Проектирование технологического процесса сборки телескопической стойки автомобиля ВАЗ-1111 'Ока'
Министерство
образования и науки РТ
ГАПОУ
"Камский государственный автомеханический техникум"
Специальность:
Автомобиле- и тракторостроение
Шифр работы:
ПК.190103.0455.00.00.00. ПЗ
Пояснительная
записка к курсовому проекту
Проектирование
технологического процесса сборки телескопической стойки автомобиля ВАЗ-1111 "Ока"
Руководитель: Галиуллина А.Р.
Студент гр. 463 А: Юдин А.Н.
МДК 01.03 "Технология сборки автотракторной техники"
ПМ 01. Подготовка и осуществление технологического процесса изготовления
деталей, сборка изделий автомобиле- и тракторостроения, контроль за соблюдением
технологической дисциплины на производстве
|
формат
|
Зона
|
Поз.
|
Обозначение
|
Наименование
|
Кол.
|
Примечание
|
|
|
|
|
|
|
|
|
|
|
|
Документация
|
|
|
|
|
|
|
|
|
|
|
А4
|
|
|
ПК 190103.0455.00.00.00
|
Задание
|
1
|
|
|
|
|
|
|
|
|
|
А4
|
|
|
ПК 190103.0455.00.00.00
|
Пояснительная записка
|
40
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
А1
|
|
|
ПК 190103.0455.01.00.00 СБ
|
Телескопическая стойка
|
|
|
|
|
|
|
автомобиля ВАЗ-111
|
|
|
|
|
|
|
"Ока"
|
|
|
|
|
|
|
|
|
|
|
|
|
ПК 190103.0455.02.00.00. СБ
|
Приспособление
|
|
|
|
|
|
|
зажимное
|
|
|
Содержание
автомобиль телескопический стойка оснастка
Введение
. Служебное
назначение и техническая характеристика изделия
.1 Общие
сведения о конструкции изделия
. Отработка
конструкции на технологичность
.
Проектирование технологического процесса сборки
.
Производственные расчеты и техническое нормирование
.1 Уточнение
годовой программы
.2 Расчеты
трудоемкости программы сборки узла
.3 Расчет
необходимо количества оборудования, оснастки и загрузки
.4 Расчет
численности основных рабочих
.5 Расчет
численности вспомогательных рабочих
.6 Расчет
численности руководящего состава и специалистов
4.7
Производственная оценка разработанного процесса сборки
.8 График
загрузки оборудования
. Организация
сборочного процесса и методы достижения точности сборки
. Выбор
оборудования и технологической оснастки
. Техника
безопасности и производственная санитария
Заключение
Список
литературы
Введение
Проектирование технологического процесса изготовления машин требует
творческого подхода. Только на основе творчества можно обеспечить
согласованность всех этапов построения машины и достигнуть требуемого качества
с наименьшими затратами труда. Разработка технологического процесса
изготовления машины не должна сводиться к формальному установлению последовательности
соединений отдельных деталей и узлов, последовательности обработки поверхностей
деталей, выбору оборудования и режимов.
Совершенствование процессов сборки является наиболее перспективным
направлением повышения эффективности автомобилестроения ввиду наиболее низкого
уровня технологии механизированных процессов и большей удельной трудоемкости
сборки в обще структуре трудоемкости производства изделий. Совершенствование
технологических процессов сборки осуществляется на основе повышения уровня
автоматизации, переналаживаемости и перепрограмируемости процессов сборки,
стандартизации технологических процессов и средств, полного устранения или
сокращения в максимальной степени пригоночных работ, совмещение процессов
сборки во времени и в пространстве.
Противоречие между возрастающей потребностью народного хозяйства в новой
прогрессивной технике и сложностью её освоения автомобильными производствами, в
частности сборочными подразделениями, может быть
устранено лишь созданием автоматизированных производств, типа -
мобильных, легко переналаживаемых на выпуск новой продукции, способных
изготовить изделия, небольшими партиями с производительностью, качеством и
себестоимостью присущим автоматизированному крупносерийному производству.
Факторами, сдерживающими широкое распространение гибких производственных систем
сборки, являются несовершенство конструкции изделия, технологии сборки,
недостаточная подготовленность технического персонала занимающегося внедрением
и эксплуатации автоматизированного оборудования. При всем этом, в
автомобилестроении больше простора для таких категорий как себестоимость,
надежность, технологичность, так как, автоматизация нередко обеспечивает
увеличение производительности сборки в десять раз и более, при одновременном
значительность повышении качества выпускаемых изделий.
Целью курсового проекта является проектирование технологического процесса
сборки телескопической стойки авто ВАЗ-111 "Ока".
