Проектування пункту технічного обслуговування вагонів на сортувальній станції
ВСТУП
Вагонному господарству відводиться важливе місце у
організації процесу перевезення. Це достатньо розвинута підгалузь залізничного
транспорту.
За останні роки :
різко скоротилися обсяги перевезення;
значно подорожчали ціни на рухомий склад, матеріали, запасні
час- тини, електроенергію та інші ресурси;
країна не надає фінансову допомогу та субсидування галузі для
підтримки та удосконалення її інфраструктури.
Як результат в цих умовах значно постарів рухомий склад,
ремонтні підприємства працюють в умовах дефіциту вказаних вище ресурсів, що
рано чи пізно вплине на безпеку руху.
В цих умовах основна надія покладається на досягнення науки.
Використання досягнень науки та техніки в розвитку
залізничного транспорту передбачає:
прискорення впровадження автоматизованих методів та засобів
контролю якості продукції, як складової частини технологічних процесів;
створення багатофункціональних машин та обладнання, пере-
налагоджуваного при зміні технологічних процесів виробів, які випускаються;
впровадження більш досконалих технологічних процесів ремонту
вагонів та вузлів;
забезпечення на заводах високої продуктивності праці за
рахунок впровадження поточно-конвеєрних ліній, механізації та автоматизації
виробничих процесів, встановлення нового більш досконалого обладнання;
- підвищення якості та надійності продукції при випуску, що
приведе до підвищення міжремонтних термінів пробігу вагонів.
В якості базового підприємства обрано Дарницький ВРД.
У дипломному проекті пропонується:
- замінити технологічне обладнання
візкового відділення на більш прогресивне;
впровадити потоково-конвейєрну лінію з ремонту візків;
- розробити технічне переоснащення візкового відділення із
наступним використанням нового обладнання.
Дипломний проект складається з пояснювальної записки та комплекту
креслень.
1. ПРОЕКТУВАННЯ ПУНКТУ ТЕХНІЧНОГО
ОБСЛУГОВУВАННЯ
ВАГОНІВ НА СОРТУВАЛЬНІЙ СТАНЦІЇ
вагон надресорний
сортувальний ремонт
1.1 Призначення і структура системи технічного
обслуговування та ремонту вагонів
Система технічного обслуговування і ремонту вагонів має
тісний взаємозв'язок у часі й у просторі з експлуатаційною роботою станції.
Тому розробка питань організації вагонного господарства
починається з аналізу вагонопотоків станції.
При цьому приділяється велика увага розміщенню всіх пристроїв
на території станції.
Пункти технічного обслуговування вагонів призначені для
перевірки справності, вагонів і
підготовки їх до перевезень. Відповідно до встановленого технологічного процесу
і графіку руху поїздів на ПТО контролюють технічний стан вагонів, виконують
поточний ремонт і випробування автоматичних гальм.
Для відновлення працездатності вагонного парку в процесі
експлуатації в пунктах масового навантаження, вивантаження і формування
порожніх поїздів створюються механізовані пункти поточного відчіпного ремонту
вантажних вагонів.
Створення і розвиток механізованих пунктів підготовки вагонів
(ППВ) до перевезень розглядаються як важливий крок у формуванні технічної бази
для обслуговування вагонів. Вагонні депо призначені для забезпечення технічного
обслуговування вантажних вагонів на заданих дільницях і виконання деповського
ремонту.
1.2 Розробка прогресивного
технологічного процесу ПТО
Внаслідок збільшення швидкості руху вантажних поїздів до 120
км/год, водіння здвоєних поїздів, підвищення вантажопідйомності вагонів,
впровадження засобів механізації вантажно-розвантажувальних операцій значно
зросли навантаження на вузли і деталі вагонів.
Аналіз роботи ПТО мережі залізниць показав, що в парку
відправлення, при існуючій типовій технології, затрачається близько 10 - 15
хвилин на повторний пошук несправностей вагонів і безпосередньо на ремонт і
випробування гальм тільки 15 - 20 хвилин. При діючому порядку технічного
обслуговування вагонів на сортувальних станціях має місце дублювання огляду, що
знижує продуктивність праці працівників ПТО, не забезпечує виконання повного
обсягу ремонтних робіт. Тому виконання більш трудомістких робіт з ремонту
рухомого складу передбачається не в парку відправлення, а на спеціалізованих
коліях сортувального парку, виділених для цієї мети й обладнаних відповідним
технологічним оснащенням.
Комплекс задач автоматизованої системи управління ПТО (АСУ
ПТО) як складова частина автоматизованої системи управління роботою
сортувальної станції (АСУ СС) у єдиному технологічному процесі її роботи.
Технологія АСУ ПТО розроблена з урахуванням виділення додатково двох шляхів
(тупиків) для нагромадження і ремонту вагонів поточним відчіпним ремонтом.
Пропонована технологія дозволяє організувати безвідчіпний
ремонт вагонів у парку відправлення і поточний відчіпний - на спеціалізованих
коліях сортувального парку по нарядах. Ця система створює умови для повного і
якісного усунення несправностей вагонів, забезпечення контролю за наявністю
запасу деталей, матеріалів і використанням робочої сили в змінах. Впровадження
АСУ дозволить робити аналіз зупинок поїздів за показниками приладів КТСМ-01Д.
На основі збору первинних даних ПТО представляється можливим
формувати інформаційний масив, що є базою для рішення задач по контролю за
якістю підготовки поїздів у рейс і надалі за технічним станом вагонів усієї
мережі залізниць.
Технологія АСУ ПТО повинна впроваджуватися при оснащенні
існуючих сортувальних станцій засобами обчислювальної техніки, а також при
розробці документації на будівництво нових і реконструкцію діючих сортувальних
станцій. Впровадження комплексної автоматизації і механізації виробничих
процесів на ПТО забезпечує підвищення якості технічного обслуговування вагонів,
подальше подовження гарантійних дільниць невпинного руху поїздів, а також підвищення
продуктивності і поліпшення умов праці.
До засобів автоматичного контролю технічного стану рухомого
складу на ходу поїзда відноситься апаратура виявлення перегрітих букс та
система комплексного контролю КТСМ-01Д.
Основне призначення засобів контролю полягає в підвищенні
безпеки руху поїздів завдяки своєчасному виявленню несправностей рухомого
складу. Поїзда, у яких за допомогою засобів контролю будуть виявлені несправні
вагони, зупиняються на станції, перед якою розташовані ці засоби, для огляду, усунення
чи несправностей відчеплення вагона.
Система КТСМ-01Д включає у свій поїзд базову підсистему для
виявлення перегрітих букс, підсистему для виявлення дефектів коліс по колу
катання, підсистему -для виявлення деталей, що волочаться.
Апаратура КТСМ-01Д призначається для безконтактного виявлення
на ходу поїзда перегрітих букс рухомого складу і видачі обслуговуючому
персоналу на станції інформації про наявність і розташування в поїзді вагонів з
такого виду несправностями.
Принцип дії апаратури КТСМ-01Д заснований на сприйнятті
чуттєвими елементами імпульсів інфрачервоного випромінювання від задніх, по
ходу руху поїзда, стінок корпусів букс, і додатково від маточини колеса з
наступним перетворенням цих імпульсів в електричні сигнали, виділенні сигналів
від перегрітих букс, реєстрації і передачі отриманої інформації.
Принцип дії системи КТСМ-01Д заснований на вимірі за
допомогою п'єзоелектричних датчиків прискорень рейки при ударі по ньому колеса
з дефектом по колу катання (повзун, навар, вищербини, нерівномірний прокат) і
виділенні за визначеними критеріями сигналу інформації у випадках, коли
динамічний вплив колеса на рейку перевищує задане граничне значення. Система
виробляє сигнал наявності у вагоні деталі, що волочиться, при механічному
зіткненні вузлів і деталей вагона, що виходять за межі нижнього обрису габариту
рухомого складу.
Апаратура КТСМ-01Д включає у свій поїзд перегінне і станційне
устаткування, зв'язані між собою кабельною лінією зв'язку. Перегінне
устаткування у свою чергу підрозділяється на напільне і постове, а станційне:
що реєструє і на те, яке сигналізує.
Напільне устаткування встановлюється безпосередньо на шляху і
призначено для зчитування інформації з рухомого складу. Сигнали від напільного
устаткування надходять по кабелю до постового устаткування.
Після обробки сигналів пристроями постового устаткування
інформація про стан букс вагонів передається до станційного устаткування і
реєструється цифродрукуючими пристроями. При цьому для апаратури КТСМ-01Д
установлюються порядкові номери вагонів (починаючи з голови поїзда) з
перегрітими буксами, сторона поїзду, загальна кількість вагонів у поїзді,
загальна кількість вагонів з перегрітими буксами, справність.
Система КТСМ-01Д забезпечує додатково вказівку порядкового
номера осі з перегрітою буксою у вагоні, ступені перегріву букси, часу контролю
поїзда, його порядкового номера.
У момент виявлення засобами контролю перегрітих букс,
дефектів коліс чи деталей, що волочаться, зі станційного устаткування
відповідні сигнали про це передаються на сигнальний світловий покажчик,
встановлюваний між перегінним устаткуванням і вхідним сигналом станції, а також
на устаткування, що сигналізує. Устаткування засобів, що сигналізує, контролю
видає звукові і світлові сигнали тривоги. При цьому в системі КТСМ-01Д передбачений
видача сигналу «Тривога1», виявленні перегрітих букс середнього ступеня
аварійності (температура букси незначно перевищує рівень настроювання) чи
несправних коліс по колу катання, і сигнал «Тривога2», при виявленні перегрітих
букс із високою температурою шийки чи осі деталі, що волочиться.
Особи, що знімають показання пристроїв засобів контролю,
повідомляють черговому по станції про наявність у поїзді несправних вагонів, що
прибуває, про вид несправностей, а оглядачам-ремонтникам - додатково про
кількість, розташування в поїзді таких вагонів.
1.3 Розрахунок вагонопотоку на сортувальній
станції
Обсяг роботи сортувальної станції характеризується добовим
вагонопотоком, що проходить через станцію. Він визначається за формулою
 ,
(1.1)
,
(1.1)
де k - число дільниць полігона, k=5;- розміри руху на i-тій дільниці;-
середня кількість вагонів у поїздах на i-тій дільниці.

Схема сортувальної станції - двостороння [дивись графічну частину аркуш 1.]
Загальний пробіг вагонів на полігоні [1,c.5]
 , (1.2)
, (1.2)
де Ai - довжина дільниці даного полігона.

