|
Номер ступени
|
Число оборотов
|
Крутящий
момент, кг/см
|
КПД
|
|
прямое вращение
|
обратное
вращение
|
|
|
|
1
|
20
|
20
|
3800
|
0,73
|
|
2
|
25
|
25
|
|
0.73
|
|
3
|
31,5
|
31,5
|
|
0,73
|
|
4
|
40
|
40
|
|
0,728
|
|
5
|
50
|
50
|
|
0,728
|
|
6
|
63
|
63
|
3375
|
0,728
|
|
7
|
80
|
80
|
2840
|
0,779
|
|
8
|
100
|
100
|
2290
|
0,786
|
|
9
|
125
|
125
|
1830
|
0,786
|
|
10
|
160
|
160
|
1390
|
0,761
|
|
11
|
200
|
200
|
1040
|
0,716
|
|
12
|
250
|
250
|
760
|
0,649
|
|
13
|
315
|
315
|
490
|
0,75
|
|
14
|
400
|
400
|
|
0,75
|
|
15
|
500
|
500
|
437
|
0,75
|
|
16
|
630
|
630
|
366
|
0,803
|
|
17
|
800
|
800
|
295
|
0,81
|
|
18
|
1000
|
1000
|
235
|
0,81
|
|
19
|
1250
|
1250
|
183
|
0,784
|
|
20
|
1600
|
1600
|
134
|
0,738
|
|
21
|
2000
|
2000
|
97
|
0,669
|
1.4 Износ деталей и узлов
.4.1 Причины, вызывающие износ
деталей
Износ деталей станков может происходить от
воздействия коррозии, сил трения, повторных ударов, а также под влиянием
нескольких одновременно действующих факторов.
Коррозия - это разрушение металла, вызванного
химическими или электрохимическими процессами. Соединение металла с кислородом
воздуха является наиболее распространенным видом коррозии. Металл в результате
коррозии разрушается или по всей поверхности, или в отдельных ее местах.
Для предохранения от коррозии детали станков:
) красят или покрывают смазочными маслами, так
как защитный слой краски или масла препятствует соприкосновению поверхности
деталей с воздухом;
) покрывают слоем металла, более устойчивого к
коррозии, чем металл детали, например, слоем никеля, хрома, цинка, кадмия и т.
п.;
) полируют, благодаря чему поверхность
соприкосновения детали с воздухом становится устойчивой к коррозии;
) изготавливают из нержавеющей стали и других
металлов с высоким сопротивлением коррозии.
Механический износ возникает под действием сил
трения и в результате усталости металла. Подвижные детали изнашиваются в
процессе работы вследствие трения их друг о друга. Соприкасающиеся поверхности
деталей всегда имеют неровности - шероховатости, препятствующие скольжению
одной детали по другой. При. скольжении деталей их соприкасающиеся поверхности,
вследствие наличия неровностей, все время изнашиваются и между ними появляются
зазоры; в результате длительной работы сочетаются деталей величины зазоров
превосходят допустимые.
Кроме того, поверхности трения, находящихся в
контакте с воздухом, покрываются слоем оксида, который увеличивает коэффициент
трения и способствует усилению их износа.
Как показывают проведенные исследования,
величина износа деталей зависит от многих факторов. Важнейшими из них являются:
. Качество материала совместно работающих
деталей. Для большинства сопротивление износ тем больше, чем тверже их рабочая
поверхность и чем больше вязкость они.
. Нагрузка на единицу поверхности деталей
трения. Износ деталей трения увеличивается вместе с повышением нагрузки на
единицу их поверхности. Например, износ шпинделя, у которого при ремонте были
проточены и прошлифовать шейки, будет происходить быстрее, чем у нового
шпинделя, работающий в таких же условиях.
Объясняется это тем, что при обточке шеек
шпинделя уменьшилась величина его трущихся поверхностей и увеличилась нагрузка
на единицу поверхности.
. Время работы деталей. Износ увеличивается с
увеличением числа часов работы деталей трения.
. Условия масла. Износ трущихся поверхностей
увеличивается при неправильно подобранном сорте масла, а также при
несистематической подачи его на трущиеся поверхности.
. Качество поверхности деталей трения. Износ
трущихся поверхностей тем больше, чем ниже качество их обработки.
1.4.2 Влияние качества трущихся
поверхностей на износ
Рабочие поверхности деталей станков изнашиваются
главным образом в результате трения скольжения или трения качения, в
присутствии масла или без нее.
Детали станков после обработки имеют шероховатую
поверхность. Степень шероховатости поверхности определяется высотой неровностей
данной поверхности. Износостойкость рабочих поверхностей деталей будет тем
больше, чем выше точность этих поверхностей. Однако стремление повышать класс
чистоты рабочих поверхностей ограничивается стоимостью механической обработки
деталей, который растет вместе с повышением точности поверхностей.
Наблюдения показали, что износ деталей в начале
работы нарастает значительно интенсивнее, чем после их подработки и растет тем
быстрее, чем большие они неравенства Время усиленного нарастания износа при
переработке деталей будет тем меньше, чем лучше и чище обработаны
соприкасающиеся поверхности. Дело в том, что в начале, работы сталкиваются
только вершины наиболее выступающих неровностей рабочих поверхностей, и площадь
их соприкосновения мала, а давление на единицу поверхности велико. Высокое
удельное давление соприкасающихся поверхностей является причиной усиленного их
стирания. По мере истирания наиболее выступающих частей рабочих поверхностей
площадь соприкосновения увеличивается, удельное давление снижается, и износ
возрастает значительно медленнее.
Удельное давление и износ становятся минимальными
лишь после того, как в столкновение войдет большая часть рабочей поверхности.
Так, износ рабочих поверхностей тем интенсивнее,
чем более они шершавые.
1.4.3 Разновидности износа