Для достижения поставленной цели необходимо решить следующие задачи:
изучить служебное назначение и техническую характеристику телескопической
стойки;
отработать конструкцию телескопической стойки на технологичность при
сборке;
составить технологическую схему сборки и спроектировать наиболее
оптимальный технологический процесс сборки;
выполнить производственные расчеты и техническое нормирование сборочного
процесса;
обеспечить организацию сборочного процесса и определить методы достижения
точности сборки телескопической стойки;
выбрать оборудование и технологическую оснастку.
Необходимо разработать весь комплекс вопросов связанных с построением
производственного процесса, хорошо разбираться в экономике, в вопросах
технического, материального, инструментального обслуживания.
. Служебное назначение и техническая характеристика изделия
.1 Общие сведения о конструкции изделия
Подвеска служит для смягчения и поглощения толчков и ударов, возникающих
при движении автомобиля по неровной дороге.
Телескопическая гидравлическая амортизаторная стойка, в ее корпусе
смонтированы детали телескопического гидравлического амортизатора. Нижняя часть
стойки соединена с поворотным кулаком двумя болтами. Верхний болт, проходящий
через отверстие кронштейна стойки, имеет эксцентриковый поясок. Поворотом этого
болта регулируется развал переднего колеса (см. ниже). На телескопической
стойке установлены: витая цилиндрическая пружина, пенополиуретановый буфер хода
сжатия, защитный чехол, а также верхняя опора стойки в сборе с подшипником.
Верхняя опора крепится двумя самоконтрящимися гайками к стойке брызговика
кузова. За счет своей эластичности опора дает возможность стойке качаться при
ходах подвески и гасит высокочастотные колебания кузова. Запрессованный в нее
подшипник позволяет стойке поворачиваться вместе с управляемыми колесами.
Нижняя часть поворотного кулака соединена с нижним рычагом подвески через
шаровую опору. Опора закреплена двумя "глухими" болтами. Внутренний
конец рычага подвески соединен через резинометаллический шарнир с кронштейном
подрамника. Способ изготовления корпуса телескопической стойки включает сборку
резервуара и кронштейна с формированием отверстий. Формирование отверстий в
кронштейне осуществляют после его сборки с резервуаром. Штамп содержит верхнюю
и нижнюю плиты, пуансонодержатель, прижим, матрицу и упоры. При этом упоры
установлены на нижней плите для базирования корпуса телескопической стойки по
его наружному диаметру и открытой торцевой поверхности. Достигается повышение
качества путем обеспечения точности расположения формируемых согласно
конструкторской документации отверстий.
Изобретение относится к обработке металлов давлением, в частности к
способу и к оснастке для пробивки отверстий, и предназначено для изготовления
корпуса телескопической стойки типа "качающаяся свеча" (Макферсона)
Известен способ изготовления корпуса телескопической
стойки, заключающийся в сборке резервуара с кронштейном, с последующей сваркой
кронштейна к резервуару, при этом два отверстия в кронштейне изготавливаются до
сборки и сварки его с резервуаром.
Такой способ использовался на ОАО "Завод
микролитражных автомобилей" г. Набережные Челны, Республика Татарстан,
Россия.
Недостатком известного способа является то, что он не
обеспечивает выполнение требований чертежа по точности расположения отверстий,
контролируемых в собранном корпусе стойки, ввиду изготовления отверстий до
окончательной сборки корпуса стойки и фиксации кронштейна сваркой. Техническая
задача изобретения состоит в повышении качества путем обеспечения точности
расположения отверстий согласно конструкторской документации (чертежа)
формируемых отверстий согласно конструкторской документации (чертежа).
Для решения этой задачи в способе изготовления корпуса
телескопической стойки, включающей сборку резервуара и кронштейна с
формированием отверстий, формирование отверстий в кронштейне осуществляют после
его сборки с резервуаром.
В штампе для пробивки отверстий в кронштейне корпуса
телескопической стойки, содержащим верхнюю и нижнюю плиты, пуансонодержатель,
прижим, матрицу, упоры устанавливают на нижней плите для базирования корпуса
телескопической стойки по его наружному диаметру и открытой торцовой
поверхности.
Способ осуществляется следующим образом. Корпус
телескопической стойки в сборе с резервуаром , чашей и кронштейном
устанавливается в штампе, при рабочем ходе которого пробивкой формируются
отверстия. Штамп содержит верхнюю плиты, пуансонодержатель с прижимом, матрицу
и упоры на планке. Планка выполнена Г-образной формы, с упорами и для
базирования соответственно корпуса по его наружному диаметру и открытой
торцовой поверхности. Упоры могут быть установлены непосредственно на
удлиненной нижней плите.
2. Отработка конструкции на технологичность
Телескопическая стойка авто "Ока" состоит из большого числа
деталей, поэтому для ее сборки и автономного контроля, испытаний, разбиваем на
самостоятельное число узлов.
