Патентное исследование с целью модернизации гидравлического экскаватора
Министерство
образования и науки Российской Федерации
Федеральное
государственное бюджетное образовательное учреждение
Высшего
профессионального образования
"Белгородский
государственный технологический университет
им. В.Г.
Шухова"
Кафедра:
"Подъемно-транспортных и дорожных машин"
Специальность:
"Наземные транспортно-технологические комплексы"
Расчетно-графическое
задание
Патентное
исследование с целью модернизации
Выполнил:т. гр. НК-31 Красовский К.Э.
Проверил:
Прокопенко В.С.
Белгород 2015
Содержание
Введение
1. Общие сведения о процессе создания
новой техники
1.1 Выявление
потребностей в создании новой техники
1.2 Основные
этапы создания машин
.2.1
Прогнозирование конструкций машин
.2.2
Проектирование машин
.2.3
Подготовка к выпуску новых машин
.2.4 Освоение
производства новых конструкций машин
.3 Методы создания производственных
машин на базе унификации
.4 Исходные
материалы для проектирования
2. Характеристика объекта исследования
2.1 Общие
сведения
2.1.1 Назначение и область применения
одноковшового экскаватора
.1.2 Анализ конструкций и технических
характеристик отечественных и зарубежных машин
.1.3 Устройство и принцип действия
одноковшового экскаватора
3. Патентное исследование и анализ его
результатов
3.1
Изобретательная деятельность и ее роль в создании новой техники
3.2 Цель и
задачи проведения патентных исследований
.3 Методика
проведения патентных исследований
.4 Патентное
исследование
Вывод по
результатам патентного исследования
Список
литературы
машина экскаватор одноковшовый патентный
Введение
Строительное и дорожное машиностроение является базой, на которой
создается обеспечение механизации строительства и производства строительных
материалов. В то же время как один из разделов машиностроения оно в своей
деятельности подчиняется общим его законам и техническим направлениям Несмотря
на индивидуальность каждой машины по назначению, типоразмерности,
конструктивному выполнению и другим особенностям, существуют общие положения и
закономерности, применяемые при создании любой машины. Многие из этих
положений, возникающие по мере технического развития машиностроения, изучаются
как отдельные проблемы, органически не связанные между собой и машиностроением
в целом.
Основная цель учебного пособия - объединить в единое целое, как разрозненные
установившиеся положения, так и вновь возникающие проблемы при создании машин.
Ставится задача создания у изучающего эту дисциплину определенного устойчивого
представления о номенклатуре, последовательности процессов, о путях решения
возникающих при этом задач, которые определяют создание качественных машин,
отвечающих потребностям народного хозяйства.
Изучение основных положений создания новой техники в условиях развития
научно-технического и социального процессов являются основной задачей данной
дисциплины, что способствует:
выработке у будущих специалистов навыков выполнения
проектно-конструкторской и технической документации, использования системы
стандартов в РФ и Международных стандартов, а также вопросов, касающихся
унификации машин и оборудования и методики ее осуществления;
привитию навыков художественного конструирования изделий и создания
оптимальной среды для деятельности человека в условиях эксплуатации машин и
механизмов с позиции эргономики, охраны труда и внешней среды;
выработке знаний и умений по вопросам изобретательской и
патентно-лицензионной деятельности;
освоению основ научно-исследовательской и инженерной деятельности с
применением вычислительной техники и измерительной аппаратуры.
1. Общие сведения о процессе создания новой техники
.1 Выявление потребностей в создании новой техники
Значение машин для человеческого общества чрезвычайно велико. Уровень
производства машин и их техническое совершенство - основные показатели развития
всех отраслей народного хозяйства, основа технического прогресса всякой страны
и соответственно материального благосостояния и культурного развития ее
населения.
На всех этапах своего развития потребность в создании новых машин
вызывалась необходимостью освобождения людей от тяжелого физического труда, увеличения
производительности, улучшения качества изготовляемой продукции и снижения ее
себестоимости.
С целью выявления потребностей в создании новых машин и совершенствовании
существующих средств механизации и автоматизации необходимо создание системы информации
с обработкой полученных данных о работе машинных парков. Поток этой информации
должен быть непрерывным, с минимальным разрывом во времени между событием и
получением информации. К сожалению, подобные системы в нашей стране лишь в
некоторых отраслях машиностроения, а в большинстве случаев накопление
информации о необходимости совершенствования машин, либо создания новых
приходит стихийно в течении длительного периода, что несомненно тормозит
технический процесс.
.2 Основные этапы создания машин
Весь комплекс работ по создания новых машин требует выполнения большого
объема работ как в области проектных, научных и технических разработок, так и в
области подготовки и освоения производства этих машин.
Целесообразно процесс создания новой конструкции машины разделить на
следующие этапы: прогнозирование, проектирование, подготовка производства и
освоение новых машин.
Рассмотрим кратко содержание указанных этапов.
.2.1 Прогнозирование конструкций машин
Одним из основных положений научного прогнозирования является утверждение
о вероятности совершения события на основании анализа событий, которые уже
произошли. Под инженерным прогнозированием понимают научно обоснованную
информацию, отражающей в виде вероятностной категории потенциальные возможности
развития техники и возможные варианты конструктивных решений
Исходя из масштабов объектов прогнозирования, различают: мировые,
государственные, межотраслевые, отраслевые прогнозы развития машин отдельных
классов и прогнозы развития отдельных элементов машин.
С точки зрения времени утверждения различают: долгосрочные (свыше 10
лет), среднесрочные (5-10 лет) и краткосрочные (до 5 лет) прогнозы.
Существующие методы прогнозирования делятся на три группы: эвристические,
математические и комбинированные.
Эвристические методы основаны на использовании мнений специалистов в
соответствующих областях техники, характер которых не может быть формализован.
Они основаны на экспертных оценках, составлении сценариев, классификациях,
аналогах. Метод носит субъектный характер и во многом зависит от выбора
экспертов, принципа опроса, оценки точности результатов. Используется при
отсутствии достаточной информации о прошлом данного технического направления.
Математические методы основаны на использовании приемов формального
описания изучаемого процесса. В зависимости от вида математического описания
эта группа методов подразделяется на методы экстраполяции для которых
математическим аппаратом являются методы максимального правдоподобия и метода
моделирования, основанное на решении математических уравнений.
Метод экстраполяции основывается на переносе динамики событий и
состояний, имевших место в недалеком прошлом на будущее; метод используется при
краткосрочном прогнозировании в областях техники, где не предвидится
существенных качественных изменений в ее развитии. Методом экстраполяции можно
решить задачи двух типов:
статические, в которых анализируется связь между главным признаком машины
и другими ее параметрами без учета фактора времени;
динамические, в которых непременной составляющей уравнений является
фактор времени.
При использовании метода моделирования анализ исходных данных ведут на
модели исследуемого объекта, выполненной в соответствии с требованием теории
подобия. При этом наиболее общим и строгим является метод математического
моделирования. Целесообразно, однако, проводить как математическое, так и
физическое моделирование.
В целом прогнозирование конструкций новых машин можно рассматривать как
часть научно-исследовательской работы направленной на подбор и подготовку
исходного материала необходимого для разработки технического задания на
проектирование.
.2.2 Проектирование машин
В создании новой техники важное место отводится ее разработчикам, ибо на
стадии проектирования машин представляются широкие возможности оптимизировать
конструкцию машины и на основании анализа ряда вариантов технических решений
выбрать наилучший. Решение подобной задачи возможно лишь при хорошем знании
теории и современных методов расчета и проектирования машин и оборудования.
При создании новой техники разработке оптимальных решений способствуют
новые приемы и методы конструирования, основанные на системе подхода к анализу
и оценке технических и технико-экономических проблем, возникающих в процессе
проектирования, применения методов математического моделирования и исследования
процессов, использование вычислительной техники для автоматизации
проектно0конструкторских работ.
Проектирование определяется как процесс целенаправленной человеческой
деятельности, включающий взаимосвязанный комплекс работ, завершающийся
созданием промышленной продукции или соответствующей технологии производства
новой продукции, удовлетворяющих потребности общества.
Проектирование предшествует выпуску серийной продукции и включает:
проведение теоретических и экспериментальных исследований, разработку проектной
и конструкторской документации, создание и испытание опытных образцов.
Главной составляющей процесса проектирования является творческое мышление
основанное на законах и категориях диалектики, логики и теории познания с
использованием достижений науки и техники.
Процесс творческого проектирования характеризуется следующими основными
положениями:
новые решения появляются как результат постепенного приближения к цели;
решение сложной задачи проходит путь от общих положений к частным;
нахождение правильных решений на основе существующих положений должно
базироваться на рассмотрении их в новом аспекте;
традиционные решения в определенной ситуации затрудняют нахождение новых
решений в случае изменения ситуации;
решения, эффективные ранее, могут стать тормозом, если не соответствуют
новой ситуации.
В процессе проектирования, как в творческом мыслительном процессе,
используют такие операции, как:
сравнение, устанавливающее сходство или различия объектов;
анализ, при котором объект расчленяют и выделяют его свойства;
синтез, в процессе которого отдельные объекты объединяют в определенное
целое;
абстрагирование - отвлечение от несущественных свойств объекта, что
упрощает задачу, но снижает точность ее решения;
аналогия, которая позволяет переносить некоторые свойства одних объектов
на другие.
Актуальная задача в области повышения эффективности организации процесса
проектирования - сочетание индивидуальных принципов творческого мышления
личности с требованиями творческой работы в условиях коллектива имеющего общую
цель.
Как правило, процесс проектирования начинают от абстрактного мышления и,
затем, переходят к конкретному. При этом, прежде всего, следует выделить
главные положения, существенные обстоятельства рассмотреть возможные
принципиальные конструктивные решения. Затем анализируют каждый вариант,
выявляя недостатки, пытаясь их исправить, уменьшить. В результате принимают тот
вариант, который имеет меньше всего недостатков по основным параметрам:
принципиальным, источнику энергии, габаритам, кинематическим, силовым и т.д.
Только после этого приступают к изображению конструкции, выполняя
соответствующие расчеты.
Основная задача проектирования - разработка конструкций машин и
технологических процессов, обеспечивающих оптимальное выполнение требований
производства при максимально возможной экономии материалов, энергетических и
трудовых ресурсов.
Конечная цель проектирования - разработка технической документации,
отвечающей требованиям технического задания и позволяющей осуществлять
промышленное изготовление машины и ее надежную эксплуатацию. При этом
результаты творческого мыслительного процесса конструкторов воплощается в
чертежах
.2.3 Подготовка к выпуску новых машин
Система технологической подготовки к выпуску продукции предусматривает
применение прогрессивных типовых техпроцессов, стандартной технологической
оснастки и оборудования, средств механизации и автоматизации производственных
процессов, инженерно-технических и управления работ. При технологической
подготовке производства решаются следующие задачи:
обработка конструкции машины на технологичность;
разработка техпроцессов изготовления и контроля заготовок, деталей и
сборок, начиная с получения исходных материалов и заготовок и кончая упаковкой
готовой продукции;
типизация и нормализация техпроцессов и техоснастки;
установление технических норм времени, расхода материалов и оснастки на
изготовление машины;
проектирование специального и нормализированного инструмента и оснастки
для изготовления, контроля и сборки деталей и узлов машин;
изготовление и доводка запроектированной оснасти;
проектирование и изготовление специального и нестандартного оборудования,
средств механизации и автоматизации технологических процессов, транспортных
средств;
расчет потребного оборудования и его планировка;
расчет производственной мощности цеха, участка, линии;
доводка техпроцессов, наладка оборудования и оснастки.