Износ деталей станков проявляется в том, что в
процессе работы у деталей изменяются их первоначальные размеры.
Физический износ может быть нормальным или
аварийным.
Нормальный износ деталей или их сочленений
образуется под воздействием сил трения или других причин, связанных с
нормальными условиями длительной эксплуатации станков.
Аварийным называется износ, который интенсивно
нарастает и в течение короткого времени достигает таких размеров, при которых
дальнейшая эксплуатация станков становится невозможной. Нарушение правил
эксплуатации станка может привести к аварийным износа даже таких деталей,
которые некоторое время работали с нормальным износом. Например, износ шеек
вала и подшипников в случае внезапного прекращения масла.
Аварийный износ отдельных деталей может привести
к выходу из строя станка, что повлечет за собой срыв нормального хода
производственного процесса. В поточно-массовом производстве это может вызвать
остановку целых участков или даже всего цеха и невыполнение задания по выпуску
заводом готовой продукции.
Поэтому знание причин, вызывающих аварийный
износ деталей, а также мер по их предотвращению весьма необходимым.
Аварийный износ станка может быть вызван
следующими причинами:
. Несоблюдением установленного режима смазки, в
результате чего: а) масло и смазочных системах отсутствует б) подача масла в
смазочные системы недостаточна в) неправильно подобранный сорт масла по
вязкости и другим свойствам.
. Несоблюдением установленного режима резания на
станках, в результате чего нагрузка превышают допустимые.
. Отсутствием квалифицированного обслуживания
станка со стороны ремонтного персонала, в результате чего нарушаются сроки
очистки станка, несвоевременно проводятся мелкий ремонт, подтяжка болтов,
крепления шпонок и т. д.
. Несоблюдением графика и технических условий на
ремонт станка, в результате чего: а) несвоевременно заменены изношенные детали
б) Забронированный неправильное сочетание деталей, установленных вместо
изношенных в) детали изготовлены из недоброкачественного металла, а литые и
кованые имеющих шлаковые включения, раковины и трещины .
. Нарушением правил сборки и установки станка.
Конструктивные дефекты, отступления в
технологическом процессе изготовления новых станков, а также в ремонте их и
условия эксплуатации могут быть причинами, которые увеличивают износ деталей.
Увеличению износа деталей также способствует
неправильное осуществление производственного процесса изготовления новых
станков или при ремонте. Сюда относятся: низкое качество материалов деталей,
поставленных вновь; неправильно проведенный процесс термической обработки
деталей; низкое качество процессов механической обработки деталей;
неудовлетворительного контроль процессов производства и приемки готовых
станков.
1.4.4 Типовые детали которые
изнашиваются
При работе на металлорежущих станках, детали
принимающие участие в процессах формообразования и другие движущиеся детали,
воспринимают на себя усилия, что в свою очередь вызывает износ.
В токарно-затиловочных станках, в частности в
станке 1811, типовыми деталями которые изнашиваются являются:
. Коробка скоростей и подач:
а) в коробке скоростей и подач износа подлежат
зубчатые колеса и шестерни, блоки зубчатых колес - износ по боковой
поверхности, что приводит к неточности работе станки; слом и выщербление
зубцов, что может привести к заклиниванию механизма станка;
Изношенные зубчатые колеса, шестерни и блоки
зубчатых колес подлежат замене в случае износа или слома.
б) износа по боковой поверхности подлежат шлицы
шлицевых валов - под действием сил трения, возникающих при перемещении блоков
зубчатых колес по валам.
Вали подлежат замене или ремонту (заваривание,
шлифовка, и др. ..)
в) износу подлежат подшипники качения - под
действием сил трения и радиальных нагрузок зачастую происходит деформация тел
качения.
г) износу подлежат цепные передачи: под
действием сил трения происходит износ звездочек, которые по необходимости
заменяют.
. Станина чаще подлежит износу под действием
коррозии со стороны агрессивных веществ и жидкостей (агрессивная среда в цеху,
СОЖ).
. Направляющие подлежат износу от сил трения,
возникающие в результате скольжения подвижных частей станка (стол и другое) по
ним.
. Стол станка изнашивается в результате
неосторожного использования станка и механических ударов по столу режущим
инструментом, неосторожное и ненадежное размещения и закрепления заготовки на
столе т другое.
. Износу подлежат ходовые винты и другие
механизмы перемещения.
. Шпиндель станка и подшипники в шпиндельном
узле станка.
. Планшайба и задний центр подлежат износу от
физического воздействия а так же вследствие трения движущихся частей.
. В некоторых случаях износу или повреждению
подвергается резцедержатель и револьверная головка. В таком случае его
подвергают ремонту или замене неремонтопригодных частей.
2. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕС
ИЗГОТОВЛЕНИЯ ДЕТАЛИ
.1 Анализ служебного назначения
детали
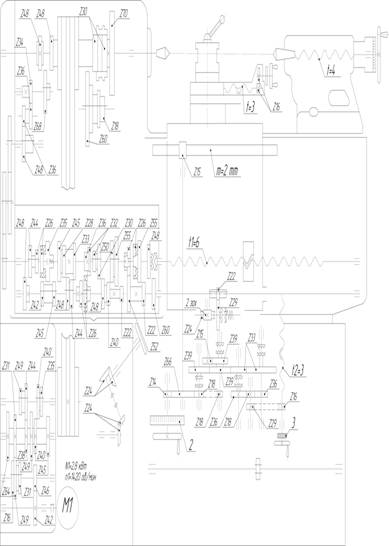
В качестве типовой детали токарно-винторезного
станка выбрана деталь шпиндель.
Шпиндель - вал металлорежущего станка,
передающего вращение закрепленному в нем инструменту или обрабатываемой
заготовке. Шпиндель является одной из наиболее ответственных деталей станка. От
