ГРМ грузового автомобиля Skania 114L
Министерство образования и науки
Республики Казахстан
Управление образования города Алматы
Алматинский автомеханический колледж
Дипломная работа
Тема: "ГРМ грузового автомобиля "Skania
114 L"
Специальность: 1201000-
"Техническое обслуживание, ремонт и эксплуатация автомобильного
транспорта"
Классификация: 1201072 -
"Слесарь по ремонту автомобилей"
Алматы 2014 год
Содержание
Введение
. Назначение, классификация, устройство и принцип работы
агрегатов, механизмов, узлов автомобиля
.1 Газораспределительный механизм (ГРМ)
.1.1 Назначение и характеристика
.1.2 Конструкция и работа газораспределительного механизма
.1.3 Принцип работы
.2 Привод распределительного вала
.3 Газораспределительный механизм с нижним расположением
распределительного вала
.4 Работа механизма
.5 Двигатели Scania
. Оборудование и приспособление для технического
обслуживания, контрольно-диагностические и регулировочные работы автомобиля
.1 Техническое обслуживание трансмиссии и ходовой части
автомобиля
.2 Диагностика грузовых автомобилей
.2.1 Диагностика грузовых автомобилей с помощью компьютера
.3 Техническое обслуживание газораспределительного механизма
и турбокомпрессора
.3.1 Регулировка зазоров клапанного механизма
.4 Неисправности и техническое обслуживание ГРМ
.4.1 Техническое обслуживание газораспределительного
механизма (ГРМ)
.4.2 Контроль состояния ГРМ
.5 Оборудование, инструменты, приспособления и материалы
. Технология и виды ремонта механизмов, систем, оборудования
и приспособления, используемые для ремонта автомобилей. Виды дефектов и методы
ремонта автомобилей
.1 Ремонт газораспределительного механизма
.2 Регулировка цепи привода распределительного вала
.3 Порядок регулировки теплового зазора
.4 Дефектовка деталей привода газораспределительного
механизма
. Материалы изготовления деталей и их технологические
свойства. Автомобильные эксплуатационные материалы
.1 Специальные чугуны
.2 Цветные сплавы на медной и цинковой основе
.3 Резины и эластомеры (эластопласты) классификация,
свойства, хранение
.4 Масла
. Задачи охраны труда и соблюдение техники безопасности при
ремонте и обслуживании автомобиля. Оказание доврачебной помощи пострадавшему
при несчастных случаях. Защита окружающей среды
.1 Охрана труда на автотранспортных и авторемонтных
предприятиях
.1.1 Виды инструктажа
.1.2 Общие положения по охране труда
.1.3 Порядок проведения инструктажа
.2 Меры пожарной безопасности на автотранспортных и
авторемонтных предприятиях
.3 Меры электробезопасности при техническом обслуживании и
ремонте автомобилей
.4 Производственный травматизм и профессиональные
заболевания: основные понятия и определения
.5 Требования безопасности, производственной санитарии и
промышленной гигиены при техническом обслуживании и ремонте автомобилей
.6 Оказание доврачебной помощи
.7 Защита окружающей среды
. Экономика: Место и роль предприятия в экономическом
развитии общества
.1 Предприятие его место и роль в условиях рынка
.2 Теоретические аспекты деятельности предприятий
.3 Малые предприятия, их роль в экономическом прогрессе
.4 Проблемы ТОО «Аяз» и пути их разрешения в современных
условиях
Заключение
Литература
Введение
Шведский концерн Scania CV AB является одним из мировых лидеров в
производстве тяжелых грузовиков и автобусов. Это международная корпорация,
работающая в более чем ста странах мира. Девяносто семь процентов продукции
продается за пределами Швеции. C момента создания компании было выпущено более
1 000 000 грузовиков и автобусов!
Компания была образована в 1901 г. на базе шведского филиала английской
компании Humber, выпускавшего велосипеды. И, нужно сказать, велосипеды эти были
отменного качества: за прочность, надежность и устойчивость они получили
прозвище "табуретки на колесах". Предприятие располагалось в
небольшом городе Мальмена на юге страны. И само название - Scania - отразило
этот географический факт: оно обозначает принадлежность к южно-шведской области
Скана.
В том же 1901 г. Scania выпустила свой первый легковой автомобиль, а в
конце следующего года - и первый грузовик. Его "отцы" - инженеры
Антон Свенссон и Рейнгольд Торнссин долго спорили, где же разместить двигатель.
Один считал, что его нужно установить спереди, другой - сзади. В итоге была
найдена "золотая середина" - и в переносном, и в прямом смысле слова:
2-цилиндровый 12-сильный мотор разместили в средней части шасси, под сиденьем
водителя. Машина эта могла перевозить полторы тонны груза со скоростью до 15
км/ч. В последующие несколько лет 3-3,5-тонные грузовики строились в
ограниченном количестве.
Интересно, что в 1902 г. одновременно с первенцем Scania свой первый
грузовик выпустила другая шведская фирма - предприятие Vabis в г. Седерталье,
строившая до тех пор железнодорожные вагоны.
В 1911 г. в результате слияния этих предприятий, образовалась компания
Scania-Vabis, которая сосредоточила основное внимание на производстве
автомобилей. В первый же год она выпустила 40 легковых машин, 23 грузовика и
один автобус, что по тем временам было немало.
Два года спустя на заводе в Седерталье возник сильный пожар, уничтоживший
почти все технологическое оборудование. Взамен сгоревшего установили самое
современное оснащение, полностью обновили станочный парк. И не в последнюю
очередь благодаря этому Scania-Vabis во время Первой мировой войны успешно
выполняла многочисленные заказы для армии.
В 1921 г. Scania-Vabis была объявлена банкротом и коренным образом
реорганизована. В 1925 г. пришлось отказаться от выпуска легковых машин и
направить все силы на более рентабельное производство грузовиков и автобусов.
Особенно хорошо пошла продажа автобусов, и в 30-е годы компания изготовила
их уже вдвое больше, чем грузовых машин. Высокой популярностью пользовался
запущенный в серию в 1932 г. автобус Bulldog. Он имел еще только входившую
тогда в моду прогрессивную вагонную компоновку: выступающего спереди капота не
было, а водитель располагался непосредственно в передней части кузова, справа
от двигателя. (В те годы в Швеции еще существовало левостороннее движение). В
результате при той же общей длине, что и у капотного автобуса, полезная
вместимость машины стала больше. Вдохновленные успехом автобуса, конструкторы
начали выпускать и грузовики подобной компоновки - с кабиной над двигателем.
На грузовиках стали активно применять дизельные двигатели, более
экономичные, чем их бензиновые собратья. Не осталась в стороне от этого
процесса и фирма Scania-Vabis. Уже в 1931 г. она приступила к выпуску машин,
оснащенных 80-сильными моторами Hesselman, а в 1936 г. перешла на дизели
собственного производства.
В годы Второй мировой войны в Европе было туговато с бензином, и во всех
странах получили распространение газогенераторные автомобили, работавшие на...
древесных чурках. Сгорая в специальной "печи" - газогенераторе при
ограниченном доступе кислорода, они выделяли горючий газ, поступавший в
цилиндры двигателя. Такие грузовики стала выпускать и Scania-Vabis. В этот
период фирма пересмотрела приоритеты: основой производства стали не автобусы, а
грузовые машины. Выполнялись и различные военные заказы, в частности, строились
танки и бронетранспортеры. Компания успешно развивалась.
В 50-е гг. была принята новая стратегия фирмы. Началось активное
продвижение на зарубежные рынки. Выпуск грузовиков увеличивался. В 1959 г.
произвели 4500 машин - втрое больше, чем в предвоенном 1940-м.
В 1962 г. построили завод грузовиков и автобусов в далекой Бразилии, в г.
Сан-Пауло. Два года спустя компания расширила свое присутствие и в Европе:
начался выпуск грузовиков в Голландии, в г. Цвелле.
Полным ходом шло и техническое совершенствование автомобилей. Турбодизели
появляются на машинах Scania-Vabis в 1959 г. Вскоре начинают применяться
кабины, специально испытанные на прочность, что заметно повышало их
безопасность в случае аварии. В 1969 г. было выпущен новый 14-литровый
турбодизель DS 14, в котором воплотилась идея двигателя, работающего на низких
оборотах. Это повышало долговечность и экономичность мотора, а также снижало
его шумность.
В том же году компания объединяется с соотечественником - фирмой Saab,
выпускающей легковые автомобили и самолеты. Так образовался концерн
Saab-Scania. С этого времени грузовые автомобили и автобусы изменили свою
марку: вместо Scania-Vabis они стали называться просто Scania. А совместное
производство в дальнейшем распалось, и с 1995 г. Scania снова стала
самостоятельной компанией.
В 70-е годы продолжалось успешное наступление на зарубежные рынки. В 1976
г. вступило в строй предприятие в Аргентине, в г. Тукумас. А за ним последовали
и заводы в других странах, в том числе в США, Мексике, Австралии...
В следующем десятилетии компания стала лидером в производстве тяжелых
грузовиков. Весь предшествующий опыт Scania сконцентрировался в автомобилях так
называемой 2-й серии, выпуск которых был развернут в 1980 г. Это были машины
полной массой от 16,5 до 32 т. Они оснащались двигателями объемом 8, 11, 14 л.
С 1982 г. на этих турбодизелях стали устанавливать интеркулеры, т. е. систему
промежуточного охлаждения воздуха наддува. Это увеличило мощность и снизило
расход топлива.
Кроме всего прочего, машины 2-й серии имели новую, выразительную
внешность, разработанную знаменитым итальянским автомобильным
"кутюрье" - стилистом Джорджо Джуджаро.
В 1987 г. появились грузовики Scania 3-й серии. Их полная масса
составляла 17-32 т. На них устанавливались турбодизели рабочим объемом 9, 11 и
14 л. В следующем году на 14-литровом дизеле впервые в Европе применили систему
электронного впрыска топлива - EDS. И не случайно машины этой серии были
отмечены престижным званием лучшего европейского грузовика 1989 г. -
"Truck of the Year'89". Однако конструкторы не почивали на лаврах и
продолжали совершенствовать автомобиль. В 1990г. на нем появляется новаторский
турбокомпаундный дизель, имеющий рекордный КПД - 46 %. В 1991 г. появились
бескапотные и капотные модификации с улучшенной аэродинамикойф, и с
соответствующим названием - "Streamline" ("Обтекаемый").
Сниженное сопротивление воздуху уменьшило расход топлива на 4-5%.
В 1996 г. появились машины новой, 4-й серии, полной массой от 18 до 48
т., которые были отмечены почетным титулом - "Truck of the Year'96".
И также продолжали совершенствоваться. Сегодня они имеют двигатели,
соответствующие экологическим нормам Euro 3, дисковые тормоза,
автоматизированные системы переключения передач Opticruise и многое другое. А
недавно фирма выпустила машину Griffin - недорогую и прочную модификацию,
специально разработанную для эксплуатации в условиях стран СНГ.
В 2003 Scania не ограничилась обычным рестайлингом и представила
совершенно новую кабину с увеличенным пространством позади водителя - Longline.
Новая кабина будет устанавливаться исключительно в комбинации с 580-сильным
двигателем V8 и поступит в продажу в сентябре. Напомним, что в 2002 году на
выставке коммерческого транспорта в Ганновере Scania представила концептуальную
разработку - тягач с кабиной-квартирой. Это машина вызвала огромный интерес у
клиентов и журналистов всей Европы и, спустя год, серийная модель поступает в
продажу. Кабина Longline идеально приспособлена для многодневных поездок и
позволит водителю избежать каких-либо бытовых неудобств. Это, в свою очередь,
должно положительно отразиться на качестве перевозок. Производство кабин
Longline будет осуществляться на заводе компании LaxЕ Special Vehicles.
История Скании (Scania) как и другие автомобильные марки имеет свои
взлеты и падения. Рассматривая историю создания автомобиля Скания (Scania), за
плечами которой уже 100 летний опыт, хотелось выделить знаменательные даты в
истории модели.
-1909. Компании Vagnafabriken (сокращенно Vabis) и Scania выпускают свои
первые грузовики. Практически это были первые испытательные модели. Грузовик от
Vabis нашел своего обладателя в 1906 году после множества изменений. Scania не
удалось найти покупателя, поэтому первую грузовую машину пришлось отправить на
металлолом. Модели были оборудованы деревянными колесами со стальным ободом и
полуэллиптическими рессорами. Все важнейшие компоненты имеют одинаковое
разположение - радиатор во фронтальной части, двигатель, место водителя и
платформа - позади. Оба грузовика имели задний привод - на Vabis был применен
карданный вал, а на Scania - цепной привод заднего моста (система, применялась на
грузовиках до 1920-х годов). Грузоподъемность выпускаемых моделей составляла
лишь 1.5-2.5 тонны.
Водитель сидел на обыкновенной скамейке полность не защищенный от
погодных условий. Грузовик Scania с цепным приводом заднего моста двигателем 12
л.с. водяной системой охлаждения грузоподъемностью 1,5 т.
-1919. Слияние обеих компаний в 1911 году приводит к значительным
переменам в истории Скании (Scania). Внешний вид грузовых машин приобретает
черты, присущие только грузовикам Scania. Изменения происходят постепенно в
течение следующего десятилетия. Цепной привод остается на грузовиках
Scania-Vabis до 1920-х годов из-за своей простоты и надежности. Постепенно
происходит замена двигателей Scania на двигатели Vabis, выпущенных в
Седерталье. Эти грузовики, не смотря на свою старомодность, все же были просты
и надежны. Развиваемая скорость достигала 18 км / ч, что вполне достаточно,
учитывая состояние дорог того времени.
г. Место водителя хотя и остается открытым, однако появляется лобовое
стекло, которое защищает водителя от ветра и
грязи. Шины остаются твердыми, радиатор принимает округлую форму.
-1929. Происходит стремительный скачок в истории Scania-Vabis. Цепной
привод заменяют карданным валом. Пневматические шины становятся стандартной
опцией, так же как и колеса с шарикоподшипниками. Появляются закрытые кабины с
окнами. В 1925 году представлен "быстрый грузовик", на котором
установлен новый тип двигателя ОНV мощностью 36 л.с. (Впоследствии 50 л.с.).
Новая модель становится быстрой, и экономичной, чем ее предшественники.
Развиваемая скорость, 40км/ч. Это требовало надежных тормозов. Начали
устанавливать барабанные тормоза, которые тормозили задние колеса. Также
удалось повысить комфорт поездки благодаря "прогрессивной подвеске",
которая к тому времени уже устанавливалась на автобусах компании.
-1939. На рынке появляются двигатели, способные работать на дизельном
топливе. Первый из них, двигатель Hesselman. В 1936 году дизельный двигатель
заменяют двигателем собственного производства Scania-Vabis. Два качества, которые
закрепились за грузовиками Scania-Vabis - надежность и экономичность - делают
их очень популярными в кругах водителей и перевозчиков.
-1949. Военные времена в истории Скани (Scania) знамениты выпуском
газовых двигателей, Scania-Vabis, которые были своевременными из-за отсутствия
других видов топлива в военное время.
В этот период Scania-Vabis представляет первый трехосный грузовик с
дополнительной осью. Гидравлический усилитель тормозов на всех колесах стал
стандартной опцией. Первый дизельный двигатель с прямым впрыском топлива
уменьшает потребление топлива на 20-25%, что также влияет на уменьшение
расходов, на обслуживание, учитывая, что конструкция стала более прочной и
надежной. Увеличено на 40% тяговое усилие, что приводит к установлению демультипликатора, что становится еще одним
новшеством.
-1959. Пятиступенчатая синхронизированная коробка передач и две
скоростные передачи празднуют свой дебют. Прочность рамы и подвески позволяют
увеличить грузоподъемность. Устанавливаются пневматические тормоза. Тормозная
педаль становится более удобной. Радиус поворота стал меньше, система обогрева
и проветривания также подверглись усовершенствований. Все это улучшило работу
водителя, повысив безопасность и комфортность.
-1969. Двигатель с турбонаддувом представлено в 1961 году. Двухконтурные
пневматические тормоза представлены в 1963 году.
г. совершенствование рабочего места водителя становится одним из главных
задач при разработке следующего
поколения грузовиков. Значительно усовершенствована вентиляционная система
кабины, которая позволяет эффективно направлять воздушные потоки.
Гидроусилитель руля является стандартной опцией.
-1979. Усиленные рамы, коробки передач и тормоза, а также более мощные, чем раньше двигатели, позволяют еще
больше повысить грузоподъемность. Работа над совершенствованием комфорта
водителя является важной составляющей всего процесса развития автомобиля.
Новый, уютный, удобный и практичный интерьер кабины компания представит в
1973 году. Еще одна новая опция - омыватели фар головного света. Обогрев
сидений становится стандартной опцией. Кондиционер предлагается как опция с
1978 года.
-1989. Двигатель, рама, кабина, коробка передач и другие компоненты
объединяют модульной системой для нового модельного ряда грузовиков 2 серии.
Это позволяет клиентам заказывать грузовики согласно индивидуальным
требованиям.
Функция АВS предлагается с 1989 года.
В 1988 году в третьей серии грузовиков Scania устанавливается электронная
система управления двигателем EDS (Electronic Diesel Control). Впоследствии появляется
двигатель с турбокомпаундом.
В 1989 году появляется передняя ось на пневмоподвеске.
-2000. В 1991 году была представлена кабина Scania Streamline с очень
плавными обтекаемыми линиями, что позволило уменьшить потребление топлива в
среднем на 5%.
В 1995 году Scania запустила 4 серии грузовиков, которая получила
Европейский титул "Лучший грузовик 1996 года".
В 90-х годах Scania увеличила производство пожарных машин со специальными
экипажными кабинами, которые могли вместить пожарную бригаду из 8 человек.
В 2004 году состоялась премьера следующей серии грузовиков. Появляется
новый модельный ряд, который обозначается как PRT серии. Впоследствии Т-кабины
сняли с производства.
В 2008 году появилась новая G-серия грузовиков, которая по размерам
кабины находится посередине между R-и P-сериями.
В 2004 году Scania первой среди производителей грузовых транспортных
средств представила грузовики с двигателями Евро-4.
В 2008 году предложила двигатели, соответствующие стандартам Евро-5.
В 2009 году проходила презентация новой серии грузовиков, завоевавших
титул "Truck of the Year 2010".
В 2010 году был запущен новый модельный ряд Scania V8 во главе с мощным
двигателем на рынке, силой в 730 л.с. и крутящим моментом 3500Нм. Кроме того,
для этих грузовиков был разработан особый внутренний и внешний дизайн, который
подчеркивает высокий статус и престиж линейки V8.
В 2011 - предложила двигатель соответствующий стандартам Евро-6.
История создания автомобиля Скании (Scania) закончилась, но продолжается
история развития модели Скания (Scania) завоевавшей значительную репутацию
своей экономичностью, надежностью, отличительным дизайном среди грузовых машин
других марок.
Свою родословную фирма Скания, ныне всемирно известный изготовитель
высококачественных грузовиков Scania, ведет с 1891 г., когда в городке
Сёдертелье образовалась небольшая компания по производству вагонов
Вагнфабрикс-Актиеболагет и Сёдертелье (Vagnfabriks-Aktiebolaget Sodertelge) или
просто Вагнфабрикен (Vagn-fabriken). Другим прародителем стала английская компания
Хамбер (Humber), выпускавшая велосипеды. В 1896 г. она открыла в Мальме свой
шведский филиал, названный Свенска Актиеболагет Хамбер (Svenska Aktiebolaget
Humber). В 1901 г. его преобразовали в компанию Маскинфабрикс-Актиеболагет
Скания (Maskinfabriks-Aktiebolaget Scania), именовавшуюся просто Скания. Уже
через год к велосипедам прибавились легковые автомобили Скания А, на шасси
которых делали почтовые фургоны. Первый 1,5-тонный грузовик Scania модели Ас
изготовили в 1902 г. в единственном экземпляре. Подробных сведений о его
разработке не сохранилось. Известно лишь, что инженеры Антон Свенссон (Anton
Svensson) и Рейнгольд Торссин (Reinhold Thorssin), имея прямо противоположные
точки зрения о расположении двигателя - спереди или сзади, решили разместить 2-цилиндровый
бензиновый мотор водяного охлаждения мощностью 12 л.с. под сиденьем водителя. В
1906 г. в программе фирмы появилась новая модель грузовика Scania EL
грузоподъемностью 3,0-3,5 т с 4-цилиндровым двигателем Венцель (Wentzel) типа Е
(4,6 л, 20 л.с.). Автомобиль имел цепной привод задних колес и литые резиновые
шины. Всего их собрали 8 экземпляров, к которым вскоре добавились еще 12 машин
модели IL с 4-цилиндровым мотором Венцель I (4,2 л, 24 л.с.). В 1907-08 гг.
выпустили еще несколько машин серии BL грузоподъемностью 1,0-1,5 т с
2-цилиндровым 15-сильным двигателем Венцель В. Следующие три года на их шасси
ставили 4-цилиндровый мотор Венцель Н (2,8л, 18л. с.). Таких вариантов,
получивших марку HL, изготовили 21 экземпляр. На 5-тонном автомобиле DL использовался
наиболее мощный 4-цилиндровый Венцель D (5,3л, ЗОл.с). В 1910 г. первый
грузовик Scania был отправлен на экспорт - в Санкт-Петербург. Это была модель
IL с оборудованием для обслуживания и ремонта подвесной контактной сети
трамваев. С первых лет существования фирма Скания (Scania) завоевала авторитет
высокой прочностью и качеством продукции, но в те времена не располагала
достаточными финансовыми средствами. Поэтому в октябре 1910 г. ее руководство
начало переговоры о слиянии со своим главным конкурентом - компанией
Вагнфабрикен, сокращенно ВАБИС (VABIS). В марте следующего года предприятия
объединили свои усилия, в результате чего появилась фирма Скания-Вабис
(Scania-Vabis). Она создала все технические и производственные предпосылки для
лидирующего положения современной компании Скания. Лишь через 50 с лишним лет
на автомобильном рынке вновь появилось прежнее название фирмы - Скания. Это
произошло в результате подписания 19 декабря 1968 г. соглашения об объединении
компании Скания-Вабис со шведской авиационной и автомобильной корпорацией СААБ
(SAAB). В начале 1969 г. в Швеции появилась новая промышленная группа
СААБ-Скания, и все грузовые автомобили, выпускавшиеся ранее как Скания-Вабис,
получили торговую марку Скания (Scania). Вскоре после этого на фирме Скания
была разработана программа перспективного развития. Еще в феврале 1968 г.
Скания-Вабис начала производство семейства грузовиков Scania, получившего затем
название Нулевого поколения фирмы Скания. Его основой послужили модели,
разработанные в 1962-64 гг. Новая гамма включала серии L50, L/LB80, L/LB85 и
L/LB110 в многочисленных 2- и 3-осных исполнениях полной массой 12,5~22,5 т с
капотной компоновкой (L) и кабиной над двигателем (LB). В новой индексации
моделей первые одна или две цифры со ответствовали округленному рабочему объему
применявшихся дизельных двигателей D5, D8 и D11 (соответственно 5, 8 и 11 л)
мощностью 95, 155 и 190 л.с. На усиленных вариантах грузовиков Scania Супер
(Super), рассчитанных на более высокие нагрузки, обычно применялись те же
моторы с турбонадцувом мощностью соответственно 120, 190 и 260-270 л.с. Уже в
начале 1969 г. был освоен выпуск первого дизеля Скания V8 - модели DS14 рабочим
объемом 14 л с турбонадцувом. В разных вариантах он развивал от 335 до 385 л.с.
и на тот момент был самым мощным в Европе. Фирма Скания-Вабис работала над
системой турбонаддува еще с 50-х гг., но внедрила ее значительно позже. Только
в начале 1969 г. появился первый двигатель с турбонадцувом, предназначенный для
новой бескапотной гаммы грузовиков Scania 140 полной массой до 24,5 т, а его
производство началось в 1972 г. Эта серия состояла из 2-осных бортовых моделей
LB140 (4x2) и 3-осных LBS140 (6x2) и LBT140 (6x4) полной массой 17,0-26,5 т. На
этой серии кабина над двигателем, получившая хорошо знакомые до сих пор
очертания, впервые была сделана откидывающейся при помощи гидравлического
механизма и снабжалась усиленной звукоизоляцией (уровень внутреннего шума не
превышал 75 дБ). Первой в истории фирмы она прошла испытания на прочность при
лабораторной имитации различных аварий. Все автомобили пучили механическую
10-сту-г.енчатую синхронизированную коробку передач, а серия LB80 по заказу
оснащалась автоматической коробкой. Гамма 1972 г. включала также новые модели
L140 (4x2) и LS140 (6x2) с характерным прямоугольным капотом, почти не
изменившимся за многие годы. Они служили для перевозки особо тяжелых грузов,
буксировки прицепов и работы на строительстве. В 1975 г. эту серию пополнили
варианты L145 (4x2) и LT145 (6x4) с передними и задними мостами, допускавшими
повышенную нагрузку. В том же году появилась наиболее известная в то время
серия, которую впоследствии стали называть Первым поколением. Как и ранее,
большинство машин предлагалось в капотном и бескапотном 2- и 3-осном
исполнениях. От прежних так называемых малых моделей осталась только
модернизированная серия 80, состоявшая из моделей L81 и L86 с моторами D8 или
DS8 (7786 см³, 163~205 л.с.) и 10-ступенчатой коробкой. Главной же
новинкой стала 111-я серия, включавшая унифицированные капотные грузовики
Scania L111, LS111, LT111 и соответствующие им бескапотные модели LB111, LBS111
и LBT111 с колесными формулами 4x2, 6x2 и 6x4 полной массой 16,5-30 т. По
заказам в 1978-80 гг. выпускали первые 4-осные шасси LBFS111. Все автомобили
получили 6-цилиндровый дизель D11 мощностью 220 л.с. Вариант DS11 с
турбонадцувом развивал 296 л.с. Внешние формы и интерьер машин разрабатывал
известный итальянский дизайнер Джорджио Джуджаро (Giorgio Giugiaro), который
впервые на грузовиках использовал функциональный щиток приборов и безопасное
двух-спицевое рулевое колесо. Всего изготовили более 30 тыс. таких автомобилей.
Модернизированные серии 140 и 145 превратились в модели L/LB141 и L146 с тем же
14-литровым дизелем мощностью 350 л.с. Одновременно выпускались армейские
грузовики SBA111 (4x4) и SBAT111 (6x6) грузоподъемностью 4,5-6,0 т с моторами
мощностью 220-300 л.с. и 6-ступенчатой автоматической коробкой передач,
отличавшиеся функциональными формами и простотой обслуживания. В 70-е гг. фирма
Скания расширяла сеть своих сборочных заводов. В 1976 г. в Аргентине появился
один из ее крупнейших зарубежных филиалов. Затем открылись предприятия в
Марокко, Танзании, Ираке, США, Перу и Австралии. Объем производства в период с
1976 по 1979 г. возрос с 15 до 22 тыс. автомобилей. Переломным моментом в
истории фирмы Скания стал 1980 г., когда начался быстрый рост авторитета
компании и ее стремительный выход в мировые лидеры в области тяжелых
грузовиков. Весь предыдущий опыт воплотился во втором поколении, состоявшем из
трех базовых серий 82, 112 и 142 полной массой 16,5-32 т, а в составе
автопоезда - до 120 т. Как и раньше, первые цифры индекса модели сообщали
округленный рабочий объем двигателя. С внедрением модульной конструкции кабин
над двигателем была введена их новая индексация: Р - для местных перевозок и R
- для магистральных. С этого времени все капотные исполнения получили индекс Т
(от слова Torpedo). К ним добавлялись буквы М, Н или Е, указывавшие на вариант
исполнения шасси - для обычных, тяжелых и особо тяжелых условий эксплуатации. В
1980 г. весь ряд состоял из 24 базовых моделей грузовиков Scania от легкой Р
82М (4x2) до сверхтяжелой Т 142Е (6x4). На них использовались модернизированные
дизели - б-цилиндровые D8 (7786 см³) и D11 (11021 см³) и один V8 модели D14 (14188 см³), которые предлагались в основном в
вариантах DS с турбонаддувом мощностью от 230 до 394 л.с. С 1982 г. начался
выпуск дизеля DSC11 с турбонаддувом (333-354 л.с.), который первым получил
систему промежуточного охлаждения воздуха наддува. На следующий год она
появилась и на моторе DSC14, повысив его мощность до 420 л.с., а вскоре на
седельных тягачах R142H мощность достигла 460 л.с. В 1983 г. началось
изготовление еще одного 6-цилиндрового двигателя DS9 (8476 см³) с турбонаддувом и его варианта с
промежуточным охлаждением DSC9 Интеркулер (Intercooler) мощностью 245 и 275
л.с. соответственно. При этом последний вариант некоторое время считался одним
из наиболее экономичных моторов при минимальном удельном расходе топлива 143
г/л.с.ч. Вместе с этими силовыми агрегатами появилась четвертая серия
грузовиков Scania 92, рассчитанных на самые разнообразные условия эксплуатации.
