Складання керуючої програми для верстатів з числовим програмним управлінням
Зміст
верстат числовий програмний алгоритм
Вступ
1.
Характеристика задачі на курсову роботу
1.1
Постановка задачі на курсову роботу
1.2 Вимоги до
алгоритму розв’язку задачі
2. Реалізація
алгоритму
.1 Побудова
блок-схеми алгоритму
.2 Опис
програмного забезпечення
.3 Вибір мови
програмування
.4 Аналіз
ефективності алгоритму
Висновок
Перелік
використаних джерел
Вступ
Розвиток
числового програмного керування (ЧПУ) має приблизно тридцятирічну історію. Цей
процес <#"870857.files/image001.jpg">
Рисунок 1.1 Токарно-фрезерний обробний центр з ЧПУ
Верстати створюють по розмірних рядах, що представляють собою групи
однотипних верстатів подібної кінематичної
<#"870857.files/image002.gif">
Обчислювальний дію або послідовність дій
|
|
Рішення
|
|
Перевірка умов
|
|
Модифікація
|

|
Початок циклу
|
|
Зумовлений процес
|
|
Обчислення по підпрограмі, стандартної підпрограмі
|
|
Введення-виведення
|

|
Введення-виведення в загальному вигляді
|
|
Документ
|
|
Висновок результатів
|
|
уск-зупинка
|

|
Початок, кінець алгоритму, вхід і вихід в
підпрограму
|
|
|
|
|
Символи блок-схеми
|
Блок " процес
"застосовується для позначення дії або послідовності дій, що змінюють
значення, форму подання або розміщення даних. Для поліпшення наочності схеми
кілька окремих блоків обробки можна об'єднувати в один блок. Подання окремих
операцій досить вільно.
Блок "рішення"
використовується для позначення переходів управління за умовою. У кожному блоці
"рішення" повинні бути вказані питання, умова або порівняння, які він
визначає.
Блок "модифікація"
використовується для організації циклічних конструкцій.(Слово
"модифікація" означає "видозміна, перетворення"). Усередині
блоку записується параметр циклу, для якого вказуються його початкове значення,
гранична умова і крок зміни значення параметра для кожного повторення.
Блок "зумовлений процес"
використовується для вказівки звернень до допоміжних алгоритмах, існуючим
автономно у вигляді деяких самостійних модулів, і для звернень до бібліотечних
підпрограм.
При вивченні програмування необхідно мати чітку уяву, що таке
алгоритм, як він працює і як його створити/запрограмувати. Від добре
спроектованого алгоритму залежить скільки часу у вас займе відлагодження
програми і пошук помилок. А також алгоритм показує структуру виконання програми
або частини коду, що дуже важливо при модифікації програми.
Блок-схеми додаються в додатку А
Таблиця 2.2 Графічне зображення базових алгоритмічних
структур.
|
Назва блоку
|
Опис дії
|
|
|
Позначає початок та кінець алгоритму
|
|
|
Позначає ввід вихідної інформації і вивід проміжної
чи результуючої інформації
|
|
|
Позначає дію, яку треба виконати
|
|

|
Позначає перевірку значення логічного виразу деякої
умови
|
Просте слідування
Слідування означає, що дії повинні виконуватись послідовно
одна за одною.

Лінійний алгоритм - алгоритм, в якому всі вказівки
виконуються одна за одною і не містить розгалужень та повторень.
Приклад
Алгоритм знаходження суми S трьох чисел a, b, c.
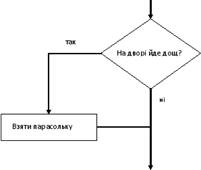
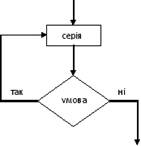
Розгалуження
Розгалуження - це така форма організації дій, які містять
умови і в залежності від того чи вона виконується чи ні здійснюється або одна
або друга послідовність дій.

Умова - це будь-яке твердження, яке або виконується або не
виконується, тобто можна дістати одну з двох відповідей: "так" або
"ні". Блок-схемою це можна зобразити так:
Якщо умова виконується, то виконується серія команд 1 (гілка
так), якщо умова не виконується, то виконується команд 2 (гілка ні). Після
виконання серії команд виконавець переходить до наступної команди після команди
розгалуження.
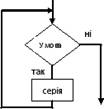
Можливий випадок, що у випадку невиконання умови не потрібно
виконувати ніяких дій. Тоді використовується скорочена форма розгалуження
("Якщо-то").
Блок-схема структури "якщо-то"
Приклад
Приклад
Повторення(цикл)
Часто зустрічаються такі задачі при виконанні яких потрібно
виконувати одні і ті самі дії декілька разів. Тоді кажуть, що така структура
команд називається циклічною, або утворена структура "повторення".
Цикл - це форма організації дій, за якою одна і та сама
послідовність дій виконується кілька разів доти, поки виконується деяка умова.
Серія команд, що виконується декілька разів без змін при кожному проході циклу,
називається тілом циклу.
Є два типи повторень: з передумовою та післяумовою. У першому
випадку спочатку перевіряється умова і, якщо вона істинна, то вказана дія
виконується черговий раз, якщо ж ні - то виконання дії припиняється.
У випадку повторення з післяумовою спочатку виконується серія
команд, а після цього перевіряється умова і визначається, чи є потреба
виконувати її знову.
Можливі ситуації, коли "цикл поки" не виконується
жодного разу. Це відбувається в тому випадку, коли на першому кроці умова є
хибною. Якщо при повторенні циклу умова залишається завжди істинною, то цикл
може повторюватись нескінченно.
Приклад
Алгоритм підрахунку суми N перших натуральних чисел. Суму
позначимо через S, через і - черговий доданок. Спочатку S=0, оскільки ще суми
не знаходили, i=1 (перше натуральне число). Щоб знайти суму, то потрібно до
попередньої суми додати наступний доданок: S=S+i. Для отримання наступного
числа потрібно попереднє збільшити на одиницю: i=i+1. Виконання циклу продовжується
до тих пір, поки i<=N.
Принципи структурного програмування
Алгоритми, у яких використовується тільки структура
"слідування", називаються лінійними.
Алгоритми, в основі яких лежить структура
"розгалуження", називаються алгоритмами з розгалуженнями.
Алгоритми, в основі яких лежить структура
"повторення", називають циклічними.
