Неразрушающий контроль околошовных зон сварных стыков магистральных газопроводов
Неразрушающий контроль околошовных зон сварных стыков
магистральных газопроводов
В процессе многолетней эксплуатации
магистральных газопроводов с каждым годом чаще отмечаются случаи хрупкого
разрушения металла труб, что приводит к аварии на газопроводе и временной
остановки перекачки природного газа. Анализ аварий показывает, что основными
источниками повреждений при эксплуатации магистральных газопроводов являются
зоны концентрации напряжений (ЗКН). Размеры этих зон составляют от нескольких микрон
до нескольких миллиметров. Сварные соединения всегда были и остаются наиболее
слабым звеном в любой конструкции, поэтому одной из важнейших задач
трубопроводного транспорта является определение наличия напряжений в
околошовной зоне (ОШЗ) сварных стыков магистральных газопроводов. В сварных
соединениях и околошовных зонах магистральных газопроводов всегда имеются
концентраторы напряжений, если даже сварные стыки и зоны термического влияния
не имеют каких-либо дефектов. Концентрация напряжений в ОШЗ возникает по
причине температурного воздействия на металл при сварке. Это напряжения,
обусловленные фазовыми превращениями с изменением типа кристаллической решетки
и образованием фазы, обладающей большим удельным объемом и другим коэффициентом
линейного расширения. В статье рассматривается вопросы возникновения ЗКН в
околошовных зонах магистральных трубопроводов. Проводится практическое
исследование возможности определения координат концентрации напряжений
традиционными методами неразрушающего контроля, применимых для определения
годности к эксплуатации (наличия и характера дефектов) сварных стыков и
околошовных зон магистральных газопроводов. В качестве объекта исследования
использован фрагмент сварного стыка магистрального газопровода. Выполнен
неразрушающий контроль исследуемого объекта. Проведены испытания по определению
наличия напряжений в ОШЗ. Подробно исследуется метод определения наличия
напряжений. Единственным, применяемым на данный момент, методом бесконтактного
контроля наличия напряжений в теле трубопровода является метод на основе
магнитной памяти металла (ММПМ). Описан принцип определения напряжений методом
МПМ. Дана полная и подробная расшифровка результатов и заключение о годности
объекта к эксплуатации. Установлены основные достоинства и недостатки метода.
Предложена методика определения наличия напряжений ОШЗ магистральных
газопроводов, позволяющая устранить недостатки метода магнитной памяти металла.
Анализ аварий и инцидентов при
эксплуатации магистральных газопроводов показывает, что основными источниками
повреждений при эксплуатации магистральных газопроводов являются локальные зоны
напряжений - локальная коррозия, трещины по принципу коррозионного
растрескивания под напряжением (КРН), а также деформации от монтажной сборки
стыков, которые образуются под действием рабочих нагрузок [1]. Отсутствие
дефектов трубопровода будет гарантировать надежность и срок службы
магистрального трубопровода, поддерживая эксплуатационные свойства,
качественные характеристики материала трубы, которые будут максимально
приближены к их теоретическим (расчетным) значениям [2].
В процессе многолетней эксплуатации
трубопроводов с каждым годом чаще отмечаются случаи хрупкого разрушения металла
труб в околошовной зоне кольцевых сварных соединений. Размеры этих зон концентрации
напряжений составляют от нескольких микрон до нескольких миллиметров [3].
Поэтому очень важно уже на этапе эксплуатации трубопровода проводить его
детальную дефектоскопию наличия напряжений в теле трубы.
Сварные соединения всегда были и
остаются наиболее слабым звеном в любой конструкции, поэтому одной из важнейших
задач является определение наличия напряжений в околошовной зоне (ОШЗ) сварных
стыков трубопроводов.
В настоящее время определению
наличия концентрации напряжений в ОШЗ магистральных трубопроводов уделяется
очень мало внимания, а это необходимо. Доля аварий по причине коррозионного
растрескивания металла под напряжением достигла более 40% [5]. Практически
половина аварий на магистральных газопроводах происходят из-за наличия
остаточных напряжений в околошовной зоне. Эти напряжения накладываются на
рабочие, ускоряя процесс зарождения трещины в околошовных зонах соединений
труб, и обуславливают непрерывный коррозионный процесс, а также способствуют
развитию трещины до разрушения трубопровода.
Напряжения в околошовной зоне
являются результатом наличия внутренних напряжений, которые могут вызываться
различными причинами. К основным причинам их появления относят неравномерность
нагрева и усадки сварного шва, структурные изменения металла и околошовной
зоны. Также к причинам возникновения относят применение несоответствующей
техники и технологии сварки (неверно выбран диаметр электрода, не соблюдаются
режимы сварки и т.д.), низкая квалификация сварщика, нарушение размеров сварных
швов и т.п. Одной из причин напряжения в ОШЗ также является давление,
создаваемое продуктом транспортировки.