В состав телескопической стойки входят стандартные изделия: гайки,
пружины, диски.
При дальнейшей сборке телескопическая стойка не будет подвергаться
промежуточной разборки.
В телескопической стойке отсутствуют детали малой прочности и жёсткости и
детали из легкодеформируемых материалов, что исключает возможность их
деформации в процессе сборки.
При сборке телескопической стойки обеспечивается свободный доступ
инструментов, средствам контроля рабочих органов и технический устройств к
местам сборки.
Базовой деталью является корпус телескопической стойки.
Все операции при сборке телескопической стойки имеют направления сборки,
которые осуществляются сверху вниз.
При сборке телескопической стойки имеются детали с разными
характеристиками износа: прокладки.
Эффективным способом и средством сборки телескопической стойки является:
конвейер, пресс и различные зажимные приспособления.
При транспортировке не будет распадаться на составные части.
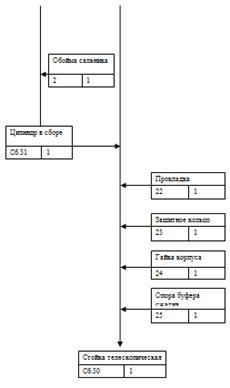
3. Проектирование технологического процесса сборки
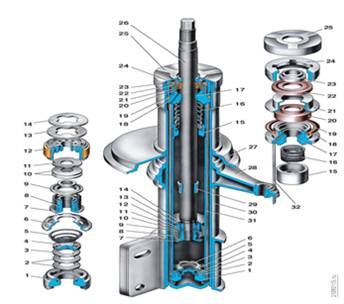
Рисунок 2 - Телескопическая стойка: 1 - корпус клапана сжатия; 2 - диски
клапана сжатия; 3 - дроссельный диск клапана сжатия; 4 - тарелка клапана
сжатия; 5 - пружина клапана сжатия; 6 - обойма клапана сжатия; 7 - гайка клапана
отдачи; 8 - пружина клапана отдачи; 9 - тарелка клапана отдачи; 10 - диски
клапана отдачи; 11 - дроссельный диск клапана отдачи; 12 - поршень; 13 -
тарелка перепускного клапана; 14 - пружина перепускного клапана; 15 - плунжер;
16 - пружина плунжера; 17 - направляющая втулка штока с фторопластовым слоем;
18 - обойма направляющей втулки; 19 - уплотнительное кольцо корпуса стойки; 20
- сальник штока; 21 - обойма сальника; 22 - прокладка защитного кольца штока;
23 - защитное кольцо штока; 24 - гайка корпуса стойки; 25 - опора буфера
сжатия; 26 - шток; 27 - чашка пружины; 28 - поворотный рычаг; 29 -
ограничительная втулка штока; 30 - корпус стойки; 31 - цилиндр; 32 - сливная
трубка.

|
|
Маршрутная карта технологического процесса
|
Обозначение и наименование детали /сборочной единицы/
|
Код и наименование материала
|
Профиль и размеры заготовки
|
Норма расхода
|
Код заказа
|
|
|
Телескопическая стойка
|
|
|
|
|
|
|
|
|
|
|
|
|
Номер
|
Наименование и содержание операции
|
Оборудование /код, наименование, инвентарный номер шифр
наладки/
|
Оснастка /код, наименование/
|
Т шт.
|
|
|
Вид работ
|
Операции
|
|
|
|
|
|
|
|
005
|
1.Установочная.
|
|
Приспособление зажимное,
|
0,9510
|
|
|
|
|
1.Установить корпус в приспособление.
|
|
|
|
|
|
|
010
|
Сборочная.
|
|
|
1.1450
|
|
|
|
|
1.Запресовать в цилиндр 31 клапан сжатия
Сб.1,предварительно смазав.
|
|
Сборочный стол, гидравлический пресс.
|
|
|
|
|
|
2.Запресовать шток в сборе Сб.26 в цилиндр
31.Предварительно смазав.
|
|
|
|
|
|
|
|
3.Запресовать ограничительную втулку 29 на шток
|
|
|
|
|
|
|
015
|
Сборочная
|
|
Гидравлический пресс
|
1,0210
|
|
|
|
|
1.Напресовать плунжер на шток в сборе 26.Предварительно
смазав.
|
|
|
|
|
|
|
|
2.Установить пружину на шток 26.
|
|
|
|
|
|
|
|
3.Напресовать обойму направляющую в сборе шток 26.
|
|
|
|
|
|
|
020
|
.Установочная.
|
|
|
0.9020
|
|
|
|
|
1.Установить уплотнительное кольцо 19 на направляющую
обойму 18.
|
|
|
|
|
|
|
|
2.Установить сальник 20 на направляющую обойму 18.
