Исследование процессов структурообразования при производстве холоднокатаного оцинкованного листа
Магистерская диссертация
Исследование процессов
структурообразования при производстве холоднокатаного оцинкованного листа
Введение
холоднокатаный прокат оцинкованный рекристаллизация
Начало XXI века характеризуется ростом мощностей по производству
стали и проката. Одной из причин этого роста является нарастающее развитие
промышленного и гражданского строительства, автомобилестроения и военной
промышленности. Производство холоднокатаного оцинкованного проката является
важнейшей технологией промышленного производства стальной полосы различного
назначения.
Одним из эффективных подходов к разработке технологии
производства оцинкованного проката, обеспечивающей получение оптимальной
микроструктуры и требуемого уровня механических свойств, является математическое
моделирование процессов эволюции микроструктуры во время термо-деформационной
обработки и конечных механических свойств. Использование количественных
математических моделей указанного типа может значительно сократить время на
разработку новых видов оцинкованного проката, повысить выход годного при его
промышленном производстве и оперативно принимать решения при корректировке
технологии в случае отклонений по химическому составу прокатываемых сталей, а
также технологическим параметрам предыдущих переделов.
В связи с изложенным в настоящей работе выполнены
исследования процессов структурообразования, происходящих во время холодной
прокатки листа и его последующего отжига. Кроме этого в работе проанализированы
процессы деформационного упрочнения при холодной прокатке, рекристаллизации
феррита при отжиге и созданы математические модели для количественного описания
кинетики рекристаллизации и предсказания размера конечного зерна феррита.
Разработанные модели учитывают влияние степени деформации при холодной
прокатке, температуры отжига, исходной микроструктуры и химического состава
стали. Калибровка моделей выполнена на основе результатов собственных
экспериментальных исследований, а также соответствующих данных, полученных для
листа, произведенного в промышленных условиях.
1. Процессы структурообразования при производстве
холоднокатаного оцинкованного листа
Технологическая цепочка промышленного производства
холоднокатаного оцинкованного проката включает в себя следующую
последовательность термомеханических обработок: горячая прокатка с последующим
ускоренным охлаждением и охлаждением рулона после смотки → холодная
деформация → отжиг в АНГЦ → дрессировка и правка полосы на ИРМ.
Настоящая работа посвящена физическому и математическому
моделированию процессов структурообразования, развивающихся в стали на этапах
холодной деформации и отжига в АНГЦ и определяющих, в основном, конечную
микроструктуру и механические свойства оцинкованного проката. К числу основных
процессов структурообразования, развивающихся в стали на данных этапах
обработки относятся процессы упрочнения, термического разупрочнения и фазового
превращения, как при нагреве, так и при охлаждении. Деформационное упрочнение
обусловлено изменением общей плотности дислокаций в металле во время холодной
пластической деформации, взаимодействующих между собой и с другими дефектами
кристаллической структуры [1]. Термическое разупрочнение происходит за счёт
протекания процессов возврата и рекристаллизации. При возврате происходит
перераспределение дислокаций, уменьшение радиуса их кривизны и уменьшение
плотности дислокаций одного знака, а также формирование дислокационной
субструктуры.
Во время отжига при температурах ниже  протекает рекристаллизация феррита,
скорость протекания которой в значительной степени определяется степенью
предварительного наклепа, температурой и химическим составом. Кроме отмеченных
процессов при температурах отжига выше происходит формирование аустенита, который при дальнейшем
ускоренном охлаждении распадается с образованием различных продуктов.
протекает рекристаллизация феррита,
скорость протекания которой в значительной степени определяется степенью
предварительного наклепа, температурой и химическим составом. Кроме отмеченных
процессов при температурах отжига выше происходит формирование аустенита, который при дальнейшем
ускоренном охлаждении распадается с образованием различных продуктов.
В данной главе проводится анализ процессов деформационного
упрочнения и рекристаллизации феррита, а также обзор работ, выполненных в
области их экспериментального исследования и математического моделирования.
Кроме того, дается краткое описание соответствующего промышленного
оборудования, а также оборудования, использованного при проведении
экспериментальных исследований.
.1
Технология производства холоднокатаного оцинкованного проката
Исходной заготовкой для производства холоднокатаного листа
является горячекатаный лист в рулонах, поступающий по подземному транспортеру с
широкополосного стана 2000. Порядок операций, которым подвергается лист в цехе
холодной прокатки, следующий:
·
снятие
окалины с поверхности горячекатаного листа;
·
прокатка
на стане холодной прокатки;
·
рекристаллизационный
отжиг;
·
дрессировка
и правка;
- обработка на агрегатах продольной и поперечной резки,
контроль качества, сортировка и упаковка продукции.
Очистка поверхности листа от окалины происходит на агрегатах
непрерывного травления. Травление металла производится в серной или соляной
кислотах. Травление соляной кислотой позволяет улучшить качество поверхности
горячекатаного металла и увеличить производительность линии.
Прокатка металла обычно осуществляется на непрерывных 4-ёх -
5-ти клетьевых станах. В последнее время широкое применение получили станы
бесконечной прокатки. Данные агрегаты снабжены петлевыми устройствами и в
отличие от непрерывных станов на них заправочная скорость необходима только
один раз, а в остальное время прокатка ведется на постоянной рабочей скорости.
Станы бесконечной прокатки оборудованы системами автоматизации, позволяющими
производить прокат с низкой разнотолщинностью и высокой плоскостностью.
Отжиг холоднокатаного металла осуществляется либо в
колпаковых печах, либо на агрегатах непрерывного горячего оцинкования. Отжиг в
колпаковых печах осуществляется в защитной атмосфере водорода или азота. Такая
технология проста, но обладает значительными недостатками: большая длительность
отжига, низкое качество поверхности, неравномерность свойств по длине листа.
Поэтому в настоящее время широко используются агрегаты непрерывного отжига.
Схема такого агрегата башенного типа («Севергал»), используемого на ПАО
«Северсталь».
Данный агрегат полностью автоматизирован и позволяет
производить прокат любого назначения.
На заключительной стадии производства холоднокатаного
оцинкованного проката осуществляется дрессировка с правкой и, по необходимости,
нанесение полимерного покрытия и обработка на агрегатах продольной и поперечной
резки.
.2
Анализ процессов структурообразования при отжиге проката
В процессе отжига холоднокатаного стального листа в материале
протекают три фундаментальных процесса, обусловленных термодинамической
нестабильностью микроструктуры холодного проката: возврат, рекристаллизация и
полиморфное фазовое превращение (аустенитизация) [2]. Кроме того, в
зависимости от химического и фазового состава стали, в ходе нагрева возможно
выделение и растворение вторых фаз. Указанные процессы могут происходить как
последовательно, так и параллельно, конкурируя друг с другом. В результате
конкуренции эволюция микроструктуры многократно усложняется [3−7].
Начнем обзор с возврата и рекристаллизации. При тех условиях
отжига, которые имеют место при производстве стального листа, эти два процесса
всегда развиваются параллельно, поэтому целесообразно рассматривать их
совместно.
Возврат и рекристаллизация
Рекристаллизация является реакцией зарождения и роста новых
зерен, очищенных от дислокационной субструктуры, которая была накоплена в
материале при деформации. Соответственно, ее кинетика определяется как
скоростью зарождения центров рекристаллизации, так и скоростью их последующего
роста [3,6]. Однако, если описание
роста не представляет больших сложностей, по крайней мере, в качественном
аспекте, то зарождение новых зерен является сложным, пока еще не до конца
изученным явлением [6]. Таким образом, основная проблема моделирования
рекристаллизации заключается в построении адекватной модели для описания
скорости зарождения.
Существует большое число полуэмпирических моделей
рекристаллизации, основанных на использовании уравнения Аврами [8−15].
Эти модели предсказывают практически значимые параметры: время
рекристаллизации, критическую температуру (температуру, при которой начинается
рекристаллизация в процессе нагрева), критическую деформацию (степень
деформации, превышение которой делает возможной рекристаллизацию в ходе отжига)
и конечный размер рекристаллизованного зерна. Однако им присущ один недостаток:
способности предсказания кинетики рекристаллизации ограничены тем диапазоном
материалов и режимов отжига, на базе которых были определены подгоночные
параметры модели. Это стимулировало фундаментальные исследования, которые
позволили сформулировать общие аналитические модели, основанные на
представлении об образовании центров рекристаллизации в результате эволюции
ячеистой и субзеренной структуры [16,17]. Хотя сами по себе
указанные модели непригодны для проведения количественных расчетов, но на их
основе позднее были предложены эффективные упрощенные методы, которые будут
рассмотрены ниже.
Инкубационное время образования потенциального
зародыша. На начальной стадии отжига в ходе возврата происходит
трансформация структуры, образовавшейся при холодной деформации, в субзеренную
структуру.
После холодной деформации образуется структура, морфология
которой определяется степенью деформации: хаотическое распределение дислокаций
- ячеистая структура - фрагментированная структура (в верхнем ряду слева
направо). В ходе возврата во всех случаях образуется субзеренная структура, но
с разным размером субзерна d и разным уровнем разориентировок.
На следующей стадии возврата происходит рост субзерна,
который и приводит, в конечном итоге, к образованию центра рекристаллизации.
Необходимое условие трансформации субзерна в центр рекристаллизации - это
наличие у него большеугловой границы (БУГ) или приобретение им БУГ в ходе
роста. Данное условие из-за низкой подвижности малоугловых границ (МУГ). Если
субзерно непосредственно примыкает к межзеренной границе, то оно уже с самого
начала имеет с одной стороны БУГ. В этом случае работает механизм вспучивания
границы (SIBM - Strain Induced Boundary Migration) и инкубационный период
для образования центра рекристаллизации не требуется [6].
Если субзерно не примыкает к границе, то оно может приобрести
БУГ в процессе своего роста. Это возможно в случае, когда его рост происходит
на фоне градиента ориентации, который является вполне характерным для
внутризеренной деформационной структуры. При наличии градиента разориентировка
на границе субзерна по мере его роста увеличивается и в некоторый момент
граница трансформируется из МУГ в БУГ. Только приобретая в течении некоторого
инкубационного периода подвижную границу, субзерно может стать потенциальным
центром рекристаллизации.