В силу своих особенностей,
применяемые в настоящее время сканирующие системы дефектоскопии, не способны
определять наличия напряжений в зоне, расположенной в непосредственной близости
к линии сплавления кольцевых сварных швов трубопроводов. При акустической
диагностике эта проблема имеет связь с временной локальной потерей контакта
между датчиками и поверхностью магистрального трубопровода при перемещении
сканера-дефектоскопа через усиление шва, что приводит к появлению в ОШЗ
необследованной зоны, размеры которой могут доходить до 8 - 12 см в зависимости
от конструкции сканера и траектории движения.
Практическое определение наличия ЗКН
методом магнитной памяти на сварном стыке Ду 1400
Определение концентрации напряжений
выполнялось на сварном стыке, выполненным при аттестации сварщиков 5 разряда
компании ООО «Самаратрубопроводстой». В качестве аттестации выполняется сварка
сварного стыка Ду 1420 (рисунок).

Аттестация сварщиков. Фрагмент
контроля - сварной стык
напряжение околошовный сварной
контроль
Для определения наличия дефектов на
рассматриваемом участке сварного стыка и околошовной зоны (400-700 мм)
изначально выполняется рентгенографический контроль. Анализ плотности
почернения рентгеновской пленки, установленной за объектом на контролируемом
участке свидетельствует о наличии либо отсутствии дефектов. По изменению
плотности почернения можно определить характер и местонахождение дефекта Пленка
чернеет за счет воздействия рентгеновского излучения от источника. Результат
контроля участка сварного соединения с 300 по 700 мм свидетельствует об
отсутствии дефектов (рисунок).
Результат рентгенографического
контроля участка сварного стыка
Во время сварки стыка происходит
литейная усадка наплавленного металла. При охлаждении и затвердевании металла
сварного шва и околошовной зоны шва происходит его усадка. Эти процессы
вызывают образование напряжений как в сварном шве, так и в околошовной зоне. В
настоящее время для определения наличия зон концентрации напряжений в
околошовной зоне газонефтепроводов существует лишь один метод бесконтактного
контроля - метод магнитной памяти металла (ММП).
ММП - метод неразрушающего контроля,
основанный на регистрации и анализе распределения собственных магнитных полей
рассеяния (СМПР), возникающих на изделиях и оборудовании в зонах концентрации
напряжений и дефектов металла [7].
При анализе наличия напряжения в ОШЗ
газопровода использовался измеритель концентрации напряжений ИКН-1М-измеритель
концентрации напряжений. Диапазон измерений напряженности магнитного поля Нр,
А/м и ±2000.
ИКН-1М предназначен для 100%
контроля труб большого диаметра 530-1420 мм, выполнения бесконтактной
магнитометрической диагностики трубопроводов и для контроля других объектов
больших площадей и большой протяженности.
При контроле методом ММП
используется естественная намагниченность и последействие, которое проявляется
в виде магнитной памяти металла к фактическим деформациям и структурным
изменениям в металле изделий.
Качество сварного соединения и ОШЗ
по методу МПМ оценивается по характеру распределения магнитного поля Нр и его
градиента dНр/dx, где dx - минимальное расстояние между двумя соседними точками
измерений поля Нр. Значение градиента определяется автоматически как модульная
разность |ΔНр|,
деленная на дискретное расстояние Δх между двумя соседними точками измерения, которое устанавливается
при предварительной настройке прибора. Магнитограмма полученая в результате
измерений СМПР на фрагменте сварного стыка МГ показана на рисунке 3.
Из визуализации результата контроля
прибором ИКН-1М видно, что дефектные зоны со значением градиента поля (dH / dx)
выше 10 (А / м) / мм, расположенные выше ограничивающей линии, соответствуют
недопустимым дефектам по нормам отбраковки согласно «Инструкции по оценке
дефектов труб и соединительных деталей при ремонте и диагностировании МГ,
утвержденной ОАО «Газпром» 18 ноября 2008 г.» (рисунок 3). Все дефектные зоны
со значением градиента dH / dx ≤ 10 (А / м) / мм соответствуют допустимым
дефектам. Вот именно эти дефектные зоны, со значением градиента поля ниже 10 (А
/ м) / мм, в которых идет процесс развития дефектов, остаются в дальнейшую
эксплуатацию.