На практиці алгоритми розв’язування складних задач містять у
собі всі три типи базових структур алгоритмів. Розглянуті принципи конструювання
алгоритмів називають принципами структурного програмування.
.2 Опис програмного забезпечення
Структурно до складу ЧПУ входять:
· пульт оператора (або консоль
введення-виведення), що дозволяє вводити керуючу програму, задавати режими
роботи; виконати операцію вручну. Як правило, всередині шафи пульта сучасної
компактної ЧПУ розміщуються її інші частини;
· дисплей (або операторська
панель) -
Таблиця 2.3 Рідкокристалічний дисплей
|
>Параметр
|
>NMP-40N
|
>NMP-50N
|
|
Діапазон вимірів
|
Х (D) Z (L)
|
D= 0 - 200 мм L= 0 - 300 мм
|
D= 0 - 300 мм L= 0 - 400 мм
|
|
Точність вимірів
|
Вісь X Вісь Z
|
0,01/0,001 мм вибірково (діаметр) 0,01/0,001 мм
вибірково
|
|
>Шпиндель
|
ISO 40
|
ISO 50
|
|
Харчування
|
>БатарейкаCR2032 (2 прим)
|
|
Вага, кг (Розміри, мм)
|
21 кг (>760х480х300)
|
35 кг (>950х580х390)
|
Таблиця 2.4 Цифровий дисплей
|
>Параметр
|
>NTP300XZ-50(40)
|
>NTP400XZ-50(40)
|
>NTP500XZ-50(40)
|
|
Діапазон вимірів
|
Х (D) Z (L)
|
D= 0 - 300 мм L= 50 - 500 мм
|
D= 0 - 400 мм L= 50 - 500 мм
|
D= 0 - 500 мм L= 50 - 600 мм
|
|
Точність вимірів
|
Вісь X Вісь Z
|
0,002 мм (діаметр) чи 0,001 мм (радіус) 0,001 мм
|
|
>Шпиндель
|
>BT30/40/50 чиIT40/50
|
|
Харчування
|
100 У; 0,5кВА
|
>220В; 1,2кВА
|
|
Вага, кг (Розміри, мм)
|
300 кг (>1220х950х1850)
|
400 кг (>800х1200х1900)
|
700 кг (>1800х1400х2400)
|
· контролер - комп'ютеризований
пристрій, що вирішує завдання формування траєкторії руху ріжучого інструменту,
технологічних команд управління пристроями автоматики верстата, загальним
управлінням, редагування керуючих програм, діагностики та допоміжних
розрахунків (траєкторії руху ріжучого інструменту, режимів різання);
· ПЗУ
<https://translate.googleusercontent.com/translate_c?depth=1&hl=uk&prev=search&rurl=translate.google.com.ua&sl=ru&u=https://ru.wikipedia.org/wiki/%25D0%259F%25D0%25BE%25D1%2581%25D1%2582%25D0%25BE%25D1%258F%25D0%25BD%25D0%25BD%25D0%25BE%25D0%25B5_%25D0%25B7%25D0%25B0%25D0%25BF%25D0%25BE%25D0%25BC%25D0%25B8%25D0%25BD%25D0%25B0%25D1%258E%25D1%2589%25D0%25B5%25D0%25B5_%25D1%2583%25D1%2581%25D1%2582%25D1%2580%25D0%25BE%25D0%25B9%25D1%2581%25D1%2582%25D0%25B2%25D0%25BE&usg=ALkJrhgTgQaEyDmUb6Yn94gUDgRXQxu4ZQ>
- пам'ять, призначена для довготривалого зберігання (роки і десятки років)
системних програм і констант; інформація з ПЗП може тільки зчитуватися;
· ОЗУ
<https://translate.googleusercontent.com/translate_c?depth=1&hl=uk&prev=search&rurl=translate.google.com.ua&sl=ru&u=https://ru.wikipedia.org/wiki/%25D0%259E%25D0%25BF%25D0%25B5%25D1%2580%25D0%25B0%25D1%2582%25D0%25B8%25D0%25B2%25D0%25BD%25D0%25B0%25D1%258F_%25D0%25BF%25D0%25B0%25D0%25BC%25D1%258F%25D1%2582%25D1%258C&usg=ALkJrhiDDqj8mg_TTwuZv4EPxHr1z3dhCA>
- пам'ять, призначена для тимчасового зберігання керуючих програм і системних
програм, що використовуються в даний момент.

Рисунок 2.1 Панель управління ЧПУ
Важливою характеристикою CNC-контролера є кількість осей (каналів), які
він здатний синхронізувати (управляти) - для цього потрібна висока
продуктивність і відповідне ПЗ.
В якості виконавчих механізмів використовуються сервоприводи
<https://translate.googleusercontent.com/translate_c?depth=1&hl=uk&prev=search&rurl=translate.google.com.ua&sl=ru&u=https://ru.wikipedia.org/wiki/%25D0%25A1%25D0%25B5%25D1%2580%25D0%25B2%25D0%25BE%25D0%25BF%25D1%2580%25D0%25B8%25D0%25B2%25D0%25BE%25D0%25B4&usg=ALkJrhjv7onC7cj__xjNjI7YvTJ5ukIUAQ>,
крокові двигуни
<https://translate.googleusercontent.com/translate_c?depth=1&hl=uk&prev=search&rurl=translate.google.com.ua&sl=ru&u=https://ru.wikipedia.org/wiki/%25D0%25A8%25D0%25B0%25D0%25B3%25D0%25BE%25D0%25B2%25D1%258B%25D0%25B9_%25D1%258D%25D0%25BB%25D0%25B5%25D0%25BA%25D1%2582%25D1%2580%25D0%25BE%25D0%25B4%25D0%25B2%25D0%25B8%25D0%25B3%25D0%25B0%25D1%2582%25D0%25B5%25D0%25BB%25D1%258C&usg=ALkJrhjbXK3-sp1ZOStQzSreKjDi20FneQ>.