Главная и самая ответственная часть подготовки производства -
проектирование технологических процессов и конструирование технологической
оснастки. На долю проектирования и изготовления технологического оснащения
приходится до 80% общей трудоемкости и до 90% общей продолжительности цикла
подготовки производства новой конструкции машины.
Одним из важнейших направлений сокращения сроков технологической
подготовки производства является типизация конструктивных элементов машин,
которая обеспечивает высокую степень, конструктивно-технологической
преемственности новой машины и позволяет использовать унифицированную
технологическую оснастку.
.2.4 Освоение производства новых конструкций машин
При освоении производства новых моделей машин решаются следующие задачи:
достижение объема выпуска в соответствии с проектной мощностью
предприятия;
обеспечение требуемого стабильного качества;
достижение проектной трудоемкости изготовления на всех стадиях
производства.
При перестройке производства используют два метода - с остановом
производства и без останова.
Наиболее широкое распространение нашел второй метод, который эффективно
используется при условии, когда новая модель машины относится к тому же
конструктивному ряду, что и предшествующая.
Основой этого метода является постепенное последовательное освоение
производства отдельных элементов машины, монтируемых взамен старых деталей. На
продолжительность процессов освоения производства новой машины значительное
влияние оказывает уровень отработки конструкторской документации данной машины,
из чего можно сделать вывод, насколько важным и ответственным является процесс
проектирования новых машин во всем процесс их создания.
1.3 Методы создания производственных машин на базе унификации
В настоящее время для создания на базе исходной модели машины ряда ее
производных различного или одинакового назначения, но с различными техническими
показателями, существует несколько направлений. Не все эти направления
универсальны, и каждый из приводимых ниже методов создания производных
унифицированных машин применим только к определенным категориям машин, их
экономический эффект может быть различен. Возможно также сочетание и параллельное
применение нескольких методов (комбинированные методы).
Секционирование - метод, заключающийся в разделении машины на одинаковые
секции и образовании производных этой машины набором унифицированных секций.
Экономичность образования машин этим методом мало страдает от введения
отдельных нестандартных секций, необходимых для приспособления длины машины к
местным условиям.
Примеры секционирования:
) Ленточные, скребковые, цепные транспортеры - построение каркаса машины
из секций и составление машин различной длины с новым несущим полотном;
) Ковшовые элеваторы, пластинчатые транспортеры - изменение длины
несущего полотна изъятием или добавлением унифицированных секций - звеньев
этого полотна.
Метод изменения линейных размеров используется с целью повышения или
снижения производительности машины путем увеличения или уменьшения длины
рабочего органа при сохранении формы его поперечного сечения применительно к
машинам роторного типа, например, шестеренчатые и лопастные насосы, вальцевые
машины, роторные дробилки, барабанные питатели и другие, производительность
которых пропорциональна длине их рабочего органа - ротора. Унифицируются при
этом только торцевые крышки корпусов ротора и некоторые вспомогательные детали.
Главный же экономический эффект достигается за счет сохранения технологического
оборудования для обработки элементов рабочего органа.
Метод базового агрегата заключается в использовании базового агрегата,
превращаемого в машины различного назначения путем присоединения к нему
специального сменного оборудования. Метод широко используется в строительных и
дорожных машинах (бульдозеры, экскаваторы, самоходные краны, погрузчики,
укладчики и др.), где в качестве базового агрегата применяется тракторное или
автомобильное шасси, выпускаемого серийно.
Дополнительные устройства, необходимые для присоединения различного
сменного оборудования, в свою очередь, могут быть унифицированы (коробки отбора
мощности, лебедки, реверсы, тормозные устройства, механизмы управления и др.).
Компаундирование - это метод, заключающийся в параллельном соединении
машин или их агрегатов с целью увеличения мощности или производительности
установки. Метод осуществляется с помощью:
) Установки спариваемых (одинаковых) машин рядом как независимых
агрегатов, например, установка судовых или авиационных двигателей, работающих
каждый на свой винт и позволяющих увеличивать мощность, улучшать маневренность,
повышать надежность машин;
) Установки машин, связанных друг с другом синхронизирующими или
транспортными устройствами: установка параллельно в технологической линии
одинаковых машин (дробилок), имеющих меньшую чем линия, производительность; при
этом технологический поток вначале разделяют в соответствии с количеством
параллельно установленных машин, а затем снова соединяют в один;
) Конструктивного объединения отдельных машин в один агрегат путем их
сдваивания или страивания на общей станине, что позволяет увеличить
производительность пропорционально количеству установленных машин; пример -
шлифовально-затирочная установка для отделки панелей перекрытия на подвижной
раме с несколькими вращающимися шлифовальными машинами.
Модифицирование - это метод, заключающийся в переделке машины с целью
приспособления ее к иным условиям работы, операциям и видам продукции без
изменения основной конструкции. Метод может быть использован в случаях работы
машины в различных климатических условиях (тропического или арктического
исполнения) и сводится к замене материалов деталей и узлов машины, а также при
необходимости облегчения машины путем замены тяжелых сплавов (чугуна) легкими
(алюминиевыми).
Агрегатирование - метод, заключающийся в создании машин путем сочетания
унифицированных агрегатов как автономных узлов, устанавливаемых в различном
числе и комбинациях на общей станине. Например, агрегатные металлообрабатывающие
станки, созданные на основе унифицированных блоков - обрабатывающих блоков,
поворотных столов, механизмов синхронизации и других; использование
стандартизованных узлов и агрегатов, серийно выпускаемых промышленностью:
редукторов, насосов, коробок скоростей, механизмов управления и так далее, а
также заимствование отдельных узлов агрегатов с серийно изготовляемых изделий.
Этот метод позволяет сократить сроки и стоимость проектирования и
изготовления машин, упростить обслуживание и ремонт, сократить затраты на их
проведение.
Комплексная стандартизация. Этот метод используется для агрегатов
простейшего типа (теплообменников, отстойников, смесительных установок), в
которых простота конструкции позволяет стандартизировать все или почти все
элементы этих агрегатов по типоразмерам, такие, например, как обечайки, днища,
крышки, люки, стойки, лапы крепления,
теплообменники, приводы мешалок, дозаторы и т.д. Из стандартных деталей,
унифицированных узлов и покупного оборудования можно компоновать агрегаты: с одинаковым
рабочим процессом, но с различными размерами и производительностью; одного и
того же назначения, но с другими параметрами рабочего процесса (давление,
вакуум, температура); различного назначения и с различным рабочим процессом.
Унифицированные ряды - это метод, заключающийся в образовании производных
машин разной мощности или производительности путем изменения числа главных
рабочих органов и их применения в различных сочетаниях.
Такие ряды машин называются семейством, гаммой или серией.
Примеров образования унифицированного ряда машин может служить создание:
рядов четырехтактных двигателей внутреннего сгорания на основе унифицированной
цилиндровой или частично шатунно-поршневой группы; рядов роторных машин путем
изменения числа унифицированных операционных блоков (ковшей роторного
экскаватора, молотков и бит в дробилках ударного действия и др.), от которых
зависит производительность этих машин.
При этом, наряду с изменением числа операционных блоков на роторных
машинах можно менять и их конструкцию, приспосабливая, таким образом, машину к
выполнению различных операций. Это пример сочетания метода унифицированных
рядов с методом агрегатирования.
Рассмотренные методы образования или создания машин и их рядов на базе
унификации не являются универсальным и всеобъемлющими. Каждый из них применим у
ограниченной категории машин.
Многие машины по конструкции не допускают образования производных;
нецелесообразно создавать производные ряды для специализированных машин, машин
большой мощности и других, относящихся к категории единичного производства.
Особое значение рассмотренные методы унификации и создания производных
рядов имеют в обеспечении технологичности машин и их удешевлении.
Однако технологичность не может служить определяющим началом
конструирования, она лишь должна обеспечить главное направление конструирования
- повышения качества машин, их надежности и экономического эффекта.
.4 Исходные материалы для проектирования
Исходными материалами могут служить:
Техническое задание. Безусловно, главный и основополагающий исходный
материал. В техническом задании определяются основные параметры будущей машины
(габариты, требуемая производительность и. т.д.), область её применения и
условия, в которых машина будет работать.
Техническое предложение. Техническое предложение разрабатывается на
основе технического задания. Оно представляет собой сумму всех конструкторских
решений, позволяющих выполнить техническое задание в полном объёме, а так же
конструкторской документации к каждому представленному решению.
Научно-исследовательская работа. При конструировании новой машины
проверяются научно-исследовательские работы в области применения будущей машины
(или в смежных отраслях) на предмет внедрения полученных данных такой работы в
конструкцию разрабатываемой машины.
Либо принять за основу экспериментальный образец, полученный ранее на
основе научно-исследовательской работы.
Изобретение. Так же не следует обходить вниманием, сделанные ранее
изобретения в отрасли применения будущей машины, так как многие решения
являются удачными с экономической и технической стороны.
Кроме того следует помнить, что изобретательская деятельность является
основополагающей для развития научно-технического прогресса.
- Зарубежные
образцы машин. Одним из способов выполнения технического задания является
копирование зарубежного аналога требуемой машины. Может производиться
копирование, как отдельного агрегата машины, так и всей машины в целом, но с
внесением незначительных изменений в конструкцию или технические
характеристики.
2. Характеристика объекта исследования
.1 Общие сведения
Одноковшовые экскаваторы предназначены для выполнения
земляных, карьерных и вскрышных работ. Ими копают грунты I-IV групп и
разрыхленные скальные породы, грузят грунт в транспортные средства или
переносят в отвал.
Одноковшовые экскаваторы являются машинами цикличного
действия. Рабочий цикл экскаватора состоит из последовательных операций копания
(резания с набором грунта в ковш), поворота ковша из забоя, выгрузки грунта и
обратного поворота в забой.
Одноковшовые экскаваторы различаются: по емкости
ковша; по назначению и области применения; по виду рабочего оборудования; по
типу ходового устройства; по количеству установленных двигателей и типу силовой
установки; по углу поворота относительно своей вертикальной оси; по системе
управления и другим признакам.
2.1.1 Назначение и область применения одноковшового экскаватора
Одноковшовые экскаваторы различаются:
по емкости ковша;
по назначению и области применения; по виду рабочего
оборудования;
по типу ходового устройства;
по количеству установленных двигателей и типу силовой
установки;
по углу поворота относительно своей вертикальной оси;
по системе управления и другим признакам.
По назначению и области применения одноковшовые
экскаваторы можно разделить на четыре типа.
Экскаваторы строительные общего назначения находят
самое широкое применение в промышленном и жилищном строительстве.
Экскаваторы карьерные гусеничные используются для
добычи полезных ископаемых на открытых разработках и в карьерах. Машины этого
типа обозначаются ЭКГ.
