5 мА
|
5ADAM-5017H
|
|
3
|
|
|
26а
|
Погружение электродов
|
измерение
|
0-10 кгс/см2
|
Электрод
|
ОКМ-1У
|
0-5 мА
|
5ADAM-5017H
|
|
3
|
|
|
27а
|
Погружение электродов
|
измерение
|
0-10 кгс/см2
|
Электрод
|
ОКМ-1У
|
0-5 мА
|
5ADAM-5017H
|
|
3
|
|
|
24а 24б
|
Напряжение
|
измерение преобразует
|
0-12,5 кВт
|
Трансформатор
|
Э378
|
0-5 мА
|
5ADAM-5018
|
|
3 3
|
|
|
53а 53б 53в
|
Температура УОВ-10
|
измерение регистрирует
преобразует
|
0-300°С
|
УОВ-10, компрессорный
воздух
|
ТХК
|
0-5 мА
|
1ADAM-5018
|
|
3 3 3
|
|
|
50а 50б 50в
|
Температура УОВ-10
|
измерение регистрирует
преобразует
|
0-300°С
|
УОВ-10, компрессорный
воздух
|
ТХК
|
0-5 мА
|
1ADAM-5018
|
|
3 3 3
|
|
|
49а 49б 49в
|
Температура УОВ-10
|
измерение регистрирует
преобразует
|
0-300°С
|
УОВ-10, компрессорный
воздух
|
ТХК
|
0-5 мА
|
1ADAM-5018
|
|
3 3 3
|
|
|
55а
|
Разряжение компрессорного
воздуха
|
измерение
|
0-10кгс/см2
|
Газоход, компрессорный
воздух
|
ОКМ-1У
|
|
1ADAM-5017H
|
|
3
|
|
|
54а, 54б
|
Управление разряжением
|
управление
|
|
|
БПДУ-А
|
|
1ADAM-5017H
|
|
6
|
|
|
48а 48б
|
Управление нагревателем
|
управление сигнализация
|
|
нагреватель
|
ДД
|
0;24В
|
1ADAM-5018
|
|
3 3
|
|
|
30а 30б 30в
|
Температура на входе в
котел - утилизатор
|
измерение регистрация
преобразует
|
0-300°С
|
Газоход, отходящие газы
|
ТХК
|
0-5 мА
|
1ADAM-5018
|
|
3 3 3
|
Управление с помощью ЭВМ
(SCADA-система Advantech FX)
|
|
31а 31б 31в
|
Температура на выходе из
котла - утилизатора
|
измерение регистрация
преобразует
|
0-300°С
|
Газоход, очищенный газ
|
ТХК
|
0-5 мА
|
1ADAM-5018
|
|
3 3 3
|
|
|
34а 34б 34в
|
Температура на входе в
трубы Вентури
|
измерение регистрация
преобразует
|
0-130°С
|
Аспирационный газоход, газы
|
ТСМ
|
0-5 мА
|
1ADAM-5018
|
|
3 3 3
|
|
|
36а, 36б 36в 36г
|
Разряжение на входе в котел
- утилизатор
|
измерение показывает
преобразует
|
0-630 кгс/ м2
|
Газоход, отходящие газы
|
ДМ-3583
|
0-5 мА
|
1ADAM-5017H
|
|
6 3 3
|
|
|
37а, 37б 37в 37г
|
Разряжение на выходе из
котла - утилизатора
|
измерение показывает
преобразует
|
0-630 кгс/ м2
|
Газоход, очищенный газ
|
ДМ-3583
|
0-5 мА
|
1ADAM-5017H
|
|
6 3 3
|
|
|
38а 38б, 38в
|
Управление дросселем
|
управление сигнализация
|
|
Газоход
|
МЭО-1600
|
0;24В
|
1ADAM-5018
|
|
3 6
|
|
|
39а 39б
|
Дроссель клапан закрыт
Клапан открыт/ закрыт
|
сигнализация управление
|
|
Газоход
|
ВК-200
|
0;24В 0;24В
|
1ADAM-5018
|
1ALI-ROC
|
3 3
|
|
|
40а 40б 40в
|
Расход газа
|
измерение показывает
регистрирует
|
0-120000 нм3/ч
|
Газоход, отходящие газы
|
ДК6-500-I-а/б-1 ДСП-780
|
0-5 мА
|
1ADAM-5017H
|
|
3 3 3
|
|
|
32а 32б, 32в
|
Управление дросселем
|
управление Сигнализация
|
|
Газоход
|
МЭО-1600
|
0;24В
|
1ADAM-5018
|
|
3 6
|
|
|
33а 33б
|
Дроссель клапан закрыт
Клапан открыт/ закрыт
|
сигнализация управление
|
|
Газоход
|
ВК-200
|
0;24В
|
1ADAM-5018
|
|
3 3
|
Управление с помощью ЭВМ
(SCADA-система Advantech FX)
|
|
35а,35б 35в 35г
|
Разряжение на входе в трубы
Вентури
|
измерение показывает
Преобразует
|
0-630 кгс/ м2
|
Газоход, газы
|
ДМ-3583
|
0-5 мА
|
1ADAM-5017H
|
|
6 3 3
|
|
|
43а 43б 43в
|
Расход газа
|
измерение показывает
регистрирует
|
0-120000 нм3/ч
|
Обводной газоход, газы
|
ДК6-500-I-а/б-1 ДСП-780
|
0-5 мА
|
1ADAM-5017H
|
|
3 3 3
|
|
|
44а, 44б 44в 44г
|
Разряжение на выходе из
труб Вентури
|
измерение показывает
преобразует
|
0-630 кгс/ м2
|
Газоход, отходящие газы
|
ДМ-3583
|
0-5 мА
|
1ADAM-5017H
|
|
6 3 3
|
|
|
41а 41б 41в
|
Расход воздуха
|
измерение показывает
регистрирует
|
0-220000 нм3/ч
|
Воздуховод
|
ДК6-500-I-а/б-1 ДСП-780
|
0-5 мА
|
1ADAM-5017H
|
|
3 3 3
|
|
|
46а 46б,46в
|
управление Сигнализация
|
|
Аспирационный газоход, газы
|
МЭО-1600
|
0-24В
|
1ADAM-5018
|
|
3 6
|
|
|
47а 47б
|
Дроссель клапан закрыт
Клапан открыт/ закрыт
|
Сигнализация управление
|
|
Аспирационный газоход, газы
|
ВК-200
|
0-24В
|
1ADAM-5018
|
1ALI-ROC
|
3 3
|
|
|
45а
|
Управление ПУРФ труб
Вентури
|
управление
|
|
Рукавный фильтр
|
ДД
|
0-24В
|
1ADAM-5018
|
|
3
|
|
3.3.3
Описание ПЛК
Описание
контроллера серии ADAM-5000/485 и SCADA-системы Advantech FX
I. ADAM-5000/485
Устройство распределенного сбора данных и управления на базе стандарта
RS-485.
Технические данные
1. Тип процессора: 16-разрядный.
2. Объем ОЗУ: 32 кбайт.
. Объем флэш-ПЗУ: 128 кбайт.
. Количество обслуживаемых модулей ввода-вывода: до 4.
. Сторожевой таймер: встроен.
. Мощность потребляемая блоком процессора: 1,0 Вт.
. Дополнительный порт последовательной связи: RS-232.
Гальваническая изоляция
1. Напряжение изоляции интерфейса RS-485: 2500 В постоянного тока.
2. Напряжение изоляции цепей питания: 3000 В постоянного тока.
. Напряжение изоляции модулей ввода/вывода: 3000 В постоянного
тока.
Средства проверки работоспособности
1. Светодиодная индикация состояния подсистем питания,
коммуникационной и процессора.
2. Автоматическая самопроверка при включении питания.
. Удаленная программная диагностика.
Подсистема последовательной связи
1. Физическая среда: двухпроводная симметричная линия, RS-485.
2. Скорость обмена: 1200, 2400, 4800, 9600, 19200, 38400, 57600,
115200 бит/с.
. Максимальная протяженность линии связи: 1200 м.
. Сетевой протокол: полудуплексный, символьный ASCII.
. Проверка наличия ошибок: с использованием контрольной суммы.
. Формат асинхронной передачи данных: 1 старт-бит; 8 бит данных, 1
стоп-бит, без контроля четности.
. Максимальное количество устройств ADAM-5000/485, подключаемых к
одному последовательному порту: до 256.
. Защита портов последовательной связи: подавление импульсных
помех в линии связи.
Требования по питанию
1. Напряжение питания: от 10 до 30 В постоянного тока,
нестабилизированное.
2. Защита от изменения полярности напряжения питания.
Механические характеристики
1. Материал корпуса: пластик ABS.
2. Извлекаемые клеммные колодки с винтовой фиксацией: сечение жил
проводников от 0,5 до 2,5 мм2.
Условия эксплуатации
1. Диапазон рабочих температур: от -10 до +70°С.
2. Диапазон температур хранения: от -25 до +85°С.
. Относительная влажность воздуха: от 5 до 95% без конденсации
влаги.. Advantech FX
Программный пакет для разработки распределенных SCADA-систем.FX¾это продукт, в который уже включены
драйверы устройств серий ADAM-4000 и ADAM-5000. Advantech FX поддерживает
возможность создания гибких сетевых архитектур. Таким образом, фирма Advantech
становится единым поставщиком аппаратных и программных средств, необходимых для
построения недорогих законченных решений задач сбора данных и управления, а
также человеко-машинного интерфейса.
Распределенная архитектура клиент-сервер
Все продукты серии Advantech FX предусматривают возможность, как
автономной работы, так и в составе распределенных сетевых систем. Для
превращения автономной рабочей станции в сетевой узел распределенной системы не
требуется никаких усилий и изменения уже созданных проектов. С помощью
распределенной архитектуры клиент-сервер можно осуществлять распределенную
обработку данных в сети, что позволяет получать системы, обладающие большей
производительностью, открытостью и структурированностью.
Объектно-ориентированная графика
Для создания экранных форм любой сложности используется интуитивно понятный
объектно-ориентированный интерфейс (GUI). Для разработки экранных форм можно
использовать как встроенную библиотеку динамических компонентов (Dynamos), так
и компоненты, созданные самостоятельно при помощи имеющихся графических
средств. Все динамические объекты могут масштабироваться, заполняться цветом,
вращаться и перемещаться по экрану в соответствии с физическими или расчетными
значениями параметров системы управления. Экранная форма в любой момент может
быть распечатана на принтере, или все отображаемые переменные могут быть
сохранены и выведены на печать в форме отчета. В экранную форму можно вставить