 вагоно-км.
вагоно-км.
1.4 Розрахунок робочого і наявного парків вагонів
Робочий парк вагонів підраховується за формулою [1,c.5]
 ,
(1.3)
,
(1.3)
де  - кількість вагонів у русі;
- кількість вагонів у русі;
 -
кількість вагонів, які знаходяться на переробці на технічних станціях [2,c.6];
-
кількість вагонів, які знаходяться на переробці на технічних станціях [2,c.6];
 -
кількість вагонів, які знаходяться під вантажними операціями
-
кількість вагонів, які знаходяться під вантажними операціями
 вагонів. (1.4)
вагонів. (1.4)
 , (1.5)
, (1.5)
де  - число призначень поїздів за планом формування, =5 [2,c.6];
- число призначень поїздів за планом формування, =5 [2,c.6];
e - параметр нагромадження, е =7
[2,c.6];
р - число технічних станцій, р=К-1=5-1=4[2,c.6];- сумарне число вагонів
у поїздах усіх дільниць [1,c.6];
 ,
V=289. (1.6)
,
V=289. (1.6)
 (1.7)
(1.7)
де  - норма простою вагонів під однією вантажною
операцією,
- норма простою вагонів під однією вантажною
операцією,  =9ч.;
=9ч.;
 -
середньодобове вивантаження,
-
середньодобове вивантаження,  =55вагонів
[2,c.6];
=55вагонів
[2,c.6];
 -
середньодобове навантаження, У2=60вагонів [2,c.6];
-
середньодобове навантаження, У2=60вагонів [2,c.6];
 вагонів.
вагонів.
 вагонів.
вагонів.
 вагонів.
вагонів.
Загальний інвентарний парк вагонів розраховується за формулою:
 (1.8)
(1.8)
де  -
коефіцієнт, який враховує вагони, що знаходяться в неробочому парку,
-
коефіцієнт, який враховує вагони, що знаходяться в неробочому парку, [1,c.7]
[1,c.7]
 вагонів.
вагонів.
Інвентарний парк визначених вагонів розраховуємо за формулою
 (1.9)
(1.9)
де  - коефіцієнт, що враховує наявність у загальному
парку
- коефіцієнт, що враховує наявність у загальному
парку
 напіввагонів.
напіввагонів.
 вагонів.
вагонів.
Всі значення для розрахунку ПТО на ЕОМ відобразимо в таблиці 1.1
Таблиця 1.1- значення для розрахунку ПТО на ЕОМ
|
Фізичний параметр
|
Ім’я
|
|
Фізичний параметр
|
Ім’я
|
|
|
А
|
A
|
|
 P0,112 P0,112
|
|
|
|
В
|
B
|
|
Z1
|
Z1
|
|
|
С
|
C
|
|
Z2
|
Z2
|
20
|
|
K
|
K
|
|
Z3
|
Z3
|
180
|
|
Y1
|
Y1
|
55
|
F1
|
F1
|
0,1
|
|
N
|
N
|
|
L1
|
L1
|
|
|
M
|
M
|
|
L2
|
L2
|
|
|
V
|
V
|
|
R1
|
R1
|
|
|
U
|
U
|
|
R2
|
R2
|
|
|
Д
|
Д
|
|
T1
|
T1
|
15
|
|
 Q5T2T230 Q5T2T230
|
|
|
|
|
|
|
e
|
E
|
7
|
S1
|
S1
|
|
|
T
|
T
|
9
|
S2
|
S2
|
|
|
Z
|
Z
|
|
H1
|
H1
|
2,12
|
|
 W0,13H2H24 W0,13H2H24
|
|
|
|
|
|
1.5 Потреба вагонів у ремонті
Кількість вагонів, що підлягають капітальному ремонту
розраховується за формулою [1,c.7]:
 (1.10)
(1.10)
де  - коефіцієнт циклічності ремонту, зворотний
міжремонтному
- коефіцієнт циклічності ремонту, зворотний
міжремонтному
періоду в роках, F1=0,1;
 -
кількість нових вагонів, включених в інвентарний парк за
-
кількість нових вагонів, включених в інвентарний парк за
міжремонтний період,  =20;
=20;
 -
кількість вагонів, уперше підлягають капітальному ремонту в
-
кількість вагонів, уперше підлягають капітальному ремонту в
плановому році, =180.
 вагонів.
вагонів.
Кількість вагонів, що підлягають деповському ремонту розраховуємо за
формулою [1,c.7]
 (1.11)
(1.11)
де  - коефіцієнт враховуючий постачання нових вагонів, а
також наявність вагонів, що пройшли капітальний ремонт у попередні роки,
- коефіцієнт враховуючий постачання нових вагонів, а
також наявність вагонів, що пройшли капітальний ремонт у попередні роки,  =0,5
=0,5
 вагонів.
вагонів.
1.6 Робота сортувальної станції
Утримування вагонів у технічно справному стані є основою
всією експлуатаційною роботою вагонного господарства. Для цього на великих
сортувальних станціях організуються ПТО вагонів, на яких проводиться робота з
виявлення й усунення всіх несправностей на вагонах для забезпечення схоронності
вантажів і проходження вагонів без відчеплення до місця призначення.
Сортувальна станція складається з парку прибуття,
сортувального парку і парку відправлення.
На коліях парку прибуття проводиться технічний огляд вагонів
у поїздах, що прибувають для розформування. Пред'явлення поїздів до огляду
здійснюється оператором ПТО парку прибуття по парковому двосторонньому
радіозв'язку. Оглядачі, що оглядають поїзд сходу, при виявленні несправностей
чи їхніх ознак, за допомогою переносної радіостанції повідомляють про них оператору
парку, називаючи номер вагона. Оператор, по двосторонньому зв'язку, повідомляє
дані про отримані несправності оглядачам інших бригад для більш уважного огляду
несправних вагонів.
У процесі огляду оглядачі наносять на вагони у встановлених
місцях чіткі крейдові розмітки, відповідно до класифікатора несправностей, і по
переносній радіостанції повідомляють оператору дані відповідно до коду - номер
шляху, інвентарний номер вагона, сторону складу (права чи ліва), найменування
робіт і їхня кількість. Оператор одержав дані, готує дефектну відомість на
вагони, у яких виявлені несправності, і до розпуску складу з гірки по телетайпу
передає їх у вузловий обчислювальний центр.
На вагони потребуючі поточного відчіпного ремонту, наноситься
крейдова розмітка з указівкою номера шляху сортувального парку, куди повинні
надходити такі вагони. На вагони повинні виписуватися повідомлення форми ВУ -
23М. На кінцевому брусі, першого з
групи, вагона крейдою наноситься позначка про дату часу початку огляду, а на
брусі останнього вагона - дата і час закінчення огляду. На ушкоджені вагони, що
прибули з інших станцій і вимагають поточного відчіпного ремонту, оглядачі
виписують повідомлення форми ВУ - 23М і оформляють акти довільної форми. Ці
документи відправляються оператору ПТО.
При формуванні потягу, ЕОМ в автоматичному режимі вибирає з
інформаційної пам'яті вагони несправності, що мають, і по закінченню формування
складу, за 15 - 20 хвилин до його виставляння в парк відправлення, по телетайпу
видає наряд, на обсяг ремонтних робіт у робоче приміщення ремонтних груп парку
відправлення, а також оператору парку відправлення для планування роботи і контролю за обробкою
складу. В наряді вказується порядковий номер вагона в складі, його інвентарний
номер, код ремонтної групи, сторона вагона, з яким знаходиться ця несправність.
Час простою складу під технічним обслуговуванням - 15 хвилин.
У сортувальному парку оглядач проводить огляд вагонів і
оформлення ушкоджень у випадках їхнього виникнення в процесі розпуску із
сортувальної гірки. При виявленні несправностей, що вимагають відчеплення
вагона, і які усуваються без відчеплення від складу, оглядач за допомогою
переносної радіостанції повідомляє
оператору парку відправлення, називаючи номер шляху сортувального парку,
інвентарний номер вагона, код ремонтної роботи, сторону складу, обсяг
виконуваних робіт і орієнтоване місце розташування вагона в складі (хвіст,
голова, середина).
У парку, суміжно зі шляхами механізованого парку поточного
відчіпного ремонту, виділяються два шляхи для усунення несправностей вагонів, з оформленням і видачею на них
повідомлення ВУ - 23М. При розпуску складу з
гірки, вагони з розміткою несправностей, що вимагають відчіпного ремонту
направляються на один зі спеціалізованих шляхів ремонту вагонів, на другому
шляху в цей час виробляється ремонт раніше накопичених вагонів. Ремонт
виконується ремонтною бригадою за допомогою ремонтних установок і інших засобів
технічного оснащення.
Порядок заїзду гіркового локомотива на спеціалізований шлях,
і подачі на гірку для повторного розпуску відремонтованих вагонів, визначається
комплексним робочим технологічним процесом ПТО і ТРА станції.
Контроль технічного стану і ремонту вагонів у парку
відправлення здійснюється комплексними бригадами відповідно до типового
технологічного процесу. Ремонтні роботи в парку оправлення виконуються на
підставі наряду (дефектної відомості) станції, що надходить з обчислювального
центра, на телетайп, що знаходиться в робочому приміщенні ремонтних груп і
оператора цього парку.
При наявності інформації про ушкодження вагонів і про
несправності виявлених оглядачами при перебуванні складу в сортувальному парку,
оператор коректує наряд. Після одержання наряду, оператор переконується в
прийнятті його до виконання оглядачами. Бригада ремонтників приступає до
усунення зазначених в наряді несправностей заздалегідь підготувавши запасні
частини, механізми й інструменти. При наявності в складі чи його окремих групах
великого обсягу ремонту оператор, одержавши розпорядження старшого оглядача
(майстра), дає вказівку по двосторонньому радіозв'язку іншим ремонтним групам
про надання допомоги в ремонті цього складу.
Вагони, включені до складу без огляду в парку прибуття,
відчіплюються від складу по окремій вказівці чи оглядаються і ремонтуються у
встановленому порядку.
У парку відправлення проводиться контрольний огляд і повний
іспит гальм відповідно до вимог типового технологічного процесу технічного
обслуговування вантажних вагонів. Така технологія дозволяє скоротити час
перебування складів у сортувальному парку і парку відправлення.
1.6.1 Розрахунок робочої сили для парку прибуття
Кількість бригад парку прибуття розраховується за формулою [21c.8]
R=aп (1.12)
(1.12)
де aп- коефіцієнт, що враховує переробку (розбирання) вагонів,
приймаємо aп=0,8;= åBi -середньодобова кількість прибуваючих на станцію поїздів;
 -
тривалість обробки складу в парку прибуття,
-
тривалість обробки складу в парку прибуття,  =15 хв і
в парку відправлення
=15 хв і
в парку відправлення  =30 хв;
=30 хв;
Т
-тривалість робочих змін на ПТО, Т=12 60=720
хв.
60=720
хв.
Тоді:
 (1.13)
(1.13)
 вагонів.
вагонів.
 .
.
Приймаємо дві бригади.
Явочна кількість працівників однієї бригади парку прибуття
розраховується за формулою [1,c.8]
 (1.14)
(1.14)
де 1,14 - коефіцієнт, що враховує непродуктивні переходи бригад;
Н1 - трудомісткість технічного обслуговування одного вагона в парку
прибуття, Н1=2,12 чол-хв.
 чоловік.
чоловік.
Приймаємо 10 чоловік.
1.6.2 Розрахунок робочої сили для парку відправлення
Число комплексних бригад парку відправлення визначається за
формулою [1,c.8]
 (1.15)
(1.15)
де Т2 - тривалість обробки потягу в парку відправлення, Т2=30
хв;
 -
середньодобова кількість прибуваючих на станцію поїздів =169.
-
середньодобова кількість прибуваючих на станцію поїздів =169.
 .
.
Приймаємо 4 бригади.
Явочна кількість працівників однієї бригади парку відправлення
розраховується за формулою [1,c.8]
 , (1.16)
, (1.16)
де  - трудомісткість технічного обслуговування одного
вагона в парку відправлення,
- трудомісткість технічного обслуговування одного
вагона в парку відправлення,  =4
чол-хв [1,с.9];
=4
чол-хв [1,с.9];
 чоловік.
чоловік.
Приймаємо 9 чоловік.
Зводимо загальну кількість робітників ПТО в таблицю 1.2
Таблиця 1.2 - Загальна кількість робітників ПТО.
|
Кількість
|
Парк прибуття
|
Парк відправлення
|
Усього
|
|
Бригади
|
2
|
4
|
6
|
|
працівники
|
10
|
9
|
19
|
1.7 Розрахунок потреби в стиснутому повітрі і
розрахунок повітропроводу
Продуктивність компресорної установки для забезпечення
стисненим повітрям поїзду при одночасному іспиті гальм, визначаємо в такій
послідовності [1,с.9 -
11]
Розраховується витрата повітря, м3, на нагромадження
гальмової мережі усіх вагонів одного випробовуваного складу за формулою [1,с.10]:
 , (1.17)
, (1.17)
де  загальний обсяг гальмової мережі вантажного поїзду,
м3 ,
загальний обсяг гальмової мережі вантажного поїзду,
м3 ,  ,
,
 -
середній обсяг гальмової мережі чотиривісного вантажного вагона,
-
середній обсяг гальмової мережі чотиривісного вантажного вагона,
=0,106м3;
 -
найбільша кількість вагонів у поїзді,
-
найбільша кількість вагонів у поїзді,  =61
вагонів;
=61
вагонів;
 -
зарядний тиск,
-
зарядний тиск,  =0,55 МПа;
=0,55 МПа;
 -
атмосферний тиск,
-
атмосферний тиск, =0,1 МПа.
=0,1 МПа.
 .
.
Визначаємо витрати повітря, м3, на нагромадження в гальмовій магістралі
вантажного поїзду в період зарядки й іспиту гальм за формулою:
 (1.18)
(1.18)
де  - середній темп падіння тиску повітря в магістралі
потягу через витоки,
- середній темп падіння тиску повітря в магістралі
потягу через витоки,  МПа/хв;
МПа/хв;
 -
час зарядки й іспиту гальм, =15
хв.
-
час зарядки й іспиту гальм, =15
хв.
 .
.
Обчислюємо обсяг повітря, м3, на випробування гальмів складу:
 , (1.19)
, (1.19)
де  - тиск у гальмовій магістралі загальмованого рухомого
складу,
- тиск у гальмовій магістралі загальмованого рухомого
складу,
=0,37МПа.
 .
.
Установлюємо витрату повітря, м3, на один випробовуваний склад за
формулою:
 , (1.20)
, (1.20)
 .
.
Визначаємо обсяг додаткових повітрозбірників для випробування гальм
одного рухомого складу з умови, що при виключеному компресорі можна зробити
зарядку й випробування гальм складу за рахунок зниження тиску в
повітрозбірниках із  МПа до
МПа до МПа.
МПа.
Цю умову можна виразити рівнянням [1,с.10]:
 , (1.21)
, (1.21)
де  обсяг додаткових повітрозбірників, м3;
обсяг додаткових повітрозбірників, м3;
 -
граничний тиск у мережі і повітрозбірників,
-
граничний тиск у мережі і повітрозбірників,  МПа;
МПа;
 зниження
тиску в стаціонарному трубопроводі в результаті витоків через його не
щільності,
зниження
тиску в стаціонарному трубопроводі в результаті витоків через його не
щільності,  МПа.
МПа.
З рівності обсяг додаткових повітрозбірників буде дорівнювати:
 , (1.22)
, (1.22)
 .
.
Визначаємо витрати повітря на наповнення витоків у стаціонарному
трубопроводі в період іспиту гальм одного складу за формулою:
 , (1.23)
, (1.23)
 .
.
Загальна витрата повітря на випробування гальм одного рухомого складу з
урахуванням витоків у стаціонарному трубопроводі визначається за
формулою:
 (1.24)
(1.24)
 .
.
Продуктивність компресорної установки для забезпечення стисненим
повітрям одночасного іспиту гальм заданої кількості поїздів визначається за
формулою:
 , (1.25)
, (1.25)
де 1,12 - коефіцієнт, що враховує витрата повітря на нестатки
контрольного пункту автогальм;
 кількість
одночасно випробовуваних складів,
кількість
одночасно випробовуваних складів,  ;
;
 об'ємний
коефіцієнт корисної дії компресора,
об'ємний
коефіцієнт корисної дії компресора,  .
.
 .
.
1.8 Заходи щодо охорони праці на ПТО
Для прискорення процесу обробки і підвищення якості
підготовки поїздів у рейс повинні строго дотримуватися технологічні процеси,
правила техніки безпеки і виробничої санітарії, за виконання яких несуть відповідальність
начальники і головні інженери депо, начальники ПТО, майстри і старші оглядачі.
Місцеві інструкції з охорони праці затверджує начальник
відділу залізниці, і вони вивішуються на робочих місцях.
Колії на яких ремонтуються вагони повинні бути обгороджені
сигналами зупинки, що виключають заїзд локомотивів. Розташовані на міжпуттях
парку стелажі, воздухорозбірні, змазкорозбірні і водорозбірні колонки не
повинні заважати проїзду ремонтних установок і транспортних засобів.
Стовпчика монтують у приямках із кришками, що закриваються,
нижче рівня асфальтної доріжки. Стелажі обладнаються дверцятами, що
розсовуються, і встановлюються на міжпуттях.
Забороняється оглядати і ремонтувати вагони на шляхах де
проводяться маневри, а також перенесення
деталей і інших предметів через шляхи під вагонами. Колії, на яких знаходяться
вагони, пред'явлені до огляду, відгороджуються оператором пункту при наявності
пристроїв централізованого огородження поїздів чи переносними червоними