него во многом зависит точность обработки. Поэтому к шпинделю предъявляется ряд
повышенных требований. Конструкцию шпинделя определяют: а) требуемая жесткость,
расстояние между опорами, наличие отверстия; б) конструкция приводных деталей и
их расположение на шпинделе; в) тип подшипников и посадочные места под них; г)
метод крепления патрона для детали или инструмента.
Шпиндели современных станков имеют довольно
сложную форму. К ним предъявляются высокие требования по точности изготовления4
часто до половины всех проверок на точность, проводимых при изготовлении
станка, приходится на шпиндельный узел. Технические условия на изготовление
шпинделей устанавливаются ГОСТом для станков данного класса.
Весьма важным является выбор материала шпинделя.
Сталь 40Х применяют при повышенных требованиях (шпиндели быстроходных станков).
Шпиндели рассчитываются на жесткость, и лишь для
тяжелых нагруженных шпинделей производят проверочный расчет на прочность.
Основным видом деформации шпинделя, влияющим на точность работы станка,
является изгиб.
Опоры шпинделей в зависимости от их типа
обеспечивают различные условия для поворота шпинделя при его изгибе. Поэтому
при расчете на жесткость шпиндель рассматривается как балка на двух опорах,
причем тип опоры выбирают в зависимости от типа подшипника. [5]
Чертеж шпинделя представлен на МРВ.07051369.03
2.2 Выбор и обоснование способа
получения заготовки
Рассматривая наиболее распространённые варианты
получения заготовки, приходим к выводу, что наиболее подходит заготовка,
полученная из штамповкой в закрытом штампе на кривошипном горячештамповочном
прессе. Так изготовление заготовки будет занимать минимальное время и
трудоемкость.
2.3 Выбор технологических баз
Технологической называют базу, используемую для
определения положения заготовки или изделия при его изготовлении или сборке.
Выбор технологических баз является одной из
сложных задач проектирования технологического процесса. От правильного выбора
технологических баз в значительной мере зависят:
точность получения заданных размеров;
правильность взаимного расположения
поверхностей;
степень сложности технологической оснастки,
режущего и измерительного инструментов.
Операция 005 Токарная:
Технологическая база - необработанная
поверхность Æ15,5 мм и Æ12
мм, формовочный уклон.
Операция 010 Токарная (черновая):
Технологическая база - обработанная поверхность Æ31
мм, центровочное отверстие Æ2,5, коническая
поверхность - обратный центр.
Операция 015 Токарная (чистовая):
Технологическая база - обработанная поверхность Æ30
мм, центровочное отверстие Æ2,5, коническая
поверхность - обратный центр.
Операция 020 Токарная (чистовая):
Технологическая база - центровочное отверстие Æ2,5,
коническая поверхность - обратный центр.
Операция 030 Сверление:
Технологическая база - обработанные поверхности Æ15
мм, центровочное отверстие Æ2,5.
Операция 035 Резьбонакатная:
Технологическая база - обработанные поверхности Æ15
мм и Æ12
мм.
Операция 040 Фрезерная:
Технологическая база - обработанные поверхности Æ15
мм.
Операция 045 Фрезерная:
Технологическая база - обработанная поверхность Æ30
мм, центровочное отверстие Æ2,5.
Операция 050 Круглошлифовальная:
Технологическая база -
Операция 055 Отрезная:
Технологическая база - обработанная поверхность Æ30
мм, центровочное отверстие Æ2,5.
Операция 060 Резьбонакатная:
Технологическая база - обработанные поверхности Æ15
мм и Æ12
мм.
.4 Разработка маршрута обработки
заготовки
Операция 000 Заготовительная:
Заготовку получаем штамповкой.
Операция 005 Токарная:
Подрезать торцы Æ8,5
мм и Æ12
мм, сверлить центровочное отверстие Æ2,5 мм.
Операция 010 Токарная (черновая):
1 установ - точить поверхность Æ8,5 мм на 20
мм, Æ12 мм на 47
мм, Æ23 мм на 80
мм, Æ15 мм на 19
мм, обработать коническую поверхность под  на 4 мм.
на 4 мм.
установ - точить поверхности Æ12мм на
длину 15 мм, Æ15мм на
длину 44мм, Æ17 мм на 69
мм, Æ20 мм на 83
мм, Æ30 мм на 118
мм, Æ9,5 мм на 83
мм
Операция 015 Токарная (чистовая):
установ - точить поверхность Æ8,5 мм на 20
мм, Æ12 мм на 47
мм, Æ23 мм на 80
мм, Æ15 мм на 19
мм. Снятие фасок по Æ12 мм, Æ23 мм.
установ - точить поверхности Æ12мм на
длину 15 мм, Æ15мм на
длину 44мм, Æ17 мм на 69
мм, Æ20 мм на 83
мм, Æ30 мм на 118
мм, Æ9,5 мм на 83
мм. Снятие фасок по Æ15мм, Æ17 мм, Æ20 мм, Æ30 мм.
Операция 020 Токарная (чистовая):
Точение канавок на Æ8,5, Æ12 мм, Æ17 мм, Æ20 мм.
Операция 025 Термообработка:
Закалка ТВЧ на длине 80 мм.
Операция 030 Сверление:
Сверлить отверстие Æ2,5мм.
Операция 035 Резьбонакатная:
Нарезание резьбы М30х2 на длине 35
мм, М12 на длине 11 мм.
Операция 040 Фрезерование:
Фрезеровать шпоночный паз Æ5мм на длину
22 мм, Æ8мм на длину
35 мм.
Операция 045 Фрезерование:
Фрезерование винтовой поверхности Æ23мм.
Операция 050 Шлифование:
Шлифование поверхности Æ8,5h11 мм на
длине 16мм, Æ12d9 мм на
длине 27мм, Æ20k6 мм на
длине 14 мм, Æ17h7 мм на
длине 23мм, Æ15h6 мм на
длине 12мм.
Операция 055 Отрезная:
Отрезание фальш-центра, снятие фаски
по Æ12мм 1,6х45.
Операция 060 Резьбонакатная:
Нарезание резьбы М12 на длине 11 мм.
2.5 Расчет режимов резанья
Операция 005 Токарная (черновая)
Торцы ∅12 мм, ∅8,5 мм
 [2.c266]
[2.c266]
 [2.c269]
[2.c269]
Т=60 мин - Стойкость инструмента