множество заранее определенных специализированных графических объектов, таких,
например, как окна просмотра трендов, журнал аварий или окна гистограмм.
Графическое отображение архивных данных и данных реального времени
Можно иметь всю информацию о процессе. Подсистема архивирования данных
позволяет не только отображать данные в реальном масштабе времени, но и
сохранять их. С помощью специального окна просмотра архивных данных возможно
представление их в виде графиков с масштабированием и "прокруткой" по
оси времени.
Подсистема обработки событий и тревог
Система Advantech, осуществляя постоянный мониторинг процесса, позволяет
генерировать сообщения о тревоге для оповещения персонала о возможных проблемах
в системе. Гибкая подсистема конфигурирования позволяет настраивать в широком
диапазоне условия возникновения того или другого тревожного сообщения. Все
сообщения о тревогах могут быть выведены как на дисплей или принтер, так и в
файл, содержащий журнал тревог.
Высокопроизводительный файл ввода-вывода
Драйверы ввода-вывода для Advantech FX обладают возможностями работы с
резервированными каналами передачи данных, позволяют диагностировать потерю и
осуществлять восстановление связи, имеют встроенные мониторы просмотра каналов
и содержат еще множество других полезных функций.
4. Экономика
.1
Организация производства
.1.1 Общая
характеристика сталеплавильного цеха производства стали
Сталеплавильный участок выплавляет сталь для фасонного литья. Он
специализируется на изготовлении отливок судовой арматуры, рулевых машин,
роульсы (свободно вращающийся на оси ролик, применяемый на судах для уменьшения
трения выбираемого троса) из легированных, углеродистых сталей. Средства
механизации практически отсутствуют. Оборудование цеха: краны, сварочное
оборудование, плавильное (печь ДСП) и прочее.
Цех оборудован дуговой сталеплавильной печью емкостью 27 т. Годовая
производительность цеха по готовым отливкам 40 тыс.т. В качестве шихтовых
материалов для производства стали используют: стальной лом, чугун, ферросплавы,
железную руду, шлакообразующие, науглероживатели.
Численность предприятия составляет 100 человек.
Выплавка стали в печи основана на использовании электрической энергии для
нагрева металла. Тепло выделяется в результате преобразования электрической
энергии в тепловую при горении электрической дуги. В результате плавки получают
сталь и шлак. Сталь разливают в формы для получения отливок. Шлак охлаждают,
разбивают и направляют в отвал. Газы подвергаются газоочистке и выбрасываются в
атмосферу через дымовую трубу.
На предприятии применяется повременно-премиальная система. Все рабочие
цеха имеют разряды от 1 до 6 (номер тарифной сетки - 4).
.1.2
Организация труда
Режим работы сталеплавильного цеха непрерывный, т.е. в течение года
процесс производства стали, не останавливается ни на один день. Организация
работы при этом осуществляется в 3 смены. Продолжительность одной рабочей смены
составляет 8 часов. Чередование смен обратное I - III - II - I.
При таком чередовании смен в непрерывном производстве для цеха
производства стали, установлена следующая продолжительность каждой из
смен:смена с 0 до 8 часовсмена с 8 до 16 часовсмена с 16 до 24 часов
В соответствии с установленными параметрами работы цеха, полный цикл
сменности четырех бригад в непрерывном производстве составляет 12 дней (таблица
4.1).
Таблица 4.1.
График работы четырех бригад в непрерывном производстве при обратном
чередовании смен
|
Дни/Смена
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
|
I
|
А
|
А
|
А
|
Б
|
Б
|
Б
|
В
|
В
|
В
|
Г
|
Г
|
Г
|
|
II
|
Б
|
Б
|
В
|
В
|
В
|
Г
|
Г
|
Г
|
А
|
А
|
А
|
Б
|
|
III
|
В
|
Г
|
Г
|
Г
|
А
|
А
|
А
|
Б
|
Б
|
Б
|
В
|
В
|
|
Отдых
|
Г
|
В
|
Б
|
А
|
Г
|
В
|
Б
|
А
|
Г
|
В
|
Б
|
А
|
По графику, представленному в таблице 4.1 видно, что при 8-часовой смене
в непрерывном производстве междусменный отдых при переходе из I смены в III
составляет 56 часов, а при переходе из III смены во II и из II смены в I - 32
часа.
В соответствии с режимом работы цеха устанавливается годовой баланс
рабочего времени одного рабочего и рассчитывается коэффициент перехода от
явочного количества рабочих к списочному по данным таблицы 4.2.
Режим работы для руководителей, специалистов, служащих, вспомогательных
рабочих (ремонтный персонал и рабочие хозяйственной службы) установлен в
размере пятидневной рабочей недели с двумя выходными (суббота и воскресенье).
Продолжительность рабочего времени пятидневной недели составляет сорок часов.
Таблица 4.2.
Годовой баланс рабочего времени одного рабочего
|
Показатели
|
Прерывное производство,
пятидневная рабочая неделя с продолжительностью раб смены 8 часов
|
Непрерывное производство,
четырех бригадный график, 40 часовая рабочая неделя
|
|
Календарный фонд времени в
году, дней
|
365
|
365
|
|
Выходные и праздничные дни
|
52+12=64
|
52
|
|
Выходные дни за счет
переработки
|
52
|
52
|
|
Номинальный фонд рабочего
времени, дней
|
365-(64+52)=249
|
365-(52+52)=261
|
|
Невыходы на работу по
причинам: -очередные и дополнительные отпуска -по беременности и родам - по
болезни - выполнение государственных и общественных обязанностей -льготные
дни, отпуска учащимся Итого невыходов на работу
|
28 2 2 1 1 34
|
28 - 2 1 1 32
|
|
Используемый фонд времени
|
249-34=215
|
261-32=229
|
|
Коэффициент перехода от
явочной численности к списочной
|
249/215=1,16
|
365/229=1,60
|
.1.3
Организация заработной платы и управления производством цеха выплавки стали
Во главе сталеплавильного
цеха стоит начальник цеха, которому непосредственно подчиняется заместитель
начальника цеха, механик цеха и электрик цеха. Главное внимание начальник цеха
сосредотачивает на руководстве цехом, с целью обеспечения выполнения
количественных и качественных показателей плана. Оперативным руководителем
производства в каждой смене по отдельным участкам цеха является сменный мастер,
подчиненный непосредственно заместителю начальника цеха или начальнику цеха.
Сменный
мастер является непосредственным руководителем первичных трудовых коллективов
(бригад), организатором труда и производства, воспитателем рабочих на
возглавляемом им участке цеха. Основными его задачами являются выполнение
плановых заданий и социалистических обязательств с наименьшими затратами
ресурсов производства, увязка работы бригад, обеспечение техники безопасности и
проведение мероприятий по охране труда.
Рис. 4.1
Схема управления цеха выплавки стали
Заработная плата начисляется следующим образом: к основному окладу
прибавляются премия (если начислена), доплаты за работу в праздничные и
выходные дни, а также за работу в ночное время.
Так как местоположение завода предполагается не в северной части России,
а в ее центральной части, то надбавки за районный коэффициент и полярной
надбавки не предусматриваются.
4.1.4
Организационно-технические мероприятия
В
данном проекте предлагается модернизация трансформатора ЭТЦН-32000/35 мощностью
20000 кВА. Данное мероприятие позволит существенно снизить потребление
электрической энергии при дуговой плавке, что приведет к экономии
энергетических затрат и, в конечном счете, к снижению себестоимости выпускаемой
продукции. Данное мероприятие позволит снизить энергозатраты с 650  до 520 .
до 520 .
.2 Расчет
технико-экономических показателей цеха выплавки стали
.2.1 Расчет
численности трудящихся, занятых в цехе выплавки стали
Явочная численность основных рабочих, дежурного и ремонтного персонала в
смену принимается на основе материалов, собранных во время прохождения
практики. После этого определяется явочная численность трудящихся в сутки и
среднесписочная численность рабочих по формуле (4.1)
 (4.1)
(4.1)
Где
ЧЯВ
- явочная численность рабочих в сутки