Все модели оснащались 10-ступенчатыми коробками передач, несколькими вариантами
одноступенчатых главных передач, ведущих мостов и подвесок. В 1983 г. фирма
Скания первой среди изготовителей тяжелых грузовиков внедрила механическую
коробку передач, оборудованную механизмом автоматического переключения CAG
(Computer-Aided Gearchanging), которым управлял микропроцессор. Такая система
положила начало широкому использованию электронных устройств в трансмиссии
грузовых автомобилей. С этого же семейства берут начало прославившие марку
Скания прочные и безопасные кабины, выполненные в соответствии с самыми
жесткими в мире шведскими нормами. В 1987 г. началось производство грузовиков
Scania третьего поколения полной массой 17~32 т (в составе автопоезда - 36-44 т
и более). Взяв курс на тяжелые грузовые автомобили, фирма отказалась от
применения 8-литрового двигателя, оставив в программе три базовых мотора
рабочим объемом 9,11 и 14 л с турбонаддувом. Рядные 6-цилиндровые модели 059 и
DS11 выпускались также в исполнениях DSC9 и DSC11 с промежуточным охлаждением,
что обеспечило гамму силовых агрегатов мощностью 210- 363 л.с. В 1988 г. на
двигателе DSC14 Интеркулер V8 фирма Скания первой в Европе внедрила электронное
управление системой впрыска топлива EDC (Electronic Diesel Control). В таком
исполнении мотор сначала развивал 420-460 л.с, а в 1991 г. достиг 500 л.с. В
1990 г. появился так называемый турбокомпаундный дизель DTC11, в котором
утилизировалось до 20% энергии отработавших газов, выходящих из
турбонагнетателя. Для этого в выхлопном тракте установили вторую турбину, от
которой вращение через гидромуфту и 2-сгупенчатый редуктор передавалась на маховик
двигателя. Это позволило повысить КПД мотора до 46% и снизить расход топлива. С
этого поколения фирма начала использовать коробки передач семи вариантов:
простые механические с числом передач 5, 8,10 и 12, автоматическая
5-ступенчатая, механическая 9-ступенчатая с гидротрансформатором, а также
синхронизированная 10-ступенчатая с программируемой системой переключения
передач, позволявшая передавать крутящий момент свыше 2000 Н-м. гкеланию
покупатель мог заказать 2-ступенчатые главные передачи, колесные планетарные
редукторы, малолистовые параболические рессоры, передние дисковые тормоза, АБС,
пневматическую подвеску с регулированием уровня рамы в пределах 230 мм.
Грузовики Scania предлагались с колесными формулами от 4x2 до 8x4 и несколькими
типами управляемых и ведущих мостов. К этому времени фирма внедрила модульный
метод массового производства безопасных кабин и создала варианты разной длины и
высоты, включая модели с пневматической подвеской, одним или двумя спальными
местами. Набор кабин над двигателем состоял из 8 вариантов плюс два капотных
исполнения. В 1991 г., к 100-летию фирмы, было приурочено создание обтекаемой
кабины Стримлайн (Streamline), преобразившей облик грузовиков Скания и
позволившей снизить коэффициент аэродинамического сопротивления Сх на 12-15%,
доведя его до предельно малого.В результате расход топлива снизился на 4~5%. В
целом фирма могла предложить покупателю выбор из 800 вариантов машин. Недаром
автомобиль Скания третьего поколения впервые в истории фирмы получил титул
Грузовик 1989 года. Огромные усилия по совершенствованию своей продукции
выдвинули компанию Скания в мировые лидеры по техническому уровню, качеству и
безопасности грузовых автомобилей. Повышенный спрос на них привел к резкому
росту производства: только в период с 1993 по 1995 г. он увеличился с 23 до 42
тыс. автомобилей. В немалой степени этому способствовал пуск в 1992 г. нового
сборочного завода в Анжере (Франция). В 1995 г. концерн СААБ-Скания распался, и
фирма Скания превратилась в самостоятельное акционерное предприятие. С 1996 г.
начался выпуск грузовиков четвертого поколения. К реализации проекта,
заложенного еще в 1988 г., была привлечена итальянская кузовная студия Бертоне
(Bertone), разработавшая принципиально новый дизайн кабин. Грузовики полной
массой от 18 до 48 т предлагаются теперь более чем в 300 вариантах базовых
шасси 94, 114, 124 и 144, включая 2-, 3- или 4-осные исполнения с разными
основными агрегатами. Среди 11 вариантов кабин предлагается наиболее комфортное
исполнение Топлайн (Topline) со спальными местами. Машины с индексом L
используются для работы на магистральных перевозках, D - на местных, С - для
строительства, a G - для тяжелых дорожных условий. В арсенале фирмы имеется 6
семейств двигателей с турбонаддувом и промежуточным охлаждением. Среди них
модернизированный 6-цилиндровый мотор DSC9 (220-310 л.с.), а также выпущенный в
1998 г. новый 24-клапанный DC11 (10641 см³), развивающий 340-380 л.с.
6-цилиндровый двигатель DSC12 (11705 см³) предлагается в вариантах мощностью
360-420 л.с., а прежний мотор DSC14 V8 развивает теперь 460-530 л.с. Осенью
2000 г. был представлен новый 15,6-литровый дизель DC16 V8 мощностью до 580
л.с.
Среди других новинок конца 90-х гг. - система программируемого управления
стандартной механической коробкой Оптикруиз (Opti-cruise), обеспечивающая
оптимальный режим работы, минимальные расход топлива и токсичность отработавших
газов. Высокий технический уровень и качество автомобилей Скания четвертого
поколения подтверждены присвоением им звания Грузовик 1996 года. К концу XX
века положение фирмы оставалось по-прежнему достаточно прочным. Кроме всемирно
известных грузовиков, Скания изготовляет широкую гамму автобусных шасси,
судовые и промышленные силовые установки. Только автомобилей с 1901 г. было
собрано свыше 800 тыс. штук.
Скания владеет 6 заводами в Швеции и 8 крупными зарубежными сборочными
предприятиями. На них занято 23800 человек. В последние годы XX века объем
производства автомобилей Скания полной массой более 6 т составлял 46-50 тыс.
штук, а доля в европейском секторе тяжелых грузовиков находилась на стабильном
уровне в 15%. Однако острая конкурентная борьба привела к тому, что 15 января
1999 г. 13,7% акций фирмы Скания приобрел ее главный конкурент - шведская
компания Вольво (Volvo). В апреле доля Вольво возросла до 21%, а к августу
превысила 70%. Таким образом Скания могла превратиться в дочернее предприятие
Вольво, составив второй в мире концерн по производству тяжелых грузовиков, но
весной 2000 г. комиссия ЕС наложила вето на это соглашение.
Scania 114.
Самые известные и распространенные грузовики, имеющие высокий объем продаж, это
грузовики Scania. Среди них существует модель Scania 114, которая является
седельным тягачом.
Для тех, кто осуществляет транспортные перевозки как внутри страны, так и
за её пределами, эта модель является наилучшим вариантом, и вы должным образом
оцените качество, стоимость и техническое оснащение Scania 114.
Две спальные полки легко размещены в кабине Scania 114 и это именно то
преимущество, на которое сразу же стоит обратить внимание.
Так же разработчики этого грузовика предусмотрели и его практичность,
разместив в нем складываемый рычаг для переключения передач и моторный тоннель
рациональной высоты. При таких разработках грузовик стал более функциональным,
а кабина намного просторной.
В салоне находиться "печка". Горячая жидкость, которая меняет
свой обьем для создания в салоне тех или иных температур, поступает из
охладительной системы.
Задняя подвеска установлена на 2-балонных подушках, гидравлические
амортизаторы и подвеска кабины соединены в одну стойку, а все остальные
характеристики грузовика расположены традиционным образом.
Мотор Scania 114 - шестицилиндровый мотор серии DC1104. Scania 114 имеет
двигатель на 11 л., и достигает 380 л.с. Генератор моделей Scania имеет марку
Bosch.114 себя зарекомендовал с хорошей стороны, но выразить свое отношение к
этой модели можно же конечно после работы с ней.
1.
Назначение, классификация, устройство и принцип работы агрегатов, механизмов,
узлов автомобиля
.1
Газораспределительный механизм (ГРМ)
.1.1 Назначение и характеристика
Газораспределительным называется механизм, осуществляющий открытие и
закрытие впускных и выпускных клапанов двигателя.
Газораспределительный механизм (ГРМ) служит для своевременного впуска
горючей смеси или воздуха в цилиндры двигателя и выпуска из цилиндров
отработавших газов. В двигателях автомобилей применяются газораспределительные
механизмы с верхним расположением клапанов. Верхнее расположение клапанов
позволяет увеличить степень сжатия двигателя, улучшить наполнение цилиндров
горючей смесью или воздухом и упростить техническое обслуживание двигателя в
эксплуатации.
Двигатели автомобилей могут иметь газораспределительные механизмы
различных типов (рисунок 1), что зависит от компоновки двигателя и, главным
образом, от взаимного расположения коленчатого вала, распределительного вала и
впускных и выпускных клапанов. Число распределительных валов зависит от типа
двигателя.
Рисунок 1. Типы газораспределительных механизмов, классифицированных по
различным признакам
При верхнем расположении распределительный вал устанавливается в
головке цилиндров, где размещены клапаны. Открытие и закрытие клапанов
производится непосредственно от распределительного вала через толкатели или
рычаги привода клапанов. Привод распределительного вала осуществляется от
коленчатого вала с помощью роликовой цепи или зубчатого ремня.
Верхнее расположение распределительного вала упрощает конструкцию
двигателя, уменьшает массу и инерционные силы возвратно-поступательно
движущихся деталей механизма и обеспечивает высокую надежность и бесшумность
его работы при большой частоте вращения коленчатого вала двигателя.
Цепной и ременный приводы распределительного вала также обеспечивают
бесшумную работу газораспределительного механизма.
При нижнем расположении распределительный вал устанавливается в блоке
цилиндров рядом с коленчатым валом. Открытие и закрытие клапанов производится
от распределительного вала через толкатели штанги и коромысла. Привод
распределительного вала осуществляется с помощью шестерен от коленчатого вала.
При нижнем расположении распределительного вала усложняется конструкция
газораспределительного механизма и двигателя. При этом возрастают инерционные
силы возвратно-поступательно движущихся деталей газораспределительного
механизма. Число распределительных валов в газораспределительном механизме и
число клапанов на один цилиндр зависят от типа двигателя. Так, при большем
числе впускных и выпускных клапанов обеспечивается лучшие наполнение цилиндров
горючей смесью и их очистка от отработавших газов. В результате двигатель может
развивать большие мощность и крутящий момент. При нечетном числе клапанов на
цилиндр число впускных клапанов на один клапан больше, чем выпускных.
1.1.2
Конструкция и работа газораспределительного механизма
Газораспределительные механизмы независимо от расположения
распределительных валов в двигателе включают в себя клапанную группу, передаточные
детали и распределительные валы с приводом.
В клапанную группу входят впускные и выпускные клапаны,
направляющие втулки клапанов и пружины клапанов с деталями крепления.
Передаточными деталями являются толкатели, направляющие втулки толкателей, штанги
толкателей, коромысла, ось коромысел, рычаги привода клапанов, регулировочные
шайбы и регулировочные болты. Однако при верхнем расположении
распределительного вала толкатели, направляющие втулки и штанги толкателей,
коромысла и ось коромысел обычно отсутствуют.
На рисунке 2 представлен газораспределительный механизм двигателя с
верхним расположением клапанов, с верхним расположением распределительного вала
с цепным приводом и с двумя клапанами на цилиндр. Он состоит из
распределительного вала 14 с корпусом 13 подшипников, привода
распределительного вала, рычагов 11 привода клапанов, опорных регулировочных
болтов 18 клапанов 1 и 22, направляющих втулок 4, пружин 7 и 8 клапанов с
деталями крепления.
Распределительный вал обеспечивает своевременное открытие и закрытие клапанов.
Распределительный вал - пятиопорный, отлит из чугуна. Он имеет опорные шейки 15
и кулачки 16 (впускные и выпускные). Внутри вала проходит канал, через который
подводится масло от средней опорной шейки к другим шейкам и кулачкам. К
переднему торцу вала крепится ведомая звездочка 24 цепного привода. Вал
устанавливается в специальном корпусе 13 подшипников, отлитом из алюминиевого
сплава, который закреплен на верхней плоскости головки блока цилиндров. От
осевых перемещений распределительный вал фиксируется упорным фланцем 12,
который входит в канавку передней опорной шейки вала и прикрепляется к торцу
корпуса подшипников.
Рисунок 2 - Газораспределительный механизм легкового автомобиля с цепным
приводом: 1, 22 - клапаны; 2 - головка; 3 - стержень; 4, 20 - втулки; 5 -
колпачок; 6 - шайбы; 7, 8, 17 - пружины; 9 - тарелка; 10 - сухарь; 11 - рычаг;
12 - фланец; 13 - корпус; 14 - распределительный вал; 15 - шейка; 16 - кулачок;
18 - болт; 19 - гайка; 21 - пластина; 23 - кольцо; 24, 27, 28 - звездочки; 25 -
цепь; 26 - успокоитель; 29 - палец; 30 - башмак; 31 - натяжное устройство
Привод распределительного вала осуществляется через установленную
на нем ведомую звездочку 24 двухрядной роликовой цепью 25 от ведущей звездочки
28 коленчатого вала. Этой цепью также вращается звездочка 27 вала привода
масляного насоса. Привод распределительного вала имеет полуавтоматический
натяжной механизм, состоящий из башмака и натяжного устройства. Цепь
натягивается башмаком 30, на который воздействуют пружины натяжного устройства
31. Для гашения колебаний ведущей ветви цепи служит успокоитель 26. Башмак и
успокоитель имеют стальной каркас с привулканизированным слоем резины.
Ограничительный палец 29 предотвращает спадание цепи при снятии на автомобиле
ведомой звездочки распределительного вала.
Клапаны открывают и закрывают впускные и выпускные каналы. Клапаны установлены в
головке блока цилиндров в один ряд под углом к вертикальной оси цилиндров
двигателя. Впускной клапан 1 для лучшего наполнения цилиндров горючей
смесью имеет головку большего диаметра, чем выпускной клапан. Он изготовлен из
специальной хромистой стали, обладающей высокой износостойкостью и
теплопроводностью. Выпускной клапан 22 работает в более тяжелых
температурных условиях, чем впускной. Он выполнен составным. Его головку делают
из жаропрочной хромистой стали, а стержень - из специальной хромистой стали.
Каждый клапан состоит из головки 2 и стержня 3. Головка имеет конусную
поверхность (фаску), которой клапан при закрытии плотно прилегает к седлу из
специального чугуна, установленному в головке блока цилиндров и имеющему также
конусную поверхность.
Стержень клапана перемещается в чугунной направляющей втулке 4,
запрессованной и фиксируемой стопорным кольцом 23 в головке блока цилиндров,
обеспечивающей точную посадку клапана. На втулку надевается маслоотражательный
колпачок 5 из маслостойкой резины. Клапан имеет две цилиндрические пружины:
наружную 8 и внутреннюю 7. Пружины крепятся на стержне клапана с помощью шайб
6, тарелки 9 и разрезного сухаря 10. Клапан приводится в действие от кулачка
распределительного вала стальным кованным рычагом 11, который опирается одним
концом на регулировочный болт 18, а другим - на стержень клапана.
Регулировочный болт имеет сферическую головку. Он ввертывается в резьбовую
втулку 20, закрепленную в головке блока цилиндров и застопоренную пластиной 21,
и фиксируется гайкой 19. Регулировочным болтом устанавливается необходимый
зазор между кулачком распределительного вала и рычагом привода клапана, равный
0,15 мм на холодном двигателе и 0,2 мм на горячем двигателе (прогретом до 75…85
°C). Пружина 17 создает постоянный контакт между концом рычага привода и
стержнем клапана.
.1.3
Принцип работы
Газораспределительный механизм (ГРМ) работает следующим образом. При
вращении распределительного вала его кулачки в соответствии с порядком работы
цилиндров двигателя поочередно набегают на рычаги 11. Рычаги, поворачиваясь
одним концом на сферических головках регулировочных болтов 18, другим концом
воздействуют на стержни клапанов, преодолевают сопротивление пружин 7, 8 и
открывают клапаны. При дальнейшем повороте распределительного вала кулачки
сходят с рычагов, которые возвращаются в исходное положение под действием
пружин 17, а клапаны закрываются под действием пружин 7 и 8.
При работе двигателя распределительный вал вращается в два раза
медленнее, чем коленчатый вал. Это связано с тем, что за период рабочего цикла
двигателя, протекающего за два оборота коленчатого вала, впускной и выпускной
клапаны каждого цилиндра должны открываться по одному разу.
Нормальная работа газораспределительного механизма (ГРМ) во многом
зависит от теплового зазора между кулачками распределительного вала и рычагами
привода клапанов. Этот зазор обеспечивает плотное закрытие клапанов при их
удлинении в результате нагрева во время работы. При недостаточном тепловом
зазоре или его отсутствии происходит неполное закрытие клапанов, что приводит к
утечке газов, быстрому обгоранию фасок головок клапанов и снижению мощности
двигателя.
.2 Привод
распределительного вала
двигатель scania газораспределительный
Особенностью привода распределительного вала является применение
ременной передачи. Привод распределительного вала осуществляется через
установленный на нем зубчатый шкив 4 ремнем 5 от зубчатого шкива 1 коленчатого
вала. С помощью этого ремня также вращается зубчатый шкив 8 вала привода
масляного насоса.
Рисунок 3. Ременный привод распределительного вала: 1, 4, 8 - шкивы; 2 -
болты; 3 - ролик; 5 - ремень; 6 - кронштейн; 7 - пружина
Ремень - зубчатый, изготовлен из резины, армированной стекловолокном.
Зубья ремня имеют трапециевидную форму. Ремень натягивается с помощью натяжного
ролика 3, закрепленного на кронштейне 6. Натяжение ремня регулируют пружиной 7
на неработающем двигателе при ослабленных болтах 2 крепления кронштейна натяжного
ролика. Привод распределительного вала работает без смазки и снаружи закрыт
тремя пластмассовыми крышками.
Газораспределительный механизм двигателя, представленный на рисунке 4,
состоит из распределительного вала 2 с двумя корпусами 1 подшипников, привода
распределительного вала, толкателей 4, регулировочных шайб 3, направляющих
втулок 6, клапанов 7, пружин 5 клапанов с деталями крепления.
Рисунок 4. Газораспределительный механизм (а) с верхним расположением распределительного
вала и его привод (б): 1 - корпус; 2 - распределительный вал; 3 - шайба; 4 -
толкатель; 5 - пружина; 6 - втулка; 7 - клапан; 8, 9, 11 - шкивы; 10 - ролик;
12 - ремень; 13 - ось
Распределительный вал чугунный, литой, пятиопорный. В задней части вала 2
находится эксцентрик для привода топливного насоса. Корпуса 1
подшипников распределительного вала отлиты из алюминиевого сплава. В них
находятся верхние половины опор под шейки распределительного вала: две в
переднем корпусе и три в заднем. Толкатели 4 клапанов - стальные,
цилиндрические, передают усилия от кулачков распределительного вала на клапаны.
В верхней части толкателей имеется гнездо для установки регулировочной шайбы. Регулировочные
шайбы 3 - плоские, стальные, толщиной 3,00…4,25 мм с интервалом через
каждые 0,05 мм. Подбором толщины этих шайб регулируется тепловой зазор между
шайбой и кулачком распределительного вала. Клапаны 7 (впускной, выпускной)
отличаются по конструкции и изготовлены из разных сталей. Впускной клапан имеет
головку большего диаметра, чем выпускной. Он выполнен из
хромоникельмолибденовой стали. Выпускной клапан - составной, сварен из двух
частей. Головка клапана изготавливается из жаропрочной
хромоникельмарганцовистой стали, а стержень - из хромоникельмолибденовой стали.
Направляющие втулки 6 клапанов - чугунные, запрессовываются и
фиксируются стопорными кольцами в головке блока цилиндров.
Пружины 5 (наружная, внутренняя) прижимают клапан к седлу и не дают ему
отрываться от толкателя. Они также исключают возникновение резонансных
колебаний деталей.
Привод распределительного вала производится через установленный на
нем зубчатый шкив 11 ремнем 12 от зубчатого шкива 8 коленчатого вала. Этим же
ремнем вращается зубчатый шкив 9 насоса охлаждающей жидкости. Ремень - зубчатый,
резиновый, армирован стекловолокном. Зубья ремня имеют полукруглую форму.
Ремень натягивается роликом 10, который вращается на эксцентриковой оси 13,
установленной на шпильке, закрепленной в головке блока цилиндров. При повороте
эксцентриковой оси относительно шпильки изменяется натяжение ремня. Привод
распределительного вала работает без смазочного материала. Он закрыт двумя
крышками - передней пластмассовой и задней стальной.
При вращении распределительного вала его кулачок набегает на шайбу 3 и
толкатель 4. Толкатель действует на стержень клапана 7, преодолевает
сопротивление пружин 5 и открывает клапан. При дальнейшем повороте кулачок
сходит с толкателя, который возвращается в исходное положение под действием
пружин 5, закрывающих клапан.
.3
Газораспределительный механизм с нижним расположением распределительного вала
На рисунке 5 показан газораспределительный механизм двигателя с нижним
расположением распределительного вала. Газораспределительный механизм
верхнеклапанный, с шестеренным приводом и двумя клапанами на цилиндр.
Рисунок 5. Газораспределительный механизм с нижним расположением
распределительного вала: 1 - распределительный вал; 2 - клапан; 3, 20 - втулки;
4 - пружина; 5 - коромысло; 6 - ось; 7 - винт; 8 - штанга; 9 - толкатель; 10,
11, 12 - шестерни; 13 - шейка; 14 - эксцентрик; 15 - кулачок; 16 - сухарь; 17,
19 - шайбы; 18 - колпачок
Механизм включает в себя распределительный вал 1, привод
распределительного вала, толкатели 9, штанги 8 толкателей, регулировочные винты
7, ось 6 коромысел, коромысла 5, клапаны 2, направляющие втулки 3 клапанов и
пружины 4 с деталями крепления.
Распределительный вал - стальной, кованый, имеет пять опорных шеек 13, кулачки 15
(впускные и выпускные), шестерню 12 привода масляного насоса и распределители
зажигания, а также эксцентрик 14 привода топливного насоса. Вал установлен в
блоке цилиндров двигателя на запрессованных биметаллических втулках,
изготовленных из стали и покрытых изнутри слоем свинцовистого баббита.
Привод распределительного вала осуществляется через прикрепленную к его
переднему концу ведомую шестерню 10, изготовленную из текстолита. Она находится
в зацеплении с ведущей стальной шестерней 11, установленной на коленчатом валу.
Обе шестерни выполнены косозубыми для уменьшения шума и обеспечения плавной
работы. Передаточное отношение шестеренного привода - отношение числа зубьев
ведущей шестерни к числу зубьев ведомой шестерни - равно 1:2, т.е. ведомая
шестерня 10 имеет в два раза больше зубьев, чем ведущая шестерня 11. Это
необходимо для того, чтобы за два оборота коленчатого вала распределительный
вал совершал один оборот, обеспечивая за полный цикл двигателя открытие
впускного и выпускного клапанов каждого цилиндра по одному разу.
Толкатели 9 служат для передачи усилия от кулачков распределительного вала к
штангам 8. Они изготовлены из стали, и их торцы, соприкасающиеся с кулачками,
выполнены сферическими и наплавлены отбеленным чугуном для уменьшения
изнашивания. Внутри толкатели имеют сферические углубления для установки штанг.
Толкатели перемещаются в направляющих отверстиях блока цилиндров.
Штанги 8 передают усилие от толкателей к коромыслам 5. Они изготовлены из
алюминиевого сплава, и на их концы напрессованы стальные наконечники.
Коромысла 5 предназначены для передачи усилия от штанг к клапанам. Коромысла
стальные, имеют неравные плечи для уменьшения высоты подъема толкателей и
штанг, в их короткие плечи ввернуты винты 7 для регулирования теплового зазора.
Коромысла установлены на втулках на полой оси 6, закрепленной в головке
цилиндров.
Клапаны 2 изготовлены из легированных жаропрочных сталей. Для лучшего наполнения
цилиндров двигателя горючей смесью диаметр головки у впускного клапана больше,
чем у выпускного.
Пружины 4 изготовлены из рессорно-пружинной стали. Деталями их крепления
являются шайбы 17 и 19, сухари 16 и втулки 20. Резиновые маслоотражательные
колпачки 18, установленные на впускных клапанах, исключают проникновение масла
через зазоры между направляющими втулками и стержнями впускных клапанов.
.4 Работа
механизма
Газораспределительный механизм (ГРМ) работает следующим образом. При
вращении распределительного вала его кулачки поочередно набегают на толкатели 9
в соответствии с порядком работы цилиндров двигателя. Усилие от толкателей 9
через штанги 8 передается к коромыслам 5, которые, поворачиваясь на оси 6,
воздействуют на стержни клапанов 2, преодолевают сопротивление пружин 4 и
открывают клапаны. При дальнейшем повороте распределительного вала кулачки
сходят с толкателей, которые вместе со штангами и коромыслами возвращаются в
исходное положение под действием пружин, закрывающих также клапаны.
.5
Двигатели Scania
Двигатели Скания выпускаются широкой линейкой - 9-ти, 11-ти, 12-ти и
13-литровые рядные моторы, 16-литровые V-образные восьмерки. Всего более 20
моторов с диапазоном мощности от 230 до 730 лошадиных сил и крутящим моментом
от 1050 до 3500 Н.м.

Рисунок 6. Двигатель Scania 9-литровый 230-260-300 л.с.
Самые простые и недорогие двигатели Scania ставились на первые Griffin -
9-литровые рядные шестерки DSC9 мощностью 310 л.с. и крутящим моментом 1355
Н.м. Причем существовали еще и более слабосильные версии - 230 л.с., которые
ставили на тягачи "Гриффин" с рессорной задней подвеской, но этих
машин было продано немного.
Двигатели Scania DSC9 были с механическими ТНВД и двухклапанными
головками, с турбонаддувом и интеркулером, но их потенциала было недостаточно
для дальнейшего увеличения мощности и достижения норм выше Евро-2.разработала
новое семейство двигателей, унифицированное по поршневой группе диаметром в 127
мм, четырехклапанными раздельными головками и с электронно-управляемыми
насос-форсунками. Со временем модульную конструкцию получили все дизельные
двигатели "Скания" от 9-литровой рядной "пятерки" до
флагманских V-8 объемом в 16 литров.
Подобной унификации деталей нет ни у одного другого производителя.
Унификация сокращает количество запасных частей, а значит уменьшаются проблемы
с наличием и поставками запчастей, а также снижается себестоимость двигателей.
С 2003 года Scania начинает устанавливать на Griffin в дополнение к
9-литровым двигателям новые 11-литровые дизели семейства DC11 уровня Евро-3,
мощностью 340 и 380 л.с. Причем для Griffin использовались только две начальные
настройки мощности, что существенно повышало надежность и долговечность
двигателей. Кроме этих двух моделей существовали еще двигатели с 420 л.с.,
которые стали применять позже.
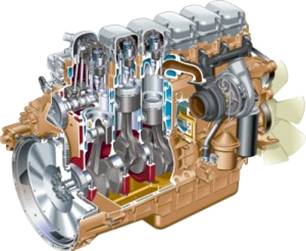
Рисунок 7. Двигатель Scania 11-литровый 340-380 л.с.
Экзотическим для России стал вариант двигателя Scania с турбокомпаундом,
который развивал 470 л.с. В его конструкции была установлена еще одна турбина,
которая через вязкостную муфту и редуктор дополнительно передавала крутящий
момент на коленвал.
К 2007 году SCANIA завершила обновление гаммы выпускаемых двигателей с
унифицированной поршневой и головками. Появилось семейство двигателей Scania
DC12, которые отличались от 11-литровых двигателей увеличенным ходом поршня и,
соответственно, объемом. При этом радиус кривошипа коленвалов и длина шатунов,
конечно же, разные. Все эти новые моторы устанавливались и на тягачи проекта
Griffin - их диапазон мощности от 340 до 470 л.с. и крутящий момент от 1700 до
2200 Н.м.
Конструктивно все рядные моторы Scania сходны - у них чугунный блок,
мокрые гильзы, распредвал в блоке, коромысла со штангами, привод ГРМ со стороны
маховика. Только у современной 9-литровой "пятерки" есть еще два
уравновешивающих балансирных вала, понятно, что рядным "шестеркам"
они ни к чему.
Кроме наиболее распространенных алюминиевых поршней, есть у Scania и
составные, со стальным жаропрочным днищем и алюминиевой юбкой. Из достоинств
раздельных головок - надежность, ведь не может же сразу пробить все шесть
прокладок головки блока, наверняка только одну. Да и стоит она значительно
меньше, чем единая прокладка под общую головку. Из недостатков - сложно
разместить дополнительный клапан и механизм управления для моторного
компрессионного тормоза.
Еще одно семейство дизелей Scania - 12,7 литровые "шестерки" DC13,
причем теперь их выпускают и в исполнении Евро-6. Один DC13 109 мощностью 440
л.с., другой DC12 110 на 480 лошадиных сил. Важный нюанс - мощность и крутящий
момент у двигателей Евро-6 остались на том же уровне, что и у двигателей
Евро-5.
По оценке конструкторов SCANIA диапазон мощности 440-480 л.с. наиболее
востребован на магистральных перевозках и на грузовиках строительного
назначения, вплоть до четырехосников. Новые двигатели относятся к семейству
дизелей с увеличенным со 127 до 130 мм диаметром цилиндра, размерностью 130х
160мм. Чугунный блок цилиндров двигателя Scania DC13 рассчитан на давление в
камере сгорания до 200 бар. Для придания дополнительной жесткости блоку, а
также для уменьшения шума и вибраций корпус крышек коренных подшипников выполнен
в единой отливке. Такое конструктивное решение еще называют "рамой".