|
|
|
|
|
Номер
|
Наименование и содержание операции
|
Оборудование /код, наименование, инвентарный номер шифр
наладки/
|
Оснастка /код, наименование/
|
Т шт.
|
|
|
Вид работ
|
Операции
|
|
|
|
|
|
|
|
025
|
.Сборочная .
|
|
Гидравлический пресс, смазка Литол-24
|
1.2893
|
|
|
|
|
1.Напресовать на шток 26 обойму сальника 21 предварительно
смазав.
|
|
|
|
|
|
|
|
2.Установаить цилиндр в сборе Сб.30, в корпус стойки 30.
|
|
|
|
|
|
|
|
3.Залить амортизационную жидкость 270 ± 5 
|
|
|
|
|
|
|
030
|
6.Установочная.
|
|
|
0.9240
|
|
|
|
|
1.Установаить прокладку защитного кольца штока 22 на шток
26.
|
|
|
|
|
|
|
|
2.Установить защитное кольцо 23 на шток 26
|
|
|
|
|
|
|
035
|
7.Сборочная.
|
|
|
1.3459
|
|
|
|
|
1.Ввернуть гайку корпуса стойка 24, на корпус 30 при
полностью выдвинутом штоке, затянуть моментом 117-147.
|
|
|
|
|
|
|
|
2.Напресовать опору буфера сжатия 25 на корпус.
|
|
|
|
|
|
|
040
|
8.Контрольная.
|
|
Стенд для проверки
|
1.4424
|
|
|
|
|
1.Проверить визуально комплектность.
|
|
|
|
|
|
|
|
2.Проверить на герметичность.
|
|
|
|
|
|
|
|
3.Снять с приспособления.
|
|
|
|
. Производственные расчеты и техническое нормирование
.1 Уточнение годовой программы
Таблица 1 - Годовая программа сборки узла
|
Перечень
|
Годовой план
|
Количество
|
Количество
|
Количество
|
Итоговая
|
|
марок
|
выпуска
|
узлов на один
|
узлов на
|
узлов для
|
программа
|
|
Автомобилей
|
(шт.)
|
автомобиль
|
плановый
|
выпуска на
|
сборки узла
|
|
|
(шт.)
|
выпуск
|
запасные
|
(шт.)
|
|
|
|
автомобилей
|
части
|
|
|
|
|
(шт.)
|
(шт.)
|
|
|
ВАЗ-1111(Ока)
|
50 000
|
2
|
10 000
|
110 000
|
.2 Расчеты трудоемкости программы сборки узла
 =
=
где Тi - трудоемкость технологической операции
базового варианта (н/час)- программа сборки узла (шт.)шт - норма времени на
операцию базового варианта (мин.)
Операция 005
 =
=  =17435,5 (н/час)
=17435,5 (н/час)
Операция 010
 =
=  = 2099,16 (н/час)
= 2099,16 (н/час)
Операция 015
 =
=  =
=  = 1871,83 (н/час)
= 1871,83 (н/час)
Операция 020
 =
=  =
=  = 1653,66 (н/час)
= 1653,66 (н/час)
Операция 025
 =
=  =
=  = 2363,71 (н/час)
= 2363,71 (н/час)
Операция 030
 =
=  =
=  = 1694 (н/час)
= 1694 (н/час)
Операция 035
 =
=  =
=  = 2467,48 (н/час)
= 2467,48 (н/час)
Операция 040
 =
=  =
=  = 2644,4 (н/час)
= 2644,4 (н/час)
 =
= =
= =
=  = =
= = = 16537,766 (н/час)
= 16537,766 (н/час)
Таблица 2 - Сводная ведомость трудоемкости выполнения программы сборки
узла
|
Содержание операции
|
Норма времени t ш т. (мин)
|
Трудоемкость (н/час)
|
Используемое оборудование или оснастка
|
|
005 Установочная
|
0,9510
|
1743,5
|
Стенд
|
|
010 Сборочная
|
1,1450
|
2099,16
|
Стенд, пресс
|
|
015 Сборочная
|
1,0210
|
1871,83
|
Стенд, пресс, Литол-24
|
|
020 Сборочная
|
0,9020
|
1653,66
|
Стенд.
|
|
025 Сборочная
|
1,2893
|
2363,71
|
Пресс, Литол-24
|
|
030 Установочная
|
0,9240
|
1694
|
Стенд
|
|
035 Сборочная
|
1,3459
|
2467,48
|
Стенд, пресс, Литол-24
|
|
040 Контрольная
|
1.4424
|
2644,4
|
Стол контрольный
|
.3 Расчет необходимо количества оборудования, оснастки и загрузки
 =
=  (4.3.1)
(4.3.1)
где Ср - расчетное количество оборудования (шт.)