КСП
- коэффициент перехода от явочного количества рабочих к списочному, принимаемый
по данным таблицы 4.2
Последовательность
расчета списочной численности рабочих приведена в таблице 4.3.
Таблица 4.3.
Расчет списочной численности рабочих
|
Наименование бригад и
профессии рабочих
|
Явочная численность в смену
|
Количество смен в сутки
|
Явочная численность в сутки
|
Коэффициент списочного
состава
|
Списочная численность
|
|
Основные рабочие
|
|
Техн. бригада
|
|
|
|
|
|
|
Сталевар
|
2
|
3
|
6
|
1,60
|
10
|
|
Машинист крана
|
2
|
3
|
6
|
1,60
|
10
|
|
Оператор печи, подачи
сыпучих, воздуха, отходящих газов
|
2
|
3
|
6
|
1,60
|
10
|
|
Маш. газоочистительного
обор.
|
2
|
3
|
6
|
1,60
|
10
|
|
Смазчик
|
1
|
3
|
3
|
1,60
|
5
|
|
Транспортеровщик
|
2
|
3
|
6
|
1,60
|
10
|
|
Итого основных рабочих:
|
11
|
|
33
|
|
55
|
|
Дежурные персонал
|
|
Слесарь-ремонтник
|
2
|
3
|
6
|
1,60
|
10
|
|
Эл. монтер по обс. эл.
обор.
|
3
|
3
|
9
|
1,60
|
15
|
|
Итого деж. персонала:
|
5
|
|
15
|
|
25
|
|
Ремонтные персонал
|
|
Слесарь-ремонтник
|
2
|
1
|
2
|
1,16
|
3
|
|
Эл. газосварщик
|
2
|
1
|
2
|
1,16
|
3
|
|
Футеровщик-каменщик
|
2
|
1
|
2
|
1,16
|
3
|
|
Электромонтер
|
2
|
1
|
2
|
1,16
|
3
|
|
Уборщик произ. помещений
|
2
|
1
|
2
|
1,16
|
15
|
|
Итого рем. персонала:
|
10
|
|
10
|
|
10
|
|
Всего по цеху:
|
26
|
|
58
|
|
95
|
Численность
специалистов и руководителей определяется на основании штатного расписания,
принятого заводе, и представлена в виде таблицы 4.4.
Таблица 4.4.
Схема штатных должностей и месячных окладов ИТР цеха обжига
|
Наименование должности
|
Категория
|
Кол-во шт. ед.
|
Месячный оклад
|
|
1.
|
Начальник цеха
|
Рук.
|
1
|
30500
|
|
2.
|
Зам. начальника цеха
|
Рук.
|
1
|
24900
|
|
3.
|
Механик цеха
|
Спец.
|
1
|
20260
|
|
4.
|
Электрик цеха
|
Спец.
|
1
|
20300
|
|
5.
|
Мастер смены
|
Рук.
|
4
|
20150
|
4.2.2 Расчет
фонда заработной платы
Фонд заработной платы для основных производственных рабочих, ремонтного,
дежурного персонала и ИТР рассчитывается отдельно.
По данным таблицы 4.5 рассчитывается годовой фонд заработной платы основных
рабочих, дежурного и ремонтного персонала. Заполнение таблицы 4.5 происходит
следующим образом.
Графы 2-7- на основании таблицы 4.3;
Графа 8 - число рабочих смен на одного рабочего в течение года по таблице
4.2;
Графа 9 - определение числа смен, подлежащих отработке всеми рабочим, для
чего число дней работы цеха в году умножается на явочное число рабочих в сутки;
Графы 10-13 - по материалам предприятия;
Графа 14 - годовой тарифный фонд зарплаты, перемножение данных граф 13 и
9;
Графа 15- процент премий (по данным предприятия);
Графа16- годовая сумма премий, определяется путем перемножения граф 14 и
15;
Графа17- доплата за работу в ночное время (для непрерывного производства
6,6%);
Графа 18- доплата за работу в праздничные дни, перемножение граф 13 и 5 на
число праздничных дней;
Графа 19- определяется суммированием граф 14,16,17 и 18;
Графа 20- районный коэффициент (по данным предприятия);
Графа 21- полярные надбавки (по данным предприятия);
Графа22- основной фонд заработной платы, суммирование граф 19,20 и 21;
Графа 23- данные определяют перемножение количества дней отпуска одного
рабочего на среднесписочное число рабочих;
Графа 24- сумма оплаты очередных отпусков, перемножение граф 13 и 23;
Графа 25- исполнение государственных обязанностей;
Графа 26- дополнительный фонд заработной платы, суммирование граф 24 и
25;
Графа 27- суммирование основного и дополнительного фондов заработной
платы
Таблица 4.5.
Расчет годового фонда заработной платы рабочих по цеху
|
№
|
П/П
|
Основные рабочие
|
Дежурные рабочие
|
Ремонтные рабочие
|
|
1.
|
Число рабочих в смену
|
11
|
5
|
|
2.
|
Число смен в сутки
|
3
|
3
|
1
|
|
3.
|
Явочное число рабочих, в
сутки
|
33
|
15
|
10
|
|
4.
|
Коэф. перехода от явочного
числа рабочих к списочному
|
1,60
|
1,60
|
1,16
|
|
5.
|
Списочное число рабочих
|
55
|
25
|
15
|
|
6.
|
Число рабочих смен на 1 рабочего
в течении года
|
229
|
229
|
215
|
|
7.
|
Число смен, подлежащих
отработке всеми рабочими
|
33*365=12045
|
15*365=5475
|
10*249=2490
|
|
8.
|
Разряд
|
-
|
-
|
-
|
|
9.
|
Тарифная ставка в смену,
руб.
|
900
|
600
|
700
|
|
10.
|
Годовой фонд з/п, тыс. руб.
|
12045*900=10840,50
|
5475*600=3285,00
|
2490*700=1743,00
|
|
Основная з/п
|
|
11.
|
%, премия
|
50%
|
50%
|
50%
|
|
12.
|
Сумма
|
5420,25
|
1642,50
|
871,50
|
|
13.
|
За работу в ночное вр., 20%
от тарифа
|
6,6%
|
6,6%
|
-
|
|
14.
|
Сумма
|
715,47
|
216,81
|
115,04
|
|
15.
|
Праздничные дни, тыс. руб.
|
356,40
|
108,00
|
84,00
|
|
16.
|
Итого фонд з/п, тыс. руб.
|
17332,62
|
5252,31
|
2813,54
|
|
17.
|
Итого основной фонд з/п,
тыс. руб.
|
17332,62
|
5252,31
|
2813,54
|
|
Очередной отпуск
|
|
18.
|
Продолжительность,
человек-дни
|
1925,00
|
875,00
|
300,00
|
|
19.
|
Сумма, тыс. руб.
|
2770,05
|
839,41
|
338,98
|
|
№
|
П/П
|
Основные рабочие
|
Дежурные рабочие
|
Ремонтные рабочие
|
|
20.
|
Исполнение гос.
обязанностей (сумма тыс. руб.)
|
79,14
|
23,98
|
11,30
|
|
21.
|
Итого доп. фонд з/п, тыс.
руб.
|
2849,20
|
863,39
|
350,28
|
|
22.
|
Всего осн. и доп. фонд з/п
|
20181,82
|
6115,70
|
3163,82
|
|
ИТОГО: 29461,34 тыс. руб.
|
Фонд заработной платы специалистов и руководителей считается на основании
данных о штатном расписании и должностных окладах, действующий на предприятии и
приведенных в таблице 4.5.
Таблица 4.6 заполняется следующим образом:
Графы 1-3 - на основании данных таблицы 4.4;
Графа 4 - произведение данных граф 2 и 3 на количество месяцев в году;
Таблица 4.6.
Расчет годового фонда заработной платы специалистов
|
Штатные должности
|
Кол-во штатных единиц
|
Месячные оклады, руб.
|
Годовая сумма штатных
окладов, руб.
|
Итого фонд заработной
платы, руб.
|
|
Начальник цеха
|
1
|
30500
|
366000
|
366000
|
|
Зам. начальника цеха
|
1
|
24900
|
298800
|
298800
|
|
Механик цеха
|
1
|
20260
|
243120
|
243120
|
|
Электрик цеха
|
1
|
20300
|
243600
|
243600
|
|
Мастера смен
|
4
|
20150
|
241800
|
241800
|
|
Всего:
|
8
|
|
|
1393320
|
4.2.3 Расчет
стоимости основных фондов и амортизационных отчислений
Стоимость оборудования на "ОМЗ Спецсталь" в цехе выплавки стали
определяется как капитальные затраты на оборудование, которые рассчитываются
только по объектам производственного назначения. Затраты на технологическое
оборудование, представленные в таблице 4.7, принимаются по данным, собранным во
время прохождения производственной практики.
Таблица 4.7.
Расчет стоимости технологического оборудования цеха выплавки стали
|
№
|
Наименование и краткая
характеристика оборудования
|
Кол-во единиц
|
Цена за ед. оборудования по
прейскуранту, млн. руб.
|
Общая стоимость всего
оборудования, млн. руб.
|
Годовая амортизация
|
|
|
|
|
|
Норма амортизации, %
|
Сумма амортизации, тыс.
руб.
|
|
1
|
Печь ДСП
|
1
|
4,56
|
4,56
|
6,0
|
273,6
|
|
2
|
Рукавный фильтр
|
1
|
0,82
|
0,82
|
10,0
|
82,0
|
|
3
|
Весовой дозатор
|
1
|
0,67
|
0,67
|
10,0
|
67,0
|
|
4
|
Батарейный циклон
|
1
|
0,80
|
0,80
|
10,0
|
80,0
|
|
5
|
АСУ ТП
|
1
|
0,81
|
0,81
|
8,0
|
64,8
|
|
6
|
Дутьевой вентилятор
|
2
|
0,26
|
0,52
|
7,0
|
36,4
|
|
7
|
Пластинчатый питатель
|
2
|
0,50
|
1,00
|
12,0
|
120,0
|
|
8
|
Мелкое и неучтенное
оборудование
|
|
|
1,01
|
12,0
|
121,2
|
|
9
|
Итого:
|
|
|
10,19
|
|
845,0
|
Стоимость основных производственных фондов определяется, исходя из
расчета стоимости оборудования и структуры основных производственных фондов
цеха на "ОМЗ - Спецсталь", и представлена в виде таблицы 4.8.
Таблица 4.8.
Структура основных производственных фондов
|
№
|
Основные фонды
|
Стоимость основных фондов
|
|
|
Тыс. руб.
|
% к итогу
|
|
1
|
Здания
|
8734,29
|
30,0
|
|
2
|
Сооружения
|
4367,14
|
15,0
|
|
3
|
Передаточные сооружения
|
1455,71
|
5,0
|
|
4
|
Силовые машины
|
2911,43