Автомобилисты среднего и старшего возраста помнят, наверное, двухтактные
дизели ЯАЗ-204 и 206, имевшие в системе топливоподачи, подобные по принципу
устройства. Насос-форсунки конца ХХ века кардинально отличаются от прежних тем,
что благодаря электронному управлению они могут оптимизировать поступление
топлива в каждый цилиндр. Расположенные на тех же местах, что и обычные, они
позволили еще больше снизить расход топлива, особенно на режимах частичных
нагрузок, а также существенно уменьшить токсичность выхлопных газов. По
последнему параметру новые дизели Scania уже отвечают перспективным нормам
Euro-3.
Теперь система питания новых дизелей работает так: топливо из бака
подается к насос-форсунке под низким давлением, что облегчает эксплуатацию
автомобиля. В корпусе насос-форсунки имеется плунжерный насос высокого
давления, приводимый от распределительного вала с помощью штанги и коромысла.
Управление впрыском осуществляет электромагнитный клапан по команде от
электронного блока.
Испытания на автопоездах подтвердили: зона минимального расхода топлива
новых дизелей совпадает с оборотами, на которых двигатель используется чаще
всего. "Рекордная" цифра удельного расхода топлива теперь равняется 187
г/кВт-ч. Дизели выпускаются в двух исполнениях: с рабочим объемом 10,6 л и 11,7
л.

2. Оборудование и приспособление для технического
обслуживания, контрольно-диагностические и регулировочные работы автомобиля
Техническое обслуживание - это комплекс мероприятий, целью которых является поддержание машины в
полностью работоспособном состоянии, а также профилактические работы,
предназначенные для уменьшения интенсивности износа деталей и предупреждающие
возникновение серьезных неисправностей.
Своевременно проведенное техническое обслуживание автобусов и грузовиков,
в условиях специализированного технического центра, гарантирует постоянную
техническую готовность автомобиля и снижает потребность в его текущем ремонте.
Следует понимать, что ремонт и обслуживание грузовых автомобилей не
являются синонимами. Это означает, что даже если техническое обслуживание
грузовика было проведено совсем недавно, при проявлении любых симптомов
нарушений в работе агрегатов или узлов, появлении посторонних шумов, стуков или
вибраций водитель должен немедленно обратиться для диагностики грузовика в
специализированный сервисный центр.
Лишь сочетание точной компьютерной диагностики грузовиков, качественного
и профессионального техобслуживания и квалифицированный, вовремя проведенный
ремонт грузовиков на СТО, гарантируют постоянную готовность к эксплуатации и
полную безопасность водителя машины и груза.
Разновидности технического обслуживания грузовых автомобилей
Для безопасной и надежной эксплуатации каждый автомобиль нуждается в
следующих работах, выполняемых без демонтажа и снятия отдельных агрегатов и
узлов:
ежедневное техническое обслуживание
первое техническое обслуживание (ТО-1)
второе техническое обслуживание (ТО-2)
сезонное техническое обслуживание (СТО).
С ежедневным, как правило, справляется сам водитель. ТО-1 и ТО-2 проводятся
лишь в условиях специализированных сервисных центров, так как профилактический
ремонт и обслуживание грузовых автомобилей в этом случае требует не только
высокой квалификации, но и специального оборудования, в том числе и
компьютеризированных диагностических стендов.
Существует еще и сезонное обслуживание, которое проводится 2 раза в год.
Система технического обслуживания подвижного состава является
планово-предупредительной, и все работы, предусмотренные для каждого
обслуживания, являются обязательными к выполнению в полном объеме. Она
способствует постоянному поддержанию автомобилей и прицепов в работоспособном
состоянии и в надлежащем внешнем виде, уменьшению интенсивности износа деталей,
предупреждению отказов и неисправностей, снижению расхода топлива и смазочных
материалов, своевременному выявлению и устранению неисправностей и в конечном
итоге повышению надежности и безопасности эксплуатации, продлению срока службы
автомобилей и прицепов и увеличению пробега автомобилей до ремонта.
Контрольно-диагностические, крепежные, смазочные, заправочные,
регулировочные, электротехнические и уборочно-моечные работы, проводимые в
необходимом объеме, и сроки, предусмотренные техническим обслуживанием,
позволяют обеспечить нормальные условия для работы всех систем и механизмов
автомобиля.
Техническое обслуживание является профилактическим мероприятием,
проводимым принудительно в плановом порядке через определенные пробеги или
время работы подвижного состава.
Техническое обслуживание подвижного состава подразделяется по
периодичности, перечню и трудоемкости выполняемых работ на следующие виды:
- ежедневное техническое обслуживание (ЕО);
- первое техническое обслуживание (ТО-1);
- второе техническое обслуживание (ТО-2);
- сезонное техническое обслуживание (СО).
Для каждой категории условий эксплуатации наибольшая периодичность
технического обслуживания принята для легковых автомобилей, затем автобусов и
грузовых автомобилей и автобусов на базе грузовых автомобилей. Для
автомобилей-самосвалов в связи с более тяжелыми условиями работы периодичность
технического обслуживания определяется умножением пробега до очередного
технического обслуживания базового автомобиля на коэффициент 0,8.
Техническое обслуживание выполняют в соответствии с планом-графиком,
который составляют на месяц для каждого автомобиля или прицепа исходя из
среднесуточного пробега и между техническими обслуживаниями. График утверждает
главный инженер (технический руководитель) АТП.
Перед возвращением автомобиля с линии техник по учету подвижного состава в
гаражном листе заранее записывает номер автомобилей, которые должны проходить
техническое обслуживание, с указанием вида технического обслуживания, а также
смазочных операций. Заполненный гаражный лист направляют на пост приема
автомобилей, возвращающихся с линии, где его подписывают дежурный механик и
водитель. Техническим обслуживанием руководит старший механик.
После сдачи автомобиля дежурному механику водитель ставит автомобиль в
зону ожидания; по распоряжению старшего механика его подают на пост уборочно-моечных
работ и дальше в зависимости от вида обслуживания и требующихся ремонтных работ
на соответствующие посты.
Для каждого вида технического обслуживания установлен перечень работ,
обязательных к выполнению.
Ежедневное техническое обслуживание (ЕО) предназначено для общего
контроля, направленного на обеспечение безопасности движения, поддержание
надлежащего внешнего вида транспортного средства, заправки топливом, маслом,
охлаждающей жидкостью, и для некоторых автомобилей - санитарной обработки кузова.
ЕО выполняют после работы подвижного состава на линии и перед выездом на
линию. При смене водителей на линии им" производятся работы по проверке
технического состояния автомобиля.
Первое (ТО-1) и второе (ТО-2) технические обслуживания предназначены для снижения
интенсивности изнашивания деталей, выявления и предупреждения отказов и
неисправностей. Техническое обслуживание должно обеспечить безотказную работу
агрегатов, узлов и систем подвижного состава в пределах установленной
периодичности и обязательного перечня операций.
ТО-1 и ТО-2 включают в себя смазочные, крепежные и регулировочные работы
и выполняются через определенные пробеги (см. табл. 9), устанавливаемые в
зависимости от условий эксплуатации подвижного состава автомобильного
транспорта.
В целях повышения безопасности движения, исключения отказов в работе,
обеспечения долговечности "а заданном уровне и сокращения затрат на
техническое содержание подвижного состава автотранспортные предприятия могут
корректировать нормативы технического обслуживания с учетом условий
эксплуатации подвижного состава, изменения режимов технического обслуживания
(т. е., перечня операций, периодичности и трудоемкости), изменяя соотношения
между объемами работ технического обслуживания и ремонта в результате включения
в техническое обслуживание характерных, часто повторяющихся операций текущего
ремонта.
Корректирование нормативов направлено на обеспечение высокой
эксплуатационной надежности, увеличение роли и значения профилактических работ
за счет сокращения объема текущего ремонта.
Сезонное техническое обслуживание (СО) производится 2 раза в год и
предназначено для подготовки подвижного состава к эксплуатации в холодное и
теплое время года.
Отдельно планируемое СО рекомендуется проводить для подвижного состава,
работающего в зоне холодного климата. Для остальных климатических условий
сезонное обслуживание обычно совмещают с ТО-2 (ТО-1), увеличивая соответственно
перечень выполняемых работ.
При СО промывают картеры двигателя, коробки передач, заднего и среднего
ведущих мостов, а также картер рулевого управления. После промывки, в
зависимости от времени года, заливают свежую смазку (летнюю или зимнюю). Кроме
перечисленных работ, необходимо также промыть радиатор, полость охлаждения
двигателя, систему отопительного устройства и заправить их охлаждающей
жидкостью, после чего проверить исправность и действие жалюзи радиатора и
термостата, зарядить аккумуляторную батарею, доведя плотность электролита до
соответствующей сезону эксплуатации, установить или снять утеплительные устройства
для аккумуляторной батареи, подготовить и привести в исправность утеплительные
чехлы радиатора и капота, цепи противоскольжения и шанцевый инструмент. Места
повреждения покраски на кабине и кузове зачистить наждачной бумагой, наложить
грунтовку и тщательно (в несколько слоев) закрасить.
Все работы по проведению ЕО и ТО-1 подвижного состава, как правило,
следует выполнять в межсменное время. Для выполнения технического обслуживания
имеются специально приспособленные и оборудованные помещения - профилактории. В
зависимости от производственной площади и наличия оборудования в профилактории
техническое обслуживание организуется на тупиковых постах или на поточной
линии.
На тупиковых постах техническое обслуживание чаще всего выполняют на
мелких АТП, где все работы за исключением уборки и мойки практически
выполняются на одном посту.
На крупных АТП, где ежедневно необходимо выполнять большое количество
технических обслуживании, применяют поточный метод. При этом методе работы,
предусмотренные техническим обслуживанием, распределяют на нескольких
специализированных последовательно расположенных постах: уборки, мойки, сушки,
крепежных, регулировочных и электротехнических работ, смазки и шинных работ.
Диагностика технического состояния автомобиля без его разборки
предназначена для определения технического состояния и дальнейшего пробега
автомобиля.
Диагностика может быть применена при техническом обслуживании и при
ремонте автомобиля. Цель диагностики при техническом обслуживании заключается в
определении действительной потребности в производстве работ, выполняемых не при
каждом обслуживании, и прогнозировании возникновения момента отказа.
Цель диагностики при ремонте заключается в выявлении причин отказа или
неисправности и установлении наиболее эффективного способа их устранения: на
месте, со снятием узла или агрегата, с полной или частичной разборкой.
Диагностика является частью технического обслуживания и включает:
экспресс-диагностику, т. е. проверку технического состояния системы, агрегатов
и узлов автомобиля, влияющих на безопасность движения (эта диагностика, как
правило, должна проводиться перед ТО-1); углубленную диагностику, которая
предназначена для определения по диагностическим параметрам места, причины и
характера неисправности или отказа (эта диагностика проводится перед ТО-2);
диагностику на постах ТО для выявления потребности агрегатов, узлов и систем в
регулировочных и ремонтных работах, выполняемых при техническом обслуживании и
ремонте шатуна. Усиление стука при резком увеличении частоты вращения
коленчатого вала свидетельствует об износе вкладышей коренных или шатунных
подшипников, причем стук более глухого тона характерен при износе вкладышей
коренных подшипников. Резкий непрекращающийся стук в двигателе,
сопровождающийся падением давления масла, свидетельствует о выплавлении
подшипников. Шумы и стуки прослушиваются с помощью стетоскопа.
Снижение мощности двигателя вызывается уменьшением компрессии в
результате: нарушения уплотнения прокладки головки цилиндров при слабой или
неравномерной затяжке гаек крепления или повреждения прокладки, пригорания
колец в канавках поршня вследствие отложения смолистых веществ и нагара;
износа, поломки или потери упругости колец; износа стенок цилиндров.
Компрессию в цилиндрах двигателя проверяют от руки или компрессометром.
Для проверки компрессии от руки вывертывают свечи зажигания, за исключением
свечи проверяемого цилиндра. Вращая коленчатый вал пусковой рукоятки, по
сопротивлению проворачиванию судят о компрессии. Также проверяют компрессию и в
остальных цилиндрах.
Для проверки компрессии компрессометром следует прогреть двигатель,
вывернуть свечи, полностью открыть дроссельную и воздушную заслонки. Установить
резиновый наконечник компрессометра в отверстие свечи и провернуть коленчатый
вал на 8... 10 оборотов. О величине компрессии судят по показаниям
компрессометра. После проворачивания коленчатого вала в исправном цилиндре
величина компрессии должна быть 0,70...0,78 МПа. Таким образом нужно
последовательно проверять компрессию в каждом цилиндре.
О техническом состоянии цилиндропоршневой группы и клапанов можно судить
по относительной величине утечки воздуха (контролируемой специальным
манометром), подаваемого под давлением в цилиндры двигателя с помощью прибора
К-69. При этом сжатый воздух подают в каждый цилиндр двигателя через отверстия
для свечей зажигания.
Повышенный расход масла, перерасход топлива и дымный выпуск отработавших
газов серого цвета (при нормальном уровне масла в картере) обычно появляются
при залегании поршневых колец или их износе. Залегание кольца можно устранить
без разборки двигателя, для чего в каждый цилиндр горячего двигателя заливают
на ночь через отверстие для свечи зажигания по 20 г смеси равных частей
денатурированного спирта и керосина. Утром двигатель следует пустить, дать проработать
10... 15 мин, остановить и заменить масло.
Отложение нагара на днищах поршней и камере сгорания снижает
теплопроводность, что вызывает перегрев двигателя, падение его мощности и
повышение расхода топлива. Для удаления нагара необходимо выпустить воду из
системы охлаждения, снять приборы, укрепленные на головке цилиндров, и,
отвернув гайки, осторожно отделить головку цилиндров, не повредив прокладку.
Если прокладка приклеилась к блоку пли головке цилиндров, то ее следует
отделить, пользуясь тупым ножом или широкой тонкой металлической полоской.
Перед снятием головок цилиндров V-образных двигателей, кроме того,
необходимо снять все приборы с впускного трубопровода, снять трубопровод и
только после этого снять головки
Комплекс диагностических работ позволяет обнаружить и устранить
неисправность, вовремя провести профилактику, что обеспечивает снижение
изнашиваемости и повышение, безопасности' работы узла, агрегата или автомобиля
в целом. Все это повышает надежность автомобиля, экономичность и эффективность
его эксплуатации за счет снижения расхода запасных частей и материалов и
уменьшения трудовых затрат на техническое обслуживание и ремонт.
При ТО-1 проводятся диагностические работы по узлам и системам
автомобиля, влияющим на безопасность движения. Проверяется действие рабочего
тормоза на одновременность срабатывания и эффективность торможения, действие
стояночного тормоза, привод тормоза, люфт рулевого колеса и шарнирных
соединений рулевого привода, состояние шин и давление воздуха в них, действие
приборов освещения и сигнализации.
При ТО-2 проводятся следующие диагностические работы по проверке: работы
двигателя (наличие стуков, перебои в работе, развиваемая мощность); системы
зажигания; системы питания (подтекание топлива и его расход, количество СО в
отработавших газах); цилиндро-поршневой группы; механизма газораспределения;
системы смазки двигателя; системы охлаждения двигателя; сцепления автомобиля и
его привода (пробуксовка под нагрузкой, неполное выключение, наличие стуков и
шумов). Проверяется также работа коробки передач автомобиля (самопроизвольное
выключение под нагрузкой, наличие стуков и шумов при работе); карданной
передачи автомобиля (наличие люфтов и отсутствие биения); главной передачи и
дифференциала (наличие люфта, стуков и шумов). Кроме этого, выполняются
диагностические работы по проверке передней подвески, установки передних колес
и их балансировки, параллельности передней и задней осей и установки фар.
Устранение выявленных недостатков, как правило, должно выполняться на
специальных постах
.1 Техническое обслуживание трансмиссии и ходовой части
автомобиля
Неумелое управление автомобилем, в первую очередь, отражается па
состоянии трансмиссии. Резкие рывки, перегрузки механизмов во время работы,
плохая смазка приводят к поломкам и неисправностям, выводящим надолго из строя
автомобиль Неисправности сцепления. В механизме сцепления могут воз"
никнуть неисправности: неполное включение (сцепление пробуксовывает) или
неполное выключение (сцепление ведет), а также резкое включение сцепления. Неисправность
сцепления затрудняет управление автомобилем и тем самым влияет на безопасность
движения.
Когда сцепление пробуксовывает, крутящий момент от вала двигателя не
полностью передается на ведущие колеса (особенно, при движении автомобиля с
грузом на подъеме). С увеличением частоты вращения коленчатого вала двигателя
при отпущенной педали сцепления автомобиль вовсе не трогается с места, либо
скорость его увеличивается очень медленно; иногда автомобиль двигается рывками
и в кабине ощущается запах горелых фрикционных накладок, ведомых дисков.
Причины пробуксовывания сцепления:
отсутствие зазора между подшипником муфты и рычагами включения при
отпущенной педали сцепления, вследствие чего ведущий диск не полностью
прижимается к ведомому; для устранения этой неисправности необходимо проверить
и отрегулировать свободный ход педали сцепления;
замасливание дисков сцепления; эта неисправность возникает при чрезмерной
смазке подшипника муфты выключения сцепления при протекании смазки через задний
коренной подшипник коленчатого вала; в этом случае сила трения резко
уменьшается и диски проскальзывают. Для устранения этой неисправности сцепление
нужно разобрать, тщательно промыть, а фрикционные накладки зачистить стальной
щеткой или рашпилем;
износ фрикционных накладок; если износ накладок невелик, неисправность
устраняется регулировкой свободного хода педали сцепления; при большом износе
накладок их необходимо заменить новыми;
поломка или ослабление, нажимных пружин; пружины необходимо заменить.
Сцепление не полностью выключается. Признаком данной неисправности
является включение передачи, сопровождающееся резким металлическим скрежетом
шестерен коробки передач, причем не исключена возможность их поломки. Такая
неисправность сцепления может возникнуть по следующим причинам:
большой зазор между упорным подшипником муфты выключения и внутренними
концами рычажков выключения; устраняют эту неисправность регулировкой
свободного хода педали сцепления;
перекос или коробление ведомых дисков и как следствие - неодинаковый
зазор между дисками (а в отдельных местах отсутствие зазора); эта неисправность
чаще всего возникает при перегреве сцепления после пробуксовки и устраняется
заменой покоробленных дисков;
обрыв фрикционных накладок, в результате чего оборванная накладка
заклинивается между ведомым и ведущим дисками и не позволяет полностью
выключить сцепление; сцепление необходимо разобрать и заменить накладки;
перекос нажимного диска; при выключении сцепления ведущий диск частично
продолжает прижиматься к ведомому диску. Такая неисправность возникает, когда
внутренние концы рычагов выключения сцепления находятся не в одной плоскости; в
этом случае необходимо отрегулировать положение рычагов выключения сцепления.
Сцепление резко включается, несмотря на медленное и плавное отпускание
педали; автомобиль трогается с места рывком. Такая неисправность может быть в
случае заедания муфты выключения на направляющей втулке. При отпускании педали
сцепления муфта будет передвигаться по втулке неравномерно, когда сила пружин
преодолеет заедание муфты, она быстро передвинется, резко освободив рычаги
выключения, и диски быстро сожмутся. Резкое включение сцепления может быть
вызвано также мелкими трещинами на ведущих дисках после большого их перегрева.
Для устранения указанных неисправностей требуется замена соответствующих
деталей.
Основные работы по техническому обслуживанию сцепления
ЕО. Проверить действие механизма сцепления путем трогания автомобиля с
места и переключения передач при движении.
ТО-1. Проверить свободный ход педали (и, если нужно, отрегулировать его),
состояние и крепление оттяжной пружины. Смазать (по графику смазки) валик
педали сцепления и подшипник муфты выключения сцепления. Проверить работу
сцепления.
ТО-2. Проверить полный и свободный ход педали сцепления и действие
оттяжной пружины, работу привода сцепления и при необходимости отрегулировать
сцепление и привод.
.2 Диагностика грузовых автомобилей
Современные грузовые авто является сложнейшими в техническом отношении
агрегатами, в которых воплощены лучшие достижения точной механики, гидравлики и
пневматики, причем все это управляется специализированными бортовыми
электронными системами.
При этом вне зависимости от того, отечественный ли это автомобиль, или
дорогостоящая грузовая иномарка, ремонт в любом случае начинается не только с
поиска и точной локализации поломки, но и определения причины, ее вызвавшей.
Диагностика грузовиков - ответственный процесс, который в Москве стараются
выполнить только в условиях специализированной и хорошо оснащенной СТО. Более
того, это процесс комплексный, который состоит из:
общего осмотра;
визуального обследования узлов;
точного определения неисправности.
Особенно важен последний этап, так как именно от его результатов зависит
конкретная цена ремонта или состав работ при техническом обслуживании
автомобиля. Сегодня при уточнении параметров используется исключительно
компьютерная диагностика грузовиков, так как это единственный способ получения
достоверной информации, как о самой поломке, так и о том, почему та произошла.
2.2.1 Диагностика грузовых автомобилей с помощью компьютера
Для ее проведения используются специальные стенды, принцип работы которых
основывается на обработке потоков информации, получаемых с многочисленных
датчиков. Часть из них являются элементами бортового оборудования машины, а
часть подключается на время проведения работ.
Существенным является то, что таким образом удается осуществить
комплексный контроль, что особенно важно при ремонте полуприцепов, ведь те
составляют с тягачом единую систему, в которой задействованы электрические,
пневматические и гидравлические агрегаты, причем от точности их взаимодействия
зависит безопасность эксплуатации.
Компьютерная
диагностика
Компьютерная диагностика грузовых автомобилей является единственным
способом узнать реальное состояние всех его узлов и агрегатов. Это позволяет
выявить любые отклонения в работе и отыскать неисправности на самой ранней
стадии, что повышает эффективность и сокращает время, затраченное на
последующий ремонт, а в ряде случаев позволяет даже полностью его избежать.
Компьютерная диагностика грузовиков осуществляется с использованием
профессионального инструмента и фирменных стендов, обслуживаемых
высококвалифицированным персоналом, прошедшим обучение на
заводах-изготовителях.
Принцип
работы
Проверка состояния агрегатов и систем грузовиков проводится с помощью
физических измерений электрических сигналов, получаемых с многочисленных
датчиков, которые автоматически сканируются электронными блоками управления,
входящими в состав специальных стендов.
Считанная информация обрабатывается компьютером и выводится в удобной для
использования графической или табличной форме, которая считывается либо
непосредственно с экрана монитора, либо распечатывается для дальнейшего
использования при ремонте. Таким образом, можно с абсолютной точностью знать
состояние и параметры любого узла - от двигателя, трансмиссии, ABS,
пневмоподвески и системы спутниковой навигации.
.3 Техническое обслуживание газораспределительного механизма
и турбокомпрессора
.3.1 Регулировка зазоров клапанного механизма
Для обеспечения герметичной посадки клапана на седло при тепловом
расширении деталей механизма во время работы двигателя необходимо периодически
проверять и регулировать зазоры клапанного механизма.
Рисунок. 8 Вид на метки для регулировки клапанов: - картер маховика,
2-крышка люка, 3- прокладка, 4 - указатель, 5 - шестерня привода трлливного
насоса; а - метки, обозначающие номера цилиндров, б -риска
Зазор для впускных и выпускных клапанов одинаков и равен 0,25-0,3 мм. В
виде исключения в процессе эксплуатации допускается увеличение этого зазора до
0,4 мм. Регулировка производится на холодном двигателе. Перед регулировкой
скобой регулятора необходимо выключить подачу топлива; отвернуть барашки
крепления крышек головок цилиндров и снять крышки; усилием 15 даН-м проверить
затяжку болтов крепления осей коромысел подтянуть тарировочным ключом гайки
крепления головок цилиндров; снять крышку (рис. .6) смотрового люка,
находящуюся наг картере маховика. Через смотровой люк видны риски, нанесенные
на шестерне привода топливного насоса высокого давления, и указатель, ввернутый
в картер маховика.
Риски, нанесенные: на шестерне, указывают номера цилиндров, на которых
можно регулировать зазоры в клапанном механизме при совмещении соответствующей
риски с указателем.
Регулировать зазоры в клапанном механизме следует в таком порядке: -
провернуть коленчатый вал до совмещения меток нужного цилиндра с указателем
(оба клапана регулируемого цилиндра должны быть закрыты). Проворачивать вал
нужно по часовой-стрелке (если смотреть со стороны вентиляторов); - проверить
щупом зазор 0,25-0,30 мм между торцами клапанов носками коромысел проверяемого
цилиндра; - для регулировки зазора ключом ослабить контргайку регулировочного
винта, вставить в зазор щуп и, вращая отверткой винт, установить необходимый
зазор; не отпуская отвертки, затянуть контргайку. После регулировки проверить
зазор; щуп 0,25 мм должен входить свободно, а 0,30 - с усилием.
Аналогично отрегулировать клапаны каждого цилиндра, предварительно
проворачивая двигатель до совмещения меток цилиндра с указателем. После
регулировки запустить двигатель и прослушать. Если регулировка произведена
неправильно, двигатель, будет стучать. После регулировки необходимо закрыть
смотровой люк и поставить крышки головок цилиндров.
Проверка работы турбокомпрессора. От работы турбокомпрессора зависит
эффективность сгорания топлива в цилиндрах и, следовательно, мощность
двигателя.
Проверку работы турбокомпрессора следует производить в такой последовательности:
- отвернуть болты крепления впускного патрубка турбокомпрессора, снять его и
прокладку с сеткой; - вращая ротор (от руки) проверить легкость вращения, а
также отсутствие задевания лопаток турбокомпрессора за неподвижные детали. При
этом необходимо выбирать осевой люфт последовательно в обе стороны. Выполняя
эту операцию, необходимо следить, чтобы во внутренние полости турбокомпрессора
не попали пыль или посторонние предметы; - после проверки установить все детали
на место и закрепить впускной патрубок; - проверить работу турбокомпрессора под
нагрузкой. Для этого вывернуть пробку на впускном коллекторе и через емкость 20
л подсоединить манометр. Запустив двигатель, проверить при 2100 об/мин
избыточное давление воздуха, которое должно быть в пределах 0,60-0,95 даН/см².
В момент проверки двигатель должен быть нагружен, что достигается
постановкой автомобиля на тормоза (центральный и колесные) и включением третьей
передачи.
.4
Неисправности и техническое обслуживание ГРМ
Техническое обслуживание двигателя состоит из проверки его технического
состояния внешним осмотром и в процессе работы, выявления неисправностей,
выполнения контрольно-регулировочных, смазочных и крепежных работ по
кривошипно-шатунному и распределительному механизмам, системам охлаждения,
смазки, питания и зажигания.
Неисправности газораспределительного механизма наиболее часто проявляются в
нарушении зазоров между стержнями клапанов и толкателями. Это приводит к
нарушению фаз газораспределения, ухудшению наполнения цилиндров (вследствие
запаздывания открытия впускного или выпускного клапанов при увеличенных
зазорах).
Увеличенные зазоры между стержнями клапанов и толкателями вызывают стуки
и преждевременный износ деталей распределительного механизма. Малые зазоры или
их отсутствие приводят к неплотной посадке клапанов и пропуску рабочей смеси во
впускной и выпускной трубопроводы. В результате уменьшается компрессия в
цилиндрах двигателя и его мощность. Признаками этих неисправностей служат
появление вспышек в карбюраторе и хлопков в глушителе.
.4.1
Техническое обслуживание газораспределительного механизма (ГРМ)
Основные работы:
проверка стабильности состояния и подтягивание креплений (крепежные
работы) опоры двигателя к раме, головки цилиндров и поддона картера к блоку,
фланцев впускного и выпускного трубопроводов и других соединений;
проверка технического состояния или работоспособности (контрольные
работы) кривошипно-шатунного и распределительного механизмов;
регулировочные работы и смазка.
Крепежные
работы
Для предотвращения пропуска газов и охлаждающей жидкости через прокладку
головки цилиндров необходимо периодически проверять крепление головки ключом с
динамометрической рукояткой с определенным усилием и последовательностью.
Момент затяжки и последовательность подтягивания гаек устанавливают
автомобильные заводы.
Чугунную головку цилиндров крепят, когда двигатель находится в нагретом
состоянии, а головку из алюминиевого сплава - в холодном.
Необходимость подтягивания крепления головок из алюминиевого сплава в
холодном состоянии объясняется неодинаковым коэффициентом линейного расширения
материала болтов и шпилек (сталь) и материала головки (алюминиевый сплав).
Поэтому подтягивание гаек на горячем двигателе не обеспечивает после его
остывания необходимой плотности прилегания головки цилиндров к блоку.
Затяжку болтов крепления поддона картера во избежание деформации картера,
нарушения герметичности проверяют также с соблюдением последовательности, т.е.
поочередным подтягиванием диаметрально противоположных болтов.
.4.2
Контроль состояния ГРМ
Техническое состояние этих механизмов можно определять:
по расходу (угару) масла в эксплуатации и падению давления в системе
смазки;
по изменению давления (компрессии) в цилиндрах двигателя в конце хода
сжатия;
по разрежению во впускном трубопроводе;
по количеству газов, прорывающихся в картер двигателя;
по утечке газов (воздуха) из цилиндров;
наличию стуков в двигателе.