 [2.c263]
[2.c263]

 [2.c262]
[2.c262]
 = 3.28м/с
= 3.28м/с
Силовые параметры [2.c271]

 [2.c273]
[2.c273]




 [2.c275]
[2.c275]


 об/мин, примем
об/мин, примем  об/мин,
тогда:
об/мин,
тогда:
 м/мин
м/мин

 кВт
кВт
Выбираем токарно-винторезный станок
16К20
Центровочное отверстие ∅2,5 мм
 [2.c266]
[2.c266]
 - эмпирические коэффициенты, с. 278,
таб.28 [2]
- эмпирические коэффициенты, с. 278,
таб.28 [2]
Т=15 мин - Стойкость инструмента
[2.с279]
 - к-т характеризующий группу стали
по обрабатываемости,
- к-т характеризующий группу стали
по обрабатываемости,
 - показатель степени, с. 261, таб.1
[2]
- показатель степени, с. 261, таб.1
[2]
 - к-т учитывающий качество материала
инструмента, с. 263, таб.6 [2]
- к-т учитывающий качество материала
инструмента, с. 263, таб.6 [2]
 - к-т учит-ий глубину
обрабатываемого отверстия, с.280, таб.31 [2]
- к-т учит-ий глубину
обрабатываемого отверстия, с.280, таб.31 [2]