|
10,0
|
|
5
|
Рабочие машины и оборудование
|
10190,00
|
35,0
|
|
6
|
Приборы и лабораторное
оборудование
|
-
|
-
|
|
7
|
Транспортные средства
|
1164,57
|
4,0
|
|
8
|
Прочее
|
291,14
|
1,0
|
|
9
|
Итого:
|
29114
|
100,00
|
Амортизационные отчисления.
Расчет годовой суммы амортизации (таблица 4.9) производится на основании
дифференцированных норм амортизации и основных производственных фондов по
отдельным элементам.
Стоимость основных производственных фондов по всем элементам принимается
по данным таблицы 4.8; норма амортизации - по данным, собранным во время
прохождения производственной практики на предприятии; сумма амортизационных
отчислений равна произведению стоимости основных фондов по каждому элементу на
их норму амортизации.
Таблица 4.9.
Расчет годовой суммы амортизации
|
№
|
Основные фонды
|
Стоимость основных фондов,
тыс. руб.
|
Норма амортизации, %
|
Сумма амортизации, тыс.
руб.
|
|
1
|
Здания
|
8734,29
|
2,70
|
235,83
|
|
2
|
Сооружения
|
4367,14
|
2,50
|
109,18
|
|
3
|
Передаточные сооружения
|
1455,71
|
6,00
|
87,34
|
|
4
|
Силовые машины
|
2911,43
|
8,00
|
232,91
|
|
5
|
Рабочие машины и
оборудование
|
10190,00
|
11,00
|
845,77
|
|
6
|
Приборы и лаб. оборудование
|
-
|
-
|
-
|
|
7
|
Транспортные средства
|
1164,57
|
15,00
|
174,69
|
|
8
|
Прочее
|
291,14
|
6,00
|
17,47
|
|
9
|
Итого:
|
29114,29
|
|
1703,19
|
.2.4 Расчет
затрат по цеху выплавки стали
Сырьевые и топливно-энергетические затраты. При расчете представленных
затрат следует учитывать следующие статьи: сырье, основные материалы и
полуфабрикаты; вспомогательные материалы на технологические цели; топливо
технологическое; электроэнергия на технологические нужды.
Нормы расхода и цены на сырье, основные материалы и полуфабрикаты на
единицу продукции, а также количество получаемых используемых отходов принимают
по данным, рассчитанным в материальном балансе печи обжига и собранным во время
прохождения производственной практики.
Расчет затрат на сырье, топливо и энергию осуществляется по приведенной в
таблице 4.10.
Таблица 4.10.
Расчет сырьевых и топливно-энергетических затрат
|
Наименование статей затрат
и материалов
|
Ед. изм.
|
Цена за ед., руб.
|
Расход на 1 т стали
|
Годовой расход
|
|
|
|
Кол-во
|
Сумма, руб.
|
Кол-во
|
Сумма, тыс. руб.
|
|
I. Сырье и основные
материалы:
|
|
Лом
|
т
|
450
|
1,5
|
675
|
10950
|
4927,5
|
|
Итого сырья и основных
материалов:
|
|
675
|
|
4927,5
|
|
II. Технологическое топливо
|
|
Природный газ
|
тыс. м3
|
3000
|
0,3
|
900
|
2190
|
6570
|
|
Итого технологического
топлива:
|
|
6570
|
|
III. Энергетические затраты
|
|
Электроэнергия
|
кВт∙ч
|
1,21
|
45
|
54,45
|
1800000
|
2178
|
|
Вода
|
м3
|
5,59
|
10,0
|
55,9
|
73000
|
408,07
|
|
Сжатый воздух
|
тыс. м3
|
25
|
3,0
|
75,0
|
21900
|
547,50
|
|
Итого энергетических
затрат:
|
|
185,35
|
|
3133,57
|
|
Итого:
|
|
|
|
1760,35
|
|
14631,07
|
.2.5 Энергозатраты
Энергозатраты: фактические 65 квт час/т, по проекту 54,45 квт час/т.
Расходы на содержание и эксплуатацию оборудования.
Затраты на содержание и эксплуатацию оборудования, представленные в
таблице 4.11 включают: амортизацию оборудования и транспортных средств, затраты
на их эксплуатацию (смазочные, обтирочные и другие вспомогательные материалы
для ухода за оборудованием, заработную плату с отчислениями на социальное
страхование, энергию всех видов, необходимую для приведения в движение
оборудования и пр.), затраты на текущий ремонт оборудования и транспортных
средств, затраты на внутризаводское перемещение грузов, на износ малоценных и
быстроизнашивающихся инструментов и приспособлений.
Таблица 4.11.
Затраты на содержание и эксплуатацию оборудования
|
Статьи затрат
|
Годовой расход, тыс. руб.
|
Расход на 1 т, руб.
|
|
По проекту
|
Факт. на предприятии
|
По проекту
|
Факт. на предприятии
|
|
Расходы на содержание
оборудования, в том числе:
|
|
Осн. и доп. з/п дежурного
персонала
|
6115,70
|
6115,70
|
8,38
|
8,38
|
|
Взносы на обязат. соц.
страхование
|
1590,08
|
1590,08
|
2,18
|
2,18
|
|
Материалы
|
611,57
|
611,57
|
0,84
|
0,84
|
|
Вспомогательные материалы
|
305,78
|
305,78
|
0,42
|
0,42
|
|
Расходы на текущий ремонт
оборудования, в том числе:
|
|
Осн. и доп. з/п ремонтного
персонала
|
3163,82
|
3163,82
|
4,33
|
4,33
|
|
Взносы на обязат. соц.
страхование
|
822,59
|
822,59
|
1,13
|
1,13
|
|
Материалы
|
135,82
|
135,82
|
0,19
|
0,19
|
|
Амортизация машин и
оборудования
|
1358,16
|
1358,16
|
1,86
|
1,86
|
|
Износ малоценных и
быстроизнашивающихся инструментов и приспособлений
|
320,26
|
320,26
|
0,44
|
0,44
|
|
Прочие затраты
|
1442,38
|
1442,38
|
1,98
|
1,98
|
|
Итого:
|
15866,19
|
15866,19
|
21,73
|
21,73
|
Цеховые расходы представленные в таблице 4.12 включают расходы на
содержание аппарата управления цеха и цехового персонала, амортизацию зданий и
сооружений, расходы на содержание и текущий ремонт зданий, сооружений (в том
числе на отопление, освещение, канализацию, водоснабжение), расходы на
испытания, опыты и исследования, затраты на мероприятия по охране труда и
технике безопасности.
В фактических затратах могут также участвовать непроизводительные расходы
(потери от порчи материальных ценностей при хранении в цехах и недостача этих
ценностей) и прочее.
Таблица 4.12.
Цеховые расходы
|
Статьи затрат
|
Годовой расход, тыс. руб.
|
Расход на 1 т. стали, руб.
|
|
По проекту
|
Факт. на предприятии
|
По проекту
|
Факт. на предприятии
|
|
Содержание аппарата
управления, в том числе:
|
|
Заработная плата
специалистов
|
1393,32
|
1393,32
|
1,91
|
1,91
|
|
Взносы на обязат. соц.
страхование
|
362,26
|
362,26
|
0,50
|
0,50
|
|
Содержание зданий и
сооружений:
|
34,50
|
34,50
|
0,05
|
0,05
|
|
Амортизация зданий и сооружений
|
345,00
|
345,00
|
0,47
|
0,47
|
|
Текущий ремонт зданий
сооружений
|
34,50
|
34,50
|
0,05
|
0,05
|
|
Охрана труда
|
1473,07
|
1473,07
|
2,02
|
2,02
|
|
Прочие расходы
|
364,37
|
364,37
|
0,50
|
0,50
|
|
Непроизводственные затраты
|
364,37
|
364,37
|
0,50
|
0,50
|
|
Итого:
|
4371,19
|
4371,19
|
5,99
|
5,99
|
4.2.6
Калькуляция себестоимости продукции
Себестоимость выпускаемой продукции определяется на основании приведенных
сырьевых и топливно-энергетических затрат, расходов на содержание и
эксплуатацию оборудования и цеховых расходов.
Таблица 4.13.
Калькуляция
себестоимости на 1 т.стали
|
Статьи расходов
|
Ед. изм.
|
Цена за ед., руб.
|
По проекту
|
Фактический
|
|
|
|
Кол-во
|
Сумма, руб.
|
Кол-во
|
Сумма, руб.
|
|
Сырье и основные материалы:
|
|
Сталь
|
т
|
450
|
1,5
|
675
|
1,5
|
675
|
|
Итого:
|
|
|
|
675
|
|
675
|
|
Топливо
|
|
|
|
|
|
|
|
Природный газ
|
тыс. м3
|
3000
|
0,3
|
900
|
0,3
|
900
|
|
Итого:
|
|
|
|
900
|
|
900
|
|
Энергетические затраты
|
|
|
|
|
|
|
|
Электроэнергия
|
кВт∙ч
|
1,21
|
45
|
54,45
|
65,0
|
78,65
|
|
Вода
|
м3
|
5,59
|
10,0
|
55,9
|
10,0
|
55,9
|
|
Сжатый воздух
|
тыс. м3
|
25
|
3,0
|
75,0
|
3,0
|
75,0
|
|
Итого:
|
|
|
|
1760,35
|
|
1784,55
|
|
Основная зарплата
производственных рабочих
|
руб.
|
|
|
20,18
|
|
27,65
|
|
Дополнительная зарплата
производственных рабочих
|
руб.
|
|
|
20,18
|
|
27,65
|
|
Взносы на обязат. соц.
страхование
|
руб.
|
|
|
6,86
|
|
9,40
|
|
Содержание оборудования
|
руб.
|
|
|
21,73
|
|
21,73
|
|
Цеховые расходы
|
руб.
|
|
|
5,99
|
|
5,99
|
|
Себестоимость стали:
|
|
|
|
1835,29
|
|
1876,97
|
4.3 Расчет
экономической эффективности
Экономический эффект при проектировании цеха обжига завода
"ОМЗ-Спецсталь" достигается за счет внедрения новых
организационно-технических мероприятий. В данном случае это происходит путем высвобождения
рабочих без увеличения выпуска продукции (экономический эффект будет получен за
счёт снижения затрат по з/п).
Рассчитанные в предыдущих разделах технико-экономические показатели
сводятся в таблицу 4.14
1. Экономия или перерасход затрат