Т - трудоемкость операции (н/час)д - действительный
годовой фонд времени работы сборочного оборудования (час)
Квн - коэффициент выполнения нормы времени
Операция 005.
 =
=  =
=  = = 0,39
= = 0,39
Операция 010.
 =
=  =
=  = 0,42
= 0,42
Операция 015.
 =
=  =
=  = 0,42
= 0,42
Операция 020.
 =
=  =
=  = 0,37
= 0,37
Операция 025.
 =
=  =
=  = 0,53
= 0,53
Операция 030.
 =
=  =
=  = 0,38
= 0,38
Операция 035.
 =
=  =
=  = 0,55
= 0,55
Операция 040.
 =
=  =
=  =0,59
=0,59
 =
=  (4.3.2)
(4.3.2)
где Спр - принятое количество оборудования
Процент загрузи оборудования.
 =
=  ∙ 100%
∙ 100%
Операция 005.
 = 0,39 ∙ 100 = 39%
= 0,39 ∙ 100 = 39%
 =
=  = 0,39
= 0,39
Операция 010.
 =
=  = 0,47
= 0,47
 = 0,47 ∙ 100 = 47%
= 0,47 ∙ 100 = 47%
Операция 015.
 =
=  = 0,42
= 0,42
 = 0,42 ∙ 100 = 42%
= 0,42 ∙ 100 = 42%
Операция 020.
 =
=  = 0,37
= 0,37
 = 0,37 ∙ 100 = 37%
= 0,37 ∙ 100 = 37%
Операция 025.
 =
=  = 0,53
= 0,53
 = 0,53 ∙ 100 = 53%
= 0,53 ∙ 100 = 53%
Операция 030.
 =
=  = 0,38
= 0,38
 = 0,38 ∙ 100 = 38%
= 0,38 ∙ 100 = 38%
Операция 035.
 =
=  = 0,55
= 0,55
 = 0,55 ∙ 100 = 55%
= 0,55 ∙ 100 = 55%
Операция 040.
 =
=  = 0,59
= 0,59
 = 0,59 ∙ 100 = 59%
= 0,59 ∙ 100 = 59%
Определяем средний коэффициент загрузки сборочной
линии.
 =
=  (4.3.4)
(4.3.4)
=  =
=  = 0,46
= 0,46
Определяем средний процент загрузки сборочной линии.
 = ∙ 100%
= ∙ 100%
= 0,46 ∙ 100 = 46%
Таблица 3 - Расчет количества оборудования и оснастки:
|
Наименование операций
|
Наименование оборудования или оснастки
|
Трудоемкость (н/час)
|
Расчетное количество оборудования Ср. (шт.)
|
Принятое количество оборудования Спр. (шт.)
|
Коэффициент загрузки оборудования Кз
|
|
005Установочная.
|
Стол сборочный. приспособление
|
1743,5
|
0,39
|
1
|
0,39
|
|
010 Сборочная.
|
Гидравлический пресс, смазка Литол-24.
|
2099,16
|
0,47
|
1
|
0,47
|
|
015 Сборочная.
|
Гидравлический пресс, смазка Литол-24.
|
1871,83
|
0,42
|
1
|
0,42
|
|
020 Установочная.
|
Стол сборочный.
|
1653,66
|
0.37
|
1
|
0.37
|
|
025 Сборочная.
|
Гидравлический пресс, смазка Литол-24.
|
2363,71
|
0,53
|
1
|
0,53
|
|
030 Установочная.
|
Стол сборочный.
|
1694
|
0,38
|
1
|
0,38
|
|
035 Сборочная.
|
Гидравлический пресс.
|
2467,48
|
0,55
|
1
|
0,55
|
|
040 Контрольная.
|
Стенд для проверки.
|
2644,4
|
0,59
|
1
|
0,59
|
|
Итого
|
|
16537,74
|
3,7
|
8
|
3,7
|
Таблица 4 - Баланс рабочего времени одного рабочего на 2015 год.
|
Показатели
|
Единица измерения
|
2015 год
|
|
I число календарных дней
|
дни
|
365
|
|
2. число нерабочих дней всего
|
дни
|
115
|
|
3. номинальный фонд времени
|
дни
|
250
|
|
4 плановые неявки на работу
|
дни
|
33
|
|
5. полезный фонд времени одного рабочего
|
дни
|
217
|
|
6. средняя продолжительность рабочего дня
|
час
|
8
|
|
7. потери связанные с сокращением рабочего дня
|
час
|
0,05
|
|
8 средняя продолжительность рабочего дня
|
час
|
7,95
|
|
9. номинальный годовой фонд рабочего времени
|
час
|
2070
|
|
10. полезный фонд рабочего времени
|
час
|
1725
|
.4 Расчет численности основных рабочих
 =
= 
где Poi - плановая явочная численность на одной
операции технологического процесса.