Угар масла в малоизношенном двигателе незначителен и может составлять
0,1-0,25 л/100 км пробега. При значительном общем износе двигателя угар может
достигать 1л/100 км и более, что обычно сопровождается сильным дымлением.
Давление в масляной системе двигателя должно быть в пределах, установленных для
данного типа двигателя и применяемого сорта масла. Снижение давления масла на
малых оборотах коленчатого вала прогретого двигателя указывает на наличие
недопустимых износов подшипников двигателя или неисправности в системе смазки.
Падение давления масла по манометру до 0 указывает на неисправность
манометра или редукционного клапана.
Повышенное давление в системе смазки может возникнуть в результате
большой вязкости или засорения масляной магистрали.
Компрессия служит показателем герметичности цилиндров двигателя и
характеризует состояние цилиндров, поршней и клапанов. Герметичность цилиндров
может быть определена компрессометром.
Компрессию проверяют после предварительного прогрева двигателя до 70-80 ºС при вывернутых свечах. Установив
резиновый наконечник компрессометра в отверстие свечи, провертывают стартером
коленчатый вал двигателя на 10-12 оборотов и записывают показания
компрессометра. Проверку повторяют 2-3 раза для каждого цилиндра.
Если величина компрессии на 30-40 % ниже нормы, это указывает на наличие
неисправностей (поломку или пригорание поршневых колец, негерметичность
клапанов или повреждение прокладки головки цилиндров).
Разрежение во впускном трубопроводе двигателя замеряют вакуумметром.
Величина разрежения у работающего на установившемся режиме двигателей может
изменяться не только от изношенности цилиндро-поршневой группы, но и от
состояния деталей газораспределения, установки зажигания и регулировки
карбюратора.
Таким образом, данный метод контроля является общим и не позволяет
выделить ту или иную неисправность по одному показателю.
Количество газов, прорывающихся в картер двигателя, изменяется в результате неплотности
сопряжений цилиндр-поршень-поршневое кольцо, увеличивающейся по мере
изнашивания указанных деталей. Количество прорывающихся газов замеряют при
полной нагрузке двигателя.
.5 Оборудование, инструменты, приспособления и материалы
Слесарно-монтажные инструменты, применяемые на постах, должны быть
исправными. Не допускается использование ключей с изношенными гранями и
несоответствующих размеров, применение рычагов для увеличения плеча гаечных
ключей, а также применение зубил и молотка для отвёртывания гаек. Рукоятки
отвёрток, напильников, ножовок и так далее должны быть изготовлены из
пластмассы или дерева, иметь гладкую, ровно зачищенную поверхность. Деревянные
рукоятки во избежание раскалывания должны иметь металлические кольца.
Впрессовывать втулки, подшипники и другие детали следует при помощи
прессов и специальных съёмников. Съёмники должны прочно и надёжно захватывать
детали в месте приложения усилия.
Осмотровые канавы должны иметь направляющие предохранительные борта и
содержатся в чистоте. Неиспользуемые осмотровые канавы должны быть огорожены
или закрыты. Автомобили должны въезжать на канаву, когда в ней нет людей.
При постановке автомобиля на пост технического обслуживания или ремонта
необходимо на рулевое колесо повесить табличку с надписью: "Двигатель не
пускать - работают люди !". Автомобиль при этом должен быть заторможен
ручным тормозом и включением первой передачи в коробке передач.
При обслуживании автомобиля, установленного на подъёмнике, необходимо на
механизме управления подъёмником укрепить табличку с надписью: "Не трогать
- под автомобилем работают люди!". Во избежание самопроизвольного
опускания гидравлического подъёмника нужно после подъёма автомобиля откинуть
предохранительные стойки или вставить штыри в отверстия предохранительных труб,
выдвигающихся вместе с плунжерами.
Перед началом работ на автомобиле - самосвале с поднятым кузовом надо
устанавливать упорную штангу, предотвращающую опускание кузова.
При техническом обслуживании и ремонте автомобиля со снятыми колёсами,
вывешенного на домкратах, талях и кранах, разрешается приступать к работе
только после установки автомобиля на подставки (козелки), при этом под неснятые
колёса должны быть подложены упоры. Подставки должны быть прочными и надёжными
(только металлическими).
При подъёме и транспортировании агрегатов нельзя находится под поднятыми
частями автомобиля. Запрещается снимать, устанавливать и транспортировать
агрегаты при заваливании их тросом и канатами без специальных захватов. Тележки
для транспортирования должны иметь стойки и упоры, предохраняющие агрегаты от
падения и перемещения по тележке.
Для осмотра автомобиля применяют переносные безопасные электролампы
напряжением до 36 вольт с предохранительными сетками, при работе в осмотровых
канавах напряжение не должно превышать 12 вольт. Ручные электроинструменты
(дрели, гайковёрты) надо присоединять к сети только через штепсельные розетки с
заземляющим контактом. Провода электроинструментов нужно подвешивать, не
допуская прикосновения их с полом.
Приёмку автомобиля на ходу и проверку тормозов следует производить вне
помещения; пускать двигатель и трогаться с места разрешается только по
получении сигнала от рабочего, производящего регулировку.
Вождение автомобиля на территории автохозяйства, в том числе и
опробование автомобилей после ремонта и регулировки, разрешается только лицам,
имеющим удостоверение шофёра. Скорость движение не должна превышать: на
подъездных путях и проездах - 10 км/ч, в производственных помещениях - 5 км/ч.
обгон одного автомобиля другим на территории автохозяйства запрещается.
3. Технология и виды ремонта механизмов, систем, оборудования
и приспособления используемые для ремонта автомобилей. Виды дефектов и методы
ремонта автомобилей
.1 Ремонт газораспределительного механизма
Основными неисправностями газораспределительного механизма являются:
нарушения тепловых зазоров клапанов; вытягивание зубчатого ремня, износ
зубчатых шкивов; износ цепи и звездочек привода; ослабление креплений крышек
подшипников распределительного вала, неплотное закрытие клапанов из-за
изнашивания их головок и седел; снижение упругости клапанных пружин, износ
подшипников, шеек и кулачков распределительного вала, толкателей, поршней и их
осей, втулок и седел клапанов. В результате нарушения регулировок и износа
деталей газораспределительного механизма прослушиваются стуки и шум при работе
двигателя, он теряет мощность, идет повышенный расход масла и т. д. После
проверки технического состояния определяют необходимость ремонта или регулировки
механизма газораспределения. Самой серьезной неисправностью
газораспределительного механизма является т.н. зависание клапанов,
которое может привести к серьезным поломкам двигателя. Причин у неисправности
две. Применение некачественного бензина, сопровождающееся отложением смол на
стержнях клапана. Другой причиной является резонанс, ослабление или поломка
пружин клапанов. В этом случае при достижении поршнем верхней мертвой точки
клапан не успевает сесть в "седло". К счастью, данная неисправность
на современных автомобилях встречается достаточно редко.
Отдельно необходимо сказать о неисправностях гидрокомпенсаторов.
При использовании жидкого или сильно загрязненного масла гидрокомпенсатор
перестает выполнять свою основную функцию, а именно автоматически компенсировать
зазоры в ГРМ. Дальнейшая эксплуатация двигателя может привести к заклиниванию
гидрокомпенсаторов.
Нарушение теплового зазора на двигателях с регулируемым зазором может произойти
по причине износа подшипников и кулачков распределительного вала, износа
зубчатого шкива привода распределительного вала, а также вследствие
неправильной регулировки.
Неисправности ГРМ достаточно сложно диагностировать, т.к. сходные внешние
признаки могут соответствовать нескольким неисправностям. Зачастую конкретная
неисправность устанавливается непосредственным осмотром конструктивных
элементов ГРМ со снятием крышки головки блока цилиндров.
Большинство неисправностей газораспределительного механизма приводит к нарушениям
фаз газораспределения, при которых двигатель начинает работать нестабильно
и не развивает номинальной мощности.

Рисунок 9. Распределительный вал и его привод
Таблица -
Внешние признаки и соответствующие им неисправности ГРМ
|
Признаки
|
Неисправности
|
|
· металлический стук в головке блока цилиндров на
малых и средних оборотах; · снижение мощности двигателя
|
· нарушение теплового зазора клапанов; · износ подшипников, кулачков распределительного вала
|
|
· металлический стук в головке блока цилиндров на
холодном двигателе; ·
снижение мощности двигателя
|
· неисправности гидрокомпенсаторов
|
|
· шум в районе привода распределительного вала; · выстрелы в глушитель
|
· износ и удлинение цепи (ремня) привода
распределительного вала; · износ зубчатого шкива привода
|
|
· синий дым отработавших газов; · снижение уровня масла в картере двигателя; · снижение мощности двигателя
|
· износ маслоотражающих колпачков, стержней клапанов,
направляющих втулок; ·
неисправности КШМ
|
|
· звонкие металлические стуки (детонационные стуки)
при разгоне автомобиля; · работа двигателя с перебоями
|
· нагар на клапанах; · неисправности
КШМ; · бензин низкого качества
|
|
· кратковременные провалы в работе холодного
двигателя; · снижение мощности двигателя; · перегрев двигателя
|
· снижение упругости и поломка пружин клапанов; · зависание клапанов
|
Основными неисправностями являются износ опорных шеек вала, износ и
задиры кулачков и изгиб вала. Эти повреждения вызывают стуки в клапанном
механизме, а увеличение зазоров в подшипниках приводит к падению давления масла
в системе смазывания.
Для восстановления зазоров в подшипниках распределительного вала
восстанавливают, перешлифовывают его опорные шейки, канавки для подачи масла
углубляют, чтобы после повторного шлифования масло поступало к деталям
двигателя. Шейки вала шлифуют под ближайший ремонтный размер. После шлифования
их полируют пастой ГОИ.
При небольшом износе кулачков распределительного вала их зачищают
шлифовальной шкуркой, сначала крупнозернистой, затем мелкозернистой. Места
выкрашивания металла на торцах вершин кулачков опиливают шлифовальным бруском
или наждачной шкуркой до устранения острых кромок. При выкрашивании свыше 3 мм
по длине кулачка вал подлежит замене. Если кулачки распределительного вала
изношены по высоте, их шлифуют на специальном копировально-шлифовальном станке
для распределительных валов. Кулачки вала, имеющие значительный износ, можно
восстановить наплавкой с последующим шлифованием.
После ремонта вал промывают и проверяют высоту кулачков. При износе
кулачков по высоте более чем на 0,5 мм по сравнению с номинальной высотой вал
заменяют, так как при таком износе ухудшается наполнение цилиндров, в
результате чего мощность двигателя падает.
Если опорные шейки распределительного вала изношены сверх допустимых
пределов, их восстанавливают наплавкой, осталиванием или хромированием, а затем
шлифуют.
Изгиб распределительного вала измеряют специальным индикатором и
проверяют по средней шейке. Допустимый изгиб (биение) может быть не более 0,10
мм. Если он больше, нужно вал править.
На опорных поверхностях под шейки вала не должно быть царапин и зазоров,
а на корпусах подшипников не должно быть трещин. После очистки и промывки
распределительного вала проверяют зазор между его шейками и отверстиями опор на
головке цилиндра. Для того чтобы определить зазор нужно измерить диаметр шейки
распределительного вала, установить соответствующий ей подшипник, закрепить его
корпус и измерить внутренний диаметр подшипника, затем вычесть второе значение
из первого. Разница значений и есть величина зазора. Измеряют зазор и калиброванной
пластмассовой проволокой. Допустимый зазор может быть не более 0,2 мм.
Цепь не должна иметь сколов и трещин. Она считается работоспособной при
вытягивании не более чем на 4 мм. Для регулировки натяжения цепи следует
отвернуть стопорный болт натяжного устройства на 0,5 оборота.
Провернуть коленчатый вал по часовой стрелке на два оборота с отпущенным
стопорным болтом натяжного устройства для устранения всех зазоров в приводе
распределительного вала, затем стопорный болт завернуть до упора.
Проверка упругости пружин клапанов производится как без снятия их с
двигателя, так и после разборки клапанного механизма. Для контроля пружин на
двигателе необходимо снять клапанную крышку, установить поршень
соответствующего цилиндра в верхнюю мертвую точку такта сжатия прибором КИ-723
измерить усилие, необходимое для сжатия пружин. Если оно окажется меньше
предельно допустимого, пружину заменяют или подкладывают под нижнюю опорную
тарелку дополнительную шайбу.
Регулировка тепловых зазоров в приводе клапанов необходима для
обеспечения эффективной работы и долговечности двигателя. Тепловой зазор в
клапанном механизме обеспечивает плотную посадку клапана на седло и
компенсирует при работе двигателя тепловое расширение деталей механизма. При
увеличенном тепловом зазоре появляется частый металлический стук клапанов,
который хорошо прослушивается при малой частоте вращения на холостом ходу. При
этом быстро изнашиваются торцы стержней клапанов, наконечников стержней или
регулировочных шайб, происходит падение мощности двигателя. Причиной является
сокращение времени нахождения клапанов в открытом положении, и как следствие -
ухудшение наполнения топливом и очистка цилиндров от отработанных газов.
Если зазор мал или отсутствует, у выпускных клапанов хлопки появляются из
глушителя, а у впускных клапанов они появляются из карбюратора. При этом
дефекте клапаны садятся в седла неплотно, что приводит к снижению компрессии,
уменьшению мощности двигателя и обгоранию головок клапанов и седел. Причинами
этой неисправности могут быть также отложения нагара на седлах клапанов.
Чтобы избежать этих неисправностей, необходимо проверять и своевременно
регулировать тепловые зазоры, а при износах клапанов и седел притирать их к
седлам или заменять. Регулировку тепловых зазоров можно выполнять только на
холодном двигателе при температуре охлаждающей жидкости в системе охлаждения
двигателя 15-25 °С. Зазоры между торцами регулировочных коромысел и
наконечниками стержней должны быть 0,15 мм для впускных и выпускных клапанов.
При достижении нормального теплового режима на работающем двигателе при
температуре охлаждающей жидкости в рубашке головки блока цилиндров 80 °С зазоры
станут нормальными. Для регулировки зазоров клапанов двигателя необходимо:
вывернуть свечи зажигания;
отвернуть гайки крепления крышки головки цилиндров и снять крышку;
установить поршень первого цилиндра в верхнюю мертвую точку такта сжатия,
когда оба клапана закрыты, провернув коленчатый вал так, чтобы метка на обводе
шкива коленчатого вала совместилась с установочным приливом нижней крышки
звездочек привода газораспределения;
отрегулировать зазоры между торцами регулировочных винтов коромысел и
наконечников стержней клапанов;
гаечным ключом отпустить контргайку регулировочного винта коромысла и
вращать его головку специальным торцевым ключом до получения необходимого
зазора;
плоским щупом проверить зазоры между торцами регулировочных винтов
коромысел и наконечниками стержней клапанов первого цилиндра;
затянуть контргайки регулировочных винтов коромысел;
проверить вновь плоским щупом зазоры;
отрегулировать зазоры между торцами регулировочных винтов коромысел и
наконечниками стержней клапанов третьего цилиндра, при таком положении
коленчатого вала клапаны третьего цилиндра полностью закрыты и их коромысла
освобождены;
поворотами коленчатого вала на половину оборота установить поршни
четвертого цилиндра, а затем второго цилиндра в верхнюю мертвую точку такта
сжатия;
отрегулировать и проверить зазоры между торцами регулировочных винтов
коромысел и наконечниками стержней клапанов указанных цилиндров;
крышку головки блока цилиндров установить на место;
проверить состояние ее уплотнительной прокладки и, если необходимо,
прокладку заменить.
При проверке тепловых зазоров клапанов в приводе клапанного механизма
любого типа измерительный щуп должен входить с легким защемлением. Для того
чтобы убедиться в точности проверки, можно использовать щупы немного толще или
немного тоньше номинального. Щуп с большей толщиной входить не должен, а щуп с
меньшей толщиной должен входить свободно. Для удаления нагара из цилиндров
можно снять головку блока цилиндров и механически очистить нагар с днищ поршней
и клапанов, с поверхностей головки блока. Для этого используют деревянные
скребки и металлические щетки. Чтобы нагар удалялся легче, предварительно его
размягчают керосином. Нагар можно удалить, залив в каждый цилиндр прогретого
двигателя 20 мл смеси, состоящей из 80 % керосина и 20 % масла. В этом случае
двигатель можно не разбирать. Залив смесь, необходимо провернуть коленчатый вал
двигателя пусковой рукояткой на 8 оборотов. Через 20-24 ч необходимо запустить
двигатель на 30 мин. За это время размягченный нагар выгорит. Однако после
удаления нагара данным способом нужно заменить масло в двигателе и масляный
фильтр.
.3 Порядок регулировки теплового зазора
Тепловой зазор между стержнем клапана и толкателем регулируют в
соответствии с указаниями завода-изготовителя. Тепловой зазор регулируют на
холодном двигателе или после его остановки не ранее чем через 30 мин.
Для этого снимают крышку клапанов, проворачивают коленчатый вал двигателя
так, чтобы в цилиндре был конец такта сжатия, что можно определить по
проскакиванию искры между электродами вывернутой свечи. В этом положении
коромысло 3 должно свободно покачиваться на осях в пределах зазора.
Пластинчатым щупом 6 проверяют зазор между стержнем клапана 4 и носком
коромысла 3. Гаечным ключом отвертывают контргайку 1 и, вращая регулировочный
винт 2, добиваются требуемого зазора. Затем, удерживая винт от проворачивания,
затягивают контргайку и обязательно проверяют зазор. Пластина требуемой толщины
щупа должна входить между стержнем клапана и носком коромысла с небольшим
усилием. Таким путем проверяют и регулируют остальные клапаны.
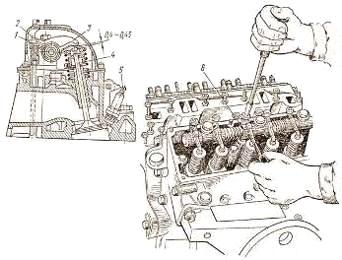
Рисунок 10. Регулировка теплового зазора между стержнем клапана и
коромыслом.
При нижнем расположении клапанов зазоры регулируют в той же
последовательности, но ключом вращают регулировочный болт при отпущенной
контргайке, удерживая за лыски толкатель.
.4 Дефектовка деталей привода газораспределительного
механизма
В предыдущих материалах мы рассказывали о дефектовке основных деталей
двигателя. Многие сочли бы, что на этом можно и завершить наш цикл статей. Но
любой профессионал скажет: детали привода газораспределительного механизма
сбрасывать со счетов нельзя - без них мотор никогда не заработает. Именно они
синхронизируют движение поршней и вращение коленвала с положением кулачков
распределительного вала (или валов) и открытием или закрытием клапанов. Если
данные детали неисправны, то в лучшем случае мотор просто не заработает, а в
худшем... Загнутые клапана и развалившиеся поршни - еще не все возможные
поломки.
Прежде чем взяться за описание надо сделать пару уточнений.
Во-первых, на моторах встречается разное расположение распредвала:
- распредвал находится в блоке цилиндров и приводит клапана через
толкатели, штанги и коромысла (как это сделано на старых Волгах или УАЗах).
Такую схему принято обозначать английской аббревиатурой OHV;
- распредвал установлен в головке блока и приводит клапана
через промежуточное звено: коромысла или цилиндрические толкатели. Такую схему
обозначают аббревиатурой OHC, а если распредвалов два - DOHC.
Во-вторых, для привода распредвалов применяют три типа передач:
- шестеренчатые, обычно парой зубчатых колес, но бывают такие передачи и с
большим количеством шестерен;
- цепные: две, три и даже более, звездочки соединены приводной
цепью. Кроме этих элементов здесь есть так называемые натяжители (для
поддержания постоянного натяжения цепи) и успокоители (препятствуют вибрациям).
- передача зубчатым ремнем. Принципиальная схема такого типа
привода подобна цепному с той разницей, что цепь заменена плоским резиновым
армированным ремнем с зубьями на внутренней стороне, а звездочки гораздо шире
цепных. Самое существенное отличие этого привода - работа "всухую",
то есть без смазки - попадание моторного масла на ремень обычно приводит к
фатальным последствиям.
Итак, начнем с толкателей, поскольку они есть практически во всех типах
привода. Кстати говоря, толкатели тоже можно разделить на две группы:
механические и гидравлические. Первые представляют собой цельную деталь, вторые
- сложный и весьма "нежный" узел.
Сильный износ, задиры и царапины на боковой поверхности толкателя или
гидрокомпенсатора.
Причины:
Работа двигателя с недостаточным уровнем масла в картере.
Применение некачественного или грязного масла.
Сильный перегрев, приводящий к разжижению масла.
Попадание в масло топлива (бензина или дизтоплива) и, как следствие, разжижение
масла.
Сборка двигателя без соблюдения требований по чистоте собираемых деталей.
Действия: Замена толкателей или гидрокомпенсаторов. Проверка системы
смазки, масляного насоса и при необходимости ремонт или замена масляного
насоса. Чистка, промывка и продувка масляных каналов блока цилиндров и головки
блока. Применение моторного масла надлежащего качества и регулярная, в
предписанные производителем сроки, замена моторного масла и фильтра. Проверка и
при необходимости ремонт системы питания.
Примечание: Иногда, при сильном износе толкателей, происходит и
повреждение посадочных мест под них в головке блока. Практически всегда это
требует замены головки блока, поскольку нормально отремонтировать ее
невозможно. В редких случаях возможна установка ремонтных толкателей, с
увеличенным наружным диаметром. Для этого растачиваются посадочные места под
толкатели.
Износ (выработка и раковины) на торцевой поверхности толкателя.
Причины: Неотрегулированный зазор в клапанном механизме.
Неверно установленные фазы газораспределения.
Большой пробег двигателя (выработка ресурса).
Действия: Замена толкателей или гидрокомпенсаторов. Проверка, регулировка
и при необходимости ремонт или замена других деталей газораспределительного
механизма.
"Стук" гидрокомпенсаторов.
Причины:
Применение некачественного или грязного масла.
Сильный перегрев, приводящий к разжижению масла.
Попадание в масло топлива (бензина или дизтоплива) и, как следствие,
разжижение масла.
Сборка двигателя без соблюдения требований по чистоте собираемых деталей.
Большой пробег двигателя (выработка ресурса).
Действия:
Замена гидрокомпенсаторов. Проверка системы смазки, масляного насоса и
при необходимости ремонт или замена масляного насоса. Чистка, промывка и
продувка масляных каналов блока цилиндров и головки блока. Применение моторного
масла надлежащего качества и регулярная, в предписанные производителем сроки,
замена моторного масла и фильтра. Проверка и при необходимости ремонт системы
питания. Проверка и при необходимости ремонт системы охлаждения.
Примечание: Кратковременный "стук" гидрокомпенсаторов при
запуске двигателя не следует считать неисправностью.
Повреждения (износ и деформация) толкающих штанг привода клапанов.
Причины:
Неотрегулированный зазор в клапанном механизме.
Дефекты гидрокомпенсаторов.
Неверно установленные фазы газораспределения.
Разрушение цепи, зубчатого ремня или шестерен привода распредвала.
Действия: Замена толкающих штанг. Проверка и при необходимости замена или
ремонт других деталей газораспределительного механизма.
Примечание: Подобные повреждения, как правило, происходят при соударении
поршней с клапанами. Поэтому необходима дефектовка и других деталей
газораспределительного механизма, а также поршней.
Повреждения (износ, деформация или поломки) коромысел привода клапанов.
Износ втулок коромысел.
Причины: Неотрегулированный зазор в клапанном механизме.
Дефекты гидрокомпенсаторов.
Дефекты и повреждения других деталей привода клапанов.
Неверно установленные фазы газораспределения.
Разрушение цепи, зубчатого ремня или шестерен привода распредвала.
Большой пробег двигателя (выработка ресурса)
Действия: Замена коромысел. Проверка, регулировка и при необходимости
замена или ремонт других деталей газораспределительного механизма. Изношенные
втулки можно заменить, при условии, что прочие элементы коромысла находятся в
работоспособном состоянии.
Повреждения оси коромысел. Износ втулок коромысел.
Причины: Неотрегулированный зазор в клапанном механизме.
Дефекты гидрокомпенсаторов.
Дефекты и повреждения других деталей привода клапанов.
Неверно установленные фазы газораспределения.
Применение некачественного или грязного масла.
Большой пробег двигателя (выработка ресурса).
Действия: Замена оси коромысел. Изношенные втулку можно заменить, при
условии что прочие элементы коромысла находятся в работоспособном состоянии.
Проверка, регулировка и при необходимости замена или ремонт других деталей
газораспределительного механизма.
Шестеренчатые, обычно парой зубчатых колес. Но такие передачи бывают и с
большим количеством шестерен.
Цепные: две, три и, даже более, звездочки соединены приводной цепью.
Кроме этих элементов здесь есть так называемые натяжители (для поддержания
постоянного натяжения цепи) и успокоители (препятствуют вибрациям).

Зубчатым ремнем. Принципиальная схема такой передачи подобна цепной, с
той лишь разницей, что цепь заменили плоским резиновым армированным ремнем с
зубьями на внутренней стороне, а звездочки гораздо шире цепных. Но самое
существенное отличие - работа "всухую", то есть без смазки. Наоборот,
попадание моторного масла на ремень обычно приводит к фатальным последствиям.

Основным признаком неисправности привода газораспределительного механизма
является повышенный шум при его работе. Причины, вызывающие шум, могут быть
различными. Об этом и пойдет речь.
Износ зубьев шестерен и звездочек.
Причины: Работа двигателя на некачественном или грязном масле (для
цепного или шестеренчатого привода).
Попадание посторонних частиц в механизм привода.
Нарушение технологии сборочных работ.
Длительная работа двигателя (естественный износ).
Действия: Ремонт привода газораспределительного механизма: обычно
заключается в полной замене всех элементов привода. Чистка, промывка и продувка
масляных каналов блока цилиндров и головки блока. Применение моторного масла
надлежащего качества и регулярная, в предписанные производителем сроки, замена
моторного масла и фильтра.
Примечание: Замена одной изношенной шестерни или звездочки обычно не дает
эффекта, поскольку работа привода в таком виде вызывает сильный износ и прочих
деталей.
Износ посадочных мест ("разбитые" отверстия и шпоночные пазы)
звездочек и шестерен.
Причины: Несоблюдение предписанных моментов затяжки болтов, крепящих
звездочки и шестерни на валах.
Длительная работа двигателя (естественный износ).
Неверно установленные фазы газораспределения.
Действия: Замена поврежденных элементов. Замена соответствующих валов
(поскольку при этом, как правило, повреждаются и шпоночные пазы на валах).
Проверка, регулировка и при необходимости ремонт или замена других деталей
газораспределительного механизма. Точное соблюдение предписанных моментов при
затяжке болтов. Использование новых болтов (когда это указано производителем).
Повреждения (увеличенный зазор в шарнирах и износ роликов) приводных
цепей.
Причины: Работа двигателя на некачественном или грязном масле.
Длительная работа двигателя (естественный износ).
Неверно установленные фазы газораспределения.
Действия: Замена цепи. Проверка, регулировка и при необходимости замена
или ремонт других деталей клапанного механизма. Применение моторного масла
надлежащего качества и регулярная, в предписанные производителем сроки, замена
моторного масла и фильтра.
Повреждения (деформация и надрывы зубьев и поверхности) зубчатых ремней.
Причины: Попадание посторонних частиц в механизм привода.
Попадание моторного масла на поверхность ремня.
Биение приводных звездочек.
Дефекты и повреждения натяжных и направляющих роликов.
Неверно установленные фазы газораспределения.
Действия: При любых повреждениях поверхности и зубьев ремня - его
немедленная замена! Проверка и при необходимости замена других деталей привода
газораспределительного механизма. Точное соблюдение технологии сборочных работ.
При попадании масла на ремень - проверка и замена всех сальников и прокладок,
находящихся в непосредственной близости от привода ГРМ.
Примечание: Зубчатые ремни требуют периодической замены. Срок службы этих
элементов обычно оговаривается производителем. Однако на моторах с пробегом
можно рекомендовать сокращенные на 25-30 % сроки замены зубчатых ремней. Не
следует допускать работу ременного привода без установленных на место защитных
кожухов или крышек.
Повреждения (люфты или шум) натяжных и направляющих роликов для зубчатых
ремней.
Причины: Нарушение технологии сборочных работ.
Длительная работа двигателя (естественный износ).
Действия: При любых повреждениях - замена натяжных и направляющих
роликов, а также всех сопутствующих элементов.
Примечание: Настоятельно рекомендуется одновременная замена зубчатых
ремней и прочих элементов привода в комплекте.
Повреждения (люфты или заедание) натяжных устройств для цепей.
Причины: Нарушение технологии сборочных работ.
Длительная работа двигателя (естественный износ).
Работа двигателя на некачественном или грязном масле.
Действия: При любых повреждениях - замена натяжителей. Проверка и при
необходимости замена других деталей привода ГРМ. Применение моторного масла
надлежащего качества и регулярная, в предписанные производителем сроки, замена
моторного масла и фильтра.
Повреждения (износ поверхности, изломы) направляющих элементов
(успокоителей) для приводных цепей.
Причины: Неправильная регулировка натяжения приводных цепей.
Длительная работа двигателя (естественный износ).