 = 0,16м/с
= 0,16м/с
Силовые параметры [2.c271]
[2.c273]
[2.c275]
 - крутящий момент
- крутящий момент
 [2.c281]
[2.c281]


 -осевая сила
-осевая сила


Частота вращения обрабатываемой
детали
 об/мин, примем
об/мин, примем  об/мин.
об/мин.
 кВт -мощность резания
кВт -мощность резания
Выбираем токарно-винторезный станок
16К20.
Операция 010 Токарная (черновая)
Точение ∅8,5 мм, ∅12 мм, ∅23 мм, ∅15 мм (1
установ),
∅12 мм, ∅15
мм, ∅17
мм, ∅20
мм, ∅30
мм, ∅9,5
мм (2 установ).
 [2.c266]
[2.c266]
 [2.c269]
[2.c269]
Т=50 мин - Стойкость инструмента

 [2.c263]
[2.c263]
 = 2,95м/с
= 2,95м/с
Силовые параметры [2.c271]

 [2.c273]
[2.c273]


 [2.c275]
[2.c275]


 об/мин, примем об/мин,
тогда:
об/мин, примем об/мин,
тогда:
 м/мин
м/мин

 кВт
кВт
Выбираем токарно-винторезный станок
16К20 [2.c16]
Операция 015 Токарная (чистовая)
Точение ∅8,5 мм, ∅12 мм, ∅23 мм, ∅15 мм,
снятие фасок 1,5´45° по ∅12 мм, ∅23 мм (1
установ),
Точение ∅2 мм, ∅15 мм, ∅17 мм, ∅20 мм, ∅30 мм, ∅9,5 мм,
снятие фасок 1,5´45° по ∅15 мм, ∅17 мм, ∅20 мм, ∅30 мм (2
установ).
 [2.c266]
[2.c266]
 [2.c269]
[2.c269]
Т=30 мин - Стойкость инструмента
[2.c263]
 = 3,67м/с
= 3,67м/с
Силовые параметры [2.c271]
[2.c273]
[2.c275]


 об/мин, примем
об/мин, примем  об/мин,
тогда:
об/мин,
тогда:
 м/мин
м/мин

 кВт
кВт
Выбираем станок 16К20 [2.c16]
Снятие фасок 1,5´45°
 подача поперечная
подача поперечная
 об/мин
об/мин
Выбираем токарно-винторезный станок
16К20 [2.c16]
Операция 020 Токарная (чистовая)
Точение канавок на ∅8,5 мм, ∅12 мм, ∅17 мм, ∅20 мм
 [2.c268 таб. 15]
[2.c268 таб. 15]
[2.c269]
Т=60 мин - Стойкость инструмента

[2.c263]
 = 2,8м/с
= 2,8м/с
Силовые параметры [2.c271]
[2.c273]

[2.c275]


 об/мин, примем об/мин,
тогда:
об/мин, примем об/мин,
тогда:
м/мин
Выбираем станок 16К20 [2.c16]
Операция 030 Сверлильная
Сверление отверстия ∅3,2 мм.
 [2.c276]
[2.c276]
 [2.c277 таб.25]
[2.c277 таб.25]
 [2.c278 таб. 28]
[2.c278 таб. 28]
Т=15 мин - Стойкость инструмента
[2.c279 таб. 30]


 = 0,36м/с
= 0,36м/с
Силовые параметры [2.c277]



 [2.c281]
[2.c281]
[2.c275]
 Нм
Нм
 Н
Н


 примем 1500 об/мин
примем 1500 об/мин
Выбираем станок 2Н135 [2.c20].
Операция 035 Резьбонакатная.
Накатывание резьбы М30х2.радиальная
подача [2.c235 таб.152].
 число оборотов заготовки за время
профилирования резьбы [2.c236 таб.153]
число оборотов заготовки за время
профилирования резьбы [2.c236 таб.153]
 скорость накатывания [2.c235]
скорость накатывания [2.c235]

 - сила накатывания метрической
резьбы (радиальная сила), Н [2.c235]
- сила накатывания метрической
резьбы (радиальная сила), Н [2.c235]
 -предел текучести металла в момент
накатывания, МПа;
-предел текучести металла в момент
накатывания, МПа; 
 - наружный диаметр ролика, мм;
- наружный диаметр ролика, мм; 
 -модуль продольной упругости
металла, МПа;
-модуль продольной упругости
металла, МПа; 
 -внутренний диаметр накатываемой
резьбы, мм;
-внутренний диаметр накатываемой
резьбы, мм; 
 - ширина впадины резьбы, мм;
- ширина впадины резьбы, мм; 
 -диаметр заготовки, мм;
-диаметр заготовки, мм; 
 -угол профиля резьбы;
-угол профиля резьбы; 
 -число накатываемых ниток резьбы.
-число накатываемых ниток резьбы. 