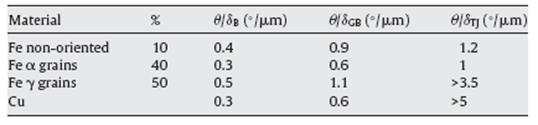
На примере α−железа в [18] было показано, что в
однофазном металле существуют места зарождения трех типов: вблизи тройных
стыков границ зерен, вблизи плоских участков границ и в объеме зерна. Градиент
ориентации был наибольшим вблизи тройных стыков, а наименьшим - внутри зерна.
Результаты измерения градиента суммированы в табл. 1.1.
Таблица 1.1. Градиент ориентации внутри зерна, около границ и
около тройных стыков после холодной прокатки с 60% обжатием [18]
В работе [18] были сделаны оценки инкубационных времен
образования зародышей для различных областей в холоднокатаном железе. Табл. 1.2
суммирует расчетные времена, необходимые для формирования эмбрионов в различных
областях.
Таблица 1.2. Расчетные инкубационные времена образования зародышей при
550°С
для различных областей в холоднокатанном железе (B - внутри зерна; GB - граница зерна; TJ -
тройной стык)
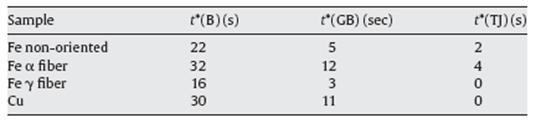
Видно, что инкубационные времена на тройных стыках крайне
маленькие, и образование зародышей происходит на самом начальном этапе отжига,
что согласуется с экспериментом (55% наблюдаемых зародышей через 5 секунд после
начала выдержки). Кроме того, в согласии с экспериментом модель предсказывает,
что в γ - волокнах по сравнению с α - волокнами образование
зародышей происходит быстрее. Относительно большое инкубационное время,
полученное в расчете для зарождения внутри зерна, также качественно согласуется
с экспериментом, в котором зафиксировано пренебрежимо малое число зерен,
зародившихся во внутреннем объеме. На рис. 1.3 время, требуемое для начала
образования зародышей на различных участках, наложено на экспериментальные данные
по кинетике рекристаллизации.
В заключении следует заметить, что количественное
сопоставление времен, приведенных в табл. 1.2, с экспериментом не имеет смысла,
поскольку большая часть зародышей изначально имеют подвижную большеугловую
границу, непосредственно примыкая к границе исходного зерна.
В то же время, образование БУГ является необходимым, но не
достаточным условием зарождения нового зерна. Оно обеспечивает требуемую
подвижность фронта рекристаллизации, но кроме этого нужна движущая сила, достаточная
для роста зародыша зерна. Обоснованный подход для определения этого второго
условия зарождения предложен в работах [19] и [20].
Критерий образования центра рекристаллизации. По
окончании инкубационного периода, в течение которого растущее субзерно приобретает
БУГ, возникает потенциальный зародыш нового зерна. То же самое имеет место уже
с самого начала рекристаллизационного отжига, если работает механизм
вспучивания межзеренной границы (SIBM) или
зарождение происходит в областях сильно локализованной деформации, например, на
крупных частицах второй фазы или в полосах сдвига, где уже при средних
деформациях встречаются большеугловые границы. Однако этот потенциальный
зародыш становится «жизнеспособным» (иначе говоря, центром рекристаллизации),
только когда движущая сила  достаточна, чтобы преодолеть силу поверхностного натяжения,
достаточна, чтобы преодолеть силу поверхностного натяжения,  (критерий Бейли-Хирша), где γ - поверхностная энергия, и r -
радиус субзерна. Это приводит к простому выражению для критического размера:
(критерий Бейли-Хирша), где γ - поверхностная энергия, и r -
радиус субзерна. Это приводит к простому выражению для критического размера:

где  - радиус, которого должно достигнуть
субзерно, чтобы стать жизнеспособным зародышем. Рис. 1.4 иллюстрирует
схематически процесс образования критического зародыша в случае механизма SIBM. Размер критического зародыша увеличивается со временем, поскольку уменьшается в ходе возврата. Возможность
зарождения тогда зависит от конкуренции между скоростью увеличения размера
критического зародыша и скоростью, с которой данное субзерно должно расти,
чтобы достигнуть критического размера [19].
- радиус, которого должно достигнуть
субзерно, чтобы стать жизнеспособным зародышем. Рис. 1.4 иллюстрирует
схематически процесс образования критического зародыша в случае механизма SIBM. Размер критического зародыша увеличивается со временем, поскольку уменьшается в ходе возврата. Возможность
зарождения тогда зависит от конкуренции между скоростью увеличения размера
критического зародыша и скоростью, с которой данное субзерно должно расти,
чтобы достигнуть критического размера [19].
Критический размер,  , превысив который субзерно преодолевает поверхностные силы и
начинает быстро расти, определяется с помощью уравнения (1.1). Оно отражает
конкуренцию между увеличением критического размера субзерна,
, превысив который субзерно преодолевает поверхностные силы и
начинает быстро расти, определяется с помощью уравнения (1.1). Оно отражает
конкуренцию между увеличением критического размера субзерна,  , в результате уменьшения движущей силы за
счёт возврата, и увеличением фактического размера растущего субзерна,
, в результате уменьшения движущей силы за
счёт возврата, и увеличением фактического размера растущего субзерна,  .
.
Пунктирная линия соответствует среднему размеру субзерна,  а заштрихованная область отражает наличие
некоторого диапазона размеров субзерна в образце. Схема показывает, что
зародышеобразование имеет место, если деформация выше некоторой критической,
а заштрихованная область отражает наличие
некоторого диапазона размеров субзерна в образце. Схема показывает, что
зародышеобразование имеет место, если деформация выше некоторой критической,  , которая обеспечивает достаточно большую
движущую силу G. Кроме того, для выполнения условия
, которая обеспечивает достаточно большую
движущую силу G. Кроме того, для выполнения условия  необходимо, чтобы и температура была выше
критической, при которой обеспечивается достаточно высокая скорость подрастания
субзерен. Первые зародыши образуются, когда заштрихованная область впервые
соприкасается с кривой . Это соответствует моменту, когда
наибольшее субзерно в популяции достигает критического размера. Со временем все
больше субзерен достигают критического размера, и, соответственно, формируется
всё больше зародышей.
необходимо, чтобы и температура была выше
критической, при которой обеспечивается достаточно высокая скорость подрастания
субзерен. Первые зародыши образуются, когда заштрихованная область впервые
соприкасается с кривой . Это соответствует моменту, когда
наибольшее субзерно в популяции достигает критического размера. Со временем все
больше субзерен достигают критического размера, и, соответственно, формируется
всё больше зародышей.
Для количественной оценки критерии образования центра
рекристаллизации будем предполагать, что скорость роста субзерна определяется
уравнением:
где  - скорость роста, М - подвижность
субграницы. Отметим, что движущая сила , используемая в [19], включает в себя вклад и от дислокаций,
из которых состоят границы субзерна, и от дислокаций внутри субзерна. Для
субзерна с начальным размером
- скорость роста, М - подвижность
субграницы. Отметим, что движущая сила , используемая в [19], включает в себя вклад и от дислокаций,
из которых состоят границы субзерна, и от дислокаций внутри субзерна. Для
субзерна с начальным размером  его текущий размер равен:
его текущий размер равен:
Далее, предполагается (это предположение основано на данных,
полученных в работах Хансена с соавторами [21,22]), что
распределение размера субзёрен, P(r), остается самоподобным во время их
роста, т.е. распределение нормированного размера субзёрен, P(c), где  является инвариантным. Распределения P(r) и P(c)
связаны соотношением:
является инвариантным. Распределения P(r) и P(c)
связаны соотношением:
В таком случае нет необходимости следить за ростом индивидуальных
субзёрен, а достаточно контролировать средний размер субзерна,  :
:
Для субзерна размером  , критерий (1.5) можно выразить через критическое значение
нормированного размера субзерна,
, критерий (1.5) можно выразить через критическое значение
нормированного размера субзерна,  :
:
В связи с уравнением (1.6), следует отметить особенность в
математическом описании взаимодействия между возвратом и рекристаллизацией.
Критический параметр  определяющий кинетику зарождения центров
рекристаллизации, зависит от того, как «движущая сила» и средний размер
субзерна изменяются в ходе нагрева. Оба процесса относятся к возврату:
изменение движущей силы равно полному изменению внутренней энергии, запасенной
в дислокационной субструктуре, а рост субзерна определяет только некоторую
часть от этого общего изменения запасенной энергии. Хотя эти процессы и не
являются независимыми, при моделировании кинетики образования центров
рекристаллизации они нуждаются в отдельном описании. Кинетика возврата как
эволюции запасенной энергии применительно к малоуглеродистым сталям была
проанализирована в ряде работ [23−25], результаты которых могут быть
использованы при моделировании функции G(t). Однако моделирование зависимости функции
является отдельной проблемой и
осложняется, в частности, из-за отсутствия количественной информации о
подвижности малоугловых границ.
определяющий кинетику зарождения центров
рекристаллизации, зависит от того, как «движущая сила» и средний размер
субзерна изменяются в ходе нагрева. Оба процесса относятся к возврату:
изменение движущей силы равно полному изменению внутренней энергии, запасенной
в дислокационной субструктуре, а рост субзерна определяет только некоторую
часть от этого общего изменения запасенной энергии. Хотя эти процессы и не
являются независимыми, при моделировании кинетики образования центров
рекристаллизации они нуждаются в отдельном описании. Кинетика возврата как
эволюции запасенной энергии применительно к малоуглеродистым сталям была
проанализирована в ряде работ [23−25], результаты которых могут быть
использованы при моделировании функции G(t). Однако моделирование зависимости функции
является отдельной проблемой и
осложняется, в частности, из-за отсутствия количественной информации о
подвижности малоугловых границ.
Скорость образования центров рекристаллизации. Выше
было рассмотрено инкубационное время t*,
необходимое для того, чтобы субзерно приобрело подвижную большеугловую границу.