Работа двигателя на некачественном или грязном масле.
Действия: При любых повреждениях - замена успокоителей. Проверка и при
необходимости замена других деталей привода ГРМ. Точное соблюдение технологии
сборочных работ. Применение моторного масла надлежащего качества и регулярная,
в предписанные производителем сроки, замена моторного масла и фильтра.
4. Материалы изготовления деталей и их технологические
свойства. Автомобильные эксплуатационные материалы
.1 Специальные чугуны
При производстве автомобильных деталей используются антифрикционные и
различные специальные легированные чугуны. Из легированных чугунов
изготовляются, как правило, гильзы цилиндров двигателей, а вставки в верхнюю
часть некоторых из них - из высоколегированного чугуна. Поршневые кольца
современных автомобильных двигателей в большинстве случаев изготовляются из
низколегированных или высокопрочных чугунов (ЧШГ). Серый низколегированный
чугун по прочностным качествам значительно уступает высокопрочному.
Легированные и высоколегированные чугуны, а также марганцевые чугуны
аустенитного класса применяются для изготовления клапанных гнезд и коромысел
клапанов; для производства последних используют также ЧШГ; для наплавки
толкателей применяют низколегированный отбеленный чугун. Некоторые чугунные
детали (направляющие втулки клапанов, подшипниковые втулки, поршневые кольца и
др.) могут изготовляться не литьем, а спеканием из порошкообразных шихтовых
материалов (при температуре около 1100 °С под давлением 6,5* 103 кгс/см² в течение примерно 2 ч). В качестве
исходных материалов при этом используются железный, графитовый, хромовый и
медный порошки. Металлокерамические детали обладают высокой износостойкостью
благодаря способности впитывать смазку в имеющиеся поры.
Марки сталей, чугунов и цветных сплавов, применяемых при изготовлении
основных деталей отечественных автомобилей
Для изготовления корпусных деталей - блоков, картеров сцеплений, головок
блока, а также трубопроводов применяются в основном алюминиевые сплавы разных
марок и чугуны с пластинчатым графитом, модифицированные и специальные. Блоки и
картеры сцепления отливают из магниевого сплава. Большинство деталей
автомобилей семейства МАЗ изготовляют из материалов по ТУ завода. Поршни
изготовляют из жаростойких алюминиевых сплавов, в ряде случаев негостированных,
клапаны - из жаростойких высоколегированных сталей. Коленчатые и
распределительные валы изготавливают из конструкционных сталей или
высокопрочных чугунов. Для других деталей применяются качественные и
высококачественные стали или модифицированные и специальные чугуны.
Корпусные детали изготовляются из чугуна или алюминиевых сплавов.
Материалом валов и шестерен являются легированные конструкционные стали, как
правило, низкоуглеродистые. Только вторичный вал автомобилей МАЗ изготовляется
из углеродистой стали пониженной прокаливаемости марки 60ПП.
Материалом корпусных деталей является чаще всего ковкий чугун. Вместе с
тем в последние годы картеры стали часто изготовлять сварными; в этом случае их
материалом являются низколегированные стали. Валы и шестерни задних мостов, так
же как и у коробок передач, изготовляют обычно из легированных малоуглеродистых
конструкционных сталей. Также как и аналогичные детали коробок, они
подвергаются обычно цементации или клонированию, закалке и низкотемпературному
отпуску. Наиболее распространенным материалом деталей карданных передач
являются углеродистые качественные стали. Корпусные детали рулевых механизмов
изготовляют из ковкого чугуна или цветных сплавов, остальные детали - из
конструкционных сталей легированных или углеродистых.
.2 Цветные сплавы на медной и цинковой основе
Чистая медь имеет в автомобилестроении и авторемонтном производстве
ограниченное применение, в основном в электроприборах и электролитических
ваннах. Зато широко применяются медно-цинковые сплавы (латуни), оловянистые и
безоловянистые бронзы.
Латуни подразделяются на литейные (ГОСТ 17711-80) и деформируемые (ГОСТ
15527-70); последние в свою очередь подразделяются на томпаки, полутомпаки,
латуни, трехкомпонентные и многокомпонентные латуни различного качественного и
количественного состава.
При практическом использовании следует иметь в виду, что повышение
процентного содержания меди в составе латуни улучшает ее пластичность,
теплопроводность, электропроводность и коррозионную стойкость. Относительное
повышение содержания цинка улучшает обрабатываемость латуни резанием,
прирабатываемость, повышает износостойкость, снижает себестоимость латуни.
Включение в состав латуни свинца увеличивает ее антифрикционные свойства.
Наличие в латуни олова, марганца, кремния, железа повышает ее прочность и способствует
улучшению антикоррозионных свойств.
Ремонт деталей и узлов, изготовленных из латуней, обычно производят
пайкой.
В автомобилестроении и авторемонтном производстве широко применяются
бронзы: оловянистые литейные (ГОСТ 613-79 и ГОСТ 614-73); оловянистые,
обрабатываемые давлением (ГОСТ 5017-74); безоловянистые литейные (ГОСТ 493-79);
безоловянистые, обрабатываемые давлением (ГОСТ.18175-78). Наиболее
распространены для изготовления деталей оловянистые бронзы. Они характеризуются
достаточной прочностью, высокими антифрикционными качествами, коррозионной
стойкостью, хорошей теплопроводностью. Деформируемые оловянистые бронзы
отличаются, кроме того, хорошими упругими свойствами. Повышение содержания
олова в оловянистых бронзах увеличивает их прочность и твердость, но уменьшает
пластичность и ударную вязкость.
В качестве легирующих добавок в оловянистую бронзу вводят цинк, свинец,
никель, фосфор. Цинк и никель улучшают механические свойства бронзы, причем
никель способствует измельчению зерна и улучшению структуры сплава; свинец и
фосфор улучшают антифрикционные свойства и, кроме того, обрабатываемость
резанием (фосфор) и износостойкость (свинец). Вместе с тем увеличение
содержания фосфора более 0,35-0,40 % снижает механические свойства сплава. Из
всех марок бронз следует, в частности, отметить кремнистые бронзы марки
БрКМцЗ-1 и бериллиевые бронзы марок БрБ 2, БрБНТ 1,7; БрБНТ 1,9, обладающие
упругостью, прочностью, химической стойкостью, высоким значением усталостной
выносливости. Эти бронзы применяются для изготовления ответственных пружин:
термостатов, пробок бензобаков, клапанов бензонасосов, пружин карбюраторов и т.
п.
Чугуном называется сплав железа с углеродом, содержащий углерода от 2,14
до 6,67%.
Чугун - дешевый машиностроительный материал, обладающий хорошими
литейными качествами. Он является сырьем для выплавки стали. Получают чугун из
железной руды с помощь топлива и флюсов.
Получение чугуна - сложный химический процесс. Он состоит из трех стадии:
восстановления железа из окислов, превращения железа в чугун и
шлакообразования. Подробно этот процесс рассматривается в курсе химии.
Свойства чугуна зависят главным образом от содержания в нем углерода и
других примесей, неизбежно входящих в его состав: кремния (до 4,3%), марганца
(до 2%), серы (до 0,07%) и фосфора (до 1,2%).
Углерод - один из главных элементов в чугуне. В зависимости от количества
и состояния входящего в сплав углерода получаются те или иные сорта чугуна. С
железом углерод соединяется двояко: в жидком чугуне углерод находится в
растворенном состоянии, а в твердом - в химически связанном с железом или в
виде механической примеси в форме мелких пластинок графита.
Кремний - важнейший после углерода элемент в чугуне, он увеличивает его
жидкотекучесть, улучшает литейные свойства и делает чугун более мягким.
Марганец повышает прочность чугуна.
Сера в чугуне - вредная примесь, вызывающая красноломкость (образование
трещин в горячих отливках). Она ухудшает жидкотекучесть чугуна, делая его
густым, вследствие чего он плохо заполняет форму.
Фосфор понижает механические свойства чугуна и вызывает хладноломкость
(образование трещин в холодных отливках). В зависимости от состояния, в котором
углерод находится в чугуне, чугун подразделяется на белый (углерод в химическом
соединении с железом в виде цементита FeC) и серый (свободный углерод в виде
графита).
Белый чугун очень твердый и хрупкий, плохо поддается отливке, трудно
обрабатывается режущим инструментом. Он обычно идет на переплавку в сталь или
на получение ковкого чугуна и поэтому называется передельным.
Серый чугун наиболее широко применяется в машиностроении. Он мало
пластичен и вязок, но легко обрабатывается резанием, применяется для
малоответственных деталей и деталей, работающих на износ. Серый чугун с высоким
содержанием фосфора (0,3-1,2%) жидкотекуч и используется для художественного
литья.
Серый чугун маркируется буквами и двумя числами, например СЧ 120-280.
Буквы СЧ обозначают серый чугун, первое число - предел прочности (в МПа) при
испытании на разрыв, а второе число - предел прочности (также в МПа) при
испытании на изгиб.
В зависимости от химического состава и назначения чугуны подразделяют на
легированные, специальные, или ферросплавы, ковкие и высокопрочные чугуны.
Легированный чугун наряду с обычными примесями содержит элементы: хром,
никель, титан и др. Эти элементы улучшают твердость, прочность,
износостойкость. Различают хромистые, титановые, никелевые чугуны. Их применяют
для изготовления деталей машин с повышенными механическими свойствами,
работающих в водных растворах, в газовых и других агрессивных средах.
Специальный чугун, или ферросплав, имеет повышенное содержание кремния
или марганца. К нему относятся ферромарганец, содержащий до 25% марганца, и
ферросилиций, содержащий 9-13% кремния и 15-25% марганца. Эти чугуны
применяются при плавке стали для ее раскисления, т.е. для удаления из стали
вредной примеси - кислорода.
Ковкий чугун получают термообработкой из белого чугуна. Он получил свое
название из-за повышенной пластичности и вязкости (хотя обработке давлением не
подвергается). Ковкий чугун обладает повышенной прочностью при растяжении и
высоким сопротивлением удару. Из ковкого чугуна изготовляют детали сложной
формы: картеры заднего моста автомобилей, тормозные колодки, тройники,
угольники и т. д.
Маркируется ковкий чугун двумя буквами и двумя числами, например КЧ
370-12. Буквы КЧ означают ковкий чугун, первое число-предел прочности (в МПа)
на разрыв, второе число - относительное удлинение (в процентах),
характеризующее пластичность чугуна.
Высокопрочный чугун получают введением в жидкий серый чугун специальных
добавок. Он применяется для изготовления более ответственных изделий, заменяя
сталь (коленчатых валов, поршней, шестерен и др.). Маркируется высокопрочный
чугун также двумя буквами и двумя числами, например ВЧ 450-5. Буквы ВЧ
обозначают высокопрочный чугун, а числа имеют то же значение, что и в марках
ковкого чугуна
Сталью называется сплав железа с углеродом, содержащий углерода до 2,1%.
Как и чугун, сталь имеет примеси кремния, марганца, серы и фосфора.
Основное отличие стали от чугуна - это то, что сталь содержит меньшее
количество углерода и примесей.
Сталь получают переплавкой металлолома или из передельного чугуна.
Процесс получения стали из чугуна сводится к удалению излишнего углерода и
понижению количества входящих в чугун примесей.
В зависимости от химического состава стали делятся на углеродистые и
легированные.
В состав углеродистой стали кроме углерода входит небольшое количество
постоянных примесей (Si, Mn, S, Р), попадающих в нее при выплавке. Главным
элементом, определяющим свойства углеродистой стали, является углерод. Он
повышает твердость, упругость, прочность, уменьшает пластичность и
сопротивление ударным нагрузкам,.
Кремний и марганец в небольшом количестве особого влияния на свойства
стали не оказывают. Сера и фосфор считаются вредными примесями. Сера вызывает
красноломкость, хрупкость при высоких температурах, уменьшает коррозионную
стойкость. Фосфор увеличивает хрупкость и хладноломкость стали, т. е. хрупкость
при обычных температурах. Однако в определенных дозах они необходимы для
получения специальных свойств стали.
Углеродистая сталь, в свою очередь, подразделяется по назначению и
качеству. По назначению она делится на конструкционную и инструментальную.
Конструкционная углеродистая сталь содержит до 0,6% углерода (как
исключение допускается содержание углерода до 0,85%).
По качеству конструкционная углеродистая сталь делится на сталь
обыкновенного качества и качественную.
На металлургических заводах для различения этих сталей на торцах стальных
прутков выбивают клеймо марки, условным цветом окрашивают торцы или наносят
метки по окружности прутка
Инструментальная углерод и стая сталь содержит углерода 0,7% и более. Она
отличается твердостью и прочностью. В легированной стали наряду с обычными
примесями имеются один или несколько специальных элементов, улучшающих ее
свойства: хром, вольфрам, молебден и др., а также кремний и марганец в
сравнительно большом количестве.
Легирующие элементы оказывают разностороннее влияние на свойства стали,-
например, хром повышает твердость и коррозионную стойкость; вольфрам
увеличивает твердость и красностойкость; молибден увеличивает красностойкость,
прочность и сопротивление окислению при высоких температурах; марганец при
содержании свыше 1 % увеличивает твердость, износостойкость, стойкость против
ударных нагрузок.
По назначению легированная сталь делится на три группы: конструкционную,
инструментальную и сталь с особыми физическими и химическими свойствами.
Широкое применение в металлообработке имеет один из видов инструментальной
легированной стали - быстрорежущая сталь. Главные достоинства этой стали -
твердость и красностойкость (она не теряет твердости до 600°С). Легирующими
элементами в ней служат вольфрам (в количестве не менее 6%), хром (не менее
4%), а также кобальт, ванадий, молибден. Содержание углерода 0,7-1,1%. Наиболее
распространенные марки быстрорежущей стали: Р9, Р18, Р6МЗ, Р6М5.
К сталям с особыми физическими свойствами относятся: магнитная и
немагнитная стали, сталь, обладающая высоким электрическим сопротивлением, и
сталь с особыми тепловыми свойствами.
Стали и сплавы с особы ми химическими свойствами - коррозионностойкие,
нержавеющие, жаростойкие и жаропрочные.
Особые физические и химические свойства сталей достигаются главным
образом благодаря введению в них различных легирующих элементов. Например,
стойкость против коррозии обеспечивается введением в нержавеющую сталь не менее
12% хрома.
Алюминий (лат. Aluminium; от "alumen" - квасцы), Al, химический
элемент III группы периодической системы, атомный номер 13, атомная масса
26,98154.
Природный алюминий состоит из одного нуклида 27Al.
Конфигурация внешнего электронного слоя 3s2p1.
Практически во всех соединениях степень окисления алюминия +3 (валентность
III).
Радиус нейтрального атома алюминия 0,143 нм, радиус иона Al3+
0,057 нм. Энергии последовательной ионизации нейтрального атома алюминия равны,
соответственно, 5,984, 18,828, 28,44 и 120 эВ. По шкале Полинга
электроотрицательность алюминия 1,5.
Простое вещество алюминий - мягкий легкий серебристо-белый металл.
Свойства: алюминий - типичный металл, кристаллическая решетка кубическая
гранецентрированная, параметр а = 0,40403 нм. Температура плавления чистого
металла 660°C, температура кипения около 2450°C, плотность 2,6989 г/см³. Температурный коэффициент линейного
расширения алюминия около 2,5·10-5 К-1. Стандартный
электродный потенциал Al3+/Al - 1,663В.
Химически алюминий - довольно активный металл. На воздухе его поверхность
мгновенно покрывается плотной пленкой оксида Al2О 3,
которая препятствует дальнейшему доступу кислорода (O) к металлу и приводит к
прекращению реакции, что обусловливает высокие антикоррозионные свойства
алюминия. Защитная поверхностная пленка на алюминии образуется также, если его
поместить в концентрированную азотную кислоту.
С остальными кислотами алюминий активно реагирует:
6НСl + 2Al = 2AlCl3
+ 3H2,
Н2SO4 + 2Al = Al2(SO4)3
+ 3H2.
Алюминий реагирует с растворами щелочей. Сначала растворяется защитная
оксидная пленка:
Al2О3 + 2NaOH + 3H2O = 2Na[Al(OH)4].
Затем протекают реакции:
Al + 6H2O = 2Al(OH)3 + 3H2,
NaOH + Al(OH)3 = Na[Al(OH)4],
или суммарно:
Al + 6H2O + 2NaOH =
Na[Al(OH)4] +
3Н2,
и в результате образуются алюминаты: Na[Al(OH)4] - алюминат
натрия (Na) (тетрагидроксоалюминат натрия), К[Al(OH)4] - алюминат
калия (K) (терагидроксоалюминат калия) или др. Так как для атома алюминия в
этих соединениях характерно координационное число 6, а не 4, то действительные
формулы указанных тетрагидроксосоединений следующие:
[Al(OH)4(Н 2О)2] и К[Al(OH)4(Н2О)2].
При нагревании алюминий реагирует с галогенами:
2Al + 3Cl2 = 2AlCl3,
Al + 3Br2 = 2AlBr3.
Интересно, что реакция между порошками алюминия и иода (I) начинается при
комнатной температуре, если в исходную смесь добавить несколько капель воды,
которая в данном случае играет роль катализатора:
Al + 3I2 = 2AlI3.
Взаимодействие алюминия с серой (S) при нагревании приводит к образованию
сульфида алюминия:
Al + 3S = Al2S3,
который легко разлагается водой:
2S3
+ 6Н2О = 2Al(ОН)3 + 3Н2S.
С водородом (H) алюминий непосредственно не взаимодействует, однако
косвенными путями, например, с использованием алюминийорганических соединений,
можно синтезировать твердый полимерный гидрид алюминия (AlН 3)х
- сильнейший восстановитель.
В виде порошка алюминий можно сжечь на воздухе, причем образуется белый
тугоплавкий порошок оксида алюминия Al2О 3.
Высокая прочность связи в Al2О 3 обусловливает
большую теплоту его образования из простых веществ и способность алюминия
восстанавливать многие металлы из их оксидов, например:
Fe3O4 + 8Al = 4Al2O3 + 9Fe и
даже 3СаО + 2Al = Al2О3 + 3Са.
Такой способ получения металлов называют алюминотермией.
Амфотерному оксиду Al2О 3 соответствует амфотерный
гидроксид - аморфное полимерное соединение, не имеющее постоянного состава.
Состав гидроксида алюминия может быть передан формулой xAl2O3·yH2O,
при изучении химии в школе формулу гидроксида алюминия чаще всего указывают как
Аl(OH)3.
В лаборатории гидроксид алюминия можно получить в виде студенистого
осадка обменными реакциями:
Al2(SO4)3 + 6NaOH = 2Al(OH)3
+ 3Na2SO4,
или за счет добавления соды к раствору соли алюминия:
2AlCl3 + 3Na2CO3 + 3H2O =
2Al(OH)3 + 6NaCl + 3CO2,
а также добавлением раствора аммиака к раствору соли алюминия:
AlCl3 + 3NH3·H2O = Al(OH)3
+ 3H2O + 3NH4Cl.
Название и история открытия: латинское aluminium происходит от латинского
же alumen, означающего квасцы (сульфат алюминия и калия (K) KAl(SO4)2·12H2O),
которые издавна использовались при выделке кож и как вяжущее средство. Из-за
высокой химической активности открытие и выделение чистого алюминия растянулось
почти на 100 лет. Вывод о том, что из квасцов может быть получена
"земля" (тугоплавкое вещество, по-современному - оксид алюминия)
сделал еще в 1754 немецкий химик А. Маргграф. Позднее оказалось, что такая же
"земля" может быть выделена из глины, и ее стали называть глиноземом.
Получить металлический алюминий смог только в 1825 датский физик Х.К. Эрстед.
Он обработал амальгамой калия (сплавом калия (K) с ртутью (Hg)) хлорид алюминия
AlCl3, который можно было получить из глинозема, и после отгонки
ртути (Hg) выделил серый порошок алюминия.
Только через четверть века этот способ удалось немного модернизировать.
Французский химик А.Э. Сент-Клер Девиль в 1854 году предложил использовать для
получения алюминия металлический натрий (Na), и получил первые слитки нового
металла. Стоимость алюминия была тогда очень высока, и из него изготовляли
ювелирные украшения.
Промышленный способ производства алюминия путем электролиза расплава
сложных смесей, включающих оксид, фторид алюминия и другие вещества, независимо
друг от друга разработали в 1886 году П. Эру (Франция) и Ч. Холл (США).
Производство алюминия связано с высоким расходом электроэнергии, поэтому в
больших масштабах оно было реализовано только в 20-ом веке. В Советском Союзе
первый промышленный алюминий был получен 14 мая 1932 года на Волховском
алюминиевом комбинате, построенном рядом с Волховской гидроэлектростанцией.
Нахождение в природе: по распространенности в земной коре алюминий
занимает первое место среди металлов и третье место среди всех элементов (после
кислорода (O) и кремния (Si)), на его долю приходится около 8,8% массы земной
коры. Алюминий входит в огромное число минералов, главным образом,
алюмосиликатов, и горных пород. Соединения алюминия содержат граниты, базальты,
глины, полевые шпаты и др. Но вот парадокс: при огромном числе минералов и
пород, содержащих алюминий, месторождения бокситов - главного сырья при
промышленном получении алюминия, довольно редки. В России месторождения
бокситов имеются в Сибири и на Урале. Промышленное значение имеют также алуниты
и нефелины. В качестве микроэлемента алюминий присутствует в тканях растений и
животных. Существуют организмы-концентраторы, накапливающие алюминий в своих
органах, - некоторые плауны, моллюски.
Промышленное получение: при промышленном производстве бокситы сначала
подвергают химической переработке, удаляя из них примеси оксидов кремния (Si),
железа (Fe) и других элементов. В результате такой переработки получают чистый
оксид алюминия Al2O3 - основное сырье при производстве
металла электролизом. Однако из-за того, что температура плавления Al2O3
очень высока (более 2000°C), использовать его расплав для электролиза не
удается.
Выход ученые и инженеры нашли в следующем. В электролизной ванне сначала
расплавляют криолит Na3AlF6 (температура расплава немного
ниже 1000°C). Криолит можно получить, например, при переработке нефелинов
Кольского полуострова. Далее в этот расплав добавляют немного Al2О 3
(до 10% по массе) и некоторые другие вещества, улучающие условия проведения последующего
процесса. При электролизе этого расплава происходит разложение оксида алюминия,
криолит остается в расплаве, а на катоде образуется расплавленный алюминий:
2Al2О3 = 4Al + 3О2.
Так как анодом при электролизе служит графит, то выделяющийся на аноде
кислород (O) реагирует с графитом и образуется углекислый газ СО 2.
При электролизе получают металл с содержанием алюминия около 99,7%. В
технике применяют и значительно более чистый алюминий, в котором содержание
этого элемента достигает 99,999% и более.
Применение: по масштабам применения алюминий и его сплавы занимают второе
место после железа (Fe) и его сплавов. Широкое применение алюминия в различных
областях техники и быта связано с совокупностью его физических, механических и
химических свойств: малой плотностью, коррозионной стойкостью в атмосферном
воздухе, высокой тепло- и электропроводностью, пластичностью и сравнительно
высокой прочностью. Алюминий легко обрабатывается различными способами -
ковкой, штамповкой, прокаткой и др. Чистый алюминий применяют для изготовления
проволоки (электропроводность алюминия составляет 65,5% от электропроводности
меди, но алюминий более чем в три раза легче меди, поэтому алюминий часто
заменяет медь в электротехнике) и фольги, используемой как упаковочный материал.
Основная же часть выплавляемого алюминия расходуется на получение различных
сплавов. Сплавы алюминия отличаются малой плотностью, повышенной (по сравнению
с чистым алюминием) коррозионной стойкостью и высокими технологическими
свойствами: высокой тепло- и электропроводностью, жаропрочностью, прочностью и
пластичностью. На поверхности сплавов алюминия легко наносятся защитные и
декоративные покрытия.
Разнообразие свойств алюминиевых сплавов обусловлено введением в алюминий
различных добавок, образующих с ним твердые растворы или интерметаллические
соединения. Основную массу алюминия используют для получения легких сплавов -
дуралюмина (94% - алюминий, 4% медь (Cu), по 0,5% магний (Mg), марганец (Mn),
железо (Fe) и кремний (Si)), силумина (85-90% - алюминий, 10-14% кремний (Si),
0,1% натрий (Na)) и др. В металлургии алюминий используется не только как
основа для сплавов, но и как одна из широко применяемых легирующих добавок в
сплавах на основе меди (Cu), магния (Mg), железа (Fe), никеля (Ni) и др.
Сплавы алюминия находят широкое применение в быту, в строительстве и
архитектуре, в автомобилестроении, в судостроении, авиационной и космической
технике. В частности, из алюминиевого сплава был изготовлен первый
искусственный спутник Земли. Сплав алюминия и циркония (Zr) - циркалой - широко
применяют в ядерном реакторостроении. Алюминий применяют в производстве
взрывчатых веществ.
.3 Резины и эластомеры (эластопласты) классификация,
свойства, хранение
Резина - эластичный материал, образующийся в результате вулканизации
натурального (НК) и синтетических каучуков (СК). Представляет собой сетчатый
эластомер-продукт поперечного сшивания молекул каучуков химическими связями.
Свойства определяются как применяемым каучуком, так и ингредиентами резиновой
смеси (подробнее ниже). Резины, в общем, имеют более высокую теплостойкость,
чем каучуки. Современная физическая теория упрочнения каучука объясняет
повышение его прочности наличием сил связи (адсорбции и адгезии), возникающих
между каучуком и наполнителем, а также образованием непрерывной
цепочно-сетчатой структуры наполнителя вследствие взаимодействия между
частицами наполнителя. Возможно и химическое взаимодействие каучука с
наполнителем.
Производство резины
Пластикация. Одно из важнейших свойств каучука - пластичность -
используется в производстве резиновых изделий. Чтобы смешать каучук с другими
ингредиентами резиновой смеси, его нужно сначала умягчить, или пластицировать,
путем механической или термической обработки. Этот процесс называется
пластикацией каучука. Открытие Т. Хэнкоком в 1820 возможности пластикации
каучука имело огромное значение для резиновой промышленности. Его пластикатор
состоял из шипованного ротора, вращающегося в шипованном полом цилиндре; это
устройство имело ручной привод. В современной резиновой промышленности
используются три типа подобных машин до ввода других компонентов резиновой
смеси в каучук. Это - каучукотерка, смеситель Бенбери и пластикатор Гордона.
Использование грануляторов - машин, которые разрезают каучук на маленькие
гранулы или пластинки одинаковых размеров и формы, - облегчает операции по
дозировке и управлению процессом обработки каучука. Каучук подается в
гранулятор на выходе из пластикатора. Получающиеся гранулы смешиваются с
углеродной сажей и маслами в смесителе Бенбери, образуя маточную смесь, которая
также гранулируется. После обработки в смесителе Бенбери производится
смешивание с вулканизующими веществами, серой и ускорителями вулканизации.
Приготовление резиновой смеси. Химическое соединение только из каучука и
серы имело бы ограниченное практическое применение. Чтобы улучшить физические
свойства каучука и сделать его более пригодным для эксплуатации в различных
применениях, необходимо модифицировать его свойства путем добавления других
веществ. Все вещества, смешиваемые с каучуком перед вулканизацией, включая
серу, называются ингредиентами резиновой смеси. Они вызывают как химические,
так и физические изменения в каучуке. Их назначение - модифицировать твердость,
прочность и ударную вязкость и увеличить стойкость к истиранию, маслам,
кислороду, химическим растворителям, теплу и растрескиванию. Для изготовления
резин разных применений используются различные составы.
Ускорители и активаторы. Вещества, называемые ускорителями, при
использовании вместе с серой уменьшают время вулканизации и улучшают физические
свойства каучука. Примерами неорганических ускорителей являются свинцовые
белила, свинцовый глет (монооксид свинца), известь и магнезия (оксид магния).
Органические ускорители гораздо более активны и являются важной частью почти
любой резиновой смеси. Они вводятся в смесь в относительно малой доле: обычно
бывает достаточно от 0,5 до 1,0 части на 100 частей каучука. Большинство
ускорителей полностью проявляет свою эффективность в присутствии активаторов,
таких, как окись цинка, а для некоторых требуется органическая кислота,
например стеариновая. Поэтому современные рецептуры резиновых смесей обычно
включают окись цинка и стеариновую кислоту.
Мягчители (пластификаторы). Мягчители и пластификаторы обычно
используются для сокращения времени приготовления резиновой смеси и понижения
температуры процесса. Они также способствуют диспергированию* ингредиентов
смеси, вызывая набухание или растворение каучука. Типичными мягчителями
являются парафиновое и растительные масла, воски, олеиновая и стеариновая
кислоты, хвойная смола, каменноугольная смола и канифоль, вазелин, битумы и
дибутилфталат**. Количество мягчителей составляет 8-30 % массы каучука.
*Диспергирование - тонкое измельчение твердых и жидких тел в какой-либо
среде для получения порошков, суспензий и эмульсий.
**Дибутилфталат, ди-н-бутиловый эфир о-фталевой кислоты, С6Н4(СООС4Н9)2,
бесцветная маслянистая жидкость со слабым фруктовым запахом; tkип
206°С (10 мм рт. ст.); плотность 1047-1050 кг/м³ (25°С); показатель преломления n25D
1,490-1,493; растворимость в воде 0,1% (20°С). Д. получают из н-бутилового
спирта и фталевого ангидрида в присутствии кислотных катализаторов. Д. -
пластификатор поливинилхлорида, полистирола и многих др. пластмасс и
синтетических каучуков (БСЭ).