Для передачі даних між виконавчим механізмом і системою управління
верстатом зазвичай використовується промислова мережа (наприклад, CAN
<https://translate.googleusercontent.com/translate_c?depth=1&hl=uk&prev=search&rurl=translate.google.com.ua&sl=ru&u=https://ru.wikipedia.org/wiki/Controller_Area_Network&usg=ALkJrhi2JE4IP8JuqEE5JbM26tLtuH8-6A>,
Profibus
<https://translate.googleusercontent.com/translate_c?depth=1&hl=uk&prev=search&rurl=translate.google.com.ua&sl=ru&u=https://ru.wikipedia.org/wiki/Profibus&usg=ALkJrhg1D3NwNZM3dJ4-nqHTFLX9UHo2ig>,
Industrial Ethernet
<https://translate.googleusercontent.com/translate_c?depth=1&hl=uk&prev=search&rurl=translate.google.com.ua&sl=ru&u=https://ru.wikipedia.org/wiki/Industrial_Ethernet&usg=ALkJrhg-sYjA-NFzAq8hm7jusI77Lb8V2w>).
Найбільші виробників систем ЧПУ (за даними на 2009 рік):
· Fagor Automation
<https://translate.googleusercontent.com/translate_c?depth=1&hl=uk&prev=search&rurl=translate.google.com.ua&sl=ru&u=https://ru.wikipedia.org/w/index.php%3Ftitle%3DFagor_Automation%26action%3Dedit%26redlink%3D1&usg=ALkJrhjcFI66AZQm6iBE_MHiKgARF6g65g>
- 8037, 8055, 8060, 8065, 8070;
· Fanuc
<https://translate.googleusercontent.com/translate_c?depth=1&hl=uk&prev=search&rurl=translate.google.com.ua&sl=ru&u=https://ru.wikipedia.org/w/index.php%3Ftitle%3DFanuc%26action%3Dedit%26redlink%3D1&usg=ALkJrhjwDpvIeN9Aqxb1ljS4wMstyt9v2Q>
- 0i-MD, 0i-TD, 0i-PD, 0i Mate-MD, 0i Mate-TD,30i-MODEL B.
· Fidis
<https://translate.googleusercontent.com/translate_c?depth=1&hl=uk&prev=search&rurl=translate.google.com.ua&sl=ru&u=https://ru.wikipedia.org/w/index.php%3Ftitle%3DFidis%26action%3Dedit%26redlink%3D1&usg=ALkJrhiHqPhL-Me_9hUxH1SIokILnMQseA>
- nC 12R, nC 15, C10, C20, C40;
· Heidenhain
<https://translate.googleusercontent.com/translate_c?depth=1&hl=uk&prev=search&rurl=translate.google.com.ua&sl=ru&u=https://ru.wikipedia.org/wiki/Heidenhain&usg=ALkJrhgfucob_ztJFjt40r67xFG4P2B5Wg>
- TNC 128, TNC 320, TNC 620, TNC 640, MANUALpus 620, CNC PILOT 640;
· Mitsubishi Electric
<https://translate.googleusercontent.com/translate_c?depth=1&hl=uk&prev=search&rurl=translate.google.com.ua&sl=ru&u=https://ru.wikipedia.org/wiki/Mitsubishi_Electric&usg=ALkJrhhtzXagI7bI67HOAQJVUDrUDIEqfQ>
- C70, M70V, M700V;
· Rexroth Bosch Group
<https://translate.googleusercontent.com/translate_c?depth=1&hl=uk&prev=search&rurl=translate.google.com.ua&sl=ru&u=https://ru.wikipedia.org/w/index.php%3Ftitle%3DRexroth_Bosch_Group%26action%3Dedit%26redlink%3D1&usg=ALkJrhhqWw59bOZzMo3FN_snYkE4VTr4lQ>
- IndraMotion MTX micro, IndraMotion MTX standard, IndraMotion MTX performance,
IndraMotion MTX advanced;
· Siemens
<https://translate.googleusercontent.com/translate_c?depth=1&hl=uk&prev=search&rurl=translate.google.com.ua&sl=ru&u=https://ru.wikipedia.org/wiki/Siemens&usg=ALkJrhhmTXFPRkXfHkmDoXpH_1tpXLkTYQ>
- Sinumerik <https://translate.googleusercontent.com/translate_c?depth=1&hl=uk&prev=search&rurl=translate.google.com.ua&sl=ru&u=https://ru.wikipedia.org/w/index.php%3Ftitle%3DSinumerik%26action%3Dedit%26redlink%3D1&usg=ALkJrhgPv8MzhLE0amG_Fpj8-KVQjQQkqQ>
802D, 808D, 810D, 840D.

Рисунок 2.2 Кошик з контролерами і платами обв'язки Siemens Sinumerik.
Висунуто плата енкодерів
<https://translate.googleusercontent.com/translate_c?depth=1&hl=uk&prev=search&rurl=translate.google.com.ua&sl=ru&u=https://ru.wikipedia.org/wiki/%25D0%259F%25D1%2580%25D0%25B5%25D0%25BE%25D0%25B1%25D1%2580%25D0%25B0%25D0%25B7%25D0%25BE%25D0%25B2%25D0%25B0%25D1%2582%25D0%25B5%25D0%25BB%25D1%258C_%25D1%2583%25D0%25B3%25D0%25BE%25D0%25BB-%25D0%25BA%25D0%25BE%25D0%25B4&usg=ALkJrhh2Rzq57x1gUFRWJGx_8xFpkXJhKg>
Після того як складена программа керування, оператор за допомогою
програматора
<https://translate.googleusercontent.com/translate_c?depth=1&hl=uk&prev=search&rurl=translate.google.com.ua&sl=ru&u=https://ru.wikipedia.org/wiki/%25D0%259F%25D1%2580%25D0%25BE%25D0%25B3%25D1%2580%25D0%25B0%25D0%25BC%25D0%25BC%25D0%25B0%25D1%2582%25D0%25BE%25D1%2580&usg=ALkJrhhHXC4e55ypi-W3QvpPRtGVxxJvOg>
вводить її в контролер. Команди програми керування розміщуються в ОЗУ. У процесі
створення або після введення програми керування оператор (в даному аспекті
виконує роль програміста) може відредагувати її, включивши в роботу системну
програму редактора і виводячи на дисплей всю або потрібні частини керуючої
програми і вносячи в них необхідні зміни. При роботі в режимі виготовлення
деталі програма керування кадр за кадром надходить на виконання. Відповідно до
команд програми контролер викликає з ПЗУ відповідні системні підпрограми, які
змушують працювати підключене до ЧПУ обладнання в необхідному режимі -
результати роботи контролера у вигляді електричних сигналів надходять на
виконавчий пристрій
<https://translate.googleusercontent.com/translate_c?depth=1&hl=uk&prev=search&rurl=translate.google.com.ua&sl=ru&u=https://ru.wikipedia.org/wiki/%25D0%2598%25D1%2581%25D0%25BF%25D0%25BE%25D0%25BB%25D0%25BD%25D0%25B8%25D1%2582%25D0%25B5%25D0%25BB%25D1%258C%25D0%25BD%25D0%25BE%25D0%25B5_%25D1%2583%25D1%2581%25D1%2582%25D1%2580%25D0%25BE%25D0%25B9%25D1%2581%25D1%2582%25D0%25B2%25D0%25BE&usg=ALkJrhgdxa8qoTIEeWxNWMHMUL3N5MDR1Q>
- приводи подач, або на пристрої керування автоматикою верстата.