 -тангенциальная сила, создающая
момент вращения заготовки вокруг оси, Н.
-тангенциальная сила, создающая
момент вращения заготовки вокруг оси, Н.


Выбираем резьбонакатной станок РП10К
[4].
Операция 040 Фрезерная
Фрезерование шпоночного паза на ∅30 мм
 -глубина фрезерования
-глубина фрезерования
 -подача [2.c286 таб.38]
-подача [2.c286 таб.38]
 - скорость резания, м/мин
- скорость резания, м/мин
 [2.c286 таб.39]
[2.c286 таб.39]
Т=60 мин - стойкость инструмента
[2.c290 таб.40]

[2.c263]
 = 0,245м/с
= 0,245м/с
 - сила резания, Н [2.c282]
- сила резания, Н [2.c282]
 [2.c291 таб.41]
[2.c291 таб.41]
 [2.c264]
[2.c264]

 - крутящий момент, Нм
- крутящий момент, Нм
 - мощность резанья, кВт
- мощность резанья, кВт
- частота вращения фрезы, 
 , примем
, примем  , тогда:
, тогда:
 м/мин
м/мин

Фрезерование шпоночного паза на ∅17 мм
-глубина фрезерования
 -подача [2.c286 таб.38]
-подача [2.c286 таб.38]
- скорость резания, м/мин
[2.c286 таб.39]
Т=60 мин - стойкость инструмента
[2.c290 таб.40]
[2.c263]
 = 0,24м/с
= 0,24м/с
- сила резания, Н [2.c282]
[2.c291 таб.41]
[2.c264]

- крутящий момент, Нм
- мощность резанья, кВт
- частота вращения фрезы,
 , примем
, примем  , тогда:
, тогда:
 м/мин
м/мин

Выбираем вертикально - фрезерный
станок 6Т104 [2.c16]
Операция 045 Фрезерная
Фрезерование винтовой поверхности
-глубина фрезерования
 -подача [2.c286 таб.38]
-подача [2.c286 таб.38]
- скорость резания, м/мин
[2.c286 таб.39]
Т=60 мин - стойкость инструмента
[2.c290 таб.40]
 = 0,245м/с
= 0,245м/с
- сила резания, Н [2.c282]
[2.c291 таб.41]
[2.c264]

- крутящий момент, Нм
- мощность резанья, кВт
- частота вращения фрезы,
 , примем
, примем  , тогда:
, тогда:
 м/мин
м/мин

Выбираем вертикально - фрезерный
станок 6Т104 [2.c16]
Операция 050 Круглошлифовальная
Шлифование ∅20k6 мм
 [2.c301 таб.55]
[2.c301 таб.55]
 - скорость круга [2.c301 таб.55]
- скорость круга [2.c301 таб.55]

 - скорость заготовки [2.c301 таб.55]
- скорость заготовки [2.c301 таб.55]
 - эффективная мощность [2.c300]
- эффективная мощность [2.c300]
 [2.c303 таб.56]
[2.c303 таб.56]

Инструмент - шлифовальный круг ПП [2.c252
таб.169] на керамической связке (D=200 мм, В=20 м)
Выбираем круглошлифовальный 3М150 [2.c31 таб.18]
Операция 055 Отрезная
Отрезка фальш-центра ∅12
мм
 [2.c266]
[2.c266]
 [2.c268]
[2.c268]
 [2.c269]
[2.c269]
Т=60 мин - Стойкость инструмента

[2.c263]
[2.c262]
 = 0,46м/с
= 0,46м/с
Силовые параметры [2.c271]
 [2.c273]
[2.c273]
[2.c275]


 об/мин
об/мин
Выбираем токарно-винторезный станок
16К20
Снятие фаски 1,5´45° по ∅12 мм
подача поперечная
об/мин
Выбираем токарно-винторезный станок
16К20 [2.c16]
Операция 060 Резьбонакатная
Накатывание резьбы М12-8gрадиальная
подача [2.c235 таб.152]
 число оборотов заготовки за время
профилирования резьбы [2.c236 таб.153]
число оборотов заготовки за время
профилирования резьбы [2.c236 таб.153]
скорость накатывания [2.c235]

- сила накатывания метрической
резьбы (радиальная сила), Н [2.c235]
-предел текучести металла в момент
накатывания, МПа;
- наружный диаметр ролика, мм; 
-модуль продольной упругости
металла, МПа;
-внутренний диаметр накатываемой
резьбы, мм; 
- ширина впадины резьбы, мм; 
-диаметр заготовки, мм; 
-угол профиля резьбы;
-число накатываемых ниток резьбы. 