Наполнители. Вещества добавляемые к каучуку для удешевления получаемых из
него продуктов (наполнители или инертные наполнители). Некоторые вещества
усиливают каучук, придавая ему прочность и сопротивляемость износу, они
называются упрочняющими наполнителями (или активными, или усиливающими
наполнителями). Углеродная (газовая) сажа в тонко измельченной форме - наиболее
распространенный упрочняющий наполнитель; она относительно дешева и является
одним из самых эффективных веществ такого рода. Протекторная резина
автомобильной шины содержит приблизительно 45 частей углеродной сажи на 100
частей каучука. Другими широко используемыми упрочняющими наполнителями
являются окись цинка, карбонат магния, кремнезем, карбонат кальция и некоторые
глины, однако все они менее эффективны, чем газовая сажа. Следует упомянуть,
что часто в состав резиновой смеси вводят регенерат - продукт переработки
старых резиновых изделий и отходов резинового производства. Кроме снижения
стоимости регенерат повышает качество резины, снижая ее склонность к старению.
Антиоксиданты и противостарители. Использование антиоксидантов для
сохранения нужных свойств резиновых изделий в процессе их старения и
эксплуатации началось после Второй мировой войны. Как и ускорители
вулканизации, антиоксиданты - сложные органические соединения, которые при
концентрации 1-2 части на 100 частей каучука препятствуют росту жесткости и
хрупкости резины. Воздействие воздуха, озона, тепла и света - основная причина
старения резины. Некоторые антиоксиданты также защищают резину от повреждения
при изгибе и нагреве. Упрощенно, действие антиоксидантов заключается в том, что
они задерживают окисление каучука посредством окисления их самих или за счет
разрушения образующихся перекисей каучука применяются альдоль, неозон Д и др.).
Противостарители (парафин, воск) же образуют поверхностные защитные пленки, они
применяются реже.
Пигменты. Хотя упрочняющие и инертные наполнители и другие ингредиенты
резиновой смеси часто называют пигментами, хотя используются и настоящие
пигменты, которые придают цвет резиновым изделиям. Оксиды цинка и титана,
сульфид цинка и литопон применяются в качестве белых пигментов. Желтый крон,
железоокисный пигмент, сульфид сурьмы, ультрамарин и ламповая сажа используются
для придания изделиям различных цветовых оттенков. Некоторые красящие вещества
(белые, желтые, зеленые) поглощают коротковолновую часть солнечного спектра и
этим защищают резину от светового старения.
.4 Масла
Для обеспечения длительной и безопасной работы автомобиля при проведении
ТО сборочные единицы смазывают. Особое внимание уделяют подшипниковым узлам,
картерам двигателей, коробок передач и ведущих мостов. Недостаточное количество
смазочного материала, его несоответствие рекомендациям
предприятий-изготовителей, загрязнение вызывают интенсивный износ деталей,
нарушение геометрических размеров, увеличение зазоров. Это приводит к изменению
межцентровых расстояний, перекосу валов, ухудшению условий работы деталей
сборочных единиц и ускоренному выходу их из строя.
При проведении смазочно-заправочных работ необходимо строго соблюдать
сроки выполнения, применять рекомендуемые заводом изготовителем сорта масел и
смазок. Места агрегатов автомобиля, требующие периодически пополнения или смены
масла и смазок, указаны в таблице смазывания
Замену масла, смазку сборочных единиц и их соединений выполняют при
неработающем двигателе.
Смазочные операции выполняют на постах, оснащённых необходимым
оборудованием, в зимнее время в тёплых помещениях, чтобы вязкость смазок не
препятствовала проникновению смазочного материала по всей поверхности трущихся
деталей сборочных единиц.
При замене масла в картере двигателя и в других сборочных единицах
сливают масло сразу после остановки автомобиля, когда оно горячее. При этом
протирают сливные и контрольные пробки, крышки заливных горловин. Перед
смазыванием удаляют грязь с пресс-масленок. После выполнения операций тщательно
удаляют со всех деталей выступившую или вытекшую смазку.
Проверяют уровень масла на холодном неработающем двигателе, при
необходимости доливают, уровень должен находиться между рисками и указателя.
Свежее масло доливают через горловину, закрываемую пробкой.
Масла, получаемые из мазута, содержат от 20 до 50 атомов углерода и имеют
температуру перегонки 350 - 500 градусов. По способу производства минеральные
масла подразделяются на две группы: десятирядные и остаточные.
Масла служат:
для уменьшения энергии на трение
для снижения трущихся деталей автомобиля
для охлаждения и очищения от продуктов износа
для предохранения поверхности металлической детали от коррозий
способствуют поддержанию теплового режима трущихся деталей длительном
хранении и транспортировании, а также как уплотнительный материал.
Важнейшие свойства:
- высокая температура каплепадения
- прилипаемость к поверхности трения
- стабильность
Наиболее распространены литол, солидол, консталин, графитная и другие
пластичные смазки общего назначения. Существуют также низкотемпературные
пластичные смазки, работоспособные при температуре до -60 градусов и
высокотемпературные - до 200 градусов.
Устаревшее название пластичных смазок - консистентные смазки.
Содержание водокислот и щелочей в смазках не допускается или строго
ограничивается.
5. Задачи охраны труда и соблюдение техники безопасности при
ремонте и обслуживании автомобиля. Оказание доврачебной помощи пострадавшему
при несчастных случаях. Защита окружающей среды
.1 Охрана труда на автотранспортных и авторемонтных
предприятиях
.1.1 Виды инструктажа
Вводный инструктаж проводится со всеми вновь принимаемыми на работу
независимо от их образования, стажа работы по данной профессии или должности, а
также с командированными работниками, учащимися, студентами, прибывшими на
производственное обучение или практику.
Первичный инструктаж на рабочем месте должен проводиться со всеми вновь
принятыми на работу работниками, переводимыми из одного подразделения
юридического лица в другое, командированными, учащимися и студентами, а также с
работниками, которым поручается выполнение новой для них работы. Данный вид
инструктажа проводится с каждым работником индивидуально с демонстрацией
безопасных приемов труда.
Повторный инструктаж проводится с целью проверки и повышения уровня
знаний работником правил и инструкций по охране труда индивидуально или с
группой работников одной профессии или бригады по программе инструктажа на
рабочем месте. Данный вид инструктажа должны проходить все работающие не реже
чем через 6 месяцев после проведения очередного инструктажа, за исключением тех
работников, которые не связаны с использованием в их трудовой деятельности
инструментов и оборудования.
Внеплановый инструктаж должен проводиться в случае изменения правил по
охране труда, при изменении технологических процессов, замене оборудования и
других изменениях, влияющих на безопасность труда работников.
Целевой инструктаж необходимо проводить в случаях поручения работнику
выполнения разовых работ, не связаны с прямыми трудовыми обязанностями
работника по его основной специальности (погрузочно-разгрузочные работы, уборка
территории, выполнение разовых работ вне территории данного юридического лица).
Аналогичный инструктаж должен проводиться с работниками в случае поручения им
выполнения работ по ликвидации последствий аварий, стихийных бедствий и
катастроф, производства работ, на которые необходимо оформлять наряд-допуск,
специальное разрешение и иные документы, а также в других случаях,
предусмотренных правилами по охране труда.
Первичный инструктаж на рабочем месте, повторный, внеплановый и целевой
осуществляется непосредственным руководителем работ (мастером, начальником
бюро, лаборатории и т. д.). Инструктаж на рабочем месте должен завершаться
проверкой знаний инструктируемого посредством устного опроса или с помощью
технических средств обучения, а также фактической проверкой приобретенных
навыков безопасных приемов работы. Оценку знаний работников осуществляет тот же
руководитель, который проводил соответствующий инструктаж.
Лица, показавшие неудовлетворительные знания при проведении проверки, к
самостоятельной работе или практическим занятиям не допускаются и обязаны вновь
пройти инструктаж.
Инструкция по охране труда слесарей по ремонту и техническому
обслуживанию автомобиля.
Настоящая инструкция регламентирует основные требования безопасности при
выполнении слесарных работ по техническому обслуживанию и ремонту автомобилей.
Слесарь должен соблюдать требования инструкции по охране труда,
разработанной на основе данной, и инструкций, разработанных с учетом
требований, изложенных в типовых инструкциях по охране труда:
при вывешивании автомобиля и работе под ним (инструкция № 17);
при снятии и установке колес автомобиля (инструкция № 18);
при передвижении по территории и производственным помещениям
автотранспортного предприятия (инструкция № 1.);
по предупреждению пожаров и предотвращению ожогов (инструкция № 1.).
Заметив нарушение требований безопасности другим работником, слесарь
должен предупредить его о необходимости их соблюдения.
.1.2 Общие положения по охране труда
Основные понятия в области безопасности труда социальная направленность
охраны труда.
Под охраной труда понимают систему законодательных актов и
соответствующих им мероприятий, направленных на сохранение здоровья и
работоспособности трудящихся. Система организационных и технических мероприятий
и средств, предотвращающих производственный травматизм, носит название техники
безопасности. Производственная санитария предусматривает мероприятия по
правильному устройству и содержанию промышленных предприятий и оборудования в
санитарном отношении (надежная вентиляция, надлежащее освещение, правильное
расположение оборудования и др.).
Промышленная гигиена ставит целью создание наиболее здоровых и
благоприятных в гигиеническом отношении условий труда, предотвращающих
профессиональные заболевания работающих.
Обеспечение здоровых санитарно-гигиенических условий труда советских людей
и внедрение совершенной техники безопасности, устраняющих производственный
травматизм и профессиональные заболевания, - одни из первостепенных задач
социальной политики нашего государства.
Основные положения по охране труда изложены в, Кодексе законов о труде
(КЗоТ). Особое внимание уделяется охране труда женщин и подростков. Дети до 15
лет к работе в промышленности не допускаются. Подростки до 18 лет могут быть
приняты на работу только после медицинского освидетельствования.
Продолжительность рабочего дня подростков от 15 до 16 лет - 4 ч, от 16 до 18
лет - 6 ч. Трудовым законодательством запрещен прием женщин или лиц, не
достигших 18 лет, на тяжелые и вредные работы.
Для женщин и подростков установлены значительно меньшие нормы тяжести
перемещаемых грузов, чем для мужчин.
Работающие в производственном помещении с повышенной влажностью, пылью,
низкой или высокой температурой и вредными веществами бесплатно обеспечиваются
спецодеждой, спецобувью и средствами индивидуальной защиты (респираторами,
очками, щитками и др.). На производствах, связанных с опасностью
профессионального заболевания или отравления, рабочим и служащим бесплатно
выдают специальное питание, жиры или нейтрализующие вещества. Для определенных
категорий работающих во вредных производственных условиях увеличена
продолжительность ежегодного отпуска, установлены сокращенная продолжительность
рабочего дня и надбавки к заработной плате.
.1.3 Порядок проведения инструктажа
На автотранспортных и авторемонтных предприятиях организация работ по
технике безопасности и производственной санитарии возлагается на главного
инженера. В цехах и на производственных участках ответственность за безопасное
и труда несут начальники цехов и мастера.
Осуществление мероприятий по технике безопасности и производственной
санитарии контролируют старший инженер (инженер) по технике безопасности и
профсоюзные организации. Указания старшего инженера (инженера) ни технике
безопасности может отменить только руководитель предприятия или главный
инженер.
Одними из основных мероприятий по обеспечению безопасности труда являются
обязательный инструктаж вновь принимаемых на работу и периодический инструктаж
всех работников предприятия. Инструктаж проводит главный инженер предприятия
или старший инженер (инженер) по технике безопасности. Вновь принимаемых на
работу знакомя! с основными положениями по охране труда, правилами внутреннего
распорядка, требованиями пожарной безопасности, особенностями работы
предприятия, обязанностями работников по соблюдению правил безопасности труда и
производственной санитарии, порядком передвижения по территории предприятия,
средствами защиты работающих и способами оказания доврачебной помощи
пострадавшим. Особое значение имеет инструктаж на рабочем месте с показом
безопасных приемов работы.
Все работники независимо от производственного стажа и квалификации должны
1 раз в 6 мес. проходить повторный инструктаж, а лица, выполняющие работы
повышенной опасности (сварщики, вулканизаторщики и др.), - 1 раз в 3 мес. При
повторном инструктаже подробно разбирают допущенные нарушения. Каждый
инструктаж регистрируют в журнале.
.2 Меры пожарной безопасности на автотранспортных и
авторемонтных предприятиях
Основными причинами возникновения пожаром и автотранспортных предприятиях
являются следующие: неисправность отопительных приборов, электрооборудования и
освещения, неправильная их эксплуатация, самовозгорание горючесмазочных и
обтирочных материалов при неправильном их хранении; неосторожное обращение с
огнем.
Во всех производственных помещениях необходимо выполнять следующие
противопожарные требования: курить только в специально отведенных для этого
месте; не пользоваться открытым огнем; хранить топливо керосин в количествах,
не превышающих сменную потребность; не хранить порожнюю тару из-под топливных и
смазочных материалов; проводить тщательную уборку в конце каждой смены;
разлитое масло и топливо убирать с помощью песка; собирать использованные
обтирочные материалы, складывать их в металлические ящики с крышками и по
окончании смены выносить их в специально отведенное для этого место.
Любой пожар, своевременно замеченный и не получивший значительного
распространения, может быть быстро ликвидирован. Успех ликвидации пожара
зависит и от быстроты оповещения о его начале и введения в действие эффективных
средств пожаротушения.
Для оповещения о пожаре служат телефон и пожарная сигнализация. В случае
возникновения пожара необходимо немедленно сообщать об этом по телефону 01.
Пожарная сигнализация бывает двух видов - электрическая и автоматическая.
Приемную станцию электрической сигнализации устанавливают в помещении пожарной
охраны, а извещатели - в производственных помещениях и на территории
предприятия. Сигнал о пожаре подается нажатием кнопки извещателя. В
автоматической пожарной сигнализации используются термостаты, которые при
повышении температуры до заданного предела включают извещатели.
Эффективным и наиболее распространенным средством тушения пожаров
является вода, однако в некоторых случаях использовать ее нельзя. Не поддаются
тушению водой легковоспламеняющиеся жидкости, которые легче воды. Например,
бензин, керосин, всплывая на поверхность воды, продолжает гореть. Ацетилен и
метан вступают с водой в химическую реакцию, образуя огне- и взрывоопасные
газы. При невозможности тушения водой горящую поверхность засыпают песком,
покрывают специальными асбестовыми одеялами, используют пенные либо
углекислотные огнетушители.
Для приведения в действие пенного огнетушителя ОП-2 необходимо повернуть
рукоятку на 180°. При этом поднимается клапан, закрывающий кислотный стакан.
Перевернув огнетушитель вверх дном и слегка встряхнув, струю пены направляют на
горящий предмет, а при тушении легковоспламеняющихся жидкостей в открытых
сосудах - в противоположный борт над уровнем жидкости, чтобы она не
разбрызгивалась.
Для приведения в действие углекислотного огнетушителя ОУ-2 нужно взяться
левой рукой за рукоятку, направить раструб на горящий предмет и, поворачивая
маховичок против часовой стрелки, открыть вентиль до отказа.
При выходе из баллона жидкая углекислота мгновенно превращается в газ,
горение в котором невозможно.
В особо опасных в пожарном отношении производствах могут использоваться
стационарные автоматические установки различной конструкции, срабатывающие при
заданной температуре и подающие воду, пену или специальные огнегасительные
составы.
.3 Меры электробезопасности при техническом обслуживании и
ремонте автомобилей
Опасность поражения электрическим током возникает при использовании
неисправных ручных электрифицированных инструментов, при работе с неисправными
рубильниками и предохранителями, при соприкосновении с воздушными и настенными
электропроводками, а также-случайно оказавшимися под напряжением металлически
ми конструкциями.
Электрифицированный инструмент (дрели, гайковерты, шлифовальные машины и
др.) включают в сеть напряжением 220 В. Разрешается работать только
инструментами, имеющими защитное заземление. Штепсельные соединения для
включения инструмента должны иметь заземляющий контакт, который длиннее рабочих
контактов и отличается от них по форме. При включении инструмента в сеть
заземляющий контакт входит в соединение со штепсельной розеткой первым, а при
выключении выходит последним.
При переходе с электрифицированным инструментом с одного места работы на
другое нельзя натягивать провод. Не следует протягивать провод через проходы,
проезды и места складирования деталей. Нельзя держать электрифицированный
инструмент, взявшись одной рукой за провод.
Работать с электрифицированным инструментом при рабочем напряжении,
превышающем 42 В, можно только в резиновых перчатках и калошах либо стоя на
изолированной поверхности (резиновом коврике, сухом деревянном щитке).
Во избежание поражения электрическим током необходимо пользоваться
переносными электролампами с предохранительными сетками. В помещении без
повышенной опасности (сухом, с нетокопроводящими полами) можно использовать
переносные лампы напряжением до 42 В, а в особо опасных помещениях (сырых, с
токопроводящими полами или токопроводящей пылью) напряжение не должно превышать
12 В.
.4 Производственный травматизм и профессиональные
заболевания: основные понятия и определения
Производственная травма (трудовое увечье) - это следствие действия на
организм различных внешних, опасных производственных факторов. Чаще
производственная травма - это результат механического воздействия при наездах,
падениях или контакте с механический оборудованием.
Травмирование возможно вследствие воздействий:
- химических факторов, например, ядохимикатов, в виде отравлений или
ожогов;
- электрического тока - ожоги, электрические удары и др.;
- высокой или низкой температуры (ожоги или обморожения);
- сочетания различных факторов.
Производственный травматизм - это совокупность несчастных случаев на
производстве (предприятии).
Различают несколько причин производственного травматизма:
Технические, возникающие вследствие конструкторских недостатков,
неисправностей машин, механизмов, несовершенства технологического процесса,
недостаточной механизации и автоматизации тяжёлых и вредных работ.
Санитарно - гигиенические, связанные с нарушением требований санитарных
норм (например, по влажности, температуре), отсутствием санитарно-бытовых
помещений и устройств, недостатками в организации рабочего места и др.
Организационные, связанные с нарушением правил эксплуатации транспорта и
оборудования, плохой организацией погрузочно-разгрузочных работ, нарушением
режима труда и отдыха (сверхурочные работы, простои и т.п.), нарушением правил
техники безопасности, несвоевременным инструктажем, отсутствием
предупредительных надписей а др.
Психофизиологические, связанные с нарушением работниками трудовой
дисциплины, опьянением на рабочем месте, умышленным самотравмированием,
переутомлением, плохим здоровьем и др.
Профессиональное заболевание - это повреждение здоровья работника в
результате постоянного или длительного воздействия на организм вредных условий
труда.
Различают острые и хронические профессиональные заболевания. К острым
относят профессиональные заболевания, возникшие внезапно (в течение одной
рабочей смены) из-за воздействия вредных производственных факторов с большим
превышением предельно допустимого уровня или предельно допустимой концентрации.
Профессиональное заболевание, при котором заболело два и более
работников, называется групповым профессиональным заболеванием.
Предельно допустимый уровень производственного фактора - это уровень
производственного фактора, воздействие которого при работе установленной
продолжительности в течение всего трудового стажа не приводит к травме,
заболеванию или отклонению в состоянии здоровья в процессе работы или в отдалённые
сроки жизни настоящего и последующего поколений.
Острое профессиональное заболевание возможно в виде ожога глаз
ультрафиолетовым излучением при выполнении сварочных работ, при отравлении
хлором, оксидом углерода и др.
Хронические профессиональные заболевания развиваются после многократного
и длительного воздействия вредных производственных факторов, например,
вибрации, производственного шума и др.
Неблагоприятные (вредные) условия труда могут создаваться запыленностью
(шахты, цементное производство), загазованностью (химическое производство,
кирпичные заводы), повышенной влажностью, производственным шумом, вибрацией,
неудобной рабочей позой, тяжёлым физическим трудом и др.
В зависимости от вида производственных вредностей могут развиться такие
заболевания как пневмокониозы, повреждение кожных покровов, нарушение
опорно-двигательного аппарата, виброболезнь, шумовая болезнь (тугоухость) и др.
Международной организацией труда минимальный размер такой страховки
рекомендован в размере зарплаты за 7500 рабочих дней.
В странах с сильным профсоюзным движением в коллективные договоры
включается обязательство работодателя застраховать своих работников также от
последствий бытовых травм и общей заболеваемости, иногда - вместе с членами
семьи.
С целью повышения безопасности и улучшения условий труда все
министерства, ведомства, предприятия и работодатели обязаны разработать
конкретные мероприятия по снижению травматизма и предупреждению
профессиональных заболеваний.
Приоритетные из которых следующие:
организационно-технические мероприятия;
санитарно-гигиенические;
лечебно-профилактические;
соблюдение требований нормативных правовых актов по охране труда;
санитарно-бытовое обслуживание;
улучшение технологии производства;
контроль и автоматизация производственных процессов;
обеспечение средствами защиты, спецодеждой и т.п.;
доведение до нормы освещённости, уровня шума, параметров микроклимата на
рабочем месте и пр.;
организация обучения и проверки знаний работников в области условий и
охраны труда;
проведение сертификации производственных объектов организаций на
соответствие требованиям по охране труда.
.5 Требования безопасности, производственной санитарии и
промышленной гигиены при техническом обслуживании и ремонте автомобилей
Требования безопасности. При техническом обслуживании и ремонте автомобилей
необходимо принимать меры против их самостоятельного перемещения.
Запрещаются техническое обслуживание и ремонт автомобилей с работающим
двигателем, за исключением случаев его регулирования.
Подъемно-транспортное оборудование должно быть в исправном состоянии и
использоваться только по своему прямому назначению. К работе с этим
оборудованием допускаются лица, прошедшие соответствующую подготовку и
инструктаж.
Во время работы не следует оставлять инструменты на краю осмотровой
канавы, на подножках, капоте или крыльях автомобиля. При сборочных работах
запрещается проверять совпадение отверстий в соединяемых деталях пальцами; для
этого необходимо пользоваться специальными ломиками, бородками или монтажными
крючками.
Во время разборки и сборки узлов и агрегатов следует применять
специальные съемники и ключи. Трудно снимаемые гайки сначала нужно смочить
керосином, а затем отвернуть ключом. Отвертывать гайки зубилом и молотком не
разрешается.
Запрещается загромождать проходы между рабочими местами деталями и
узлами, а также скапливать большое количество деталей на местах разборки.
Повышенную опасность представляют операции снятия и установки пружин,
поскольку и них накоплена значительная энергия.
Эти операции необходимо выполнять на стендах или с помощью
приспособлений, обеспечивающих безопасную работу.
Гидравлические и пневматические устройства должны быть снабжены
предохранительными и перепускными клапанами. Рабочий инструмент следует
содержать в исправном состоянии.
Требования производственной санитарии и промышленной гигиены. Помещения, в которых рабочие,
выполняя техническое обслуживание или ремонт автомобиля, должны находиться под
ним, необходимо оборудовать осмотровыми каминами, эстакадами с направляющими
предохранительными ребордами или подъемниками. Приточно-вытяжная вентиляция
должна обеспечивать удаление выделяемых паров и газов и приток свежего воздуха.
Естественное и искусственное освещение рабочих мест должно быть достаточным для
безопасного выполнения работ.
На территории предприятия необходимо наличие санитарно-бытовых помещений
- гардеробных, душевых, умывальных (работающие с этилированным бензином
обязательно должны быть обеспечены горячей водой).
.6 Оказание доврачебной помощи
Первая доврачебная неотложная помощь (ПДНП) представляет собой комплекс
простейших мероприятий, направленных на спасение жизни и сохранение здоровья
человека, проводимых до прибытия медицинских работников.
Основными задачами ПДНП являются:
а) проведение необходимых мероприятий по ликвидации угрозы для жизни
пострадавшего;
б) предупреждение возможных осложнений;
в) обеспечение максимально благоприятных условий для транспортировки
пострадавшего.
Первая помощь пострадавшему должна оказываться быстро и под руководством
одного человека, так как противоречивые советы со стороны, суета, споры и
растерянность ведут к потере драгоценного времени. Вместе с тем вызов врача или
доставка пострадавшего в медпункт (больницу) должны быть выполнены
незамедлительно.
Алгоритм действий по спасению жизни и сохранению здоровья пострадавшего
должен быть следующим:
а) применение средств индивидуальной защиты спасателем (при
необходимости, в зависимости от ситуации);
б) устранение причины воздействия угрожающих факторов (вывод
пострадавшего из загазованной зоны, освобождение пострадавшего от действия
электрического тока, извлечение утопающего из воды и т.д.);
в) срочная оценка состояния пострадавшего (визуальный осмотр, справиться
о самочувствии, определить наличие признаков жизни);
г) позвать на помощь окружающих, а также попросить вызвать
"скорую";
д) придание пострадавшему безопасного для каждого конкретного случая
положения;
е) принять меры по устранению опасных для жизни состояний (проведение
реанимационных мероприятий, остановка кровотечения и т.д.)
ж) не оставлять пострадавшего без внимания, постоянно контролировать его
состояние, продолжать поддерживать жизненные функции его организма до прибытия
медицинских работников.
Оказывающий помощь должен знать:
основы работы в экстремальных условиях;
признаки (симптомы) нарушений жизненно важных систем организма;
правила, методы, приемы оказания ПДНП применительно к особенностям
конкретного человека в зависимости от ситуации;
способы транспортировки пострадавших и др.
Оказывающий помощь должен уметь:
оценивать состояние пострадавшего, диагностировать вид, особенности
поражения (травмы), определять вид необходимой первой медицинской помощи,
последовательность проведения соответствующих мероприятий;
правильно осуществлять весь комплекс экстренной реанимационной помощи,
контролировать эффективность и при необходимости корректировать реанимационные
мероприятия с учетом состояния пострадавшего;
останавливать кровотечение путем наложения жгута, давящих повязок и др.;
накладывать повязки, косынки, транспортные шины при переломах костей скелета,
вывихах, тяжелых ушибах;
оказывать помощь при поражениях электрическим током, в том числе в
экстремальных условиях (на опорах ЛЭП и пр.), при утоплениях, тепловом,
солнечном ударе, при острых отравлениях;
использовать подручные средства при оказании ПДНП, при переносе,
погрузке, транспортировке пострадавшего; определить необходимость вызова скорой
медицинской помощи, медицинского работника, эвакуировать пострадавшего попутным
(неприспособленным) транспортом, пользоваться аптечкой скорой помощи.
Первая медицинская помощь представляет собой комплекс срочных
мероприятий, проводимых при несчастных случаях и внезапных заболеваниях. Объем
этих мероприятий определяется целью первой медицинской помощи, которая
направлена на прекращение действия повреждающего фактора, на устранение
явлений, угрожающих жизни, на предотвращение возможных осложнений, на
облегчение страданий и на подготовку пострадавшего к транспортировке в лечебное
учреждение. Эти задачи решаются простыми приемами, для выполнения которых не
требуется специальных знаний и навыков. Они несложные, и их может выполнить
каждый.
При травме явления, угрожающие жизни, возникают или в момент ее нанесения
(травмы, несовместимые с жизнью), или в первые часы после нее (кровотечение,
шок и т. д.). В последнем случае явления, угрожающие жизни, обычно быстро
нарастают, и промедление в оказании помощи может стоить пострадавшему жизни.
Поэтому первая медицинская помощь должна оказываться немедленно и на месте
происшествия
Что делать при внезапной остановке сердца
Внезапная остановка сердца - самая частая непосредственная причина
смерти. Она может произойти при нарушении коронарного кровообращения
(стенокардия, расстройство сердечного ритма, инфаркт миокарда). Возможна также
смерть при несчастных случаях (тяжелая травма, утопление, поражение
электрическим током, тяжелое отравление). Состояние клинической смерти
(прекращение сердечных сокращений и, как следствие - отсутствие пульсовых волн
на крупных сосудах, в том числе и на шее, где проходят сонные артерии;
расширение зрачков и отсутствие их реакции на свет) продолжается всего 4-5 мин.
Только энергичные и правильно проведенные в это время реанимационные
мероприятия (непрямой массаж сердца и искусственное дыхание) могут спасти
пострадавшего.
Непрямой массаж сердца и искусственное дыхание не следует проводить:
- если после остановки сердца прошло 10-15 мин (за исключением случаев,
когда наступлению клинической смерти предшествовало постепенн 6ое и длительное
охлаждение организма);
- если пострадавший без сознания, но у него присутствует
дыхание и работает сердце.
Искусственное дыхание нельзя проводить при открытом повреждении грудной
клетки или при подозрении на перелом ребер, так как можно травмировать сосуды и
усилить кровотечение.
При наступлении клинической смерти пострадавшего укладывают на спину, под
плечи подкладывают валик, что предотвращает западание языка, препятствующее
проведению искусственного дыхания.
Оказывающий помощь занимает позицию слева от пострадавшего кладет руки
одна на другую на нижнюю треть грудной клетки и ритмично надавливает на нее
(одно нажатие в секунду), при этом сердце пострадавшего сдавливается между
грудной клеткой и позвоночником, а кровь из полостей сердца выталкивается в
кровеносные сосуды.
Практика показывает, что наружный массаж сердца даже при остановке
сердечной деятельности восстанавливает кровообращение в жизненно важных органах
(головном мозге, сердце). Однако эффективность такого массажа обеспечивается
лишь в сочетании с искусственным дыханием. Массажные движения должны быть
достаточно энергичными, но не грубыми.