Экскаваторы вскрышные гусеничные предназначены для
производства вскрышных работ на угольных разрезах и открытых разработках в
горнорудной промышленности. Такие машины обозначаются ЭВГ.
Шагающие драглайны ЭШ выделяются в отдельную группу;
они применяются преимущественно в гидротехническом строительстве для разработки
и отсыпки в отвал грунтов I-IV групп, а также на вскрышных работах в угольной и
горнорудной промышленности:
а) прямая лопата - для разработки грунтов,
расположенных выше уровня стоянки экскаватора;
б) обратная лопата - для разработки грунтов,
находящихся ниже уровня стоянки экскаватора (применяется преимущественно для
рытья небольших котлованов и траншей);
в) драглайн - для разработки грунтов, расположенных
ниже уровня стоянки экскаватора (применяется при рытье глубоких котлованов и
широких траншей, при возведении насыпей, на вскрышных и других работах);
г) грейфер для рытья колодцев, узких и глубоких
котлованов;
д) струг - для планировочных работ в специфических
условиях (когда невозможно применить более производительные
землеройно-транспортные машины);
е) скребок - засыпатель на стреле струга;
ж) засыпатель на стреле драглайна;
з) копер для забивки свай;
и) дизель - молот для разработки мерзлых грунтов;
к) корчеватель пней.
Кроме перечисленного оборудования на экскаваторах
используют крановое оборудование, трамбующие плиты, клиновые и шаровые
рыхлители для разрушения мерзлых грунтов или для разделки негабаритного камня в
карьерах.
2.1.2 Анализ конструкций и технических характеристик отечественных и
зарубежных машин
Основные технические характеристики российских и зарубежных одноковшовых
экскаваторов
|
Фирма, модель машины
|
Параметры
|
Масса экскаватора, т.
|
Вместимость основного ковша (СЕСЕ), м3
|
Глубина копания, м
|
Высота выгрузки, м
|
Мощность двигателя, квт
|
Скорость передвижения, км/ч
|
Давление на грунт Мпа
|
|
Россия
|
|
АО "ТЗЗ" г.Тверь
|
ЕТ-25
|
27
|
1,4
|
6,48
|
7
|
155
|
3,4
|
0,055
|
|
ЗАО "КЭЗ"
|
ЭО-4228
|
26,5
|
1,11
|
6,52
|
6,52
|
132,4
|
4,5
|
0,054
|
|
ТЯЖЭКС
|
ЭО-5225
|
38,3
|
1,85
|
6,5
|
5,9
|
220
|
4,5
|
0,08
|
|
Германия
|
|
LIEBHERR
|
R902
|
18,8
|
0,9
|
5,8
|
6
|
81
|
3,4
|
0,046
|
|
R932.HD-S
|
26
|
1,15
|
6,41
|
6,71
|
120
|
3,4
|
0,052
|
|
R310B
|
38,2
|
1,8
|
6,7
|
5,5
|
150
|
2,5
|
0,08
|
|
Япония
|
|
KOMATSU
|
РС150
|
14,7
|
0,55
|
6,05
|
5,09
|
73,5
|
3,9
|
0,046
|
|
РС220
|
22
|
0,9
|
6,7
|
5,97
|
110
|
3,4
|
0,048
|
|
|
РС400
|
40
|
1,6
|
7,73
|
6,56
|
198,5
|
4,3
|
0,075
|
|
HITACHI
|
ЕХ150
|
14,5
|
0,55
|
6,05
|
5,21
|
70
|
4,8
|
0,046
|
|
|
ЕХ270
|
26
|
1
|
7,23
|
6,1
|
121
|
4,6
|
0,054
|
|
|
ЕХ400
|
41
|
1,6
|
7,8
|
6,58
|
205
|
5
|
0,076
|
|
США - Франция
|
|
CASE-POCLAIN
|
1288LC
|
26,2
|
1,24
|
6,4
|
6,5
|
127,6
|
4
|
0,053
|
|
Англия
|
|
JCB
|
240LC
|
23,9
|
0,95
|
5,24
|
6,08
|
111
|
5
|
0,048
|
Вывод: В ходе проведения работы мы отобрали 5 производителей одноковшовых
экскаваторов различных стран. Для их сравнения мы воспользовались семью
показателями такими как: масса экскаватора, вместимость основного ковша,
глубина копания, высота выгрузки, мощность двигателя, скорость передвижения,
давление на грунт. Нельзя сказать, что какой-либо из вышепредставленных
экскаваторов в целом колоссально превосходит своих конкурентов, т.к. у каждого
свои преимущества и недостатки. Например, отечественный экскаватор ЗАО "КЭЗ"
ЭО-4228 хорошо подойдёт для выполнения больших объемов работ на грунтах 1-4
категории и предварительно разрыхлённых скальных и мёрзлых грунтах 5-6
категорий, а также для погрузки грунта и сыпучих материалов. А зарубежные
экскаваторы немецкой марки LIEBHERR R932.HD-S и японской марки HITACHI ЕХ270
менее энергозатратны в отличие от отечественного ЗАО "КЭЗ" ЭО-4228,
но при этом немного менее производительны по некоторым критериям. При сравнении
отечественных экскаваторов с производителями английской марки JCB 240L и
французско-американской марки CASE-POCLAIN 1288LC возникают те же самые выводы,
что и с предыдущими марками. В настоящее время отечественные экскаваторы не
намного отстают от зарубежных экскаваторов и в некоторых сравнениях даже
незначительно превосходят по некоторым критериям производительности, а по
энергозатратам зарубежные марки экскаваторов на значительный процент
превосходят отечественные.
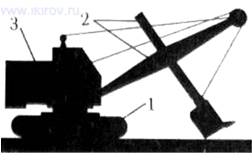
.1.3 Устройство и принцип действия одноковшового экскаватора
Одноковшовый экскаватор состоит из следующих основных частей: ходового
устройства (гусеничного, пневмоколесного или шагающего) - 1; силового привода и
механизмов, установленных на поворотной платформе - 3 и рабочего оборудования
(стрелы, рукоятки, ковша) - 2.
Ходовое устройство воспринимает и передает на основание (грунт) нагрузки
от массы машины и нагрузки, возникающие при работе, а также обеспечивает
передвижение экскаватора.
Ходовое устройство экскаваторов бывает следующих типов:
Г - гусеничное с минимально допустимой опорной поверхностью гусениц;
ГУ - гусеничное с увеличенной опорной поверхностью гусениц,
предназначенное для работы на грунтах с низкой несущей способностью;
П - пневмоколесное, позволяющее увеличить мобильность экскаватора,
облегчить и ускорить его переброску собственным ходом с одного строительного
объекта на другой;
Ш - специальное шасси автомобильного типа, отличающееся от типа П тем,
что, кроме двигателя, установленного на поворотной части экскаватора, на шасси
установлен более мощный двигатель, обеспечивающий передвижение экскаватора с
большой скоростью; ходовое устройство типа Ш имеет прочную и низкую специальную
раму, отличающуюся по конструкции от рамы шасси грузового автомобиля;
А - шасси грузового автомобиля;
Тр - тракторное (обычно используют пневмоколесные тракторы).
Поворотная часть состоит из поворотной платформы с механизмами и силовым
оборудованием и рабочего оборудования.
Поворотная платформа опирается через специальное роликовое опорно-поворотное
устройство на раму ходового устройства и может поворачиваться относительно него
в горизонтальной плоскости. Одна и та же поворотная платформа может быть
установлена на ходовые устройства различных типов.
В зависимости от угла поворота поворотной платформы в горизонтальной
плоскости экскаваторы называют полноповоротными или неполноповоротными.
Поворотная часть полноповоротного экскаватора может вращаться вокруг
вертикальной оси на неограниченный угол.
Рабочим оборудованием называется комплекс узлов экскаватора, содержащий
рабочий орган (например, ковш, крюк или грейфер, с помощью которого копают
грунт, поднимают груз, захватывают сыпучие и кусковые материалы) и
обеспечивающий его действие в зоне работы экскаватора.
Основной рабочий орган экскаватора - ковш - предназначен для копания,
удерживания при перемещении и разгрузки грунта или другого материала. Копанием
называется одновременное срезание грунта и заполнение им ковша. Срезаемая часть
грунта называется стружкой.
Рабочий цикл экскаватора состоит из следующих операций:
Собственно копание грунта (срезание грунта и заполнение им ковша).
Выведение ковша с грунтом из забоя, чтобы обеспечить возможность
беспрепятственного поворота платформы.
Перемещение заполненного грунтом ковша к месту разгрузки, для чего или
поворачивают платформу с рабочим оборудованием (у полноповоротных), или только
рабочее оборудование (у неполноповоротных машин).
Разгрузка грунта из ковша в отвал или в транспортное средство.
Перемещение ковша (поворот платформы) к забою.
Опускание ковша для подготовки к следующей операции копания.
3. Патентное исследование и анализ его результатов
.1 Изобретательная деятельность и ее роль в создании новой техники
Изобретение признается техническое решение в любой области, относящееся к
продукту или способу, обладающее новизной, изобретательским уровнем и
промышленной применимостью.
Изобретение является новым, если оно неизвестно из уровня техники.
Изобретение имеет изобретательский уровень, если оно для специалиста
явным образом не следует из уровня техники. Уровень техники включает любые
общедоступные в мире сведения до даты приобретения изобретения.
Изобретение является промышленно применимым, если оно может быть
использовано в промышленности, сельском хозяйстве, здравоохранении и других
отраслях деятельности.
Изобретение решает задачи, возникающие в сфере практической деятельности
и обусловленные определенной потребностью, как необходимостью устранения
выявленных недостатков в существующих машинах и технологиях с целью их
усовершенствования или создания новых машин и технологий.
Изобретение - итог большой целеустремленной творческой работы,
направленной на решение известной задачи, которая считается решенной при
следующих условиях:
) если оно содержит указания на технические средства решения задачи;
) если решение раскрывает принципиально важные моменты;
) если решение осуществимо, т.е. пригодно для использования и может быть
внедрено и многократно воспроизведено и использовано.
Объектами изобретения признаются технические решения в любой области, относящиеся
к продукту (устройству, веществу) или способу (процессу осуществления действий
над материальным объектом с помощью материальных средств).
Изобретениями, в соответствии с законом, не считаются:
решения, касающиеся только внешнего вида изделия и направленные на
удовлетворение эстетических потребностей;
программы для ЭВМ;
решения, заключающиеся только в предоставлении информации.
Право автора на изобретение принадлежит физическому лицу, трудом которого
создано изобретение. Если в создании участвовало несколько физических лиц, то
все они считаются авторами данного изобретения.
.2 Цель и задачи проведения патентных исследований
Патент - документ, удостоверяющий признание заявленного технического
решения изобретением, приоритет изобретения, авторство на изобретение и
исключительное право патентообладателя на изобретение.
Патент на изобретение действует в течение 20 лет со дня поступления
заявки в федеральный орган исполнительной власти. При этом правовая охрана,
представляемая патентом, распространяется только на то, что предусмотрено
формулой изобретения.
В соответствии с законом патент на изобретение выдается автору
изобретения: работодателю, в случае создания изобретения работником в связи с выполнением
своих трудовых обязанностей или конкретного задания работодателя.
