Анализ безотказной работы агрегатов печного отделения ЭСПЦ ОАО 'ЕВРАЗ ЗСМК'
Анализ безотказной работы агрегатов
печного отделения ЭСПЦ ОАО «ЕВРАЗ ЗСМК»
Аннотация
Тема дипломного проекта: «Анализ безотказной работы агрегатов печного
отделения ЭСПЦ ОАО «ЕВРАЗ ЗСМК».
В работе изложены и проанализированы статистические данные по безотказной
работе оборудования агрегатов печного отделения ЭСПЦ. Проведение данного
анализа позволяет иметь более полное представление о способности агрегатов
выполнять, возложенный на них объем работы с определенной вероятностью. Такой
анализ позволяет установить рациональный межремонтный период в работе
оборудования, а также пронаблюдать за возможными отклонениями в работе
оборудования по истечению срока их «доводки», соответственно позволяет
своевременно принять меры по устранению спрогнозированных заранее отклонений в
работе оборудования.
гидропривод нагрузка сопротивление плунжер
Abstract
graduation project: "Analysis of failure-free operation
of the units EAF furnace branch of JSC" Evraz ZSMK. "paper describes
and analyzes statistical data on failure-free operation of the equipment units
EAF furnace department. Conducting this analysis allows a better understanding
of the ability of units to perform assigned to them by the amount of work with
a certain probability. Such an analysis allows us to establish a rational
turnaround time of equipment, as well as observe the possible deviations in the
equipment at the expiration of their term of "tuning", respectively,
allows time to take remedial action in advance of predicted deviations of
equipment.
Введение
Особое внимание уделяется повышению надежности продукции машиностроения,
как основному показателю ее качества.
Важность проблемы повышения надежности оборудования непрерывно возрастает
в связи с его усложнением, повышением производительности, увеличением
воздействующих на оборудование нагрузок, а также все возрастающей
интенсификации технологических процессов.
Повышение надежности агрегатов печного отделения ЭСПЦ позволяет
осуществить модернизацию оборудования и совершенствование его узлов и деталей,
улучшить условия эксплуатации оборудования; удлинить межремонтные периоды и
снизить численность ремонтного и эксплуатационного персонала, в результате чего
уменьшаются стоимость ремонтов и эксплуатации оборудования, а также загрузка
механических и ремонтных цехов; упростить планирование и организацию ремонтов.
Основными свойствами надежности оборудования являются его долговечность,
безотказность в работе, сохраняемость, исправность, ремонтопригодность при
работе в соответствии с техническими условиями эксплуатации. Каждое из этих
свойств оценивается определенными показателями, обычно несколькими. Для оценки
показателей надежности используются методы математической статистики и теории
вероятностей.
При использовании в практических целях теории надежности необходимо
выбрать для деталей и систем целесообразные, практически оправданные
количественные показатели эксплуатационной надежности и долговечности. Однако
при выборе этих показателей необходимо учитывать, что повышение надежности
связано с увеличением затрат.
1. Общая часть
1.1 Краткая характеристика предприятия
июля 2011 г. - ЕВРАЗ объединил ОАО «Западно-Сибирский металлургический
комбинат « и ОАО «Новокузнецкий металлургический комбинат». Объединенное
предприятие получило название : Открытое акционерное общество «ЕВРАЗ
Объединенный Западно - Сибирский металлургический комбинат».
Совокупные мощности объединенного предприятия составляют 6,5 млн т
чугуна, 9,5 млн т стали, более 7,4 млн т проката в год.
В настоящее время предприятие состоит из 2-х производственных площадок -
ЗСМК (площадка строительного проката) и НКМК ( площадка рельсового проката).
Кузнецкий металлургический комбинат (НКМК) еще недавно был полноценным
предприятием с полным металлургическим циклом, входил в число ведущих
производителей стали и проката в стране. В настоящее время на предприятии
ликвидировано доменное производство, остановлены мартеновские печи, а сталь
выплавляется только в электропечах. Также были остановлены некоторые прокатные
мощности, и было принято решение о специализации комбината на выпуске
железнодорожного проката.
НКМК - крупнейший в России производитель рельсов разного типа и совместно
с «Евраз НТМК» является основным поставщиком рельсов для ОАО «Российские
железные дороги». На долю комбината приходится около 2/3 всего производства
рельсов в России. НКМК производит высококачественные рельсы повышенной
прямолинейности. На комбинате используется уникальная технология обнаружения
дефектов, включающая три этапа тестирования, что обеспечивает максимальное
соответствие производимых рельсов международным стандартам качества.
Железорудные активы предприятия: Таштагольский и Казский рудники - добыча
железной руды и производство концентрата; Темиртауский рудник - добыча
доломита, Абагурская и Мундыбашская обогатительно-агломерационные фабрики - в
2003 г. Переданы управляющей компании «ЕвразХолдинг»,и в дальнейшем вошли в
состав ОАО «Евразруда».
Руководство текущей деятельностью объединенного комбината осуществляет
управляющая организация - ООО «ЕвразХолдинг».
Объединение ОАО «Евраз ЗСМК» и ОАО «НКМК» - закономерный и необходимый
шаг в рамках действующей стратегии развития металлургических активов ЕВРАЗа.
В перспективах развития «ЕВРАЗ Объединенный Западно - Сибирский
металлургический комбинат» - завершение модернизации рельсобалочного
производства и выпуск конкурентноспособных на мировом рынке 100-метровыхрельсов
(на площадке НКМК). Помимо этого, в ближайших планах ОАО «ЕВРАЗ Объединенный
Западно-Сибирский металлургический комбинат» - реализовать ряд крупных проектов
по внедрению новых технологий в сталеплавильном производстве, расширить линейку
выпуска строительного проката и обеспечить перевод доменных печей на
пылеугольное топливо (на площадке ЗСМК).
1.2 Состав предприятия
Предприятие состоит из двух промышленных площадок: промышленная площадка
№1 (площадка строительного проката) и промышленная площадка №2 (площадка
рельсового проката).
На промышленной площадке №1 расположены:
Аглоизвесткое производство - цех обжига извести и построенная по проекту
института «Механобр» аглофабрика, состоящая из трех цехов:
дробильно-сортировочной фабрики, агломерационного и насосно-шламового цехов.
Цех обжига извести - (12 шахтных известковых печей) мощностью 700 тыс.т в
год был введен в эксплуатацию в 1968 г.
Дробильно-сортировочная фабрика вступила в действие в 1964 г., а насосно
шламовый цех - в 1967 г.
Мощность агломерационного производства ХХХ млн т в год ( офлюсованный
агломерат производится на 3 - х агломашинах ленточного типа с площадью
спекания: №1-336 м2, №2 и №3 - по 300 м2).
Агломерационное производство обеспечивает доменный цех агломератом
постоянного химического состава и необходимой прочности, спекаемого
тонкоизмельченного концентрата с применением в качестве интенсификатора молотой
извести. Именно в агломерационном производстве ЗСМК, впервые в отечественной
металлургии, была внедрена технология спекания шихты в высоком слое.
На комбинате производят высококачественный агломерат, который по своим
параметрам (содержание мелочи и механическая прочность) является одним из
лучших на металлургических предприятиях СНГ.
Коксохимическое производство - «ООО «ЕвразКокс-Сибирь» филиал «ОАО «ЕВРАЗ
ЗСМК». - 7 технологических и 3 ремонтных цеха: углеподготовительный,
углеобогатительный (мощностью 6,4 млн т в год), 1 коксовый, 1 химического
улавливания, бензольно-ректификационный, смолоперерабатывающий, фталиевого
ангидрида, энергоремонтный (специализированный) и специализированные цехи по
сервисному обслуживанию и ремонту механического и электрооборудования.