Керуюча система зчитує інструкції спеціалізованої мови програмування
<https://translate.googleusercontent.com/translate_c?depth=1&hl=uk&prev=search&rurl=translate.google.com.ua&sl=ru&u=https://ru.wikipedia.org/wiki/%25D0%25A1%25D0%25BF%25D0%25B5%25D1%2586%25D0%25B8%25D0%25B0%25D0%25BB%25D0%25B8%25D0%25B7%25D0%25B8%25D1%2580%25D0%25BE%25D0%25B2%25D0%25B0%25D0%25BD%25D0%25BD%25D1%258B%25D0%25B9_%25D1%258F%25D0%25B7%25D1%258B%25D0%25BA_%25D0%25BF%25D1%2580%25D0%25BE%25D0%25B3%25D1%2580%25D0%25B0%25D0%25BC%25D0%25BC%25D0%25B8%25D1%2580%25D0%25BE%25D0%25B2%25D0%25B0%25D0%25BD%25D0%25B8%25D1%258F&usg=ALkJrhjjfJQSl_I5Ir1MeDCD5FkhsLdMag>
(наприклад, G-код <https://translate.googleusercontent.com/translate_c?depth=1&hl=uk&prev=search&rurl=translate.google.com.ua&sl=ru&u=https://ru.wikipedia.org/wiki/G-code&usg=ALkJrhgxZuFGzQxczD36qTMGcTuoAqWJig>
) програми, який потім інтерпретатором <https://translate.googleusercontent.com/translate_c?depth=1&hl=uk&prev=search&rurl=translate.google.com.ua&sl=ru&u=https://ru.wikipedia.org/wiki/%25D0%2598%25D0%25BD%25D1%2582%25D0%25B5%25D1%2580%25D0%25BF%25D1%2580%25D0%25B5%25D1%2582%25D0%25B0%25D1%2582%25D0%25BE%25D1%2580&usg=ALkJrhgt-m5CegDLNQaC--DriY1Ujlah0g>
системи ЧПУ перекладається з вхідної мови в команди управління головним
приводом, приводами подач, контролерами управління вузлів верстата (наприклад,
включити / виключити подачу охолоджуючої емульсії).
Розробка керуючих програм в даний час виконується з використанням
спеціальних модулів для систем автоматизованого проектування
<https://translate.googleusercontent.com/translate_c?depth=1&hl=uk&prev=search&rurl=translate.google.com.ua&sl=ru&u=https://ru.wikipedia.org/wiki/%25D0%25A1%25D0%25B8%25D1%2581%25D1%2582%25D0%25B5%25D0%25BC%25D0%25B0_%25D0%25B0%25D0%25B2%25D1%2582%25D0%25BE%25D0%25BC%25D0%25B0%25D1%2582%25D0%25B8%25D0%25B7%25D0%25B8%25D1%2580%25D0%25BE%25D0%25B2%25D0%25B0%25D0%25BD%25D0%25BD%25D0%25BE%25D0%25B3%25D0%25BE_%25D0%25BF%25D1%2580%25D0%25BE%25D0%25B5%25D0%25BA%25D1%2582%25D0%25B8%25D1%2580%25D0%25BE%25D0%25B2%25D0%25B0%25D0%25BD%25D0%25B8%25D1%258F&usg=ALkJrhgfufrAPSOJnXRpPmn6b9QLOqPMUA>
(САПР) або окремих систем автоматизованого програмування (CAM
<https://translate.googleusercontent.com/translate_c?depth=1&hl=uk&prev=search&rurl=translate.google.com.ua&sl=ru&u=https://ru.wikipedia.org/wiki/CAM&usg=ALkJrhg_4HRiPLJff9PwWZZtR8hnFpfYmA>),
які електронною моделі генерують програму обробки.
Для визначення необхідної траєкторії руху робочого органу в цілому
(інструменту/заготовки) відповідно до керуючої програмою використовується
інтерполятор
<https://translate.googleusercontent.com/translate_c?depth=1&hl=uk&prev=search&rurl=translate.google.com.ua&sl=ru&u=https://ru.wikipedia.org/wiki/%25D0%2598%25D0%25BD%25D1%2582%25D0%25B5%25D1%2580%25D0%25BF%25D0%25BE%25D0%25BB%25D1%258F%25D1%2586%25D0%25B8%25D1%258F&usg=ALkJrhgzm96uW9WKQvh2CCG18YqJ7Gv0gw>
, що розраховує положення проміжних точок траєкторії по заданих в програмі.
У системі управління, крім самої програми, присутні дані інших форматів
і призначення. Як мінімум, це машинні дані і дані користувача, специфічно
прив'язані до конкретної системи управління або до певної серії (лінійці)
однотипних моделей систем управління.