сигналами, що встановлюються на осі шляху на відстані 50 метрів від крайнього
вагона.
Постановка і зняття переносних сигналів огородження чи
повідомлення оператора про зняття сигналу централізованого огородження можуть
бути зроблені тільки особами, на яких ці обов'язки покладені керівником зміни.
У процесі огляду і ремонту не можна пересувати вагони, а
також причіпляти до них інші вагони гони і локомотиви.
Висновки
Добовий вагонопотік на сортувальній станції М=11576 вагонів.
Схема сортувальної станції - двостороння, загальний пробіг вагонів на полігоні
4622220 вагоно-км. Робочий парк вагонів D=12293 вагонів. Загальний інвентарний
парк вагонів Z=13891, інвентарний парк
напіввагонів Zн=6390вагонів. Кількість
вагонів що підлягають деповському ремонту Lн=5165. Кількість бригад парку
прибуття 2 бригади. Число комплексних бригад парку відправлення 4 бригади.
Загальна кількість робітників ПТО 56 чоловік.
2. ВАГОННЕ ДЕПО
2.1 Призначення та спеціалізація проектуємого депо
Проектоване вагонне депо призначено для забезпечення
технічного обслуговування вантажних вагонів на заданих ділянках і виконання
деповського ремонту 4-х вісних напіввагонів.
Вагонне депо є основним госпрозрахунковим підприємством
вагонного господарства. Воно повинне забезпечувати випуск відремонтованих
вагонів високої якості, відповідності з вимогами стандартів, правил, посібника
з ремонту, інструктажів, технічних указівок, чи креслень нормативів.
Передбачаємо, що проектоване депо буде спеціалізуватися на
ремонті 4-х вісних напіввагонів і буде розташовано на сортувальній станції.
2.2 Основи організаційно-технологічного задуму
підприємства
В основу організаційно-технічного задуму закладений потоковий
метод виробництва. При цьому методі враховані сучасні вимоги до організації
потоково-конвеєрної лінії ПКЛ і технології виконання робіт, а також до
застосовуваного устаткування. При потоковому методі виробництва виключається
простій вагонів. Під кожну операцію виділяється визначена кількість часу.
Визначається такт і ритм потокової лінії. Після закінчення часу роботи на одній
позиції, вагони переміщаються на наступну ремонтну позицію. Технологічний задум
викладений у таблиці 2.3
Таблиця 2.3-Технологічний задум
|
Найменування етапів послідовності ремонтів
|
Існуюча технологія на базовому підприємстві
|
Утримування нового технологічного задуму
|
Примітка
|
|
1 Добірка груп вагонів як добове завдання по обсягу
ремонту.
|
Подача вагонів зі станції примикання на шляху
нагромадження маневровим локомотивом станції. Щодобова добірка старшим
майстром із усього масиву вагонів добової норми і видача завдання старшому-складачу
на маневрові роботи. Маневри провадяться локомотивом депо з постановкою
вагонів на ремонтні стійла. Групування вагонів по трудомісткості не потрібно
|
Подача вагонів зі станції примикання на спеціально
виділені шляхи нагромадження маневровим локомотивом станції. Вагони з
підвищеним обсягом ремонту подаються на зрівняльну позицію. Маневри роблять
локомотивом депо. Проводиться підбір вагонів по однаковій трудомісткості
попарно
|
Підбір вагонів попарно по однаковій трудомісткості
проводиться за допомогою ЕОМ
|
|
2 Очищення вагонів від залишків вантажів.
|
Провадиться засобами станції
|
Очищення провадиться вакуумною установкою ПКБ - ЦВ
|
|
|
3 Обмивка вагонів
|
Провадиться вручну теплою водою. Регенерація миючого
засобу (розчину) не провадиться
|
Робити обмивку вагонів за допомогою спеціальної
мийної машини з застосуванням миючих засобів (розчинів) і їхньої регенерації.
Видалення продуктів обмивки механізовано. Подача вагонів на обмивку
провадиться за допомогою конвеєра
|
Тип установки ММД
|
|
4 Попередній (зрівняльний) ремонт особливо
ушкоджених вагонів до середньої трудомісткості.
|
На базовому підприємстві не провадиться
|
Зрівняльний ремонт передбачається здійснювати на
окремій позиції поза головним конвеєром. Приймання виконаних робіт робить
старший майстер
|
На окремому стійлі в цеху поточного ремонту вагонів.
|
|
5 Розбирання вагона. Перевірка і приймання якості
виконаних робіт.
|
Розбирання вагонів провадиться на кожнім ремонтному
стійлі в наступному порядку: а)зйомка автозчеплення і фрикційного апарата;
б)розбирання автогальмового устаткування. Піднімання вагона і викочування
візків виконується вручну за допомогою стаціонарних домкратів
вантажопідйомністю - 10т. Транспортування деталей і вузлів у заготівельному
відділенні здійснюються за допомогою електрокарів, із застосуванням ручного
завантаження і вивантаження
|
Передбачає розбирання вагона на окремій позиції
вагоноскладальної дільниці. Для виконання робіт з розбирання передбачається
вагоноремонтна машина. Транспортування знятих з вагона деталей буде
провадиться транспортером. Перевірка і контроль якості розбирання вагонів у
проектованому депо передбачається впровадженням у системи управління якістю
продукції, що випускається
|
Тип машини УСПМ - 2.
|
|
|
|
|
|
6 Основний ремонт і зборка вагонів.
|
Стаціонарний метод. Транспортування знятих з вагона
вузлів і деталей провадяться краном і електрокарами
|
Передбачаємо потоковий метод ремонту з заміною
несправних деталей і вузлів заздалегідь відремонтованими чи новими
|
|
|
7 Ремонт відповідальних і спеціальних вузлів.
|
Зняття з вагона автозчеплення, деталей
автогальмового устаткування ремонтується в цехах. Ремонт автозчеплень у
відділенні ремонту автозчеплень, ремонт візків у візковому відділенні
|
Передбачаємо поточно-конвеєрну лінію для ремонту
візків
|
|
|
8 Фарбування і сушіння, нанесення трафаретів.
|
Фарбування вагонів провадиться за допомогою ОКУ - 3;
сушіння не провадиться, нанесення трафаретів вручну - пульверизатором
|
Передбачаємо для повного фарбування кузова машину
ОКУ - 3. Сушіння провадиться довільно, на відкритому повітрі
|
|
|
9 Приймання вагонів.
|
Приймає приймальник
|
|
|
.3 Структура та система управління депо
Очолює вагонне депо начальник депо. Він керує всією роботою
підприємства як безпосередньо, так і через своїх заступників. Начальник депо
несе відповідальність за виконання задач передбачених “Положенням про вагонні
депо”, законодавства, наказів і розпоряджень Укрзалізниці, керує
виробничо-господарською діяльністю підприємства.
Головний інженер депо є першим заступником начальника. Він
забезпечує, організовує розробку і впровадження нової техніки і прогресивної
технології, механізації й автоматизації виробничих процесів, забезпечує
виконання правил техніки безпеки і промислової санітарії на усіх виробничих
ділянках депо.
Заступник начальника з ремонту здійснює через начальників і
майстрів цехів і відділень керівництво роботою підрозділів, що виконують ремонт
вагонів, ремонт і виготовлення вузлів і деталей.
Заступник начальника з експлуатації керує роботами,
зв'язаними з експлуатаційною діяльністю вагонного депо. Він керує роботою ПТО,
і іншими підрозділами.
Виробничо-технічний відділ депо здійснює технічне керівництво
ділянками і відділеннями депо, погоджує і координує роботу, розробляє технічні
й організаційні заходи щодо впровадження нової техніки.
Відділ кадрів завідує підбором, оформленням прийому і
звільнення працівників, організовує
контроль за веденням табельного обліку в цехах депо.
Бухгалтерія організовує і веде бухгалтерський облік в депо,
здійснює контроль за витратою матеріальних ресурсів і дотриманням фінансової
дисципліни, складає бухгалтерські звіти і баланси, робить інвентаризацію
основних і оборотних коштів депо і веде їхній облік.
Диспетчерський апарат депо здійснює оперативний контроль за
виконанням змінних і добових завдань з ремонту вагонів, з ремонту і
виготовленню запасних частин, ремонту устаткування, постачанню цехів і ділянок
матеріалами і запасними частинами.
2.4 Генеральний план депо
На підставі розробленого технологічного задуму і структури
сортувальної станції розробляємо генеральний план вагонного депо [дивись графічну частину аркуш 3]. Основні ремонтні заготівельні
дільниці і відділення розташовані в одному корпусі. Окремо від основного
корпуса розташовані котельня, трансформаторна підстанція, компресорна, склад
газових балонів, адміністративний корпус, склад паливно-мастильних матеріалів
(ПММ), гараж для автомобілів і мотовоза, матеріальний склад, медпункт і
їдальня. Передбачено площадку очищення й обмивки вагонів.
Основні показники генплану (на основі базового депо):
площа території, виділена огородженням;
сумарна площа забудови;
коефіцієнт забудови;
довжина залізничних колій, м;
площа, зайнята залізничними коліями, м2;
довжина доріг для безрейкового транспорту;
площа зайнята дорогами для безрейкового транспорту, м2;
сумарна площа, займана площадками з навісами, площадками, які
мають тверде покриття, і площадки обладнаними кранами, м2;
загальна площа зайнята під забудовою і під іншими
спорудженнями, м2;
коефіцієнт використання території.
2.5 Режим роботи депо та фонди робочого часу
Режим роботи і фонди робочого часу відділень, устаткування і
робітників визначається за наступними формулами.
Річний фонд часу явочного робітника з нормальною тривалістю
робочого дня
розраховуємо за формулою [2,с.3]
 (2.26)
(2.26)
де число календарних днів у році,
число календарних днів у році, 
 число
неробочих днів у році,
число
неробочих днів у році,  ;
;
 8,0
годин - нормована тривалість робочого дня (відповідно до базового
підприємства);
8,0
годин - нормована тривалість робочого дня (відповідно до базового
підприємства);
 кількість
днів у році зі скороченим на 1ч робочим днем,
кількість
днів у році зі скороченим на 1ч робочим днем,  ;
;
 година-
величина скорочення часу робочого дня.
година-
величина скорочення часу робочого дня.
 години.
години.
Річний фонд часу роботи дільниці визначається за
формулою
 (2.27)
(2.27)
де  змінність роботи дільниці.
змінність роботи дільниці.
 годин.
годин.
Дійсний річний фонд часу роботи устаткування
 (2.28)
(2.28)
де  % - коефіцієнт, що враховує втрати часу на ремонт
устаткування.
% - коефіцієнт, що враховує втрати часу на ремонт
устаткування.
 годин.
годин.
2.6 Вагоноскладальна дільниця
У вагоноскладальній дільниці виконуються розбірні, ремонтні,
складальні і малярські роботи на вагонах. Усі роботи виконуються на відповідних
позиціях головного конвеєра. Вагоноскладальна дільниця проектованого депо спеціалізується на
ремонті чотиривісних напіввагонів.
Піднімання кузова ремонтуємих вагонів провадяться за
допомогою стаціонарних електродомкратів. Викочування з під кузовів і
підкочування під них візків провадяться за допомогою спеціальних відкаточних
станцій з наступним перекочуванням їх у візкову дільницю. Для пересування
вагона по позиціях застосовується конвеєр з автоматичним керуванням. Ремонтні
позиції оснащені машинами портального типу УСПМ - 2 для виправлення
деформованих металевих елементів рами і каркаса кузова, фарбувальною установкою
ОКУ - 3 для фарбування вагонів.
У даному проекті, виходячи з трудоємкості слюсарних робіт по
ремонту візків, використовуємо потоково-конвеєрну форму ремонту візків, тому що
кількість працюючих в зміні (чотири і більше) дозволяє організувати дві або
більше позицій потокової лінії і забезпечити повне завантаження обладнання.
Для переміщення напіввагонів з позиції на позицію в проектованій
вагоноскладальній дільниці передбачається впровадити головний конвеєр
транспортуючого типу з тяговою станцією, станцією зворотного ходу і з
автоматичними штовхальниками, що при переміщенні вагонів будуть взаємодіяти із
середніми частинами осей колісних пар.
Головний
конвеєр виконаний [дивись графічну частину аркуш 5].
Конвеєр є головним засобом переміщення вагонів що ремонтуються
по позиціям. Конвеєр обладнаний приводною станцією, лебідкою з тяговим
зусиллям, приводною станцією зворотного ходу. Приводна станція змонтована в
бетонованих котлованах і розміщені біля залізничних колій конвеєра.
Приводна станція робочої частини конвеєра забезпечую
переміщення вагонів по позиціям потоку.
Приводна станція зворотного ходу призначена для повернення
тягової конструкції конвеєра в початкове положення. Тяговий пристрій конвеєра
розташований в направляючих швелерах, які утворюють напівзакритий короб, та
закріплений на опорах між рейковими нитями залізничного шляху. Він призначений
для захвату та переміщення вагонів конвеєра. Система управління головним
конвеєром автоматична. Вся апаратура та управління конвеєром розміщується в
зоні гарного огляду механізованих ліній.
2.6.1 Потоково-конвеєрна лінія ремонту 4-х вісних
напіввагонів
Для переміщення вагонів з позиції на позицію в моєму проекті
вагоноскладальної дільниці передбачається впровадити головний конвеєр
транспортуючого типу з тяговою станцією, станцією зворотного ходу і з
автоматичними штовхальниками які при переміщенні вагонів будуть взаємодіяти із
середніми частинами осей колісних пар.
За головним конвеєром буде спостерігати оператор, усі позиції
головного конвеєра обладнані спеціальними пристроями які доповідають оператору
про закінчення роботи на даній позиції. Після прийнятої всієї інформації про
готовність позиції до руху конвеєра, останній буде виконувати пересування
автоматично.
2.6.2 Мережевий графік технології та
організації ремонту напіввагонів на потоці
Мережевий графік являє собою графічне зображення
послідовності виконання комплексу робіт на потоковій лінії головного конвеєра.
Він показує взаємозв'язок усіх процесів і операцій у їхній технологічній
послідовності і дає можливість визначити оптимальну тривалість ремонту вагона.
Мережевий графік розроблений на весь процес ремонту вагонів
від початку і до кінця з ув'язуванням усіх ділянок і відділень (дивись гравічну
частину аркуш 6).
Середня тривалість деповського ремонту одного напіввагона:
tкр=8 годин.
2.6.3 Розрахунок параметрів потокових ліній
Розрахунок проводимо згідно [2,с.18-20]. Визначаємо ритм
потокової лінії, хв., за формулою [2,с.10]: Дійсний ритм потокової лінії
визначається з урахуванням втрат фонду часу на обслуговуваний робочих місць  , на ремонт обладнання
, на ремонт обладнання  і
на регламентовані перериви
і
на регламентовані перериви  .
Всі ці витрати враховують коефіцієнтом
.
Всі ці витрати враховують коефіцієнтом  .
.
 (2.29)
(2.29)
 ,
,
 ,
,
 год.
год.
Визначимо розрахунковий темп потокової лінії:
 (2.30)
(2.30)
 виріб/год.
виріб/год.
Кількість потоково-конвеєрних ліній визначаємо за формулою:
 , (2.31)
, (2.31)
 .
.
Одержане число округляємо до цілого, приймаємо  = 3 лінії.
= 3 лінії.
Визначаємо такт потокової лінії, хв., за формулою [3,с.10]
 , (2.32)
, (2.32)
де  річний фонд часу роботи потокової лінії, ч;
річний фонд часу роботи потокової лінії, ч;
 коефіцієнт,
що враховує втрати робочого часу на обслуговування робочих місць і ремонт
устаткування,
коефіцієнт,
що враховує втрати робочого часу на обслуговування робочих місць і ремонт
устаткування, ;
;
 річна
програма потокової лінії,
річна
програма потокової лінії,
 ваг,
ваг,
 хв.
хв.
Такт потокової лінії повинний бути залежний від тривалості робочої
зміни таким чином, щоб тривалість робочої зміни була величиною кратною такту,
тобто дотримувалася умова:
 , (2.33)
, (2.33)
де  тривалість робочої зміни;
тривалість робочої зміни;
 знак
цілого числа.
знак
цілого числа.