Тi - трудоемкость операций (н/час).
Fn - годовой номинальный фонд рабочего времени одного рабочего.
Квп - коэффициент выполнения нормы. (1,05 - 1,15)- количество смен
рабочих (принимаем равное 2
 =
=  =
=  = 0,39
= 0,39
 =
=  =
=  = 0,47
= 0,47
 =
=  =
=  = 0,41
= 0,41
 =
=  =
=  = 0,36
= 0,36
 =
=  =
=  = 0,51
= 0,51
 =
=  =
=  = 0,36
= 0,36
 =
=  =
=  = 0,53
= 0,53
 =
=  =
=  = 0,56
= 0,56
Сводная ведомость явочной численности основных рабочих.
Таблица 5 - Сводная ведомость явочной численности
основных рабочих
|
Профессия
|
Количество оборудования
|
Количество человек
|
В том числе по разрядам
|
|
|
|
1
|
2
|
3
|
4
|
5
|
6
|
|
Слесарь сборщик
|
3,7
|
8
|
|
5
|
2
|
1
|
|
|
|
Итого
|
3,7
|
8
|
|
5
|
2
|
1
|
|
|
 =
= 
где  - количество рабочих по какому либо разряду.
- количество рабочих по какому либо разряду.
 - разряд.
- разряд.
=  =
=  =
=  = 2,5 ≈ 3 разряд.
= 2,5 ≈ 3 разряд.
4.5 Расчет численности вспомогательных рабочих
Численность вспомогательных рабочих составляет 30-40% от явочной
численности основных рабочих.
 = (30 % ∙
= (30 % ∙  ) / 100%
) / 100%
= (30 ∙ 8) / 100 = 2,4 принимаем 3-х человек.
Сводная ведомость численности вспомогательных рабочих.
Таблица 6 - Сводная ведомость численности вспомогательных рабочих
|
Профессия.
|
Количество человек
|
В том числе по разрядам.
|
|
|
1
|
2
|
3
|
4
|
5
|
6
|
|
Контролер.
|
1
|
|
|
1
|
|
|
|
|
Транспортный рабочий.
|
1
|
|
1
|
|
|
|
|
|
Комплектовщик.
|
1
|
|
1
|
|
|
|
|
|
Итого.
|
3
|
|
2
|
1
|
|
|
|
Рассчитываем средний тарифно-квалификационный разряд
= [(2 ∙ 2) + (1 ∙ 3)]/ 3 = 7 / 3 = 2,3 ≈ 2
разряд.
4.6 Расчет
численности руководящего состава и специалистов
Численность руководителей и специалистов, согласно
штатного расписания не должна превышать 15% от численности основных и
вспомогательных рабочих.
 = [ 15% ∙ (
= [ 15% ∙ (  )] / 100%
)] / 100%
 = [ 15 ∙ ( 8 + 3) ] / 100 =
1,65 принимаем 2-х человек.
= [ 15 ∙ ( 8 + 3) ] / 100 =
1,65 принимаем 2-х человек.
Сводная ведомость численности руководителей и
специалистов.
Таблица 7- Сводная ведомость численности руководителей
и специалистов
|
Руководители и специалисты.
|
Количество человек
|
%
|
|
Инженер.
|
1
|
50 %
|
|
Начальник цеха.
|
1
|
50 %
|
|
Итого.
|
2
|
100 %
|
Таблица 8 - Сводная ведомость и структура
среднесписочной численности ППП
|
Категории ППП
|
Количество человек
|
Удельный вес в % от 
|
|
Основные.
|
8
|
61,54 %
|
|
Вспомогательные
|
3
|
23,08 %
|
|
Рабочие  . .
|
2
|
15,38 %
|
|
Итого.
|
13
|
100 %
|
 = (
= ( /
/  ) ∙ 100%
) ∙ 100%
Основные рабочие.
= (8 / 13) ∙ 100 = 61,53% ≈
61,54%
Вспомогательные рабочие.
= (3 / 13) ∙ 100 = 23,08%
Рабочие  С.
С.
= (2 / 3) ∙ 100 = 15,38%
.7 Производственная оценка разработанного процесса
сборки
Такт (темп) поточной сборки изделия
Темп поточной сборки (мин / шт.).
 =
=
где Д - число рабочих дней в году
С - число рабочих смен за день;
Тсм - продолжительность смены или средняя
продолжительность рабочего дня
Тоб =0,15- потери времени в течение смены на
обслуживание рабочих мест (час.);
Тп =0,1- потери времени на перерывы в работе для
отдыха и естественных надобностей рабочих в течение смены (час.);
 =0,97 коэффициент, учитывающий потери
времени на ремонт сборочного оборудования (зависит от уровня механизации и
автоматизации процесса сборки);- программа сборки
=0,97 коэффициент, учитывающий потери
времени на ремонт сборочного оборудования (зависит от уровня механизации и
автоматизации процесса сборки);- программа сборки
 =
=  =
=  =
=  = 2,035 мин / шт
= 2,035 мин / шт
Ритм поточной сборки (шт / мин)
=  =
=  = 0,49 шт / мин
= 0,49 шт / мин
Величина сменного задания
 =
= 
=  =
=  = 234,4 шт
= 234,4 шт
Производительность сборочного рабочего места.