Однако этого еще недостаточно, чтобы зарождение произошло. Это соображение
иллюстрирует рис. 1.6, на котором также показана характерная зависимость
нормированного критического размера зерна от времени. Инкубационный период
соответствует времени, необходимому, чтобы величина  оказалась меньше размера наибольшего
субзерна в распределении,
оказалась меньше размера наибольшего
субзерна в распределении,  В нормальном распределении у наибольшего
субзерна радиус был бы приблизительно в 3 раза больше среднего,
В нормальном распределении у наибольшего
субзерна радиус был бы приблизительно в 3 раза больше среднего,  . Распределение субзерен P(c) лучше всего описывается распределением
Рэлея [22]:
. Распределение субзерен P(c) лучше всего описывается распределением
Рэлея [22]:
В этом случае наибольшее субзерно примерно в 2.5 раза больше
среднего.
Присутствует начальное увеличение параметра  , которое происходит из-за наличия
быстрого возврата на первой стадии отжига [23,24], т.е. оно
определяется быстрым уменьшением движущей силы G(t) в уравнении (1.6). Однако, поскольку
возврат затем замедляется, значение начинает определяться ростом субзерна, т.е. зависимостью , в результате чего происходит уменьшение . Это означает, что все большее количество
субзерен становятся жизнеспособными зародышами (рис. 1.7). Разумеется, рост
субзерна дает вклад и в уменьшение запасенной энергии, но в данном случае
определяющее значение имеет появление субзерен закритического размера.
, которое происходит из-за наличия
быстрого возврата на первой стадии отжига [23,24], т.е. оно
определяется быстрым уменьшением движущей силы G(t) в уравнении (1.6). Однако, поскольку
возврат затем замедляется, значение начинает определяться ростом субзерна, т.е. зависимостью , в результате чего происходит уменьшение . Это означает, что все большее количество
субзерен становятся жизнеспособными зародышами (рис. 1.7). Разумеется, рост
субзерна дает вклад и в уменьшение запасенной энергии, но в данном случае
определяющее значение имеет появление субзерен закритического размера.
Если известны распределение размера субзёрен и число участков
образования зародышей, то можно определить скорость образования зародышей и их
число. Доля субзёрен, ставших зародышами рекристаллизации за время отжига
продолжительностью t, равна:
Если мы имеем распределение Рэлея (1.7), то для доли
субзерен, ставших зародышами, получается аналитическое выражение:

Зная эту долю, можно найти фактическое число зародышей, если
известны структурные особенности их образования. Например, когда образование
зародышей происходит на границах зерен, разумно предположить, что число
потенциальных участков зародышеобразования пропорционально числу субзерен в
приграничных областях. Учитывая, что удельная поверхность границ
пропорциональна  , а число субзерен на единицу площади
границы -
, а число субзерен на единицу площади
границы -  , получаем, что число зародышей на единицу
объёма пропорционально
, получаем, что число зародышей на единицу
объёма пропорционально  , где D − размер зерна.
, где D − размер зерна.
Следует отметить, что при моделировании
рекристаллизации нужно помнить о наличии как инкубационного периода образования
жизнеспособного зародыша (см. выше), так и инкубационного периода образования
критического зародыша среди жизнеспособных. Вопрос о том, какой из них является
определяющим, пока открыт, поскольку до настоящего времени не было проведено
количественного сопоставления моделей, разработанных на их основе, с
экспериментом. Однако определенные соображения можно высказать уже сейчас
исходя из имеющихся экспериментальных данных.
Согласно экспериментальным данным [14,27,28], большинство зародышей
появляется непосредственно вблизи границ зерен и, таким образом, с самого
начала существования субзеренной структуры они имеют большеугловую границу.
Более того, в процессе холодной прокатки при истинных деформациях ~1
наблюдаются большеугловые границы деформационного происхождения [21,29]. В качестве примера на
рис. 1.8 приведено распределения разориентаций в деформационной субструктуре,
сформировавшейся в холоднокатаной IF−стали после обжатия 75%.
Видно, что значительная доля границ имеет разориентировки
более 15º, то есть относятся к БУГ. Исходя из этого можно предположить,
что контролирующим кинетику зарождения является процесс образования
критического зародыша. Будет ли достаточен учет только этого механизма для
описания кинетики структурообразования при рекристаллизации или необходимо
дополнительно учитывать вклад субзерен, приобретающих большеугловую границу в
процессе отжига, должна показать практика моделирования.
Аустенитное превращение
Если в процессе отжига холоднокатаного листа температура
поднимается выше критической точки , термодинамически выгодным становится a®g превращение: зарождение и рост
аустенитной фазы. Оно имеет существенные особенности по сравнению с обратным
превращением (распадом аустенита), происходящим при охлаждении. Действительно,
кинетика распада аустенита практически полностью определяется химическим
составом стали и размером аустенитного зерна. В отличие от этого, кинетика
образования аустенита в феррито-перлито-бейнитных сталях, которые представляют
для нас интерес, зависит от большего числа структурных параметров. Среди них
такие как объемные доли и морфология отдельных фазовых составляющих (феррита,
перлита и бейнита), размер и распределение частиц цементита, межпластинчатое
расстояние в перлите. При этом на аустенитное превращение существенно влияют те
изменения в структуре, которые происходят в результате холодной прокатки и
последующей рекристаллизации. Наличие нерекристаллизованной структуры к началу
аустенитизации ускоряет превращение примерно на два порядка и существенно
влияет на параметры конечной структуры стального листа.
Данная работа в большей степени посвящена изучению кинетики
рекристаллизации феррита, поэтому аустенитное превращение в дальнейшем не
рассматривается.
.3
Деформационное упрочнение при холодной прокатке
Исследование и моделирование деформационного упрочнения во
время холодной прокатки является также очень важной задачей, поскольку
структура, которая формируется в процессе деформации, в значительной степени
определяет скорость протекания процессов структурообразования во время отжига.
В горячекатаном состоянии структура большинства исследуемых
сталей представляет собой либо практически полностью ферритную структуру, либо
смесь феррита с другой более твердой, чем феррит, составляющей (перлит, бейнит,
мартенсит) и мелкими частицами карбонитридов микролегирующих элементов. Такие
стали можно рассматривать как феррит, в котором частицы второй фазы играют роль
барьеров, повышающих скорость накопления дислокаций и тем самым модифицирующих
деформационное упрочнение.
Моделирование деформационного упрочнения в случае сложных
структур, содержащих значительную объемную долю более прочной, чем феррит,
составляющей, является более сложной задачей, поскольку требует учета
перераспределения пластической деформации между ферритом и твердой составляющей
[30−37].
Сначала рассмотрим модель деформационного упрочнения для
сталей с практически однофазной ферритной структурой.
Классическое уравнение эволюции структуры в деформируемом
поликристаллическом материале, согласующееся с экспериментальными данными,
имеет вид [38]:
где  средняя плотность дислокаций леса,
средняя плотность дислокаций леса,  размер зерна.
размер зерна.
Первое слагаемое в уравнении (1.10) описывает атермическое
накопление дислокаций леса в монокристалле, скорость которого обратно
пропорциональна средней длине свободного пробега,  , подвижных дислокаций. Поскольку в данном
случае накопление дислокаций может происходить только на уже имеющихся в структуре
дислокациях леса, то величина L
пропорциональна текущему расстоянию между этими дислокациями:
, подвижных дислокаций. Поскольку в данном
случае накопление дислокаций может происходить только на уже имеющихся в структуре
дислокациях леса, то величина L
пропорциональна текущему расстоянию между этими дислокациями:  .
.
Второе слагаемое описывает динамический возврат, то есть процессы,
приводящие к понижению плотности дислокаций леса. Скорость возврата
определяется уравнением реакции первого порядка (вопрос о том, почему она
пропорциональна первой степени плотности дислокаций леса - является предметом
дискуссий [38], однако такой закон согласуется с экспериментальными данными).
Коэффициенты K1 и K2 -
параметры модели, характеризующие, соответственно, скорости упрочнения и
динамического возврата в однофазном монокристалле. В поликристалле границы
зерен приводят к дополнительному накоплению дислокаций и, соответственно,
дополнительному деформационному упрочнению. В этом случае в уравнении (1.10)
добавляется третье слагаемое, зависящее от размера зерна. Если в структуре
присутствуют частицы второй фазы, дающие вклад в накопление дислокаций при
деформации, то вместо размера зерна, D, в уравнение подставляется некоторый эффективный размер,
учитывающий вклады, как границ зерен, так и частиц второй фазы [35].
Интегрирование уравнения (5.16) совместно с уравнением отклика:
дает описание кривой напряжение-деформация. Здесь  предел текучести материала за вычетом
вклада начальной плотности дислокаций
предел текучести материала за вычетом
вклада начальной плотности дислокаций 
 постоянный коэффициент порядка единицы,
постоянный коэффициент порядка единицы,  модуль вектора Бюргерса,
модуль вектора Бюргерса,  фактор Тейлора.
фактор Тейлора.
Модель деформационного упрочнения, основанная на численном решении
дифференциального уравнения типа (1.10) совместно с уравнением (1.11) может
быть основой для моделирования упрочняющего эффекта холодной прокатки
однофазных материалов, в процессе которой достигаются степени деформации
порядка 1 и более.
Переходя к сталям со смешанной микроструктурой, наибольшее
предпочтение получили эмпирические модели деформационного упрочнения отдельных
структурных составляющих, которые в дальнейшем используются при построении
моделей для двухфазных материалов. Наиболее часто встречается модифицированное
уравнение Людвига:
 ,
,
а также [31,39] уравнение Свифта:
 ,
,
где εp - пластическая деформация. Эмпирические модели /
уравнения обладают, по сравнению с физическими моделями, относительно узкими
пределами применимости. Тем не менее, подобная форма записи используется,
например, для определения экспоненты n, которая является
общепринятой характеристикой упрочнения.
Используя частные модели деформационного упрочнения для
отдельных структурных составляющих можно описать упрочнение сталей со смешанной
структурой, в частности, двухфазных сталей, с помощью правила смеси,
предполагая однородность деформаций структурных составляющих:
 ,
,
где fi, si, ei - объемная доля, деформирующее напряжение и
деформация i-ой компоненты смеси, соответственно. Далее индекс 1 будем
относить к матрице, которой в нашем случае является феррит, а 2 - ко второй
компоненте смеси (перлит, бейнит, мартенсит), которая является более прочной,
чем матрица. Однако в реальности довольно часто данное приближение (1.14) не
выполняются, поскольку компоненты пластически взаимодействуют, что приводит к
более сложному перераспределению напряжений и деформаций между ними.