где
 - факт. Себестоимость;
- факт. Себестоимость;
 -
проект. Себестоимость;
-
проект. Себестоимость;
 -
производительность (объем производства).
-
производительность (объем производства).
2. Экономический эффект

где
0,2 - это налог на прибыль равный 20%.
Таблица 4.14.
Сводные технико-экономические показатели проекта
|
Наименование
|
Единица измерения
|
Значение показателей
|
|
Годовой выпуск продукции в
натуральном выражении
|
тыс. т
|
40
|
|
Численность трудящихся:
|
|
по проекту
|
Чел.
|
103
|
|
фактически
|
Чел.
|
100
|
|
В том числе: рабочих
|
|
по проекту
|
Чел.
|
95
|
|
фактически
|
Чел.
|
92
|
|
Природный газ
|
Тыс. м3/т
|
0,3
|
|
Сжатый воздух
|
Тыс. м3/т
|
3,0
|
|
Себестоимость продукции:
|
|
по проекту
|
Руб./т.
|

|
|
фактически
|
Руб./т.
|

|
|
Наименование
|
Единица измерения
|
Значение показателей
|
|
Экономический эффект от
внедрения оргтехмероприятий
|
Руб.
|

|
|
|
|
|
5. Электротехника
.1 Электроснабжение электропечного отделения
Электроснабжение дуговых печей осуществляют на напряжении 10 КВ, при этом
подвод тока к первичным обмоткам осуществляется по токопроводам или воздушными
линиями, а от вторичной обмотки к печи по "короткой сети".
Для питания электроприемников используются следующие напряжения:
~U=6000, 380 В - питание силового оборудования;
~U=220 В -приборы и освещение;
~U=24 В - аварийное освещение.
Подвод электрической энергии осуществляется через защитную и пусковую
аппаратуру. В качестве такой аппаратуры используются: автоматические
выключатели, рубильники, магнитные пускатели, контакторы.
Таблица 5.1.
Характеристика электроприемников (установленные мощности Рн, их напряжения
Uн и расстояния от питающих подстанций L)
|
№
|
Наименование
электроприемника
|
Кол-во
|
РН, кВт
|
UН, кВ
|
L, м
|
Тип двигателя
|
|
1
|
Дуговая сталеплавильная
печь
|
2
|
26000
|
35
|
700
|
-
|
|
2
|
Насос
|
1
|
100
|
0,4
|
0 - 100
|
АД
|
|
3
|
Вентилятор
|
5
|
12
|
0,4
|
0 - 100
|
АД
|
|
4
|
Дымосос
|
1
|
2500
|
0,4
|
0 - 120
|
АД
|
|
5
|
Мостовой кран
|
1
|
25
|
0,4
|
200
|
АД
|
|
6
|
Освещение 
|
-
|
-
|
0,4
|
0 - 150
|
АД
|
На печи установлен трансформатор ЭТЦН-52000/35 номинальной мощностью 32
МВт. Первичное напряжение составляет 35 кВ, пределы вторичного напряжения
465-159 В, номинальный ток электрода 39,7 кА. По согласованию с энергетической
службой завода принимается максимальная активная мощность 26 МВт. Питание
каждой установки осуществляется по токопроводу, выполненному круглыми
трубчатыми шинами из алюминия диаметром (внутренний/наружный) 40/45 мм.
1. Расчетный ток нагрузки принимаем
равным номинальному первичному току трансформатора:
 ; (5.1)
; (5.1)
Ограничение
токов короткого замыкания достигается реакторами РТМДТ - 35 - 1600 - 10,
включенными с печными трансформаторами последовательно. Оперативное управление
печной установкой осуществляется масляными выключателями ВМПЭ-10/1600.
1. Определяем электронагрузки,
создаваемые вспомогательными электроприемниками:
 ; (5.2)
; (5.2)
где
n - количество электроприемников,  -
коэффициент мощности.
-
коэффициент мощности.
Насос:

Вентилятор:

Дымосос:

Мостовой
кран:

1. Мощность, потребляемая для освещения:
 (5.4)
(5.4)
где
Руд - удельная мощность, Вт/м2,ц - суммарная площадь всех
производственных этажей цеха, м2;


1. Потери в сети низкого напряжения:
 (5.5)
(5.5)
 (5.6)
(5.6)
5. Расчет мощности трансформаторов:
 (5.7)
(5.7)
Таблица 5.2.
Расчет нагрузки
|
№
|
Электроприемник
|
Кол-во
|
РН, кВт
|

|
KC
|
Расчетные
|
|
|
|
|
|
|
Рр, кВт
|
Qр, квар
|
S, 
|
|
1
|
Насос
|
1
|
100
|

|
0,7
|
70
|
70
|
|
|
2
|
Вентилятор
|
5
|
12
|
|
0,8
|
48
|
48
|
|
|
3
|
Дымосос
|
1
|
2500
|

|
0,8
|
2000
|
1500
|
|
|
4
|
Мостовой кран
|
1
|
25
|

|
0,4
|
10
|
7,3
|
|
|
5
|
Освещение
|
-
|
14,5
|

|
1
|
14,5
|
0
|
|
|
Всего нагрузки на
напряжение 380 В
|
2142,5
|
1625,3
|
2678
|
|
Неучтенные нагрузки, 3 %
|
64
|
49
|
|
|
Расчетная нагрузка на
низком напряжении
|
2206,8
|
1674,1
|
2758
|
|
Расчетная нагрузка на
низком напряжении с учетом потерь в сети
|
2250,9
|
1724,3
|
2814
|
6. Номинальная мощность трансформаторов:
 (5.8)
(5.8)
где
Кн - коэффициент допустимой послеаварийной перегрузки трансформаторов (Кн = 1,3
- 1,5 ), n - число трансформаторов на подстанции ( n = 2, т.к. электроприемники
цеха принадлежат ко 2 и 1 категориям по бесперебойности электроснабжения)
 .
.
Принимаем
комплектную подстанцию КТП - М -2500/6 с двумя трансформаторами
 .
.
7. Коэффициент мощности на высоком напряжении:

8. Расчетный ток линии:
1) для одиночного приемника:
 (5.9)
(5.9)
)
для групп приемников:
 (5.10)
(5.10)
Насос:

Питание
технологических приемников осуществляется по радиальным кабельным линиям,
освещение - по магистральным линиям. Тип кабелей, их сечения указаны в таблице.
9. Потери напряжения в распределительной сети.
1) при нормальном режиме:
 (5.11)
(5.11)
Насос:

)
при пусковом режиме:
 (5.12)
(5.12)
где
L - длина линии, м,  - удельная проводимость (для алюминия
- удельная проводимость (для алюминия  )
)

Насос:

В
качестве коммутационной аппаратуры низкого напряжения применяются комплектные
ящики типа ЯУ-5000 для приемников мощностью до 75 кВт и панели с контакторами
КГ-6000 для приемников мощностью до 300 кВт.
Для
управления высоковольтными приемниками применяются высоковольтные ящики типа
КВП-6-01-603, представляющие собой комплектный ящик с масляным и
электромеханическим приводом.
Таблица 5.3.
Характеристики кабелей
|
№
|
Электроприемник
|
 А А
|
Линия
|
|
|
|
Марка кабеля
|
U, кВ
|
Наиб. длина, L, м
|
По нагре-ву, S, мм2
|