Програма для верстата (обладнання) з ЧПК може бути завантажена з
зовнішніх носіїв, наприклад, магнітної стрічки, перфорованої паперової стрічки
(перфострічки)
<https://translate.googleusercontent.com/translate_c?depth=1&hl=uk&prev=search&rurl=translate.google.com.ua&sl=ru&u=https://ru.wikipedia.org/wiki/%25D0%259F%25D0%25B5%25D1%2580%25D1%2584%25D0%25BE%25D0%25BB%25D0%25B5%25D0%25BD%25D1%2582%25D0%25B0_(%25D0%25BD%25D0%25BE%25D1%2581%25D0%25B8%25D1%2582%25D0%25B5%25D0%25BB%25D1%258C_%25D0%25B8%25D0%25BD%25D1%2584%25D0%25BE%25D1%2580%25D0%25BC%25D0%25B0%25D1%2586%25D0%25B8%25D0%25B8)&usg=ALkJrhi_tz9uyMjGaMP5c_RoEe9pP0-42A>,
дискети
<https://translate.googleusercontent.com/translate_c?depth=1&hl=uk&prev=search&rurl=translate.google.com.ua&sl=ru&u=https://ru.wikipedia.org/wiki/%25D0%2594%25D0%25B8%25D1%2581%25D0%25BA%25D0%25B5%25D1%2582%25D0%25B0&usg=ALkJrhgt37vdTvJkI3OKCuJuPbv6lH3Q6g>
або флеш-накопичувачів
<https://translate.googleusercontent.com/translate_c?depth=1&hl=uk&prev=search&rurl=translate.google.com.ua&sl=ru&u=https://ru.wikipedia.org/wiki/%25D0%25A4%25D0%25BB%25D0%25B5%25D1%2588-%25D0%25BF%25D0%25B0%25D0%25BC%25D1%258F%25D1%2582%25D1%258C&usg=ALkJrhgM4T_ngjtvKnK4mDu6bp6DgW5d4w>
у власну пам'ять або тимчасово, до виключення живлення - в оперативну пам'ять,
або постійно - в ПЗУ
<https://translate.googleusercontent.com/translate_c?depth=1&hl=uk&prev=search&rurl=translate.google.com.ua&sl=ru&u=https://ru.wikipedia.org/wiki/%25D0%259F%25D0%25BE%25D1%2581%25D1%2582%25D0%25BE%25D1%258F%25D0%25BD%25D0%25BD%25D0%25BE%25D0%25B5_%25D0%25B7%25D0%25B0%25D0%25BF%25D0%25BE%25D0%25BC%25D0%25B8%25D0%25BD%25D0%25B0%25D1%258E%25D1%2589%25D0%25B5%25D0%25B5_%25D1%2583%25D1%2581%25D1%2582%25D1%2580%25D0%25BE%25D0%25B9%25D1%2581%25D1%2582%25D0%25B2%25D0%25BE&usg=ALkJrhgTgQaEyDmUb6Yn94gUDgRXQxu4ZQ>,
карту пам'яті
<https://translate.googleusercontent.com/translate_c?depth=1&hl=uk&prev=search&rurl=translate.google.com.ua&sl=ru&u=https://ru.wikipedia.org/wiki/%25D0%25A4%25D0%25BB%25D0%25B5%25D1%2588-%25D0%25BF%25D0%25B0%25D0%25BC%25D1%258F%25D1%2582%25D1%258C&usg=ALkJrhgM4T_ngjtvKnK4mDu6bp6DgW5d4w>
або інший накопичувач: жорсткий диск
<https://translate.googleusercontent.com/translate_c?depth=1&hl=uk&prev=search&rurl=translate.google.com.ua&sl=ru&u=https://ru.wikipedia.org/wiki/%25D0%2596%25D1%2591%25D1%2581%25D1%2582%25D0%25BA%25D0%25B8%25D0%25B9_%25D0%25B4%25D0%25B8%25D1%2581%25D0%25BA&usg=ALkJrhinCbk03Di5zzYCiMhWclePdhRzTA>
або твердотільний накопичувач
<https://translate.googleusercontent.com/translate_c?depth=1&hl=uk&prev=search&rurl=translate.google.com.ua&sl=ru&u=https://ru.wikipedia.org/wiki/%25D0%25A2%25D0%25B2%25D0%25B5%25D1%2580%25D0%25B4%25D0%25BE%25D1%2582%25D0%25B5%25D0%25BB%25D1%258C%25D0%25BD%25D1%258B%25D0%25B9_%25D0%25BD%25D0%25B0%25D0%25BA%25D0%25BE%25D0%25BF%25D0%25B8%25D1%2582%25D0%25B5%25D0%25BB%25D1%258C&usg=ALkJrhh3iEjM9c9vqQWCP8sXGlGdxV8uFw>.
Крім цього, сучасне обладнання підключається до централізованих систем
управління за допомогою заводських (цехових) мереж зв'язку
<https://translate.googleusercontent.com/translate_c?depth=1&hl=uk&prev=search&rurl=translate.google.com.ua&sl=ru&u=https://ru.wikipedia.org/wiki/%25D0%259F%25D1%2580%25D0%25BE%25D0%25BC%25D1%258B%25D1%2588%25D0%25BB%25D0%25B5%25D0%25BD%25D0%25BD%25D0%25B0%25D1%258F_%25D1%2581%25D0%25B5%25D1%2582%25D1%258C&usg=ALkJrhhKKWYoWW0qC5nwLclxkR94_x_xMg>
(В.І. Комісарів, Ю.А. Фільченок, В.В. Юшкевич. Розмірна наладка верстатів з ЧПУ
на роботизованих ділянках, Владивосток, ДВПИ, 1985.).
2.3 Вибір мови програмування
Найбільш поширена мова програмування ЧПУ для металорізального
обладнання описаний документом ISO 6983
<https://translate.googleusercontent.com/translate_c?depth=1&hl=uk&prev=search&rurl=translate.google.com.ua&sl=ru&u=https://ru.wikipedia.org/w/index.php%3Ftitle%3DISO_6983%26action%3Dedit%26redlink%3D1&usg=ALkJrhgtu4RFGS84NMruY5KkAhSzHdXXPA>
Міжнародного комітету зі стандартів і називається "G-код
<https://translate.googleusercontent.com/translate_c?depth=1&hl=uk&prev=search&rurl=translate.google.com.ua&sl=ru&u=https://ru.wikipedia.org/wiki/G-code&usg=ALkJrhgxZuFGzQxczD36qTMGcTuoAqWJig>".