Существуют и микромеханические модели, основанные на
разработанных методах континуальной механики, которые позволяют более корректно
решать проблему взаимодействия структурных составляющих и описывать кривую
упрочнения смеси. Общий подход сформулирован в работах [31,39]. Следуя ему, выделяют
три стадии: на первой стадии обе фазы деформируются упруго, на второй
стадии мягкая фаза деформируется пластически, а более жесткая упруго, а на
третьей − обе фазы деформируются пластически. В работах [31,39] рассматривается модель,
учитывающая влияние внутренних напряжений, возникающих в матрице при деформации
двухфазного материала в результате различия деформаций матрицы и включения.
Недостатком данной модели является то, что в ней не учитывается пластическая
деформация матрицы под действием указанных напряжений. Это приводит к завышению
уровня внутренних напряжений в тех случаях, когда вторая фаза значительно
прочнее матрицы, и, как следствие, к завышению среднего деформирующего
напряжения.
Более перспективной, по-видимому, является модель,
предложенная в работах Венга [40,41], поэтому ее
целесообразно рассмотреть подробнее. Модель основывается на теоретических
работах Эшелби [42], Кренера [43], Хилла [44] и других авторов по
микромеханике пластически неоднородных сред. Кренер на базе решения задачи о
включении Эшелби, разработал самосогласованную теорию, в которой напряжение в
частице второй фазы, вызванное ее пластической несовместностью с матрицей,
определяется упругими свойствами матрицы.
При таком подходе стесняющее действие матрицы зависит только
от ее упругих модулей и сохраняется постоянным в процессе деформации. Однако
Хилл показал, что стесняющее действие матрицы по мере увеличения степени
деформации ослабевает, и это необходимо учитывать при моделировании.
Впоследствии, Бервейер и Зауи [45] несколько упростили
метод моделирования Хилла, опираясь на представление о «секущих» модулях
матрицы в качестве характеристики ослабления ее стесняющего действия. В работе [41] секущие модули
используются совместно с приближением среднего поля, предложенным ранее Мори и
Танакой [46], для расчета эволюции
усредненных напряжений, действующих в каждой из структурных составляющих, в
процессе деформации.
В соответствии с подходом, упомянутом выше [31,39], при моделировании
выделяются три стадии взаимодействия между составляющими. На первой стадии обе
составляющие деформируются упруго, на второй - матрица деформируется
пластически, а более прочная вторая составляющая упруго, а на третьей стадии
обе составляющие деформируются пластически. На каждой стадии деформации и
напряжения для составляющих рассчитываются самосогласованным образом, с учетом
их упругого и пластического взаимодействия, а затем полученные величины
усредняются с учетом объемных долей составляющих. Несмотря на математическую
громоздкость метода расчета и большой объем вычислений, это подход, является,
по-видимому, единственным, способным адекватно описать системы, состоящие из
пластичной матрицы и значительно более твердых включений второй фазы, такие,
как феррит-перлит и, в особенности, феррит-мартенсит.
2. Экспериментальное исследование и моделирование
кинетики рекристаллизации феррита при изотермическом отжиге
В данном разделе описана методика исследования кинетики
рекристаллизации феррита холоднокатаных сталей в процессе изотермического
отжига при разных температурах с помощью комплекса Gleeble 3800 и приведены результаты,
полученные для 10 сталей. Кроме этого представлены количественные модели для
предсказания ее кинетики. Модели учитывают влияние химического состава стали,
параметры исходной структуры, режима отжига и предварительной деформации.
.1
Исследуемые стали и методика проведения эксперимента
Экспериментальные исследования кинетики рекристаллизации
выполнены для 10-ти марок сталей с химическим составом, значительно
отличающимся друг от друга по содержанию углерода, марганца, титана и ниобия
(табл. 2.1).
Таблица 2.1. Химический составы исследуемых сталей (масс.%)
|
Сталь
|
C
|
Mn
|
Si
|
Cr
|
Ni
|
Cu
|
Nb
|
V
|
Ti
|
N
|
Al
|
|
DX54D
|
0.005
|
0.1
|
0.02
|
0.02
|
0.02
|
0.02
|
0.003
|
0.005
|
0.061
|
0.005
|
0.03
|
|
HX220YD
|
0.004
|
0.5
|
0.07
|
0.03
|
0.03
|
0.03
|
0.003
|
0.004
|
0.064
|
0.005
|
0.037
|
|
HX260YD
|
0.006
|
0.72
|
0.07
|
0.03
|
0.01
|
0.02
|
0.002
|
0.004
|
0.066
|
0.005
|
0.037
|
|
CR210B2
|
0.005
|
0.54
|
0.02
|
0.02
|
0.01
|
0.02
|
0.016
|
0.003
|
0.016
|
0.004
|
0.024
|
|
HX260BD
|
0.005
|
0.63
|
0.02
|
0.04
|
0.01
|
0.02
|
0.015
|
0.003
|
0.021
|
0.004
|
0.03
|
|
08Ю
|
0.05
|
0.16
|
0.03
|
0.03
|
0.03
|
0.04
|
0.002
|
0.002
|
0.002
|
0.005
|
0.04
|
|
HX300LAD
|
0.06
|
0.32
|
0.03
|
0.02
|
0.01
|
0.02
|
0.023
|
0.002
|
0.014
|
0.004
|
0.04
|
|
08ПС
|
0.07
|
0.18
|
0.04
|
0.03
|
0.03
|
0.05
|
0.001
|
0.002
|
0.002
|
0.005
|
0.03
|
|
CR420LA
|
0.09
|
0.83
|
0.02
|
0.03
|
0.03
|
0.05
|
0.061
|
0.003
|
0.002
|
0.005
|
0.04
|
|
DP600
|
0.09
|
1.65
|
0.2
|
0.44
|
0.02
|
0.04
|
0.003
|
0.007
|
0.002
|
0.006
|
0.04
|
Все исследования кинетики рекристаллизации холоднокатаных
сталей при их изотермическом отжиге выполнены с помощью комплекса Gleeble 3800 с использованием
образцов. Кинетику процесса для рассматриваемых сталей изучали при температурах
в интервале 550÷750ºС.
Представлены начальные участки кривых растяжения, видно, что
кривые являются достаточно гладкими, что позволяет с хорошей точностью
определить стандартный предел текучести,  отвечающий пластической деформации 0.02% и на основании
полученных результатов, обычным способом, получить данные по
рекристаллизованным долям).
отвечающий пластической деформации 0.02% и на основании
полученных результатов, обычным способом, получить данные по
рекристаллизованным долям).
В этом случае, начиная с выдержки 5 с, кривые имеют более сложный
вид. На них появляется достаточно выраженный зуб текучести, высота которого растет
с увеличением времени выдержки). Не останавливаясь здесь на причинах появления
зуба, отметим, что в данном случае в качестве предела текучести выбирали нижний
предел, точное определение которого не так однозначно.
Определение предела текучести по кривым деформирования в случае
температуры отжига 600ºС (рис.
2.5 (а, б)) также характеризуется некоторой неопределенностью.
В связи с отмеченными моментами было решено опробовать другой
метод фиксации кинетики разупрочнения металла, основанный на измерениях твердости.
Твердость образцов в зоне приварки термопары определяли после их охлаждения до
комнатной температуры с достаточно высокой скоростью (10ºС/с).
В табл. 2.2 приведены данные по измерению предела текучести, а
также твердости для образцов, отожженных при 600ºС. Средние значения твердости определяли
по результатам 5 измерений.
Таблица 2.2. Результаты измерений предела текучести и твердости
стали 08Ю после рекристаллизационного отжига при температуре 600ºС
|
Время отжига, с
|
 МПаТвердость, HV5 МПаТвердость, HV5
|
|
|
|
1
|
2
|
3
|
4
|
5
|
Среднее
значение
|
|
0
|
390.7
|
137.0
|
140.1
|
142.5
|
142.6
|
147.7
|
142.6
|
|
30
|
333.8
|
108.9
|
135.8
|
130.4
|
124.9
|
131.5
|
131.9
|
|
60
|
275.5
|
88.4
|
94.9
|
85.1
|
92.0
|
89.6
|
90.0
|
|
120
|
218.7
|
80.4
|
85.2
|
83.2
|
87.4
|
79.3
|
83.1
|
|
300
|
210.2
|
77.7
|
73.7
|
78.5
|
82.0
|
74.8
|
77.3
|
|
600
|
205.1
|
75.7
|
75.2
|
78.1
|
77.9
|
73,8
|
76.1
|
Для получения дополнительных данных по степени
рекристаллизации стали при рассматриваемой температуре был выполнен
металлографический анализ. Весь набор микроструктур холоднокатаной стали 08Ю
после отжига разной длительности при 600ºС приведен на рис. 2.6.
Размер зерна феррита в полностью рекристаллизованной структуре (выдержка 600 с)
сравнительно мал и составляет 5.8 мкм (здесь и везде ниже приводится объемный
размер зерна).
Полученные прямым измерением рекристаллизованные доли,
соответствующие 10 и 30 с выдержкам (30 и 70%, соответственно). Сравнение
обсуждаемых результатов показывает, что все использованные методы дают близкие
результаты. При этом данные, полученные по методу измерения твердости, ложатся
на более гладкую кривую и нескольку лучше согласуются с металлографией.
На основании проведенного сопоставления данных по
степени рекристаллизации рассматриваемой стали, полученных разными методами,
было решено для всех других сталей использовать метод, основанный на измерениях
твердости, который представляется более простым и надежным. Отметим, что во
многих работах, где проводились аналогичные измерения, был использован именно
метод твердости.
2.2
Результаты исследований кинетики рекристаллизации феррита
Ниже представлены результаты проведенного исследования
кинетики рекристаллизации феррита и конечные микроструктуры для различных марок
сталей.
