|
Розмір, мм
|
стан 2250
|
стан 2800
|
стан 3000
|
|
товщина
|
105÷250
|
130÷300
|
140÷320
|
|
ширина
|
550÷1050
|
700÷1250
|
1000÷1400
|
|
довжина
|
1200÷1850
|
1500÷2500
|
1500÷2500
|
Наприклад:
Визначити розміри слябів для попереднього прикладу.
Варіант 1: сляби катані. При
використанні зливку Д-15 ширина слябу В =1250 мм. Приймаємо середню його
товщину Н = 220 мм. Тоді довжина:
 м.
м.
Округляємо
L до 2320 мм, оскільки
розкати на блюмінгу-слябінгу ріжуться з кроком 10 мм. Отже розміри слябу 220×1250×2320 мм.
Варіант 2: сляби литі.
Приймаємо максимальну ширину В = 1400 мм і середню товщину 220 мм. Тоді
довжина:
 м ≈ 2070 мм.
м ≈ 2070 мм.
Розміри
слябу 220×1400×2070 мм.
2. Вибір схеми прокатки
При виробництві товстих листів
застосовують дві основні схеми прокатки - подовжню або поперечну, вибір яких в
основному визначається співвідношенням ширини сляба і ширини готового листу.
При подовжній осі сляба і листу
співпадають, а при поперечній вони перпендикулярні.
Схема прокатки в чорновій кліті має
вирішальне значення для форму розкату в плані і, отже, на витрату металу, а
також впливає на якість продукції і продуктивність стану. Тому при виборі
раціональної схеми у кожному конкретному випадку необхідно враховувати всі
згадані чинники.
Найпростіші
схеми прокатки застосовуються, коли початкові ширина В або довжина L сляба
дорівнюють ширині готового листу b з урахуванням бічної обрізі Δb.
Якщо ширина сляба відповідає ширині листу з урахуванням бічної обрізі, прокатка
в чорновій кліті ведеться по простій подовжній схемі до отримання підкату
необхідної товщини (рис. 2.1)
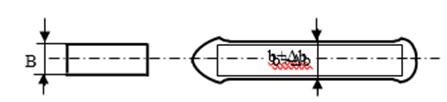
Рисунок 2.1 - Проста подовжня схема
прокатки
Якщо ширина листу з урахуванням
бічної обрізі відповідає довжині сляба, він розвертається (кантується) на 900
в горизонтальній площині і прокатується в чорновій кліті в поперечному напрямі
так, що довжина листу формується з ширини сляба (рис. 2.2).
Рисунок 2.2 - Проста поперечна схема
прокатки
У більшості випадків товсті листи
прокатують із слябів, ширина і довжина яких менше ширини листів. При цьому
застосовуються складніші схеми подовжньої і поперечної прокатки.
.1 Подовжня схема прокатки
У найповнішому вигляді подовжня
схема прокатки складається з трьох етапів (рис. 2.3).
На першому етапі сляб прокатується уподовж для вирівнювання товщини і зменшення
звуження кінців листу. Цей етап називають протяжкою.
Рисунок 2.3 - Подовжня схема
прокатки з розбиттям ширини
Завдяки протяжці форма розкату
наближається до прямокутної. Суманий
коефіцієнт витяжки при протяжці µ1 звичайно складає 1,1-1,6. Як
правило, протяжка ведеться у перших двох-чотирьох проходах, при цьому довжина
сляба зростає до величини, близької до довжини бочки валків.
На другому етапі після кантування
розкату на 900 в горизонтальній площині прокатка ведеться в
поперечному напрямі до необхідної ширини листу з припуском
на бічну обрізь,
який на товстолистових
станах складає 110-250 мм. Цей етап називається розбиттям ширини. Сумарний
коефіцієнт витяжки при розбитті ширини µ2 на практиці складає
1,7-3,9.
На третьому етапі після отримання
необхідної ширини листа проводиться зворотне кантування розкату на 900
Прокатка ведеться уподовж до отримання товщини підкату для чистової кліті, при
цьому сумарний коефіцієнт витяжки µ3 може досягати
10.
При подовжній схемі прокатки форма
розкату після чорнової кліті характеризується більшою шириною його середньої по
довжині частини в порівнянні з шириною кінців (рис. 2.3) і в основному залежить
від співвідношення віялоподібного розширення кінців при протяжці і при розбитті
ширини, тобто визначається відношенням µ1/µ2.
При відношенні
µ1/µ2≈1,0 різноширинність підкату практично
відсутня. У виробничих умовах µ1/µ2
= (0,5-0,8), що в більшості випадків не забезпечує прямокутної форми підкату.
.2 Поперечна схема прокатки
Ця схема включає наступні етапи
(рис. 2.4)
Рисунок 2.4 - Поперечна схема
прокатки з розбиттям ширини
На першому етапі проводиться
прокатка в подовжньому напрямку з сумарною витяжкою µ1=1,1÷1,4
при якій довжина сляба (розкату) підвищується до величини, що відповідає
необхідній ширині листа з припуском на бічну обрізь.
На другому етапі після кантування на
900 в горизонтальній площині, проводиться прокатка в поперечному
напрямку з сумарною витяжкою µ2 до отримання товщини підкату для
чистової кліті або товщини готового листа (для одноклітьових
станів).
При поперечній схемі прокатки кінці
підкату мають більшу ширину в порівнянні з середньою по довжині частиною (рис.
2.4).
Величина різноширинності
кінців залежить від співвідношення сумарних витяжок при протяжці µ1 і
при прокатці у поперечному напрямку µ2. При товщині, підкату hчист
> 40 мм, коефіцієнт витяжки µ2 = h2/hчист,
рекомендується приймати із співвідношення: µ2= h2/40
(де: h2, hчист - відповідно товщина
розкату після розбиття ширини і товщина підкату для чистової кліті, мм).
При поперечній схемі прокатки без
протяжки (проста поперечна схема по рис. 2.3), яка використовується для слябів
з довжиною, що дорівнює ширині листів з припуском на бічну обрізь, після
кантування на 900 сляб прокатується до заданої товщини. При цьому
мало завантажені пропуски при прокатці виключаються і підвищується продуктивність
стану. За відсутності протяжки µ1 = 1 і µ2 = Н/hчист
(тут hчист ≈ 40 мм).
Переваги поперечної схеми прокатки в
порівнянні з подовжньою такі: більша продуктивність внаслідок відсутності
одного кантування і більш рівномірні обтиски по проходах, менша анізотропія
механічних властивостей металу. Істотний недолік поперечної схеми прокатки -
появи розшарувань, причиною яких є розкочування в поперечному напрямі
неметалічних включень і інших дефектів слябів.
3. Розробка режимів обтисків
.1 Прокатка в чорновій кліті
Якщо прийнято подовжню схему
прокатки, то спочатку слід визначити коефіцієнт витяжки при протяжці по
формулі:
 , (3.1)
, (3.1)
де lпр - довжина розкату
після протяжки, мм;
Максимальна
довжина розкату після протяжки lпр
залежить від довжини бочки
валків Lб і довжини роликів робочого рольгангу кліті.
Останнє необхідне для можливості кантування розкату після розбивки
ширини, для
чого його діагональ d після цієї стадії повинна бути трохи
менше
довжини роликів lpг
робочого рольгангу даної
кліті (рис. 3.1).
Рисунок 3.1 - До визначення довжини
після протяжки
Очевидно, що максимально припустима
довжина повинна бути:
 , (3.2)
, (3.2)
де Δb - припуск
на обрізання бокових кромок.
Водночас вона не може бути
більшою, ніж:
 мм. (3.3)
мм. (3.3)
З цих двох значень вибирають
менше. Наприклад:b = 2500; Δb = 160,
прокатка на ТЛС 2800 з lрг =
3600 мм. Звідси:
 мм.
мм.
 мм.
мм.
Приймаємо менше значення lпр=
2400 мм.
При обмеженій довжині lпр
коефіцієнт витяжки μ1 буде тим
більше, чим менше L. Ось чому з погляду зменшення
обрізі потрібно вибирати сляби мінімальної довжини, хоча це веде до збільшення
товщини, що несприятливо позначається на нагріванні. Потім знаходиться товщина
розкату після протяжки по співвідношенню:
 , мм. (3.4)
, мм. (3.4)
Сумарний обтиск при протяжці:
 . Його
потрібно розподілити по проходах. Якщо поворотні пристрої чорнової кліті
встановлені перед і після неї, то число проходів може бути як парним, так і
непарним (при цьому потрібно прагнути їх мінімізувати). Якщо тільки до - то
парним, оскільки після протяжки потрібно робити кантування. Доцільно
розподіляти обтискання так, щоб вони зменшувалися у міру зменшення товщини
розкату. Звичайно протяжка робиться за 2 проходи, і рідко - за 4. Якщо
. Його
потрібно розподілити по проходах. Якщо поворотні пристрої чорнової кліті
встановлені перед і після неї, то число проходів може бути як парним, так і
непарним (при цьому потрібно прагнути їх мінімізувати). Якщо тільки до - то
парним, оскільки після протяжки потрібно робити кантування. Доцільно
розподіляти обтискання так, щоб вони зменшувалися у міру зменшення товщини
розкату. Звичайно протяжка робиться за 2 проходи, і рідко - за 4. Якщо  малий, то
можна робити один прохід холостим.
малий, то
можна робити один прохід холостим.
Наприклад: Н = 220 мм, B = 1250мм, L =
2320 мм.
 ,мм.
,мм.
 мм.
мм.
 мм.
мм.
Такий обтиск можна зробити за
один прохід. Але коли у перших проходах чорнової кліті обтиски досягають 40÷50
мм, потрібно робити перевірку умов захвату валками.
Після протяжки розкат
кантується на 900 і здійснюється розбиття
ширини. Коефіцієнт витяжки при розбитті ширини:
 , (3.5)
, (3.5)
де b - ширина
листа, мм;
В - ширина слябу, мм;
Далі визначається товщина
розкату після розбиття ширини:

 . (3.6)
. (3.6)
Знаходиться сумарний обтиск
при розбитті ширини:
 . (3.7)
. (3.7)
Він розподіляється по
проходах так, щоб сила і момент прокатки не перевищували припустимих, але кліть
була максимально завантажена по своїх енергосилових можливостях для отримання
максимальної продуктивності. Звичайно для цього потрібно декілька наближень.
Залежно від розмірів слябів і листів розбиття ширини робиться за 4÷8
проходів, але можуть бути і інші варіанти. Сумарний обтиск розподіляється по
проходах. При цьому можна орієнтуватись на практичні режими обтисків ТЛС.
Наприклад:
 ,
,
 мм.
мм.
 мм.
мм.
У першому наближенні
розподілення по проходах:
Δh1 =
23 мм; Δh2 =
21 мм; Δh3 =
20 мм; Δh4 =
18 мм; Δh5 =
16 мм; Δh6 =
15 мм.
Потім робиться друге
кантування і так звана "третя витяжка", до отримання товщини підкату
в чистову кліть. Коефіцієнт витяжки цієї стадії розраховується по виразу:
 , (3.8)
, (3.8)
де hрш,
hпк
- товщина розкату після розбиття ширини і товщина підкату в чистову кліть.
Сумарний обтиск при третій витяжці:
 , (3.9)
, (3.9)
де товщина підкату
знаходиться з умови рівності циклів прокатки в чорновій і чистовій клітях.
 ,
,
де ΔhΣчорн -
сумарний обтиск у чорновій кліті. Для подовжньої схеми:
 ,
,
де h - товщина листа. У
таблицях 3.1 і 3.2 наведено орієнтовні величини підкатів для різних товщин
листів.
Таблиця
3.1 - Товщина
підкатів
на ТЛС 2800
ВАТ
АМК
|
Товщина
листа, мм
|
Товщина
підкату, мм
|
|
8
|
20-30
|
|
9-10
|
30-40
|
|
12-15
|
40-50
|
|
16-20
|
50-60
|
|
Більш
20 мм
|
60-90
|
Таблиця
3.2 - Товщина підкатів
на ТЛС
2250 ВАТ АМК
|
Товщина
листа, мм
|
Товщина
підкату, мм
|
|
4
|
13-14
|
|
5
|
16-20
|
|
6
|
20-25
|
|
8
|
25-30
|
|
10
и вище
|
30-60
|
Наприклад:  мм.
мм.
 мм.
мм.
Приймаємо hпк =
54 мм. Тоді:  ;
;
 мм.
мм.
Далі проводиться розподіл  по проходах
і бажано так, щоб їх число було непарним. Тоді після третьої витяжки розкат
можна відразу відправити до чистової кліті. Якщо не виходить зробити непарне
число проходів, то слід вводити холостий прохід, протягом якого одночасно з
транспортуванням розкату передбачається підйом верхнього валу для першого
проходу наступного сляба. Результати розрахунку зводяться в таблицю. Приклад
режиму обтисків - в табл. 3.3
по проходах
і бажано так, щоб їх число було непарним. Тоді після третьої витяжки розкат
можна відразу відправити до чистової кліті. Якщо не виходить зробити непарне
число проходів, то слід вводити холостий прохід, протягом якого одночасно з
транспортуванням розкату передбачається підйом верхнього валу для першого
проходу наступного сляба. Результати розрахунку зводяться в таблицю. Приклад
режиму обтисків - в табл. 3.3
Таблиця 3.3 - Режим обтисків листа 12×2500×6000мм
у чорновій кліті ТЛС 2800 по подовжній схемі
|
№
|
Розміри
розкату
|
Δh,
мм
|
μ
|
|
h,
мм
|
b,
мм
|
l,
мм
|
|
|
|
0
|
220
|
1250
|
2320
|
-
|
-
|
|
1
|
213
|
1250
|
2396
|
7
|
1,033
|
|
2
|
213
|
1250
|
2396
|
0
|
-
|
|
Кантування
|
|
3
|
190
|
2396
|
1401
|
23
|
1,121
|
|
4
|
169
|
2396
|
1575
|
21
|
1,124
|
|
5
|
149
|
2396
|
1787
|
20
|
1,134
|
|
6
|
131
|
2396
|
2032
|
18
|
1,137
|
|
7
|
115
|
2396
|
2315
|
16
|
1,139
|
|
8
|
100
|
2396
|
2663
|
15
|
1,150
|
|
Кантування
|
|
9
|
81
|
2663
|
2958
|
19
|
1,235
|
|
10
|
66
|
2663
|
3630
|
15
|
1,227
|
|
11
|
54
|
2663
|
4437
|
12
|
1,222
|
Потрібно звертати увагу на те, щоб
після розбиття ширини довжина
розкату відповідала ширині листу плюс прийнятий припуск на бічну обрізь
з точністю до ± 5 мм. Для цього коефіцієнти витяжки в кожному проході
доводиться рахувати з точністю до 3÷4
знаків після коми.
При прокатці по поперечній схемі
спочатку коефіцієнт витяжки при розбитті ширини:
Далі розраховуються обтиски,
потрібні для отримання lрш:
 мм,
мм,
які розподіляються по
проходам. Після кантування ведеться прокатка у поперечному напрямку до
отримання товщини підкату у чистову кліть. При поперечній схемі сумарна
деформація в чорновій кліті повинна дорівнювати (0,8÷0,9)ΔhΣ,
щоб цикли прокатки в обох клітях були приблизно рівними.
 ,
,
,
 .
.
Сумарна деформація
розподіляється так, щоб обтиски зменшувалися. Число проходів також бажано мати
непарним.
Наприклад:
 ,
,
 мм.
мм.
 мм
мм
Приймаємо  мм. Тоді:
мм. Тоді:
 мм,
мм,
 мм.
мм.
Розподіляємо цю деформацію по
проходам і складаємо таблицю режиму обтисків у чорновій кліті.
Таблиця 3.4 - Режим обтисків листа
12×2500×6000мм
у чорновій кліті ТЛС 2800 по поперечній схемі
|
№
|
Розміри
розкату
|
Δh,
мм
|
μ
|
|
h,
мм
|
b,
мм
|
l,
мм
|
|
|
|
0
|
220
|
1250
|
2320
|
-
|
-
|
|
1
|
204
|
1250
|
2502
|
16
|
1,078
|
|
2
|
192
|
1250
|
2658
|
12
|
1,063
|
|
Кантування
|
|
3
|
169
|
2658
|
1420
|
23
|
1,136
|
|
4
|
147
|
2658
|
1633
|
22
|
1,150
|
|
5
|
127
|
2658
|
1890
|
20
|
1,157
|
|
6
|
108
|
2658
|
2223
|
19
|
1,176
|
|
7
|
91
|
2658
|
2638
|
17
|
1,187
|
|
8
|
76
|
2658
|
3158
|
15
|
1,197
|
|
9
|
62
|
2658
|
3871
|
14
|
1,226
|
|
10
|
50
|
2658
|
4801
|
12
|
1,240
|
|
11
|
40
|
2658
|
6000
|
10
|
1,250
|
Обтиски повинні бути такими. щоб зусилля
і моменти прокатки не перевищували припустимих. В табл. Г.1÷Г.8
в якості прикладу наведено припустимі значення обтисків для чорнових клітей
ТЛС.
.2 Прокатка в чистовій кліті
Метою прокатки в чистовій кліті є
одержання потрібної товщини листа у межах поля допусків, мінімальних подовжній
і поперечній різнотовщинності і високій планшетності. Рівень механічних
властивостей металу також значно залежить режиму прокатки у чистовій кліті.
При прокатці в початкових пропусках
в чистовій кліті обтиски обмежуються звичайно міцністю валків і іноді
потужністю приводних двигунів, а в завершальних пропусках встановлюються з умов
отримання листів з високою площинною і мінімальною поперечною різнотовщинністю.
Для зниження поперечної різнотовщинності
і поліпшення площинності листів обтиски в чистовій кліті по ходу прокатки
зменшуються і в завершальних пропусках звичайно не перевищують 5-10 %. При
цьому в деяких випадках останній пропуск є пропрасовуючим.
Залежно від
товщини розкатів, що поступають в чистову кліть, вони мають температуру в
діапазоні 980-10800С. Зниження температури при прокатці істотним
чином залежить від товщини листів, і якщо вона не перевищує 16-20 мм, то це
зниження йде досить інтенсивно. Оптимальна температура кінця прокатки для
вуглецевих і низьколегованих сталей складає 780-9200С [1,2], оскільки при цьому
забезпечується отримання дрібнозернистої структури і високих механічних
властивостей.
Повітряна окалина, що утворилася при
прокатці в чистовій кліті, вилучається за допомогою установок гідросбиву.
Зниженню окалиноутворення
при прокатці сприяє вживання технологічного мастила, яке обумовлює пористу
структуру окалини і зменшує силу зчеплення окалини з металом.
Коефіцієнт витяжки у чистовій кліті
дорівнює:
 .
.
Умовна довжина розкату
(приведена до прямокутної форми з урахуванням торцевої обрізі): 
Сумарний обтиск у чистовій
кліті:  . Попереднє розподілення обтисків по проходах
здійсняється за принципом поступового їх зменшення. Звичайно в чистовій кліті
робиться 5-9 проходів. Число проходів бажано бути непарним, щоб після
останнього розкат можна було відправити на обробку. Режими обтисків зводяться
до таблиці. Приклади - у табл. 3.5, 3.6.
. Попереднє розподілення обтисків по проходах
здійсняється за принципом поступового їх зменшення. Звичайно в чистовій кліті
робиться 5-9 проходів. Число проходів бажано бути непарним, щоб після
останнього розкат можна було відправити на обробку. Режими обтисків зводяться
до таблиці. Приклади - у табл. 3.5, 3.6.
Таблиця 3.5 - Режим обтисків листа
12×2500×6000мм
у чистовій кліті ТЛС 2800 по подовжній схемі
|
№
|
Розміри
розкату
|
Δh,
мм
|
μ
|
|
h,
мм
|
b,
мм
|
l,
мм
|
|
|
|
0
|
54
|
2663
|
4437
|
-
|
-
|
|
1
|
42
|
2663
|
5705
|
12
|
1,286
|
|
2
|
32
|
2663
|
7487
|
10
|
1,313
|
|
3
|
25
|
2663
|
9584
|
7
|
1,280
|
|
4
|
20
|
2663
|
11980
|
5
|
1,250
|
|
5
|
16
|
2663
|
14975
|
4
|
1,250
|
|
6
|
13
|
2663
|
18431
|
3
|
1,231
|
|
7
|
12
|
2663
|
19967
|
1
|
1,083
|
Таблиця 3.6 - Режим обтисків листа
12×2500×6000мм
у чистовій кліті ТЛС 2800 по поперечній схемі
|
№
|
Розміри
розкату
|
Δh,
мм
|
μ
|
|
h,
мм
|
b,
мм
|
l,
мм
|
|
|
|
0
|
40
|
2658
|
6001
|
-
|
-
|
|
1
|
33
|
2658
|
7274
|
7
|
1,212
|
|
2
|
27
|
2658
|
8890
|
6
|
1,222
|
|
3
|
22
|
2658
|
10911
|
5
|
1,227
|
|
4
|
18
|
2658
|
13336
|
4
|
1,222
|
|
5
|
15
|
2658
|
16003
|
3
|
1,200
|
|
6
|
13
|
2658
|
18465
|
2
|
1,154
|
|
7
|
12
|
2658
|
20003
|
1
|
1,083
|
Перевірити правильність розрахунків
можна по довжині розкату після останнього проходу: вона повинна перевищувати
теоретичну довжину розкату, що дорівнює довжині листа, помноженої на кратність
розкрою.
У таблицях Д.1÷Д.10
наведено приклади режимів обтисків у чистових клітях ТЛС 2800 і 2250. Ці дані
можна використовувати тільки як перше наближення, оскільки остаточний режим
обтисків встановлюється після розрахунку енергосилових параметрів прокатки.
4. Розрахунки швидкісного режиму
Основна вимога до швидкісного режиму
- забезпечення максимальної
продуктивності ділянки прокатки, що вимагає
мінімальної величини циклів прокатки в кожній кліті.
Мінімізація циклів здійснюється за
допомогою т.з. "потрійної умови" В.А. Тягунова [4]: цикл прокатки
буде мінімальним, якщо має місце рівність тривалості спрацьовування натискного
механізму при зміні обтиску τнм,
тривалості реверсування головних двигунів τрд
і тривалості реверсування розкату τрр:
 .
.
Тривалість спрацьовування натискного
механізму залежить від величини обтиску
в наступному проході і його динамічних якостей. Якщо виконується умова:
 ,
,
де Kнм - т.з. прискорення натискного
механізму, тобто лінійне прискорення, з яким переміщаються натискні гвинти,
мм/с2.нм - швидкість натискного механізму, тобто лінійна
швидкість переміщення натискних гвинтів, мм/с; то тоді натискний механізм
працює по трикутній діаграмі:
 , (4.1)
, (4.1)
Якщо  , тоді
натискний механізм працює по трапецеїдальній діаграмі і тривалість його спрацьовування:
, тоді
натискний механізм працює по трапецеїдальній діаграмі і тривалість його спрацьовування:
 . (4.2)
. (4.2)
Тривалість реверсу двигунів:
 , (4.3)
, (4.3)
де ωві - кутова швидкість викиду в i-тому проході, с-1;
ωзі+1
- кутова швидкість захвату в наступному проході,
с-1;
ε1, ε2 -
кутове прискорення і уповільнення валків, с-2.
Тривалість реверсування
розкату визначається швидкістю викиду розкату з валів і напрямком обертання
роликів рольгангу. Якщо розкат викидається на ролики, що обертаються стрічно:
 , (4.4)
, (4.4)
де Vв - швидкість
викидання розкату, м/с;- коефіцієнт тертя розкату об ролики рольгангу; f
= 0,2÷0,3;
g - прискорення земного тяжіння, м/с2.
Якщо навпаки:
 , (4.5)
, (4.5)
де ар - лінійне прискорення розкату при
викиданні з валків, м/с2.
У першому проході кутова
швидкість повинна бути:
 ,
,
де кутова швидкість ωз захвату в другому проході задається
так, щоб  , або
знаходиться із умови рівності термінів реверсу розкату і відпрацювання
натискного механізму,
, або
знаходиться із умови рівності термінів реверсу розкату і відпрацювання
натискного механізму,
 , (4.6)
, (4.6)
де D -
діаметр робочих валків. У першому проході швидкістю ωз захвату задаються. Звичайно в чорновій кліті ωз = 1,5 с-1,
в чистовій - 2,5с-1. Звідси:
 , (4.7)
, (4.7)
де τнм знаходиться по (4.1) або (4.2).
Лінійна швидкість викидання
розкату з валків:
 , м/с.
, м/с.
Тривалість реверсу розкату
тепер можна знайти по (4.4) або (4.5), врахувавши, що лінійне прискорення
розкату:
 .
.
Максимальна
кутова швидкість в проході, коли прокатка йде по трикутній
діаграмі [4]:
 (4.8)
(4.8)
де L - довжина розкату в
даному проході, м.
Якщо викидання відбувається на
максимальній швидкості, то:
 (4.9)
(4.9)
Початкова стадія побудови швидкісної
діаграми наведена на рисунку 4.1
Рисунок 4.1 - Діаграма швидкостей
прокатки в чорновій кліті
Тривалість розгону валків без
металу:
 (4.10)
(4.10)
Тривалість прискорення валків
з металом до номінальної швидкості:
 . (4.11)
. (4.11)
Тривалість прискорення валків з
металом від номінальної до максимальної у
даному
проході швидкості:
 . (4.12)
. (4.12)
При викиданні металу з валків
можливі два варіанти:
а) викидання здійснюється на
швидкості менше номінальної. У такому разі шлях валків при уповільнення має 3
ділянки. Тривалість ділянки уповільнення
від максимальної швидкості до номінальної:
 . (4.13)
. (4.13)
Тривалість ділянки
уповільнення від номінальної швидкості до швидкості викидання:
 . (4.14)
. (4.14)
Тривалість ділянки уповільнення від
швидкості викидання до зупинки:
 . (4.15)
. (4.15)
б) викидання здійснюється на
швидкості більше номінальної. В цьому випадку шлях валків також має 3 ділянки.
Тривалість ділянки уповільнення
від максимальної швидкості до швидкості викидання:
 , (4.16)
, (4.16)
 , (4.17)
, (4.17)
і ділянка уповільнення без
металу від ωн до
зупинки:
 (4.18)
(4.18)
Цей варіант має місце при
роботі головних двигунів прокатної кліті у режимі змінної потужності (рис.
6.5). У цьому режимі збільшення швидкості у другій зоні регулювання, коли
кутова швидкість повинна бути більшою за номінальну ωн,
відбувається за рахунок зменшення магнітного потоку при зменшенні напруги
збудження. Тому для збереження моменту на валу двигуна струм якоря повинен
зростати пропорційно швидкості, що веде до значного виділення тепла у обмотці,
отже, до перегрівання двигуна. Посилене виділення тепла при ω
> ωн
враховується коефіцієнтом kθ
(8.4). Ось чому потрібно поділяти прискорення і валків з металом на дві
частини: до ωн і
після ωн.
Можлива робота головних двигунів і в
режимі постійного струму (рис. 6.6). У цьому режимі струм якоря не змінюється,
і при переході у другу зону регулювання момент двигуна зменшується по (6.14).
Але виділення тепла тепер є значно меншим, і перевищує номінальне значення
тільки через перевантаження двигуна. Зрозуміло, що при роботі в режимі
постійного струму нема потреби поділяти розгон і уповільнення валків з металом
на ділянки до і після ωн.
Тому:
 . (4.19)
. (4.19)
 (4.20)
(4.20)
(4.21)
Машинний час проходу:
 (4.22)
(4.22)
Середня швидкість прокатки в даному
проході:
 . (4.23)
. (4.23)
Тривалість паузи між проходами:
 (4.24)
(4.24)
Слід мати на
увазі, що у першому проході τр не
враховується, оскільки включається у тривалість підйому валка після
попереднього проходу τпв.
Також τо не враховується до, а τр після кантувань, оскільки цей час входить у тривалість кантування.
Час τо
не враховується і після останнього проходу, оскільки він входить у тривалість
підйому валків τпв.
Якщо після проходу робиться
кантування, то час паузи між проходами визначається тривалістю цього процесу: τк
= 4÷6с. У такому разі максимальна
швидкість визначається довжиною розкату по (4.9). Оскільки довжина протяжки
обмежена умовами кантування, то ця ωmax
ніколи не перевищує максимальну швидкість у чорновій кліті.
Інколи при розрахунку швидкісного
режиму виникають проблеми. Наприклад, швидкість викидання по (4.6) має знак
мінус. Це буває при малому τнм
і завеликій ωз.
Слід зменшити ωз.
При дуже малій швидкості Vнм, яка
буває на старих станах, не вдається виконати «потрійну умову», оскільки  . У такому
випадку час паузи між проходами слід приймати рівним
. У такому
випадку час паузи між проходами слід приймати рівним  , а для
головних двигунів вводити паузу τпауз, як
показано на рис. 4.2.
, а для
головних двигунів вводити паузу τпауз, як
показано на рис. 4.2.
Коли один із проходів приходиться
робити холостим, як при протяжці по табл. 3.3, тоді слід ωв
робити мінімальною, навіть рівною нулю. Для цього ωз
потрібно підвищувати (рис. 4.3). Максимальна швидкість у другому, холостому
проході, визначається по (4.9).
У такий спосіб
можна дещо зменшити цикл прокатки, оскільки кантування буде відбуватися ще при
гальмуванні головних двигунів, а проходження металу через валки без обтиснення
займе мінімальний час. Велика швидкість викидання не є проблемою, тому що
поворотний ро-
льганг
розташовується на досить значній відстані від валків. До того ж, розкат, у
крайньому випадку, можна гальмувати маніпулятором.
Рисунок 4.2 - Діаграма швидкостей
при малій Vнм.
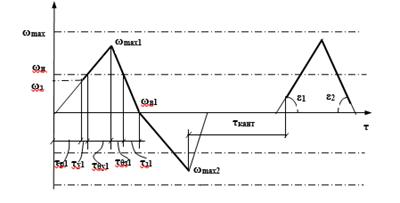
Рисунок 4.3 - Діаграма швидкостей
при холостому проході
Сумарний машинний час прокатки у
чорновій кліті:
 , (4.25)
, (4.25)
де n - число проходів.
Сумарна тривалість пауз у проходах:
 , (4.26)
, (4.26)
де k -
кількість кантувань
Цикл прокатки в чорновій
кліті:
 , (4.27)
, (4.27)
де τпв - тривалість підйому валка для
прокатки наступного сляба Знаходиться по (4.1) або (4.2) з урахуванням того, що
Δh = H
- hпк
- h1.
τтр
- тривалість транспортування розкату від чорнової до чистової кліті:
 , (4.28)
, (4.28)
де Lр, Lпк
- довжина рольгангу і
підкату в чистову кліть, м;
 - швидкість рольгангу,
м/с.
- швидкість рольгангу,
м/с.
За звичай τпв > τтр.
Але якщо товщина слябу невелика, а швидкість натискного механізму значна, то
може бути і навпаки. У такому разі останнім членом у (4.27) буде τтр.
Результати розрахунку заносяться в
таблицю і по отриманих даних будується діаграма швидкостей, як це показано на
рисунках 4.1, 4.2 або 4.3.
Приклад:
Розрахувати швидкісний режим відповідно режиму обтисків по табл. 3.4. при
прокатці листа 12×2500×6000мм
із слябу 220×1250×2320 мм
на ТЛС 2800 по поперечній схемі.
 мм,
мм,
де Vнм та Kнм та
інші параметри ТЛС 2800
Отже після першого проходу:
 с;
с;
 с;
с;
 с-1.
с-1.
 , с.
, с.
 мм/с;
мм/с;

