Нормирование точности в моторе-редукторе цилиндрическом двухступенчатом соосном типа 4МЦ2С-63
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ
РОССИЙСКОЙ ФЕДЕРАЦИИ
ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ
ОБРАЗОВАТЕЛЬНОЕ
УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО
ОБРАЗОВАНИЯ
«Казанский национальный
исследовательский технический университет
им. А.Н.Туполева - КАИ»
Набережночелнинский филиал
Кафедра «Конструирования и технологии
машиностроительных производств»
КУРСОВАЯ РАБОТА
по дисциплине «Нормирование точности
в машиностроении»
КР.НТ.312603.03.000ПЗ
Выполнил:
студент
гр. 23272
Гимадиев Л.Р.
Проверил:
д.т.н.
Профессор Панкратов
Д.Л.
Набережные Челны
Введение
Эксплуатационные показатели механизмов и машин (долговечность,
надежность, точность и т. д.) в значительной мере зависят от правильности
выбора посадок, допусков формы и расположения, шероховатости поверхности. В
собранном изделии детали связаны друг с другом, и отклонения размеров, формы и
расположения осей или поверхностей одной какой-либо из деталей вызывают
отклонения у других деталей. Эти отклонения, суммируясь, влияют на
эксплуатационные показатели машин и механизмов.
Комплекс глубоких знаний и определенных навыков в области обеспечения
заданного качества изделий, с использованием передовых методов оптимизации
параметров и требований к точности, являются необходимой составной частью
профессиональной подготовки специалистов по машиностроению, метрологии,
стандартизации и других профессий.
Вследствие целого ряда причин при изготовлении геометрическая форма
деталей не выдерживается. Все эти погрешности формы, взаимного расположения, а
также шероховатость поверхностей влияют на эксплуатационные (износ, шум,
прочность, герметичность и т.д.) и на технологические (трудоемкость обработки,
сборки, контроля, себестоимость) показатели. Поэтому отклонения формы и
расположения поверхностей должны быть ограничены допусками. Основные
нормативные требования к допускам формы и расположения поверхностей отражены в
государственных стандартах, а указания на чертежах выполняются согласно
требованию ЕСКД по ГОСТ 2.308.
Для каждого вида допуска установлено 16 степеней точности в порядке
возрастания величины допуска.
Отклонения формы поверхностей
Отклонением формы называется отклонение формы реальной поверхности или
реального профиля от формы номинальной поверхности или номинального профиля.
Количественно отклонение формы оценивается наибольшим расстоянием А от
точек реальной поверхности (профиля) по нормали в пределах нормируемого участка
L.
ГОСТ 24643-81 предусматривает пять видов отклонений формы: от
прямолинейности; от плоскостности для плоских поверхностей; от цилиндричности;
от круглости; от профиля продольного сечения для цилиндрических поверхностей.
Отклонения расположения поверхностей
Отклонение расположения поверхностей - отклонение реального расположения
рассматриваемого элемента детали от его номинального расположения. Номинальное
расположение элемента определяется номинальными линейными и угловыми размерами
между ним и базами или между рассматриваемыми элементами, если базы не заданы.
Стандартом установлены семь видов отклонений расположения поверхностей:
от параллельности; от перпендикулярности; наклона; от соосности; от
симметричности; позиционное; от пересечения осей.
1. Описание сборочной единицы узла
Мотор редуктор цилиндрический двухступенчатый соосный типа 4МЦ2С-63 -
4МЦ2С-125 является электромеханическим приводом общепромышленного применения.
Условия применения мотор-редукторов:
работа от сети переменного тока частотой 50 или 60 Гц;
режим работы - продолжительный, с продолжительностью работы до 24 ч/сут;
вращения выходного вала в любую сторону;
внешняя среда - неагрессивная, невзрывоопасная с содержанием непроводящей
пыли 10 мг/м3;
климатическое исполнение У, категория размещения 3 (температура
окружающего воздуха от минус 40 °С до плюс 40 °С, эксплуатация в закрытых
помещениях с естественной вентиляцией без искусственно регулируемых
климатических условий) или климатическое исполнение Т2 (температура окружающей
среды от минус 10 °С до плюс 45 °С, эксплуатация под навесом или в помещениях);
высота над уровнем моря - до 1000 м;
 Посадка с
зазором - «ходовые». Характеризуются умеренным гарантированным зазором,
достаточным для обеспечения свободного вращения в подшипниках скольжения при
консистентной и жидкой смазке в легких и средних режимах работы. Посадки
предпочтительные и чаще всего применяются в точных соединениях. К этой же
группе могут быть отнесены посадки . Примеры применения: подшипники валов в
коробках передач, главных валов токарных, фрезерных и сверлильных станков;
ползуны в направляющих, трансмиссионные валы в подшипниках; валы в подшипниках
малых и средних электро-машин, центробежных насосов и других ротативных машин;
пальцы кривошипов.
Посадка с
зазором - «ходовые». Характеризуются умеренным гарантированным зазором,
достаточным для обеспечения свободного вращения в подшипниках скольжения при
консистентной и жидкой смазке в легких и средних режимах работы. Посадки
предпочтительные и чаще всего применяются в точных соединениях. К этой же
группе могут быть отнесены посадки . Примеры применения: подшипники валов в
коробках передач, главных валов токарных, фрезерных и сверлильных станков;
ползуны в направляющих, трансмиссионные валы в подшипниках; валы в подшипниках
малых и средних электро-машин, центробежных насосов и других ротативных машин;
пальцы кривошипов.
 Посадка
переходная Посадка (типа глухой) дает наиболее прочные соединения. Примеры