У тому випадку, якщо отримана величина такту не задовольняє вимогам
кратності, вона коректується і приймається найбільш близької до розрахункового,
але задовольняючої вимогам кратності. Після вибору величини такту коректується
і план ремонту дільниці, що визначається за формулою:
 , (2.34)
, (2.34)
де  -кількість потокових ліній на дільниці.
-кількість потокових ліній на дільниці.
 ваг.
ваг.
Число позицій потокової лінії визначається за формулою:
 , (2.35)
, (2.35)
де  норма перебування виробу в ремонті,
норма перебування виробу в ремонті,  годин. (відповідно до мережного графіка).
годин. (відповідно до мережного графіка).
 .
.
Приймаємо 5 - позицій.
Далі визначаються інші параметри потокових ліній за формулами
цикл потокової лінії, хв,
 , (2.36)
, (2.36)
 хв.
хв.
Ритм потокової лінії, виробів/рік,
 (2.37)
(2.37)
 виробу/год.
виробу/год.
Продуктивність однієї позиції в рік,
 , (2.38)
, (2.38)
 ваг.
ваг.
Фронт роботи дільниці,
 , (2.39)
, (2.39)
 ваг.
ваг.
2.6.4 Конструкторська компоновка ПКЛ
На підставі технологічного планування розробляємо конструкторське
компонування головного конвеєра. Конструкторське компонування розробляється на
підставі наступних розмірів: довжина вагона складає 13,9 метрів; відстань від внутрішньої стіни будинку до першого вагона - 2
метри;
відстань між вагонами на позиції для викочування візків - 6
метрів; транспортний проїзд - 6 метрів; відстань від вагонів до стінок
малярського відділення - 3,8 метри; відстань від осей конвеєра до стін ділянки
- 5 метрів; відстань від вагона до переїзду приймаємо 3 метри.
У зв'язку з різними інтервалами між позиціями і різними
довжинами позицій, розробляємо спеціальну конструкцію тягового конвеєра,
штовхальники якого розташовані на різних відстанях один від одного. Тягову
станцію конвеєра розміщають поза приміщенням ділянки. Тягова станція обладнана
кулачковою муфтою, що керується електрощитом. При переміщенні вагонів з позиції
на позицію ця муфта забезпечує з'єднання вала редуктора з валом барабана. При
зворотному ході конвеєра вона повинна відключатися. Керування муфтою
забезпечується кінцевими вимикачами, на які впливає тягова конструкція
конвеєра. Барабан тягової станції обладнаний стрічковим гальмом, що утримує
барабан від довільного обертання під час зворотного ходу тягового конвеєра. На
підставі конструкторського компонування визначаємо:
А) довжина тягової конструкції - 150000 мм.
Б) довжина робочого ходу конвеєра - 48000 мм.
На підставі ГОСТ 3241 - 80 діаметр троса для тягової станції,
 мм.
мм.
Визначаємо діаметр барабана тягової станції.
Діаметр барабана повинний бути рівним або не менш 20 діаметрів
троса:
 мм.
мм.
Кількість витків тертя приймаємо рівне,  .
.
Відстань на барабані для закріплення троса приймаємо,  мм.
мм.
Довжину барабана визначаємо за формулою [4,с.152]:
 (2.40)
(2.40)
де  крок намотування троса. Приймаємо
крок намотування троса. Приймаємо  ;
;
 мм.
мм.
 мм.
мм.
Визначаємо відстань між торцем тягової конструкції і віссю приводної
станції:
 (2.41)
(2.41)
 мм.
мм.
Для станції зворотного ходу приймаємо трос діаметром 13 мм.
Визначаємо діаметр барабана станції зворотного ходу:
 мм.
мм.
Кількість витків тертя приймаємо,  витка.
витка.
Відстань на барабані для закріплення троса приймаємо,  мм.
мм.
Крок намотування троса приймаємо:

 мм.
мм.
Визначаємо довжину барабана станції зворотного ходу за формулою:
 мм.
мм.
Визначаємо мінімальну відстань між торцем тягової конструкції і віссю
барабана станції зворотного ходу:
 мм.
мм.
Визначаємо загальну довжину конвеєра:

 мм.
мм.
Визначаємо потужність електродвигуна тягової станції конвеєра за
формулою:
 ,
,
де  стискальне зусилля:
стискальне зусилля:  ,
,
 стискальне
зусилля на один вагон,
стискальне
зусилля на один вагон,  Н;
Н;
 кількість
переміщуваних конвеєром вагонів,
кількість
переміщуваних конвеєром вагонів,  ваг.
ваг.
 Н,
Н,
 швидкість
пересування конвеєра,
швидкість
пересування конвеєра,  м/хв;
м/хв;
 ККД
передачі,
ККД
передачі,  .
.
 Вт=5,7 кВт.
Вт=5,7 кВт.
Відповідно з ГОСТ-3062-80 приймаємо електродвигун типу 4А-180М12/8/6/4У3
із частотою обертання 1000 об/хв.
Визначаємо швидкість обертання барабана тягової станції:

 об./хв.
об./хв.
Визначаємо загальне передаточне число приводу тягової станції:

 .
.
Вибираємо редуктор типу Ц2У-160, ГОСТ - 20758 - 88 з передаточним
числом  .
.
Тоді передаточне число відкритої передачі буде дорівнює

Визначаємо потужність електродвигуна станції зворотного ходу за
формулою:
Де  стискальне зусилля, приймаємо для станції зворотного
ходу в десять разів менше, ніж для тягової станції,
стискальне зусилля, приймаємо для станції зворотного
ходу в десять разів менше, ніж для тягової станції,  Н;
Н;
 швидкість
руху конвеєра при зворотному ході, приймаємо
швидкість
руху конвеєра при зворотному ході, приймаємо  м/хв.
м/хв.
 Вт=1,47кВт.
Вт=1,47кВт.
Приймаємо електродвигун для станції зворотного ходу типу 4А112МВ8/6/4У3
з частотою обертання 1000 об/хв.
Визначаємо швидкість обертання барабана станції зворотного ходу за
формулою:

 об./хв.
об./хв.
Визначаємо загальне передаточне число приводу станції зворотного ходу
за формулою:

 .
.
Приймаємо редуктор типу Ц3У - 200 за ГОСТ - 20758 - 88 з передаточним
числом  , тоді передаточне число відкритої передачі буде
дорівнює за формулою:
, тоді передаточне число відкритої передачі буде
дорівнює за формулою:
 ,
,
2.6.5 Розрахунок основних розмірних параметрів
вагоноскладальної дільниці
Для більшості дільниць і відділень депо основні розміри
(довжина, ширина, висота) є уніфікованими і приймаються по нормах
технологічного проектування вагонних депо. Основні розміри вагоноскладальної
дільниці залежать від обсягу й організації виробництва, тому їх розраховують
окремо для кожного конкретного випадку.
Довжина вагоноскладальної дільниці, м, при потоковому методі
ремонту вагонів визначається за формулою [4,c.124]:

де  відстань від крайньої позиції до торцевої стіни
дільниці,
відстань від крайньої позиції до торцевої стіни
дільниці, м;
м;
 довжина
ремонтної позиції,
довжина
ремонтної позиції,  м;
м;
 ширина
транспортного проїзду усередині дільниці,
ширина
транспортного проїзду усередині дільниці,  м;
м;
 відстань
між ремонтними позиціями для викочування чи підкочування візків,
відстань
між ремонтними позиціями для викочування чи підкочування візків,  м.
м.
 м.
м.
При проектуванні вагоноскладальної дільниці повинні дотримуватися
будівельні вимоги, тому отриману довжину необхідно скорегувати, з метою
дотримання кратності будівельному кроку, тобто 12. Тому довжину дільниці
приймаємо 96м.
Ширина вагоноскладальної дільниці визначається за формулою [4,c.124]:

де  відстань від осей крайніх шляхів до подовжніх стін
будинку,
відстань від осей крайніх шляхів до подовжніх стін
будинку,  м;
м;
 -
кількість шляхів усередині вагоноскладальної дільниці;
-
кількість шляхів усередині вагоноскладальної дільниці;
 відстань
між осями суміжних шляхів на вагоноскладальній дільниці,
відстань
між осями суміжних шляхів на вагоноскладальній дільниці,  м.
м.
 м.
м.
Ширина вагоноскладальної дільниці з урахуванням будівельного кроку
повинна бути кратна 12, тому довжину дільниці приймаємо 24 м.
Висота вагоноскладальної дільниці приймається рівної: до верха
підкранової рейки - 8,6 м; до низу конструкції перекриття - 10,8 м.
2.6.6 Розрахунок робочої сили вагоноскладальної
дільниці
Розрахунок робочої сили основних виробничих робітників будемо
робити виходячи з програми деповського ремонту.
Явочна кількість робітників визначаємо за формулою [4,c.125]

де  програма ремонту напіввагонів,
програма ремонту напіввагонів,  ваг;
ваг;
 середня
трудомісткість ремонту напіввагона
середня
трудомісткість ремонту напіввагона чол-год;
чол-год;  річний фонд часу,
річний фонд часу,  год;
год;
 коефіцієнт
росту продуктивності праці.
коефіцієнт
росту продуктивності праці.
 чол.
чол.
Приймаємо 75 чоловік.
Облікова кількість основних виробничих робітників визначаємо за
формулою [4,c.126]:

де  коефіцієнт примари явочної чисельності робітників що
враховує не вихід на роботу з поважної причини, приймаємо
коефіцієнт примари явочної чисельності робітників що
враховує не вихід на роботу з поважної причини, приймаємо  (за базовим депо).
(за базовим депо).
 чол.
чол.
Приймаємо 87 чоловік.
Таблиця 2.4- Штатна відомість ВСД
|
ПРОФЕСІЯ
|
КІЛЬКІСТЬ
|
|
1 Старший майстер
|
1
|
|
2 Майстер
|
1
|
|
3 Бригадир
|
2
|
|
4 Оператор
|
1
|
|
5 Машиніст крана
|
2
|
|
6 Столяр
|
7
|
|
7 Електрозварювач
|
7
|
|
8 Газорізчик
|
5
|
|
9 Слюсар
|
7
|
|
10 Слюсар автоматник
|
4
|
|
11 Маляр
|
3
|
|
12 Підсобний робітник
|
2
|
|
13 Прибиральниця
|
1
|
|
РАЗОМ
|
43
|
Технічна оснащеність вагоноскладальної дільниці містить у
собі устаткування, необхідне для подачі вагонів у дільницю, переміщення вагонів
у процесі ремонту, викочування візків, піднімання вагона, зняття і постановку
автозчеплення, транспортування устаткування і запасних частин.
Таблиця 2.5- Перелік устаткування ВСД
|
НАЙМЕНУВАННЯ УСТАТКУВАННЯ
|
КІЛЬКІСТЬ
|
|
1 Мостовий кран
|
2
|
|
2 Конвеєр для переміщення вагонів по позиціях
|
3
|
|
3 Стаціонарний домкрат, Q=10тс
|
36
|
|
4 Пристрій для викочування візків
|
3
|
|
5 Пристрій для зняття автозчеплень
|
3
|
|
6 Вагоноремонтна машина
|
3
|
|
7 Напівавтомат для зварювання
|
9
|
|
8 Трансформатор для ручного зварювання
|
6
|
|
9 Фарбувальна машина ОКУ-3
|
3
|
|
РАЗОМ
|
68
|
2.6.7 Технологічна послідовність
ремонту 4-вісних напіввагонів на ПКЛ вагоноскладальної дільниці
Ремонт 4-вісних напіввагонів виконується на трьох
потоково-конвеєрних лініях і п’яти позиціях. В дільниці знаходяться
вагоноремонтні машини, механізми і пристрої, які безпосередньо застосовуються
для виконання ремонтних робіт на вагонах.
Кожна позиція потоко-конвеєрної лінії має сувору
спеціалізацію виконання ремонтних робіт. Після проведення зрівнювальних робіт
несправні 4-вісні напіввагони поступають на перші позиції ПКЛ.
На першій позиції виконують:
зняти автозчепи, зняти фрикційні апарати, підняти та
встановити планки для підсилення п’ятникових місць, провести свердління
отворів, підігнати та закріпити накладки хребтової балки, провести свердління 5
отворів, провести електрозварювальні роботи на рамі вагона, розібрати важільну
передачу та магістраль, зняти двері, передвинути вагон на 2 позицію.
На другій позиції виконують:
кузов вагона підняти, викотити візки з під вагона, приклепати
накладки до хребтової балки,
приклепати підсилення п’ятникових місць та деталі рами яких не хватає, провести
електрозварювальні роботи на рамі, зняти гальмівний циліндр, навісити та
підігнати рами, пере двинути на 3 позицію.
На третій позиції виконують:
поставити фрикційні апарати та закріпити, провести
зварювальні робота рами та кузова, поставити та закріпити гальмівний циліндр,
поставити та закріпити автозчепи, передвинути вагон на 4 позицію.
На четвертій позиції виконують:
поставити запори дверей, відрегулювати зазори ковзунів, зібрати
та відрегулювати важільну передачу, зібрати повітряну магістраль, перевірити
автогальмо після зчеплення вагону в камерах, передвинути вагон на 5 позицію.
На п’ятій позиції виконують:
фарбування та нанесення трафаретів, сушіння. Прийняття вагону.
2.7 Колісно-роликова дільниця
Колісно-роликова дільниця призначена для ремонту колісних пар
без зміни елементів. У колісному відділенні виконується очищення, обмивка,
комплексна дефектоскопія колісних пар та деталей роликового буксового вузла. А
також звичайне і повне обстеження колісних пар та проміжна і повна ревізія
роликового буксового вузла..
Програма колісно-роликової дільниці визначається з умови, що
на ділянку надходять усі колісні пари ремонтуємих візків, і 14% з поточного
ремонту.
Тоді програма визначається:
 кол.
пар
кол.
пар
Згідно базового підприємства, колісні пари, що вимагають ремонту,
розподіляються по видах робіт у наступному співвідношенні:
- очищення від старого фарбування - 100%
обточування по колу катання - 50%
фарбування і сушіння колісних пар - 100%.
Виходячи з цього програма ремонту по видах робіт складе:
 кол.
пар
кол.
пар
Повній ревізії підлягають 30% від усіх колісних пар (згідно даним
базового підприємства). Програма ремонту складе:
 кол.
пар
кол.
пар
При виконанні повної ревізії, виконується шліфування шийок осі 30%
колісних пар, що надходять у ремонт (згідно з даними базового підприємства):
 кол.
пар
кол.
пар
Кількість робочої сили колісно-роликової дільниці виконується в
наступній послідовності:
визначаємо явочну кількість робітників за формулою:
 ,
,
де  кількість колісних пар які підлягають ремонту за рік;
кількість колісних пар які підлягають ремонту за рік; трудомісткість ремонту однієї колісної пари,
трудомісткість ремонту однієї колісної пари,  чол. -год. (по даним базового підприємства);
чол. -год. (по даним базового підприємства);
 коефіцієнт
росту продуктивності праці,
коефіцієнт
росту продуктивності праці,  .
.
 чол.
чол.
Приймаємо 12 чоловік.
Облікова кількість робітників визначається за формулою (2.53)
 чол.
чол.
Приймаємо 14 чоловік.
Річна програма ремонту роликового відділення складе 8216 колісних пар,
тобто 30% від колісних пар поступаючи в ремонт.
Визначаємо явочну кількість робітників за формулою
(2.52):
 ,
,
де  трудомісткість ремонту роликових букс,
трудомісткість ремонту роликових букс,  чол. год
(по даним базового підприємства).
чол. год
(по даним базового підприємства).
 чол.
чол.
Приймаємо6 чоловік.
Облікова кількість робітників дорівнює:
 чол.
чол.
Приймаємо 7 чоловік.
Таблиця 2.6- Штатна відомість колісно-роликової дільниці
|
Професія
|
Кількість чоловік
|
|
1 Майстер
|
1
|
|
2 Технік дефектоскопист
|
1
|
|
3 Токарі: а)колісно-токарський верстат
|
1
|
|
б)шеєчно-накатний
|
1
|
|
4 Слюсар по монтажу і демонтажу роликових букс
|
1
|
|
5 Машиніст мийної машини
|
1
|
|
7 Прибиральниця
|
1
|
|
РАЗОМ
|
7
|
Застосовані устаткування при ремонті заносимо в таблицю (2.7)
Таблиця 2.7- Перелік устаткування колісно-роликової дільниці
|
Найменування
|
Кіл-ть
|
Займаєма площа, м²
|
|
1
|
2
|
3
|
|
1 Стенд демонтажу букс
|
1
|
12
|
|
2 Машина для обмивки й очищення колісних пар
|
1
|
10
|
|
3 Стенд для перевірки колісних пар ультразвуком
|
1
|
6
|
|
4 Стен для перевірки колісних пар магнітним контролем
|
1
|
6
|
|
5 Стенд для оптичного обмірювання колісних пар
|
1
|
6
|
|
6 Колісно-токарський верстат
|
3
|
120
|
|
7 Шеєчно-накатний верстат
|
2
|
80
|
|
8 Місткість з миючим розчином
|
2
|
2
|
|
9 Мийна машина для підшипників
|
1
|
6
|
|
10 Пристосування для зачищення зовнішніх кілець
|
1
|
3
|
|
11 Камера для нагрівання кілець
|
1
|
3
|
|
12 Стенд для комплектовки підшипників
|
2
|
10
|
|
13 Стенд для шліфування зовнішніх кілець
|
1
|
3
|
|
14 Стелаж для нагромадження підшипників
|
2
|
10
|
|
15 Мийна машина обмивки корпусів букс
|
1
|
6
|
|
16 Стелаж для інструмента
|
5
|
30
|
|
17 Пристосування для зачищення роликів підшипника
|
1
|
2
|
|
18 Стенд для монтажу роликових букс
|
1
|
12
|
|
19 Стенд проміжної ревізії роликових букс
|
1
|
16
|
|
20 Установка по наплавленню гребенів колісних пар
КТ-068
|
1
|
18
|
|
21 Установка для нагрівання гребенів колісних пар
КТ-066
|
1
|
6
|
6
|
16
|
|
|
23 Шафа для прокалювання флюсу
|
1
|
2
|
|
|
24 Пристрій для перемотування дроту Св-08ХМ,
Св-08Г2С
|
1
|
2
|
|
|
25 Пристрій для відновлення корпусів букс
|
1
|
10
|
|
|
26 Стелажі для ремонту
|
10
|
50
|
|
|
27 Пристрій для покраски колісних пар
|
1
|
3
|
|
|
28 Установка для очищення колісних пар
|
1
|
3
|
|
|
РАЗОМ
|
20
|
453
|
|
|
|
|
|
|
Визначаємо площу колісно-роликового відділення з урахуванням
проходів і проїздів:
=Sоб·k
де Sоб. -загальна площа;
k-коефіцієнт враховуючий проходи і проїзди,
k=2,6.=453·2,6=1178 м2.
В тому числі площа роликового відділення складе 187 м2.
2.8 Автогальмівне відділення
Відділення призначене для ремонту гальмового обладнання
вагонів, повітророзподільників, авторежимів, авторегуляторів, сполучних
рукавів.
Приймаємо 9 чоловік.
Облікову кількість робітників розраховуємо за формулою (2.53)
 чол.
чол.
Приймаємо 11 чоловік.
Таблиця 2.8 - Штатна відомість робітників автогальмового
відділення
|
Професія
|
Кіл-ть чоловік
|
|
1 Бригадир АКП
|
1
|
|
2 Слюсар по ремонту:
|
|
|
а)повітророзподілювачів
|
4
|
|
б)авторегуляторів
|
2
|
|
в)сполучної арматури
|
2
|
|
3. Робітник відділення
|
2
|
|
РАЗОМ
|
11
|
Устаткування автогальмового відділення зводимо в таблицю 2.9
Таблиця 2.9- Найменування устаткування автогальмового
відділення
|
Найменування устаткування
|
Кіл -ть
|
Займаєма площа,м²
|
|
1
|
2
|
3
|
|
1 Мийна машина
|
1
|
5
|
|
2 Стенд для ремонту й випробувань автогальм
|
1
|
8
|
|
3 Стенд для ремонту й іспиту повітророзподілювачів
|
1
|
8
|
|
4 Стенд для ремонту й іспиту гальмівних рукавів
|
1
|
4
|
|
5 Стелаж для
повітророзподілювачів
|
2
|
4
|
|
6 Верстат слюсарний
|
2
|
8
|
|
7 Стелаж для деталей
|
2
|
4
|
|
8 Шафа для інструментів
|
2
|
6
|
|
9 Стенд для ремонту гальмівних циліндрів
|
1
|
6
|
|
10 Верстат для притирання деталей
|
1
|
8
|
|
РАЗОМ
|
14
|
77
|
|
|
|
|
|
Визначаємо площу автогальмового відділення за формулою
(2.54):