Об эффективности массажа судят по изменению окраски кожных покровов лица,
появлению пульса на сонной артерии, сужению зрачков. Прекращать наружный массаж
сердца можно через каждые 2 мин лишь на 3-5 секунд, чтобы убедиться в
восстановлении сердечной деятельности. Если после прекращения массажа пульс не
определяется, а зрачки снова расширяются, массаж должен быть продолжен.
Приступая к искусственному дыханию, очищают (с помощью марли, платка и
т.д.) полость рта от крови и инородных тел.
Зажав пострадавшему нос, прижать свой рот к его открытому рту и после
глубокого вдоха сделать сильный выдох в рот пострадавшего. Можно провести искусственное
дыхание другим способом: зажав рот пострадавшему, вдувать воздух через нос. Об
эффективности искусственного дыхания свидетельствует появление у пострадавшего
дыхательных движений грудной клетки в такт с вдуваемым воздухом. Искусственное
дыхание можно делать через платок или несколько слоев марли.
Если около пострадавшего находится один человек, он производит
искусственное дыхание и массаж в следующем порядке: два-три вдувания через рот
или нос, шесть-восемь нажатий на грудную клетку и т.д. Если около пострадавшего
находятся двое, то один из них производит непрямой массаж сердца, другой -
искусственное дыхание в следующем ритме: одно вдувание воздуха - пять массажных
движений.
Травмы
Травма - это повреждение органа или ткани в результате внешнего воздействия.
В зависимости от него травмы подразделяют на механические, физические,
химические и психические.
Механические травмы бывают открытыми (раны), которые происходят с
нарушением кожных покровов, и закрытые - без повреждения их. К закрытым
повреждениям относятся ушибы, разрывы внутренних органов (селезенки, почек,
печени) и повреждения скелета: переломы костей и вывихи.
Физические повреждения возникают при воздействии высоких и низких
температур (ожоги, тепловой удар, отморожения), электрического тока
(электротравмы).
Химические нарушения вызываются кислотами и щелочами.
Психические травмы возникают в результате рефлекторного раздражения
центральной нервной системы сильными или неожиданными раздражителями (испуг).
Раны
Раны - это открытые повреждения, при которых нарушается целостность кожи
или слизистых, а иногда и глубже лежащих тканей. В зависимости от ранящего
предмета они подразделяются на резаные, колотые, рубленые, ушибленные, рваные и
другие. Раны с нарушением полости (грудной, брюшной, черепа или суставов)
называются проникающими. Они могут быть с выпадением внутренних органов.
Резаные раны больше других зияют и кровоточат. Колотые раны опасны
возможностью повреждения внутренних органов (сердца, крупных сосудов, органов
брюшной полости и т.д.) с последующим сильным кровотечением и тяжелым
инфекционным осложнением. Рубленые раны бывают различной глубины и
характеризуются ушибом мягких тканей, а иногда размозжением их и повреждением
костей. Ушибленные раны имеют неровные пропитанные кровью края, которые
являются благоприятной средой для развития инфекции. Рваные раны
отличаются отслойкой лоскутов кожи, повреждением сосудов, сухожилий и мышц.
Первая помощь направлена на остановку кровотечения и защиту раны от
вторичного заражения.
Кровотечение - выход крови из поврежденного сосуда. Различают
артериальное, вен 6озное и капиллярное кровотечения.
Артериальное кровотечение возникает при повреждении артерий. При нем
кровь истекает пульсирующей струей алого цвета. Оно самое опасное, так как
может быстро привести к большой потере крови и смерти.
Венозное кровотечение - это результат ранения вен и характеризуется медленной
струей темно-вишневого цвета.
Капиллярное кровотечение возникает при поверхностном ранении капилляров
и мелких сосудов. Оно, как правило, останавливается самопроизвольно. Остановка
кровотечения и ликвидация его последствий является первейшей и основной задачей
первой медицинской помощи при травмах.
Самым надежным методом временной остановки артериального кровотечения
является наложение жгута. Если его нет, используются подручные средства,
например, ремень, веревка. Кровоостанавливающий жгут накладывается только на
конечности выше места кровотечения. Для того чтобы исключить ущемление кожи,
под него необходимо подложить подкладку из бинта, мягкого материала, платка и
т. д. Жгут накладывается на срок не более двух часов, иначе возможно омертвение
тканей. При этом каждые полчаса его необходимо на несколько минут ослаблять, а
потом снова затягивать. На коже конечности выше наложенного жгута или на лбу
больного обязательно делается запись о сроке наложения жгута (часы, минуты).
Небольшие кровотечения останавливаются давящей повязкой.
При этом кожу вокруг раны смазывают настойкой йода. А саму рану накрывают
несколькими стерильными марлевыми салфетками и туго прибинтовывают. После этого
конечности целесообразно придать приподнятое положение.
При повреждении средних и крупных сосудов временную остановку
кровотечения производят пальцевым прижатием. При артериальном кровотечении
прижатие производится выше места ранения сосуда, а при венозном - ниже.
Прижимать сосуд нужно несколькими пальцами.
Кровотечение из носа останавливают пальцевым прижатием или вводят в нос
смоченный перекисью водорода ватный (марлевый) тампон, причем он должен плотно
прилегать к стенкам носа.
Чтобы осмотреть травму, необходимо снять с пострадавшего одежду. Это
операция является исходным моментом и проводится там, где оказывается первая
медицинская помощь. Раздевание и одевание пострадавшего должны производиться
осторожно, не вызывая излишнюю болезненность и опасность вторичных повреждений.
Снятие одежды при повреждении конечности заключается в поочередном снятии
ее сначала со здоровой конечности и только потом с больной. Одевание в этом
случае производится в обратном порядке. В случаях ранения груди и живота, а
также повреждения позвоночника и костей таза одежду лучше распороть по швам. У
пострадавших с термическими ожогами обнажают лишь пораженные участки.
;обугленные и прилипшие куски одежды осторожно обрезают ножницами как можно короче,
но не повреждая кожу. Обувь при необходимости разрезают.
Ушибы
Ушиб - это закрытое повреждение мягких тканей и кровеносных сосудов с
образованием кровоподтеков. Они возникают при ударе о твердый тупой предмет.
Признаки. Боль, обычно небольшая, возникает в момент удара или скорее
после него, однако при ушибе живота или яичек она может быть выраженной вплоть
до болевого шока. Отек образуется вскоре после удара, он бывает ограниченным
или разлитым, в зависимости от свойств ткани и степени ее повреждения.
Кровоподтек (синяк) появляется через несколько часов при поверхностном ушибе
или через 2-3 дня при травме глубоких тканей.
Первая помощь направлена на уменьшение кровоизлияния и снятие боли. Для
остановки внутреннего кровотечения накладывают давящую повязку, придают
возвышенное положение и охлаждают место ушиба. Для охлаждения используют пузырь
со льдом, холодный компресс и другие доступные средства местного охлаждения
(мокрая салфетка, холодный предмет и т. д.); при большом подкожном
кровоизлиянии продолжительность действия холода следует ограничить ввиду
опасности омертвения кожи. Боли уменьшают путем придания ушибленному органу
покоя - руку подвешивают на косынку, сустав фиксируют повязкой или наложением
шины. При тяжелых ушибах особенно головы, груди и живота пострадавшему
необходимо до приезда скорой помощи обеспечить покой.
Вывихи
Вывихи - стойкое ненормальное смещение концов костей, входящих в состав
любого сустава, происходящее при разрыве суставной сумки. Вывихи происходят при
падении, ударе, а иногда и при неловком движении в суставе.
Признаки. Жалобы н 6а резкую боль в момент травмы и интенсивную в первые
часы после нее. Функция конечности нарушена; обычные движения в суставе
невозможны. Отмечается вынужденное типичное положение конечности: вывихнутая в
плече рука согнута в локте и слегка отведена от туловища; нога при вывихе в
тазобедренном суставе согнута и повернута носком внутрь (редко наружу).
Первая помощь направлена на уменьшение боли и на задержку развития отека.
Для этого на поврежденный сустав кладут холод и фиксируют конечность - руку
подвешивают на косынку или прнипбин 6товывают к груди, а ногу обкладывают
мягкими предметами в том положении, в котором она оказалась. В случае открытого
вывиха (при наличии кровотечения) на рану накладывается стерильная повязка.
Эвакуация в больницу срочная, причем с вывихом руки можно в сидячем положении,
а при вывихе ноги - только лежа на хорошей мягкой подстилке с обложенной ногой.
Нельзя пытаться вправлять вывихи самостоятельно!
Переломы
Перелом кости - насильственное нарушение ее целостности. Переломы бывают
закрытыми - без нарушения кожных покровов и открытыми с их разрывом.
Признаки. Жалобы на боли в поврежденной конечности, усиливающиеся при
попытке к движению, и нарушение функции. Внешне отмечается неестественная форма
конечности - припухлость в месте перелома, изменение оси конечности и ее
укорочение, подвижность костных отломков в месте перелома. При открытых
переломах всегда имеется рана, в которой иногда виден конец отломка кости.
Первая помощь при закрытых переломах направлена на прекращение
дальнейшего смещение отломков, на уменьшение травмирования мягких тканей их
концами и на ослабление болевых ощущений. Решаются эти задачи наложением
неподвижной шинной повязки, фиксирующей отломки костей и суставы выше и ниже
перелома. При переломах бедра и плеча фиксируются три сустава, а во всех
остальных случаях - два.
Первая помощь при открытых переломах имеет также цель защитить раны от
вторичного заражения. В этих случаях кожа вокруг раны обрабатывается настойкой
йода и накладывается стерильная повязка. Затем производится фиксация конечности
шиной. Во избежание заноса инфекции вглубь тканей нельзя вправлять торчащие
костные отломки и делать установку конечности. Она фиксируется к шине в том
положении, в котором находится. Пострадавший с открытым переломом подлежит
немедленной эвакуации в лечебное учреждение. Для облегчения страданий
поврежденная рука в шине укладывается на грудь и прибинтовывается или под нее
подкладывается подушка. Телу придается наклон в здоровую сторону, поврежденную
конечность следует поддерживать. Ногу в шине кладут на подушку, сложенное
одеяло и т.п. Пострадавший лежит или на спине, или на больной стороне.
Иммобилизация (создание неподвижности) поврежденной конечности
производится или стандартными шинами или подручными средствами. Стандартные
транспортные шины бывают металлические (шина Крамера и сетчатые шины) и
деревянные (шина Дитерихса и фанерные шины).
Однако в качестве шины можно использовать любые подручные материалы:
фанеру, доску, металлическую проволоку, лыжную палку. В крайнем случае, если
доставить до больницы пострадавшего с переломом плеча, руку можно прибинтовать
к туловищу. В случае перелома бедра, если нет иммобилизационных средств,
больную ногу прибинтовывают к здоровой.
Техника наложения предусматривает общие мероприятия, которые относятся ко
всем шинным повязкам. Она включает защиту костных выступов конечности, ее
надежную фиксацию к шине и, конечно, меры предосторожности при наложении
последней. Для заполнения неровностей конечности используется вата, пакля,
куски одежды. Фиксируется конечность к шине марлевыми бинтами, косынками,
платками, ремнями, бечевкой, полосками материи.
Во всех случаях переломов костей верхней конечности ей придается щадящее
положение физиологического покоя: рука, незначительно отведенная в плечевом
суставе, сгибается в локтевом под прямым или острым углом. Ладонь должна быть
обращена к животу, кисть несколько отведена к тылу, а полусогнутые пальцы
охватывают мяч или ватно-марлевый шарик.
Фиксировать пальцы в выпрямленном состоянии недопустимо!
После наложения шинной повязки руку подвешивают на косынку или перевязь.
Кроме того, необходимо учитывать следующие положения. При переломе плеча в
подмышечную область подкладывают ватный валик, который укрепляется бинтом через
надплечье здоровой руки, а на заднюю часть шеи под шину кладется ватная
подушечка или кусок мягкой ткани. Шина должна начинаться от плечевого сустава
здоровой руки, лежать в подлопаточной области и спускаться на поврежденную руку
по заднее - наружной поверхности плеча и предплечья., которое состоит из
локтевой и лучевой костей. Заканчивается она у основания пальцев. Угол сгибания
в локтевом суставе руки с переломом предплечья зависит от места перелома. Он
делается острым, если перелом в нижней трети, или тупым (110-120о),
если перелом у локтевого сустава. При переломе кисти и пальцев шина
накладывается с ладонной поверхности от локтевого сгиба до кончиков пальцев.
Во всех случаях наложения шинной повязки на нижнюю поверхность стопу нужно
обязательно бинтовать под углом 90о к голени. Необходимо также иметь
в виду следующее. Ногу с переломом бедра фиксируют шиной из двух частей:
длинной, которая накладывается снаружи от подмышечной впадины до подошвы стопы,
и внутренней, идущей от паха до подошвы. Бинтуются они к туловищу и к ноге.
Шина для костей голени также состоит из двух частей, и они накладываются с
наружной и внутренней стороны. Если нет специальных металлических шин, их можно
заменить двумя фанерными или картонными.
Перелом ребер
Перелом ребер бывает от резкого удара или сдавливания. Чаще отмечается
перелом 5-8 ребра.
Признаки. Жалобы на боль во время дыхания и надавливания в месте
перелома, на резкие и мучительные приступы кашля. Внешне отмечается вынужденное
положение пострадавшего, поверхностное дыхание и напряжение мышц грудной
клетки.
Первая помощь направлена на уменьшение движений грудной клетки. Это
достигается путем тугого бинтования с помощью лейкопластырной ленты, бинта или
полотенца и приданием пострадавшему сидячего или полусидячего положения, если у
него нет других повреждений. Внутрь дают болеутоляющее, например, анальгин.
Черепно-мозговая травма
К черепно-мозговым травмам относятся сотрясение головного мозга и
переломы костей свода или основания черепа.
Сотрясение головного мозга - серьезное повреждение. Возникает при
закрытых травмах черепа тупыми предметами и часто сочетается с ушибом головного
мозга.
Признаки. Жалобы на головную боль, шум в ушах, головокружение и тошноту.
Внешне отмечается бледность кожных покровов, вялость и сонливость. О наличии
сотрясения мозга свидетельствует один из следующих признаков: потеря сознания в
момент травмы даже на несколько секунд, рвота - одно - или многократная, потеря
памяти о событиях, предшествующих травме.
Первая помощь направлена на предупреждение попадания рвотных масс в
дыхательные пути при рвоте. Пострадавшему обязательно придается лежачее
положение и кладется холод на голову. Пострадавшего с затемненным сознанием,
чтобы избежать возможного попадания рвотных масс в дыхательные пути, укладывают
на бок, а при наличии переломов позвоночника или костей таза поворачивают набок
его голову. Транспортировка в больницу в сопровождении медицинского работника.
Переломы костей черепа по месту травмы подразделяются на переломы костей
основания черепа и свода черепа, а в зависимости от нарушения кожных покровов -
на закрытые и открытые. Открытые переломы костей черепа, в зависимости от
повреждения твердой мозговой оболочки, подразделяются на непроникающие и
проникающие. Последние опасны возможностью инфицирования мозговой ткани с
последующими осложнениями менингитом, абсцессом головного мозга и т.д.
Переломы свода черепа бывают в виде вдавлений, трещин и их сочетаний с
одновременным нарушением одной или нескольких костей. Целостность наружной пластинки
кости не исключает переломов внутренней, а трещина наружной пластинки часто
сопровождается обширными оскольчатыми переломами внутренней. Ее осколки
сдавливают головной мозг, нарушают его целостность и повреждают мозговые
кровеносные сосуды, а возникающее внутреннее кровотечение вызывает сдавление
головного мозга.
Признаки. Внешне отмечается незначительная отечность или рана. Больной
жалуется на нарастающую головную боль и на потерю сознания в момент травмы.
Отмечается замедление пульса, а иногда - потеря речи, нарушение дыхания и
паралич конечностей.
Перелом основания черепа. Это проникающее ранение черепа относится к
весьма тяжелым и опасным повреждениям головного мозга, мозговых оболочек и
черепно-мозговых нервов. Эти травмы делают мозговую полость открытой для
инфекции через ушную, носовую и ротовую полости.
Признаки. После травмы из ушей или носа выделяется кровь и светлая
мозговая жидкость, а также появляется расстройство слуха и перекос лица в одну
сторону. Через сутки вокруг глаз появляются кровоподтеки в виде очков.
Первая помощь при всех переломах черепа направлена на защиту от инфекции
и на предупреждение возможной закупорки дыхательных путей кровью или рвотными
массами. Больному придается обязательное лежачее положение. Если он в
бессознательном состоянии, то его укладывают на бок во избежание попадания
крови
И рвотных масс в дыхательные пути, а при наличии переломов позвоночника
или костей таза голову поворачивают набок. На рану накладывается асептическая
сухая повязка и производится иммобилизация головы. При выделении крови и
мозговой жидкости тампонаду и промывание делать нельзя. Транспортировка должна
быть крайне бережной, в лежачем положении, с опущенным подголовником носилок
без подушки. Обязателен контроль за пульсом и дыханием. Голову фиксируют
уложенным вокруг нее валиком из одеяла или одежды.
Травматический шок
Травматический шок - это ответная реакция организма на тяжелую
механическую травму или ожог. Он выражается угнетением центральной нервной
системы, расстройством всех жизненных процессов в организме и падением
артериального давления, учащением дыхания.
Признаки. В развитии симптомов шока различают две фазы: фазу возбуждения
и фазу торможения. Фаза возбуждения характеризуется сохраненным сознанием при
двигательном и речевом возбуждении. Эта фаза редко бывает замеченной, так как
длится несколько минут и быстро переходит в фазу торможения. Последняя
сопровождается сохраненным сознанием при полном безразличии к окружающему. У
пострадавшего бледное лицо с запавшими расширенными глазами, кожа покрыта
холодным липким потом, дыхание поверхностное частое, пульс слабый и частый,
температура тела и артериальное давление падают.
Первая помощь направлена на устранение причин, вызвавших шок, на
остановку кровотечения, уменьшение болевых симптомов. Действия по оказанию
помощи нужно проводить осторожно. На раны накладывают повязки, в случаях с
переломами и обширными ожогами показана иммобилизация. Пострадавшего укладывают
так, чтобы голова была ниже туловища, и согревают укутыванием одеялом и обкладыванием
грелками. При отсутствии повреждений брюшной полости дают горячие напитки -
кофе, чай и вызывают скорую медицинскую помощь.
Ожоги
Возникают при повреждении тканей действием высоких температур или
химических веществ. В зависимости от действующего фактора различают следующие
виды ожогов: термические - возникающие под действием огня, горячих жидкостей,
пара и т.д.; химических - от воздействия кислот, щелочей, а также фосфора,
йода, паров бензина; лучевые - при избыточной дозе ультрафиолетового или ионизирующего
излучения.
Признаки. В зависимости от глубины поражения тканей различают ожоги 1, 2,
3 и 4 степени.
При ожоге 1 степени страдает только наружный слой кожи, происходит его
покраснение, отек, появляется боль.
При ожоге 2 степени образуются пузыри со светло-желтым содержимым и
появляется резкая сильная боль.
При ожоге 3 степени поражается не только кожа, но и подкожные ткани.
При ожоге 4 степени наступает обугливание тканей.
При ожогах тепловых, электрических и химических (прижигающими жидкостями:
кислотами, щелочами) в первую очередь устраняют повреждающий агент (при
возгорании немедленно погасить пламя, сорвать с пострадавшего горящую одежду,
накрыть его чем-либо препятствующим доступу воздуха - одеялом, пледом, плащом;
убрать тлеющие вещи) и принимают необходимые меры. При ожогах прижигающими
жидкостями обильно промывают обожженное место чистой водой.
При ожоге 2 степени удаляют одежду (прилипшие к коже части одежды
обрезают как можно ближе к ране), место ожога закрывают сухой стерильной
повязкой.
При ожогах 2-4 степеней пострадавшего доставляют в лечебное учреждение
для оказания квалифицированной помощи. Пострадавшему дают обезболивающие
препараты (2 таблетки анальгина), 2 таблетки бутадиона, 1 таблетку димедрола,
по 20 капель корвалола, валокордина или кордиамина, настойки валерианы,
таблетку валидола под язык и большое количество теплой воды. При обширных
ожогах пострадавшего заворачивают в чистую (желательно только что проглаженную)
простыню и срочно доставляют в ближайшую больницу.
Обмороки.
Солнечные и тепловые удары
Обморок - внезапная непродолжительная потеря сознания, обусловленная
уменьшением поступления крови к головному мозгу. Пострадавшего укладывают на
кушетку (голова ниже ног), дают нюхать нашатырный спирт.
Солнечные и тепловые удары наступают при перегреве организма. Их
признаки: вялость, головная боль, головокружение, боль в ушах, тошнота, частый
пульс, горячая кожа, внезапная потеря сознания.
Пострадавшего укладывают в тень, принимают меры к охлаждению организма:
прикладывают холод к голове и на область сердца, обтирают кожу мокрым
полотенцем. При жалобах на боли в сердце дают нитроглицерин или валидол и
вызывают скорую помощь.
Электротравмы
В первую очередь пострадавшего освобождают от действия электрического
тока. Необходимо пользоваться только изолирующими предметами (диэлектрическими
перчатками, резиновыми ковриками, деревянной сухой доской. При отсутствии у
пострадавшего дыхания и сердцебиения немедленно начинают непрямой массаж сердца
и искусственное дыхание. Эти мероприятия проводят до появления самостоятельного
дыхания и сердцебиения или до приезда скорой помощи.
.7 Защита окружающей среды
Охрана природы - система мер, направленных на поддержание рационального
взаимодействия между деятельностью человека и окружающей природной средой,
обеспечивающих сохранение и восстановление природных богатств, разумное
использование природных ресурсов, предупреждающих вредное влияние результатов
деятельности общества на природу и здоровье человека.
Все это делается в интересах настоящих и будущих поколений людей. Эти
мероприятия должны научно обосновываться и могут осуществляться на разных
уровнях: международном, государственном, ведомственном, производственном,
общественном, индивидуальном.
В связи с научно-техническим прогрессом и ростом населения потребности
общества быстро возрастают. В хозяйственную деятельность вовлекаются все
природные ресурсы, индустриализация и интафикация сельского хозяйства
сопровождаются существенными изменениями природной среды.
Автотранспорт бурно развивается в индустриальных странах. В настоящее
время общая численность автомобилей в мире составляет свыше 300 млн. Автомобиль
- это удобное средство транспорта, но он отрицательно влияет на окружающую
среду.
В некоторых странах загрязнение воздуха автотранспортом достигает
угрожающих размеров. Это особенно относится к США, где численность автопарка -
свыше 100 млн. В городах Казахстана эта проблема не стоит так остро. В РК
основная транспортная система - общественные виды транспорта (автобусы), что
создает условие для предотвращения угрожающего уровня загрязнения. Однако и в
Казахстане существует проблема загрязнения воздуха автотранспортом. Проведенные
исследования позволили установить, что выхлопные газы автомобилей представляют
весьма сложную смесь, в состав которой входят много компонентов. Однако
многообразие продуктов выброса может быть сведено к нескольким группам.
Атмосфера крупных городов развитых стран загрязнена до такой степени, что
в ряде случаев регулировщики уличного движения должны вдыхать кислород. В этих
целях в местах наиболее интенсивного автомобильного движения установлены
баллоны с кислородом.
6. Экономика: Место и роль предприятия в экономическом
развитии общества
.1 Предприятие его место и роль в условиях рынка
Предприятие - организация, созданная в порядке, установленном действующим
законодательством, и осуществляющая производство продукции, выполнение работ,
оказание услуг в целях удовлетворения общественных потребностей и получения
прибыли.
Основной задачей хозяйственной деятельности предприятия является выпуск
конкурентоспособной продукции, и получение максимального объема прибыли.
В условиях рыночной системы хозяйствования предприятие становится
основным звеном ее реализации. Создавая продукцию, пользующуюся спросом на
рынке, оно также создает рабочие места, обеспечивая занятость населения.
Выплачивая республиканские и местные налоги, оно участвует в содержании
государственных органов и поддержке социальных программ (образование,
здравоохранение, культура и просвещение). Поэтому деятельность предприятий
всегда на поверхности общественного интереса и любые возникающие у них проблемы
или достигнутые успехи всегда актуальны.
В этой связи актуальна и выбранная автором тема, поскольку она
предполагает главной целью данной курсовой работы рассмотрение роли и места
предприятия в современных условиях.
Исходя из данной цели, задачами курсовой работы являются:
изучение теоретических аспектов работы предприятий, т.е. определение
самой их сущности и общепринятой классификации, анализ их значения в решении
основных экономических проблем, а также отдельное рассмотрение места и роли
малых предприятий в условиях рыночной экономики;
рассмотрение и анализ деятельности реально существующего ТОО
"Аяз", которое представляет собой типичное предприятие, действующее на
казахстанском рынке и имеет характерные проблемы, присущие большинству
современных предприятий;
на основе проведенного анализа предложить реальные пути разрешения
проблем рассматриваемого ТОО.
Взяв за основу порядок решения приведенных выше задач, структура курсовой
работы была составлена следующим образом.
В первом разделе автором была изучена суть такого обширного понятия как
"предприятие", его признаки, свойства, классификация (в зависимости
от принадлежности капитала, количества работников и исходя из
организационно-правовых форм), а также различные виды объединений предприятий.
Помимо этого в связи с актуальностью для казахстанской экономики дальнейшего
развития малых предприятий, их современная деятельность также была кратко
охарактеризована в первой части данной курсовой работы.
Во втором разделе были сведены воедино две основные задачи. То есть была
проанализирована работа реального предприятия, выявлены его главные проблемы,
мешающие нормальному функционированию и были предложены свои методы решения
данных проблем. Объектом исследования в данном случае выступило ТОО
"Аяз", занимающиеся выпуском валяной обуви, технического войлока,
унт, головных уборов и многого другого.
Для изложения теоретических аспектов рассматриваемой темы были
использованы многие литературные источники, среди которых в основном
преобладают труды отечественных и российских авторов. Для рассмотрения
юридической стороны вопроса были приведены выдержки из некоторых законов РК,
собранных в сборнике под редакцией А.Худякова "Предпринимательство и
право".
6.2 Теоретические аспекты деятельности предприятий
Сущность предприятий и их классификаци
Предприятие занимает центральное место в народно-хозяйственном комплексе
любой страны. Это первичное звено общественного разделения труда. Именно здесь
создается национальный доход. Предприятие выступает как производитель и
обеспечивает процесс воспроизводства на основе самоокупаемости и
самостоятельности.
Предприятие - самая распространенная и типовая форма организации
хозяйственной деятельности. Само это понятие очень емкое, многостороннее.
Представление о предприятии и его видах во многом зависит от типа экономической
системы, к тому же оно изменяется во времени. В условиях централизованно
управляемой советской экономики предприятиями в основном считались
государственные производственные учреждения, заводы, фабрики. В 70-е годы
наряду с ними в Советском Союзе стали создаваться более крупные организационные
структуры, названные производственными и научно-производственными
объединениями.
Поворот к рыночной экономике породил ряд организационно-правовых форм,
которые не были свойственны планово-директивной экономике. Проявилось в первую
очередь увлечение такими формами организации, как кооперативы, малые
предприятия, появились совместные предприятия. В то же время в качестве крупных
интеграционных форм возникли концерны, ассоциации, консорциумы. Множеству
"рыночных" названий, заимствованных из терминологии хозяйственного
лексикона капиталистической экономики, далеко не всегда адекватно их
фактическое содержание.
Самостоятельно хозяйствующий субъект называется предприятием в том
случае, если он создан в порядке, установленном действующим законодательством,
и осуществляет производство продукции, выполнение работ, оказание услуг в целях
удовлетворения общественных потребностей и получения прибыли. Это первичные,
существенные признаки и свойства предприятия. Но столь же важно отметить, что
чаще всего предприятие образует юридическое лицо, имеет название и печать,
расчетный счет в банке.
Юридическим лицом принято считать организацию, представляющую в едином
лице входящих в нее отдельных субъектов, имеющих в распоряжении обособленное
имущество, также несущую самостоятельную имущественную ответственность,
выступающую в качестве самостоятельного субъекта права в роли как истца, так и
ответчика.
Само слово "предприятие" наиболее характерно для установившейся
отечественной экономической терминологии и в гораздо меньшей степени
используется в экономической науке и практике капиталистического мира. В то же
время в деловом лексиконе этих стран нелегко подыскать слово, полностью
эквивалентное понятию "предприятие". Пожалуй, самым близким аналогом
можно считать широко распространенное слово "фирма", хотя это понятие
относится к числу как научных, так и общеупотребительных, бытовых названий. Под
фирмой чаще всего понимается хозяйственная организация, компания или отдельный
предприниматель, пользующиеся правами юридического лица, осуществляющие
деятельность в целях получения дохода и прибыли. Этому весьма универсальному определению
соответствуют малые и крупные предприятия, организации самого широкого профиля.
Классифицировать предприятия можно по различным признакам и параметрам.
В зависимости от количества работников предприятия делятся на:
. Мелкие (до 50 человек);
. Средние (от 50 до 500);
. Крупные (от 500 до 1000);
. Особо крупные (от 1000 и более).