В окремих випадках - наприклад, системи управління гравірувальними верстатами -
мова управління принципово відрізняється від стандарту. Для простих завдань,
наприклад, розкрою плоских заготовок, система ЧПУ в якості вхідної інформації
може використовувати текстовий файл у форматі обміну даними - наприклад: DXF
<https://translate.googleusercontent.com/translate_c?depth=1&hl=uk&prev=search&rurl=translate.google.com.ua&sl=ru&u=https://ru.wikipedia.org/wiki/DXF&usg=ALkJrhhK6APfyc7A-YVKfqrsbZ1mES6B9A>
або HPGL
<https://translate.googleusercontent.com/translate_c?depth=1&hl=uk&prev=search&rurl=translate.google.com.ua&sl=ru&u=https://ru.wikipedia.org/wiki/HPGL&usg=ALkJrhgPSSelF9LPoIjIDgJdZH-YL_GGfA>.код
- умовне іменування мови програмування
<https://translate.googleusercontent.com/translate_c?depth=1&hl=uk&prev=search&rurl=translate.google.com.ua&sl=ru&u=https://ru.wikipedia.org/wiki/%25D0%25AF%25D0%25B7%25D1%258B%25D0%25BA_%25D0%25BF%25D1%2580%25D0%25BE%25D0%25B3%25D1%2580%25D0%25B0%25D0%25BC%25D0%25BC%25D0%25B8%25D1%2580%25D0%25BE%25D0%25B2%25D0%25B0%25D0%25BD%25D0%25B8%25D1%258F&usg=ALkJrhgIupZ7mH26z8JZGg_8sEf4ZeeL4A>
пристроїв з числовим програмним управлінням
<https://translate.googleusercontent.com/translate_c?depth=1&hl=uk&prev=search&rurl=translate.google.com.ua&sl=ru&u=https://ru.wikipedia.org/wiki/%25D0%25A7%25D0%25B8%25D1%2581%25D0%25BB%25D0%25BE%25D0%25B2%25D0%25BE%25D0%25B5_%25D0%25BF%25D1%2580%25D0%25BE%25D0%25B3%25D1%2580%25D0%25B0%25D0%25BC%25D0%25BC%25D0%25BD%25D0%25BE%25D0%25B5_%25D1%2583%25D0%25BF%25D1%2580%25D0%25B0%25D0%25B2%25D0%25BB%25D0%25B5%25D0%25BD%25D0%25B8%25D0%25B5&usg=ALkJrhgUqrGlWMqbtiFrFIws6n1Mb5tttg>
(ЧПУ). Був створений компанією Electronic Industries Alliance
<https://translate.googleusercontent.com/translate_c?depth=1&hl=uk&prev=search&rurl=translate.google.com.ua&sl=ru&u=https://ru.wikipedia.org/wiki/Electronic_Industries_Alliance&usg=ALkJrhhuhSB6ejwSFGHDnH8DAQk2UI0uqQ>
на початку 1960-х <https://translate.googleusercontent.com/translate_c?depth=1&hl=uk&prev=search&rurl=translate.google.com.ua&sl=ru&u=https://ru.wikipedia.org/wiki/1960-%25D0%25B5&usg=ALkJrhjMTv-DuP7kIIt8WLgicnlbnXv-lg>.
Остаточна доробка була схвалена в лютому 1980 як стандарт RS274D.Комітет ISO
<https://translate.googleusercontent.com/translate_c?depth=1&hl=uk&prev=search&rurl=translate.google.com.ua&sl=ru&u=https://ru.wikipedia.org/wiki/ISO&usg=ALkJrhhqm89Po_9nsSgkmFBBY8MkF-PqBg>
затвердив G-код як стандарт ISO 6983-1: 2009, Держкомітет по стандартах СРСР <https://translate.googleusercontent.com/translate_c?depth=1&hl=uk&prev=search&rurl=translate.google.com.ua&sl=ru&u=https://ru.wikipedia.org/wiki/%25D0%2593%25D0%25BE%25D1%2581%25D1%2581%25D1%2582%25D0%25B0%25D0%25BD%25D0%25B4%25D0%25B0%25D1%2580%25D1%2582&usg=ALkJrhhNUBYs1wTTrdHWHCBs0CrKdgOmkA>
- як ГОСТ
<https://translate.googleusercontent.com/translate_c?depth=1&hl=uk&prev=search&rurl=translate.google.com.ua&sl=ru&u=https://ru.wikipedia.org/wiki/%25D0%2593%25D0%259E%25D0%25A1%25D0%25A2&usg=ALkJrhiApwu4oGqCb8otBjJqqQmuMPj_UQ>
20999-83. У радянській технічній літературі G-код позначається як код ІСО 7-біт
(ISO 7-bit). G-код кодували на 8-дорожечную перфострічку в коді ISO 7-bit
(розроблений для представлення інформації УЧПУ у вигляді машинного коду так
само, як і коди AEG і PC8C), восьма доріжка використовувалася для контролю
парності.
Виробники систем УЧПУ (CNC), як правило, використовують ПЗ керування
верстатом, для якого написана (оператором) програма обробки в якості осмислених
команд управління, використовується G-код в якості базового підмножини мови
програмування, розширюючи його на свій розсуд.( англ.
<https://translate.googleusercontent.com/translate_c?depth=1&hl=uk&prev=search&rurl=translate.google.com.ua&sl=ru&u=https://ru.wikipedia.org/wiki/%25D0%2590%25D0%25BD%25D0%25B3%25D0%25BB%25D0%25B8%25D0%25B9%25D1%2581%25D0%25BA%25D0%25B8%25D0%25B9_%25D1%258F%25D0%25B7%25D1%258B%25D0%25BA&usg=ALkJrhiLYVg1xPBHfNb8oWotQrR-Ws2hiw>
D rawing e X change F ormat) - відкритий формат файлів
<https://translate.googleusercontent.com/translate_c?depth=1&hl=uk&prev=search&rurl=translate.google.com.ua&sl=ru&u=https://ru.wikipedia.org/wiki/%25D0%25A4%25D0%25BE%25D1%2580%25D0%25BC%25D0%25B0%25D1%2582_%25D1%2584%25D0%25B0%25D0%25B9%25D0%25BB%25D0%25BE%25D0%25B2&usg=ALkJrhiwTWrINW4_MHxlzh9H_YhFJU1Afw>
для обміну графічною інформацією між додатками САПР
<https://translate.googleusercontent.com/translate_c?depth=1&hl=uk&prev=search&rurl=translate.google.com.ua&sl=ru&u=https://ru.wikipedia.org/wiki/%25D0%25A1%25D0%2590%25D0%259F%25D0%25A0&usg=ALkJrhh_O9MhTvySqeRrxCDmLoQeWnWzkg>.