Q = 
Операция 005.
 =
=  =
=  = 504,73
= 504,73
Операция 010.
 =
=  =
=  = 419,21
= 419,21
Операция 015.
 =
=  =
=  = 470,12
= 470,12
Операция 020.
 =
=  =
=  = 532,15
= 532,15
Операция 025.
 =
=  =
=  = 372,29
= 372,29
Операция 030.
 =
=  =
=  = 519,48
= 519,48
 =
=  =
=  = 356,63
= 356,63
Операция 040.
 =
=  =
=  = 332,77
= 332,77
4.8 График загрузки оборудования
Рисунок 2 - График загрузки оборудования
5. Организация сборочного процесса и методы достижения
точности сборки
Типовая поточная форма организации процессов сборки.
Характеризуют специализацией рабочих мест, согласованным и ритмичным
выполнением всех операций технологического процесса с заданным тактом выпуска:
размещением рабочих мест в технологической последовательности. Длина конвейера
20 метров.
Подвижная поточная сборка становится экономически
целесообразной в тех случаях, когда выпуск машин и их сборочных единиц
значительно возрастет. Данный вид сборки осуществлен с непрерывно или
периодически перемещающимися собираемыми объектами. Преимущества выполнения
работ с требуемым тактом и возможностью почти полного совмещения времени,
затрачиваемого на транспортирование объектов, со временем их сборки. При
переходе на поточные методы длительность цикла сборки сокращается, значительно
повышает качество, растет производительность труда. Окупаемость затрат на
поточную сборку превышает 3 года.
Конвейер с пульсирующим движением собираемого изделия.
Метод достижения точности сборки. Точность должна быть
оптимальной. При достижении точности применяется метод полной
взаимозаменяемости.
Требуемую точность замыкающей детали достигаются
каждый раз, когда включают или заменяют в ней детали без их выбора и без
подбора. Метод используют экономической в условиях достижения высокой точности
при малом числе деталей и при достаточно большом числе изделий, подлежащих
сборке.
6. Выбор оборудования и технологической оснастки
К средства технологического оснащения сборки относят
совокупность орудий производства, необходимых для осуществления
технологического процесса сборки, включая сборочное, транспортно-загрузочное,
вспомогательное и подъемно-транспортное технологическое оборудование, а также
технологическую оснастку (приспособления и инструменты). Силы, необходимые при
сборке продольно - прессовых соединений, создают посредством прессов -
универсальных или специальных.
Требуемый тоннаж этих средств определяют исходя из
расчетной силы запрессовки с коэффициентом запаса от 1,5 до 2.
Распространены также гидроприспособления для
запрессовки сборочных единиц, работающих по принципу разжима. В этом случае
гидроцилиндр упирают в корпус собранного изделия, а шток - в запрессовываемую
сборочную единицу. Благодаря высоким рабочим давлениям, переносными
гидравлическими приспособлениями можно создать значительные силы запрессовки.
7. Техника безопасности и производственная санитария
Техника безопасности - комплекс мероприятий и технических средств,
обеспечивающих безопасные условия труда. В СССР осуществляется широкая система
мероприятий по технике безопасности. В Программе КПСС предусмотрено внедрение
современных средств техники безопасности. и обеспечение санитарно-гигиенических
условий, устраняющих производственный травматизм и профзаболевания.
Мероприятия, обеспечивающие безопасные условия труда, основываются на
всестороннем изучении процессов производства и выявлении недостатков в
организации безопасности труда. Задачей техники безопасности является указание
путей устранения этих недостатков, разработка мер эффективной защиты, а также
оздоровление условий труда.
С целью профилактики травматизма предусмотрено осуществление следующих
мероприятий:
) создание условий безопасности на территории предприятия, рациональное
расположение проходов, проездов, достаточная освещенность;
) безопасность сооружений и оборудования (ограждающие и автоматические
предохранительные устройства);
) противоаварийные устройства, автоматическая сигнализация и маркировка в
целях принятия мер предосторожности и предотвращения опасных ошибок;
) нормализация воздушной среды в помещениях и на территории в целях
создания гигиенических (предупреждение загрязнения газами, парами, пылью) и
оптимальных метеорологических условий;
) эксплуатационно-режимные и технологические условия безопасности: на
ряде производств проведение проверочных мероприятий при допуске к работе;
специальное руководство работой, соответствующий режим труда и отдыха,
рациональная организация рабочих мест, в ряде случаев - дублирование
исполнителей и другие условия;
) обеспечение безопасными приспособлениями, инструментами и защитными
средствами;
) подготовка работающих по технике безопасности: инструктирование (в том
числе и на рабочем месте), обучение, стажирование, агитация, пропаганда техники
безопасности.