В состав коксового цеха входят 6 коксовых батарей (с объемом камер от 30
м3 до 41,6 м3).
В состав коксохимического производства промышленной площадки №2 (площадка
рельсового производства) входят 2 коксовые батареи №№ 3 и 4 (введены в действие
в 1933 и 1934 гг.).
КХП выпускает высококачественный кокс для нужд ЗСМК, а также для других
предприятий. Кроме того, в рамках КХП осуществляется выпуск: промпродукта,
фталевого ангидрида, нафталина, бензола, толуола и др. продукции. На КХП
проведена аттестация по Международному стандарту ИСО 9002-2000, работа в
области улучшения качества кокса и химических продуктов коксования была высоко
оценена международными аудиторами.
Доменный цех включает 3 доменные печи общей мощностью 6,5 млн т в год (№1
- полезным объемом 3000 м3и мощностью ХХХ млн т в год, №2 - 2000 м3, №3 -
полезным объемом 3000). Каждая доменная печь оборудована четырьмя
воздухонагревателями. Производимый в доменном цехе чугун в основном
предназначен для нужд сталеплавильного производства.
В структуру цеха также входят: шихтоподача, разливочные машины, депо
ремонта ковшей.
Доменная печь №1 задута 27 июля 1964 г. Эта дата считается днем рождения
Западно-Сибирского металлургического завода.
В доменном цехе освоена технология плавки на комбинированном дутье
«природный газ - кислород», внедрена безотходная технология доменного
производства с переработкой всех доменных шлаков в граншлак и щебень.
Сталеплавильное производство - самое крупное металлургическое
подразделение комбината, которое включает 5 самостоятельных цехов: кислородно-конвертерный
№1, кислородно-конвертерный №2, цех подготовки составов, копровый, а также ЭСПЦ
(площадка рельсового проката).
Сталь выплавляют два кислородно-конвертерных цеха и один электро-
сталеплавильный.
Кроме того, на ЗСМК выплавляется электросталь для литья (в рамках
литейного производства).
Конвертерный цех №1 включает 3 конвертера номинальной емкостью по 145 т,
введенных в строй в 1969 г. и реконструированных в 1980 г., 3 установки доводки
стали в ковше. В 2001 г. проведена масштабная реконструкция третьего конвертера
- практическиустановлен новый конвертер с новым приводом и котлом утилизатором.
Конвертерный цех №2 включает 2 конвертера номинальной емкостью по 300 т;
8-ручьевую заготовочную МНЛЗ проектной мощностью ХХХ млн т в год (введена в 1995
г., реконструирована в 2002 г.), 2-х ручьевую слябовую МНЛЗ (введена в 2005
г.), 2 установки доводки стали в ковше и установку «печь-ковш».
В конвертерных цехах внедрен ряд ресурсосберегающих технологий, достигнут
самый низкий расход чугуна при производстве стали, освоена технология выплавки
стали с повышенным (до 100%) расходом лома. Впервые в мировой практике было
осуществлено факельное торкретирование футеровки конвертеров, позволившее
достигнуть средней стойкости футеровки более 1200 плавок.
Электросталеплавильный цех, мощностью 1,5 млн т в год, был введен в
эксплуатацию в 1981 г., в него входят 2 электропечи с трансформаторами
мощностью по 83 и 95 МВА. Реконструкция электропечей была проведена в 2002 г.
(№ 2) и 2003 г. (№ 1). В цехе имеются 2 четырехручьевые блюмовые МНЛЗ, общей
мощностью 1,5 млн т в год (МНЛЗ № 1 была введена в эксплуатацию в 1989 г., а
вакууматор (введен в 2008 г.), 2 установки АКОС (введены в2003-2006 гг.). Таким
образом, вся сталь ЭСПЦ разливается на МНЛЗ. В цехе осуществляется выплавка
углеродистых и легированных сталей.
Прокатное производство включает в себя:
блюминг 1250 с непрерывным заготовочным станом (введен в эксплуатацию в
1969 г., реконструирован в 1990 г.);
-клетьевой непрерывный среднесортный стан 450 (1976 г.);
-клетьевой мелкосортный стан 250-1 (1972 г.);
-клетьевой мелкосортный стан 250-2 (1965 г.);
-клетьевой проволочный стан 250-1 (включает машины для увязки бунтов,
введен в 1966 г.).
В состав промышленной площадки №1 комбината в настоящее время входят 4
цеха: обжимной, сортопрокатный (мелкосортные станы «250-1», «250-2»,
проволочный стан «250-1»), среднесортный (стан «450») и вальцетокарный.
В вальцетокарном цехе осуществляется подготовка клетей, валков и
привалковой арматуры для прокатных станов.
В состав промышленной площадки №2 комбината в настоящее время входят два
цеха:
рельсобалочный цех (РБЦ) - рельсобалочный стан 750, (введен в
эксплуатацию в 1932 году, реконструирован в 2013 г.);
цех сортового проката (ЦСП) - среднесортный стан 450 (1943 г.).
Кроме того, в сортопрокатном цехе имеются 2 шаропрокатных участка:
шаропрокатный стан «40-80» (введен в эксплуатацию в 1977 г.) и шаропрокатный
стан «40-100» (введен в 1983 г.). В марте 2008 г. на шаропрокатном стане №2
цеха сортового проката была введена в эксплуатацию новая установка для
дозировки шаров в мягкие контейнеры.
1.3 Электросталеплавильный цех
ЭСПЦ введен в эксплуатацию в 1980 - 1981 г.г., имеет в своем составе две
электропечи емкостью 100 т с отворотом свода и загрузкой металлошихты сверху.
За электропечами установлены газоочистки. Разливка стали производится на двух
блюмовых МНЛЗ и частично - в изложницы.
Цех состоит из следующих производственных отделений:
- электропечного;
- отделения непрерывной разливки стали;
- шлакового;
- сборки шиберных затворов;
- административно-бытового корпуса с
информационно-вычислительным центром и химической экспресс лаборатории.
- наземный бункер, 2 - площадка, 3 - рельсовые пути, 4
- поперечный путь, 5 - бункер, 6 - вибропитатель, 7 - электровесовая тележка, 8
- печь, 9 - бункер, 10 - печь, 11 - печные подстанции, 12 - саморазгружающийся
контейнер, 13 - ленточные загрузочные машины, 14 - завалочные машины, 15 -
передаточная тележка, 15 - передаточная тележка, 16 - установка для механизированного
выполнения футеровки ковшей, 17- поперечный рельсовый путь, 18 - участок
наборки сводов, 19 - установка продувки аргоном, 20 - , 21 - бункерное
устройство для ввода электродов в ковш, 22 - стенд, 23 - продольные пути, 24 -
вакууматор, 25 - сталевоз, 26 - стенд, 27 - шлаковоз, 28 - стенд для сушки
ковшей, 29 - поворотный стенд, 30 - шлаковый ковш, 31 - корзина, 32 -
контейнеры; I - кран, II - кран, III -
мостовой кран, IV - кран.
Рисунок 1 - План и поперечный разрез
электросталеплавильного цеха
1.4 Электропечное отделение
Электропечное отделение размещено в здании площадью
314 x 99,5 м (по осям колонн) и состоит из следующих пролетов: шихтового,
бункерного, печного, разливочного.