де
довжина після першого проходу L1 - з таблиці 3.4. Прокатка дійсно йде
по
трикутній діаграмі, оскільки 4,038< [ωmax] = 6,3c-1.
 , мм2/с;
, мм2/с;
 , с.
, с.
Таким чином потрійна умова
виконується. Тривалість окремих фаз прокатки:
 с.
с.
 с.
с.
 с.
с.
 с.
с.
 с.
с.  с.
с.
 с.
с.
 м/с.
м/с.
 ,с.
,с.
Оскільки після другого проходу йде
кантування, то швидкість викидання бажано мати максимальною, але такою, щоб
тривалість реверсу розкату не перевищувала тривалості кантування τкант,
яка з практичних даних не буває менше 4÷5с.
Тому максимальна швидкість:
 с-1
с-1
 с-1.
с-1.
 с.
с.
 , с.
, с.
 с.
с.
 с.
с.
 с.
с.
Оскільки викидання
здійснюється на швидкості, яка більше номінальної і дорівнює максимальній, то τв2 =
0.
 с;
с;  с.,
с.,
але цей час слід включити у
тривалість кантування. Отже:
 с.
с.
 с.
с.
Третій прохід:
 с;
с;
 .
.
 с-1.
с-1.
 , с.
, с.
Після кантування  слід брати
довільно. Отже:
слід брати
довільно. Отже:

 с.
с.
 с.
с.
 с.
с.
 с.
с.
 с.
с.
 с.
с.  с.
с.
 с.
с.
 м/с.
м/с.
 .
.
Четвертий прохід:
 с;
с;

 с-1.
с-1.

 , с.
, с.
 с.
с.
 с.
с.
 с.
с.
 .
.
 с.
с.  с.
с.
 с.
с.
 м/с.
м/с.
 .
.
Розрахунки проходів 5÷10
ведуться
аналогічно. Особливості з’являються в останньому, 11-му проході.
Одинадцятий прохід. Оскільки він
останній, то швидкість викидання в ньому повинна бути максимальною:
 с-1.
с-1.
 ,с-1.
,с-1.
Оскільки максимальна кутова
швидкість у даному проході більша за максимальну для даної кліті, то прокатка
буде йти по трапеційній діаграмі.
 с.
с.
 с.
с.
 с.
с.
 с.
с.
Тривалість прокатки з
постійною швидкістю по (4.24), с.:

 с.
с.  с.
с.
 с.
с.
 м/с.
м/с.
 с.
с.
 мм,
мм,
 с.
с.
 с.
с.
 с.
с.
Машинний час прокатки:
 с.
с.
Тривалість пауз з урахуванням
кантування, тривалості підйому валків для наступного проходу і без часу розгону
валків у першому проході, що входить до циклу наступного розкату:
 с.
с.
Цикл прокатки у чорновій
кліті:
 с.
с.
Результати розрахунків
зведено до табл. 4.4. Швидкісна діаграма прокатки даного типорозміру у чорновій
кліті наведена на рис. 4.4.
Природно, що такий
оптимізований швидкісний режим людина-оператор довго відпрацьовувати не може.
Для цього потрібне автоматичне керування механізмами прокатної кліті. Але цей
розрахунок показує максимальні технічні можливості обладнання. Слід також пам′ятати,
що мінімізація циклу прокатки не завжди є обов’язковою, на відміну від інших
вимог до технології. Наприклад, при контрольованій прокатці важливішим є
отримання потрібного комплексу механічних властивостей металу, ніж максимальна
продуктивність. І коли потрібний температурний режим неможливо забезпечити при
виконанні «потрійної умови», то від неї слід відмовлятися.
Розрахунок швидкісного режиму
прокатки у чистовій кліті робиться аналогічно. Єдина різниця - через велику
довжину розкату досить рано з'являється ділянка прокатки з постійною (і
максимальною для даної кліті) швидкістю. Тому при ωmax
≥
[ωmax]
швидкісна
діаграма становиться трапеційною. Час прокатки з постійною швидкістю
вираховується по залежності:
 (4.29)
(4.29)
де Vmax= ωmaxR, а  - це
максимальна кутова швидкість даної кліті.
- це
максимальна кутова швидкість даної кліті.
 ,
,
де n - число проходів. Сумарна
тривалість пауз у проходах:
 , (4.30)
, (4.30)
оскільки  і
і  входять до
циклу чорнової кліті.
входять до
циклу чорнової кліті.
Цикл прокатки в чистовій кліті:
 , (4.31)
, (4.31)
де при розрахунку  береться
береться  .
.
Параметри чистової кліті ТЛС 2800
 мм.
мм.
Час спрацювання натискного
механізму після першого проходу:
 с;
с;
 с-1.
с-1.
 с-1.
с-1.
 , с.
, с.
 , с.
, с.
У першому проході  беруть
довільно, але так, щоб
беруть
довільно, але так, щоб  була
позитивною. В даному випадку це буде 2,5с-1:
була
позитивною. В даному випадку це буде 2,5с-1:
 c-1.
c-1.
 с.
с.
 с.
с.
 с.
с.
 с.
с.
 с.
с.
 с.
с.
 с.
с.
 м/с.
м/с.
 с.
с.
Другий прохід:
 с;
с;
 с-1.
с-1.
 с-1.
с-1.
 , с.
, с.
 , с.
, с.
 c-1;
c-1;
 с.
с.
 с.
с.
 с.
с.
 с.
с.
 с.
с.
 с.
с.
 с.
с.
 м/с.
м/с.
 с.
с.
В проходах 3÷4
розрахунки
аналогічні. Починаючи з 5-го проходу з’являється ділянка прокатки з постійною
швидкістю:
 с;
с;
 с-1.
с-1.
 с-1.
с-1.
 c-1.
c-1.
Оскільки  > [ωmax]=12,48, то
швидкісна діаграма стано-виться трапеційною.
> [ωmax]=12,48, то
швидкісна діаграма стано-виться трапеційною.
 с.
с.
 с.
с.
 с.
с.
 с.
с.
 с.
с.
 с.
с.

 м/с.
м/с.
 с.
с.
Шостий прохід аналогічний п′ятому.
В останньому, 7-му проході швидкість викидання максимальна:
 с-1.
с-1.
 с.
с.
 с.
с.
 с.
с.
 с.
с. 

 м/с.
м/с.
Сумарний машинний час та час
пауз у чистовій кліті:
 с,
с,
 с.
с.
 мм.
мм.
 с.
с.
Припустимою є різниця у 5 с. Для
виконання цієї вимоги розрахунок приходиться вести методом послідовних
наближень до тих пір, поки цикли не зрівняються завдяки перерозподілу сумарних
обтисків між клітями.
Але ця вимога не є абсолютною. Іноді
важливіше максимальної продуктивності є отримання бажаного комплексу механічних
властивостей металу, який неможливо отримати при тому температурному режимі,
який встановлюється при рівності циклів. У таких випадках від вимоги рівності
циклів приходиться відмовлятись.
Після розрахунку
швидкісного режиму, який відповідає всім вимогам, потрібно його графічно
відобразити на швидкісній діаграмі. На ній у однаковому масштабі зображуються
час кожної фази прокатки та кутові швидкості, які їм відповідають. Пунктирними
лініями зображуються номінальна та максимальна швидкості. Режим чистової кліті
зображується під режимом чорнової, для того, щоб полегшити порівняння. Бажано
характерні точки діаграми (ωзх,
ωmax, ωв, тощо) виділяти маркерами.
5. Розрахунки температурного режиму
Температурний режим прокатки включає
температуру початку прокатки tнп,
температуру кінця прокатки tкп,
а також температури металу після кожного проходу і після транспортування від
чорнової до чистової кліті.
При гарячій прокатці тепловий стан
розкату змінюється в результаті складного процесу теплообміну з навколишнім
середовищем, валками, роликами рольгангу,
водою з систем охолоджування, в результаті виділення тепла при дисипації
енергії пластичної деформування, а також від тертя на контактній поверхні з
валками:

Аналітичне
визначення всіх складових теплообміну є досить складним, оскільки коефіцієнти
теплопровідності, теплообміну і т.д. залежать від багатьох чинників і
визначаються в основному експериментально. Але оскільки прокатка на ТЛС йде в
інтервалі температур 1150÷7500С, то основна частка тепла втрачається за рахунок
випромінювання, і тому при наближених розрахунках враховуються тільки ця
складова теплового балансу. Враховуються також втрати від охолоджування
розкатів при проходженні ними гідросбивів, оскільки вони значні.
5.1 Наближений розрахунок
температурного режиму
При наближеному розрахунку пониження
температури за прохід рекомендується знаходити по виразу:
 , (5.1)
, (5.1)
де t - середньомасова температура розкату в попередньому проході, 0С;
Н - товщина розкату в попередньому
проході, мм;
τ - тривалість
охолоджування між проходами, с.:
 ,
,
де τмi - машинний час попереднього проходу,
с;
τпi
- тривалість паузи перед даним проходом, с;
α - коефіцієнт, що
враховує вплив гідросбиву:
при 100 < Н < 170мм α
= 10
при 40 < Н < 100мм α
= 20
при 15 < Н < 40мм α
= 30
k
- коефіцієнт, що враховує вплив товщини розкату:
при  мм k = 16
мм k = 16
при  мм k = 15
мм k = 15
Приклад наближеного
розрахунку температурного режиму для чорнової кліті стана 2800 при прокатці
сляба 220×1250×2320
мм
на підкат 40×2658×6000 по
поперечній схемі.
Температура початку прокатки
- 11800С згідно [1].
Зменшення температури після першого
проходу:


Після другого проходу відбувається
кантування розкату, тому час охолодження дорівнює (табл.4.4):

Зменшення температури після другого
проходу:

Аналогічно розраховані зменшення
температур в інших проходах зведені до таблиці 5.1. В цій же таблиці наведено
результати більш точного розрахунку за методикою, що була розроблена в
ДонНДІЧормет′і [5], яка враховує більше число чинників.
Таблиця 5.1 - Температурний режим
прокатки в чорновій кліті листа 12×2500×6000мм
|
№ паузи
|
Товщина до проходу, мм
|
Час охолодження, с
|
Температура, 0С
|
|
|
|
Наближений розрахунок
|
По методиці ДонНДІЧормет
|
|
|
|
Δt
|
t
|
Δt
|
t
|
|
0
|
220
|
-
|
-
|
1180
|
-
|
1180
|
|
1-2
|
204
|
2,60
|
2,792
|
1177,2
|
6,457
|
1174,8
|
|
2-3
|
192
|
5,71
|
3,742
|
1173,5
|
7,190
|
1168,9
|
|
3-4
|
169
|
2,24
|
3,081
|
1170,4
|
6,366
|
1163,8
|
|
4-5
|
147
|
2,58
|
3,584
|
1166,8
|
7,318
|
1158,4
|
|
5-6
|
127
|
2,68
|
4,135
|
1162,7
|
7,721
|
1152,7
|
|
6-7
|
108
|
2,77
|
4,794
|
1157,9
|
8,177
|
1146,8
|
|
7-8
|
91
|
2,90
|
5,659
|
1152,2
|
8,760
|
1140,6
|
|
8-9
|
76
|
3,11
|
11,937
|
1140,3
|
9,476
|
1134,1
|
|
9-10
|
62
|
3,32
|
14,199
|
1126,1
|
10,416
|
1127,0
|
|
10-11
|
50
|
3,61
|
17,282
|
1108,8
|
11,661
|
1119,1
|
|
тр.
|
40
|
7,64
|
24,49
|
1084,3
|
16,640
|
1105,9
|
Аналогічно
розраховуються середньомасові температури у чистових проходах. Але у зв’язку з
малою товщиною тут відбувається швидке охолодження металу і тому гідросбив
включається тільки до товщини приблизно 40мм. При меншій товщині охолодження
йде за рахунок контакту з водою із систем охолодження валків. Значення
коефіцієнта α
в цьому разі потрібно брати в інтервалі 2÷10
в залежності від потужності системи охолодження. В таблиці 5.2 наведено
результати розрахунку температурного режиму для чистової кліті стана 2800 для
режиму по табл. 3.6.
Таблиця 5.2 - Температурний режим
прокатки в чистовій кліті листа 12×2500×6000мм
|
№ паузи
|
Товщина до проходу, мм
|
Час охолодження, с
|
Температура, 0С
|
|
|
|
Наближений розрахунок
|
По методиці ДонНДІЧормет
|
|
|
|
Δt
|
t
|
Δt
|
t
|
|
0
|
40
|
-
|
-
|
1084,3
|
-
|
1079,8
|
|
1-2
|
33
|
3,848
|
6,253
|
1078,0
|
12,258
|
1067,1
|
|
2-3
|
27
|
4,642
|
8,530
|
1069,5
|
15,054
|
1052,1
|
|
3-4
|
22
|
5,107
|
11,014
|
1058,5
|
15,298
|
1036,8
|
|
4-5
|
18
|
5,616
|
14,248
|
1044,3
|
18,018
|
1018,8
|
|
5-6
|
15
|
6,336
|
19,891
|
1024,4
|
21,596
|
997,2
|
|
6-7
|
13
|
7,271
|
36,826
|
987,5
|
25,588
|
971,6
|
|
7
|
12
|
7,201
|
39,775
|
947,8
|
24,866
|
946,7
|
5.2 Розрахунок температурного режиму
прокатки по методиці ДонНДІЧормет
У відповідності до цієї методики
змінення температури про перерізу сляба визначається шляхом рішення
одновимірного рівняння теплопровідності, без урахування теплопередачі крізь
бокові та торцові грані [5]. Начальні умови задаються у вигляді відомого
розподілення температури по перерізу сляба після видачі його із печі.
Граничні умови змінюються: при
транспортуванні від нагрівальних печей до чорнової кліті сляб охолоджується
тепловіддачею крізь шар окалини за рахунок випромінювання. Враховується
охолодження водою при вилученні окалини гідросбивом.
При прокатці в клітях має місце
контактний теплообмін з валками через шар окалини. Але оскільки товщина цього
шару принаймні на два порядки менше, ніж товщина смуги, а доля втрат тепла від
цього чинника незначна, то тепловий контакт вважався ідеальним. Виділення тепла
в результаті пластичної деформації визначали по тепловому еквіваленту
витраченої на деформацію роботи.
Змішану задачу для рівняння
теплопровідності з вище означеними начальними та граничними умовами вирішували
чисельно, з використанням явної різницевої схеми [5]. Порівняння отриманих
температур верхньої поверхні слябів з експериментально отриманими на НШС показало,
що різниця не перевищує 200С.
На основі достатньо складної моделі
з роботи [5] біло розроблено спрощену, інженерну методику розрахунку середньо
масової температури розкатів при прокатці на ТЛС [6]. Процес теплообміну
розбито на три ділянки: I - при транспортуванні слябу від нагрівальних печей до
чорнової кліті; II - при прокатці в чорновій кліті; III - при прокатці в
чистовій кліті. На кожній з цих ділянок змінення температури апроксимовано
залежностями:) при транспортуванні від печей:
 (5.2)
(5.2)
де t0 -
середньомасова температура на виході із печі, 0С;
τ1 -
тривалість транспортування слябу від печі до кліті, с:
 ,
,
де Lпi -
відстань від і-ї печі до чорнової кліті, м;
Vпр -
швидкість рольгангу перед кліттю, м/с.
τ2 -
тривалість охолодження в гідросбиві перед чорновою кліттю, с:
 ,
,
де L -
довжина слябу, м.- при прокатці в чорновій кліті:
 (5.3)- при прокатці в чистовій
кліті:
(5.3)- при прокатці в чистовій
кліті:
 (5.4)
(5.4)
де ti, ti-1 - температура
перед і після і-го проходу, 0С;
τ3 -
тривалість вільного охолодження після проходу, с;
τ4 -
тривалість охолодження після гідросбиву, с;
H,h - товщина
розкату перед і після проходу, мм.
Тривалість часу τ2 у
чорновій кліті рекомендується знаходити по виразам:
 при включеному гідросбиві;
при включеному гідросбиві;
 при виключеному гідросбиві.
при виключеному гідросбиві.
Тривалість часу τ3
дорівнює часу паузи, але з врахуванням людського фактору цей час потрібно брати
на 10÷20%
більшим,
ніж по потрійній умові. Тому:

Час
охолодження після гідросбиву, коли розкат покритий водою:
 ,
,
де τм -
машинний час у даному проході, с.
У чистовій кліті
інтерпретація тривалості різних фаз охолодження наступна:
 при включеному гідросбиві;
при включеному гідросбиві;
 при виключеному гідросбиві.
при виключеному гідросбиві.