|
Кабель, число жил. сечен.,
мм
|
|
1
|
Насос
|
142/810
|
ААШВ
|
0,38
|
100
|
95
|
1,37/4,95
|
395
|
|
2
|
Вентилятор
|
104/520
|
ААВГ
|
0,38
|
100
|
95
|
0,42/2,01
|
395
|
|
3
|
Дымосос
|
81/405
|
ААВГ
|
0,38
|
100
|
70
|
0,7/3,3
|
370
|
|
4
|
Мостовой кран
|
30/150
|
Троллей 50505
|
0,38
|
200
|
25
|
1,5/7,0
|
325
|
|
5
|
Освещение
|
22/-
|
ААВГ
|
0,38
|
150
|
50
|
1,35/-
|
350
|
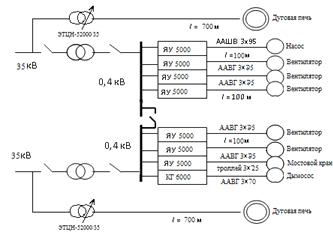
Рис. 5.1. Принципиальная схема электроснабжения плавильного участка
6. Охрана труда и безопасность жизнедеятельности
.1 Анализ
условий производства и состояния охраны труда
Все технологические операции по выплавке стали в дуговой печи проводятся
в соответствии с правилами безопасности в сталеплавильном производстве,
утвержденные Госгортехнадзором России.
При работе должны соблюдаться следующие меры безопасности:
1. Проверка перед запуском машины наличие воды в стенках
кристаллизатора и отсутствие её течи во внутреннюю полость.
2. Порезка заготовок кислородом в аварийных ситуациях производится
через смотровые окна в бункере вторичного охлаждения.
. Применение просушенных пробниц и инструмента при отборе проб
жидкого металла.
. При перевозке промковшей, кристаллизаторов, секций вторичного
охлаждения и аварийных ёмкостей применяются только специальные чалочные
приспособления.
ДСП размещена в закрытом здании. Планировка цеха соответствует
последовательности производимых технологических операций, в результате чего
исключается встречное движение сырья и готовой продукции, что важно для
создания нормальных санитарно-гигиенических условий и безопасности труда.
Взрывы в цехе могут наблюдаться при контакте металла и шлака с водой;
вследствие бурного протекания химических реакций при продувке, раскислении и
разливке стали. Взрывы при контакте металла и шлака с водой могут происходить
из-за утечки воды из устройства охлаждения фурмы. Также взрывы могут вызывать и
ферросплавы, нарушая равновесие ванны. К мерам предупреждения взрывов
относятся: недопустимость подачи раскислителей в пустой ковш; сушка ковшей;
подача ферросплавов небольшими дозами; измельчение крупных кусков ферросплавов.
Электросталеплавильный цех относится к помещениям, особо опасным в
отношении поражения электротоком, оборудование расположено на различной высоте
и работает при высокой температуре окружающего воздуха и наличии пыли и газов.
Общее электроснабжение цеха осуществляется через цеховую подстанцию. Все
подключения на ней осуществляются с помощью высоковольтной аппаратуры,
обслуживание которой должно быть безопасным, так как напряжение достигает 10
кВ, а сила тока до 100 А. Подача и распределение электроэнергии по потребителям
внутри цеха осуществляется по кабелям, проводам, шинам. Кабели уложены в
специальных каналах, туннелях, трубах открыто вдоль стен. Токопровода в
доступных для соприкосновения местах ограждены сетками. Все токоведущие части
машин закрыты кожухами. Для защиты рабочих от поражения током оборудование
снабжено защитным заземлением (в соответствии с ПУЭ-86/96).
Инфракрасное (тепловое) излучение играет определяющую роль при
формировании микроклимата и оказывает неблагоприятное действие на организм
трудящихся. Значительная площадь, занимаемая электросталеплавильным цехом, и
неравномерность распределения источников тепловыделения в нем обуславливают
неравномерный нагрев воздуха на различных его участках. Согласно СанПиН
2.2.4.548-96 повышение температуры воздуха по сравнению с наружной для горячих
цехов допускается в пределах 5°С.
Оптимальные и допустимые величины температуры, относительной влажности и
скорости движения воздуха (в соответствии с СанПиН 2.2.4.548-96)
устанавливаются для рабочей зоны производственных помещений с учетом избытков
явного тепла, тяжести выполняемой работы и сезонов года. Параметры микроклимата
рабочей зоны должны соответствовать нормам, перечисленным в таблице 6.2.
Таблица 6.1.
Допустимые параметры микроклимата в рабочей зоне производственных
помещений
|
Сезон года
|
Категория работ
|
Температура воздуха, °С
|
Относительная влажность
воздуха, %
|
Скорость движения воздуха,
м/с
|
|
Холодный и переходный
периоды года
|
Легкая I Средней тяжести
IIа Средней тяжести IIб Тяжелая III
|
20-23 18-20 17-19 16-18
|
40-60 40-60 40-60 40-60
|
≤0,2 ≤0,2 ≤0,3
≤0,3
|
|
Теплый период года
|
Легкая I Средней тяжести
IIа Средней тяжести IIб Тяжелая III
|
22-25 21-25 20-22 18-21
|
40-60 40-60 40-60 40-60
|
≤0,2 ≤0,2 ≤0,4
≤0,5
|
Таблица 6.2.
Сведения о максимальной запыленности и загазованности рабочего места в
ЭСПЦ
|
Рабочее место
|
Определяемое вещество
|
Количество замерных проб
|
ПДК, мг/м3
|
Максимальная концентрация,
мг/м3
|
Средняя из всех проб, мг/м3
|
|
Выпуск, пост управления
сталевозом
|
Пыль (SiO2 2-10%)
|
2
|
4,0
|
14,7
|
13,7
|
|
MnO
|
2
|
0,05
|
0,2
|
0,193
|
Максимальная концентрация пыли и оксида марганца превышает ПДК на всех
рабочих местах цеха: в печном пролете; в кабине крана на шихтовом дворе; на
рабочей площадке шихтовщика; в бункерном отделении; на участке ремонта ковшей;
на передвижной разливочной площадке у пульта управления; в пультах управления;
в кабинах крана; на посту управления; на рабочей поверхности обработчика
поверхностных пороков.
Для отвода из помещения выделяемого тепла, а также снижения концентрации
пыли и газов в рабочей зоне максимально используется аэрация: приточные и вытяжные
камеры группируются и размещаются вне производственных площадей, располагаясь
на антресолях, во вставках между пролетами. На сталеразливочном участке воздух
подается в рабочую зону на высоте 3,5-5 метров от пола. Скорость воздуха в
проемах для локализации паров и газов составляет 0,15-0,25 м/с при отсосе
тепла.
Производственный шум в цехе превышает санитарные нормы в печном,
разливочном пролетах и других отделениях. Уровень шума, воздействующего на
персонал, достигает 103-108 дБА. (класс условий труда по Р.2.2.2006-05 - 3.3).
Вследствие многих технологических операций создаются неблагоприятные
условия для труда обслуживающего персонала. Рабочим выдают специальные
наушники, беруши, устанавливают в помещении глушители шума, стены отделывают
звукоизоляционным материалом.
Во время обработки стали происходят различные химические реакции, которые
сопровождаются образованием различных газов. Эти газы содержат продукты
выгорания электродов, железа, кремнезема, глинозема и других элементов, а также
различные испарения.
Для достижения нормативных параметров предусматривается кондиционирование
воздуха, что позволяет достичь постоянства температуры, относительной
влажности, подвижности и чистоты воздуха. Для повышения надежности
предусматривается блокировка кондиционеров попарно по приточным и
рециркуляционным воздуховодам, дублирование наиболее важных элементов системы
(вентиляционные агрегаты, компрессоры, насосы) или целиком кондиционеров.
Таблица 6.3.
Оптимальные параметры микроклимата
|
Сезон
|
Категория работ
|
Температура воздуха, °С
|
Относительная влажность
воздуха, %
|
Скорость движения воздуха,
м/с
|
|
Холодный и переходный
(температура воздуха меньше +10°С
|
Легкая Iа
|
20-23
|
40-60
|
£0,2
|
|
Теплый (температура воздуха
больше +10°С)
|
Легкая Iб
|
22-25
|
40-60
|
≤0,3
|
Системы кондиционирования воздуха имеют устройства, обеспечивающие
автоматическое регулирование, контроль, блокировку и дистанционное управление
со световой сигнализацией. Помещение оборудовано общеобменной вентиляцией в
соответствии со СНиП 2.04.05.-91. Системы вентиляции и кондиционирования
воздуха оснащены устройствами для виброизоляции и защиты от шума,
обеспечивающими допустимые уровни звукового давления и уровни звука на рабочих
местах в помещениях. Ввиду использования вычислительной техники,
предусматривается защита от шума и вибрации. Вибрация от внешних воздействий и
работы оборудования в помещении с частотой 25 Гц не должна превышать амплитуды
0,1 мм, а уровень звука не должен быть больше 60 дБА. Вибрирующее оборудование
выноситься в помещение с ограниченным числом обслуживающего персонала,
используются перегородки из бетона, покрытие пола демпфирующим покрытием.
В помещениях предусматривается совмещенное освещение: естественное и
искусственное в соответствии со СНиП 23-05-95. Искусственное освещение в
помещениях осуществляется с помощью люминесцентных ламп ЛБ-80 в светильниках
общего освещения: светильники располагаются над рабочими поверхностями в
шахматном порядке. Осветительные установки обеспечивают равномерную
освещенность с помощью отраженного и рассеянного светораспределения. Для
исключения бликов отражения на экранах от светильников общего освещения
применяются специальные антибликовые сетки и фильтры для экранов, защитные
козырьки. Источники света по отношению к рабочему месту расположены таким
образом, чтобы исключить попадания в глаза прямого света. Защитный угол
арматуры у этих источников должен быть не менее 30°.
Расчёт производственного освещения
Для обеспечения безопасности труда при работе в операторской комнате
литейного участка необходимо обеспечить достаточную освещённость рабочих мест.
Освещённость рабочих мест должна гарантировать выполнение зрительной работы
рабочего персонала. Осветительные приборы не должны вызывать утомление и
ослепление органов зрения.
Проведём расчёт освещённости операторской комнаты литейного участка при
использовании светильников с лампами накаливания.
В
качестве света используем лампы накаливания типа Г220-500-1 со световым потоком
 =8300 лм.
=8300 лм.
Размеры помещения: длина 10 м, ширина 12 м, высота 6 м. Потолок и стены
выбелены, мало загрязнены. Напряжение в сети U = 220 В.
Характер зрительной работы в операторской соответствует IV разряду. Норма
освещённости на рабочем месте для этого вида работ 500-600 лк.
При
высоте помещения H = 6 м и высоте рабочей поверхности над полом = 0,8 м,
величине подвески светильников 4,7  м
расчётная величина подвеса светильников над освещаемой поверхностью:
м
расчётная величина подвеса светильников над освещаемой поверхностью: 
Рассчитаем помещения по формуле:

где А и В - длина и ширина помещения соответственно.
Коэффициент
отражения потолка, стен, рабочих поверхностей:  = 70%;
= 70%;  = 50%;
= 50%;  = 30%.
Коэффициент использования светового потока η = 54% [5]. Для данного производственного помещения коэффициент
запаса
= 30%.
Коэффициент использования светового потока η = 54% [5]. Для данного производственного помещения коэффициент
запаса  = 1,5.
= 1,5.
Тогда
число светильников можно вычислить по формуле:
где
 -
нормированные значения минимальной освещённости, лм; -
коэффициент запаса, учитывающий загрязнение светильников в ходе их
эксплуатации, ( = 1,5);
S - площадь помещения,
-
нормированные значения минимальной освещённости, лм; -
коэффициент запаса, учитывающий загрязнение светильников в ходе их
эксплуатации, ( = 1,5);
S - площадь помещения,  ; Z -
поправочный коэффициент, учитывающий неравномерность освещения; Z = 1,1-1,2;
; Z -
поправочный коэффициент, учитывающий неравномерность освещения; Z = 1,1-1,2;

Таким
образом, для создания на рабочей поверхности освещённости 500лк, необходима
установка 21 светильника УПМ-15 с лампами Г-220-500-1.
Принимаем
расположение ламп в три ряда по центральной продольной оси цеха вдоль стен
(рис.6.1). Расстояние от крайних рядов светильников до стен принимаем равным
1,5 м. Тогда расстояние между рядами вычислим по формуле:
При
длине светильника 0,65 м и удалении крайних в ряду от стен на 2 м устанавливаем
в ряду 7 светильников с расстоянием между ними 1 м
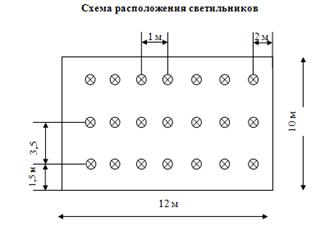
Рис. 6.1. Светильники
Вычисляем
мощность осветительной установки. Для светильников УПМ-15 при S= 120  , высоте
подвеса 4-6 м и освещённости 50 лк находим
, высоте
подвеса 4-6 м и освещённости 50 лк находим  = 10,6
= 10,6  [5].
Тогда необходимая удельная мощность:
[5].
Тогда необходимая удельная мощность:

Отсюда мощность осветительной установки:

Дверные проходы внутренних помещений выполняют без порогов. При разных
уровнях пола соседних помещений в местах перехода устроены наклонные плоскости.
Рабочие места с дисплеями располагаются между собой на расстоянии не менее 1,5
м. Организация рабочих мест осуществляется на основе современных эргономических
требований.
При выполнении технологических операций работником используется
оборудование, которое связано с применением электротока высокого напряжения.
Эксплуатация такого оборудования является ответственной технологической
операцией, которая требует строгого выполнения требований безопасности.
К числу вредных факторов при работе в цехе относятся:
1. Высокая яркость расплавленного
металла и шлака.
2. Тепловое излучение расплавленного
металла и шлака.
3. Загазованность окружающей среды при
продувке металла.
4. Запыленность воздушной среды при
транспортировке сыпучих, выпуске стали и шлака в печном пролете.
5. Газовые выделения при работе газовых
горелок и при сушке футеровок ковшей и печи.
6. Высокий уровень электромагнитных
излучений.
7. Шум от работы различного
технологического оборудования, уровень шума меняется в зависимости от
производственного участка и может достигать 100 ДБ и выше.
К числу опасных факторов при работе в цехе относятся:
1. Ожоги кожи и глаз из-за сильного теплового и ультрафиолетового
излучения от жидкого металла, шлака и раскисленной футеровки печи.
2. Ожоги брызгами жидкого металла и шлака при взятии проб металла
или шлака, присадке шлакообразующих и ферросплавов.
. Взрывы и выбросы металла и шлака из печи, шлаковни и ковша в
результате взаимодействия влаги, которая может быть внесена шихтой,
шлакообразующими, легирующими и раскислительными добавками, с расплавленным
металлом.
. Поражение электрическим током при соприкосновении с электродами
и токоподводящими частями.
. Падение с высоты во время ремонта печей.
. Травмирование в результате падения предметов с высоты при
выполнении погрузочно-разгрузочных работ с применением грузоподъемных
механизмов, при выполнении ремонтных работ.
Анализ распределения несчастных случаев со смертельным и тяжелым исходами
по причинам травмирования позволил установить, что основной причиной является
неудовлетворительная организация работ (91%), в том числе:
. недостаточный контроль ответственных лиц - 28%;
. нарушение производственной и трудовой дисциплины - 13%;
. нарушение технологии - 13%;
. недостатки в обучении безопасным приемам труда - 11%;
. нахождение в опасной зоне - 22%;
. нахождение в состоянии алкогольного опьянения - 4% (в 3-х случаях).
Под контролем ответственных лиц подразумевается контроль лиц,
ответственных за безопасное производство работ на опасных производственных
объектах, за содержание технических устройств в исправном состоянии, а также за
производственный контроль, осуществляемый на предприятии.
Нарушения производственной дисциплины включают нарушения регламента
обслуживания технических устройств, нарядной системы, неосторожные действия
персонала, выполнение работы в состоянии алкогольного опьянения.
Конструктивные недостатки машин и оборудования стали причиной травматизма
в двух случаях (3%), несовершенство технологии - в 5-и случаях (6%).
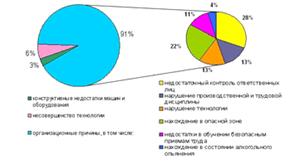
Рис. 6.2 Распределение несчастных случаев по причинам травмирования
Распределение несчастных случаев по виду происшествия
Распределение несчастных случаев по виду происшествия позволило сделать
вывод о том, что наибольшее количество несчастных случаев произошло от
воздействия движущихся механизмов (16 случаев). Причиной несчастных случаев
этого вида является неудовлетворительная организация производства работ и
нахождение пострадавших в опасной зоне. Воздействие электрического тока
произошло в 6-и случаях в результате низкого уровня организации производства
работ на электроустановках, допуска персонала к работе без проверки выполнения
технических мероприятий по подготовке рабочих мест. В 5-и случаях произошли
несчастные случаи в результате воздействия высоких температур: выброс из
шлаковни горячего пара и частиц шлака; возгорание спецодежды в результате
образования вольтовой дуги; обрушение кусков горячей горной массы; возгорание
масла в результате разрушения узла гидросмазочной системы. Падение, обрушение
предметов и материалов произошло в 4-х случаях: падение куска настыля на
подручного сталевара установки внепечной обработки стали; обрушение на мастера
подземного горного участка кусков горной массы из верхней отработанной части
блока очистного пространства. Падение пострадавших с высоты произошло в четырех
случаях.