-тангенциальная сила, создающая
момент вращения заготовки вокруг оси, Н.

Выбираем резьбонакатной станок РП10К
[4].
.6 Расчет контрольно-измерительного
инструмента
Расчёт исполнительных размеров
шаблона ведем по размерам калибр-пробки (шпонка 8Н12)
Исполнительные размеры проходных
калибров-пробок

Где  - наименьший предельный размер
изделия, мм
- наименьший предельный размер
изделия, мм 
 - отклонение середины поля допуска
на изготовление проходного калибра для отверстия относительно предельного
размера изделия, мкм
- отклонение середины поля допуска
на изготовление проходного калибра для отверстия относительно предельного
размера изделия, мкм
 - допуск на изготовление калибров,
мкм
- допуск на изготовление калибров,
мкм 

Исполнительные размеры непроходных
калибров-пробок 
Где - наибольший предельный размер
изделия, мм

Предельный размер изношенного
калибра-пробки 
Где  - допустимый выход размера
изношенного проходного калибра для отверстия за границу поля допуска изделия
- допустимый выход размера
изношенного проходного калибра для отверстия за границу поля допуска изделия 

Расчёт исполнительных размеров
калибров-скоб
Исполнительные размеры проходных
калибров-скоб 
Где  - наименьший предельный размер
изделия, мм
- наименьший предельный размер
изделия, мм 
- отклонение середины поля допуска
на изготовление проходного калибра для отверстия относительно предельного
размера изделия, мкм

- допуск на изготовление калибров
для вала, мкм 

Исполнительные размеры непроходных
калибров-скоб 
Предельный размер изношенного
калибра-скобы
Где - допустимый выход размера
изношенного проходного калибра для вала за границу поля допуска изделия 

3. РАЗРАБОТКА ПРИСПОСОБЛЕНИЯ ДЛЯ
ЗАКРЕПЛЕНИЯ ДЕТАЛИ
.1 Проектирование приспособления
Выбираем трехкулачковый патрон с
клиновым центрирующим механизмом (токарная операция), который приводится в
действие от вращающегося пневмоцилиндра.
Из приспособлений для токарных
станков наиболее широко применяются трехкулачковые патроны. Конструкция
трехкулачкового патрона состоит из корпуса 1 в котором перемещаются три кулачка
2 с рифленой поверхностью которых сопрягаются сменные кулачки 5. Для крепления
накладных кулачков после их перестановки в процессе наладки патрона служат
винты 4 и сухари 3.
Скользящая в отверстии корпуса
патрона муфта 6 имеет для связи с кулачками три паза а с углом наклона 15° и приводится в движение от
штока привода. В рабочем положении муфта удерживается штифтом 8, который
одновременно служит упором, ограничивающим поворот муфты при смене кулачков.
Втулка 7 предохраняет патрон от проникновения в него грязи и стружки.
Одновременно ее конусное отверстие с используется для установки направляющих
втулок, упоров и т.п.
К достоинствам клинового патрона
следует отнести:
) компактность и жесткость, так как
механизм патрона состоит всего из четырех подвижных частей (скользящей муфты и
кулачков);
) износоустойчивость, так как
соединение муфты с кулачками происходит по плоскостям с равномерно
распределенным давлением, а возможность быстрого съема кулачков способствует
хорошей их чистке и смазке.
Пневмоцилиндр состоит из двух
основных частей: муфты и цилиндра . Для присоединения тяги патрона имеется
резьбовое отверстие на выступающем конце штока. Воздухоподводящая муфта
присоединяется к цилиндру болтами с помощью фланца. Сжатый воздух подается
через ниппель, центровое отверстие в стержне и отверстие в штоке в штоковую
полость цилиндра. Под действием давления воздуха (0,5-0,6 МПа) поршень
перемещается влево, создавая на штоке тянущую силу. При переключении крана
управления сжатый воздух через ниппель , радиальные отверстия и скосы в стержне
подается в поршневую (нештоковую) полость цилиндра, поршень перемещается вправо,
создавая на штоке толкающую силу.
Соединение патрона со штоком
пневмоцилиндра осуществляется тягой.
3.2 Расчет приспособления
Операция - токарная (черновая).