применения: а) для зубчатых колес, муфт, кривошипов и других деталей при
больших нагрузках, ударах или вибрациях в соединениях, разбираемых обычно
только при капитальном ремонте; б) посадка установочных колец на валах малых и
средних электромашин; в) посадка кондукторных втулок, установочных пальцев,
штифтов. В приборостроении используется для передачи небольших нагрузок без
дополнительного крепления (посадки осей, втулок, шкивов и др.)- Сборка
производится под прессом..
Посадка
переходная Посадка (типа глухой) дает наиболее прочные соединения. Примеры
применения: а) для зубчатых колес, муфт, кривошипов и других деталей при
больших нагрузках, ударах или вибрациях в соединениях, разбираемых обычно
только при капитальном ремонте; б) посадка установочных колец на валах малых и
средних электромашин; в) посадка кондукторных втулок, установочных пальцев,
штифтов. В приборостроении используется для передачи небольших нагрузок без
дополнительного крепления (посадки осей, втулок, шкивов и др.)- Сборка
производится под прессом..
 Посадка
переходная в системе отверстие Применяется в узлах общего машиностроения,
редукторах, железнодорожных и трамвайных буксах, а так же в тяговых
электродвигателях.
Посадка
переходная в системе отверстие Применяется в узлах общего машиностроения,
редукторах, железнодорожных и трамвайных буксах, а так же в тяговых
электродвигателях.
 Посадка
с натягом, обозначение посадки подшипника качения класса точности 0.
Циркулярный вид нагружения колец внутреннего на вал. Колебательное нагружение.
Нагрузка осевая и радиальная. Примеры: Узлы на упорных подшипниках со
сферическими роликами.
Посадка
с натягом, обозначение посадки подшипника качения класса точности 0.
Циркулярный вид нагружения колец внутреннего на вал. Колебательное нагружение.
Нагрузка осевая и радиальная. Примеры: Узлы на упорных подшипниках со
сферическими роликами.
 Посадка
с натягом, обозначение посадки подшипника качения класса точности 0.
Применяются в железнодорожных и трамвайных буксах, буксах тепловозов и
электровозов, коленчатых валах двигателей, электродвигатели мощностью свыше
100кВт, крупные тяговые электродвигатели, ходовых колесах мостовых кранов,
роликов рольгангов тяжелых станов, дробильных машинах, дорожных машинах.
Посадка
с натягом, обозначение посадки подшипника качения класса точности 0.
Применяются в железнодорожных и трамвайных буксах, буксах тепловозов и
электровозов, коленчатых валах двигателей, электродвигатели мощностью свыше
100кВт, крупные тяговые электродвигатели, ходовых колесах мостовых кранов,
роликов рольгангов тяжелых станов, дробильных машинах, дорожных машинах.
2. Определение зазоров и натягов в гладком цилиндрическом соединении
Вариант 26
Определение номинального размера соединения.
Диаметр - 80мм Посадка: H7/k6.
Определение предельных отклонений.
H7 ES= +0,03 мм. k6
es= +0,021мм.=0 мм. ei= +0,002мм.
Определение предельных размеров.
= D + ES Dmax = 80+0,03=80,03мм .= D + EI Dmin = 80+0=80 мм.= d + es dmax = 80+0,021=80,021мм.=
d + ei dmin = 680+0,002=80,002мм.
Определение допусков.
= Dmax - Dmin Td = dmax - dmin
= 80,03 - 80= 0,03мм Td =
80,021 - 80,002=0,019мм
Графическое изображение полей допусков.
Определение типа посадки.
Посадка переходная в системе отверстие
Определение зазоров и натягов в соединении
Smax =80,03-80,002= 0,028мм Nmax =80,021-80= 0,021мм
Определение допуска посадки
(N) = Smax + Nmax TS(N) = 0,028+0,021= 0,049мм
Проверка
ТП = TS(N) ТП = TD + Td => TS(N) = TD + Td TS(N) =
0,03+0,019=0,049мм
Определение номинального размера соединения.
Диаметр- 80мм Посадка: A11/h11
Определение предельных отклонений.
A11 ES= +0,55мм k11
es= 0мм= +0,36 мм ei= -0,19мм
Определение предельных размеров.
= D + ES Dmax = 80 + 0,55=80,55мм= D + EI Dmin = 80 +
0,36=80,36мм= d + es dmax = 80+0=80мм= d + ei dmin = 80-0,19=79,81мм
Определение допусков.
= Dmax - Dmin Td = dmax - dmin
= 80,55-80,36= 0,19мм Td = 80-79,81=0,19мм
Определение типа посадки.
Посадка c зазором комбинированная в системе
вала.
Определение зазоров и натягов в соединении
Smax = 80,55 - 79,81= 0,74; Smin = 80,36 - 80= 0,36мм.
Определение допуска посадки
(S) = Smax - Smix TS(N) = 0,74-0,36= 0,38мм
Проверка
ТП =
TS(S) ТП = TD + Td => TS(N) =
TD + Td TS(N) = 0,19+0,19=0,38мм
Определение номинального размера соединения.
Диаметр - 80мм Посадка: М7/f6.
Определение предельных отклонений.
M7 ES= 0мм f6
es= -0,03мм= - 0,03 мм ei= -0,049мм
Определение предельных размеров.
= D + ES Dmax = 80+0=80мм= D + EI Dmin = 80-0,03=79,97мм= d +
es dmax = 80-0,03=79,97мм= d + ei dmin = 80-0,049=79,951
Определение допусков.
= Dmax - Dmin Td = dmax - dmin
= 80-79,97=0,03
Td =79,97- 79,951=0,019
Графическое изображение полей допусков.
Определение типа посадки.
Посадка c
переходная
комбинированная
Определение натягов в соединении
Smax
=80-79,951= 0,049мм Nmax =
79,97-79,97= 0мм
Определение допуска посадки
= Smax + Nmax TS = 0,049+0= 0,049мм
Проверка
ТП = TS(N) ТП = TD + Td => TS(N) = TD + Td TN = 0,03+0,019=0,049мм
. Расчет предельных калибров
редуктор соединение подшипник профиль
Определить предельные и исполнительные размеры калибров для гладких
цилиндрических соединений сборочной единицы согласно заданию. Построить схему
расположения полей допусков, дать эскиз рабочих калибров для вала и отверстия и
поставить исполнительные размеры.
Выбираем посадку на гладкие цилиндрические соединения А11/h11
Для
выбранной посадки  находим отклонения и допуски на рабочие и контрольные
калибры по таб. СТ СЭВ 157-75
находим отклонения и допуски на рабочие и контрольные
калибры по таб. СТ СЭВ 157-75 