Був створений фірмою Autodesk
<https://translate.googleusercontent.com/translate_c?depth=1&hl=uk&prev=search&rurl=translate.google.com.ua&sl=ru&u=https://ru.wikipedia.org/wiki/Autodesk&usg=ALkJrhgePzpMYnFItEeu0aiLi2r44oX_0Q>
для системи AutoCAD
<https://translate.googleusercontent.com/translate_c?depth=1&hl=uk&prev=search&rurl=translate.google.com.ua&sl=ru&u=https://ru.wikipedia.org/wiki/AutoCAD&usg=ALkJrhjkcCDJB3QkP3S9Hj6a8bk3N8-c-w>.
Підтримується практично всіма CAD-системами на платформі PC.(іноді HP-GL) є
основною мовою управління принтерами, використовуваним плоттерами
Hewlett-Packard
<https://translate.googleusercontent.com/translate_c?depth=1&hl=uk&prev=search&rurl=translate.google.com.ua&sl=ru&u=https://ru.wikipedia.org/wiki/Hewlett-Packard&usg=ALkJrhgAUh8wYyR6Y6IfJV_9Fm4iEMbs6A>
. Його назва є абревіатурою H ewlett- P ackard G raphics L anguage. В даний
момент він є стандартним майже для всіх плотерів. Принтери Hewlett-Packard, як
правило, також підтримують HPGL нарівні з PCL <https://translate.googleusercontent.com/translate_c?depth=1&hl=uk&prev=search&rurl=translate.google.com.ua&sl=ru&u=https://ru.wikipedia.org/wiki/PCL&usg=ALkJrhiUQMyIfkq4cSRIuLYpDK4WIWk8xg>.
Мова являє собою поєднання коду з двох букв і наступних за ним додаткових
параметрів. Наприклад дуга (arc) може виводитися на друк наступною командою:
,100,50
- скорочення від Arc Absolute; 100,100 - координати центральної точки
дуги; 50 - початковий кут, вимірюваний проти годинникової стрілки.
Програма, написана з використанням G-коду, має жорстку будову. Всі
команди управління об'єднуються в кадри - групи, що складаються з однієї або
більше команд. Кадр завершується символом переведення рядка (CR / LF) і має
номер, за винятком першого кадру програми і коментарів. Перший (а в деяких
випадках ще й останній) кадр містить тільки один знак "%".
Завершується програма командою M02 або M30. Коментарі до програми розміщуються
в круглих дужках, як після програмних кодів, так і в окремому кадрі.
Порядок команд в кадрі строго не обмовляється, але традиційно
передбачається, що першими вказуються підготовчі команди (наприклад, вибір
робочої площини), потім команди переміщення, потім вибору режимів обробки і
технологічні команди.
Підпрограми можуть бути описані після команди M02, але до M30.
Починається підпрограма з кадру виду Lxx, де xx - номер підпрограми,
закінчується командою M17.
Зведена таблиця кодів
Основні (звані в стандарті підготовчими) команди мови починаються з
літери G:
· Переміщення робочих органів
обладнання із заданою швидкістю (лінійне і круговий)
· Виконання типових
послідовностей (таких, як обробка отворів і різьба)
· Управління параметрами
інструменту, системами координат, і робочих площин
Таблиця 2.5 Підготовчі (основні)
команди
|
Коди
|
Опис
|
|
G00-G03
|
Позиціонування інструменту
|
|
G17-G19
|
Перемикання робочих площин (XY, ZX, YZ)
|
|
G20-G21
|
Чи не стандартизовано
|
|
G40-G44
|
Компенсація розміру різних частин інструменту
(довжина, діаметр)
|
|
G53-G59
|
Перемикання систем координат
|
|
G80-G85
|
Цикли свердління, розточування, нарізування різьблення
|
|
G90-G91
|
Перемикання систем координат (абсолютна, відносна)
|
Основні команди "G-код" записані в додатку В
Таблиця технологічних кодів
Технологічні команди мови починаються
з літери М. Включають такі дії:
· Змінити інструмент
· Включити / виключити шпиндель
· Включити / виключити
охолодження
· Робота з підпрограмами
Таблиця 2.7 Допоміжні (технологічні)
команди
|
Код
|
Опис
|
Приклад
|
|
M00
|
Призупинити роботу верстата до натискання кнопки
"старт" на пульті управління, так звана "безумовна
технологічна зупинка"
|
G0 X0 Y0 Z100 M0
|
|
M01
|
Призупинити роботу верстата до натискання кнопки
"старт", якщо включений режим підтвердження зупинки
|
G0 X0 Y0 Z100 M1
|
|
M02
|
Кінець програми, без скидання модальних функцій
|
|
M03
|
Почати обертання шпинделя за годинниковою стрілкою
|
M3 S2000
|
|
M04
|
Почати обертання шпинделя проти годинникової стрілки
|
M4 S2000
|
|
M05
|
Зупинити обертання шпинделя
|
M5
|
|
M06
|
Змінити інструмент
|
T15 M6
|
|
M07
|
Включити додаткове охолодження
|
M3 S2000 M7
|
|
M08
|
Включити основне охолодження. Іноді використання
більше одного M-коду в одному рядку (як у прикладі) неприпустимо, для цього
використовуються M13 і M14
|
M3 S2000 M8
|
|
M09
|
Вимкнути охолодження
|
G0X0Y0Z100M5М9
|
|
M13
|
Включити охолодження і обертання шпинделя за
годинниковою стрілкою
|
S2000 M13
|
|
M14
|
Включити охолодження і обертання шпинделя проти
годинникової стрілки
|
S2000 M14
|
|
M17
|
Кінець підпрограми
|
M17
|
|
M25
|
Заміна інструменту вручну
|
M25
|
|
M97
|
Запуск підпрограми, що знаходиться в тій же програмі
(де P - номер кадру, у разі прикладу перехід здійсниться до рядка N25), діє
не скрізь, імовірно - тільки на верстатах HAAS
|
M97 P25
|
|
M98
|
Запуск підпрограми, що знаходиться окремо від
основної програми (де P - номер підпрограми, у разі прикладу перехід
здійсниться до програми O1015)
|
M98 P1015
|
|
M99
|
Кінець підпрограми
|
M99
|
|
M30
|
Кінець програми, зі скиданням модальних функцій
|
M3
|
Таблиця 2.8 Параметри команд
|
Код
|
Опис
|
Приклад
|
|
X
|
Координата точки траєкторії по осі X
|
G0 X100 Y0 Z0
|
|
Y
|
Координата точки траєкторії по осі Y
|
G0 X0 Y100 Z0
|
|
Z
|
Координата точки траєкторії по осі Z
|
G0 X0 Y0 Z100
|
|
P
|
Параметр команди
|
G04 P101
|
|
F
|
Швидкість робочої подачі. Для фрезерних верстатів це
дюйми в хвилину (IPM) або міліметри на хвилину (mm / min), Для токарних
верстатів це дюйми за оборот (IPR) або міліметри за оборот (mm / rev).