2.9 Слюсарно-механічне відділення
Слюсарно-механічне відділення призначене для обробки
продукції ковальського і електрогазозварювального відділення, а також для
виготовлення нових деталей для виробничих і господарських нестатків депо.
Устаткування відділення зводимо в таблицю 2.10.
Таблиця 2.10-Перелік устаткування в слюсарно-механічному
відділенні
|
Найменування устаткування
|
Кіл-ть
|
Займаєма площа, м²
|
|
1
|
2
|
3
|
|
1 Токарно-гвинторізний верстат
|
3
|
5
|
|
2 Верстат револьверний
|
1
|
6
|
|
3 Верстат свердлильний
|
2
|
5
|
|
4 Верстат фрезерний
|
2
|
4
|
|
5 Верстат болторізний і гайконарізний
|
1
|
2
|
|
6 Стелаж для деталей
|
2
|
2
|
|
РАЗОМ
|
11
|
45
|
Визначаємо площу відділення за формулою
СЛ.=45∙3,5=157,6м2
де k-коефіцієнт урахування проходів і проїздів для слюсарно-механічного
відділення,k=3,5.
Приймаємо 158 м².
Кількість робочих відділень визначаємо по кількості
верстатного устаткування і зводимо в таблицю (2.11).
Таблиця 2.11- Штатна відомість слюсарно-механічного
відділення
|
Професія
|
Кіл-ть чоловік
|
|
1 Майстер
|
1
|
|
2 Токар
|
4
|
|
3 Свердлувальник
|
2
|
|
4 Фрезерувальник
|
3
|
|
5 Слюсар
|
5
|
|
6 Болторізчик-гайкорізчик
|
1
|
|
РАЗОМ
|
16
|
Облікова кількість робітників визначаємо за формулою (2.53):
 чол.
чол.
Приймаємо 16 чоловік.
.10 Ковальсько-ресорне відділення
Ковальсько-ресорне відділення призначене для виготовлення
кувань, штампів, пристосувань, а також для ремонту й іспиту пружин ресор.
Кількість устаткування ковальсько-ресорного відділення
залежить від планованої річної програми ремонтного кування і вартовий
продуктивності ковальських агрегатів.
Програма відділення визначається потребою у відремонтованих
ресорах депо і ПТО. Нормами передбачено, що на один вантажний вагон деповського
ремонту потрібно ремонт 1,2 ресор, а на поточний відчіпний ремонт 0,4 і
безвідчіпний - 0,0015 ресори на 1000 вагоно-вісі.км [21].
Перелік устаткування зводимо в таблицю (2.12).
Таблиця 2.12- Перелік устаткування в ковальсько-ресорному
відділенні
|
Найменування устаткування
|
Кіл-ть
|
Займаєма площа,м²
|
|
1 Молот
|
1
|
2,23
|
|
2 Піч нагрівальна
|
1
|
8
|
|
3 Горн
|
1
|
1
|
|
5 Стелаж для деталей
|
2
|
2
|
|
6 Шафа для інструмента
|
1
|
3
|
|
7 Верстат слюсарний
|
1
|
2
|
|
РАЗОМ
|
7
|
20,23
|
Визначаємо площу ковальсько-ресорного відділення з
урахуванням проходів і проїздів за
формулою
Sкуз.=20,23∙6=121м2
де k- коефіцієнт урахування проходів і проїздів
ковальсько-ресорного відділення, k=6.
Штат робітників відділення зводимо в таблицю (2.13).
Таблиця 2.13 - Штатна відомість робітників ковальсько-ресорного
відділення
|
Професія
|
Кіл-ть чоловік
|
|
1 Ковалі
|
3
|
|
2 Молотобійці
|
2
|
|
3 Машиніст молота
|
1
|
|
4 Підсобний робітник
|
1
|
|
РАЗОМ
|
7
|
Облікова кількість робітників визначається
 чол.
чол.
Приймаємо 7 чоловік.
2.11 Електрогазозварювальне відділення
Відділення призначене для виготовлення нескладних конструкцій
і відновлення деталей вагонів.
Апарати розподілимо по наступним дільницям та відділенням депо
і ПТО: у складальному-5; у візковому-3; у електрогазозварювальному-1; в інших
ділянках і відділеннях депо-1.
Перелік устаткування електрогазозварювального відділення
зводимо в таблицю (2.14).
Таблиця 2.14- Перелік устаткування електрогазозварювального відділення.
|
Найменування устаткування
|
Кіл-ть
|
Займаєма площа, м²
|
|
1 Зварювальні кабіни
|
1
|
4
|
|
2 Газозварювальні кабіни
|
1
|
8
|
|
3 Стелаж
|
3
|
8
|
|
РАЗОМ
|
5
|
28
|
Визначаємо площу електрогазозварювального відділення з
урахуванням проходів і проїздів
Sел.=28∙1,4=39м2
Штат робітників електрогазозварювального відділення зводимо в
таблицю (2.15)
Таблиця 2.15- Штатна відомість електрогазозварювального
відділення.
|
Професія
|
Кількість
чоловік
|
|
1 Електрозварювач
|
2
|
|
2 Газозварювач
|
1
|
|
РАЗОМ
|
3
|
Облікова кількість працівників визначаємо
 чол.
чол.
Приймаємо 3 чоловіка.
2.12 Інструментальне відділення
Відділення призначене для ремонту устаткування і пристроїв
депо, для часткового виготовлення, термічної обробки, заточення, ремонту,
роздачі інструменту, шаблонів і
спеціальних пристосувань.
Відділення має приміщення для збереження і видачі інструменту
і для його ремонту, термічної обробки і централізованого заточення.
Перше приміщення обладнується полично-клітинними стелажами,
шафами, столом і пірамідами для інструменту. В другому встановлюють
токарно-гвинторізний, вертикально-свердлильний, і універсально-заточувальні
верстати, а також верстат для заточення різців, електропіч, слюсарний верстат,
правильну плиту та ін.
Перелік устаткування відділення зводимо в таблицю 2.16
Таблиця 2.16- Перелік устаткування інструментального
відділення
|
Найменування устаткування
|
Кіл-ть
|
Займаєма площа, м²
|
|
1 Верстат токарно-гвинторізний
|
2
|
5
|
|
2 Верстат вертикально-свердлильний
|
1
|
6
|
|
3 Верстат для заточення різців
|
1
|
4
|
|
4 Верстат слюсарний
|
2
|
4
|
|
5 Правильна плита
|
1
|
4
|
|
6 Шафа для інструментів
|
2
|
4
|
|
7 Електропіч
|
1
|
2
|
|
8 Стелаж для інструментів
|
2
|
8
|
|
9 Стіл для інструментів
|
1
|
2
|
|
РАЗОМ
|
15
|
60
|
Визначаємо площу інструментального відділення з урахуванням проходів
і проїздів за формулою (2.54):
проходів
і проїздів за формулою (2.54):
Визначаємо явочну кількість робітників інструментального відділення за
формулою (2.52):
 чол.
чол.
Приймаємо 11 чоловік.
Облікову кількість робітників визначаємо за формулою (2.53):
 чол.
чол.
Приймаємо 13 чоловік.
Штат робітників інструментального відділення зводимо в таблицю (2.17).
Таблиця 2.17
Штатна відомість робітників інструментального відділення
|
Професія
|
Кількість чоловік
|
|
1 Майстер
|
1
|
|
2 Бригадир
|
1
|
|
3 Слюсар-інструментальник
|
4
|
|
4 Електромонтер
|
2
|
|
5 Слюсар по ремонту устаткування
|
1
|
|
6 Інструментальник роздавальної
|
2
|
|
7 Електрогазозварювач
|
1
|
|
8 Слюсар водопровідник
|
1
|
|
РАЗОМ
|
13
|
2.13 Малярне відділення
Малярне відділення призначене для фарбування і сушіння
зовнішніх і внутрішніх поверхонь вагона. Розміри малярного відділення згідно з
нормами технологічного проектування дорівнюють: довжина-22м; ширина-24м.
Фарбувальна установка повинна ставати по торцях вагона з двох сторін.
Добавляємо 6 м до довжини цеха. Товщина тамбур-шлюзу дорівнює 6м. Тоді загальна
довжина малярного відділення дорівнює 34 м.
Складаємо перелік устаткування і зводимо в таблицю (2.18).
Таблиця 2.18 - Перелік устаткування малярного відділення.
|
Найменування устаткування
|
Кіл-ть
|
Займаєма площа, м²
|
|
1 Машина для готування фарб
|
1
|
1
|
|
2 Стелаж для фарб
|
2
|
8
|
|
3 Стіл для фарб
|
2
|
4
|
|
4 Шафа для інструмента
|
1
|
4
|
|
5 Компресор для пістолета розпилювача
|
1
|
1
|
|
6 Фарбувальна установка
|
3
|
3
|
|
РАЗОМ
|
10
|
21
|
Штат малярного відділення зводимо в таблицю (2.19).
Таблиця 2.19 - Штатна відомість робітників малярного
відділення
|
Професія
|
Кількість чоловік
|
|
1 Маляр
|
7
|
|
РАЗОМ
|
7
|
Облікова кількість робітників
 чол.
чол.
Приймаємо 7 чоловік.
2.14 Деревообробна дільниця
Дільниця призначена для обробки деревини для потреб депо.
Сушіння і готування деревини проводиться в сушильних камерах.
Після цього матеріали подаються для подальшої обробки.
Устаткування деревообробної дільниці приймаємо згідно
типового технологічного процесу і
зводимо в таблицю 2.20.
Таблиця 2.20 - Перелік устаткування деревообробної дільниці
|
Найменування устаткування
|
Кіл-ть
|
Займаєма площа,м²
|
|
1 Строгальний чотирибічний верстат
|
1
|
36
|
|
2 Фрезерний верстат
|
1
|
34
|
1
|
30
|
|
4 Рейсмусовий верстат
|
1
|
34
|
|
5 Лєнтопильний верстат
|
1
|
25
|
|
6 Шафа для інструментів
|
1
|
4
|
|
РАЗОМ
|
6
|
163
|
Визначаємо площу деревообробної дільниці з урахуванням
проходів і проїздів Sдер.=163∙1,4=228м2
Штат деревообробної дільниці зводимо в таблицю (2.21).
Таблиця 2.21- Штат робітників дільниці
|
Професія
|
Кількість чоловік
|
|
1 Бригадир
|
1
|
|
2 Верстатник
|
7
|
|
3 Підсобний робітник
|
1
|
|
РАЗОМ
|
9
|
Облікову кількість робітників визначаємо
 чол.
чол.
Приймаємо 9 чоловік.
2.15 Комора депо
Комора депо забезпечує видачу і прийом деталей
відремонтованих у депо, постачання дільниць і відділень запасними частинами і
матеріалами.
Штат робітників комори зводимо в таблицю (2.22):
Таблиця 2.22- Штатна відомість робітників комори
|
Професія
|
Кількість чоловік
|
|
1 Комірник
|
2
|
|
2 Підсобний робітник
|
6
|
|
РАЗОМ
|
8
|
Площу комори приймаємо 56м2.
2.16 Транспортне відділення
Транспортне відділення виконує операції по переміщенню ремонтуємих
вагонів, навантаженню, розвантаженню сировини, матеріалів, напівфабрикатів,
палива, готової продукції та н..
Для виконання цих операцій приймаємо наступні транспортні
засоби, і зводимо в таблицю (2.23).
Таблиця 2.23- Перелік транспортних засобів
|
Транспортний засіб
|
Кількість
|
|
1 Маневровий тепловоз
|
1
|
|
2 Автомобіль
|
2
|
|
3 Електрокар
|
2
|
|
4 Автонавантажувач
|
1
|
|
5 Трактор
|
1
|
|
РАЗОМ
|
7
|
Штат працівників транспортного відділення зводимо в таблицю
(2.24).
Таблиця 2.24- Штатна відомість робітників транспортного відділення
|
Професія
|
Кількість чоловік
|
|
1 Укладач
|
2
|
|
2 Машиніст тепловоза
|
2
|
|
3 Водій
|
2
|
|
4 Водій автонавантажувача
|
1
|
|
5 Водій автокара
|
2
|
|
6 Тракторист
|
3
|
|
РАЗОМ
|
12
|
Облікову кількість працівників визначаємо
 чол.
чол.
Приймаємо 12 чоловік.
2.17 Візкова дільниця
Візкова дільниця призначена для ремонту візків вагонів. На
дільниці виконується їхнє повне розбирання, ремонт, збірка, перевірка і
фарбування.
Річна програма візкової дільниці знаходиться в повній
залежності від річної програми деповського ремонту вагонів, а також вагонів
поточного відчіпного ремонту.
Річна програма ремонту візкової дільниці складе:
 ,
,
де  кількість візків, що надходять в ремонт з під вагонів
деповського ремонту;
кількість візків, що надходять в ремонт з під вагонів
деповського ремонту;
 кількість
візків які поступають в ремонт із поточного
кількість
візків які поступають в ремонт із поточного
відчіпного ремонту, 20%.
 візків.
візків.
Перш ніж надійти в ремонт, візки проходять через мийну машину. Для
ремонту візків передбачають поточно-конвеєрну лінію. Керує роботою цеху
майстер.
Визначимо фронт роботи потокової лінії візкової дільниці за формулою
де tкр -час у ремонті одного візка, tкр=1,45 год (за даними депо);
Fріч -
річний фонд часу, Fріч=2002 год; тзм - 2 число змін.
Тоді:
 візка.
візка.
Такт роботи конвеєра визначається за формулою [2,с.15]:
де  - час пересування, =1,5
хв;
- час пересування, =1,5
хв;
 -
кількість технологічних позицій,
-
кількість технологічних позицій,  =
5.
=
5.
 хв, 21
хв=0,35 год.
хв, 21
хв=0,35 год.
Визначимо проектний ритм за формулою [2,с.19]:


Визначимо проектну потужність КМПЛ за формулою [2,с.25]:
 (2.58)
(2.58)
 візків.
візків.
Приймаємо потокову лінію з 5 технологічними позиціями
Ширина дільниці приймається 18 м, а довжина 40 м [5,с.178].
Площа вікової дільниці 720 м2 [7,с.242]:
Визначаємо явочну кількість робітників
Приймаємо 10 чоловік. Облікову кількість робітників визначаємо за
формулою (2.53):  чол.
чол.
Приймаємо 12 чоловік.
Кількість робітників по професіях зводимо в таблицю (2.25).
Таблиця 2.25- Штатна відомість робітників візкової дільниці
|
Професія
|
Кількість
|
|
1 Майстер
|
1
|
|
2 Бригадир
|
1
|
|
3 Слюсар по ремонту візків
|
3
|
|
4 Слюсар по ремонту тріангелів
|
2
|
|
5 Електрозварювач
|
1
|
|
6 Оператор
|
1
|
|
7 Мийник візків
|
1
|
|
8 Дефектоскопіст
|
1
|
|
9 Токар-фрезерувальник
|
1
|
|
РАЗОМ
|
12
|
Устаткування візкової дільниці приймаємо відповідно до
типового технологічного процесу і зводимо в таблицю (2.26).
Таблиця 2.26- Перелік устаткування візкової дільниці
|
Найменування устаткування
|
Кількість
|
Займаєма площа, м²
|
|
1 Конвеєр для ремонту візків
|
1
|
127
|
|
2 Потокова лінія по ремонту тріангелів
|
1
|
24
|
|
3 Електрозварювальне відділення з установкою для
наплавлення деталей
|
1
|
10
|
|
4 Токарно-гвинторізний верстат
|
1
|
12
|
|
5 Фрезерний верстат
|
2
|
10
|
|
6 Стелаж для деталей
|
3
|
10
|
|
7 Шафа для інструментів
|
2
|
4
|
|
8 Верстат для розсверлування
|
1
|
2
|
|
9 Кран-балка
|
1
|
2
|
|
10 Камера фарбування і сушіння
|
1
|
5
|
|
11 Установка для наплавлення похилих площин КТ-008
|
1
|
6
|
|
12 Установка для фрезерування похилих площин КТ-031
|
1
|
4
|
|
13 Установка для наплавлення підп’ятникового місця
|
1
|
6
|
|
14 Установка для фрезерування підп’ятникового місця
|
1
|
6
|
|
15 Установка для наплавлення фрикційних клинів ВІН-1
|
1
|
4
|
|
16 Установка для відновлення бокових рам
наплавленням
|
1
|
6
|
|
17 Установка для фрезерування бокових рам
|
1
|
6
|
|
РАЗОМ
|
21
|
244
|
Визначаємо площу візкової дільниці з урахуванням проходів і
проїздів
Sвіз.=244∙1,4=342м2
2.17.1 Технологія ремонту візків
У процесі експлуатації візки піддаються технічному огляду, деповському і
заводському ремонтам. Технічний огляд виконується при
підготовці вагонів до перевезень і під час зупинки поїздів на станціях. При огляді перевіряють стан деталей
візків, звертаючи увагу насамперед на місця можливого утворення тріщин, на
міцність болтових і заклепувальних з'єднань, на справність запобіжних
пристроїв.
Під час єдиної технічної ревізії вантажних вагонів, візки
з-під них викочують і знімають для ремонту та контрольних випробувань.
При планових видах ремонту вагона (деповському і заводському)
візок розбирають цілком, а при
технічній ревізії і випадковому поточному ремонті лише в обсязі, необхідному
для усунення несправностей.
Технологічним процесом ремонту візків у депо і на заводі
передбачене виконання наступних основних операцій: викочування візків з-під
вагона; зовнішнє очищення та обмивка; розбирання на вузли і деталі; очищення й
обмивка деталей; дефектація деталей та сортування їх по групам
(справному-підлягаючому використанню без ремонту; що направляються в ремонт;
негідні, що здаються на чи металобрухт переробку); транспортування деталей у
комори і відповідні ремонтні відділення; ремонт і перевірка рами візка; монтаж
придатних (нових чи відремонтованих) деталей; фарбування візка; здача
приймальнику; підкочування під вагон.
При ремонті візків відновлюють всі ушкоджені чи зношені
деталі до розмірів, передбачених відповідними правилами і візка, що
забезпечують надійну роботу, до чергового планового ремонту. Особливу уважність
звертають на відновлення нормальних зазорів у шарнірних з'єднаннях і вузлах
тертя. Дослідженнями встановлено, що зі збільшенням зазорів у дієвідмінах
прогресивно зростають діючі на них динамічні навантаження і відповідно
збільшується темп наростання зносів тертьових деталей. Тому при заводських
ремонтах зазори в пересувних з'єднаннях доводять до зазначених у робочих
кресленнях на нові вироби.
Ремонт візків можна організовувати по потоковому чи
стаціонарному методі. Потоковий метод більш прогресивний, забезпечує підвищення
продуктивності праці і застосовується на підприємствах з великим обсягом робіт з ремонту однотипних візків.
Стаціонарний метод застосовується на тих заводах і депо, де ремонтується
невелика кількість візків і різнотипні візки.
Викочування візків з під вагона виконується після піднімання
кузова.
Попередньо роз'єднують тяги важільної гальмової передачі від
важелів візка.
Для піднімання вагонів використовують спеціальні домкрати,
бруківки крани вантажопідйомністю 10 - 20т чи підйомники, установлені на
самохідних візках-маніпуляторах.
При застосуванні самохідного чи візка одного мостового крана
піднімають спочатку один кінець вагона і викочують перший візок, а потім -
інший кінець і викочують другий візок. За допомогою чи домкратів двох бруківок
кранів одночасно піднімають обидва кінці вагона, а також опускають вагон на
опори.
Для полегшення праці і прискорення викочування візків
застосовують тягові пристрої зі спеціальними штовхальниками. Викочені візки
подаються в мийну машину, а потім на розбірну позицію потокової лінії.
2.17.2 Верстат
фрезерний для обробки підп'ятника надресорної
балки
Верстат призначений для обробки підп'ятника надресорної балки
двома шпинделями:
на одному шпинделі - діаметром 302мм, а на другому діаметром
311мм, і глибиною 25 і 30мм.
На верстаті можуть оброблятися як нові, так і відновлювані
підп'ятники, шляхом наплавлення підп'ятникового місця надресорних балок.
Загальна характеристика- стаціонарний, спеціалізований,
двохшпиндельний фрезерний верстат для обробки нових чи наплавлених
підп'ятникових місць надресорних балок вантажних вагонів однієї чи двох
складальних фрез, установленої на відповідний шпиндель.
Продуктивність верстата з обробки балок (проектна) - 6
балок/год.
Час обробки однієї балки, хв., не більше:
загальне - 15;
машинне - 10;
допоміжне - 5.
Інструмент - складальна фреза з механічним кріпленням пластин
твердого сплаву.
Кількість фрез, шт. - 2, у тому числі:
одна - для обробки підп'ятника з внутрішнім буртом;
друга - для обробки підп'ятника без внутрішнього бурта.
Привід обертання ротора - електромеханічний, здійснює кругову
робочу подачу фрез через клинно-ремінну передачу і спеціальний двоступеневий
черв'ячний редуктор.
Частота обертання ротора, об/хв., не більше 0,11.
Кругова робоча подача, мм/хв., не більше 165.
Частота обертання шпинделя, об/хв., не більше 280,5.
Привід торцевої подачі силової голівки - електромеханічний із
прискореною і робочою подачею:
прискорена подача, мм/хв., не більше 5560;
робоча подача, мм/хв. - 108,8.
Насосний пристрій, типу 40 - 448 - 1.
Проектна потужність, кВт, не більше 17.
Управління верстатом - дистанційне.
Установка над ресорної балки на верстат - вантажопідйомним
механізмом цеху.
Закріплення балки при обробці - вертикальним гідро-затиском
із двох сторін підп'ятника і горизонтальним затиском двома гідро-циліндрами в
зоні установки пружинних комплектів одночасно.
Закріплення балки при обробці - двома горизонтальними
гідроциліндрами й одним вертикальним, працюючими одночасно.
Верстат складається зі звареної станини, литого столу з
направляючими, силової головки й окремого живлення енергії. Станина виготовлена
з листового і профільного прокату.
На станині встановлені уловлювачі для балки при її
завантаженні на верстат, що центрує пристрій із призмою і пружинними демпферами.
Крім того, в середній частині станини, в зоні розміщення підп'ятника
розташований вертикальний гідро-затиск із двома захоплювачами, а по кінцях
станини в конструкції уловлювачів, установлені два гідро-циліндри для
закріплення балки в горизонтальній площині.
Стіл являє собою підставку з направляючими для силової
головки. Передньою частиною стіл з'єднаний зі станиною, утворюючи Т - образну
конструкцію, установлену на фундаменті На другій торцевій частині столу
розташована коробка прискореної і робочої подач силової головки з гвинтовою
передачею від двох електродвигунів.
Силова головка являє собою корпусну литу коробку, що
перемішається по направляючим столу. У коробці розташовані підшипники ковзання
для приводного ротора з двома шпинделями. На вихідному кінці кожного шпинделя
мається конус для установки і закріплення складальних фрез. Фрези
встановлюються по черзі на один шпиндель.
Передача обертального руху шпинделем здійснюється від
електродвигуна через блок шестерень і клинно-ремінну передачу .
Кругова подача шпинделів відбувається при обертанні ротора,
здійснюваного через черв'ячне колесо, розташоване в середній його частині. Вісь
черв'яка цього колеса з'єднана з черв'ячним колесом вхідного редуктора, вісь
черв'яка якого, у свою чергу, через клинно-ремінну передачу з'єднану з
електродвигуном.
Вісь черв'яка ротора через пару конічних шестерень з'єднана з
віссю другого демпферного черв'яка, який знаходиться в зачепленні з тим же
черв'ячним колесом ротора. Цей черв'як під впливом пружини мас можливість
переміщатися по своїй осі.
Вплив підпружинного демпферного черв'яка на черв'ячне колесо
протилежний впливу на те ж колесо привідного черв'яка. Така конструкція
забезпечує плавну кругову подачу при нерівномірному навантаженні на фрезу, що
особливо важливо при обробці наплавлених балок. Робота на верстаті здійснюється
в певній послідовності.
Надресорну балку, що підлягає обробці, краном подають на
верстат у вертикальному положенні оброблюваної площини підп'ятника. Орієнтуючи
балку, уловлювачем установлюють її зовнішнім буртом підп'ятника на призму.
Включають гідростанцію і потім гідро затиски. Затиски спрацьовують як у
середній частині, так і на кінцях одночасно.
Попередньо, на відповідний шпиндель повинна бути установлена
фреза в залежності від глибини оброблюваного підп'ятника.
Включенням прискореного підведення силової головки подають
фрезу на безпосередню близькість до оброблюваної поверхні зовнішнього борту
підп'ятника. Потім включають обертання шпинделя, кругову подачу силової
головки. Відбувається плавне врізання фрези в підп'ятник.
Фрезерувальник візуально стежить за процесом врізання і, коли
фреза починає торкатися торця зовнішнього бурту, подачу силової головки
відключає, а процес обробки здійснюється за рахунку кругової подачі до повної
обробки підп'ятника. Після чого включає зворотній хід силової головки, виводить
її у вихідне положення і відключає всі механізми руху. Відключає затиск і балку
знімає з верстата.
Рекомендується накопичувати партії балок одного типу, щоб
установивши відповідну фрезу, не змінювати її після кожної балки.
2.17.3 Опис
роботи нестандартизованного устаткування
До нестандартизованного обладнання відносять різноманітні
технологічні способи для відновлення повної працездатності зношених поверхонь
чи деталей.
При виборі способу відновлення поряд з технологічними
можливостями депо необхідно урахувати простоту та швидкість робіт.
В даному депо будемо використовувати верстат наплавки опірної
площини підпятникового місця водночас трьома полу автоматами“АСШ-70”.
Наплавлення є різновидом зварювання та полягає у тому, що на
поверхню деталі наносять шар розплавленного металу для відновлення її розмірів
та форми.
Технічна характеристика
1)
Призначення - наплавка опірної площини підпятникового місця.
2) Спосіб
наплавки - зварювальним полу автоматом А - 767 в сфері вуглекислого газу.
3)
кількість полу автоматів, шт. - 3.
4)
Переміщення електрода - відомим механізмом машини АСШ - 70 для кисневої різки
металу по копіру.
Технічні вимоги
1) Кінцеву
довжину наплавляючих каналів та кабелів уточнити на місці.
2) Канали
та кабелі закріпити на місці.
3) Розміри
для довідок.
4) З
комплекта машини АСШ - 70 використати шарнірну систему, відомий механізм,
електро-обладнання.
Устрій та робота верстата
Верстат АСШ - 70 призначений для наплавки підпятникової
площини надресорної балки. Верстат складається: з копіру, по якому рухається
головка напівавтомата; рукава, по яким рухаються електроди напівавтомата;
катушок, стойки, кронштейна, кронштейна, хомута, горілки та фундаменту на якому
розміщений верстат.
Після того, як роз’єднувальний пристрій роз’єднав надресорну
балку від бокових рам та дефіктоскопіст провіряє на тріщини чи надломи. Потім
надресорна балка потрапляє на загрузочну позицію конвеєра для виконання
наплавочних робіт.
Для зменшення передачі при навантаженні вібрацій на балки,
яка знаходиться під наплавкою, рама навантаженої позиції конвеєра виповнена
окремо від загальної та кріпиться до фундаменту через резинові подушки.
Всі переміщення надресорних балок до навантаженої позиції
виконуються полукозловим краном, керуємим з полу.
Також передбачена позиція наплавка внутрішнього та
зовнішнього буртів підпятникового місця. Позиція обладнана пневматичною
“установкой балки под наплавку”,яка піднімає на 20 - 30 мм балку з конвеєра та
придає їй горизонтальне положення.
Наплавка виконується шланговим напівавтоматом А - 765 по копіру в
автоматичному чи ручному режимах та виконується одноєлектродним мундштуком
закріпленому на рухомій рамі верстата АСШ - 70 та приводиться до дії від її
подаючого електромагнітного привода по не рухомому копіру.
Остання позиція наплавки передбачена наплавка опорной площини
підпятникового місця. Вона обладнанна “установкой балки под наплавку”,трьома
шланговими полу автоматами А - 765. Спеціальний мундштук на три електрода
забезпечує роботу трьох напівавтоматів в один кратер наплавки, що здійснює
об’ємність та значно підвищує ефективність наплавки. (див. креслення аркуш 10).
2.17.4 Пошкодження та несправності в
експлуатації візка вантажного вагона 18-100
Візок моделі 18-100 розрахований на конструкційну швидкість
руху 120 км/г, складається з двох колісних пар з чотирма буксовими вузлами,
двох литих рам, надресорної балки, двох комплектів центрального підвішування з
фрикційними гасителями коливань і гальмівної важелевої передачі.
Навантаження, діючі на візки, носять
випадковий характер і залежать від корисного навантаження, швидкості руху,
стану колії і ряду інших факторів. Тому і відмови також носять випадковий
характер.
Всі дефекти бічних рам візків можна розбити на дві основні
групи: дефекти втомного походження і знос поверхонь, що труться.
Поздовжні тріщини 3 в зонах сполучення надбуксової площини з
вертикальною стінкою двутавра утворюються в основному через наявність
прихованих дефектів ливарного походження, рихлості, усадкових раковин.
Тріщини 2, 4, 7 носять втомний характер. Тріщини 2
зароджуються в кутках самшитового отвору. Будь-який кут є зоною концентрації
напруг, вони важкі для якісного формування і заливки при виготовленні бічних
рам і з урахуванням того, що зона самшитового отвору безпружинної бічної рами є
самою навантаженою зоною рами, тому тут і виникають найбільш часто втомні
руйнування. Крім того, причиною утворення тріщин в зоні зовнішнього кута
самшитового отвору можуть бути подовжні сили, що виникають при гальмуванні
вагону горочними сповільнювачами і при зіткненні вагонів з підвищеними
швидкостями.
В похилих поясах бічної рами, які є незамкнутими оболонками,
тріщини 7, 4 звичайно зароджуються від внутрішніх буртів перетину.
Тріщина 6 в кутку ресорного отвору починається від затоки
вікна або від ребра жорсткості. Тріщини такого типу з'являються в результаті
дії на нижній пояс бічної рами зусиль від пружин, які приводять до розкриття
кута ресорного отвору.
Тріщини 2, 4, 7 є поперечними тріщинами, загрожують безпеці
руху і тому бічні рами з такими дефектами не відновлюються, а підлягають
вибраковуванню.
Виявляються тріщини в експлуатації візуально, а при планових
ремонтах методами кольорової, вихретоковой або феррозондовой дефектоскопії.
Відхилення величин зазорів в експлуатації істотно відображаються на зміні
геометрії візків в горизонтальній площині, що приводить до інтенсифікації
звивистого руху, зростання рамних зусиль і горизонтальних прискорень кузова,
збільшення перекосів і кутів набігання колісних пар по кругу катання і гребеню,
а також заклинювання і руйнувань роликових підшипників.
Рисунок 2.1- Дефекти бічних рам
Іншою великою групою дефектів бічних рам є знос поверхонь, що
труться. Знос поверхонь направляючих букс 1 походить від взаємодії з корпусом
букси. Цей знос впливає на зазори між бічною рамою і корпусом букси.
В похилих поясах бічної рами, які є незамкнутими оболонками,
тріщини 7, 4 звичайно зароджуються від внутрішніх буртів перетину.
Тріщина 6 в кутку ресорного отвору починається від затоки
вікна або від ребра жорсткості. Тріщини такого типу з'являються в результаті
дії на нижній пояс бічної рами зусиль від пружин, які приводять до розкриття
кута ресорного отвору.
Тріщини 2, 4, 7, що зображені на (рис. 2.2), є поперечними
тріщинами, загрожують безпеці руху і тому бічні рами з такими дефектами не
відновлюються, а підлягають вибраковуванню.
Виявляються тріщини в експлуатації візуально, а при планових
ремонтах методами кольорової, вихретоковой або феррозондовой дефектоскопії.
Іншою великою групою дефектів бічних рам є знос поверхонь, що
труть. Знос поверхонь направляючих букс 1 походить від взаємодії з корпусом
букси. Цей знос впливає на зазори між бічною рамою і корпусом букси.
Відхилення величин зазорів в експлуатації істотно відображаються
на зміні геометрії візків в горизонтальній площині, що приводить до
інтенсифікації звивистого руху, зростання рамних зусиль і горизонтальних
прискорень кузова, збільшення перекосів і кутів набігання колісних пар по кругу
катання і гребеню, а також заклинювання і руйнувань роликових підшипників.
Щоб не допустити цих недоліків при ремонті, проводиться
вимірювання ширини самшитового отвору (рис. 2.2), який при випуску з деповського ремонту повинен бути не більше 342
мм Цей розмір визначається спеціальним шаблоном.
До постановки фрикційних планок перевіряється відстань між
стінками отвору боковини і зовнішніми щелепами самшитових отворів (розміри Н1 і
Н2) штангенциркулем базового розміру. Різниця між ними не повинна перевищувати
3 мм при деповському ремонті.
При більшій різниці відповідні самшитові щелепи піддають
наплавленню з подальшою механічною обробкою.
Знос кожної з направляючих щелеп по ширині допускається не
більше 4 мм при деповському ремонті. При великому зносі проводиться відновлення
наплавленням з подальшою механічною обробкою.
Рисунок 2.2- Розміри бічних рам візків моделі 18-100 при
випуску з капітального ремонту
Бічні рами візків моделі 18-100 на вертикальній стійці
ресорного отвору мають фрикційні планки, які кріплять за допомогою заклепок.
Пошкодження надресорних балок
В даний час експлуатація вагонного парку відбувається в
умовах підвищеного використовування вантажопідйомності вагону і високих
швидкостей руху. В результаті навіть при русі по прямолінійних ділянках з V=11
м/с сила інерції досягає значень, достатніх для відриву пятников від плоскої
поверхні підп'ятника.
Рисунок 2.3 - Знос і пошкодження надресорних балок
В результаті можливий той, що краєве спирається пятника і
перерозподіл навантажень, по підп'ятнику і, як наслідок, підвищена
повреждаемость в зоні підп'ятників. На мал.2.3 представлені найхарактерніші
втомні пошкодження підп'ятника.
Тріщина 1 опорної колонки є слідством дефектів ливарного
походження. Ці тріщини відповідно до інструкції дозволяється заварювати за
умови, що тріщина розташована в нижній частині колонки (h < 250 мм),
доступна для оброблення і довжина її складає не більше половини довжини
периметра перетину колонки в даному місці. Виявляють ці тріщини через
технологічні вікна верхнього і нижнього поясів з підсвічуванням. Кільцеві
тріщини 2 є наслідком краєвого спирання пятника на підп'ятник особливо при
додатковій дії відцентрових і вітрових навантажень на кузов вагону.
Тріщини зовнішнього борту 3 утворюються частіше в перетинах борту
по подовжній осі вагону при значному зносі внутрішніх поверхонь від взаємодії з
пятником. При деповському ремонті дозволяється ці тріщини заварювати за умови,
що довжина двох тріщин не перевищує 120 мм.
При обстеженнях надресорних балок встановлено, що глибина
зносу опорних поверхонь підп'ятників 4, наполегливих поверхонь зовнішніх 5 і
внутрішні 6 буртів різко зросли. Це відбувається через збільшення інтенсивності
переміщень п’ятника по підп'ятнику.
Переміщення пятника по підп'ятнику при додатковій дії
спирається кромки пятника на підп'ятник і поворот пятника щодо підп'ятника при
проходженні кривих приводять до зносу опорної поверхні підп'ятника з
максимальною глибиною зносу біля зовнішнього борту по поперечній осі вагону.
Інтенсивність цього зносу складає приблизно 0,3...0,4 мм в рік.
Наплавлення зношеної опорної поверхні 4 дозволяється
електродами з підвищеною износоустойчивістю металу, за умови, що глибина зносу
лежить в межах від 3 до 7 мм.
Знос зовнішнього 5 і внутрішнього борту 6 мають яскраво виражену
орієнтацію по подовжній осі вагону і серповидну форму.
Дозволяється усувати знос бортів, якщо товщина стінки
зовнішнього борту, що залишилася, не менше 11 мм, а внутрішнього не менше 7 мм
Знос отвору для шворні 7 дозволяється усувати звичайним
способом. Якщо знос отвору перевищує 2 мм на сторону або, якщо є откол
внутрішнього борту більше половини периметра, борт відновлюється шляхом вварки
точкової втулки.
Подовжні тріщини 5 верхнього пояса, що йдуть від
технологічного вікна, дозволяється усувати при сумарній довжині їх не більше
250 мм і не перехідних на зовнішній борт підп'ятника.
Надрессорная балка спирається похилими поверхнями,
розташованими під кутом 45°, на фрикційні клини. В процесі руху вагону
надресорні балки і клини взаємно переміщаються вздовж і поперек вагону, що
приводить до зносу їх похилих поверхонь. Тому при всіх видах ремонту
проводиться вимірювання зносу похилих поверхонь за допомогою шаблона.
Похилі поверхні 9 відновлюються при зносі більше 3 мм на
сторону при деповському. Відновлення похилих поверхонь проводиться або
наплавленням, або шляхом приварювання накладок із Ст.45.
Установка сталевих накладок допускається після механічної
обробки похилої поверхні. Товщина металу похилої поверхні перед наплавленням,
що залишилася, повинна бути не менше 7 мм
Після наплавлення або установки зносостійких накладок повинна
забезпечуватися симетричність надресорної балки.
Відповідно до діючих інструкцій, зазори в скользунах при
випуску з деповського ремонту повинні бути в межах 6... 16 мм, а в експлуатації
2...20 мм.Збільшення зазора відбувається за рахунок зносу площини тертя
знімного ковпака скользуна 10.
Регулювання зазора між скользунами візка і рами проводиться
шляхом постановки під ковпак змінних прокладок 11 різної товщини.
Повреждаємість фрикційних планок.
В експлуатації в результаті переміщення клина відбувається
знос фрикційної планки і на її поверхні, що тре, утворюється поглиблення.
Буртіки, що утворюються при зносі, обмежують переміщення
клина при великих величинах обурюючих сил з боку шляху і викликають жорсткі
удари фрикційного клина в нижню кромку поглиблення. Це часто приводить до
ослаблення і обриву заклепок фрикційної планки. Величина зносу планок, що тому
допускається, повинна бути обмежена.
Знос фрикційних планок при деповському ремонті допускається
не більше 3 мм. Планки, що мають більший знос, замінюються новими або
відремонтованими. Наплавлення дозволено при зносі до 8 мм
У разі виявлення слабшаючих заклепок кріплення фрикційної
планки до бічної рами ці заклепки необхідно зрізати і ставити нові.
Пошкодження фрикційних клинів
Фрикційні клини зносяться по вертикальній площині об
фрикційну планку, а похилі площини об надресорну балку. Обидві площини
зносяться нерівномірно.
Фрикційні клини, що мають знос вертикальної і похилої
поверхонь більше 3 мм при деповському ремонті, повинні ремонтуватися
наплавленням з подальшою механічною обробкою або замінюватися новими.
Наплавлення дозволено за умови, що товщина частини стінок, що залишилася, не
менше 5 мм.
Вертикальні площини фрикційних клинів допускається
ремонтувати приварюванням планок з подальшою механічною обробкою. Для цього
проводять обробку вертикальної стінки на фрезерному або строгальном верстаті до
товщини 6 мм. В нижній частині вертикальної стінки виконують фаску під кутом
45°.
Після підготовчих робіт до вертикальної стінки встановлюють
планку з листової сталі Ст.З або низьколегованої сталі завтовшки 10 мм. В
планці повинні бути просвердлено 5 отворів в шаховому порядку по всій площині.
Після щільного притиснення планки заварюються електрозаклепками по отворах, а
потім планка приварюється до клина по периметру. Приварювання проводять
електродами Э46 або Э42А діаметром 4...5 мм.
2.17.5 Методи
неруйнівного контролю візка вантажного
вагона моделі 18-100
Візок вантажного вагона після ремону підлягає перевірці
неруйнівного контроля.
Магнітнопорошковий метод неруйнівного контролю (МПК)
базується на притяганні магнітних часток магнітним полем розсіювання, що
виникає над дефектом при намагнічуванні деталі, виготовленої з феромагнітного
матеріалу. При МПК виявляються поверхневі дефекти типу порушення суцільності
металу, наприклад: тріщини різноманітного походження, флокени, закати, надриви,
волосовини, розшарування, дефекти зварювальних з'єднань. Метод дозволяе
контролювати всю поверхню
деталі або окремі її ділянки.
Чутливість МПК методу визначається:
магнітними характеристиками об’єкта контролю, його формою,
розмірами;
шорсткістю поверхні;
напруженістю намагнічуючого поля;
режимом намагнічування;
місцем розташування та орієнтацією дефектів;
властивостями дефектоскопічних матеріалів;
взаємним напрямком намагнічуючого поля та дефекта.
В залежності від розмірів дефектів, що виявляються з
допомогою МП метода ГОСТ 21105 встановлює три умовних рівня чутливості (А - 2,0
мкм), (Б - 10,0 мкм), (В - 25,0 мкм).
Ферезондовий метод неруйнівного контролю (ФЗК) заснований на
виявленні ферезондовим перетворювачем магнітного поля розсіювання дефекту в
попередньо намагнічених деталях і перетворенні його електричний сигнал.ФЗК
призначений для виявлення поверхневих і під поверхневих дефектів типу порушення
суцільності, наприклад волосовин, тріщин від утомленості .
Ферезондовий метод дозволяє контролювати вироби будь-яких
розмірів і форм, якщо їх розміри і магнітні властивості дають можливість
намагнічування до ступеня, достатнього для створювання магнітного поля
розсіювання дефекту, що виявляеться за допомогою ФЗП.
Чутливість ФЗ методу визначається магнітними характеристиками
матеріалу виробу, який контролюється, типом дефекту та його орієнтацією, а
також умовами контролю:
шорсткістю контрольованої поверхні деталі;
способом контролю і видом намагнічування;
чутливістю ФЗП і електронної апаратури;
способом обробки сигналу ФЗП.
Вихрострумовий метод неруйнівного
контролю (ВСК) грунтується на аналізі взаємодії зовнішнього електромагнітного
поля з електромагнітним полем вихрових струмів, що наводяться в oб’єкті контролю зовнішнім полем.
Принцип дії вихрострумових
дефектоескопів заснований на збудженні в контрольованому об'єкті вихрових cтрумів зa допомогою вихрострумового перетворювача
(ВСП).
При всгановленні ВСП на металеву
поверхню синусоїдний або імпульсний струм, діючий у котушці, утворює
електромагнітне поле, яке збуджує вихрові струми в поверхневому прошарку метану
контрольованої деталі.
Віхрові струми в свою чергу створюють
власне (вторинне) магнітне поле, що впливає на котушку ВСП, наводячи в ній
вихреструмову (сторонню) ЕРС. Обидві ЕРС у підсумку формують на котушці
результуючу напругу. На бездефектній поверхні та поверхні з дефектом вихрові
струми мають різнy
величину, тому вимірюючи амплитуду i (або) фазу результуючої напруги, можна визначити cтан поверхневого прошарку металу
контрольованої деталі, у тому числі наявність дефекту.
2.17.6
Розрахунок надресорної з’єднувальної балки на
міцність
Надресорна балка - вузол призначений для передавання навантаження від кузова вагона на раму візка. Навантаження передається від кузова
на підп’ятник, тому надресорна балка візка розглядається як балка, що вільно
лежить на двох опорах - ресорних комплектах. В даному випадку бокові
горизонтальні навантаження на кузов не діють. Зусилля Р яке на підп’ятник
складається зі статичного, динамічного та інерційного навантажень:
Р=Рст+Рд+Ри
де Рст - вертикальне статичне навантаження;
Рд - вертикальне динамічне навантаження від кузову, який
рухається зі конструктивної швидкістю;
Ри -
вертикальна динамічна добавка від повздовжньої сили інерції кузова.
Реакції опор в данному випадку примаємо
однаковими, що дорівнюють Р/2.
Розрахункова схема має вигляд як показано на рисунку 2.4
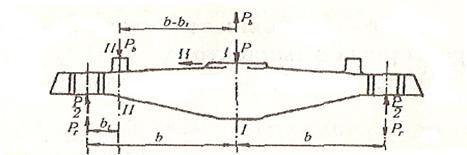
Рисунок 2.4 - Розрахункова схема надресорної балки