Шихтовый пролёт предназначен для перегрузки в
завалочные бадьи объёмом 75 м3 поступающего в цех металлолома (скрап, обрезь
прокатных цехов, обрезь с МНЛЗ) и чугуна; приёма и передачи в бункерный и
печной пролёты поступающих железнодорожным транспортом ферросплавов и
шлакообразующих материалов; выгрузки, складирования и передачи к печам
графитированных электродов.
Металлический лом доставляется в шихтовый пролёт из
копрового цеха в коробах ёмкостью 14м3, установленных по три штуки на
железнодорожных платформах. Из коробов металлолом перекантовывается в
завалочную бадью.
Разгрузка шихтовых материалов и дальнейшая их передача
в электропечное отделение производится тремя мульдомагнитными кранами
грузоподъемностью 30\50 т. Непосредственная их передача на электропечи
производится тремя скраповозами. Грейферные корзины, как порожние, так и
груженые, установленные на скраповозах, взвешиваются на платформенных весах
грузоподъемностью 125т.
Бункерный пролёт расположен между шихтовым и печным и
предназначен для обеспечения печей сыпучими материалами и имеет в своём составе
автовъезд, систему расходных бункеров с весовыми дозаторами, систему продольных
и поперечных ленточных конвейеров.
Все легирующие и шлакообразующие материалы
доставляются в цех в специальных контейнерах грейферного типа либо
автотранспортом через автовъезд с западного торца пролёта, либо на
железнодорожных платформах через шихтовый пролёт. Далее контейнеры подаются на
отметку +21,7 м для перегрузки материалов в расходные бункеры. При
необходимости, нужный материал из расходного бункера через весовой дозатор и
систему конвейеров подаётся либо в печь через отверстие в своде, либо в мульду
для раскантовки в совок и дальнейшей присадки в ковш.
В печном пролёте расположены две электропечи ДСП-100И7
ДСП-100Н10 с печными трансформаторами. На рабочей площадке расположены: сушило
для ферросплавов, весы для взвешивания ферросплавов (нефракционный феррохром,
ферросиликокальций, феррованадий и т.д.), две площадки для подготовки
заправочной массы, мульдозавалочная машина с электрическим приводом, два стенда
для свинчивания электродов, центробежная заправочная машина, площадка для
складирования электродов, контейнеров, совков, стеллажи для мульд. Загрузка
электропечи осуществляется бадьей грейферного типа в два приема. Из-под печей в
разливочный пролёт проложены пути сталевозов, до разливочного пролета продлены
пути скраповоза для передачи на печи чугуновозных ковшей.
Разливочный пролёт, первоначально предназначенный для
разливки всего выплавляемого металла в слитки, с пуском МНЛЗ всё больше
выполняет функции подготовки стальковшей и эвакуации шлака.
В изложницы металл разливается на двух совместно
расположенных разливочных площадках, стоящих на слитковозной эстакаде.
Для подготовки сталеразливочных ковшей в пролёте
имеются: яма для наборки ковшей, стенд с манипулятором для установки на ковш
шиберных затворов, поворотный стенд для разворота ковшей на 180°, два стенда
для сушки ковшей, площадки для складирования ковшевых огнеупоров, растворный
узел.
1.5 Конструктивные особенности агрегата ковш-печь
1-ковш; 2- сталевоз; 3- тележка; 4-
металлоконструкция; 5-газоход; 6- пост управления; 7 - распределительный конус
для утепляющей смеси; 8 - трубопровод для подачи утепляющей смеси; 9-
трубопровод для подачи утепляющей смеси; 10- ленточный конвейер; 11- весы-воронка;
12- вибропитатель; 13 - бункеры для ферросплавов; 14-бункер для утепляющей
смеси; 15-контейнер с фурмами; 16- машина замера параметров плавки; 17-
пневмонасос; 18- бунт алюминиевой проволоки; 19 -бунтоприемник; 20-
переключатель потока; 21 - подающее устройство; 22- гибкий провод для подачи
газопорошковой смеси; 23 - машина ввода продувочной фурмы в металл; механизм
подъема крышки ковша; 24- держатель; 25-продувочная фурма;26-крышка ковша.
Рисунок 2 - Общий вид агрегата ковш-печь
Агрегат для обработки жидкого металла включает в себя
емкости для хранения и дозирования порошка, тракт для его транспортировки в
струе несущего газа, механизмы перемещения и замены продувочных фурм, введения
в металл алюминиевой проволоки и кусковых материалов, устройство для засыпки на
поверхность металла газопорошковой смеси, устройство охлаждения металла,
газоотводящий тракт, а также средства контроля технологического процесса.
В состав агрегата также могут входить газоочистные
устройства. Сменные фурмы хранятся в поворотном контейнере, где происходит их
текущий ремонт. Сталеразливочный ковш устанавливается стационарно или на
сталевозе и накрывается крышкой с помощью механизма вертикального перемещения.
Тракт подачи порошка. Наиболее ответственный узел
агрегата, состоящий из бункеров для хранения реагента, дозаторов, продувочной
фурмы и трубопроводов. Основное требование, предъявляемое к этому узлу,
постоянство расхода порошка, точность его дозирования, обеспечивание
долговечности дутьевых фурм.
Пневмокамерные насосы и пневмоконтейнеры. Важным узлом
агрегата являются дозаторы, обеспечивающие регулировку выдачи порошка.
Применяют два типа дозаторов - с пневматической и механической регулировкой
выдачи. Дозатор представляет собой пневмонасос с пневмоконтейнером.
- пневмонасос; 2- датчик массы; 3- загрузочная
воронка; 4-саморазгружающийся контейнер
Рисунок 3 - Схема загрузки пневмонасоса самотеком из
контейнера
- пневмонасос; 2- датчик массы; 3- загрузочная
воронка; 4-саморазгружающийся контейнер; 5,6- трубопровод подачи газа на
аэрацию; 7- пневмоконтейнер; 8 - трубопровод подачи газа на пневмотранспорт;
10- вибросито; 11- загрузочный клапан пневмонасоса; 12 - смотровой люк; 13-
делитель потока; 14,15 - трубопроводы подачи газа на аэрацию порошка в
пневмонасосе и на пневмотранспорт; 16- трубопровод сброса крупной фракции;
17,18- трубопроводы подачи газа на повышение давления и снижение давления в
пневмонасосе
Рисунок 4 - Схема загрузки пневмонасоса пневмотранспортом
Пневмокамерные насосы подразделяют на выталкивающие и
псевдоожижающие. Самым простым и безопасным в эксплуатации является питатель
выталкивающего типа; однако, при использовании порошков , содержащих более 15%
фракции крупностью 0,075 мм, он работает неудовлетворительно. Чаще используют
питатель псевдоожижающего типа, который применяют для подачи порошков
различного химического и фракционного составов.
Рисунок 5-Питатель выталкивающего типа
- псевдоожижжение открытого типа; 2-то же,закрытого;
3- перекрывающий клапан
Рисунок 6- Питатель псевдоожижающего типа
К простым и надежным в работе относятся механические
дозаторы, они обладают свойствами самоподачи, применяют при вдувании «текучих»
порошков.Если необходимо обеспечить высокоточную подачу порошка,то используют
дозаторы вибрационного типа, которые работают как с «текучими» так и с
«нетекучими» порошками при низких массовых соотношениях порошка к газу.