В случае, если работодатель в течении четырех месяцев с момента
уведомления об изобретении не подаст заявку на выдачу патента на изобретение в
ФОИВИС, право на получение патента будет принадлежать автору изобретения.
3.3 Методика проведения патентных исследований
В общем случае содержание патентных исследований может составлять
следующее:
исследование технического уровня объектов хозяйственной деятельности,
выявление тенденций, обоснование прогноза их развития;
исследование состояния рынков данной продукции, сложившейся патентной
ситуации, характера национального производства в странах исследования;
исследование требований потребителей к продукции и услугам;
исследование направлений научно-исследовательской и производственной
деятельности организаций и фирм, которые действуют или могут действовать на
рынке исследуемой продукции;
анализ коммерческой деятельности, включая лицензионную деятельность
разработчиков (организаций и фирм), производителей (поставщиков) продукции и
фирм, предоставляющих услуги, их патентной политики для выявления конкурентов,
потенциальных контрагентов, лицензиаров и лицензиатов, партнеров по
сотрудничеству; ГОСТ Р 15.011-96 Система разработки и постановки продукции на
производство
выявление торговых марок (товарных знаков), используемых
фирмой-конкурентом;
анализ деятельности хозяйствующего субъекта; выбор оптимальных
направлений развития его научно-технической, производственной и коммерческой
деятельности, патентной и технической политики и обоснование мероприятий по их
реализации;
обоснование конкретных требований по совершенствованию существующей и
созданию новой продукции и технологии, а также организации выполнения услуг;
обоснование конкретных требований по обеспечению эффективности применения и
конкурентоспособности продукции и услуг; обоснование проведения необходимых для
этого работ и требований к их результатам;
технико-экономический анализ и обоснование выбора технических,
художественно-конструкторских решений (из числа известных объектов промышленной
собственности), отвечающих требованиям создания новых и совершенствования
существующих объектов техники и услуг;
обоснование предложений о целесообразности разработки новых объектов
промышленной собственности для использования в объектах техники, обеспечивающих
достижение технических показателей, предусмотренных в техническом задании
(тактико-техническом задании);
выявление технических, художественно-конструкторских, программных и
других решений, созданных в процессе выполнения НИР и ОКР с целью отнесения их
к охраноспособным объектам интеллектуальной собственности, в том числе
промышленной;
обоснование целесообразности правовой охраны объектов интеллектуальной
собственности (в том числе промышленной) в стране и за рубежом, выбор стран
патентования; регистрации;
исследование патентной чистоты объектов техники (экспертиза объектов
техники на патентную чистоту, обоснование мер по обеспечению их патентной
чистоты и беспрепятственному производству и реализации объектов техники в
стране и за рубежом); - анализ конкурентоспособности объектов хозяйственной
деятельности, эффективности их использования по назначению, соответствия
тенденциям и прогнозу развития;
выявление и отбор объектов лицензий и услуг типа инжиниринг;
исследование условий реализации объектов хозяйственной деятельности,
обоснование мер по их оптимизации;
обоснование целесообразности и форм проведения в стране и за рубежом
коммерческих мероприятий по реализации объектов хозяйственной деятельности, по
закупке и продаже лицензий, оборудования, сырья, комплектующих изделий и т.д.;
разработка рекомендаций по использованию товарных знаков при
осуществлении коммерческой деятельности;
проведение других работ, отвечающих интересам хозяйствующих субъектов.
Конкретное содержание патентных исследований определяют в зависимости от
характера проводимой работы, стадий жизненного цикла или этапов работ на
стадиях жизненного цикла объекта техники, результатов анализа деятельности
хозяйствующего субъекта.
Порядок проведения патентных исследований включает:
определение задач патентных исследований, видов исследований и методов их
проведения и разработку задания на проведение патентных исследований;
определение требований к поиску патентной и другой документации, разработку
регламента поиска;
поиск и отбор патентной и другой документации в соответствии с
утвержденным регламентом и оформление отчета о поиске; - систематизацию и
анализ отобранной документации; - обоснование решений задач патентными
исследованиями; обоснование предложений по дальнейшей деятельности
хозяйствующего субъекта, подготовка выводов и рекомендаций;
оформление результатов исследований в виде отчета о патентных
исследованиях.
Задание на проведение патентных исследований разрабатывают применительно
к работе в целом и (или) отдельному ее этапу по приложению А.
В задание включают:
наименование и шифр работы, при необходимости этап работы, срок
выполнения работы или этапа и конкретные задачи патентных исследований, которые
должны быть выполнены для обоснования принимаемых решений по обеспечению
конечного результата работ (этапа), включающих своей составной частью патентные
исследования. Определение задач патентных исследований проводят на основе
анализа целей, характера работы в целом, ее элементов, номенклатура которых
установлена для каждого этапа работы стандартами ЕСКД, СРПП и другими
нормативными документами, а также анализа производственной и коммерческой
деятельности хозяйствующего субъекта, включая необходимость реализации
предложений по результатам патентных исследований, выполненных на
предшествующих этапах работы;
календарный план, определяющий конкретные виды исследований,
обеспечивающих решение задач, включенных в задание, сроки их выполнения,
исполнителей, в том числе привлекаемых к проведению патентных исследований
сторонних организаций, а также отчетные документы, которые должны быть
подготовлены.
Регламент поиска разрабатывают подразделения - исполнители работы и
патентное подразделение в соответствии с заданием на проведение патентных
исследований применительно к работе в целом и (или) к каждому ее этапу, при
выполнении которых необходимы патентные исследования, по приложению Б.
В регламенте приводят обоснование его требований.
При обосновании требований к поиску исходят из необходимости обеспечения
достоверности результатов патентных исследований, учитывая наличие и ГОСТ Р
15.011-96 Система разработки и постановки продукции на производство состояние
информационно-поисковых систем и технических средств поиска, а также его объем,
решают вопрос о привлечении сторонних организаций для выполнения поиска.
По результатам проведенного поиска отбирают информацию для дальнейшего
анализа и составляют отчет о поиске.
3.4 Патентное исследование
Патент №1
Ковш карьерного гидравлического экскаватора
Изобретение относится к горным машинам, используемым при разработке
месторождений полезных ископаемых открытым способом, а более конкретно к
гидравлическим карьерным экскаваторам с рабочим оборудованием типа обратная
лопата. Техническим результатом является создание ковша гидравлического
карьерного экскаватора, обладающего высокими прочностными характеристиками
посредством применения оптимальных материалов и методов обработки, позволяющих
сократить цикл изготовления, а также упрощение ремонта ковша. Ковш содержит переднюю
стенку, на которой болтами закреплены зубья, заднюю и две боковые стенки.
Передняя стенка и зубья выполнены литыми из высокомарганцевой аустенитной
стали, задняя стенка выполнена цельнолитой с проушинами подвески ковша из стали
высокой вязкости и прочности при низких температурах, снабжена фиксатором оси
подвески ковша в виде цилиндрического стержня, верхняя часть которого выполнена
в виде усеченного конуса, угол между образующими конуса и цилиндра ~15°,
боковые стенки выполнены из низколегированной стали для ответственных листовых
конструкций, каждая боковая стенка снабжена парой накладок из высокомарганцевой
аустенитной стали, установленных на торцах боковой поверхности. 3 ил.
Обратная лопата является наиболее универсальным
рабочим оборудованием, обеспечивает высокую точность позиционирования ковша и
обычно используются ковши, разгружающиеся опрокидыванием.
Известно рабочее оборудование одноковшового
гидравлического экскаватора содержащее рукоять, на которой шарнирно установлен
ковш. Ковш состоит из подвижной задней стенки, днища и боковых стенок. На
подвижной задней части выполнены гнезда, в которые входят фиксаторы,
установленные на боковых стенках ковша. Фиксирование задней стенки ковша
позволяет избежать частичной разгрузки ковша от грунта при его разработке и
таким образом повышается производительность экскаватора.
Известен гидравлический карьерный экскаватор обратная
лопата RH 340, TEREX | О&K, ковш которого состоит из верхней части - задней
стенки ковша, нижней - передней части ковша и боковых стенок. Ковш и
составляющие его части выполнены сварными. Конструкция ковша снабжена такими
упрочняющими элементами, как пластины из сверхпрочного материала для защиты
внутренней и наружной поверхности задней и передней стенки; зубья, состоящие из
адаптера и коронки из сверхпрочного материала, из такого же материала покрытие
режущей кромки между зубьями и сверхпрочное покрытие боковых стенок ковша.
Но в процессе эксплуатации, особенно на грунтах IV и V
категории, этого упрочнения бывает недостаточно, ковш служит не более полугода,
происходит абразивный износ передней стенки и обламываются коронки зубьев.
В качестве прототипа выбран ковш гидравлического
карьерного экскаватора (Кириллов К. "Ковши "обратная лопата"
(Сменное рабочее оборудование гидравлических экскаваторов), ж. "Основные
средства", 2008 г., №10"), состоящий из задней стенки, двух боковых
стенок, передней стенки с козырьком и зубьев в виде адаптор - коронка. Все
детали ковша соединены между собой сваркой. Ковш изготовлен из маркированной
сертифицированной стали, которая раскраивается на современном аппарате
газокислородной резки. На листогибочном станке придают соответствующую форму
задней стенке ковша. Сварку ковша производят сварочными полуавтоматами.
Используют вильчатые зубья, которые болтами крепят к режущей кромке, или
коронки, надеваемые на адаптеры, приваренные к ковшу и зафиксированные
специальным штифтом.
Длительность эксплуатации тяжелых ковшей карьерных
экскаваторов зависит от технологии производства. На интенсивность износа
рабочего оборудования (зубьев, коронок, режущей кромки ковша) влияют: свойства
и структура поверхностного слоя металла (химический состав стали),
взаимодействующего с обрабатываемым материалом; термоупрочнение (способы
термообработки, способы формообразования, применяемые методы изготовления -
поковка или литье); свойства обрабатываемого материала (твердость, прочность,
размер частиц, степень однородности).
К недостаткам ковша-прототипа, части которого
соединены сваркой, даже при выборе стали с оптимальными прочностными
характеристиками, относятся: коробление изделия, возникающее при малой скорости
сварки за счет большой зоны разогрева металла, локальная неоднородность шва и
выгорание легирующих компонентов из сплавов в зоне сварки во время
окислительных процессов. Это существенно снижает прочностные характеристики
ковша, а учитывая вышеуказанные недостатки зубьев (адаптор - коронка), ковши
часто выходят из строя.
Технической задачей предлагаемого изобретения является
создание ковша гидравлического карьерного экскаватора, обладающего высокими
прочностными характеристикам посредством применения оптимальных материалов и
методов обработки, позволяющих сократить цикл изготовления, а также упрощение
ремонта ковша.
Техническая задача решается посредством выполнения
ковша карьерного гидравлического экскаватора в виде конструкции, содержащей
заднюю и боковые стенки, а также переднюю стенку, на которой болтами закреплены
зубья, литые из высокомарганцевой аустенитной стали; задняя стенка ковша
выполнена цельнолитой с проушинами подвески ковша из стали высокой вязкости и
прочности при низких температурах, снабжена фиксатором оси подвески ковша в
виде цилиндрического стержня, верхняя часть которого выполнена в виде
усеченного конуса, угол между образующими конуса и цилиндра ~ 15°. Боковые
стенки выполнены из низколегированной стали для ответственных листовых
конструкций, каждая боковая стенка снабжена парой накладок из высокомарганцевой
аустенитной стали, установленных на торцах боковой поверхности.