Сталь DX54D. Для данной стали исследования кинетики рекристаллизации проведены
при температурах отжига 650, 700 и 750ºС и двух степенях деформации холодной
прокатки  0.57 и 0.79.
0.57 и 0.79.
Сталь HX220YD. Исследования кинетики рекристаллизации
проведены при температурах отжига 650, 700 и 750ºС. Деформация холодной прокатки стали
составляла  0.67.\
0.67.\
Сталь HX260YD. Для данной стали исследование кинетики рекристаллизации
после деформации холодной прокатки  0.66 проведено при трех температурах отжига 625, 675 и 700ºС.
0.66 проведено при трех температурах отжига 625, 675 и 700ºС.
Сталь CR210B2. Для данной стали исследование кинетики рекристаллизации после двух
деформаций холодной прокатки 0.69 и 0.76 проведены при трех температурах отжига 650, 700 и 750ºС.
Сталь HX260BD. Для данной стали исследование кинетики рекристаллизации
после деформации холодной прокатки 0.72 проведено при трех температурах отжига 625, 675 и 700ºС.
Сталь HX300LAD. Для данной стали исследование кинетики рекристаллизации после
деформации холодной прокатки 0.68 проведено при трех температурах отжига 600, 650 и 700ºС.
Сталь 08ПС.
Для данной стали исследование кинетики рекристаллизации после двух
деформаций холодной прокатки 0.58 и 0.72 проведены при трех температурах отжига 550, 600 и 650ºС.
Сталь CR420LA. Для данной стали исследование кинетики рекристаллизации
после двух деформаций холодной прокатки 0.54 и 0.61 проведены при трех температурах отжига 520, 550 и 580ºС.
Сталь DP600. Для данной стали исследование кинетики рекристаллизации
после двух деформаций холодной прокатки 0.61 и 0.66 проведены при трех температурах отжига 600, 650 и 670 ºС.
.3
Краткий анализ влияния различных факторов на кинетику рекристаллизации
исследуемых сталей
Влияние степени деформации. На рис. 2.35 сравниваются
кинетические кривые рекристаллизации при различных температурах отжига для
образцов сталей DX54D и 08ПС с разными степенями холодной деформации. Размеры зерен
после ГП для сталей DX54D и 08ПС близки к 12.1 и 11.5 мкм, соответственно.
Как следовало ожидать, приведенные данные показывают, что с
повышением степени деформации для всех рассматриваемых сталей рекристаллизация
ускоряется, что особенно заметно проявляется при более низких температурах
отжига.
Влияние содержания углерода. Влияние содержания углерода на кинетику рекристаллизации можно
продемонстрировать, сравнив соответствующие кривые для сталей HX220YD (С = 0.004%) и HX300LAD (С = 0.06%), имеющих одинаковую
деформацию холодной прокатки (0.67).
В стали с более высоким содержанием углерода (HX300LAD) при данной температуре отжига рекристаллизация протекает гораздо
быстрее. При этом, однако, нужно иметь в виду, что «быстрая» сталь одновременно
содержит заметно меньше Mn, который согласно литературным данным, оказывает значительный
замедляющий эффект на скорость процесса.
Влияние содержания марганца. Отмеченный выше замедляющий эффект, который оказывает Mn, находящийся в твердом растворе,
подтверждается сравнением кривых рекристаллизации сталей DX54D (Mn = 0.1%) и HX220YD (Mn = 0.5%), полученных для различных температур отжига (рис. 2.37).
Из приведенного ниже рисунка видно, что сталь с более низким содержанием Mn при
температурах 650 и 700ºС
рекристаллизуется значительно быстрее. Можно полагать, что такая разница не
может быть связана со сравнительно небольшим различием в степенях деформации
рассматриваемых сталей.
Влияние содержания ниобия и титана. Влияние содержания микролегирующих элементов, таких как Nb и Ti на кинетику рекристаллизации можно продемонстрировать, сравнив
соответствующие кривые для сталей 08ПС (Nb, Ti = 0.002%) и HX300LAD (Nb = 0.023%, Ti = 0.014%),
имеющих близкие составы по содержанию углерода и марганца.
Из приведенного выше рисунка (рис. 2.38) видно, что сталь с
небольшими добавками Nb и Ti при температурах 600 и 650ºС рекристаллизуется значительно медленнее.
Можно обоснованно полагать, что обсуждаемые эффекты легирования указанными
элементами (включая и другие элементы) на скорость рекристаллизации обусловлены
уровнем их концентрации в твердом растворе феррита, что необходимо будет
учитывать при дальнейшем математическом моделировании процесса.
Завершая данный раздел, отметим, что полученная базы
экспериментальных данных по кинетике рекристаллизации и размерам конечного
зерна феррита для холоднокатаного оцинкованного листа 10 сталей послужит
основой при калибровке разрабатываемой математической модели данного процесса.
2.4
Моделирование рекристаллизации феррита в зависимости от параметров деформации,
температуры отжига и химического состава
Существующие модели рекристаллизации не позволяют
предсказывать кинетику рекристаллизации и параметры конечной микроструктуры в
зависимости от химического состава стали, ее исходной структуры, степени
деформации и режима отжига. Современное состояние физической теории структурных
превращений при отжиге позволяет разработать модель, пригодную для
количественного описания кинетики формирования рекристаллизованной структуры. В
то же время, ряд структурных и кинетических параметров остается неизвестными
(например, энергии и подвижности субзеренных границ), что предопределяет
наличие свободных параметров модели, значения которых должны быть получены на
базе экспериментальных исследований.
В данном разделе представлены количественные модели для
предсказания кинетики рекристаллизации феррита во время отжига холоднокатаного
листа. Модели учитывают влияние химического состава стали на кинетику процесса,
протекающего в условиях, когда все легирующие элементы замещения находятся в
твердом растворе. При построении модели используются следующие предположения:
. Будем считать, что потенциальные зародыши
рекристаллизованных зерен образуются вблизи границ исходных зерен феррита и
имеют большеугловую границу уже на начальной стадии эволюции структуры. Другие
возможные механизмы зарождения (зарождение на субструктуре деформированного
феррита) в модели не учитываются.
. Зарождение и рост зерен феррита описывается в рамках
приближения сферической формы.
. Субзерна, сформировавшиеся во время холодной
деформации, характеризуются одинаковой движущей силой и, для дальнейшего роста,
подвижностью границ.
Основные уравнения модели
Моделируя процессы зарождения центров рекристаллизации и их
последующий рост, будем использовать подход, предложенный в работах [18−20].
Для доли объема, который составляет так называемый продолженный
объем рекристаллизованного металла,  , запишем:
, запишем:
где  количество зародышей в i-ом размерном классе со средним радиусом
количество зародышей в i-ом размерном классе со средним радиусом 
 количество размерных классов. Расчет
реальной доли рекристализованного объема,
количество размерных классов. Расчет
реальной доли рекристализованного объема,  осуществляется на основании формулы:
осуществляется на основании формулы:

Расчет движущего давления рекристаллизации. Движущее давление рекристаллизации представляет собой плотность
избыточной энергии деформированного материала, которую можно связать с
плотностью генерируемых дислокаций,  , следующим образом:
, следующим образом:
где μ - модуль сдвига феррита; b - модуль вектора
Бюргерса дислокаций.
Известно, что пространственное распределение плотности
дислокаций по объему зерен деформированного поликристалла является
неоднородным. В областях, прилегающих к границам зерен, плотность дислокаций
существенно выше, чем в их центре. Такое распределение дислокаций должно
приводить к тому, что движущее давление рекристаллизации будет изменяться по
мере развития процесса, что особенно важно на стадии роста зерен. Поскольку
рекристаллизованные зерна возникают в основном по границам зерен феррита, то на
ранних стадиях процесса рассматриваемое давление будет максимальным, а по мере
его развития оно должно убывать до некоторого минимального значения. Учитывая
этот момент, для плотности дислокаций, с использованием которой производится
расчет движущего давления по формуле (4.14), запишем:

где  средняя плотность дислокаций, вычисляемая
в зависимости от степени пластической деформации (см. ниже);
средняя плотность дислокаций, вычисляемая
в зависимости от степени пластической деформации (см. ниже);  эмпирические параметры модели. Формула
(2.4) обеспечивает максимальность движущего давления в начале процесса
рекристаллизации (
эмпирические параметры модели. Формула
(2.4) обеспечивает максимальность движущего давления в начале процесса
рекристаллизации ( ) и его плавное снижение по мере
приближения границ рекристаллизованных зерен к центру исходного зерна аустенита
(
) и его плавное снижение по мере
приближения границ рекристаллизованных зерен к центру исходного зерна аустенита
( ).
).
Для расчёта средней плотности дислокаций использована формула,
связывающая эту величину с деформационным упрочнением, на основании которой
можно записать:
где  − разность между пределом текучести
холодно − и горячекатаного металла;
− разность между пределом текучести
холодно − и горячекатаного металла;  фактор Тейлора, принимаемый равным 2.7
для феррита;
фактор Тейлора, принимаемый равным 2.7
для феррита;  0.33.
0.33.
При расчете модуля сдвига μ в (2.3) и (2.5) использовали формулу,
принимающую во внимание его температурную зависимость [47]:

где  температура (°С).
температура (°С).
Изменение запасенной энергии в процессе возврата можно
количественно оценить, описав изменение дислокационного вклада в упрочнение Ds, определяемого соотношением (2.5). Для
этой цели можно воспользоваться уравнением, полученным в работе [26]:

где  и
и  соответственно, энергия и объём активации процесса возврата,
которые полагаются независимыми от температуры и химического состава;
соответственно, энергия и объём активации процесса возврата,
которые полагаются независимыми от температуры и химического состава;  частота Дебая;
частота Дебая;  модуль Юнга.
модуль Юнга.
Уравнение (2.7) было успешно использовано при моделировании
кинетики возврата в феррите [23]. В этой работе на основе данных исследования
кинетики возврата в феррите показано, что энергия активации и активационный
объем процесса значительно зависят от температуры.
Как видно из приведенных данных, с ростом температуры от ~ 300 до
450 ºС энергия
активации возрастает от ~ 175 до 250 кДж/моль. Верхняя граница данного
интервала близка к энергии активации самодиффузии, а нижняя − к энергии
активации трубочной диффузии. При возрастании температуры от 450ºС имеет место уменьшение величины
активационного объема (рис. 2.40).