Рисунок 7- Дозатор с механическим регулированием
выдачи порошка
Из пневмонасосов порошок в струе газа поступает в
фурму для вдувания смеси в металл. Фурма представляет собой футерованную
огнеупорными трубками или обмазкой металлическую трубу, к верхнему торцу
которой крепится отводящий трубопровод,а на нижнем выполнены отверстия в виде
сопел для выхода реагента. Центральный канал стержня имеет элемент, верхний
торец которого выполнен коническим, что способствует равномерному распределению
струи газа и порошка по соплам. Для защиты стержня от воздействия жидкого
металла он футерван огнеупорными трубками.
- пружина; 2- центрирующая огнеупорная втулка; 3-
огнеупорные втулки; 4-изолирующий воздушный затвор; 5- полый стальной стержень;
6-головка.
Рисунок 8- Общий вид фурмы для вдувания порошков в
сталь
Машины ввода продувочной фурмы в металл устанавливают
на металлоконструкцию агрегата стационарно или на поворотной платформе.
Рисунок 9- Машина для ввода фурмы в металл.
Устройство для подачи кусковых
материалов-автоматизированная система подачи сыпучих материалов в виде кусков
размерами до 80 мм. Тракт подачи ферросплавов в ковш включает бункер для
хранения ферросплавов, весовые воронки с вибропитателями, транспортирующие
устройства.
АКП-130 выполнен по конструктивной схеме однопозиционного агрегата
ковш-печь с подачей сталеразливочного ковша под свод на сталевозе .
Сталеразливочный ковш с металлом устанавливается на сталевоз , являющийся
опорным стендом под ковш в процессе обработки металла на агрегате.
Водоохлаждаемый свод с газоотсосом подвешен в двух точках к траверсе, кареткой
которая опирается на гидроплунжер . Каретка перемещается на четырех роликах по
направляющим, установленным внутри шахты. В средней части шахты расположены три
пары блоков роликов направляющих, в которых перемещаются стойки с закрепленными
на них электрододержателями. Внутри каждой стойки расположен гидроплунжер,
который вверху упирается в диафрагму стойки, а внизу опирается на опору. Шахта
установлена на железобетонном фундаменте агрегата и крепится к нему анкерными
болтами.
Схема процесса внепечной обработки металла в ковше:
. Ковш устанавливается на сталевоз, сталевоз по рельсовому пути
перемещает ковш с металлом под свод агрегата до включения контрольной лампы на
пульте и подключатся аргонопровод для продувки металла через донную фурму
ковша.
. Свод опускается в нижнее положение, охватывая при этом кольцевым
зазором верхний фланец ковша. С пульта ,расположенного на рабочей площадке
агрегата, включается подача аргона на продувку металла.
. По вторичному токопроводу подается напряжение на электроды,
которые при опускании электрододержателей входят в электродные отверстия свода,
и при контакте с жидким металлом загораются дуги - начинается процесс
обработки.
. Шлакообразующие материалы подаются из бункеров через систему
весодозирования, транспортный конвейер, труботечку, загрузочную воронку,
закрепленную на своде, в ковш с металлом дозированными порциями.
Для корректировки химического состава металла в ковш трайб-аппаратом
подается алюминиевая или порошковая проволока.
1.6 Обоснование использования гидропривода
Гидропривод по сравнению с механическим приводом обладает следующими
преимуществами:
) малый вес, приходящейся на единицу передаваемой мощности, так масса
современного гидромотора составляет от 10 до 12 процентов от электродвигателя
той же мощности;
2)
высокая компактность передачи: сила с которой магнитное поле действует на якорь
электродвигателя составляет Н/м2, в гидромашинах же используется давление  Н/м2;
Н/м2;
)
простота преобразования вращательного движения в поступательное (насос -
гидроцилиндр);
)
независимость расположения узлов возможность ветвления мощности;
)
возможность бесступенчатого регулирования скоростей и усилий;
)
реверсирование движения исполнительного механизма не представляет затруднений;
)
предохранение гидропривода от перегрузок осуществляется очень надежно и просто
(предохранительные клапаны);
)
большинство элементов и схем гидропривода стандартны;
)
гидропривод имеет высокую надежность работы;
)
простота управления и обслуживания.
Также
гидропривод имеет ряд недостатков:
)
утечки рабочей жидкости через уплотнения и зазоры, приводят к снижению КПД и
загрязнению рабочего места;
)
нагрев рабочей жидкости в ряде случаев требует применение охладителей;
)
необходимость постоянной очистки рабочей жидкости;
)
у гидропривода КПД несколько ниже, чем у механических передач.
Однако
большинство недостатков гидропривода можно значительно снизить, уменьшить и
тогда его преимущества становятся столь существенны, что в большинстве случаев
гидроприводу отдается предпочтение.
1.7 Определение технологических условий работы рассматриваемой машины
В период прохождения преддипломной практики был собран необходимый
материал о работе машины, ее основных энергосиловых характеристиках, циклах
движения и скоростях передвижения силовых частей привода. На основе этих данных
построим диаграмму перемещения (циклограмму), диаграмму скоростей (тахограмму)
и силовую диаграмму.
Рисунок 10 - Циклограмма, тахограмма и силовая диаграмма механизма
подъема свода АКП
1.8 Особенности работы гидравлической схемы привода
Опираясь на циклограмму, тахограмму и силовую диаграмму, сформируем
гидросхему (рисунок 11) управления гидроцилиндром подъема свода агрегата
ковш-печь.
Вентиль ВН 7 гидравлической цепи нормально открыт, в напорную гидролинию
рабочая жидкость подается насосом НА 3, проходит очистку в фильтре Ф 3 и, минуя
обратный клапан КО, подается в распределитель Р7 . Распределитель Р 7
трехходовой четырехпозиционный с электромагнитным управлением. В нейтральной
позиции распределителя, в позиции № 1, совершается перепуск рабочей жидкости
для выведения излишнего воздуха из системы при помощи МБ 3, а также для сброса
излишнего давления системы через КП 3. При переключении электромагнита YA 14 в позицию распределителя № 2 (при
переключении вправо), плунжерный гидроцилиндр Ц5 под весом агрегата, опускается,
то есть жидкость идет на слив. При переключении электромагнита YA 15 в позицию распределителя № 3 (при
переключении влево), рабочая жидкость, минуя гидравлический замок ЗМ 1,
дроссель ДР 1 через вентиль ВН 20, заполняет плунжерную полость гидроцилинда Ц
5, после чего и совершается ход цилинда Ц 5. Пока идёт загрузка АКП, плунжер
остается в выдвинутом положении, масло в системе удерживает гидрозамок ЗМ 1.
Сброс излишнего давления системы производится при помощи переливных
клапанов.
Рисунок 11- Принципиальная гидравлическая схема механизма подъема крышки
АКП
1.9 Разработка электрической схемы и схемы
Рисунок 12- Принципиальная электрическая схема
Принципиальная электрическая схема автоматического управления построена
на базе двухпозиционных регуляторов (реле). К ней, как и к каждой системе
автоматического регулирования предъявляются следующие основные технические
требования:
Система должна быть устойчивой при всех режимах работы данного объекта;
при всех возможных производственных условиях колебаниях нагрузки система должна
автоматически приходить в равновесие, сохраняя заданное знание параметра.
1.10 Определение технологической нагрузки
Рисунок 13- Кинематическая схема подъема свода
Определение статических характеристик привода
Находим горизонтальные реакции в радиальных подшипников
 (1)
(1)
Где
х0 - расстояние от центра тяжести системы до оси вращения, мм,
х0
=3940 мм;
h - расстояние
между опорами, мм, h = 2365 мм ;
G - вес свода
АКП, кН, G = 110 кН ;
 .