Ковш, основные узлы которого, а именно передняя стенка
и зубья, изготовлены цельнолитыми из высокомарганцевой аустенитной стали, а
задняя стенка выполнена цельнолитой с проушинами из стали высокой вязкости и
прочности при низких температурах, обладает высоким сопротивлением к
абразивному износу в сочетании с пластичностью и прочностью. Цельнолитые
конструкции задней и передней стенок, в отличии от известных аналогов, не
подвергаются деформациям при сварке, следовательно, металл сохраняет свою
структуру, что увеличивает долговечность ковша. Область наибольших напряжений
ковша - это сварное соединение задней и передней стенок, поэтому выбраны стали,
сварку которых можно проводить в широком диапазоне, в том числе и низких,
температур, причем сварной шов на этих сталях не требует дополнительной термообработки
(отпуска).
Использование низколегированной стали для
ответственных листовых конструкций для боковых стенок позволяет получить
качественное сварное соединение литосварной конструкции ковша, к которому
предъявляются требования высокой вязкости и прочности. А использование накладок
из высокомарганцевой аустенитной стали предохраняет от истирания боковые
стенки.
В целом, конструкция ковша экскаватора, основные части
которого выполнены литыми, а сварные соединения использованы минимально, по
сравнению с известными аналогами, обладает большей жесткостью и менее
подвержена деформациям, т.е. обладает большей прочностью и долговечностью.
Ковш подвергается износу при ударе и скольжении по
породе практически по всей поверхности, а наибольшие усилия возникают на зубьях
и режущей кромке, учитывая размеры и мощность ковшей карьерных экскаваторов,
выполнение зубьев цельнолитыми и наличие накладок на боковых стенках упрощает
ремонт и сокращает его сроки.
Выполнение задней стенки цельнолитой с проушинами
подвески ковша позволяет получить жесткую конструкцию, снизить напряжение в
точках соединения и обеспечивает соосность проушин, чего достаточно сложно
добиться при их наваривании.
Выполнение верхней части фиксатора в виде усеченного
конуса облегчает его установку в отверстие на задней стенке, а угол между
образующими основания и верхней части фиксатора ~15° является оптимальным.
Таким образом, сочетание материалов и выполнение
частей позволяют получить ковш гидравлического карьерного экскаватора,
обладающего высокими прочностными характеристиками, что соответствует
технической задаче.
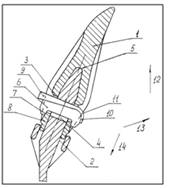
На фиг.1 представлен ковш гидравлического карьерного
экскаватора вид сбоку. На фиг.2 - вид ковша (задняя стенка 3) сверху. На фиг.3
- фиксатор подвески ковша.
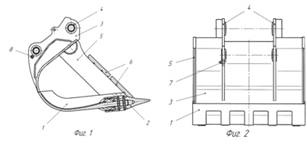
Ковш карьерного гидравлического экскаватора (фиг. 1,
фиг. 2) содержит цельнолитую переднюю стенку 1, на которой болтовым креплением
установлены цельнолитые зубья 2, и заднюю стенку 3, цельнолитую с проушинами
подвески ковша 4. Боковые стенки 5 сваркой соединены с передней 1 и задней 3
стенками, образуя жесткую сварно-литую конструкцию. Накладки 6 из
высокомарганцевой аустенитной стали установлены на торцах боковых стенок 5. На
задней стенке ковша 3 выполнен фиксатор 7, предохраняющий ковш от непроизвольного
вращения оси подвески ковша, в проушине подвески ковша 4 выполнено отверстие 8
для фиксатора 7. Фиксатор 7 устанавливают в отверстие 8 в процессе сборки
ковша.
Рабочий цикл карьерных гидравлических экскаваторов
обратная лопата с независимым приводом стрелы, ковша и рукояти включает
последовательно заглубление стрелы в котлован с одновременным позиционированием
рукояти, загрузку ковша его поворотом относительно рукояти, выглубление стрелы
с одновременным разворотом рукояти и поворотом ковша для предотвращения
высыпания грунта. Далее поворот платформы с рабочим оборудованием, разгрузка
ковша его поворотом относительно рукояти. При загрузке ковша его задняя 3 и
передняя стенка 1 на режущей кромке, на которой установлены зубья 2,
углубляются в породу и принимают удар от перекатывания крупных кусков породы по
внутренней поверхности ковша, кроме того, происходит истирание внутренней
поверхности ковша при скольжении породы во время разгрузки. Во время прохождения
через породу, при загрузке, наружная поверхность передней стенки ковша 1
подвергается износу при ударе и скольжении. Применение цельнолитой передней
стенки 1 и зубьев 2 из высокомарганцевой аустенитной стали, обладающей
оптимальным сочетанием ударная вязкость - прочность, позволяет увеличить
сопротивление ударному действию и истиранию, т.е. продлить срок службы ковша.
Наружные боковые стороны ковша 5 подвергаются износу
при ударе об забой и скольжении по породе по внутренней и внешней поверхностям,
причем концентрация напряжений на их торцах. Накладки 6 из высокомарганцевой
аустенитной стали 6 защищают боковые поверхности 5, продлевают срок его
эксплуатации, а возможность их замены упрощает ремонт ковша.
Формула изобретения
Ковш карьерного гидравлического экскаватора,
содержащий переднюю стенку, на которой болтами закреплены зубья, заднюю и две
боковые стенки, отличающийся тем, что передняя стенка и зубья выполнены литыми
из высокомарганцевой аустенитной стали, задняя стенка выполнена цельнолитой с
проушинами подвески ковша из стали высокой вязкости и прочности при низких
температурах, снабжена фиксатором оси подвески ковша в виде цилиндрического
стержня, верхняя часть которого выполнена в виде усеченного конуса, угол между
образующими конуса и цилиндра ~15°, боковые стенки выполнены из
низколегированной стали для ответственных листовых конструкций, каждая боковая
стенка снабжена парой накладок из высокомарганцевой аустенитной стали,
установленных на торцах боковой поверхности.
Вывод: Предлагаемый ковш карьерного гидравлического
экскаватора обладает высоким ресурсом качества, позволяющим обеспечить
бесперебойную работу экскаватора.
Патент №2
Способ крепления зуба ковша экскаватора
Изобретение относится к эксплуатации рабочего оборудования экскаваторов,
точнее к способам крепления зубьев ковша прямой лопаты, драглайна, обратной
лопаты. Крепление зуба ковша экскаватора осуществляется скобой и клином,
который забивают между гнездом ковша и скобой и загибают тонкий конец. Клин
загибают и втягивают в зазор между гнездом ковша и скобой за тонкий конец
усилием трения его о забой в процессе работы экскаватора, при этом скоба
обжимает клиновые концы зуба до его плотной посадки на зуб. Обеспечивается
беззазорная посадка зуба на ковш дешевыми и доступными средствами. 1 ил.
Изобретение относится к рабочему оборудованию экскаватора, точнее, к
способам крепления зубьев ковша прямой лопаты, драглайна, обратной лопаты и пр.
Известен способ крепления зуба ковша экскаватора, согласно которому зуб
ковша крепят скобой и клином, который забивают в зазор между гнездом ковша и
скобой и загибают тонкий конец (см. RU 2002907 С1, 15.11.1993, E 02 F 9/28).
Недостатком известного способа является то, что при наличии значительных
зазоров между посадочными поверхностями невозможно обеспечить надежную посадку
зуба, так как для этого необходимо очень большое усилие забивки клина, которое
трудно обеспечить в условиях забоя.
Цель изобретения - обеспечить надежное крепление зуба на ковше дешевыми и
доступными средствами.
Достигается это тем, что клин загибают и втягивают в зазор между гнездом
ковша и скобой за тонкий конец усилием трения его о забой в процессе работы
экскаватора, при этом скоба обжимает клиновые концы зуба до его плотной посадки
на ковш.
Изобретение поясняется чертежом, на котором изображен зуб 1, насаженный
на ковш 2 экскаватора, при этом прямоугольное отверстие 3 зуба 1 совмещено с
гнездом 4 в ковше 2, опорные поверхности 5 зуба 1 и ковша 2 соприкасаются, а
верхняя кромка отверстия 3 расположена ближе к опорной поверхности 5, чем
верхняя кромка гнезда 4. В гнездо 4 и отверстие 3 введена скоба 6, клиновые
поверхности 7 которой охватывают клиновые концы 8 зуба 1. В клиновой зазор
между скобой 6 и верхней кромкой гнезда 4 забивают клин 9, тонким концом 10
направленный в сторону забоя, разрабатываемого экскаватором, при этом внешняя
поверхность 11 скобы 6 со стороны тонкого конца 10 клина 9 выполнена по
радиусу. Стрелкой 12 показано направление подъема ковша, стрелкой 13
-направление напорного движения ковша, стрелкой 14 - усилие затяжки клина 9,
обеспечивающееся силами трения клина 9 о забой.
После установки на ковш нового комплекта зубьев начинают нормальную
разработку забоя, при этом суммарное направление движения зуба ковша совпадает
с его продольной осью, при этом его тонкий конец 10 клина 9 разрабатываемым
грунтом загибается по профилю радиусной поверхности 11 скобы 6. Усилие трения
(см. стрелку 14), величина которого иногда достигает десятков тонн, постоянно
втягивает клин в клиновой зазор между верхней кромкой гнезда 4 и скобой 6.
Обратному движению клина 9 препятствует его загнутый конец 10. Клиновые
поверхности 7 скобы 6 стягивают клиновые концы 8 зуба 1 и уже через
непродолжительное время работы ковша в забое зазор между поверхностями ковша 2
и посадочными поверхностями зуба 1 полностью исчезает, а ковш с зубьями
начинает работать как единое целое.
Формула изобретения
Способ крепления зуба ковша экскаватора, согласно которому зуб ковша
крепят скобой и клином, который забивают в зазор между гнездом ковша и скобой и
загибают тонкий конец, отличающийся тем, что клин загибают и втягивают в зазор
между гнездом ковша и скобой за тонкий конец усилием трения его о забой в
процессе работы экскаватора, при этом скоба обжимает клиновые концы зуба до его
плотной посадки на ковш.
Вывод: Изобретение обеспечивает плотную посадку зубьев с неточными литыми
посадочными поверхностями на ковш, что значительно удешевляет изготовление,
упрощает замену и способствует их более надежной и длительной работе.
Патент №3
Повышение износостойкости экскаваторных ковшей
Ковши гидравлических экскаваторов обычно эксплуатируются в тяжёлых
условиях, постоянно подвергаясь абразивному изнашиванию и высоким нагрузкам, в
том числе по уровню динамичности, что сказывается на сроке их службы. Обычно
пользователи периодически проводят ремонтные работы для восстановления рабочих
свойств ковшей, затраты на которые становятся существенными. Ковши,
подвергнутые восстановлению, несмотря на частичную потерю свойств, остаются
работоспособными. Высокий уровень качественных показателей ковшей удаётся
восстановить, но ненадолго, так как после ремонта процесс изнашивания может
происходить с большей интенсивностью. Хотя ремонт ковшей позволяет на некоторое
время увеличить их износостойкость, но не решает проблему кардинально. Для
существенного повышения срока службы ковшей требуется разработка новых
износостойких конструкций в соответствии с пожеланиями пользователей
оборудования. Новые конструкции экскаваторных ковшей (е-ковши) предназначены
для установки на экскаваторах класса 6-40 т и в настоящее время поставляются на
рынок. В статье рассмотрены вопросы разработки таких ковшей, устанавливаемых на
оборудовании класса 20 т.