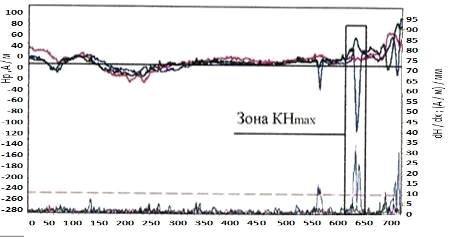
Результаты контроля ММПМ
На оси абсцисс представлена шкала
длинны в миллиметрах, характеризующая длину участка контроля и предназначенная
для определения точных координат участка (зоны) изменения градиента магнитного
поля. На оси ординат обозначено распределение магнитного поля (значение
градиента магнитного поля). Классификация дефектов (напряжений) по критерию
годности к эксплуатации выполняется исходя из значения градиента магнитного
поля dH / dx. Распределение магнитного поля Н и его градиента dH/dx
характеризует фактическое напряженно-деформированное состояние сварного стыка и
околошовной зоны. Зона резкого изменения значения градиента dH / dx,
превышающего допустимое значение свидетельствует о наличии зоны концентрации
напряжений (ЗКН max) в координатах 620-660 мм.
Проведенный анализ контроля показал,
что метод МПМ дает нам оценку наличия дислокаций, как по телу всей трубы, так и
в локальных ЗКН. Результат ММПМ показал недопустимую величину напряжений в
рассматриваемом участке ОШЗ сварного соединения. Местом локализации повышенных
остаточных и рабочих напряжений, в которых интенсивно является зона
термического влияния (ОШЗ) рассматриваемого участка сварного стыка.
Рентгенографический контроль показал отсутствие дефектов, так как метод
предназначен для контроля сложности металла, а не определения наличия
напряжений.
Заключение
Анализ современных методов
неразрушающего контроля для определения наличия напряжений в ЗКН показал, что в
данный момент для определения наличия напряжений в ОШЗ трубопроводов,
существует только один инструментальный бесконтактный метод контроля,
основанный на магнитной памяти металла.
Кроме того, проведя исследования на
образце сварного шва магистрального газопровода, мы выявили, что метод МПМ
является универсальным методом бесконтактного контроля, который позволяет
определять зоны концентрации напряжений, как основном теле, так и в ОШЗ
трубопровода.
Исход из практического применения
можно выделить недостатки метода при его применении на практике:
малая глубина возможного контроля
(информация поступает только от поверхностных слоев трубопровода);
большое влияние состояния
поверхности;
необходимость воздействия на
трубопроводы изменяющимся магнитным полем.
Необходимость воздействия на
трубопровод изменяющимся магнитным полем препятствует достоверному получению
результата контроля ММПМ при наличии свободных токов: вблизи нахождения
трубопровода с железной дорогой либо высоковольтной линии электропередач. Так
же метод требует дополнительного дорогостоящего оборудования для проведения
контроля.
В связи с этим предлагается методика
проверки напряженности околошовных зон трубопроводов при помощи ультразвукового
метода. Основой предлагаемого метода является скорость распространения
ультразвуковой волны в теле металла ОШЗ. При наличии напряжений металл ОШЗ
будет иметь неоднородную структуру. От однородности структуры металла ОШЗ
напрямую зависит скорость прохождения ультразвуковой волны через стенку
трубопровода. По изменению скорости ультразвуковой волны можно судить о
неоднородности структуры металла, и как следствие о наличии либо отсутствии
напряжений.
Список используемых
источников
1. Касьянов А.Н. Оценка работоспособности околошовных зон
кольцевых сварных соединений магистральных трубопроводов: дис. канд. техн.
наук. - Москва, 2012.
. Самокрутов А.А., Шевалдыкин В.Г., Зверев Е.А., Велиюлин
И.И., Касьянов А.Н. Комплекс средств дефектоскопии трубопроводов больших
диаметров // С-Пб.: В мире неразрушающего контроля, ежеквартальное журнальное
обозрение. - №1 (43). - 2009. - С. 18-21.
. Дубов А.А., Дубов Ал.А. Опыт применения бесконтактной
магнитометрической диагностики трубопроводов и перспективы ее развития [Текст]
/ А.А. Дубов, Ал. А. Дубов // Контроль. Диагностика. - 2014. - №4. - С. 64-67.
. Кузьмин А.Н., Жуков А.В., Журавлев Д.Б. Акустико-эмиссионная
диагностика магистральных газопроводов с применением тензометрии. // В Мире НК.
- 2002. - 4 (18).
. Пашков Ю.И, Иванов М.А., Губайдулин Р.Г. Остаточные
сварочные напряжения и пути снижения сресс-коррозионных разрушений
магистральных газопроводов. Вестник ЮУрГУ - 2012 - №15 - С. 28-30.
. РД 102-008-2002 Инструкция по диагностике технического
состояния трубопроводов бесконтактным магнитометрическим методом.