При моделировании кинетики рекристаллизации были выбраны следующие
значения энергии активации и активационного объема:
Расчет скорости зарождения. Как было отмечено выше, в модели полагается, что зарождение
рекристаллизованных субзерен происходит вблизи границ исходных зерен феррита. В
соответствии с этим для расчета объемной плотности субзерен,  , будем использовать формулу:
, будем использовать формулу:
где  площадь границ зерен феррита в единице
его объема;
площадь границ зерен феррита в единице
его объема;  размер исходного зерна феррита;
размер исходного зерна феррита;  степень деформации;
степень деформации;  радиус субзерна;
радиус субзерна;  подгоночный параметр модели.
подгоночный параметр модели.
Зависимость удельной площади границ зерен деформированного
феррита от степени деформации имеет вид [18]:

Данная формула учитывает превращение сферического зерна в
эллипсоид в процессе деформации прокаткой.
Будем считать, что по мере развития процесса рекристаллизации
число субзерен, из которых формируются зародыши рекристаллизованных зерен,
дополнительно уменьшается за счет их поглощения растущими зернами,
образовавшимися на более ранних стадиях процесса. В соответствии с этим
запишем:
где  площадь границ, занимаемая
рекристаллизованными зернами;
площадь границ, занимаемая
рекристаллизованными зернами;  параметр, учитывающий анизотропию скорости роста зерен в
направлениях вдоль и поперек границ исходных зерен.
параметр, учитывающий анизотропию скорости роста зерен в
направлениях вдоль и поперек границ исходных зерен.
Для скорости образования зародышей рекристаллизованных зерен в
единице объема можно записать:
где  доля субзерен, сформировавших зародышами
рекристаллизации.
доля субзерен, сформировавших зародышами
рекристаллизации.
Расчет скорости роста. В рассматриваемой модели расчет скорости роста субзерен и зерен
выполняется на основании выражения:
где  - скорость роста, М - подвижность
субграниц / границ,
- скорость роста, М - подвижность
субграниц / границ,  движущее давление. Соответственно, радиус
субзерна в момент времени t равен:
движущее давление. Соответственно, радиус
субзерна в момент времени t равен:
где  - начальный размер субзерна, который
будем рассчитывать следующим образом [48]:
- начальный размер субзерна, который
будем рассчитывать следующим образом [48]:

где  деформационное упрочнение при холодной
прокатке;
деформационное упрочнение при холодной
прокатке;  подгоночный параметр модели.
подгоночный параметр модели.
Размер зерна, зародившегося в момент времени t, к моменту t, равен:
где начальный размер зерна, равный
соответствующему критическому размеру субзерна (см. уравнение (1.1)).
начальный размер зерна, равный
соответствующему критическому размеру субзерна (см. уравнение (1.1)).
Для вычисления подвижности границ рекристаллизованных зерен,  , будем использовать формулу:
, будем использовать формулу:

где  и
и  соответственно, энергия и энтропия активации процесса
диффузионной перестройки структуры, контролирующего движение границ рекристаллизованных
зерен;
соответственно, энергия и энтропия активации процесса
диффузионной перестройки структуры, контролирующего движение границ рекристаллизованных
зерен;  совокупность средних концентраций
совокупность средних концентраций  легирующих элементов в твердом растворе
(эти концентрации представляют собой доли узлов подрешеток замещения и
внедрения, занятых, соответственно, атомами легирующих элементов замещения
(ЛЭЗ) и углерода; отметим, что концентрация
легирующих элементов в твердом растворе
(эти концентрации представляют собой доли узлов подрешеток замещения и
внедрения, занятых, соответственно, атомами легирующих элементов замещения
(ЛЭЗ) и углерода; отметим, что концентрация отличается от среднемассовой концентрации углерода в стали (см.
ниже));
отличается от среднемассовой концентрации углерода в стали (см.
ниже));  постоянный параметр;
постоянный параметр;  и имеют обычное значение. Следуя подходу, использованному в работе
[49], энтропию активации процесса роста зерна будем рассчитывать как:
и имеют обычное значение. Следуя подходу, использованному в работе
[49], энтропию активации процесса роста зерна будем рассчитывать как:  где
где  эмпирический параметр модели.
эмпирический параметр модели.
Эффективную энергию активации процесса,  будем считать пропорциональной энергии
активации самодиффузии (ЭАСД):
будем считать пропорциональной энергии
активации самодиффузии (ЭАСД):  где
где  ЭАСД;
ЭАСД;  эмпирический параметр. ЭАСД рассчитывали в зависимости от
химического состава его твердого раствора по следующей формуле [49]:
эмпирический параметр. ЭАСД рассчитывали в зависимости от
химического состава его твердого раствора по следующей формуле [49]:

При расчете подвижности границ субзерен будем использовать следующее
выражение:

где  параметр модели.
параметр модели.
Расчет размера рекристаллизованного зерна. Важным параметром рекристаллизованной структуры является конечный
размер зерна,  В работе [50] показано, что конечный
размер рекристаллизованного зерна феррита не зависит от температуры отжига в
интервале температур 600 - 750ºС (от кинетики процесса), а определяется только его
исходной структурой и степенью деформации. Анализ экспериментальных данных,
полученных в настоящей работе (см. раздел 2.2), подтверждает данное
утверждение. Исходя из этого для размера рекристаллизованого зерна можно
записать:
В работе [50] показано, что конечный
размер рекристаллизованного зерна феррита не зависит от температуры отжига в
интервале температур 600 - 750ºС (от кинетики процесса), а определяется только его
исходной структурой и степенью деформации. Анализ экспериментальных данных,
полученных в настоящей работе (см. раздел 2.2), подтверждает данное
утверждение. Исходя из этого для размера рекристаллизованого зерна можно
записать:
где  объемная плотность рекристаллизованных
зерен:
объемная плотность рекристаллизованных
зерен:
где  геометрический фактор;
геометрический фактор;  критический размер рекристаллизованного
зерна, зависящий от движущего давления рекристаллизации в начальный момент
времени. Соответственно, для размера рекристаллизованного зерна получим:
критический размер рекристаллизованного
зерна, зависящий от движущего давления рекристаллизации в начальный момент
времени. Соответственно, для размера рекристаллизованного зерна получим:
Краткая характеристика численного алгоритма моделирования. В рамках используемой численной модели непрерывная эволюция
системы зерен во времени моделируется как последовательность изменений,
происходящих за малые интервалы времени (шаги)  На каждом временном шаге вычисления формируется новый класс зерен
с критическим размером . Изменение функции распределения в
дальнейшем происходит только за счет роста образовавшихся зародышей зерен, при
этом каждый класс зерен растет независимо от друг друга.
На каждом временном шаге вычисления формируется новый класс зерен
с критическим размером . Изменение функции распределения в
дальнейшем происходит только за счет роста образовавшихся зародышей зерен, при
этом каждый класс зерен растет независимо от друг друга.
Калибровка модели и сравнение результатов
моделирования с экспериментом
Алгоритм численного решения представленных выше уравнений,
описывающих кинетику рекристаллизации феррита для произвольного режима
термообработки, был реализован в разработанной компьютерной программе FerEvol. Данная программа
позволяет достаточно быстро выполнять большие объемы вычислений, которые
необходимо проводить при поиске набора оптимальных значений эмпирических
параметров модели в процессе ее калибровки на основании сравнения результатов
расчета с данными эксперимента.
Для калибровки модели использована база экспериментальных данных
для 10 сталей (табл. 2.1). Значения параметров, необходимые при моделировании,
а также размер конечного рекристаллизованного зерна феррита,  приведены в табл. 2.2.
приведены в табл. 2.2.
Таблица 2.2. Значения параметров модели рекристаллизации
|
Сталь
|
  , МПа , МПа , мкм , мкм , мкм , мкм
|
|
|
|
|
DX54D
|
0.57
|
325.5
|
12.1
|
14
|
|
0.79
|
477.2
|
12.1
|
17.4
|
|
HX220YD
|
0.67
|
431.5
|
11.9
|
9.44
|
|
HX260YD
|
0.66
|
396.3
|
9.4
|
8.63
|
|
CR210B2
|
0.69
|
433.3
|
13.4
|
10.02
|
|
0.76
|
463.4
|
12.6
|
9.38
|
|
HX260BD
|
0.72
|
441.2
|
9.6
|
7.73
|
|
08Ю
|
0.79
|
467.3
|
9.1
|
7.24
|
|
HX300LAD
|
0.68
|
418.8
|
9.7
|
7.22
|
|
08ПС
|
0.58
|
464.5
|
11.5
|
8.70
|
|
0.72
|
552.7
|
11.5
|
7.45
|
|
CR420LA
|
0.54
|
403.4
|
7
|
7.58
|
|
0.61
|
454.3
|
7
|
7.23
|
|
DP600
|
0.47
|
376.8
|
6.7
|
4.37
|
|
0.58
|
404.3
|
6.7
|
4.37
|
Процедура калибровки модели заключалась в последовательном
поиске оптимальных значений набора эмпирических параметров модели,
обеспечивающих минимальность отклонений результатов расчета от данных
эксперимента. Параметры модели, значения которых были определены при
калибровке, представлены в табл. 2.3.
Таблица 2.3. Значения эмпирических параметров модели
Результаты показывают, что модель дополнительно обеспечивает
достаточно высокую точность предсказания размера рекристаллизованного зерна
феррита, которая сравнима с погрешностью экспериментального определения этого
параметра.
Разработанная модель адекватно реагирует на изменение
концентрации основных легирующих элементов (Mn, Si, Nb, Ti), что показывает высокую
эффективность используемого подхода к учету влияния легирования элементами
замещения. Для примера ниже показано влияние содержания марганца и ниобия на
кинетику протекания рекристаллизации стали 08 пс, отжигаемой при температуре
650ºС:
Не удалось достичь хорошего согласия с экспериментом для
сталей, с высоким содержанием углерода при температурах ниже < 600ºC (рис. 2.42 а, б, в). Возможно, что дополнительное тормозящее
действие на рекристаллизацию оказывают карбиды железа, которые не успевают
раствориться при низких температурах.