Разработка экскаваторных ковшей с удлинённым сроком службы.
Поскольку экскаваторные ковши при проведении работ постоянно находятся
под воздействием разрабатываемого грунта и высоких нагрузок, для их
изготовления применяются износостойкие материалы (стали). Изнашивание
происходит в основном по тыльной стороне ковша, поэтому её желательно изготавливать
из материала повышенной износостойкости, частичный износ наблюдается по режущей
кромке, т.е. процесс изнашивания - неравномерный. Это свидетельствует о том,
что ремонту следует подвергать лишь некоторые части поверхности ковша и его
рабочих элементов, при этом происходит изменение его формы в связи с
неравномерным износом отдельных частей. Цель разработки е-ковша - наиболее
полное блокирование износа всех его поверхностей, а также повышение срока
службы благодаря применению более прочных и износостойких материалов.
Ковши, разработанные фирмой "Комацу", благодаря изменению формы
и конструкции рабочих элементов эффективны не только при разработке грунтов
(улучшено внедрение в грунт), но и при погрузке самосвалов. Существенным
фактором снижения финансовых затрат на ремонт ковшей является проведение этих
работ с учётом следующих особенностей: использование более дешёвых, но
износостойких материалов, а также технологий ремонта, которые не требуют
большого объёма ручного труда и трудозатрат в целом.
Изменение формы донной части ковша с целью предотвращения повышенного
износа кромочной зоны. При эксплуатации обычных экскаваторных ковшей наиболее
активное изнашивание происходит по передней и задней кромочным частям,
представляющим собой прямые линии, и наружной криволинейной поверхности донной
части, менее активное изнашивание - по плоским боковым стенкам (рис.1). Причина
этого заключается в том, что основные усилия прикладываются к ковшу только в
ограниченных по площади зонах, и процесс изнашивания активизируется там, где
имеют место резкое изменение кривизны внешней поверхности ковша.

Рис. 1. Внешний вид нового экскаваторного е-ковша (а) и обычного (б): 1 -
донная часть из износостойкого материала; 2 - боковые поверхности из
износостойкого материала
В конструкции е-ковшей изменена форма поверхности ковша: кривизна тыльной
части выполнена с двумя переходными радиусами. Это исключает резкий перепад
действующих усилий при копании, обеспечивает оптимальное распределение
нагрузок, действующих на ковш со стороны грунта, что способствует расширению
зоны приложения этих усилий, а значит, снижению удельного силового воздействия
на эту поверхность ковша и, следовательно, уменьшению его износа в целом. На
рис. 2 показана степень износа обычных ковшей и е-ковшей, на котором видно, что
изнашивание е-ковшей, происходит более равномерно, т.е. исключается быстрое
разрушение материала донной части от износа в наиболее нагруженных зонах
(площадь износа обычных ковшей примерно в 1,8 раза меньше, чем у е-ковшей).
Упрочнение материала в зонах активного износа ковшей.
Кроме донной части, изнашиванию подвергаются боковые стенки ковша.
Разработчики новых моделей ковшей стремились обеспечить упрочнение материала в
зонах активного износа и сделать износостойкость донной части и боковых стенок
одинаковой. В табл. 1 приведены методы такого упрочнения.
В общем, повышение толщины материала ковшей преследует цель
предотвращения чрезмерного износа. В частности, использование для боковых
стенок материала большей толщины обеспечивает увеличение их жёсткости и
оптимизацию формы для эффективного распределения действующих усилий по площади
донной части. Благодаря большему перекрытию боковых стенок ковша наряду с
повышением износостойкости можно предотвратить и чрезмерное деформирование
ковша.
Разработка ковшей с облегчённым внедрением в грунт. Повышение технических
характеристик ковшей способствует снижению усилий проникновения зубьев и
передней кромки ковша в грунт и упрощает наполнение его грунтом. Этим определяется
степень сложности выполнения рабочих операций, производительность экскаваторов
и возможность их эксплуатации на тяжёлых каменистых грунтах в горных районах.
Вследствие облегчённого внедрения ковша в грунт снижаются силы сопротивления
как при работе с небольшим заглублением ковша при параллельном расположении его
донной части поверхности грунта, так и при копании грунта с глубоким
погружением ковша. При этом улучшаются эксплуатационные характеристики ковша.
Чрезмерное уменьшение радиусов сопряжения донной части, наоборот, ведёт к
повышению сопротивления грунта, в результате чего применение таких ковшей на
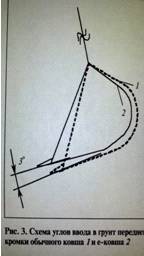
каменистых грунтах в ряде случаев становится невозможным. Как видно на рис. 3,
угол ввода е-ковшей в грунт больше примерно на 3˚ при одинаковом вылете
стрелы, а внедрение ковша в грунт облегчено.
Таблица 1
Факторы, способствующие повышению износостойкости экскаваторного ковша
(е-ковша)
|
Номер
|
Мероприятия
|
Элементы ковша
|
|
|
Днище и режущие кромки
|
Боковые части
|
|
1
|
Изменение конструкции ковша
|
1. Улучшение схода грунта по внутренней части ковша за
счёт изменения формы днища: переход на плавную кривую (сочетание двух
различных радиусов построения) 2. Закрепление сваркой пяти дополнительных
износостойких пластин, повышающих жёсткость ковша и предохраняющих от износа
днище и сварные швы
|
Изменение конструкции боковых стенок ковша, повышающих
жёсткость и износостойкость
|
|
2
|
Использование новых конструкционных материалов
|
При изготовлении ковша используются легированные стали с
высоким противодействием абразивному износу и высокими прочностными
свойствами
|
|
3
|
Внедрение прогрессивных технологических процессов
|
В целях повышения надёжности конструкции ковша и
выравнивания ресурса наиболее сильно изнашиваемых элементов используется
термическая обработка, износостойкая наплавка режущих кромок и др.
|
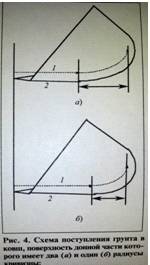
Облегчённое проникновение ковша в каменистый грунт имеет место в случаях,
когда задняя часть ковша выполнена в форме поверхности, образованной двумя
радиусами кривизны. Схемы поступления грунта в ковш показаны на рис. 4.

Рис. 2. Внешний вид поверхности износа е-ковша (а) и обычного (б) ковша,
которая принята за 1. При эксплуатации ковша износ зависит только от числа
циклов контактирования его с грунтом (для ковшей обоих видов это число было
одинаковым). Зона износа на е-ковше - сплошная, на практике износ равномерный и
занимает более широкую область (снижение концентрированного действия грунта и,
следовательно, удлинение срока службы)
При малом радиусе кривизны извлекаемый грунт поступает в ковш с
затруднением, происходит быстрое накопление его у передней кромки, а шапка
грунта препятствует его полному наполнению (расстояние от передней кромки ковша
до зоны подъёма грунта незначительное, грунт скапливается у передней кромки, и
наполнение ковша неудовлетворительное). Это происходит потому, что вследствие
избыточного сопротивления поступление грунта в ковш затруднено. В случае, когда
тыльная поверхность ковша образована двумя криволинейными поверхностями с
различными достаточно большими радиусами кривизны, грунт при работе экскаватора
будет заполнять весь объём ковша непрерывно и без рывков. Если грунт заполняет
ковш плавно и равномерно, то расстояние, на котором происходит копание грунта,
сокращается, грунт сосредотачивается в ковше и уплотняется. При этом
сопротивление извлечению грунта уменьшается, а производительность повышается.
Улучшение конструктивного исполнения ковшей за счёт совершенствования
технологий сборки и сварки. При изготовлении ковшей сборку боковых сторон
донной части проводят путём сварки. Если имел место прогрессирующий рост износа
донной части ковша, то сварочные швы внутри ковша со временем полностью
изнашивались (рис. 5, эти зоны показаны треугольниками), что приводило к
разрыву элементов ковша. Поэтому приходилось уменьшать вместимость ковша путём
поднятия его донной части (при этом выступы боковых сторон ковша играли роль
направляющих). В ряде случаев необходимости в частой замене донной части не
было, так как основной износ имел место на выступах нижних боковых стенок.
Такая конструкция имела недостаток - неполное использование внутреннего объёма
ковша.
Для исключения этого недостатка на е-ковшах фирмы "Комацу"
используется другая схема выполнения сварочных швов и соединения донной части с
боковыми поверхностями (рис. 6.) При таком исполнении чрезмерное и
преждевременное изнашивание сварочных швов исключается, а соединение боковых
сторон и донной части становится надёжным. Продолжительность эксплуатации таких
ковшей можно определить по внешнему виду, сроки их замены и ремонта значительно
удлиняются (можно видеть, что условия эксплуатации и возникновения износа
оптимизированы).
Изменение формы ковша при использовании износостойких материалов и
элементов. На обычных экскаваторных ковшах для защиты донной части используются
три вида износостойких элементов (накладок), а на е-ковшах фирмы
"Комацу" - пять, при этом они укладываются и крепятся в
горизонтальном положении (рис. 7). Для закрепления элементов применяется
сварка. Поскольку грунт в процессе эксплуатации перемещается перпендикулярно
положению накладок, износ сварочных швов снижается, нет задиров швов
Таблица 2
Основные параметры ковшей

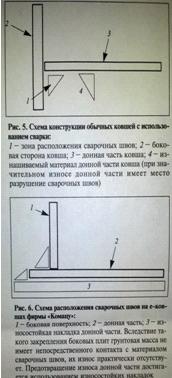

Рис. 7. Схемы крепления боковых износостойких накладок на е-ковшах (а) и
обычных ковшах (б): 1 - в поперечном направлении укладываются пять
износостойких накладок; 2 - сварочные швы располагают перпендикулярно
направлению перемещения грунта, поэтому их износ минимален, в результате срок
службы ковшей увеличивается; 3 - изношенные сварочные швы, поэтому при работе
возможен разрыв изношенных накладок; 4 - удлинённые износостойкие накладки, их
замена требуется даже при изнашивании незначительной их части, что повышает
расходы на ремонт
Общая оценка экскаваторных ковшей фирмы "Комацу". Результаты
практических испытаний е-ковшей показали, что их срок службы примерно в 2 раза
больше, а интенсивность износа ниже по сравнению с обычными ковшами. По своим
техническим характеристикам такие ковши, используемые для копания грунта, удовлетворяют
запросам пользователей, - такова оценка большинства специалистов. Применение
новых экскаваторных ковшей эффективнее и выгоднее, чем старых образцов, в
частности, при использовании новых ковшей в горных районах получено 5%-ное
снижение потребления топлива вследствие уменьшения усилий внедрения ковшей при
копании и повышения их износостойкости.