 ,
,
де Lв -
частина довжини розкату, покрита водою із системи охолодження валків. За звичай
у чистовій кліті Lв =
2,0÷3,0м.
В табл. 5.1. і 5.2 наведено
результати розрахунків температурного режиму по методиці ДонНДІЧормет.
Температура нагрівання слябів для того, щоб температура початку прокатки у
чорновій кліті була 11800С, при часі τ1=42с.
по (5.2) дорівнює 11950С.
З порівняння цих розрахунків
видно, що різниця між ними у межах точності математичних моделей (≈200С),
але модель ДонНДІЧормет′а дає більш правдоподібні результати через
урахування більшого числа чинників. При наближеному розрахунку має місце значна
невизначеність у коефіцієнтах α, що може
привести до великих похибок.
.3 Температурний режим при
«сухій» прокатці
При «сухій» прокатці
виключається попадання води із систем охолодження валків на розкати завдяки
вживанню замкнутих систем охолодження валків. Встановлено, що виключення
теплообміну металу з водою суттєво зменшує втрати тепла тільки у чистовій
кліті, де розкати відносно тонкі [7]. Тому в рівнянні (5.4) повинен з’явитись
додатковий член, що враховує втрати тепла через теплообмін з водою.
Теплообмін між металом і
водою на його поверхні [8]:
 (5.5)
(5.5)
де
αk
- коефіцієнт тепловіддачі від металу воді при конвекційному теплообміні, Вт/(м2град);
Тм, Тв -
температури металу і води, 0К;
F
- площа поверхні теплообміну, м2. Оскільки при проходженні металу
крізь кліть він весь омивається водою, то це площа верхньої поверхні розкату;
m
- маса металу, кг;
с - масова теплоємність металу,
Дж/(кг·град);
τконт
- тривалість контакту металу з водою, с.
В рівнянні (5.5) найбільші трудності
виникають при визначенні коефіцієнту αk.
Оскільки теоретичний розрахунок цього коефіцієнту не дає досить точних
результатів, то він був визначений на основі експериментальних даних роботи
[9]. Було знайдено, що для ТЛС найбільш вірогідним
є значення 285 Вт/(м2град). Отже при «сухій» прокатці вираз для
температури у довільному проході чистової кліті ТЛС має вигляд:
 (5.5)
(5.5)
де τв -
температура води після охолодження валків, 0С.
Приклад розрахунку
температурного режиму для чистової кліті стана 2800 при сухій прокатці підкату
40×2658×6000
мм
на лист 12×2500×6000
мм
по поперечній схемі: с = 618 Дж/(кг·град) для сталі 3сп [10]; m =
5002кг; tв =
650С; F = 53,17м2. Результати в
табл.5.3.
Таблиця 5.3 - Температурний режим
«сухої» прокатки в чистовій кліті листа 12×2500×6000мм
|
№ паузи
|
Товщина, мм
|
Звичайна прокатка
|
«Суха» прокатка
|
|
|
Δt, 0С
|
t,0С
|
Δt,0С
|
t,0С
|
|
0
|
40
|
-
|
1079,4
|
-
|
1079,8
|
|
1-2
|
33
|
12,258
|
1067,1
|
3,638
|
1075,8
|
|
2-3
|
27
|
15,054
|
1052,1
|
6,188
|
1069,6
|
|
3-4
|
22
|
15,298
|
1036,8
|
9,601
|
1060,0
|
|
4-5
|
18
|
18,018
|
1018,8
|
13,543
|
1046,4
|
|
5-6
|
15
|
21,596
|
997,2
|
18,366
|
1028,1
|
|
6-7
|
13
|
25,588
|
971,6
|
23,525
|
1004,5
|
|
7
|
12
|
24,866
|
946,7
|
24,484
|
980,1
|
Видно, температура кінця прокатки
підвищилась на 33,40С.
6. Розрахунки припустимих зусиль і
моментів
При розробці технології потрібно
знати припустимі зусилля і моменти прокатки для кожної кліті. За звичай ці
параметри вказуються у технологічній інструкції, але не завжди точно, оскільки
вони дещо залежать від сортаменту продукції і настройки приводу, які
змінюються. Тому для точного визначення припустимих параметрів прокатки
потрібно їх визначати для кожного випадку окремо.
Для визначення припустимої сили
прокатки в клітях дуо рекомендується використовувати добре апробовану методику
А.І. Целікова, яка ґрунтується на таких передумовах:
- валок вважається балкою
змінного перетину;
ця балка спирається на
шарнірні опори;
- рівнодіюча зусилля прокатки
прикладена до центру бочки.
Розрахункова схема наведена на рис.
6.1.
Рисунок 6.1 - Розрахункова схема валкового комплекту дуо
Небезпечними перетинами у валка є
центр бочки (пер. А-А) і місце переходу бочки в шийку з боку привода (пер.
В-В).
Припустима сила прокатки по перетину
А-А:
 (6.1)
(6.1)
де  -
припустимий момент згину в перетині А-А, МНмм;
-
припустимий момент згину в перетині А-А, МНмм;
bmin - мінімальна
ширина розкату, що прокатується, мм.
 ,
,
де  -
припустима напруга на згин для металу валка, МН/мм2.
-
припустима напруга на згин для металу валка, МН/мм2.
 . (6.2)
. (6.2)
Для
навчальної мети рекомендуються такі значення межі міцності:
а) для валків із чавуну: σв =
350÷400 МПа;
б) для валків із литої
вуглецевої сталі: σв = 500÷600
МПа
;
в) для валків із кованої
вуглецевої сталі: σв =
600÷650 МПа
;
д) для валків із кованої
легованої сталі: σв =
700÷750 МПа.
При реальних розрахунках σв визначається
з урахуванням виду термообробки, розміру валків (масштабний фактор) і якості
обробки поверхні валків (див. наприклад [11]).
Припустима сила прокатки по
перетину В-В:
 , (6.3)
, (6.3)
де  -
припустимий момент згину в перетині В-В, МНмм:
-
припустимий момент згину в перетині В-В, МНмм:
 ,
,
де  -
припустима напруга згину в перетині В-В, МНмм. Оскільки в перетині В-В має
місце складний опір (напруга згину від сили прокатки Р і напруга кручення від
моменту двигуна Мкр), то визначається по еквівалентній
напрузі. Для стальних валків еквівалентна напруга розраховується по 4-й теорії
міцності:
-
припустима напруга згину в перетині В-В, МНмм. Оскільки в перетині В-В має
місце складний опір (напруга згину від сили прокатки Р і напруга кручення від
моменту двигуна Мкр), то визначається по еквівалентній
напрузі. Для стальних валків еквівалентна напруга розраховується по 4-й теорії
міцності:
 ,
,
де напруга кручення дорівнює:
 МПа. (6.4)
МПа. (6.4)
Отже в цьому випадку:
 , (6.5)
, (6.5)
оскільки еквівалента напруга
не може перевищувати припустиму по (6.2).
Для валків із чавуну
еквівалентна напруга визначається по теорії міцності Мора:
 .
.
В цьому разі для визначення
припустимої потрібно
вирішити квадратне рівняння:

Одним із коренів цього
рівняння буде :
 (6.6)
(6.6)
Приклад розрахунку
припустимої сили прокатки для чорнової кліті дуо ТЛС 2250. Вихідні дані: Dp =
940мм, Lб =
2500мм; dp =
640мм; lр =
690мм; bmin =
1100мм; Мкр = 0,958МНм, матеріал - чавун.
Припустима напруга на згин
для металу валка:
 МПа.
МПа.
Припустимий момент згину в
перетині А-А:
 Нмм.
Нмм.
Припустима сила прокатки по
перетину А-А:
 МН,
МН,
де відстань між вісями
натискних гвинтів а знаходиться з того, що реакції R
прикладені до середини шийок валків:  .
.
Напруга кручення в перетині
В-В:
 МПа.
МПа.
Припустима напруга на згин в
перетині В-В:


 МПа;
МПа;
 МПа.
МПа.
Очевидно, що  МПа. Момент згину в В-В:
МПа. Момент згину в В-В:
 Нмм.
Нмм.
Припустима сила прокатки по
перетину В-В:
 МН.
МН.
Отже в даному випадку
припустима сила прокатки [Р] = 10,1 МПа. Але слід мати на увазі, що цей
параметр в клітях дуо суттєво залежить від моменту прокатки. Так, при
максимальному моменту прокатки для цієї кліті 2,32МНм,  = 7,1МН.
Отже і [Р] = 7,1МН. А оскільки момент прокатки у кожному проході різний, то і
припустима сила прокатки буде різна.
= 7,1МН.
Отже і [Р] = 7,1МН. А оскільки момент прокатки у кожному проході різний, то і
припустима сила прокатки буде різна.
На відміну від клітей дуо, у
клітей кварто [Р] залежить тільки від параметрів валкової системи. В
небезпечних перетинах намає складного напруженого стану і тому сила [Р]
визначається тільки по напругам згину опорного валка. На рис. 6.2 -
розрахункова схема:
Рисунок 6.2 - Розрахункова схема валкового
комплекту кварто
При визначенні припустимої
сили [Р] по перетину А-А слід мати на увазі, що всі 100% сили прокатки
сприймаються опорними валками. В деяких підручниках, наприклад [12], помилково
вказується, що опорні валки сприймають приблизно 39/40 цієї сили, а робочі -
1/39. Але шийки опорних валків не спираються на натискні гвинти, і тому робочі
валки не передають нагрузку на станини.
Припустима сила [Р] по
перетину А-А визначається по (6.1), але замість bman слід підставляти Lб,
оскільки опорний валок контактує з робочим по всій довжині бочки опорного
валка. Припустима сила прокатки по перетину В-В визначається по (6.3), але буде
дорівнювати .
Приклад розрахунку припустимої сили
прокатки для чистової кліті кварто ТЛС 3000. Вихідні дані: Dp
= 900мм, (Dоп)min=1500мм
Lоп
= 3000мм; dоп
= 950мм; lоп
= 690мм; матеріал опорних валків - легована сталь.
Припустима напруга на згин для
металу валка:
 МПа.
МПа.
Припустимий момент згину в
перетині А-А:
 Нмм,
Нмм,
де діаметр опорних валків
слід брати мінімальний, після всіх переточок. Припустима сила прокатки по
перетину А-А:
 МН,
МН,
де відстань між вісями
натискних гвинтів а знаходиться з того, що реакції R
прикладені до середини шийок валків: .
Момент згину в В-В:
 Нмм.
Нмм.
Припустима сила прокатки по
перетину В-В:
 МН.
МН.
Отже в даному випадку
припустима сила [Р] = 69,6МН, і вона не залежить від параметрів прокатки.
При визначенні припустимих
моментів слід розрізняти припустимий момент по напругам кручення у приводному кінці
робочого валка [Мкр] і припустимий момент прокатки по потужності
двигуна (або двигунів при цндивідуальному приводі).
Перший знаходиться досить
просто:
 Нм,
(6.7)
Нм,
(6.7)
де dпр -
діаметр приводного кінця валка (по дну шлицевих пазів, якщо вони є);
[τкр] -
прпустима напруга на кручення металу валка:
 , МПа. (6.8)
, МПа. (6.8)
Зрозуміло, що  повинен
витримувати і шпиндель.
повинен
витримувати і шпиндель.
Значно складніше визначається
припустимий момент прокатки по потужності двигуна. Відомо, що для можливості
прокатки повинно виконуватись співвідношення:
 , (6.9)
, (6.9)
де Мдв - момент, що
розвивається двигуном (або двигунами), МНм;
Мпр - момент прокатки
(пластичної деформації металу), МНм;
Мтр - момент тертя в
підшипниках валів, МНм;
Мдін - динамічний момент
приводу, МНм;
[Мдв] - припустимий
момент двигуна у даному проході, МНм.
Методи визначення Мпр
розглядаються у наступному розділі. Момент тертя у клітях дуо:
 , (6.10)
, (6.10)
де μпш - коефіцієнт тертя
в підшипниках. Орієнтовно можна використовувати наступні значення [12]:
Для підшипників з текстолітовими
вкладишами - 0,01÷0,03
Для підшипників гідродинамічних -
0,003
Для підшипників кочення з
конічними роликами - 0, 01÷0,02тр -
діаметр тертя в підшипниках. Для підшипників ковзання він дорівнює діаметру
шийки, а у підшипників кочення - середньому між зовнішнім і внутрішнім
діаметрами підшипника.
У клітей кварто основні втрати на тертя відбуваються в підшипниках
опорних валків, але оскільки привід йде через робочі валки, то:
 (6.11)
(6.11)
Динамічний момент привода:
 , (6.12)
, (6.12)
де ε1(2)
- кутове прискорення (уповільнення) валків, с-1;
Іпр - момент інерції
деталей приводу, приведений до вісей робочих
валків, кгм2.
Як відомо, момент інерціі, це:
 ,
,
де m
- маса тіла, що обертається, кг;
ρ - радіус
інерції, м. Радіус інерції - це радіус еквівалентного циліндра (або кулі),
вистроєного навколо даної вісі, який має такий же мометн інерції і масу
відносно цієї вісі, що і дане тіло. Наприклад, для суцільного однорідного
циліндра:
 ,
,
де Dц -
геометричний діаметр циліндра.
У технічних системахі одиниць
замість моменту інерції використовувався т.з. маховий момент, рівний GD2,
де G - вага деталі в кгс, а D - геометричний діаметр деталі, м. Іноді маховим
моментом називають параметр mD2, де
m -
маса деталі, в кг. Співвідношення між моментом інерції в системі Si і маховим
моментом:  , оскільки
чисельні величини GD2 в кгс·м2 і mD2 в
кг·м2 рівні. Ці співвідношення приходиться використовувати при
визначенні моменту інерції якоря двигунів, оскільки у більшості довідників він
наведений у махових моментах.
, оскільки
чисельні величини GD2 в кгс·м2 і mD2 в
кг·м2 рівні. Ці співвідношення приходиться використовувати при
визначенні моменту інерції якоря двигунів, оскільки у більшості довідників він
наведений у махових моментах.
Момент інерції тіла складної
форми визначається розбиттям його на частки з простими формами:
 ,
,
де ri -
радіус інерції і-тої частки. Таким чином для знаходження І складного по
геометії тіла потрібно визначити моменти інерції його частин відностно даної
вісі і скласти їх. Моменти великої кількості тіл елементарних форм можна знайти
по довіднику [13].
Моменти інерції всіх мас, що
обертаються, слід привести до валу двигуна, якщо привід груповий, або двигунів,
коли він індивідуальний. Приведенні відбувається по балансу кінетичної енергії.
Наприклад, для кліті кварто з індивідуальним приводом (рис.6.3):