.
Находим
силы трения, возникающие в опорах толкателя:
 (2)
(2)
 ,
,
 ,
,
где
f - коэффициент трения 0,1.
Находим
усилие в момент отрыва крышки:
 (3)
(3)
где
 - усилие
на разрыв шлаковой перемычки, МПа,
- усилие
на разрыв шлаковой перемычки, МПа,  ;
;
Sk - площадь
кольца свода,  ;
;
с-
будем считать, что сварке подвергается 10 % площади.
Sk = ,
,
где
D-большой диаметр крышки свода, м;
d- малый диаметр
крышки свода, м.

Полная
нагрузка на гидроцилиндр при подъеме свода:
 , (4)
, (4)
 434,6 кН≈435
кН
434,6 кН≈435
кН
Полная
нагрузка на гидроцилиндр при опускании свода:
 (5)
(5)

1.11Определение параметров гидропривода
1.11.1 Выбор рабочей жидкости
Рабочая жидкость - масло МГЕ
Основные характеристики рабочей жидкости:
Плотность 900
кг/м3
Коэффициент кинематической вязкости 10-14 мм2/с.
Температура застывания/вспышки -15/165˚С.
Пределы
рабочих температур 
1.11.2 Определение расхода гидросистемы
Теоретический расход рабочей жидкости гидроцилиндра:
Qц=fп v (6)
v (6)
fп- площадь
плунжера,  ;
;
v - скорость
плунжера, м/с, vпз=0,2 м/с;
fп= (7)
(7)
fп== ;
;
Qц=0,08 =0,016
м3/с.
=0,016
м3/с.
Расход
гидросистемы [4]:
Qc=1,02Qц (8)
Qc=1,02Qц=1,02·0,016=0,01632м3/с.
1.11.3 Расчет давления в гидроцилиндре
Рабочее давление в цилиндре [4]:
рц= ; (9)
; (9)
рц= ;
;
 -предварительный
коэффициент полезного действия гидросистемы. 0,7.
-предварительный
коэффициент полезного действия гидросистемы. 0,7.
1.11.4 Расчет трубопроводов
Для расчета трубопровода предварительно выбираем [4]:
 =3,2 м/с
- для напорной линии,
=3,2 м/с
- для напорной линии,
=2 м/с -
для сливной,
=1.6 м/с
- для всасывающей.
Диаметр
трубопровода для всасывающей магистрали [4]:
d= (10)
(10)
d= 0,113м,принимаем
Dу=0,1м;
0,113м,принимаем
Dу=0,1м;
Диаметр
трубопровода для напорной магистрали:
для
цилиндра d=  0,08м,
принимаем Dу=0,08м;
0,08м,
принимаем Dу=0,08м;
Диаметр
трубопровода для сливной магистрали:
для
цилиндра d=  0,1м,
принимаем Dу=0,1м.
0,1м,
принимаем Dу=0,1м.
Скорости
движения жидкости определится [4]:
V= (11)
(11)
VВ= 2,07м/с;
2,07м/с;
Vн= 3,23м/с;
3,23м/с;
Vс= =2,07м/с.
=2,07м/с.
Потери
давления по длине трубопровода
Напорный
трубопровод:
Dу=0,08м, l=75м,
vн=3,23 м/с.
Потери
давления по длине напорного или сливного трубопровода:
Δрl= ; (12)
; (12)
где
 -
плотность жидкости;
-
плотность жидкости;
 -
коэффициент гидравлического трения;
-
коэффициент гидравлического трения;
lтр - длина
рассчитываемого трубопровода.
Δрl.н= =0,137
МПа ;
=0,137
МПа ;
Δрl.с=
Режим
движения жидкости определяется по числу Рейнольдса:
Re= (13)
(13)
Re= =8613;
=8613;
=0,3164/ =0,3164/9,63=0,032
при 2320 < Re < 10
=0,3164/9,63=0,032
при 2320 < Re < 10 ,
,
где
kэ - эквивалентная шероховатость труб, принимаем kэ=0,03
мм;
режим
движения жидкости турбулентный, так как Re  2320
2320
1.11.5 Потери давления в местных гидравлических сопротивлениях в напорном
и сливном трубопроводе:
Δрм= ; (14)
; (14)
 - сумма
коэффициентов местных сопротивлений, расположенных на рассчитываемом участке;
- сумма
коэффициентов местных сопротивлений, расположенных на рассчитываемом участке;
 - сумма
потерь давления в гидроаппаратах, расположенных на рассчитываемом участке
трубопровода, МПа;
- сумма
потерь давления в гидроаппаратах, расположенных на рассчитываемом участке
трубопровода, МПа;
Напорная
линия:
 =
= (15)
(15)
 =0,15+0,25+0,3+0,2+0,26+0,15=1,3МПа;
=0,15+0,25+0,3+0,2+0,26+0,15=1,3МПа;
Δрм  .
.
Сливная
линия:
=
=0,15+0,2+0,15+0,15+0,2+0,25=1,1
МПа;
Δрм 1,101
МПа .
1,101
МПа .
Гидравлические
потери в трубопроводе:
 =
= =0,137 +
1,302=1,4 МПа;
=0,137 +
1,302=1,4 МПа;
 =
= .
.
1.11.6 Определение давления в гидроцилиндре
 =Р/fп; (16)
=Р/fп; (16)
=435000/0.08=5,5МПа
Р
- технологическая нагрузка, Н;
fп - площадь
плунжера, м2;
КПД
гидроцилиндра найдем, определив:
а)
Потери на трение в гидроцилиндре, МПа [4]:
Δртр= (17)
(17)
bp- сила трения
в гидроцилиндре;
b =0,04 при Dц
> 0,125 м;
Δртр= =0,00005
МПа.
=0,00005
МПа.
б)
Механические потери (давление, затраченное на преодоление сил трения в
гидроцилиндре и силы противодавления), МПа [4]:
Δрмех=Δртр+ (18)
(18)
Рпр
- давление в штоковой полости, которое определяется гидравлическим
сопротивлением в трубопроводе от гидроцилиндра до бака, МПа, рпр=0,2 МПа;
Δрмех= 0,00005+  0.00005
МПа.
0.00005
МПа.
в)
Давление, подведенное к гидроцилиндру[4]:
рц=+Δрмех; (19)
рц
=+Δрмех=5,43+0.00005=5,43МПа;
Тогда
КПД гидроцилиндра определится [4]:
ηц=1- ; (20)
; (20)
ηц=1-=1- =0,9
=0,9
1.11.7 Выбор насоса
рнас=рц+ рг; (21)
рг; (21)
рц
- давление в цилиндре, МПа;
 рг -
суммма гидравлических потерь;
рг -
суммма гидравлических потерь;
рнас=5,43+2,4=7,83
МПа;
Давление
настройки предохранительного клапана [4]:
рн.к=(1,1-1,3)рнас; (22)
рн.к=(1,1-1,3)рнас=1,27,83=9,4МПа;
Выбираем
регулируемый аксиальный роторно-поршневой насос типа IIД50:
Qн=12,9 л/с; Qнт=13,35
л/с рн=10 МПа; рmax=16 МПа; nн=1750 об/мин; N=29
кВт; ηн=0,9; ηоб=0,97; ηмн=0,94; Тн=1500час.