Профилактические мероприятия вытекают из анализа причин несчастных
случаев и профессиональных заболеваний. Изучение причин травматизма, наличие
данных о преимущественной локализации травм, распределение видов травматизма по
тяжести позволяют выяснить его конкретные источники и наметить рациональные
мероприятия по снижению числа несчастных случаев
Все мероприятия по технике безопасности способствуют максимальной производительности
труда.
В соответствии с положением о службе по технике безопасности на
предприятиях имеются отделы (группы) техники безопасности, которые осуществляют
систематический контроль за проведением мероприятий по созданию безопасных
условий труда, а также по борьбе с травматизмом и авариями. Ответственным за
состояние охраны труда на предприятии, учреждении в целом является его
руководитель. Значительная роль в контроле и осуществлении мероприятий по
охране труда и техники безопасности принадлежит профсоюзам. Оперативное
руководство организацией техники безопасности на промышленных предприятиях
осуществляет главный инженер. Промышленная санитария (производственная
санитария) - раздел общей санитарии, осуществляющий мероприятия по правильному
устройству, оборудованию и содержанию промышленных предприятий в целях охраны
здоровья работающих на них, а также населения, проживающего в ближайшем
соседстве с предприятием. Практические мероприятия по оздоровлению условий
труда основываются на гигиенических нормативах для производственных помещений
(нормы температуры, относительной влажности и скорости движения воздуха,
предельно допустимые концентрации вредных газов, паров и пыли в воздухе
производственных помещений, предельно допустимые уровни шума и вибрации и пр.).
К области промышленной санитарии относятся: санитарное благоустройство
территории промышленных предприятий и территории, окружающей их, гигиенические
вопросы устройства производственных и вспомогательных зданий и помещений,
промышленная вентиляция и освещение.
Наблюдение за проведением санитарных мероприятий при проектировании,
строительстве и переоборудовании промышленных предприятий, а также
систематический контроль за состоянием промышленных предприятий и условиями
труда в них осуществляют органы государственного санитарного надзора.
При проведении текущего санитарного надзора на промышленном предприятии
промышленно-санитарные врачи и помощники санитарных врачей осуществляют свою
деятельность совместно с цеховыми врачами медико-санитарных частей или врачами
здравпунктов и техническими инспекторами профсоюзных органов по контролю охраны
труда и техники безопасности.
Заключение
При проектировании технологического процесса сборки телескопической
стойки автомобиля "Ока" были решены следующие задачи: изучены
служебное назначение и техническая характеристика изделия, выполнена отработка
конструкции изделия на технологичность при сборке, составлена технологическая
схема и спроектирован технологический процесс сборки, выполнены
производственные расчеты, определены методы достижения точности сборки, выбраны
оборудования и технологическая оснастка.
Трудоемкость выполнения программы сборки узла составляется 16537,74
н/час, численность основных рабочих задействованных в сборочном процессе 8
человек, уровень механизации труда - 38,30% , процент загрузки сборочной линии
46%.
Нормативная загрузка сборочный линии колеблется в пределах 65-95%. Для
полной загрузки оборудования на этой сборочной линии необходимо организовать
сборку однотипных изделий т.е. сборка амортизатора задней подвески.
Список литературы
1.
Большегрузные автомобили КамАЗ: учебник для ПТУ/Б79 А.К. Перельский, В.А.
Трынов, Б.В. Каминский, А.Н. Дементий. - М.: Высшая школа, 2010. - 303с.
.
Методические указания по выполнению курсового проектирования по МДК 01.03
"Технология сборки автотракторной техники".
. Основы
технологии сборки машин и механизмов - 5-е издание, исправлено - М.:
Машиностроение, 2011. - 592 с.
.
Слесарно-сборочные работы: учебник для нач. проф. образования/ Б.С. Покровский.
- 3-е издание, стер. - М.: Издательский центр "Академия", 2011. - 368
с.
. Справочник
технолога-машиностроителя. В 2-х т. С27 Т. 2 / под ред. А.Г. Косиловой и Р.К.
Мещерякова. - 4-е издание, перераб. и доп. - М.: Машиностроение, 2010. - 496с.
. Технология
сборочного производств / М.А. Тамаркин, И.В. Давыдов, Э.Э. Тищенко. - Ростов
н/Д: Феникс, 2010. - 270, [1] с.: ил. - (Высшее образование)