Отметим, что представленная модель позволяет предсказывать
кинетику рекристаллизации феррита не только в условиях изотермической выдержки,
но и при произвольном непрерывном нагреве. Для демонстрации возможности
практического применения описанной выше модели рекристаллизации холоднокатаного
металла на рис. 2.45 приведены результаты расчета кинетики рекристаллизации
деформированного феррита, а также другие данные, которые получены при
моделировании процесса в условиях непрерывного нагрева до температуры 600°С с разными скоростями (2, 10 и 50°С/с) и последующей изотермической
выдержки. Расчеты выполнены для стали произвольно выбранного состава (08 пс).
При этом полагали:  мкм,
мкм,  ,
,  МПа.
МПа.
3. Моделирование деформационного упрочнения при холодной прокатке
Моделирование деформационного упрочнения во время холодной
прокатки является также очень важной задачей, поскольку структура, которая
формируется в процессе деформации, в значительной степени определяет скорость
протекания процессов структурообразования во время отжига. В данном разделе
представлены количественные модели для описания деформационного упрочнения при
холодной прокатке.
При построении количественных моделей для описания деформационного
упрочнения сталей со смешанной структурой использовалось правило смеси,
предполагая однородность деформации структурных составляющих.

где  - объемные доли и деформационное
упрочнение феррита, перлита и бейнита.
- объемные доли и деформационное
упрочнение феррита, перлита и бейнита.
При расчете упрочнения отдельных структурных составляющих были
получены частные модели, основанные на уравнении Людвига [51]. В частности для
феррита:

В выражение (3.2) значение коэффициента деформационного
упрочнения,  , определяется размером зерна феррита.
Аналогичное влияние размера зерна феррита на коэффициент деформационного
упрочнения было показано и в работах.
, определяется размером зерна феррита.
Аналогичное влияние размера зерна феррита на коэффициент деформационного
упрочнения было показано и в работах.
Для перлита и бейнита были получены следующие выражения:

где  - средне - интегральная температура
протекания перлитного превращения, ºC;
- средне - интегральная температура
протекания перлитного превращения, ºC;  - размер бейнитного пакета, мм. В
выражениях (3.3-3.4) значение коэффициента деформационного упрочнения, как и в
случае для феррита, также определяется размером структурного элемента.
- размер бейнитного пакета, мм. В
выражениях (3.3-3.4) значение коэффициента деформационного упрочнения, как и в
случае для феррита, также определяется размером структурного элемента.
Калибровка модели осуществлялась на базе экспериментальных данных,
полученных в промышленных условиях для ряда сталей. Все структурные параметры
(табл. 3.1), необходимые при расчетах, были получены с помощью программы СТАН
2000, позволяющей с достаточно высокой точностью описывать эволюцию структуры
во время горячей прокатки и контролируемого охлаждения. Ниже в табл. 3.1 и на
рис. 3.2 показаны результаты расчетов.
Таблица 3.1. Значения параметров модели деформационного упрочнения
и результаты расчетов
|
Марка
|
PF
|
PE
|
B
|
 , мкм , мкм , мкм , мкм , ºС , ºС   ε, % ε, %
|
|
|
|
|
|
|
|
08Ю
|
96.2
|
3.8
|
0
|
11.9
|
0
|
815
|
0.70
|
353
|
384
|
8,9
|
|
SAE1006
|
96.2
|
3.8
|
0
|
12.5
|
0
|
826
|
0.65
|
430
|
372
|
13,5
|
|
SAE1006
|
96.2
|
3.8
|
0
|
13.5
|
0
|
817
|
0.75
|
428
|
399
|
6,8
|
|
CHES 06
|
100
|
0
|
0
|
10.2
|
0
|
822
|
0.70
|
348
|
374
|
7,5
|
|
CHES 10
|
95.9
|
4.1
|
0
|
7.2
|
0
|
838
|
0.77
|
385
|
401
|
4,1
|
|
CHES 30
|
95.7
|
4.3
|
0
|
6.4
|
0
|
793
|
0.58
|
320
|
357
|
11,7
|
|
CHES 30
|
95.7
|
4.3
|
0
|
6.2
|
0
|
790
|
0.63
|
373
|
369
|
1,1
|
|
CHES 30
|
92.5
|
7.5
|
0
|
10.2
|
0
|
798
|
0.67
|
471
|
386
|
18,0
|
|
CHES 30
|
96.8
|
3.2
|
0
|
6.5
|
0
|
804
|
0.69
|
460
|
379
|
17,7
|
|
CHES 30
|
97.7
|
2.3
|
0
|
6.8
|
0
|
810
|
0.75
|
372
|
389
|
4,6
|
|
CHES 30
|
93.8
|
6.2
|
0
|
5.8
|
0
|
773
|
0.69
|
353
|
387
|
9,6
|
|
CHES 60
|
78.9
|
21.1
|
0
|
5.3
|
0
|
710
|
0.51
|
396
|
391
|
1,3
|
|
CHES 60
|
78.9
|
21.1
|
0
|
5.4
|
0
|
711
|
0.58
|
458
|
405
|
11,5
|
|
01ЮТ
|
100
|
0
|
0
|
9.2
|
0
|
851
|
0.79
|
317
|
396
|
25,0
|
|
CR210B2
|
100
|
0
|
0
|
12.7
|
0
|
852
|
0.71
|
348
|
376
|
7,9
|
|
CR210B2
|
80.4
|
0
|
19.6
|
19.2
|
12.0
|
839
|
0.73
|
364
|
374
|
2,9
|
|
CR3
|
100
|
0
|
0
|
9.3
|
0
|
862
|
0.77
|
393
|
392
|
0,4
|
|
DC01
|
95.5
|
4.5
|
0
|
6.5
|
0
|
801
|
0.70
|
379
|
384
|
1,2
|
|
DX54D
|
100
|
0
|
0
|
9.5
|
0
|
847
|
0.77
|
392
|
0,1
|
|
DX54D
|
100
|
0
|
0
|
15.0
|
0
|
879
|
0.77
|
396
|
396
|
0,0
|
|
DX56D
|
100
|
0
|
0
|
13.6
|
0
|
874
|
0.79
|
396
|
400
|
1,1
|
|
S235JR
|
82
|
18
|
0
|
7.6
|
0
|
683
|
0.75
|
390
|
434
|
11,2
|
|
S235JR
|
88.3
|
11.7
|
0
|
5.3
|
0
|
726
|
0.65
|
484
|
393
|
18,7
|
|
S315MC
|
95.1
|
4.9
|
0
|
7.5
|
0
|
733
|
0.60
|
363
|
363
|
0,1
|
|
S355MC
|
60.6
|
0
|
39.4
|
7.8
|
4.3
|
687
|
0.72
|
306
|
361
|
18,0
|
|
S460MC
|
1.6
|
0
|
98.3
|
1.1
|
8.7
|
657
|
0.65
|
331
|
331
|
0,0
|
|
SGRC340
|
100
|
0
|
0
|
12.8
|
0
|
832
|
0.69
|
379
|
371
|
2,2
|
|
DX54D
|
97.2
|
0
|
2.8
|
12.3
|
12.4
|
850
|
0.57
|
332
|
341
|
2,6
|
|
HX220YD
|
100
|
0
|
0
|
12.2
|
0
|
838
|
0.67
|
429
|
366
|
14,8
|
|
HX260YD
|
100
|
0
|
0
|
10.1
|
0
|
808
|
0.66
|
363
|
363
|
0,0
|
|
CR210B2
|
100
|
0
|
0
|
14.3
|
0
|
829
|
0.69
|
424
|
372
|
12,4
|
|
CR210B2
|
100
|
0
|
0
|
13.7
|
0
|
828
|
0.76
|
461
|
391
|
15,2
|
|
A5
|
100
|
0
|
0
|
13.7
|
0
|
821
|
0.72
|
439
|
380
|
13,5
|
|
08Ю
|
96.4
|
3.6
|
0
|
12.5
|
0
|
800
|
0.79
|
524
|
410
|
21,8
|
|
HX300
|
93.9
|
6.1
|
0
|
10.1
|
1.2
|
715
|
0.68
|
426
|
385
|
9,6
|
|
08 пс
|
94.7
|
5.3
|
0
|
6.3
|
0
|
782
|
0.58
|
455
|
361
|
20,8
|
|
CR420LA
|
89.5
|
10.4
|
0
|
6.6
|
2.6
|
649
|
0.54
|
404
|
367
|
9,2
|
|
CR420LA
|
89.6
|
8.7
|
1.7
|
7.5
|
3.2
|
639
|
0.61
|
412
|
376
|
8,7
|
|
S320GD
|
80
|
20
|
0
|
5.0
|
0
|
705
|
0.47
|
379
|
381
|
0,4
|
|
S320GD
|
80.3
|
19.7
|
0
|
4.8
|
0
|
708
|
0.58
|
402
|
402
|
0,1
|
|
DP600
|
88.1
|
2.6
|
9.4
|
5.4
|
7.0
|
614
|
0.61
|
308
|
358
|
16,1
|
|
DP600
|
90.3
|
2.8
|
6.8
|
5.6
|
6.9
|
615
|
0.66
|
359
|
368
|
2,3
|
|
DP780
|
92
|
7.8
|
0.2
|
5.3
|
4.5
|
603
|
0.61
|
342
|
374
|
9,6
|
Основные результаты
1. Проведено экспериментальное исследование кинетики
рекристаллизации деформированного феррита в зависимости от температуры отжига
для 10-ти марок сталей различного химического состава. По результатам
проведенных исследований стоит отметить сильное влияние на протекание процесса
состава стали. На основании количественного анализа экспериментальных данных
показано, что конечный размер рекристаллизованного зерна феррита практически не
зависит от температуры отжига в интервале температур 600 - 750ºС (от кинетики процесса), а определяется только его исходной
структурой и степенью деформации
. Разработана физически обоснованная модель, позволяющая
описывать кинетику рекристаллизации холодно - деформированного феррита, а также
предсказывать конечный размер рекристаллизованного зерна, в которой эффективная
энергия активации процесса рассчитывается в зависимости от химического состава
стали с использованием ее связи с энергией активацией самодфииузии. Модель
позволяет с хорошей точностью описывать кинетику рекристаллизации.