1.11.8 Расчет КПД и мощность гидропривода
Определяем КПД гидросети. В случае применения в гидроприводе
регулируемого насоса [4]:
ηс=рц/рнас; (23)
ηс=рц/рнас=5,5/10=0,55;
Находим КПД гидропривода [4]:
ηг.п=ηс·ηн·ηоб (24)
ηг.п=ηс·ηн·ηоб=0,55 =0,55
=0,55
Подсчитываем
полезную мощность гидропривода [4]:
Nе=Рvпз (25)
Nе=Рvпз=345000·0,2=69
кВт;
Затраченная
N=Nе/ηг.п (26)
N=Nе/ηг.п=232/0,6=125кВт.
1.11.9 Выбор гидроаппаратуры
) В качестве дросселя выбираем дроссель КВМК 25G11 с диаметром условного прохода 25 мм, номинальное давление
32 МПа. Дроссель предназначен для регулирования скорости поршня (плунжера) в
цилиндре, приводимого в движение насосом постоянной производительности. Эти
цели достигаются отводом части (сбросом) жидкости в сливную магистраль или
созданием перепада давлений.
Рисунок 14- Дроссель КВМК 25G11
) В качестве предохранительного (разгрузочного) клапана выбираем
перепускной предохранительный клапан с электромагнитным управлением типа DS3.Предназначен для автоматической
защиты оборудования и трубопроводов от превышения давления свыше заранее
установленной величины посредством сброса избытка рабочей среды.
Рисунок 15- Перепускной предохранительный клапан типа DS3
) В качестве обратного клапана выбираем обратный клапан 1МК032/20,
условный проход 32 мм, номинальное давление 20 МПа, номинальный расход 400
л/мин. Предназначен для недопущения изменения направления потока среды в
технологической системе.
Рисунок 16 -Обратный клапан 1МК032/20
) В качестве гидрозамка используем гидрозамок ГЗМ-20/3М, условный проход
20мм, номинальное давление 32 МПа, номинальный расход жидкости 200 л/мин.
Предназначен для удержания гидравлических двигателей в статическом положении
под нагрузкой.
Рисунок 17 - Гидрозамок ГЗМ -20/3М
) В качестве распределителя выбираем золотниковый распределитель с
электромагнитным управлением 1Р202, условный проход 20мм. Применяется в
гидросистеме для изменения направления потока рабочей жидкости на отдельных ее
участках с тем, чтобы изменить направления движения исполнительных механизмов
агрегатов.
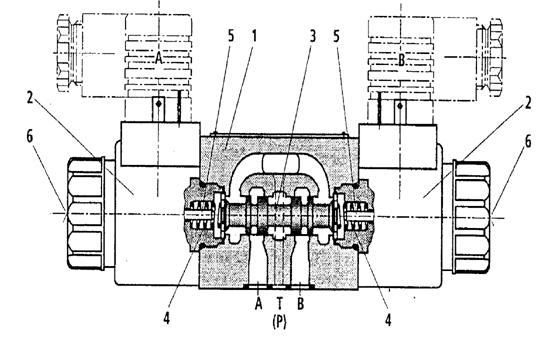
Рисунок 18 - Гидрораспределитель золотниковый 1Р202
6)
В качестве фильтра используем фильтр 3ФГМ32-10М, тонкость очистки 10 мкм,
номинальный расход 200 л/мин. Предназначен для удаления загрязнений из
гидравлической жидкости.
<#"867762.files/image086.gif">
Рисунок
19-Фильтр 3ФГМ32-10М
1.11.10 Построение механических характеристик
vп= ; (27)
аг.п.=
; (27)
аг.п.= =
= ; (28)
; (28)
аг.п.= ==
== =0,00004
=0,00004 -6 м4
-6 м4 /кг
/кг
Тогда
при Uн=1, р =рнк;
vп= =0,164м/с;
=0,164м/с;
при
Uн=1, р =0, vп= vmax;
vп= =0,166
м/с;
=0,166
м/с;
при
Uн=0.9, р = ;
;
vп= =0,147
м/с;
=0,147
м/с;
при
Uн=0,8, р =4,6 МПа;
vп= =0,131
м/с;
=0,131
м/с;
при
Uн=0,7, р =4,2 МПа;
vп= 0,114
м/с;
0,114
м/с;
при
Uн=0,6, р= МПа;
МПа;
vп 0,098
м/с;
0,098
м/с;
при
Uн=0,5, р =3,4МПа;
vп= м/с;
м/с;
при
Uн=0,4, р =3,0МПа;
vп= м/с.
м/с.
Рисунок 20- График механических характеристик
гидропривода
1.11.11 Расчет гидробака для рабочей жидкости
Вместимость бака обычно выбирают равной трехминутной подаче насоса[4]:
Vм=360Qн; (29)
Qн- подача
насоса, м3/с;
Vм=36012,910-3=2,32м3;
Значение
Vм округляем до ближайшего большего значения из ряда
номинальных вместимостей по ГОСТ 12448-806 Vм = 2500 дм3
Наиболее
рациональной формой бака считают параллелепипед. Уровень рабочей жидкости не
должен превышать 0,8 высоты бака Н.
Задавшись
произвольными a=1,4м и b=2,2м, находим высоту бака;
Н=Vм/(0,8ab); (30)
Н=Vм/(0,8ab)=2,5/(0,81,42,2)=1м;
a - длина бака,
м;
b - ширина бака,
м.
1.11.12 Тепловой расчет гидропривода
Температура рабочей жидкости не должна превышать 60-700С и определяется
по формуле:
tм= tв+ (31)
(31)
tв- температура
воздуха, 0С , tв=300С;
Vм- вместимость
бака, м3;
 -
мощность, теряемая в гидроцилиндре, кВт;
-
мощность, теряемая в гидроцилиндре, кВт;
 (32)
(32)
 -приводная
мощность насосы, кВт;
-приводная
мощность насосы, кВт;
 -КПД
гидропривода;
-КПД
гидропривода;
 , (33)
, (33)
 ;
;

tм=30+ =310С;
=310С;
К-
коэффициент теплоотдачи от бака в воздух, К=17,5 вт/(м2*0С).
1.11 Прочностной расчет
1.11.1 Проверка стенок гидроцилиндра на прочность
На цилиндр действует внутреннее давление, поэтому в его стенках возникают
напряжения:
– Радиальные
 , (34)
, (34)
– Тангенсальные
 , (35)
, (35)
– осевые от влияния дна
 (36)
(36)
где p - давление в цилиндре, МПа;
 - радиус внутренней стенки, м;
- радиус внутренней стенки, м;
 - радиус наружной стенки, м.
- радиус наружной стенки, м.
По энергетической теории прочности эквивалентное напряжение определяется
по уравнению, Па:
 (37)
(37)
Величина допускаемого напряжения для кованных цилиндров из стали [ ] = 110 - 150 МПа.
] = 110 - 150 МПа.
Гидроцилиндр механизма подъема крышки АКП:

Радиальные
напряжения

Тангенсальные
напряжения

Осевые
от влияния дна

Эквивалентные
напряжения


 -
следовательно, условие прочности выполняется.
-
следовательно, условие прочности выполняется.
1.11.2 Расчет резьбовых шпилек, соединяющих крышку с корпусом цилиндра
Определим внешнюю силу, действующую на шпильки
 , (38)
, (38)

Внешняя
нагрузка на одну шпильку (количество шпилек n=6) определится по формуле
 (39)
(39)
 ;
;
Найдем
осевую растягивающую силу
 ,где (40)
,где (40)
-
коэффициент затяжки (k = 2);
x - коэффициент внешней нагрузки (x = 0,25);
 ;
;
Определить
проектный размер шпильки
 , где (41)
, где (41)
 -
допускаемое напряжение при растяжении, Па.