де р0 - осьове навантаження брутто;
m0 - кількість
колісних пар вагона;
РТ
- сила ваги візка.

Рд=Рст·Кдв
де kдв - коефіцієнт вертикальної динаміки.
де
 - довірча ймовірність
- довірча ймовірність
 -
параметр розподілу, що визначається по емпіричним даним;
-
параметр розподілу, що визначається по емпіричним даним;
 - середнє
значення коефіцієнту вертикальної динаміки;
- середнє
значення коефіцієнту вертикальної динаміки;
де
 - коефіцієнт, що залежить від підресореності маси;
- коефіцієнт, що залежить від підресореності маси;
 -
коефіцієнт, що залежить від осності візка;
-
коефіцієнт, що залежить від осності візка;
 -
статичний прогин ресорного підвішування.
-
статичний прогин ресорного підвішування.

Рд=372,12·0,458=170,431кН
Вертикальна динамічна добавка від поздовжньої сили інерції кузова, що
виникає при ударі в автозчеп, визначається за формулою:
де  - поздовжнє зусилля, що діє на вагон;
- поздовжнє зусилля, що діє на вагон;
 -
сила ваги кузова;
-
сила ваги кузова;
 -
сила ваги вагона;
-
сила ваги вагона;
 -
база вагона;
-
база вагона;
 -
кількість паралельно навантажених деталей в візку або групі візків, що
знаходяться під одним кінцем вагону.
-
кількість паралельно навантажених деталей в візку або групі візків, що
знаходяться під одним кінцем вагону.

Тоді сила, що діє на надресорну балку становитиме:
Р=372,12+170,431+16,544=599,095кН
Згинальний момент в перерерізі
І-І (Рисунок 4.1) буде дорівнювати:

де  - половина відстані між опорами балки.
- половина відстані між опорами балки.
Згинальний момент в перерізі ІІ-ІІ становитиме:

де  - відстань від опори до площини перерізу ІІ-ІІ
- відстань від опори до площини перерізу ІІ-ІІ


Рисунок 2.5-Епюра згинальних моментів надресорної балки
з’єднувальної
Максимальні напруження в над ресорній балці виникають в
перерізі І-І (рисунок 4.2) і становлять:

Оскільки, , де
, де  для
сталі 20ФЛ, то міцність надресорної балки забезпечена.
для
сталі 20ФЛ, то міцність надресорної балки забезпечена.
2.18 Відділення по ремонту автозцепки
Основним призначенням відділення є ремонт і комплектовка автозчеплень і
поглинальних
апаратів.
Програма ремонту відділення визначається проектною програмою
ремонту депо і 14% від загальної кількості вагонів відчіпного поточного ремонту по
одному автозчепленню.
Звідси
N = 6006·2+0,14·6006 =12853 автозчеплень.
= 6006·2+0,14·6006 =12853 автозчеплень.
З
огляду на 5% негідних автозчеплень,
що поступають в ремонт, маємо: = 12853
-(0,05·12853) = 12210 автозчеплень.
= 12853
-(0,05·12853) = 12210 автозчеплень.
Перш
ніж надійти в ремонт автозчіпний пристрій очищається від бруду та старої фарби.
Для ремонту автозчеплень передбачають потоково-конвеєрну лінію. Керує роботою
дільниці майстер.
Визначимо
фронт роботи потокової лінії дільниці по ремонту автозчеплень за формулою
[2,с.19]:
авт = 
де tкр - час у ремонті одного авто зчіпного
пристрою, tкр=1,65 год (за даними базового депо);
Fріч -
річний фонд часу, Fріч = 2002 год;
тзм - число змін, тзм = 2.
Тоді:
Fавт = 
Такт
роботи конвеэра визначаэться за формулою [2,с.15]
Ч = 
де
 - час пересування, =1 хв.;
- час пересування, =1 хв.;
 -
кількість технологічних позицій, =5.
-
кількість технологічних позицій, =5.
Ч =  20 хв=0,33 год.
20 хв=0,33 год.
Визначимо проектний ритм за формулою [7,с.19]:
Rпркмпл
= 
Rпркмпл
= 
Визначимо проектну потужність КМПЛ за формулою [2,с.25]:
Ν = 
Ν = 

Приймаємо потокову лінію з 6 технологічними позиціями.
Ширина дільниці 24 м довжина 36 м.
Площа дільниці з ремонту автозчепу 864 м2.
Явочна кількість робітників, що необхідна для виконання програми ремонту, визначається по формулі
(2.52), з огляду на те, що Н=2,7 люд-год (на основі даних базового депо).
Rяв = 12210 2,5/ (20021,12·2) = 6,8≈7 чол.
2,5/ (20021,12·2) = 6,8≈7 чол.
Облікову
кількість робітників визначаємосп = 7 1,1 = 7,7 чол.
Остаточно
приймаємо 8 чоловіка.
Розподіляємо
робітників по професіях і складаємо таблицю 2.13, устаткування відділення
автозчеплення подано в таблиці 2.14.
Таблиця 2.13- Штатна відомість робочих відділення автозчеплення
|
Професія
|
Кількість чоловік
|
|
1 Майстер
|
1
|
|
2 Бригадир
|
1
|
|
3 Слюсар
|
2
|
|
4 Електрозварювач
|
1
|
|
5 Стругальник
|
1
|
|
6 Дефектоскопіст
|
1
|
|
7 Підсобний робітник
|
1
|
|
РАЗОМ
|
8
|
Таблиця 2.14 - Устаткування відділення автозчеплення
|
Найменування устаткування
|
Кількість
|
Площа, м2
|
|
Кран-балка Q = 1т
|
1
|
-
|
|
Конвейєр з ремонту автозчеплень
|
1
|
95
|
|
Фрезерний верстат
|
1
|
6
|
|
Стругальний верстат
|
1
|
5
|
|
Стенд ремонту поглинаючих апаратів
|
1
|
8
|
|
Стелаж для деталей автозчеплень
|
1
|
6
|
|
Верстат слюсарний
|
1
|
6
|
|
Стелаж для пристосувань
|
1
|
4
|
|
Настільний свердлильний верстат
|
1
|
4
|
|
Стелаж для інструмента
|
1
|
3,5
|
|
Пресс для зняття поглинаючих апаратів
|
1
|
3,5
|
|
Нагрівальна піч
|
1
|
3,5
|
|
Гідропрес для правки хвостовика
|
1
|
3,5
|
|
Установка для наплавлення
|
2
|
8
|
|
Верстат заточувальний
|
1
|
4
|
|
РАЗОМ
|
161
|
160
|
Визначаємо площу відділення по ремонту автозчіплювального
устрою з урахуванням проїздів і проходів за формулою (2.37):
Sавт = 1605,4 = 864 м2.
2.19 Відділення з ремонту розвантажувальних
люків та торцевих дверей 4-х вісного напіввагону
Програма відділення визначається з умови надходження в ремонт 30%
дверей та 50 % розвантажувальних люків. Розрахунок проводимо за
умови надходження в ремонт 50% критих вагонів з 2 дверми та 50% з 4 дверми.
Nд=6006·4·0,3= 7207шт.
Nд=6006·14·0,2=16816 шт.
Визначимо явочну кількість робітників за чол-год- середня
трудомісткість ремонту дверей та люків (на основі базового депо).
 ,
,
Приймаємо 4 чоловіка.
Облікова кількість робітників визначаємо
Rоб=4·1,15=4,6,
Приймаємо 5 чоловіка
Штатну відомість віділення по ремонту дверей та завантажувальних люків
4-х вісного напіввагону за носимо до таблиці 2.29.
Таблиця 2.29- Штатна відомість відділення з ремонту дверей та
завантажувальних люків 4-х вісного напіввагону
|
Професія
|
К-ть чоловік
|
|
1 Слюсар
|
3
|
|
2 Електрозварювач
|
1
|
|
3 Газорізчик
|
1
|
|
РАЗОМ
|
5
|
Таблиця 2.30 - Перелік устаткування відділення
|
Найменування устаткування
|
Кількість
|
Займаємо площа, м2
|
|
1. Прес для виправлення деталей
|
1
|
15
|
|
2. Прес-ножиці
|
1
|
10
|
|
3. Апарат зварювальний
|
1
|
4
|
|
4. Верстат слюсарний
|
1
|
10
|
|
5. Прес для виправлення люків
|
1
|
5
|
|
6. Прес для правлення дверей
|
1
|
10
|
|
Разом:
|
6
|
54
|
2.20 Зведений розрахунок загальної
чисельності працівників депо
Загальну чисельність працівників депо зводимо в таблицю 2.29
Таблиця 2.29 - Загальна чисельність робітників депо.
|
Найменування дільниці
|
Явочна кількість робітників
|
Списочна кількість робітників
|
|
1 Вагоноскладальна дільниця
|
35
|
43
|
|
2 Візкове відділення
|
10
|
12
|
|
3 Колісно-роликове відділення
|
12
|
14
|
|
4 Ресорно-ковальське відділення
|
6
|
7
|
|
5 Електрогазозварювальне відділення
|
2
|
3
|
|
6 Відділення ремонту автозчеплень
|
7
|
8
|
|
7 Автогальмове відділення
|
9
|
11
|
|
8 Інструментальне відділення
|
11
|
13
|
|
9 Деревообробна дільниця
|
8
|
9
|
|
10 Малярське відділення
|
6
|
7
|
|
11 Слюсарно-механічне відділення
|
14
|
16
|
|
12 Кладова депо
|
8
|
8
|
|
13 Транспортне відділення
|
10
|
12
|
|
14 Відділення по ремонту дверей та люків
|
4
|
5
|
|
РАЗОМ
|
142
|
164
|
Чисельність адміністративно-управлінських працівників не
повинна перевищувати 4% від загальної чисельності основних виробничих
робітників.
 чол.
чол.
Чисельність інженерно-технічних працівників, включаючи майстрів,
повинна бути 6% від основних виробничих робітників.
 чол.
чол.
Чисельність робітників, що обслуговують устаткування, приймаємо 6%
від кількості основних робітників.
 чол.
чол.
Чисельність лічильно-конторського персоналу приймаємо в розмірі 2% від
основних виробничих робітників.
 чол.
чол.
Чисельність молодшого обслуговуючого персоналу визначаємо з
розрахунку 2% від основних робітників.
 чол.
чол.
2.21 Розрахунок санітарно-побутових і
службових приміщень
Розрахунок приміщень робимо по сумарній кількості працюючих з
обліком 0,3 м2 на одну людину.
Гардеробні визначаємо з розрахунку кількості жінок і
чоловіків.
Чоловіки складають 90% від загальної кількості робітників.
Звідси маємо:
 чол.
чол.
Жінки складають 10% від загальної кількості робітників. Звідси маємо
 чол.
чол.
Визначаємо площу гардеробних для чоловіків
 м2.
м2.
З урахуванням проходів і місць для перевдягання площу чоловічої
гардеробної приймаємо рівної, м2
 м2.
м2.
Визначаємо площу гардеробної для жінок
 м2
м2
З урахуванням проходів і місць перевдягання приймаємо,м2
 м2.
м2.
Загальна площа гардеробної складе 60 м2.
Душові розміщені в приміщеннях суміжних з гардеробними. Розрахунок
душових робимо з розрахунку установки в душових одній лейки на 10 чоловік,
розмірами 0,6 м2 з урахуванням проходу через душові однієї зміни.
Чоловічі душові:
Число кабін приймаємо з розрахунку працюючих в одну зміну
 м2.
м2.
З урахуванням проходів площа чоловічих душових приймаємо, м2
 м2.
м2.
Жіночі душові:
 м2.
м2.
З урахуванням проходів площа жіночих душових приймаємо, м2
 м2.
м2.
Площу туалетних приймаємо з розрахунку 1 кабіна на 25 чоловік для
чоловіків і 20 для жінок. Площа однієї кабіни складає 3,5 м2.
Для чоловіків:
 м2.
м2.
Для жінок:
 м2.
м2.
З обліком 2-х умивальників загальна площа туалетних складе 24 м2.
Площа службових приміщень приймаємо відповідно до санітарних норм проектування
будівельних підприємств.
Площа службових приміщень зводимо в таблицю 2.30
Таблиця 2.30 - Площа службових приміщень
|
Найменування приміщення
|
Площа, м2
|
|
1 Кабінет начальника депо
|
30
|
|
2 Кабінет головного інженера
|
15
|
|
3 Кабінет заступника начальника депо
|
20
|
|
4 Приймальня
|
10
|
|
5 Кабінет голови профкому
|
15
|
|
6 Кабінет головного механіка
|
15
|
|
7 Технічний відділ
|
45
|
|
8 Бухгалтерія
|
30
|
|
9 Кабінет приймальника вагонів
|
15
|
|
10 Відділ кадрів
|
35
|
|
11 Актовий зал
|
160
|
|
12 Кабінет охорони праці
|
50
|
|
13 Медичний пункт
|
25
|
|
РАЗОМ
|
465
|
Висновки
Річний фонд часу явочного робітника з нормальною тривалістю
робочого дня 2002 години. Кількість вагонів, що потребують деповського ремонту
складає 5165 вагонів. Поточно-конвеєрних лінії 3, річна програма потокової
лінії напіввагонів N=6006.
Такт потокової лінії напіввагонів 96 хвилин. Число позицій 5. Ритм потокової
лінії напіввагонів 0,63 виробу/год.
Фронт роботи дільниці 15 вагонів. Довжина вагоноскладальної дільниці складе 96
м, ширина 24 м.