. Разработана модель, позволяющая описывать деформационное
упрочнение при холодной прокатке сталей. Модель учитывает исходное структурное
состояние через размеры структурных элементов.
Список литературы
1. Н.Г.
Колбасников Физические основы пластической обработки металлов давлением
// Санкт-Петербург, 2005.
2. Металловедение.
Сталь (составители: В. Енихе и др.), том 1. М.: Металлургия, 1995. 447 с.
. Дилламор
И.Л. Регулирование процессов рекристаллизации / Рекристаллизация
металлических материалов (под ред. Ф. Хесснера). М.: Металлургия, 1982, С. 230-249.
. Горелик
С.С. Рекристаллизация металлов и сплавов. М.:, Металлургия, 1978, 568 с.
. Доэрти
Р.Д. Зарождение новых зерен / 'Рекристаллизация металлических сплавов',
(под ред. Ч.В. Копецкого), М.: Металлургия, 1982, С. 33-70.
6. F.J. Humphreys, M. Hatherly. Recrystallization and
related annealing phenomena. 2nd ed. New York: Elsevier Science, 2004.
7. H.P. Stuve, A.F. Padilha, F. Siciliano Jr. Competition
between recovery and recrystallization // Mater. Sci. Eng. A. − 2002.
− V.333. − P.361−367.
8. T. Furu, K. Marthinsen, E. Nes. Modelling
recrystallization // Mater. Sci. Technol. − 1990. − V.6. −
P.1093-1102.
9. T. Senuma. Present Status and Future Prospects of
Simulation Models for Predicting the Microstructure of Cold-rolled Steel Sheets
// ISIJ Int. − 2012. − V.52. − No.4. − P.679-687.
10. Hutchinson W.B. Development and control of annealing
textures in low-carbon steels // Int. Metal Rev. − 1984. −
V.29. − No.1. − P.25-42.
11. Kestens L., Jonas J.J. Modeling texture change during
the static recrystallization of interstitial free steels // Metall. Mater.
Trans. A. − 1996. − V.27A. − P.155-164.
12. Urabe T., Jonas J.J. Modeling texture change during the
recrystallization of an IF steel // ISIJ Int. − 1994. − V.34. −
No.5. − P.435-442.
13. Petrov R., Kestens L., Houbaert V. Recrystallization of
a cold rolled trip-assisted steel during reheating for intercritical annealing
// ISIJ Int. − 2001. − V.41. −No.8. − P.883-890.
14. Ogawa T., Maruyama N., Sugiura N., Yoshinaga N. Incomplete
Recrystallization and Subsequent Microstructural Evolution during Intercritical
Annealing in Cold-rolled Low Carbon Steels // ISIJ Int. − 2010. −
V.50. − P.469-475.
15. Ferry M., Muljono D., Dunne D.P. Recrystallization
kinetics of low and ultra low carbon steels during high-rate annealing //
ISIJ Int. - 2001. - V.41. - No.9. - P.1053-1060.
. F.J. Humphreys: A unified theory of recovery,
recrystallization and grain growth, based on the stability and growth of
cellular microstructures - I. The basic model. // Acta Mater. - 1997. - V.
45. - No.10. - P.4231-4240.
. Humphreys F.J. A unified theory of recovery,
recrystallization and grain growth, based on the stability and growth of
cellular microstructures - I. The effect of second-phase particles. // Acta
Mater. - 1997. - V.45. - No.12. - P.5031-5039.
18. Lefevre-Schlick F., Brechet Y., Zurob H.S., Purdy G., Emburya D. On the
activation of recrystallization nucleation sites in Cu and Fe // Mater.
Sci. Eng. A. - 2009. - V.502. - P.70-78.
19. Zurob H.S. Brechet Y., Dunlop J. Quantitative
criterion for recrystallization nucleation in single-phase alloys: Prediction
of critical strains and incubation times // Acta Mater. - 2006. -
V.54 - P.3983-3990.
. Dunlop J.W.C., Brechet Y.J.M., Legras L., Zurob H.S. Modelling
isothermal and non-isothermal recrystallisation kinetics: Application to
Zircaloy-4 // J. Nucl. Mater. - 2007. - V.366. - P.178-186.
. Hughes D.A., Chrzan D.C., Liu Q., Hansen N. Scaling of
misorientation angle distributions // Phys. Rev. Lett. -1998. - V.81. -
P.4664-4670.
. Pantleon W., Hansen N. Dislocation boundaries - the
distribution function of disorientation angles // Acta mater. -2001. - V.9
- P.1479-1493.
23. Smith A., Lou H., Hanlon D.N., Sietsma J., Zwaag S. Recovery
process in the ferrite phase in C-Mn steel // ISIJ Int. - 2004. -
V.44 - No.7 - P.1188-1194.
24. Martınez-de-Guerenu
В A., Arizti
F., Gutierrez I. Recovery during annealing in a cold rolled low carbon steel.
Part II: Modelling the kinetics // Acta Mater. - 2004. - V.52 - P. 3665-3670.
. Khatirkar В R., Vadavadagi B., Shekhawat S.K., Haldar A.,
Samajdar I. Orientation Dependent Recovery in Interstitial Free Steel //
ISIJ Int. - 2012. - V.52. - No.5 - P.884-893.
26. Verdier M., Brechet Y., Guyot P. Recovery of
AlMg alloys flow stress and strain-hardening properties // Acta
mater. - 1999. - V.47 - No.1. - P. 127-134.
. Kulakov M., Poole W.J., Militzer M. The Effect of the
Initial Microstructure on Recrystallization and Austenite Formation in a DP600
Steel // MMT. - 2013. - V.44A. - P.3564-3576.
. Peranio N., Roters F., Raabe D. Microstructure
evolution during recrystallization in dual-phase steels // Materials
Science Forum. - 2012. - V.715-716. - P.13-22.
. D. Nave, M. Barnett. Fragmentation of orientation
within grains of a cold-rolled interstitial-free steel // ISIJ Int. - 2004.
- V. 44 - P.187-196.
30. Штремель
М.А. Прочность сплавов. Часть 2. М.: МИСИС, 1997, 527 с.
31. Tomota Y. et all. Prediction of mechanical properties of
multi-phase steels based on stress strain curves // ISIJ Int. − 1992. −
V. 32. − No.3. − pp. 343-349.
32. Suh D.-W. FEM modeling of flow curves for
ferrite/pearlite two-phase steels // ISIJ Int. − 2001. − V. 41. −
No.7. − pp. 782-787.
33. Essam E.-M. Modeling and Simulation of Mechanical
Behavior, 2004.
. Gutierrez I. Modelling the mechanical behaviour of
steels with mixed microstructures // Proc. 2nd Int. Conf. on Deformation
Processing and Structure of Materials, 2005, pp. 29-42.
. Gutierrez I. et all. Mechanical property models for
high-strength complex microstructures // European Commission Research Fund
for Coal and Steel, Final report, 2008.
. Dan W.J., Lin Z.Q., Li S.H., Zhang W.G. Study of the
mixture strain hardening of multi-phase steels // Mater. Sci. Eng. A. −
2001.
− V. A552. − pp. 1-8.
. Pierman A.P., Bouaziz O., Pardoen T., Jacques P.J.,
Brassart L. The influence of microstructure and composition on the plastic
behaviour of dual-phase steels // Acta Mater. − 2014. − V. 73. −
pp. 298-311.
. Sevillano J.G. Flow stress and work hardening //
In Materials Science and Technology, edited by H. Mughrabi, VCH, Weinheim,
1993, V. 6, pp. 19−88.
. Tomota Y., Kuroki K., Mori T., Tamura I. Tensile
Deformation of Two-Ductile-Phase Alloys: Flow Curves of a-g Fe-Cr-Ni
Alloys // Mater. Sci. Eng. − 1976. − V. 24. −
pp. 85-94.
. G.B. Tandon, G.J. Weng: A theory of
particle-reinforced plasticity. J. of Appl. Mech. 1988, vol.55, p. 126-135.
. Weng G.J. The overall elastoplastic stress-strain
relation of dual-phase metals // J. Mech. Phys. Solids − 1990. − V. 38. −
pp.419-441.
. Eshelby J.D. The determination of the elastic field of
inclusion and related problems // . Proc. R. Soc. − 1957. − V. A241
− pp. 376-396.
43. Kroner E. Zur Plastischen Verfonnung des Vielkristalls
// Acta Metall. − 1961. − V. 9− pp. 155-161.
. Hill R. Continuum tnicromechanics of elastoplastic
polycrystals // J. Mech. Phys. Solids − 1965. − V. 13 −
pp. 89-102.
. BerveiIler M., Zaoui A. An extension of the
self-consistent scheme to plastically flowing polycrystals // J. Mech.
Phys. Solids − 1979. − V. 26 − pp. 325-344.
. Mori T., Tanaka K. Average stress in matrix and
average elastic energy of materials with misfitting inclusions // Acta
Metall. − 1973. − V. 21 − pp. 571-574.
. A.A. Gorni Steel forming and heat treating handbook
// Brazil, 2012.
. Raj S.V. and Pharr G.M. A complication and analysis of
data for the stress dependence of the subgrain size // Materials Science
and Eng. − 1986. − V. 81 − pp. 217-237.
49. Васильев
А.А., Соколов С.Ф., Колбасников Н.Г., Соколов Д.Ф. О влиянии легирования на
энергию активации самодиффузии в γ - железе // ФТТ. − 2011−
Т.53.− №11. − С. 2086−2093.
. Zhu B. and Militzer M. 3D phase field modeling of
recrystallization in a low-carbon steel // Materials Science and Eng. −
2012.
− V. 20 − pp. 1-17.
. Gonzalez R., Quintata M.J. Verdeja L.F. and Verdeja J.I. Ultrafine
grained steels and the n coefficient of strain hardening // Materials
Science and Eng. − 2011. − V. 9 − pp. 45-54.
. Morrison W.B. The effect of grain size on the
stress-strain relationship in low-carbon steel // Transactions of the ASM. −
1966.
− V. 59 − pp. 824-846.