-
допускаемое напряжение при растяжении, Па.
 , где
, где
 -
допускаемый коэффициент запаса прочности
-
допускаемый коэффициент запаса прочности
 для стали
4ОХ равен 1120 ∙ 106 Па;
для стали
4ОХ равен 1120 ∙ 106 Па;
[ ] =
] =  =
=  Па,
тогда= 1,3
Па,
тогда= 1,3 = 0,0239
м
= 0,0239
м
Примем шпильки М24 в
количестве 6 штук.
1.12 Сборка гидроцилиндра
Гидроцилиндр собирать горизонтально на специальном стенде.
1. Установить гильзу гидроцилиндра на стенд и закрепить.
2. Установить уплотнение (грязесъемник) в крышку гидроцилиндра.
. Установить уплотнения в гильзу гидроцилиндра (втулка, кольцо,
грундбукса, манжета, кольцо нажимное)
. С помощью затравки опустить плунжер в гильзу гидроцилиндрв до
упора в дно цилиндра.
. Установить фланец с уплотнением, притянуть шпильками М24×6
шт.
. Гидроцилиндр снять со стенда.
Рисунок 21 -Сборка гидроцилиндра
1.13Технология изготовления плунжера
Рисунок 22 - Плунжер цилиндра
В таблице 1 представлено поэтапное изготовление плунжера.
Таблица - 1. Технология изготовления плунжера
|
Эскиз
|
Операция
|
Рабочий инструмент
|
Измерительный инструмент
|
|
 Торцевание и зацентровка паковки Ø 580Отрезной резец Торцевание и зацентровка паковки Ø 580Отрезной резец
|
|
|
|
|
|
Точить поверхность 1, 2 до Ø 320 мм
|
Резец проходной, отрезной
|
Резьбо- Мер
|
|
|
Изготовление фаски
|
Резец отрезной
|
Резьбо-мер, штангенциркуль,
скоба микрометрическая
|
|
|
Хромирование поверхности
|
Электролиз
|
|
|
|
Полировка поверхности
|
Круг шлифовальный
|
|
2.
Специальная часть
Анализ эксплуатационной надежности оборудования печного отделения ЭСПЦ
ОАО «ЕВРАЗ Объединенный Западно - Сибирский металлургический комбинат»
В процессе эксплуатации печного отделения происходит совместная доработка
всех его агрегатов, машин и механизмов, в результате которой характеристики их
надежности приближаются к рациональным. Оценка надежности некоторых элементов
отделения после их доработки, то есть в период близкий устойчивому её
функционированию, дает возможность определить параметры этих машин, к которым
должен стремиться конструктор при их проектировании. Стабилизировавшиеся к
моменту рассмотрения внешние показатели отделения позволяют предположить, что
достигнут устойчивый момент процесса функционирования их оборудования, что
является основанием для применения при оценке надежности оборудования,
статистического подхода. В проблеме надежности задача организации сбора
статистических данных об отказах машин в условиях эксплуатации является
довольно трудной. Однако решение этой задачи, а также обобщение и анализ
собранных данных имеют важное значение для повышения надежности
эксплуатируемого и вновь проектируемого оборудования, а также установления для
него оптимальных межремонтных периодов. Для выявления особенностей
функционирования доведенного до стабильного состояния оборудования печного
отделения.
.1 Декомпозиция
Рассмотрим структурные особенности цеха как техноценоза. Под ценозом
понимается пространство сосуществования совокупности систем разного типа.
Системы, располагаясь в ценозе согласно своим свойствам, образуют
взаимосвязанную и взаиморегулируемую среду. В этой среде основной мерой ее
стабильности является количественно-качественный баланс заполняющих е единиц,
выявление этого баланса ключевое звено в решении поставленной задачи.
Опираясь на теорию формирования сложных технических систем, будем
исходить из того, что любая сложная техническая система состоит из различных
вплоть до деалектически противоположных по качеству элементов и может быть
разложена на три подгруппы элементов, которые по своим признакам не могут
считаться как сложные образования. С этих позиций печное отделение (линия
производства стали(, путем выделения уровней структурирования и формирования из
элементов каждого уровня трех разноплановых групп, может быть разложена на
менее сложные составляющие.
Согласно принятой в теории формирования сложных технических систем
классификации, электросталеплавильный цех является техноценозом. Линия
производства стали - к уровню технородов. ЭСПЦ как техноценоз может быть
разложен на техновиды. Разложение технорода на техновиды выполняется путем
формирования трех разноплановых групп элементов уровня. Первая и третья группы
такого разложения содержат диалектически противоположные по свойствам элементы,
а вторая группа включает в себя элементы, индифферентные по своим свойствам как
первой так и третьей групп. С точки зрения теории формирования сложных
технических систем технологическая линия производства стали как элемент уровня
технорода может быть подразделена на три техновида. Каждый из техновидов
содержит агрегаты, приспособленные выполнять свои функции в различных
технологических условиях. Во-первых, можно выделить группу агрегатов, подающих
материалы в печь, во-вторых, можно выделить группу агрегатов, перерабатывающих
материалы в печи, в-третьих, выделим группу, в которой агрегаты работают с
продуктами. Элементы, которые вошли в техновид, аналогичным образом делятся на
три разные группы, в каждую из которых входят близкие по условиям
функционирования и по свойствам агрегаты. Выполненная вышеописанным образом
классификация позволяет определить необходимую надежность количества агрегатов
каждой группы, что позволяет обеспечить надежность всей технологической линии.
-установка для сушки и разогрева стальковшей; 2-ДСП №2; 3-ДСП №1;4-ЭМК
г/п 20/5; 5-мульдозавалочная машина; 6- кран мульдо-магнитный; 7-кран мостовой
№4; 8-кран мостовой №2; 9-кран литейный г/п 210-63/20т; 10-скраповоз №1;
11-скраповоз №2; 12-кран литейный г/п 180-63/20т; 13-стенд для сушки и
разогрева стальковшей; 14-стенд поворотный; 15- кран мульдо-магнитный; 16- кран
мульдо-магнитный; 17-сталевоз №5; 18- кран литейный г/п 180-63/20т; 19-скраповоз
№3; 20 - ЭМК 20/5т; 21 - дымовая труба; 22 - газоочистка печей; 23 - АКП №1; 24
- АКП № 2.
Рисунок 23 - План электропечного отделения
При уточнении процесса декомпозиции линии производства стали, как
технической единицы, является технородом и ее декомпозиция является техновидом.
Для того, чтобы рассмотреть процесс формирования устойчиво функционирующих
агрегатов линии производства стали, будет достаточно выполнить декомпозицию ее
элементов, начиная с уровня техновидов и ниже.
Процесс разделения линии на ее составляющие на основе теории формирования
сложных технических систем может быть выполнен следующим образом: разбиваем
линию производства стали на три группы агрегатов; первая группа агрегатов,
подающих материалы в печь: скраповоз, литейный кран, конвейер шихтоподачи;
вторая группа агрегатов, перерабатывающих материалы в печи: НАС, кислородные
технологии BSЕ, механиз подъема свода печи,
электрододержатели с трансформатором; третья группа агрегатов, работающих с
продуктами: АКП, газоочистка, сталевоз, газоотводящий тракт,
подъемно-поворотный стенд, литейный кран, шлаковоз.