В
соответствии с формулами таблицы 11 определяем исполнительные размеры калибров
и контркалибров.
Калибры
(скобы):


Исполнительные размеры калибров (скоб):

Контркалибры к скобам:



Исполнительные
размеры контркалибров:

Контркалибр
 проверяет допустимую величину износа рабочей
проходной скобы.
проверяет допустимую величину износа рабочей
проходной скобы.
Калибр
(пробки):
Исполнительные
размеры калибров (пробок):
Таблица №2.
Исполнительные размеры на калибр-пробку
|
ПР, мм
|
НЕ, мм
|
ПР-И, мм
|
|
80,3915-0,013
|
80,5565-0,013
|
80,360-0,013
|
Строим в масштабе схему расположения полей допусков контролируемых
деталей, калибров и контркалибров (рис. 11)
. Расчёт и выбор посадок соединений с подшипниками качения
В опорах вала редуктора установлены радиальные однорядные
шарикоподшипники 105. Выбрать посадки для колец подшипника, если радиальная
нагрузка 3,6 кН постоянна по направлению со значительными толчками, вибрациями,
возможны кратковременные нагрузки до 150%, осевая нагрузка на опору 1,4кН,
вращается вал .
Определяем основные
геометрические параметры шарикоподшипника 326 по (1):= 25 мм, D = 47 мм, В = 12
мм, r = 1 мм, серия средняя
Из условий работы подшипника
следует, что наружное кольцо испытывает колебательное нагружение, а внутреннее
- циркуляционное нагружение.
Для выбора посадки на
внутреннее циркуляционно-нагруженное кольцо определяем интенсивность радиальной
нагрузки на посадочной поверхности вала по формуле:
 .
.
В
соответствии с характером нагрузки и конструкцией корпуса принимаем К1=1; К2=1;
К3=1 и интенсивность радиальной нагрузки равна:
 кН/м.
кН/м.
Согласно
табл. 15 для интервала диаметров d=18...80 мм заданным условиям соответствует
поле допуска вала - k5. Определяем предельные отклонения для вала  .
.
Определяем
предельные отклонения для колец подшипника [3, т. 2, табл. 4.82]: внутреннее
кольцо  ; наружное кольцо
; наружное кольцо  .
.
Определяем
наибольшие и наименьшие натяги посадки внутреннего кольца