Основные технические характеристики обычных и е-ковшей фирмы
"Комацу" приведены в таблице 2 и на рис. 8.

Вывод: Новые ковши получили высокую оценку пользователей и специалистов,
их разработка велась при участии японских и зарубежных ("Ору Пацу",
"Сапото" и др.) фирм. Износостойкие элементы для этих ковшей,
обеспечивающих высокие технические параметры, и другие комплектующие поставляла
поставляла в основном фирма KAPS. Аббревиатура "е" в названии этих
ковшей означает три их свойства: стойкость к износу; наличие оптимальной формы
для использования на грунтоизвлекающем оборудовании и простоту ремонтных работ
(соответственно endurance, effective, easy maintenance).
Патент №4
Исследования физической модели ковша экскаватора с роликовым днищем
Экспериментально доказана возможность снижения энергоёмкости рабочего
процесса экскаватора за счёт перехода от трения скольжения к трению качения скальных
грунтов о днище ковша, выполненное из вращающихся вокруг горизонтальных осей
роликов.
Ключевые слова: погрузка скальных грунтов, одноковшовый экскаватор,
инновационный ковш, физическая модель, экспериментальные исследования
Увеличение объёмов капитального и дорожного строительства в России
способствует динамичному развитию рынка нерудных материалов. Темпы его роста
соответствуют увеличению общего рынка строительства и составляют 10-15% в год.
Благодаря повсеместному распределению месторождений добыча и производство
нерудных строительных материалов осуществляются практически во всех регионах
страны.
Дальнейшее повышение эффективности использования техники в карьерах
должно базироваться на энергосберегающих технологиях и решаться комплексно, в
том числе в рамках разработки и внедрения высокопроизводительных машин и
специализированного оборудования.
При решении задачи совершенствования технических средств, используемых в
карьерах, были получены результаты исследований, позволившие установить
среднестатистические параметры наиболее востребованного потребителями рабочего
оборудования для добычи нерудных материалов. Этим параметрам в наибольшей мере
отвечает гидравлический экскаватор со средней вместимостью ковша 2,3м3 (при
варьировании этого показателя в интервале 0,65-8,00 м3), работающий
в Ростовском регионе на погрузке песчаника в карьере со средним объёмом
годового производства 139000 м3 [1].
Процесс черпания является одной из основных операций рабочего цикла
одноковшового экскаватора, а зависимость сопротивлений внедрению ковша в грунт
от соответствующей его глубины WВН.К (S)- одной из базовых зависимостей,
характеризующих размерно-геометрические параметры ковша. При решении задачи
совершенствования таких машин, используемых на погрузке скальных грунтов, ряд
исследователей рекомендует варьировать конструктивные параметры экскаваторного
ковша, рассматривая сопротивления его внедрения WВН.К в массив грунта как сумму
сопротивления WВН.ДН внедрения днища (определяемого сопротивлением формируемого
при этом ядра уплотнения WЯД и непосредственно плоскости днища WПЛ) и
сопротивления внедрения стенок ковша WВН.ДН[2], т.е.
ВН.К = WВН.ДН + WВН.СТ = (WЯД + WПЛ) + WВН.СТ (1) или WВН.К = 10 [B
(0.1dЭФ S + Kβ1 S2) + 0.24dСР А1,5 х (1,45 - С1) (S-S1) 2 ]*2 0,1 α
KУС KГТ KТП,
где WВН.К - полное сопротивление внедрению ковша, H; B - ширина днища
ковша, см; dЭФ - эффективный "диаметр" частиц, т.е. усредненный их
"диаметр", одновременно взаимодействующих с передней кромкой ковша,
см; S - глубина внедрения ковша, см; Kβ1 = 0,25 +
0,034β1 - коэффициент,
учитывающий угол β1 наклона днища ковша к разрабатываемой поверхности
грунта, градус; А - угол наклона передней кромки боковой стенки ковша к
грунтовой поверхности, рад; C1 - угол отклонения боковой стенки от вертикали,
рад; (S-S1) - глубина внедрения боковых стенок, см; S1 - длина выступающей
части днища относительно боковых стенок, см; α - угол наклона грунта к горизонту,
градус; KУС - коэффициент, учитывающий влияние угла сопряжения боковых стенок с
днищем; KГТ - коэффициент, учитывающий влияние горнотехнических условий; KТП -
коэффициент, характеризующий "трудности" процесса погрузки, т.е.
состояния грунта, разрыхлённость горной массы после взрыва.
Целесообразность улучшения рабочих качеств элементов ковша определялась
по результатам оценки весомости факторов влияния на технико-эксплуатационные
показатели одноковшовых экскаваторов. Для оценки значимости сопротивлений
внедрения днища WВН.ДН и стенок WВН.СТ в полном сопротивлении внедрению ковша
WВН.К - выполнялись преобразования по определению уравнений, описывающих
соотношения WВН.ДН/ WВН.К и WВН.СТ/ WВН.К:

и WВН.СТ/ WВН.К = 1 - WВН.ДН/ WВН.К
По результатам вычислений строился график (рис. 1) зависимостей
ВН.i/ WВН.К = ƒ(B/dСР)
Границы области значимости определялись по выражениям [3]:
= 1,2  или B/dСР = 1,2 / dСР,
или B/dСР = 1,2 / dСР,
где E - вместимость ковша.
Анализ полученных зависимостей свидетельствует о том, что в ковшах
вместимостью более 0,65 м3 сопротивление внедрению днища ковша
WВН.ДН составляет 80% и более. Это делает нецелесообразным при
совершенствовании рабочего оборудования одноковшовых экскаваторов улучшение
рабочих качеств боковых стенок. Решение задачи следует искать в направлении
улучшения рабочих свойств днища ковша.
Снижение энергоёмкости процесса внедрения ковша экскаватора возможно за
счёт уменьшения коэффициента трения грунтов о днище путём перехода от трения
скольжения к трению качения.
Предлагаемая конструкция ковша с роликовой рабочей поверхностью [4] (рис.
2) позволяет решить эту задачу за счёт того, что в ковше экскаватора 1 днище 3
выполнено в виде совокупности роликов, устанавливаемых с возможностью вращения
относительно осей, закреплённых на боковых стенках 2.
При создании полноразмерных образцов одноковшовых экскаваторов от
правильного определения нагрузок на элементы рабочего оборудования зависят
работоспособность конструкции, её надёжность и масса, а также энергоёмкость рабочего
процесса. Определение фактических значений нагрузок при проведении натурных
испытаний экскаватора - процесс трудоёмкий и требующий значительных временных и
финансовых затрат. Снизить последние при выполнении экспериментальных
исследований позволяет разработка и использование физической модели.
Общее построение методики экспериментальных исследований рабочего
процесса одноковшового экскаватора на физической модели подчиняется следующим
принципам:
· формулирование цели исследований и решаемых в процессе
эксперимента задач;
· определение факторов, влияющих на рабочие процессы;
· установление значений постоянных и пределов изменения
переменных факторов, принятых к исследованию;
· разработка методов решения поставленных задач и техники
обработки получаемых результатов;
· проектирование экспериментального образца.
Рис. 1. Зависимости WВН.i / WВН.К от соотношения B/dСР:
- WВН.ДН/ WВН.К;
- WВН.СТ/ WВН.К
Исследования рабочего процесса одноковшового экскаватора на физической
модели включали в себя рассмотрение следующих вопросов:
v уточнение механизма взаимодействия с рабочей средой роликовой поверхности
днища ковша;
v получение количественных показателей, характеризующих рабочий процесс
экскаватора.
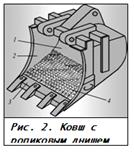
При исследовании процессов взаимодействия рабочего оборудования
одноковшового экскаватора с разрыхлёнными скальными грунтами на физической
модели необходимо обеспечить подобие с натурным объектом в следующих аспектах:
· силовое (т е. наличие сопротивлений внедрению и черпанию);
внутренних напряжений (при статическом приложении нагрузки);
· объёмов единичного зачёрпывания (при перемещении рабочего
оборудования с малыми скоростями в реальном времени).
При этом основными исследуемыми процессами являются:
· внедрение ковша в рабочую среду (штабель грунта);
· зачёрпывание порции материала и передача его на последующее
транспортное звено.
При проектировании физической модели необходимого оборудования
одноковшового экскаватора в качестве базы использовался стенд для исследования
рабочих процессов технологических машин Шахтинского института (филиала) ЮРГУ
(НПИ) (рис. 3).
Учёт возможностей экспериментальной установки позволяет выделить
совокупность факторов, влияющих на рабочие процессы (табл. 1).
Таблица 1
Совокупность факторов, влияющих на рабочие процессы
|
Фактор
|
Значение
|
|
Высота штабеля грунта, м
|
0,7
|
|
Ширина штабеля, м
|
1,5
|
|
Угол откоса штабеля, градус
|
45
|
|
Форма откоса штабеля
|
Прямолинейная
|
|
Погружаемая порода: тип крепость* средний размер частиц, м
максимальный размер частиц, м насыпная плотность, кг/м3
|
Песчаник 14 0,06 0,15 1400
|
|
Характеристики рабочих цилиндров: ход, м диаметр
поршня/штока, м
|
0,205 0,055/0,025
|
|
Угол разворота рукояти манипулятора, градус
|
0
|
|
Скорость перемещения ковша при внедрении
|
Максимальная
|
|
Скорость подачи тележки
|
0
|
Линейные размеры физической модели рабочего оборудования экскаватора
(рис. 4) принимались с учётом моделирования процесса погрузки скальных грунтов
с крупностью частиц dСР = 180-120 мм (параметром модели является ширина ковша).
Физическая модель была выполнена в масштабе 1:3 по отношению к натурному
образцу. Для оценки влияния коэффициента трения скальных грунтов о днище ковша
на энергоёмкость процесса внедрения днище было выполнено в трёх вариантах (рис.
5): сплошными металлическими и с роликами - металлическими и пластиковыми.
При выполнении экспериментальных исследований для установления силовых
характеристик процесса взаимодействия ковша со штабелем грунта использовался
метод сбора количественных данных, предусматривающий видеорегистрацию рабочих
параметров.
Измерительная система (рис. 6) состояла из манометра 1 (регистрирующего
давление в напорной линии гидросистемы); мерной линейки 2 (позиционирующей
процесс выдвижения штока рабочего цилиндра ковшового оборудования); видеокамеры
3 (осуществляющей видеозапись осуществляющей видеозапись регистрируемого
давления в рабочем цилиндре pi и ход Si его штока).

Рис. 3. Стенд для исследования рабочих процессов технологических машин: 1
- штабель погружаемого материала; 2 - гидроманипулятор; 3- пульт управления; 4
- рукава высокого давления; 5 - силовая электрогидравлическая установка
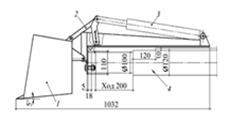
Рис. 4. Конструктивная схема физической модели рабочего оборудования
одноковшового экскаватора: 1 - ковш; 2 - шарнирно- рычажный механизм; 3 и 4 -
гидроцилиндры поворота и перемещения ковша
Программа эксперимента была построена на основе следующих положений:
· сопротивления внедрению ковша в функции глубины внедрения
определяют для каждого из трёх экспериментальных образцов;
· исследования с каждым из ковшей проводятся при постоянстве
совокупности основных влияющих факторов;
· во всех сериях опытов строго изучается влияние одного фактора
при постоянстве остальных.