Определим коэффициент запаса для
самоцентрирующегося трехкулачкового патрона с пневматическим приводом зажима:
 [2.c107]
[2.c107]
 - постоянный коэффициент запаса;
- постоянный коэффициент запаса;
 - коэффициент, учитывающий состояние
поверхности заготовки;
- коэффициент, учитывающий состояние
поверхности заготовки;
 -коэффициент, учитывающий увеличение
силы резания при затуплении режущего инструмента;
-коэффициент, учитывающий увеличение
силы резания при затуплении режущего инструмента;
 - коэффициент, учитывающий
увеличение силы резания при обработке прерывистых поверхностей на детали;
- коэффициент, учитывающий
увеличение силы резания при обработке прерывистых поверхностей на детали;
 - коэффициент, учитывающий
постоянство силы зажима, развиваемой приводом приспособления;
- коэффициент, учитывающий
постоянство силы зажима, развиваемой приводом приспособления;
 - коэффициент, учитывающий удобное
расположение рукоятки для ручных зажимных устройств;
- коэффициент, учитывающий удобное
расположение рукоятки для ручных зажимных устройств;
 -коэффициент, учитывающий при
наличии моментов, стремящихся повернуть обрабатываемую деталь вокруг ее оси.
-коэффициент, учитывающий при
наличии моментов, стремящихся повернуть обрабатываемую деталь вокруг ее оси.
Определим силу зажима детали одним
кулачком патрона:
 - число кулачков в патроне;
- число кулачков в патроне;
 - коэффициент трения на рабочих
поверхностях кулачков;
- коэффициент трения на рабочих
поверхностях кулачков;
станок деталь износ
инструмент

Определим силу на штоке привода
трехкулачкового патрона:
 - коэффициент, учитывающий
дополнительные силы трения в патроне;
- коэффициент, учитывающий
дополнительные силы трения в патроне;
 - вылет кулачка от середины его
опоры в пазу патрона до центра приложения силы на одном кулачке;
- вылет кулачка от середины его
опоры в пазу патрона до центра приложения силы на одном кулачке;
 - длина направляющей части кулачка;
- длина направляющей части кулачка;
 - коэффициент трения кулачка.
- коэффициент трения кулачка.
Определим диаметр поршня цилиндра и
выберем больший стандартный ближайший размер цилиндра по формуле:

 Мн/м - давление сжатого воздуха.
Мн/м - давление сжатого воздуха.
Мн/м - давление сжатого воздуха.
Определим действительную силу зажима
детали:

 -- коэффициент полезного действия;
-- коэффициент полезного действия;
 - диаметр цилиндра;
- диаметр цилиндра;
 - давление сжатого воздуха.
- давление сжатого воздуха.
Определим время срабатывания
пневмоцилиндра

где  - длина хода поршня;
- длина хода поршня; 
 - скорость перемещения сжатого
воздуха.
- скорость перемещения сжатого
воздуха.
Схема патрона представлена на
рисунке 3.1, а также на МРВ.07051369.04.
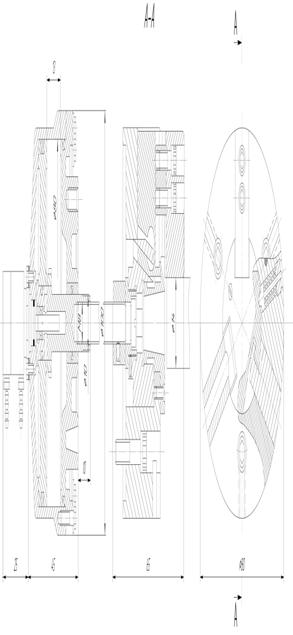
Рисунок 3.1
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1.
Справочник технолога-машиностроителя. В 2-х т. Т.1/Под ред. А.Г. Косиловой и
Р.К. Мещерякова. - 4-е изд., перераб. и доп. - М.: Машиностроение, 1985. 656 с.
.
Справочник технолога-машиностроителя. В 2-х т. Т.2/Под ред. А.Г. Косиловой и
Р.К. Мещерякова. - 4-е изд., перераб. и доп. - М.: Машиностроение, 1985. 656 с.
.
Краткий справочник металлиста. Под общ. ред. П.Н. Орлова. Е.А. Скороходова.-3-е
изд., перераб. И доп.- М.: Машиностроение, 1987.-960с.:ил.
4.
www.stanki-kolomna.ru <http://www.stanki-kolomna.ru>
.
Металлорежущие станки. Учеб. Пособие для втузов Н.С. Колев, Л.В. Красниченко,
Н.С. Никулин и др.-2-е изд., перераб. И доп.-М.: Машиностроение, 1980.-500 с.
.
Паспорт токарно-винторезного станка модели 1И611П.
.
ГОСТ 2.105-95. Оформление текстовых документов.
.
А.А. Осветимский «Ремонт металорежущий станков», М.: Государственное
научно-техническое издательство літератури, 1947 - 220 с.
.
Кинематическая структура металлорежущих станков. А.А. Федотенок, М.:
Машиностроение, 1970 - 403 с.
.
Режимы резания металлов. Справочник/Под ред. Ю.В. Барановского М.:
Машиностроение, 1972. - 407 с.