По принадлежности капитала:
. Национальные
. Иностранные
. Совместные (смешанные)
Также классифицировать предприятия можно по организационно-правовым
формам. Организационно-правовой формой называется система норм, определяющая
отношения между партнерами по предприятию, а также предприятием и другими
предприятиями, физическими лицами и государством.
Исходя из организационно-правовых форм предприятия делятся следующим
образом.
Хозяйственные товарищества и общества
а) полное товарищество - объединение 2-х или более лиц для осуществления
предпринимательской деятельности с целью извлечения прибыли, участники которого
лично участвуют в делах товарищества, при этом каждый несет полную
ответственность по обязательствам товарищества, не только вложенным капиталом,
но и всем своим имуществом. Убытки и прибыли распределяются между партнерами
пропорционально доли каждого из них в общем имуществе товарищества. Не связано
с публичной отчетностью. Организационная структура не является устойчивой. Оно
может быть распущено, если один из участников из него выйдет. Полное
товарищество не является юридическим лицом. Продажа одним из участников своей
доли новому лицу без согласия других членов запрещена.
б) коммандитное товарищество - наряду с одним или несколькими
участниками, отвечающими перед кредиторами всем своим имуществом, которые
являются внутренними членами общества, имеются другие, которые рискуют в
пределах вклада и являются внешними участниками. Дела ведут только внутренние
члены. Срок деятельности оговаривается контрактом.
в) товарищество с ограниченной ответственностью - признается учрежденным
одним или несколькими лицами, уставной фонд которого разделен на доли в
определенных учредительными документами размерах. Участники не отвечают по его
обязательствам, несут риск убытков, связанных с деятельностью товарищества в
пределах стоимости внесенных ими вкладов. Права членов ТОО реализуются на
собраниях, проводимых не реже 1-2 разов в год. Контроль за деятельностью
общества осуществляет ревизионная комиссия. Главным органом руководства
является собрание учредителей. Функционирование сопряжено с ведением подробной
отчетности, что позволяет финансовым институтам на основе анализа точно определить
максимальный размер выдаваемого кредита. Члену ТОО после внесения пая выдается
письменное свидетельство, которое не является ценной бумагой, не может быть
продано другому лицу без разрешения общества. Пай дает право его владельцу на
участие в общих собраниях, на получение дивидендов и части имущества при его
ликвидации.
г) товарищество с дополнительной ответственностью - его участники
отвечают по его обязательствам своими вкладами в уставной фонд. При
недостаточности этих сумм дополнительно принадлежащим им имуществом в размере
кратном внесенным ими вкладам. Важной особенностью является то, что в случае
банкротства одного из участников его дополнительная ответственность
пропорционально распределяется между остальными участниками.
д) акционерное общество - уставное общество с правом юридического лица.
Создается в разрешительном порядке, обладает основным капиталом, разделенным на
определенное число равных долей (акций). Акционерные общества подразделяются на
открытые и закрытые. Открытые АО создаются в тех случаях, когда требуется
привлечение больших капиталов. Имеют право открытой подписки на выпускаемые
акции, печатают свой бухгалтерский баланс и годовой отчет, их акции свободно
продаются на условиях установленных законом. Закрытые акционерные общества - их
акции распределяются среди учредителей или определенного круга лиц. Не имеет
право продавать акции числу лиц превышающему установленное законом. Орган
управления АО может иметь 2-х (правление и общее собрание акционеров) или 3-х
(правление, общее собрание акционеров и наблюдательный совет) структуру. Член
наблюдательного совета не может быть членом правления. Совет директоров АО
создается, если число акционеров больше 50. Исполнительный орган может быть
коллегиальным (дирекция) или единоличным (генеральный директор). АО несет
ответственность по своим обязательствам не только уставным фондом, но и всем
своим имуществом.
). Производственные кооперативы - добровольное объединение граждан на
основе членства для совместной производственной деятельности, основанной на
личном участии членов и объединения их взносов. Число работников не менее 5
человек. Высшим органом является собрание. Кооператив не имеет права выпускать
акции. Если число членов более 50, то создается наблюдательный совет. Прибыль
распределяется в соответствии с трудовым участием каждого члена.
). Государственные и муниципальные унитарные предприятия
а) унитарное предприятие, основанное на праве хозяйственного ведения
б) унитарное предприятие, основанное на праве оперативного управления
). Некоммерческие организации
а) потребительские кооперативы
б) общественные и религиозные организации
в) фонды
г) объединения юридических лиц (ассоциации, союзы)
Нередко в процессе своей деятельности предприятиям приходится
объединяться. Выделяют следующие организационные формы объединений.
Картель - объединение предприятий одной отрасли, предполагающее
совместную коммерческую деятельность, регулирование сбыта с помощью
установленных квот, товарных цен, условий реализации.
Синдикат - разновидность картельного соглашения, которое предполагает
сбыт продукции через единый сбытовой орган, создаваемый в форме АО или ТОО.
Пул - объединение предпринимателей, предусматривающее особый порядок
распределения прибыли его участников. Прибыль предприятий поступает в общий
"котел" и распределяется в заранее установленной пропорции.
Трест - объединение различных предприятий, сливающихся в единый
производственный комплекс, теряя свою юридическую и хозяйственную
самостоятельность.
Концерн - объединение самостоятельных предприятий, связанных посредством
системы участия патентно-лицензионных соглашений. Финансирование тесного
производственного сотрудничества. Входят предприятия разных отраслей.
Горизонтальное объединение охватывает предприятия, производства которых, не
связаны между собой. Вертикальное объединение охватывает предприятия,
производственный процесс которых взаимосвязан. Хорошо отлаженный сбытовой
аппарат обладает сильным преимуществом в конкурентной борьбе. Имеет общее
руководство, осуществляемое головной компанией.
Холдинг - головная компания, обладающая контрольным пакетом акций
предприятий, объединенных в единую структуру, обеспечивает управление ими и
контроль над их деятельностью.
Конгломерат - многоотраслевое объединение, концентрирующее производство
самых разных товаров, которые не имеют ничего общего между собой по своей
промышленной технологии.
Финансово-промышленные группы - создаются путем объединения материальных
и финансовых ресурсов предприятий, финансово-кредитных учреждений,
инвестиционных организаций с целью повышения эффективности и
конкурентоспособности.
Предприятия и решение основных экономических вопросов
Предприятие представляет собой такую форму организации хозяйства, при
которой индивидуальный потребитель и производитель взаимодействуют посредством
рынка с целью решения трех основных экономических проблем: что, как и для кого
производить.
При этом никто из предпринимателей и организаций сознательно решением
этой триады экономических проблем не занят (каждый решает в стихии рынка на
индивидуальном уровне) .
В рыночной системе все имеет цену. Различные виды человеческого труда
также имеют цену - уровень зарплаты, тариф на услуги. Если взять все
разнообразные рынки, то получим широкую систему, стихийно обеспечивающую
равновесие цен и производства путем проб и ошибок.
По средствам согласования между покупателями и продавцами (спроса и
предложения) на каждом из этих рынков рыночная экономика решает одновременно
все три проблемы:
) что производить? - определяется каждодневно голосованием посредством
денег (путем выбора покупателем товара и его покупки);
) как производить? - определяется конкуренцией между производителями
(каждый стремится использовать новейшие технологии, выиграть ценовую
конкуренцию и увеличить прибыль, снизить издержки производства);
) для кого производить? - определяется соотношением спроса и предложения
на рынках, факторами производства (рабочая сила и средства производства).
Эти рынки определяют уровень зарплаты, ренты, процента и прибыли, то есть
источников, из которых складываются доходы. Производитель устанавливает свои
цены, перемещая свой капитал в отрасли с высокой прибылью и оставляя
нерентабельное производство товара. Все это и определяет, что производить.
Прибыль здесь - решающий фактор функционирования рыночного хозяйства.
Так как сейчас наша экономика идет по рыночному пути, то рыночные решения
основных экономических проблем предприятия находятся в неразрывной связи с
развитием предпринимательства.
Конкуренция - это основное условие, при котором работают рыночные
механизмы, генерирующие ценовые сигналы, порождающие стимулы, формирующие
рыночное изобилие, разнообразие ассортимента и высокое качество товаров и
услуг.
Казахстану, как и другим странам с переходной экономикой, в наследство от
советской государственно-монополистической системы досталась совокупность
отношений между предприятиями, не совместимая с конкурентной средой. В системе,
основанной на всеобщем огосударствлении собственности и сверхцентрализации,
значительно преобладали крупные и крупнейшие предприятия. В бывшем СССР предприятия
с численностью работающих свыше 1000 чел. производили почти 3/4 всей
промышленной продукции, концентрировали 80 процентов основных
промышленно-производственных фондов, потребляли более 90 процентов всей
электроэнергии. Такой уровень концентрации был адекватен планово-директивной
системе, теория и практика которой исходила из представления об экономике как
едином комплексе. Малым количеством крупных предприятий удобно управлять,
устанавливать им плановые задания и нормативы, распределять между ними ресурсы,
назначать и смещать руководителей и т.д.
Монополизм планово-директивной системы - это, главным образом,
ведомственный монополизм, природа которого, в сущности, не связана с размерами
предприятий и их количеством. Между тем, разрушение ведомственного монополизма
само по себе отнюдь не формирует конкурентной среды, поскольку в большей части
отраслей остается высокий уровень концентрации производства, то есть
преобладание небольшого количества крупных предприятий. Происходит лишь
некоторый сдвиг в структуре монополизма - монополизм ведомственный вытесняется
монополизмом предприятий. По своим негативным последствиям последний ничуть не
лучше ведомственного монополизма. Напротив, если ведомственный монополизм
оставляет некоторые возможности контроля над чрезмерными "аппетитами"
предприятий-монополистов, то монополизм предприятий в его чистом виде порождает
ценовой беспредел, создает возможность "прижать к стенке" покупателей
в смысле ассортимента продукции и ее качества, откладывать на неопределенное
время технологическое обновление производства.
Конечно, конкурентная среда может быть создана и при этих условиях на
основе либерализации связей с внешним рынком, в частности за счет ослабления
таможенных ограничений для зарубежных товаров, поступающих на внутренний рынок,
с одновременным усилением контроля за их качеством. Но такой путь формирования
конкурентной среды при глубочайшем экономическом кризисе чрезвычайно опасен.
Созданная таким образом конкурентная среда способна лишь усилить действие сил,
разрушающих национальную экономику. Нельзя не учитывать, что товары,
производимые на большей части казахстанских предприятий, по сравнению с
товарами мирового рынка неконкурентоспособны. Большинство казахстанских
предприятий этой конкуренции не выдержит, что может усугубить и без того их
трудное положение.
.3 Малые предприятия, их роль в экономическом прогрессе
Значение малого бизнеса в рыночной экономике, очень велико. Без малого
бизнеса рыночная экономика ни функционировать, ни развиваться не в состоянии.
Становление и развитие его является одной из основных проблем экономической
политики в условиях перехода от административно-командной экономики к
нормальной рыночной экономике. Малый бизнес в рыночной экономике - ведущий
сектор, определяющий темпы экономического роста, структуру и качество валового
национального продукта; во всех развитых странах на долю малого бизнеса
приходится 60-70% ВНП. Поэтому абсолютное большинство развитых государств
всемерно поощряет деятельность малого бизнеса.
Каковы же преимущества малого бизнеса? Во-первых, он обеспечивает
необходимую мобильность в условиях рынка, создает глубокую специализацию и
кооперацию, без которых немыслима его высокая эффективность. Во-вторых, он
способен не только быстро заполнять ниши, образующиеся в потребительской сфере,
но и сравнительно быстро окупаться. В-третьих, - создавать атмосферу
конкуренции. В-четвертых (и это, пожалуй, самое главное), он создает ту среду и
дух предпринимательства, без которых рыночная экономика невозможна. Несмотря на
то, что большая часть научного потенциала сосредоточена в крупных компаниях,
малые и средние фирмы по широкому кругу продукции чаще начинают
коммерциализацию новых товаров.
Все эти и многие другие свойства малого бизнеса делают его развитие
существенным фактором и составной частью реформирования экономики Казахстана.
По подсчетам экономистов-экспертов, от 25 до 35 % активов и ресурсов
экономического роста, включая малый и средний бизнес, находятся в нелегальном
обороте. Их включение в рыночный оборот даст огромный эффект для всей экономики
страны.
На сегодняшний день в Казахстане насчитывается свыше 400 тысяч субъектов
малого предпринимательства, из которых действующими являются 91%, на них занято
1,5 млн. казахстанцев, а доля их в ВВП республики составляет около 13%.
Анализ тенденций в малом предпринимательстве свидетельствует, что
развитие данного сектора экономики имеет динамично-поступательный характер и
приносит свои положительные плоды, став фактором снижения социальной
напряженности и основой обеспечения занятости населения. Таким образом,
предпринимательский уклад все более придает экономике должную гибкость,
становится решающим фактором ее развития. Путем создания новых предприятий и
рабочих мест малое предпринимательство обеспечивает занятость населения, насыщает
рынок разнообразными товарами и услугами.
К основным проблемам, сдерживающим развитие малого предпринимательства в
Казахстане можно отнести:
недостаточная развитость инфраструктуры поддержки малого
предпринимательства;
слабая дисциплина по исполнению действующего законодательства на местном
уровне;
чрезвычайная усложненность систем налогообложения и налоговых проверок;
ограниченность доступа к кредитам на приобретение основных и пополнение
оборотных средств;
сложность процедуры приобретения незадействованных производственных
помещений, находящихся в коммунальной собственности, субъектами малого
предпринимательства, занятыми в реальном секторе экономики и крайне высокая
арендная плата;
отсутствие целостной системы подготовки кадров и информационной поддержки
малого предпринимательства;
организационные проблемы взаимодействия малого предпринимательства с
государственными структурами;
административные барьеры на пути развития малого предпринимательства.
Одним из направлений формирования благоприятной среды для развития
предпринимательства является преодоление препятствий в организации и
осуществлении предпринимательской деятельности, вызванных актами, действиями и
бездействиями органов государственной власти, квалифицируемыми как
административные барьеры. Во многом данные препятствия связаны с действиями
исполнительной власти на местах.
Важнейшим фактором ускорения развития малого предпринимательства и
упорядочения взаимоотношений с бюджетом должно стать максимальное упрощение
системы налогообложения. Здесь самой острой проблемой являются
неупорядоченность налоговых проверок. Каждый субъект малого предпринимательства
уплачивает в среднем 6-8 видов официальных налогов и сборов, причем по каждому
из них существует своя методика расчета, налогооблагаемая база, порядок и сроки
уплаты, реквизиты и формы отчетности.
Слабо еще используются преимущества малого предпринимательства при
проведении реструктуризации отраслей и реформировании предприятий. Одной из
действенных мер поддержки государства в данной сфере является размещение
государственного заказа среди субъектов малого предпринимательства, работающих
в сфере производства и оказания услуг. Дальнейшее развитие подобной практики
поддержки малого предпринимательства возможно путем расширения взаимодействия
крупных компаний с субъектами малого предпринимательства в плане размещения у
последних заказов по производству определенных видов продукции (работ, услуг).
Одним из наиболее часто встречающихся административных барьеров является
несовершенство системы регистрации и лицензирования предпринимательской
деятельности. Упрощение системы регистрации и лицензирования позволит:
уменьшить операционные издержки ведения бизнеса, делая субъекты малого
предпринимательства более конкурентоспособными, а организацию бизнеса менее дорогостоящей;
обеспечить создание благоприятной атмосферы для предприятий малого
бизнеса и увеличить количество создаваемых субъектов малого
предпринимательства;
упростить процедуру оформления земельных участков, документации в центрах
недвижимости, сертификации продукции, перепланировки и реконструкции помещений.
Особенно требует упорядочения стоимость оплаты и сроки оформления документов.
Зарубежный опыт демонстрирует, что особенно велика роль государственной
поддержки малого предпринимательства в кризисных и пост кризисных условиях. С
1992 по 2002 годы в Казахстане было принято множество указов и программ,
нацеленных на развития МСБ в стране. Самым последним на сегодняшний день
является Указ Президента РК от 28 марта 2002 г. об утверждении Программы Правительства
по поддержке и развитию предпринимательства на 2002-2004 годы. Основной целью
программы является формирование "среднего класса", являющегося
основой стабильности общества, за счет создания социально-экономических условий
для развития МСБ .
Реализация государственных мер позволит увеличить количество действующих
предприятий МСБ до 500 тысяч, численности занятых на них до 2 млн. человек,
долю объемов произведенной ими продукции (работ, услуг) в ВВП до 25%.
По данным вышеприведенной таблице можно сделать вывод о том, что в 2001
году ТОО "Аяз" увеличило свою финансовую независимость, по
коэффициенту автономии, и снизила риск финансовых затруднений в будущем,
соответственно повысив гарантии погашения своих обязательств. По коэффициенту
ликвидности можно сказать, что только в 2001 году, за рассматриваемый период
этот коэффициент достиг нормативного значения и стал равен 0,82 (норматив
0,8-1). Коэффициент обеспеченности запасов и затрат говорит о том, что
предприятие испытывает недостаток в сырье, однако постепенно положение
стабилизируется. При этом коэффициент покрытия свидетельствует о некоторой
неплатежности предприятия, которая в 2001 году уменьшается и составляет 1,66
при нормативном значении min 2.
Из анализа видно, что в 2001 году ТОО "Аяз" улучшило свое
положение на рынке по сравнению с предыдущими годами. Товарищество постепенно
увеличивает свою платежеспособность, недостаток в сырье говорит о том, что
продукция предприятия пользуется спросом у населения. В общем же наблюдается
постепенное развитие товарищества, об этом свидетельствуют коэффициенты деловой
активности и финансовые коэффициенты предприятия за рассматриваемый временной
период.
.4 Проблемы ТОО "Аяз" и пути их разрешения в
современных условиях
Особый круг проблем ТОО "Аяз" составляет защита внутреннего
рынка от демпинговых цен, импорта некачественных товаров и товаров, аналогичных
по потребительским параметрам отечественным. Эта проблема становится
исключительно актуальной на фоне проблем развития отечественного производства и
обеспечения экономической независимости республики. В настоящее время для
поддержки предпринимателей практикуется выдача сертификатов на импортную обувь
исключительно по гигиенической оценке Республиканской
санитарно-эпидемиологической станции (РСЭС), что противоречит п. 6 статьи 10
Гражданского кодекса РК в части обеспечения надлежащего качества и безопасности
товаров, полной и достоверной информации для покупателей о них.
Из-за двойного стандарта на один и тот же товар страдает не только
покупатель, но и экономика предприятия - отечественная продукция с соблюдением
требований ГОСТа имеет относительно высокую себестоимость, следовательно,
неконкурентоспособна по ценовому показателю.
Испытательная лаборатория ТОО "Аяз" произвела сравнительный
анализ физико-механических свойств обуви производства Турции и своей фабрики.
По таким параметрам, как остаточная деформация и гибкость, показатели
отечественной продукции были хуже, чем турецкой, хотя находились в пределах
нормы, но зато по прочности наша обувь оказалась крепче турецкой на 40% и выше
нормы на 56,5%. Поэтому не случаен поворот покупателей с низким и среднем
уровнем доходов к продукции ТОО "Аяз", непосредственно в Западном
Казахстане.
Этот фактор можно и нужно использовать в интересах подъема экономики в
целом.
Безусловно, есть далеко не простые внутренние проблемы самого
предприятия, без решения которых всякая поддержка со стороны государства и
других инвесторов может оказаться напрасной. К их числу относятся: реализация
принципов и подходов маркетинга, диверсификация продукции и производства,
выпуск конкурентоспособной продукции, непрерывное наблюдение за рынком,
мотивационный и экономический анализ, обоснование и осуществление
наступательной рыночной стратегии, реализация в конечном счете задач
импортозамещения и выхода на внешние рынки и др.
Все эти и другие организационные, технические и технологические вопросы
остаются заботой всех вновь созданных после реорганизации предприятий.
Зачастую ТОО расплачивается с поставщиками своей продукцией. Часто стал
применяться метод давальческого сырья, когда сырье не продается, а
предоставляется для создания продукции, платой является часть сырья.
В принципе ТОО "Аяз" не испытывает недостатка в сырье для
производства продукции, однако все же идет снижение поставок - видимо хозяйства
не приемлют бартерную основу поставок сырья или удовлетворили свои потребности
в продукции ТОО "Аяз", с помощью метода давальческого сырья, и стали
продавать товар за "живые" деньги другим предприятиям или иностранным
товаропроизводителям. Однако, нахождение ТОО "Аяз" в животноводческой
зоне, в принципе делает поступления сырья постоянными и у руководителей
товарищества не возникает страха перед проблемой потери поставщиков сырья. Но
товариществу необходимо исключить из цепочки поступления сырья посредников -
заготовительные организации, следует самим наладить связь с хозяйствами
районов. В этом случае себестоимость продукции уменьшиться и круг потребителей
и соответственно прибыль возрастет. Для этого необходимо направить в рабочие
командировки по районам сотрудников отдела сбыта и маркетинга с целью
установления контактов с населением, администрациями, фермерами этих районов и
т.д.
В случае же с поставками химикатов видна следующая картина - предприятия
с которыми сложились старые и устойчивые отношения продолжают поставлять свою
продукцию товариществу на бартерной основе, видимо они испытывают постоянную
потребность в продукции товарищества.
Для улучшения взаимоотношений с партнерами можно предложить увеличить
роль отдела сбыта и маркетинга. Необходимо проведение маркетинговых
исследований рынка и поставщиков. Необходимо найти ответы на следующие вопросы:
Кто поставляет данному предприятию аналогичную продукцию? Как и зачем
используется наша продукция? Возможно ли улучшение качества продукции для лучшего
его использования предприятием? Довольно ли предприятие существующим
контрактом? Что по их мнению в контракте подлежит изменению? Чем отличаются
другие поставщики от нашего предприятия? Чем отличаются условия поставки
продукции? Чья продукция качественнее? Существует ли продукция, которую мы
сможем выпускать и в которой нуждается предприятие? и т.д.
Найдя ответы на эти и подобные вопросы маркетинговый отдел сможет
выделить несколько предприятий, поставляющих химикаты, нуждающихся в нашей
продукции сильнее остальных. После этого можно провести ценз среди предприятий
и выделить наиболее подходящие условия. Если же существуют предприятия
поставляющие аналогичную продукцию, необходимо вести ценовую войну за клиентов
- необходимо достичь превосходства перед ними, чтобы данные клиенты имели дело
только с ТОО "Аяз". Кроме этого отдел может провести анализ
существующего рынка производства аналогичных химикатов и связаться с другими
предприятиями.
Отдел сбыта зачастую неподготовлен к выпуску нового вида продукции. Не
проводится ни один вид маркетинговых исследований, даже внутри предприятия - не
выявляются возможные резервы и не изучаются пути улучшения взаимоотношений с
поставщиками. Необходимо повысить заинтересованность отдела сбыта и маркетинга
и перевести его в организационной структуре из подчинения вице-президенту
непосредственно генеральному директору товарищества. Отделу кадров необходимо
принять на работу специалистов по маркетингу для увеличения сбыта и снижения
зависимости от одних каналов получения сырья и химикатов.
Реализация продукции осуществляется ТОО "Аяз" через сеть
фирменных магазинов, выездные точки, экспорт и обмен на химикаты необходимые
для производства. Однако сервис в магазинах оставляет желать лучшего - на
покупателя просто не обращают внимания, не стараются привлечь его внимание,
заинтересовать.
Имея в ассортименте более 63 наименований продукции, налаженное
производство, кадры, магазины, постоянных поставщиков сырья в ТОО
"Аяз" не налажена эффективная система сбыта продукции. Практически
отсутствует реклама, как на телевидении, так и в газетах.
Реализация продукции также затруднена тем, что она является плохо
конкурентоспособной, и на рынке присутствуют более дешевые аналогичные товары.
Основной проблемой является неплатежеспособность покупателей и многие
отказываются от сотрудничества именно по этой причине.
В стратегическом планировании, которое ведет ТОО также не используются
маркетинговые исследования, при этом теряются некоторые преимущества такого
планирования. Не используя эти преимущества стратегического планирования, фирма
лишена развития и может стать вообще не конкурентоспособной - а это начало
полного банкротства.
Разработка программ деятельности организации является первым этапом
перспективного или стратегического планирования, которое представляет
управленческую деятельность по созданию и поддержанию стратегического
соответствия между целями фирмы, ее потенциальными возможностями и шансами в
сфере маркетинга. Задача руководства организации - создать хозяйственный
механизм, обеспечивающий наиболее быструю ее адаптацию к изменяющимся внешним
уровням. Это позволит уменьшить неопределенность и риск в хозяйственной
деятельности, обеспечить концентрацию ресурсов на выбранных приоритетных
направлениях.
Заключение
В ходе данной курсовой работы были сделаны следующие выводы и обобщения.
Предприятие занимает центральное место в народно-хозяйственном комплексе
любой страны. Это первичное звено общественного разделения труда. Именно здесь
создается национальный доход. Поворот к рыночной экономике породил ряд
организационно-правовых форм предприятий, которые не были свойственны
планово-директивной экономике.
Само слово "предприятие" наиболее характерно для установившейся
отечественной экономической терминологии и в гораздо меньшей степени используется
в экономической науке и практике капиталистического мира.
Предприятие представляет собой такую форму организации хозяйства, при
которой индивидуальный потребитель и производитель взаимодействуют посредством
рынка с целью решения трех основных экономических проблем: что, как и для кого
производить.
Малый предприятия в рыночной экономике - ведущий сектор, определяющий
темпы экономического роста, структуру и качество валового национального
продукта; во всех развитых странах на долю малого бизнеса приходится 60-70%
ВНП.
Малые предприятия обеспечивают необходимую мобильность в условиях рынка,
создают глубокую специализацию и кооперацию, они способны быстро заполнять
ниши, образующиеся в потребительской сфере и сравнительно быстро окупаться.
Наиболее существенными барьерами для малых предприятий в РК являются:
усложненность системы налогообложения, несовершенство системы регистрации и
лицензирования предпринимательской деятельности, преграды со стороны
чиновников.
Для практического рассмотрения места и роли предприятия в условиях рынка
было проанализировано реально существующее ТОО "Аяз". Рассматриваемое
предприятие на сегодняшний день представляет собой предприятие занимающееся
переработкой сельскохозяйственной продукции - шерсти, шкур, меха и т.д. То есть
является предприятием легкой промышленности. Производство ТОО "Аяз"
состоит из четырех цехов: войлочного, пошивочного, валяльного и
кожевенно-мехового. Кроме этого товариществу принадлежат фирменные магазины,
АЗС, автостоянки и оптовые рынки.
На сегодняшний день товарищество ведет прибыльное дело. Но можно
предположить тенденцию снижения роста прибыли. Поскольку, несмотря на ее
увеличение, товарищество не затрачивает необходимые средства на замену
имеющегося оборудования. Хотя оборудование, являющееся специфическим,
прослужило уже более пятнадцати лет.
Как и большинство предприятий ТОО "Аяз" пренебрегает услугами
менеджмента и маркетинга и не только не ищет новые, но и постепенно теряет
имеющиеся рынки сбыта продукции.
В перспективе, если ТОО "Аяз" будет проводить определенные
маркетинговые исследования рынков поставщиков и потребителей, используя
имеющиеся магазины, торговые точки, оно расширит область своего присутствия. И
как следствие увеличит поступление прибыли, укрепит существующие связи.
Однако, даже сейчас, несмотря на существующие минусы в работе,
товарищество работает, развивается и дает, что немаловажно на сегодняшний
момент, в среднем 480 рабочих мест. Также оно участвует в поддержке социальных
программ (образование, здравоохранение, культура и просвещение), что говорит о
его существенной роли и важном месте в экономике если не всего Казахстана, то
хотя бы его западных рубежей.
Литература
. Бендарский В.В. Организация капитального ремонта
автомобилей: Учебное пособие. - Ростов н/Д: "Феникс", 2005. - 592 с.
. Грибут И.Э., Артюшенко В.М. и др. Автосервис: станции
технического обслуживания автомобилей: Учебник. - М.: Альфа - М: ИНФРА - М,
2008. - 480 с.
. Головин С.Ф. Технический сервис транспортных машин и
оборудования: Учебное пособие. - М.: Альфа - М: ИНФРА - М, 2008. - 288 с.
. Дюмин И.Е., Трегуб Г.Г. Ремонт автомобилей. Учебник для
техникумов. - М.: Транспорт, 1998. - 280 с.
. Сарбаев В.И., Селиванов С.С. и др. Техническое обслуживание
и ремонт автомобилей: механизация и экологическая безопасность производственных
процессов: Учебное пособие. - Ростов н/Д: "Феникс", 2004. - 448 с.
. Туревский И.С. Техническое обслуживание автомобилей.
Организация хранения, технического обслуживания и ремонта автомобильного
транспорта. Учебное пособие. - М.: ФОРУМ: ИНФРА - М, 2005. - 256 с.
. Туревский И.С. Экономика отрасли: автомобильный транспорт:
Учебник. - М.: ИД "ФОРУМ": - М: ИНФРА - М, 2008. - 288 с.
.Туревский И.С. Дипломное проектирование автотранспортных
предприятий: Учебное пособие. - М.: ИД "ФОРУМ": - М: ИНФРА - М, 2008.
- 250 с.
. Фролов Н.Н. и др. Экономика предприятий автомобильного
транспорта: Учебное пособие. - Москва: ИКЦ "МарТ", Ростов н/Д:
Издательский центр "МарТ", 2008. - 480 с.