 Условие
обеспечено.
Условие
обеспечено.
Посадку
наружного кольца подшипника в корпус выбираем по табл. 13. Для нагрузки с
ударами и вибрацией выбираем на отверстие корпуса поле допуска - H6. Определяем
предельные отклонения для отверстия корпуса по ГОСТ 25346-89 [3, ч. 1, стр. 79]
 .
.
Посадка
наружного кольца подшипника в корпус  характеризуется
предельными зазорами:
характеризуется
предельными зазорами:

Соединение
 с небольшим зазором, что позволяет постепенно
проворачиваться наружному кольцу в корпусе. Радиальное усилие при этом
воспринимается новыми участками дорожки качения кольца, что приводит к
равномерному изнашиванию дорожки кольца.
с небольшим зазором, что позволяет постепенно
проворачиваться наружному кольцу в корпусе. Радиальное усилие при этом
воспринимается новыми участками дорожки качения кольца, что приводит к
равномерному изнашиванию дорожки кольца.
Соединение
 с небольшим натягом, что исключает возможность
обкатки и проскальзывания этого кольца по посадочной поверхности вала и
удовлетворяет эксплуатационным требованиям.
с небольшим натягом, что исключает возможность
обкатки и проскальзывания этого кольца по посадочной поверхности вала и
удовлетворяет эксплуатационным требованиям.
Строим
схему расположения полей допусков для соединения с подшипниками качения
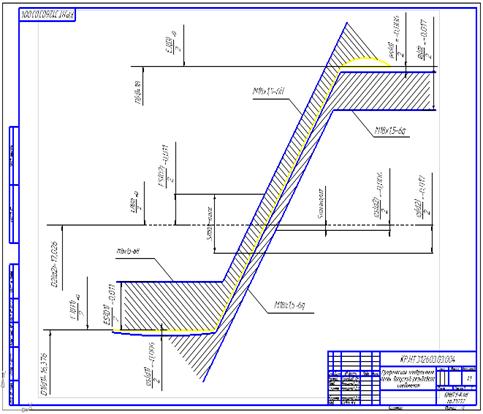
5. Расчёт
посадок резьбовых соединений
Выбрать
посадку на резьбовое соединение шпилек в корпуса двигателей при воздействии
вибраций и изменений рабочей температуры, при следующих данных: материал шпилек
- сталь, корпуса - чугун, размеры резьбы -  .
.
Учитывая
рекомендации разделов 5.7.3. - 5.7.4. (3, ч. 2 стр. 166) для предотвращения
самоотвинчивания шпилек под воздействием вибраций выбираем наиболее
технологичную посадку -  , предусматривая дополнительные элементы заклинивания.
, предусматривая дополнительные элементы заклинивания.
Согласно
ГОСТ 9150-81 (3, ч. 2, табл. 4.24) определяем номинальные значения диаметров:
d(D)=18 мм; d2(D2)= 17.026мм; d1(D1)=16.376мм.
Определяем
H - высоту профиля:
 ;
;  ;
; 
По
ГОСТ 16093-81 (3, ч. 2, табл.. 4.36) определяем предельные отклонения диаметров
резьбы. Значения отклонений заносим в таблицу.
|
Номинальный размер, мм
|
Поле допуска
|
Предельные отклонения, мкм
|
Предельные размеры, мм
|
Допуск, мм
|
|
Наружная резьба
|
|
d=18
|
6g
|
-6
|
-17
|
17.994
|
17.983
|
0,254
|
|
d2=17.026
|
6g
|
-6
|
-17
|
17.02
|
17.09
|
0,15
|
|
d1=16.376
|
-
|
-6
|
не огов.
|
16.37
|
не огов.
|
-
|
|
Внутренняя резьба
|
|
D=18
|
-
|
не огов.
|
0
|
не огов.
|
18
|
-
|
|
D2=17.026
|
6H
|
+11
|
0
|
17.037
|
17.026
|
0,200
|
|
D1=16.376
|
6H
|
+11
|
0
|
16.387
|
16.376
|
0,300
|
Резьбовое
соединение  : посадка с зазором комбинированная. Определяем
максимальный и минимальный зазор:
: посадка с зазором комбинированная. Определяем
максимальный и минимальный зазор:


При
средних значениях средних диаметров резьбового вала и отверстия получается
зазор, равный:

Таким
образом, в резьбовом соединении получим зазоры, что обеспечивает легкость в
сборке и разборке резьбового соединения.
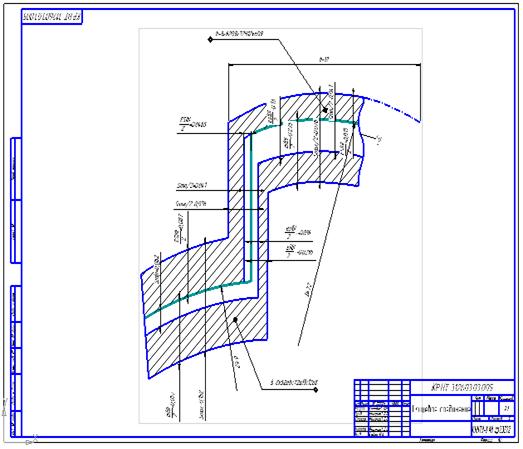
По ГОСТ 1139-80 [3, ч. 2, табл. 4.71] находим размер b=12 мм.
При повышенной точности центрирования выбираем центрирование по наружному
диаметру. Применяя рекомендации раздела 5.6.1. выбираем посадки для размера
 ;
;  ;
; 
Выбранное
шлицевое соединение обозначаем следующим образом:

По
табл. ГОСТ 25346-89 [3, ч. 1, табл. 1.27 - 1.30] определяем предельные
отклонения диаметров, ширины впадин и толщины зубьев. Результаты заносим в
таблицу.
|
Номинальные размеры мм
|
Поле допуска
|
Отклонение по ГОСТ 25346-89
Мм
|
Предельные размеры, Мм
|
|
|
Верхнее
|
Нижнее
|
Наибольший
|
Наименьший
|
|
Шлицевой вал
|
|
d=62
|
e8
|
-0,06
|
-0,106
|
61,94
|
61,894
|
|
D=72
|
a11
|
-0,360
|
-0,55
|
71,64
|
71,45
|
|
b=12
|
e8
|
-0,032
|
-0,059
|
11,968
|
11,931
|
|
Шлицевая втулка
|
|
d=62
|
D9
|
+0,174
|
0.1
|
62,174
|
62,1
|
|
D=72
|
H12
|
+0,3
|
0
|
72,3
|
72
|
|
b=12
|
D9
|
+0,093
|
+0,05
|
12,093
|
12,05
|
Определяем по центрирующему параметру предельные зазоры

Соединение
характеризуется небольшими зазорами, что обеспечивает необходимую точность
центрирования.
Выполняем
схему расположения полей допусков шлицевого соединения.
Заключение
В
результате проделанной работы был изучен теоретический материал, а также
выполнены практические задания по темам:
Допуски
и посадки гладких цилиндрических соединений.
Выбор
измерительных средств.
Расчет
и конструирование предельных калибров для контроля соединения.
Нормирование
точности детали, входящей в сборочный узел.
В
результате выполнения заданий научился работать со стандартами, овладел
методиками нормирования точности соединения различных типов.
Список литературы
1. Анурьев В.И. Справочник конструктора-машиностроителя,
в 3-х т. Т.2. 5-е изд. М.: Машиностроение, 2005.
2. Белкин И.М. Допуски и посадки: Учеб.
пособие для студентов машиностроительных специальностей высших технических
заведений. -М.: Машиностроение, 2007.
3. Допуску и посадки. Справочник: В 2 ч.
/В.Д. Мягков, М.А. Палей, А.Б. Романов, В.А. Брагинский. 6-е изд. Л.:
Машиностроение, 2005.
4. Единая система допусков и посадок СЭВ
в машиностроении и приборостроении: Справочник: В 2т. М.: Издательство
стандартов, 2008. Т.1. 212 с.; 2004. Т.2. 292 с.
5. Марков Н.Н. Нормирование точности в
машиностроении. М.: Издательство «Станкин», 2010. 320 с.