Рис. 6.3 Распределение несчастных случаев по виду происшествия
Таблица 6.4.
Статистические данные о количестве травм и количестве заболеваний за 3
года
|
Год
|
Количество травм
|
Количество заболеваний
|
|
2010
|
12
|
25
|
|
2011
|
8
|
17
|
|
2012
|
15
|
20
|
.2 Техника
безопасности
Электросталь в настоящее время выплавляется в открытых дуговых и
индукционных, вакуумных индукционных электропечах, методом электрошлакового,
вакуумно-дугового, электроннолучевого, плазменно-дугового переплавов и др.
От всех работников, участвующих в процессах выплавки или переплава
металла в электропечах, требуется строгое соблюдение технологических инструкций
и выполнение норм безопасности. Устройство и обслуживание электропечей должно
соответствовать требованиям действующих Правил безопасности в сталеплавильном
производстве.
Для создания безопасных условий труда и предупреждения несчастных
случаев, профессиональных заболеваний предусматриваются организационные и
технические мероприятия.
Все рабочие один раз в квартал проходят инструктаж по технике
безопасности, инструктаж проводят сменные мастера и руководители служб.
Администрация цеха обеспечивает ежегодное обучение рабочих на курсах
технического минимума, где наряду с техническими вопросами изучаются правила
техники безопасности. Администрация предприятия обеспечивает всех работающих
инструкциями по технике безопасности по данной специальности, а общие
инструкции вывешивает в раскомандировочных помещениях и рабочих местах. Большое
внимание следует уделять правильной эксплуатации оборудования, своевременному
его ремонту и испытаниям. Движущиеся механизмы должны быть окрашены так, чтобы
они были хорошо видны и выделялись на общем фоне цеха. Все движущиеся части
должны быть надежно ограждены.
Рабочее место для выполнения безопасного производства работ должно
удовлетворять следующим требованиям:
1. содержаться в чистоте, иметь достаточно естественное освещение,
рабочую вентиляционную систему;
2. проходы не должны быть загромождены деталями, материалами,
мусором;
. электрооборудование должно иметь исправное заземление;
. обслуживаемое оборудование на рабочих местах должно быть в
исправном состоянии и оснащено исправными защитными приспособлениями;
. обеспечено в достаточном количестве проверенными защитными
устройствами и средствами пожаротушения.
Плавильщику запрещается:
1. приступить к работе без инструктажа или с просроченным инструктажем;
2. производить работы, включенные в перечень повышенной опасности;
. работать в нестандартной спецодежде, без защитных средств или с
нарушением правил носки спецодежды;
. выполнять работы, не имея на это соответствующего удостоверения.
.3
Промышленная санитария
К работе сталеварами и их подручными допускаются лица, достигшие 18 лет,
прошедшие медицинское освидетельствование и производственное обучение, знающие
правила техники безопасности и получившие специальный инструктаж. Сталевары и
их подручные должны быть снабжены спецодеждой, спецобувью и защитными
средствами, предусмотренными отраслевыми нормами.
Сталеплавильные цеха должны иметь душевые; гардеробные и другие
санитарно-бытовые помещения.
Главные здания сталеплавильных цехов должны быть соединены с бытовыми
помещениями переходами, устроенными в соответствии с требованиями санитарных
норм.
Допустимые уровни шума в помещениях не должны превышать нормативных
значений санитарных правил и норм.
Допустимые уровни вибрации в помещениях не должны превышать нормативных
значений санитарных правил и норм.
В сталеплавильных цехах (участках) должны быть оборудованы сатураторные
установки для обеспечения работников подсоленной водой с содержанием соли до
0,5% и из расчета 4-5 литров на работника в смену.
В каждом цехе (отдельном участке), в гардеробных должны быть медицинские
аптечки первой помощи с набором медикаментов и перевязочных материалов.
Все приямки глубиной более 0,5 м должны вентилироваться путем подачи в
них воздуха.
Работники сталеплавильного производства с учетом условий труда и характера
выполняемой работы должны быть обеспечены средствами индивидуальной защиты в
соответствии с типовыми отраслевыми нормами бесплатной выдачи средств
индивидуальной защиты работникам, занятым в машиностроении и
металлообрабатывающих производствах.
Выдача работникам средств индивидуальной защиты производится в
соответствии с Правилами обеспечения работников средствами индивидуальной
защиты.
Средства индивидуальной защиты должны быть изготовлены из тканей и
материалов, обеспечивающих защиту работников от теплового излучения, искр и
брызг расплавленного металла.
Показатели применяемых тканей и материалов, обеспечивающих защитные
свойства средств индивидуальной защиты, должны быть подтверждены
сопроводительными документами (сертификатами соответствия, сертификатами
качества, паспортами, лопротоколами испытания или другими документами).
Наниматель обеспечивает прохождение работниками медицинских осмотров в
соответствии с Порядком проведения обязательных медицинских осмотров
работников.
Периодический санитарный контроль за состоянием факторов производственной
среды на рабочих местах должен осуществляться промышленными санитарными
лабораториями или другими аттестованными лабораториями, а выборочный -
организациями и учреждениями, осуществляющими государственный санитарный
надзор.
.4 Пожарная
безопасность производственного объекта
Пожары на производстве представляют опасность для рабочих, причиняют
значительные повреждения и материальный ущерб, могут вызвать остановку работы.
Электрооборудование зданий цеха должно быть выполнено согласно
"Правилам устройства электроустановок промышленных предприятий" и
находиться в исправном состоянии.
Для предотвращения и локализации пожаров производится комплекс
организационных и технических мероприятий:
1. обеспечение свободного подхода к средствам пожаротушения и к
средствам пожарной сигнализации;
2. установка пунктов с противопожарными инструментами;
. монтаж электрической пожарной сигнализации;
. наличие пожарного водопровода.
Все трудящиеся цеха регулярно проходят инструктаж по противопожарной
профилактике.
.5
Чрезвычайные ситуации в условиях производства
Анализ потенциально-возможных ЧС.
В Санкт-Петербурге возможны следующие стихийные бедствия:
1. ураганные и штормовые ветра;
2. сильные метели;
. наводнения.
К чрезвычайным ситуациям техногенного характера можно отнести пожары, вызванные
коротким замыканием проводки, либо возникающие в результате нарушений режимов
технологического процесса.
План ликвидации ЧС (на примере пожара)
При возникновении пожара необходимо немедленно, до прибытия пожарного
подразделения, привести в действие соответствующие подручные средства тушения,
проверить включение автоматических систем тушения, эвакуировать огнеопасные
материалы и ценное оборудование, отключить подачу электроэнергии, горючих
веществ и кислорода, перекрыть коммуникации, по которым возможно
распространение пожара, сообщить о пожаре пожарной охране.
План ликвидации аварий должен вводиться в действие главным инженером цеха
или лицом, его замещающим, немедленно после возникновения аварии.
Таблица 6.5.
План ликвидации аварии - пожар в результате взрыва при попадании жидкого
металла или шлака на воду
|
№
|
Мероприятия по спасению
людей и ликвидации аварии
|
Исполнители
|
|
1
|
Вызвать пожарную часть по
тревожной кнопке
|
Любой рабочий
|
|
2
|
Отключит электроэнергию в
цехе
|
Главный энергетик
|
|
3
|
Оповестить об аварии и
вывести всех людей, находящихся в цехе
|
Сменные ИТР участков
|
|
4
|
Обеспечить подъезд пожарных
к очагу пожара
|
Главный механик
|
|
5
|
Направить людей
энергомеханической службы с респиратором и огнетушителями в здание цеха для
вывода людей и тушения пожара
|
Диспетчер
|
|
6
|
Обеспечить подачу воды к
месту пожара для его ликвидации
|
Главный механик
|
Список
использованных источников
1. Документы по преддипломной практике.
Расчетные и графические материалы с ОМЗ Спецсталь.
2. Бигеев А.М., Металлургия стали.
Теория и технология плавки. Учебник для вузов. - Магнитогорск: МГТУ, 2000 г
3. Глинков Г.М.,. Теоретические основы
автоматического управления металлургическими процессами. - М.: Металлургия,
1985 г.
4. Диомидовский Д.А. Металлургические
печи цветной металлургии. -М.:Металлургия, 1970 г.
5. Злобинский Б.М. Охрана труда в
металлургии. - М.: Металлургия, 1975г.
6. Егоров А.В. Расчет мощности и
параметров элктропечей черной металлургии, М, Металлургия, 1990 г.
7. Кудрин В.А. Теория и технология
производства стали. Учебник для вузов. - М.: Мир, ООО ACT, 2003 г.
8. Коузов П.А., Очистка газов и воздуха
от пыли в химической промышленности. - СПб.: Химия, 1993 г.
9. Кудасов В.И. Управление
производством. Методические указания по курсовому проектированию. - Спб.: СПГГИ
им. Г.В. Плеханова, 2008 г.
10.Лякишев Н.П.
Диаграммы состояния двойных металлических систем Том 2, кн. 1,2 - М.:
Машиностроение , 1996 г.
11.Лахтин Ю. М.
Основы металловедения. Учебник для техникумов. - М.: Металлургия, 1988 г
12.Методика
расчета концентраций в атмосферном воздухе веществ, содержащихся в выбросах
предприятий: ОНД-86. - Л.: Гидрометеоиздат, 1987 г.
13.Поволоцкий Д.Я.
Основы технологии производства стали. Учебное пособие для вузов. - Челябинск:
ЮУрГУ, 2004 г.
14.Плановский
А.Н.,. Процессы и аппараты химической технологии. - М. Государственное
Научно-техническое Издательство Химической Литературы, 1962 г.
15.Равдель А.А.,
Пономарева А.М. Краткий справочник физико-химических величин. - Спб.:
Специальная литература, 1998 г.
16.Старк С.Б.
Газоочистные аппараты и установки в металлургическом производстве. - М.:
Металлургия, 1990 г.
17.Тимонин А.С.
Основы конструирования и расчета химико-технологического и природоохранного
оборудования. Справочник, Том 2. - Калуга: Н. Бочкаревой , 2002 г.
Приложения
Приложение 1
Материальный баланс плавки
|
Материальный баланс периода
расплавления
|
|
Поступило
|
кг
|
%
|
Получено
|
кг
|
%
|
|
ЛЛ 3Б-8
|
630,0
|
53,36
|
Металл
|
941,4
|
79,73
|
|
ЛУ 3А
|
50,0
|
4,23
|
Шлак
|
89,4
|
7,57
|
|
СкрЛ 25А
|
60,0
|
5,08
|
Газ
|
117,3
|
9,94
|
|
ЛЧ 17-19А
|
120,0
|
10,16
|
Пыль
|
27,6
|
2,34
|
|
угл литье 35Л
|
40,0
|
3,39
|
Потери металла со шлаком
|
5,0
|
0,42
|
|
стр 15ХНМ
|
100,0
|
8,47
|
|
|
|
|
Известь
|
30,0
|
2,54
|
|
|
|
|
Магнезит
|
4,6
|
0,39
|
|
|
|
|
Футеровка
|
8,6
|
0,73
|
|
|
|
|
Электроды
|
2,4
|
0,20
|
|
|
|
|
Воздух
|
135,1
|
11,44
|
|
|
|
|
Всего
|
1 180,7
|
100,00
|
Всего
|
1180,7
|
100,00
|
|
Материальный баланс
окислительного периода
|
|
Поступило
|
кг
|
%
|
Получено
|
кг
|
%
|
|
Металл
|
941,4
|
87,56
|
Металл
|
917,6
|
85,35
|
|
FeMn
|
5,2
|
0,48
|
Шлак
|
42,2
|
3,92
|
|
FeSi 45
|
5,0
|
0,46
|
Газ
|
84,3
|
7,84
|
|
Ni
|
2,8
|
0,26
|
Пыль
|
26,2
|
2,44
|
|
Mo
|
0,5
|
0,04
|
Потери металла со шлаком
|
4,8
|
0,44
|
|
Известь
|
15,0
|
1,40
|
|
|
|
|
Футеровка
|
12,3
|
1,14
|
|
|
|
|
Электроды
|
1,2
|
0,11
|
|
|
|
|
Воздух
|
91,9
|
8,54
|
|
|
|
|
Всего
|
1 075
|
100,00
|
Всего
|
1 075
|
100,00
|
|
Материальный баланс
раскислительного периода
|
|
Поступило
|
кг
|
%
|
Получено
|
кг
|
%
|
|
Ме
|
917,6
|
92,99
|
Металл
|
894,2
|
90,62
|
|
FeMn
|
-
|
-
|
Шлак
|
39,8
|
4,04
|
|
FeSi45
|
-
|
-
|
Газ
|
35,5
|
3,59
|
|
Ni
|
-
|
-
|
Пыль
|
12,7
|
1,29
|
|
Mo
|
-
|
-
|
Потери металла со шлаком
|
4,6
|
0,46
|
|
Известь
|
15,0
|
1,52
|
|
|
|
|
Футеровка
|
12,3
|
1,25
|
|
|
|
|
Электроды
|
0,4
|
0,04
|
|
|
|
|
Воздух
|
41,5
|
4,20
|
|
|
|
|
Всего
|
987
|
100,00
|
Всего
|
987
|
100,00
|
|
Материальный баланс плавки
|
|
Поступило
|
кг
|
%
|
Получено
|
кг
|
%
|
|
ЛЛ 3Б-8
|
630,00
|
45,53
|
Металл
|
894,2
|
64,63
|
|
ЛУ 3А
|
50,00
|
3,61
|
Шлак
|
171,4
|
12,39
|
|
СкрЛ 25А
|
60,00
|
4,34
|
Газ
|
237,0
|
17,13
|
|
Материальный баланс плавки
|
|
ЛЧ 17-19А
|
120,00
|
8,67
|
Пыль
|
66,5
|
4,81
|
|
угл литье 35Л
|
40,00
|
2,89
|
Потери металла со шлаком
|
14,4
|
1,04
|
|
стр 15ХНМ
|
100,00
|
7,23
|
|
|
|
|
Известь
|
60,00
|
4,34
|
|
|
|
|
Магнезит
|
4,60
|
0,33
|
|
|
|
|
Футеровка
|
33,20
|
2,40
|
|
|
|
|
Электроды
|
4,00
|
0,29
|
|
|
|
|
Воздух
|
268,41
|
19,40
|
|
|
|
|
FeMn
|
5,15
|
0,37
|
|
|
|
|
FeSi
|
4,96
|
0,36
|
|
|
|
|
Ni
|
2,83
|
0,20
|
|
|
|
|
Mo
|
0,45
|
0,03
|
|
|
|
|
Всего
|
1 383,60
|
100,00
|
|
1 383,57
|
100,00
|
Приложение 2
Химический состав извести и элементов футеровки
|
SiO2
|
MgO
|
CaO
|
Al2O3
|
Cr2O3
|
Fe2O3
|
|
Известь
|
1,50
|
1,50
|
96,80
|
|
|
|
|
Магнезитохромитовый кирпич
|
6,00
|
66,00
|
2,00
|
4,00
|
12,00
|
10,00
|
|
Магнезитовый кирпич
|
3,00
|
90,00
|
2,60
|
2,40
|
|
1,20
|
|
Магнезит порошок
|
4,07
|
91,56
|
2,54
|
0,81
|
|
1,00
|
|
Магнезит
|
3,00
|
90,00
|
2,60
|
1,60
|
|
2,00
|
Приложение 3
Тепловой баланс периода расплавления печи
|
Статья прихода
|
ГДж
|
%
|
Статья расхода
|
ГДж
|
|
Тепло, вносимое шихтой
|
4,48
|
4,40
|
Физическое тепло:
|
|
|
|
Тепло экзотермических
реакций
|
23,16
|
22,70
|
стали
|
31,51
|
30,80
|
|
Тепло электрических дуг
|
72,88
|
71,30
|
стали, теряемое со шлаком
|
6,41
|
6,30
|
|
Тепло шлакообразования
|
1,68
|
1,70
|
шлака
|
7,23
|
7,07
|
|
|
|
Тепло, уносимое газами
|
10,30
|
10,08
|
|
|
|
Потери тепла в окружающую
среду
|
32,21
|
31,52
|
|
|
|
Потери тепла с водой
|
7,92
|
7,75
|
|
|
|
Потери тепла в период
межплавочного простоя
|
6,64
|
6,46
|
|
Статья прихода
|
ГДж
|
%
|
Статья расхода
|
ГДж
|
%
|
|
Итого:
|
92,757
|
100
|
Итого:
|
92,757
|
100
|