|
G1G91X10F100
|
|
S
|
Швидкість обертання шпинделя
|
S3000 M3
|
|
R
|
Параметр стандартного циклу або радіус дуги
(розширення стандарту)
|
G81 R1 0 R2 -10 F50 або G2G91X12.5R12.5
|
Параметр корекції обраного інструменту
|
G1G41D1X10F150.
|
|
L
|
Число викликів підпрограми
|
M98 L82 P10 або G65 L82 P10
|
|
I
|
Параметр дуги при кругової інтерполяції.
Инкрементальное відстань від початкової точки до центру дуги по осі X.
|
G03X10Y10I0J0F10
|
|
J
|
Параметр дуги при кругової інтерполяції.
Инкрементальное відстань від початкового
|
G03X10Y10I0J0F10
|
|
K
|
Параметр дуги при кругової інтерполяції.
Инкрементальное відстань дуги по осі Z.
|
G03X10Y10I0K0F10
|
|
L
|
Виклик підпрограми з даною міткою
|
L12
|
(Інтернет-сайт технічної літератури www.bibt.ru)
Текст програми записаний в додатку Б
2.4 Аналіз ефективності алгоритму
Проаналізувавши алгоритм і дослідивши його на ефективність та
складність, ми переконались, що наш алгоритм ефективний, точний та швидкий.
Алгоритм повинен забезпечувати розв'язування задачі за мінімальний час із
мінімальними витратами оперативної пам'яті. Для оцінки алгоритмів існує багато
критеріїв. Найчастіше аналіз алгоритму (або, як говорять, аналіз складності
алгоритму) полягає в оцінці часових витрат на розв'язування задачі залежно від
"обсягу" вихідних даних.
До прикладу: Алгоритм лінійної інтерполяції (ЛІ) повинен
забезпечити рух з вихідної (з нульовими координатами) точки.
В основі алгоритму ОФ лежать два правила.
. При оцінюючій функції поодинокі кроки по координатах
видаються відповідно генератором кроків, частота якого залежить від контурної
швидкості.
. Послідовність кроків за координатами вибирається таким
чином, щоб кожен одиничний крок був оптимальним за критерієм максимального
наближення до заданої прямої (мінімального видалення).
Для того, щоб визначити, за якою точкою координати треба
зробити черговий крок, щоб реалізувати даний алгоритм вводять "оцінюючу
функцію" для кожної. ОФ обчислюється після кожного кроку інтерполяції.
Оцінююча функція задається таким чином, щоб оцінивши тільки її знак можна було
однозначно визначити, за якою точкою координати робити черговий крок.
Алгоритми інтерполяції методом ОФ досить прості, всі кроки за
координатами є поодинокими. Величина кроку визначається конкретною системою і
верстатом. Швидкість же видачі кроків визначається заданою швидкістю. Помилка
інтерполяції при цьому не перевищує одного кроку. Швидкість же руху обмежена
тим фактором, що видача чергового одиничного кроку можлива тільки після
завершення циклу обчислень ОФ, тобто обмежуються продуктивністю процесора.
Висновок
При виготовленні деталей зі складними просторовими профілями
в одиничному і дрібносерійному виробництві використання верстатів з ЧПУ є майже
єдиним технічно виправданим рішенням.
Це обладнання доцільно застосовувати у випадку, якщо
неможливо швидко виготовити оснастку.
У серійному виробництві також доцільно використовувати
верстати з ЧПУ.
Останнім часом широко використовують автономні верстати з ЧПУ
або системи з таких верстатів в умовах переналагоджуваної багатосерійного
виробництва.
Принципова особливість верстата з ЧПУ - це робота по керуючій
програмі (УП), на якій записані цикл роботи обладнання для обробки конкретної
деталі і технологічні режими. При зміні оброблюваної на верстаті деталі
необхідно просто змінити програму, що скорочує на 80 ... 90% трудомісткість
переналагодження в порівнянні з трудомісткістю цієї операції на верстатах з
ручним керуванням.
Основні переваги верстатів з ЧПУ:
· продуктивність верстата підвищується
в 1,5-2,5 рази в порівнянні з продуктивністю аналогічних верстатів з ручним
управлінням;
· поєднується гнучкість універсального
обладнання з точністю і продуктивністю верстата-автомата;
· знижується потреба в кваліфікованих
робітників верстатників, а підготовка виробництва переноситься в сферу
інженерної праці;
· деталі, виготовлені за однією
програмою, є взаємозамінними, що скорочує час підгоночних робіт у процесі
складання;
· скорочуються терміни підготовки та
переходу на виготовлення нових деталей завдяки попередній підготовці програм,
більш простий і універсальної технологічної оснастки;
· знижується тривалість циклу виготовлення
деталей і зменшується запас незавершеного виробництва.
Беззаперечно, майбутнє належить саме числовому програмному
керуванню.
Перелік
використаних джерел
1.
В.І. Комісарів, Ю.А. Фільченок, В.В. Юшкевич. Розмірна наладка верстатів з ЧПУ
на роботизованих ділянках, Владивосток, ДВПИ, 1985.
.
Гжіров Р.І., Серебреніцкій П.П. Програмування обробки на верстатах з ЧПУ.
Довідник, Л., Машинобудування, 1990, - 592 с.
.
Устаткування й нормативи часу і режимів різання для нормування робіт, що
виконуються на універсальних та багатоцільових верстатах з ЧПУ. Частина II, М.,
Економіка, 1990р., - 474 с.
4.
Інтернет-сайт технічної літератури www.bibt.ru
5.
Інтернет-сайт по верстатам з ЧПУ