Рис. 5. Конструкции экспериментальных ковшей со сплошным металлическим
(а), роликовым металлическим (б) и роликовым пластиковым (в) днищами.

Рис. 6. Измерительная система: 1 - манометр; 2 - мерная линейка; 3 -
видеокамера
Экспериментальные исследования процесса взаимодействия ковша с
погружаемым материалом на разработанной физической модели рассмотренными
способами позволили получить искомые данные для оценки влияния коэффициента
трения скальных грунтов о днище ковша на энергоёмкость процесса внедрения и
уточнения математического описания рассматриваемого рабочего процесса.
При разработке результатов исследований (видеограмм) и построении
графиков (холостой ход, рабочий ход) первоначально заполнялись таблицы значений
ί-точек (давление в рабочем цилиндре pί и ход штока Sί),
полученных
экспериментальным путём. Строились аппроксимирующие зависимости (рис. 7),
получаемые методом наименьших квадратов, а затем зависимость ∆ pί , определяющая разность pί (рабочий ход - холостой ход).

Рис. 7. Зависимости давления pi в рабочем цилиндре от хода Si для ковшей со сплошным металлическим (а), роликовым металлическим (б) и
роликовым пластиковым (в) днищами: ▲ - рабочий ход; · - холостой ход; ● -
аппроксимирующие зависимости;  pi - рабочее давление при внедрении ковша в грунт
pi - рабочее давление при внедрении ковша в грунт
Для оценки адекватности расчётных значений реальному процессу был
выполнен сравнительный анализ теоретических и экспериментальных зависимостей
сопротивлений WВН.Кί внедрению ковша в штабель грунта от глубины Sί
его внедрения (рис. 8).
При построении точек экспериментальных зависимостей
ЭВН.Кί = ƒ(Si)
в качестве базовых использовались зависимости ∆ pi с учётом
результатов расчёта, проведённого по формуле:
ЭВН.Кί = 0,25  D 2∆ pί, кН,
D 2∆ pί, кН,
где D - диаметр поршня рабочего цилиндра, м.
Анализ полученных зависимостей WЭВН.Кί =
ƒ(Sί),
приведённых на рис. 8, свидетельствует о том, что сопротивления внедрению у
ковшей с роликовыми днищами меньше, чем у ковша со сплошным металлическим
днищем. Чтобы учесть влияние триботехнических свойств рабочей поверхности днища
ковша на формирование сопротивления внедрению, в базовую математическую модель
(1) был введён соответствующий коэффициент Kƒ.
Точки теоретической зависимости строились на основании результатов
расчёта по формуле:
ТВН.К = WТВН.ДН + WТВН.СТ = (WТЯД + KƒWТПЛ)+ WТВН.СТ, (2)
где Kƒ - коэффициент, учитывающий улучшение триботехнических свойств
рабочей поверхности днища ковша относительно плоской металлической,  (
( и
и  - коэффициент трения грунта по
роликовому и гладкому днищу).
- коэффициент трения грунта по
роликовому и гладкому днищу).
Значения Kƒ для построения теоретических зависимостей определялись
с учётом величин WЭВН.Кί , взятых из результатов проведённых экспериментальных
исследований, и уточнённой математической модели (2) как средние значения
переменных параметров точек рассматриваемой совокупности в данном интервале
изменения хода Sί.
где Kƒi - значение случайной величины; n - количество опытов,
Kƒi = (WЭВН.Кi - WТВН.СТi - WТЯДi)/ WТПЛi.
Получены значения Kƒ были сведены в табл. 2.
В результате анализа и сопоставления зависимостей, построенных по
экспериментальным и расчётным данным (рис. 8), было установлено, что полученная
теоретическая зависимость (2) позволяет с достаточной точностью описать процесс
формирования сопротивления внедрению ковша в штабель в функции от глубины его
внедрения с учётом улучшения триботехнических свойств рабочей поверхности днища
ковша относительно плоской металлической.
Расположение точек теоретической зависимости внутри зоны допустимых
значений свидетельствует об адекватности расчётных моделей реальному процессу
при принятой доверительной вероятности β = 0,85 и относительной ошибке в определении
среднего значения, не превышающей 20%.
Таблица 2
Значения Kƒ исследуемых ковшей
|
Параметры ковша
|
Днище
|
|
сплошное металлическое
|
роликовое металлическое
|
роликовое пластиковое
|
|
 , градус , градус
|
39,5
|
18,5
|
11
|
|
KIТР
|
0,824
|
0,335
|
0,194
|
|
Kƒ
|
1,000
|
0,406
|
0,236
|
Примечание:  и KIТР - угол и коэффициент трения грунта по днищу (I = п; I
= р)
и KIТР - угол и коэффициент трения грунта по днищу (I = п; I
= р)
Приведённые результаты экспериментальных исследований послужили основой
для оценки уровня повышения эффективности процесса погрузки скальных грунтов от
использования ковшей с роликовым днищем, которая выполнена на примере
экскаваторов с ковшами вместимостью 0,65-8 м3.
Уровень повышения эффективности процесса внедрения оценивался удельным
показателем:
∆ЭФ = (1 - WРВН.Кi / WПВН.Кi) max.
max.
Для возможности сопоставления ковшей разного типоразмера получены
зависимости сопротивления внедрению приводились к единице объёма
рассматриваемого ковша WВН.К/E.
В рамках выполнения данного этапа работы были рассчитаны значения и
построены зависимости удельного сопротивления внедрению в грунт WВН.К/E от
глубины внедрения для базовых ковшей вместимостью 0,65-8 м3 и
проектируемых на их основе ковшей с роликовым днищем (рис. 9).
Выполнение расчёты позволяют прогнозировать уровень повышения
эффективности от внедрения ковша с роликовым днищем (рис. 10, 11). Анализ рис.
10 и 11 свидетельствует о том, что удельное сопротивление внедрению у ковшей с
роликовым днищем существенно меньше, чем у их базовых аналогов. При этом с увеличением
вместимости ковша в диапазоне 0,65-8 м3 показатель эффективности
достигает 35% и более (см. рис. 11), следовательно, технический уровень
предлагаемого инновационного ковша с роликовым днищем намного выше базового.
Рис. 8. Теоретические (●) и экспериментальные (·) зависимости сопротивлений внедрению
ковшей WВН.Кi со сплошным металлическим (1),
роликовым металлическим (2) и роликовым пластиковым (3) днищами от глубины Si их внедрения

Рис. 9. Зависимости удельных сопротивлений внедрению базового (а) и
инновационного (б) ковшей в грунт WВН.К/E от их глубины внедрения S и вместимости E: 1 - 0.65 м3; 2 - 1.0 м3;
3 - 1,2 м3; 4 - 1,6 м3; 5 - 2,5 м3; 6 - 4.0 м3;
7 - 5,2 м3; 8 - 8,0 м3
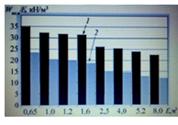
Рис. 10
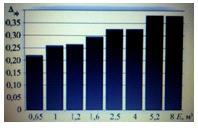
Рис. 11. Уровень повышения эффективности ∆ЭФ процесса
внедрения ковша в штабель в зависимости от его вместимости
Вывод: Проведённые исследования показали, что использование с роликовым
днищем обеспечит существенное снижение энергозатрат одной из основных рабочих
операций процесса погрузки нерудных материалов на карьерах.
Вывод по результатам патентного исследования
В процессе проведения патентного исследования удалось выяснить, что
патент под номером 4 (Исследования физической модели ковша экскаватора с
роликовым днищем) является наиболее приемлемым в модификации одноковшового
гидравлического экскаватора. Так как по сравнению с известными техническими решениями
предлагаемое техническое решение имеет следующие преимущества:
. Снижение энергоёмкости процесса внедрения ковша экскаватора было
достигнуто за счёт уменьшения коэффициента трения грунтов о днище путём
перехода от трения скольжения к трению качения. Предлагаемая конструкция ковша
с роликовой рабочей поверхностью позволяет решить задачу по снижению
энергоёмкости процесса внедрения ковша за счёт того, что в ковше экскаватора
днище выполнено в виде совокупности роликов, устанавливаемых с возможностью вращения
относительно осей, закреплённых на боковых стенках.
. Анализ полученных зависимостей WЭВН.Кί =
ƒ(Sί), свидетельствует
о том, что сопротивления внедрению у ковшей с роликовыми днищами меньше, чем у
ковша со сплошным металлическим днищем;
. Выполнение расчёты позволяют прогнозировать уровень повышения
эффективности от внедрения ковша с роликовым днищем. Анализ рис. 10 и 11 (в
патентном исследовании №4) свидетельствует о том, что удельное сопротивление
внедрению у ковшей с роликовым днищем существенно меньше, чем у их базовых
аналогов. При этом с увеличением вместимости ковша в диапазоне 0,65-8 м3
показатель эффективности достигает 35% и более (см. рис. 11), следовательно,
технический уровень предлагаемого инновационного ковша с роликовым днищем
намного выше базового.
Список литературы
1. Богомолов
А.А. Технические основы создания машин. Учебное пособие. - Белгород:
Издательство БГТУ, 2008. - 195с.
2. Ляшенко
Ю.М., Ляшенко А.Ю. Статические исследования оборудования для производства
карьерных работ при добыче нерудных материалов в условиях Ростовского региона
// Изв. Вузов. Северо-Кавказский регион. Технические науки. 2011. №4. С.
117-120.
. Ерейский
В.Д., Полежаев В.Г., Иванов О.П. К определению сопротивления внедрению ковша в
сыпучий материал // Грузоподъёмные и транспортные установки: Сб. науч. тр. /
НПИ. Новочеркасск, 1975. Т. 313. С. 93-95.
. Подэрни
Р.Ю. Механическое оборудование карьеров: Учеб. Для вузов. 5-е изд., перераб. И
доп. М.: Издательство МГГУ, 2003. 606 с.
. Пат. На
полезную модель RU 101 056 U1, МПК E02F 3/40 (2006.01). Рабочий орган
одноковшового экскаватора / Ю.М. Ляшенко, Е.А. Ревякина, №2010128718/03. Заявл.
09.07.2010. Опубл. 10.01.2011. Бюл №1.
6.
http://www.freepatent.ru.
.
http://www1.fips.ru
. Крикун В.Я.
Расчет сопротивления грунта резанию и копанию при переменной толщине
стружки//Строительные и дорожные машины, №2, 2001.
. Дмитриев
В.Д., Крагель А.А., Пшеничников В.А. Экскаваторы и другие землеройные машины.
Открытое акционерное общество "Уральский завод тяжелого
машиностроения", 1997. 10. Воронцов Анатолий Николаевич (RU) общество с
ограниченной ответственностью "СМАРТ" (ООО "СМАРТ") (RU),
2010.
. Беркман
И.Л. Универсальные одноковшовые строительные экскаваторы / И.Л. Беркман, А.В.
Раннев, А.К. Рейш. - М., Машиностроение, 1977 г.