Рисунок 6.3 - Схема індивідуального приводу кліті
кварто
 ,
,
де Іпр - момент
інерції приводу, приведений до валу двигуна, кгм2;
Ідв - момент
інерції деталей на валу двигуна (якоря 4, муфти, промвала 3, шпинделя 2,
робочого валка), кгм2;
Іоп - момент
інерції опорного валка 1, кгм2;
ωдв -
частота обертання вала двигуна, с-1;
ωоп -
частота обертання опорного валка, с-1;
η - к.к.д.
приводу.
Звідси:
 . (6.13)
. (6.13)
Наприклад: визначити момент
інерції групового приводу чистової кліті ТЛС 2800 (рис.6.4).
Рисунок 6.4 - Схема групового приводу кліті
кварто
Момент інерції приводу
складається з суми моментів інерції робочих валків 1, приведених до вісі
робочих валків моментів опорних валків 2, моментів муфт з лопаттю 3, які з′єднують
робочі валки із шпінделями, моментів шпінделів 3 та шестеренних валків 4,
моторної муфти 5 і моменту інерції якоря двигуна 6.
Для визначення
моменту інерції робочого валка по його кресленню
ця деталь розбивається на ряд менших частин з простими формами (циліндри і
конуси). Розраховуються моменти інерції цих частин і визначається їх сума, яка
і є моментом інерції всієї деталі. Наприклад, момент інерції бочки:
 кгм2,
кгм2,
де ρ = 7400кг/м3
- щільність матеріалу валка - чавуну.
Аналогічно вираховуються
моменти інерції інших деталей приводу. В результаті:
. Момент інерції робочого
валка Ір = 1007,6кгм2;
. Момент інерції опорного
валка Іоп = 9392,1кгм2;
. Момент інерції муфти з
лопаттю Імл =292,5кгм2;
. Момент інерції шпінделя Ішп
= 908,5кгм2;
. Момент інерції шестеренного
валка Ішв = 1575,8кгм2;
. Момент інерції моторної
муфти Ім = 17397,1кгм2;
. Момент інерції якоря
двигуна:
Іяд =  кгм2,
кгм2,
де GD2 = 270тс·м2 - маховий момент якоря у технічній
системі одиниць.
Приведений до валу двигуна
момент інерції робочого і опорного валків:
 кгм2,
кгм2,
де к.к.д механічної передачі η =
0,95.
Момент інерції приводу
чистової кліті стана 2800:

Сумарний момент по (6.9) не повинен
перевищувати припустимий [Мдв], який в змозі розвинути двигун при
даній швидкості. Найбільший момент двигуну потрібно розвивати при розгоні з
металом у валках, причому цей момент буде постійним:
 ,
,
У такому разі двигуни як
постійного струму, так і синхронний, будуть працювати у режимі змінної
потужності (рис. 6.5):

Рисунок 6.5 - Змінення параметрів приводу у
режимі змінної потужності
При роботі у першій зоні
регулювання, де ω ≤ ωн,
зменшення кутової швидкості відбувається за рахунок зменшення напруги у
силовому ланцюзі. Струм якоря при цьому незмінний, потужність росте пропорційно
моменту. При переході у другу зону регулювання, коли ω
> ωн,
підвищення швидкості досягається зменшенням напруги у ланцюзі збудження, що
веде до зменшення магнітного потоку [15]. Тому для збереження моменту на валу
двигуна струм якоря повинен зростати пропорційно швидкості, отже віддавана потужність
повинна зростати. Але потужність любого двигуна обмежена і припустима межа
зростання N
характеризується коефіцієнтом перевантаження. Тому:
 , (6.14)
, (6.14)
де Мн - номінальній
момент двигуна, МНм;
k
- коефіцієнт перевантаження. Для прокатних двигунів на початку розгону k
= 2,5÷3,0; на
максимаьній швидкості по умовам комутації - 1,5. При розрахунках беруть середню
величину 2,0÷2,25.
η -
к.п.д. лінії приводу. Визначається розрахунком.
Оскільки у другій зоні регулювання
струм якоря значно перевищує номінальний, на який розрахована система
охолодження двигуна, то обмотка не буде перегріватись тільки завдяки паузам при
прокатці. Але чи достатня для цього тривалість пауз - перевіряється розрахунком
двигуна на перегрівання.
При недостатній потужності двигуна
можлива робота у режимі постійного струму (рис. 6.6).
Рисунок 6.6 - Змінення параметрів приводу у
режимі постійного струму
Якщо струм якоря не змінювати, то
при переході у другу зону
регулювання момент двигуна буде
зменшуватись зворотньо пропорційно збільшенню швидкості і припустимий момент
буде:
 , (6.15)
, (6.15)
де ωі -
максимальна швидкість у даному проході.
Отже в цьому режимі
перегрівання обмотки буде тільки за рахунок коефіцієнта перевантаження k.
Тепловий режим буде менш напруженим, але й цикл прокатки збільшиться через
зменшення припустимих обтисків при зменшенні припустимих моментів.
У синхронних двигунів
змінення швидкості обертання ротора відбувається за рахунок змінення частоти
коливань струму. Але момент у них залежить від кутової швидкості також по
(6.14, 6.15).
7. Розрахунки енергосилових
параметрів прокатки
До енергосилових параметрів прокатци
відносяться сила прокатки Р,
момент прокатки Мпр і моменти двигунів, а також робота і потужність прокатки.
Після розробки режиму обтисків і
швидкісного режиму можна визначити всі енергосилові параметри в кожному
проході.
Перш за все знаходиться сила
прокатки Р:
 , (7.1)
, (7.1)
де
рср
- середнє питоме зусилля прокатки, МПа;д - довжина осередку
деформації, мм;ср - середня ширина осередку деформації.
Середнє питоме зусилля прокатки:
 , (7.2)
, (7.2)
де β
- коефіцієнт Лоде; при площинній деформації β
= 1,15;σ
- коефіцієнт напруженого стану;
σи
- істинний опір деформації, МПа.
Відома безліч
різних методик визначення коефіцієнта nσ.
Однак на практиці звичайно використовуються методики М. Бровмана, В.
Луговського і О. Целікова. Ці методики розроблені різними способами і для різних умов. Методика
М. Бровмана заснована на
енергетичному підході і дає верхню оцінку навантаження. Формула В. Луговського
одержана методом ліній ковзання, а в основі
методики О. Целікова лежить рішення одновимірного рівняння Т. Кармана з урахуванням зон прилипання. Перші дві
методики переважно використовувати
для розрахунків у високому осередку деформації, коли lд/hср< 1.
Методика О. Целікова дає кращі
результати для низького осередку деформації, тобто при прокатці в чистових
клітях. Проте вона складна і
вимагає використання номограм, що вельми скрутно при машинних розрахунках. Тому
замість неї можна застосовувати формулу
А. Корольова, яка заснована на тих же передумовах, що і методика А. Целікова,
дає дуже близькі до неї результати, але значно простіша.
Методика М. Бровмана:
при m
= lд/hср
≥ 2 при 0,5< m
= lд/hср
< 2
nσ
= 0,75+0,25m
nσ
= 0,5 (m+1/m),
(7.3)
Формула В. Луговського:
 , (7.4)
, (7.4)
де  при
при  і
і  при
при  .
.
Ця залежність може
використовуватись в інтервалі:
 .
.
Формула А. Корольова:
 , (7.5)
, (7.5)
де  , де fу - коефіциент тертя при сталому процесі. При гарячій прокатці орієнтовно fу =
0,3÷0,4.
, де fу - коефіциент тертя при сталому процесі. При гарячій прокатці орієнтовно fу =
0,3÷0,4.
По (7.3) і (7.4) видно, що вони не
враховують коефіцієнт тертя. Тому їх переважно використовують при високому
осередку деформації, коли вплив тертя на коефіцієнт напруженого стану невеликий.
При прокатці у ВВ для визначення nσ можна рекомендувати
наближену формулу М. Бровмана і
А. Герцева:
 (7.6)
(7.6)
Опір деформації
рекомендується визначати по емпірічним формулам
Л. Андреюка і Г. Тюленева або В. Зюзіна і М. Бровмана. По точності вони майже
рівнозначні, але охоплюють різні масиви марок сталей. Наразі є дані по опору
деформації і других авторів.
Формула Л. Андріюка і Г. Тюленева:
 , (7.7)
, (7.7)
де S, σ0 -
постійні параметри даної марки стали, МПа;
а,b,c - показники ступеня
швидкісного і деформаційного зміцнення і температурного роззміцнення даної
марки стали;- швидкість деформації, с-1;
ε - ступінь
деформації;- температура, 0С.
Значення
параметрів різних марок сталей для (7.7) можна знайти
в різних довідниках, наприклад [10]. Але якщо даних по якійсь марці
сталі немає, то методика Л. Андріюка і Г. Тюленева дозволяє найти опір її
деформації по хімічному складу сталі. Використовується формула (7.7), параметри
до якої розраховуються по залежностям:




Символами Х1÷Х13
позначені хімічні елементи:
Х1
- С; Х2 - Mn;
Х3 - Si;
Х4 - Cr;
Х5 - Ni;
Х6 - W;
Х7 - Mo;
Х8 - V;
Х9
- Ti; Х10 - Al;
Х11 - Co;
Х12 - Nb;
Х13 - Cu.
Інтервал змінення незалежних
параметрів у (7.7): u
= 0,01÷150с-1;
ε = 0,05÷0,3;
t = 800÷13000С;
середня відносна похибка ± 4% при довірчій вірогідності р = 0,95.
Методика В. Зюзіна і М. Бровмана
[14] заснована на використанні термомеханічних коефіцієнтів kt,
kε,
ku
відповідно до якої визначений за базисних умов ( t = 1000 0С, ε
= 0,1, u
= 10 с-1) опір деформації σод
розповсюджується на всю область випробувань в інтервалах:= 900÷1200
0С; ε = 0,05÷0,4;
u = 0,1÷100
с-1:
Значення термомеханичніх
коєфіцієнтів
знаходяться по графікам, наведением у роботі [14]. Це не зручно при розрахунках
на комп′ютерах. Тому існує форма аналітична форма цієї методики:
 (7.9)
(7.9)
На жаль масив досліджених марок
сталей дуже малий, в ньому немає найбільш розповсюджених у чорній металургії
вуглецевих, конструкційних і низьколегованих марок сталей. Відносна похибка
визначення опору деформації по В. Зюзіну і М. Бровману ±8%.
Момент прокатки:
 , (7.10)
, (7.10)
де ψ - коефіцієн
плеча моменту. С достатньою точністю можна його знаходити по формулі
А.Корольова:
 , (7.11)
, (7.11)
де  .
.
Інші
формули для розрахунків моменту прокатки наведені в [10]. При прокатці в ВВ коефіцієнт ψ ≈ 0,5.
Розрахунок роботи прокатки
потрібен в основному для визначення витрати електроенергії, що необхідне для
розрахунку собівартості продукциі.
Для визначення цього параметра відомі різні залежності, але простіше і
найточніше вона знаходиться по:
 МДж,
(7.12)
МДж,
(7.12)
де
Li - довжина
розкату після i-го проходу, м;- кількість проходів при прокатці даного розкату.
Перерахунок в кіловатт-години:
[Квт·год] = [КДж·3600].
Потужність, необхідна для здійснення
одного проходу:
 (7.13)
(7.13)
де ωmax
- максимальна кутова
швидкість
у проході,
с-1.
Приклад: Розрахувати енергосилові
параметри прокатки листа 12×2500×6000мм
із слябу 220×1250×2320 мм
в чорновій кліті ТЛС 2800 по поперечній схемі згідно режиму обтисків табл. 3.4,
швидкісному режиму табл. 4.4 і температурному режиму 5.1 (по методиці
ДонНДІЧормет).
В 1-му проході енергосилові
параметри будуть:
 мм;
мм;
 ;
;
 с-1.
с-1.
 .
.
 МПа.
МПа.
 МН.
МН.

 МНм.
МНм.
 МНм
МНм
Припустиме зусилля у 1-му
проході:
 Нмм;
Нмм;
 МН;
МН;
 МПа.
МПа.
 МПа
МПа
 Нмм;
Нмм;
 МН.
МН.
Дещо
зависокою є температура кінця прокатки (949,50С), що
обумовлено досить високою температурою нагрівання слябів. Але зменшення її
неможливе через слабкість чорнової кліті 2800. При
зменшенні температури сила прокатки стане більшою за припустиму, що буде
вимагати зменшення обтисків, відповідного збільшення числа проходів, отже,
зменшення продуктивності чорнової кліті. Проте попередження зростання зерна у
металі можна досягти прискореним охолодженням після прокатки.
Розроблений режим прокатки
графічно репрезентують на діаграмах швидкостей і моментів для чорнової і
чистової клітей. По вісі абсцисс у відповідному масштабі відкладається
тривалість кожної фази прокатки, а по вісі ординат - кутова швидкість, с-1,
і моменти прокатки, МНм. Величина моментів на кожній фазі прокатки
вираховується при перевірці головних двигунів на нагрівання по залежностям
(6.9)÷(6.12).
Висновки
фабрикація прокатка сталь температурний
Підсумовуючи
викладене, потрібно відмітити головні моменти, які слід мати на увазі при
розробці технологій прокатки товстих листів.
При
фабрикації слябів потрібно дуже уважно, і користуючись виключно затвердженими
керівництвом підприємства документами, вибирати фабрикаційні коефіцієнти,
оскільки від них відсуттєво залежить собівартість продукції. Також потрібно
звертати увагу на вибір товщини слябів: для енергозберігаючих технологій вона
повинна бути мінімальною (при максимальній довжині слябів), а при
металозберігаючий - максимальною (при мінімальній довжині). В інших випадках
потрібно знаходити оптимум по критерію мінімуму енергетичних і матеріальних
витрат. При наявності пристроїв для керування формозміненням у чорновій кліті
(ГНУ, тощо), товщину слябів слід вибирати мінімальною. Ширина слябів завжди
повинна бути максимально можливою.
Схему прокатки слід вибирати
з урахуванням як вимог до продукції, так і можливостей даного стану. При
виробництві штрипсів схема завжди повинна бути поперечною. Припуски на бічну
обрізь тісно пов'язані з фабрикаційними коефіцієнтами, тому їх також слід
назначати виключно на основі офіційних документів.
Максимальна продуктивність
ділянки стана досягається при виконанні «потрійної умови» і рівності циклів
прокатки у чорновій і чистовій клітях (для станів тандем), що можливо тільки
при обладнанні клітей АСУТП. При ручному керуванні «потрійна умова» дає
орієнтир у вигляді ідеального кінцевого результату. Для деяких технологій,
наприклад, контрольованої прокатки, важливішою за продуктивність є вимога
отримання регламентованого комплексу механічних властивостей прокату. У таких
випадках слід відмовлятись від вимоги рівності циклів прокатки у клітях.
Точність результатів
розрахунків всіх параметрів прокатки значною мірою залежить від точності
визначення температурного режиму. Тому змінення температур по проходах краще
визначати по тим методикам, які враховують не тільки зменшення температури від
випромінювання, тепловіддачі у валки і воду із систем охолодження, але й її
підвищення від тепла деформації.
При визначенні припустимих
сил прокатки слід пам'ятати, що тільки у клітях кварто цей параметр постійний.
У клітях дуо він залежить від від ширини розкату і моменту двигуна, що
передається через шийку валка. Тому у кожному проході буде своя припустима
сила. Величина припустимого моменту прокатки
по двигунам залежить від режиму їх роботи: з постійним струмом якоря або з
постійним моментом при змінному струмі. У першому випадку припустимий момент
двигуна при перевищенні номінальної швидкості падає пропорційно швидкості, і
тому обтиски потрібно призначати відповідно. У другому випадку момент не
зменшується, але через збільшення струму якоря відбувається сильне нагрівання
обмоток, що потребує збільшення часу пауз. Тому цей режим не вигідний і його
використовують рідко.
Розрахунок сил і моментів
прокатки по відомих залежностях дає прийнятні для практики результати по
точності. Але при прокатці в низькому осередку деформації ці параметри значно
залежать від правильності визначення коефіцієнта тертя. Тому його бажано
знаходити по більш точним залежностям, таким, наприклад, як [16].
При перевірці двигунів на
нагрівання слід пам'ятати, в якому режиму працюють двигуни, і використовувати
відповідні коефіцієнти.
Література
1. Производство
толстолистовой стали на стане 2800 // Технологическая инструкция ТИ 229-ПГЛ-035-140-78.
Алчевск, 1984. - 247 с.
2. Производство
толстолистовой стали на стане 2250
// Технологическая инструкция ТИ 229-ПГЛ-034-9-92.
Алчевск, 1992. - 227
с.
3. Производство толстолистовой стали на стане 3000 //
Технологическая инструкция ТИ 229-ПГЛ-035-109-2006. Алчевск, 2006. - 102 с.
4. Тарновский И.Я. Прокатка на
блюминге.
/ И.Я.
Тарновский,
Е.В.
Пальмов,
В.А.
Тягунов
и др. М.: Металлургия, 1963. - 389 с.
5. Ткалич К.Н. Изменение
температурного поля сляба в процессе прокатки / К.Н. Ткалич, Н.В. Гончаров,
Н.П. Бритов. // Сталь, 1974, №1. - С. 52-55.
6. Гончаров Н.В, Арцыбашев В.А. Инженерная
методика расчета среднемассовой температуры толстых полос. // Повышение эффективности производства толстолистового
проката: Темат. отр. сб.- М.: Металлургия, 1984. - С. 41-43.
. Данько В.М. Низкотемпературная
и „сухая” прокатка на толстолистовых станах. // Удосконалення процесів та
обладнання обробки тиском в металургії та машинобудуванні: Тем. зб. наук.
праць. Краматорськ, 2001. - С.
478-480.
. Козлов К.М.
Особенности низкотемпературной прокатки листов в условиях реверсивного
толстолистового стана. / К.М. Козлов, В.М. Данько,
А.А. Осипенко. // Тр.
2-го конгр. прокатчиков. Черепо
вец, 27-30.10.1997.
- С.43-44.
10. Коновалов
Ю.В., Остапенко А.Л., Пономарев В.И. Расчет параметров листовой прокатки. М.:
Металлургия, 1986. - 429 с.
11.Чернавский
С.А. Проектирование механических передач. / С.А.
Чернавский и др. М.: Машиностроение, 1984. - 558 с.
12. Королев А.А. Расчет
и конструирование машин и механизмов прокатных станов. М.: Металлургия, 1985. -
373
с.
13. Фаворин М.В. Моменты
инерции тел. М.: Машиностроение, 1979. - 311 с.
14. Зюзин В.И., Бровман М.Я.,
Мельников А.Ф. Сопротивление деформации сталей и сплавов при горячей прокатке.
М.: Металлургия, 1964. - 270 с.
15. Афанасьев В.Д.
Автоматизированный электропривод в прокатном производстве. М.:Металлургия,
1977. - 280 с.
16. Капланов В.И. Многофункциональная зависимость
коэффициента трения при горячей прокатке стали / В.И. Капланов, А.Г. Курпе // Удосконалення процесів і обладнання обробки тиском в
металургії і машинобудуванні: тем. сб. наук. праць. - Краматорськ, 2003. - С. 46-51.