Рисунок 24 - Декомпозиция ЭСПЦ
.2 Подбор статистического материала
Для определения количественных характеристик надежности агрегатов печного
отделения ЭСПЦ были собраны статистические данные об отказах и времени ремонта
оборудования. Информация собрана на базе ЭСПЦ ОАО «ЕВРАЗ ЗСМК» за период с 2008
год по 2012 год. Данные обработаны программой «STATISTICA 6». Результатом обработки являются
гистограммы времени работы агрегатов и гистограммы времени ремонта агрегатов,
входящих в рассматриваемый участок цеха.
Данные об отказах и времени ремонта были собраны на следующие агрегаты
печного отделения ЭСПЦ:
Группа агрегатов, подающих материалы в печь:
скраповоз;
литейный кран;
конвейер шихтоподачи.
Группа агрегатов, перерабатывающих материалы в печи:
НАС;
кислородные технологии BSЕ;
печь, механизм подъема портала;
электрододержатели с трансформатором.
Группа агрегатов, работающих с продуктами:
АКП;
газоочистка;
сталевоз;
газоотводящий тракт;
подъемно-поворотный стенд;
литейный кран;
шлаковоз.
Пример статистических данных об отказах и времени ремонта АКП представлен
ниже в таблице
Таблица -2. Статистика работоспособности АКП
|
Срок службы
|
Работоспособность,ч
|
Срок службы
|
Работоспособность,ч
|
|
04.01-10.01.2008
|
115
|
26.02-08.03.2010
|
217
|
|
10.01-29.01.2008
|
450
|
08.03-24.03.2010
|
370
|
|
29.01-07.02.2008
|
176
|
24.03-15.04.2010
|
498
|
|
07.02-14.02.2008
|
161
|
15.04-19.04.2010
|
92
|
|
14.02-15.02.2008
|
18
|
19.04-30.04.2010
|
258
|
|
15.02-21.02.2008
|
140
|
30.04-12.05.2010
|
287
|
|
21.02-28.02.2008
|
160
|
12.05-01.06.2010
|
450
|
|
28.02-07.03.2008
|
163
|
01.06-13.06.2010
|
278
|
|
07.03-14.03.2008
|
158
|
13.06-28.06.2010
|
354
|
|
14.03-21.03.2008
|
163
|
28.06-05.07.2010
|
188
|
|
21.03-28.03.2008
|
162
|
05.07-29.07.2010
|
561
|
|
28.03-04.04.2008
|
164
|
29.07-07.08.2010
|
186
|
|
04.04-11.04.2008
|
160
|
07.08-24.08.2010
|
396
|
|
11.04-20.04.2008
|
213
|
24.08-05.09.2010
|
285
|
|
20.04-25.04.2008
|
112
|
05.09-13.09.2010
|
187
|
|
25.04-03.05.2008
|
190
|
13.09-25.09.2010
|
264
|
|
03.05-08.05.2008
|
115
|
25.09-14.10.2010
|
451
|
|
08.05-16.05.2008
|
190
|
14.10-30.10.2010
|
380
|
|
16.05-23.05.2008
|
161
|
30.10-12.11.2010
|
310
|
|
23.05-01.06.2008
|
187
|
12.11-22.11.2010
|
231
|
|
01.06-14.06.2008
|
330
|
22.11-09.12.2010
|
419
|
|
14.06-01.07.2008
|
351
|
09.12-29.12.2010
|
471
|
|
01.07-18.07.2008
|
392
|
29.12.2010-07.01.2011
|
210
|
|
18.07-31.07.2008
|
318
|
07.01-19.01.2011
|
276
|
|
31.07-08.08.2008
|
174
|
19.01-01.02.2011
|
308
|
|
08.08-14.08.2008
|
139
|
01.02-13.02.2011
|
264
|
|
14.08-28.08.2008
|
328
|
13.02-26.02.2011
|
301
|
|
28.08-29.08.2008
|
19
|
26.02-15.03.2011
|
396
|
|
29.08-09.09.2008
|
256
|
15.03-02.04.2011
|
430
|
|
09.09-12.09.2008
|
70
|
02.04-19.04.2011
|
405
|
|
12.09-25.09.2008
|
308
|
19.04-28.04.2011
|
213
|
|
25.09-03.10.2008
|
190
|
28.04-14.05.2011
|
380
|
|
03.10-16.10.2008
|
286
|
14.05-01.06.2011
|
397
|
|
16.10-24.10.2008
|
164
|
01.06-17.06.2011
|
393
|
|
24.10-31.10.2008
|
158
|
17.06-05.07.2011
|
430
|
|
31.10-14.11.2008
|
328
|
25.07-16.08.2011
|
493
|
|
14.11-21.11.2008
|
160
|
16.08-31.08.2011
|
350
|
|
21.11-04.12.2008
|
310
|
31.08-10.09.2011
|
234
|
|
04.12-13.12.2008
|
213
|
10.09-21.09.2011
|
257
|
|
13.12-18.12.2008
|
112
|
21.09-03.10.2011
|
287
|
|
18.12-24.12.2008
|
139
|
03.10-17.10.2011
|
329
|
|
24.12.2008-04.01.2009
|
257
|
17.10-04.11.2011
|
413
|
|
04.01-07.02.2009
|
603
|
04.11-30.11.2011
|
602
|
|
01.02-14.02.2009
|
325
|
30.11-01.12.2011
|
19
|
|
14.02-17.02.2009
|
70
|
01.12-10.12.2011
|
204
|
|
17.02-28.02.2009
|
258
|
10.12.2011-02.01.2012
|
534
|
|
28.02-14.03.2009
|
330
|
02.01-06.01.2012
|
75
|
|
14.03-20.04.2009
|
144
|
06.01-19.01.2012
|
305
|
|
20.04-07.04.2009
|
408
|
19.01-31.01.2012
|
287
|
|
07.04-25.04.2009
|
432
|
31.01-15.02.2012
|
352
|
|
25.04-08.05.2009
|
312
|
15.02-03.03.2012
|
348
|
|
08.05-25.05.2009
|
408
|
03.03-19.03.2012
|
368
|
|
25.05-19.06.2009
|
569
|
19.03-07.04.2012
|
419
|
|
19.06-07.07.2009
|
392
|
07.04-20.04.2012
|
309
|
456
|
20.04-06.05.2012
|
357
|
|
26.07-06.08.2009
|
240
|
06.05-18.05.2012
|
274
|
|
06.08-04.09.2009
|
639
|
18.05-06.06.2012
|
448
|
|
04.09-25.09.2009
|
499
|
06.06-21.06.2012
|
357
|
|
25.09-03.10.2009
|
187
|
21.06-05.07.2012
|
333
|
|
03.10-17.10.2009
|
332
|
05.07-21.07.2012
|
362
|
|
17.10-31.10.2009
|
330
|
21.07-04.08.2012
|
310
|
|
31.10-14.11.2009
|
328
|
04.08-22.08.2012
|
430
|
|
14.11-23.11.2009
|
209
|
22.08-18.09.2012
|
618
|
|
23.11-28.11.2009
|
119
|
02.10-11.10.2012
|
176
|
|
28.11-12.12.2009
|
328
|
11.10-13.10.2012
|
42
|
|
12.12-26.12.2009
|
330
|
13.10-19.10.2012
|
130
|
|
26.12.2009-09.01.2010
|
332
|
19.10-03.11.2012
|
347
|
|
09.01-15.01.2010
|
140
|
03.11-24.11.2012
|
492
|
|
15.01-27.01.2010
|
298
|
24.11-05.12.2012
|
264
|
|
27.01-14.02.2010
|
418
|
05.12-23.12.2012
|
419
|
|
14.02-26.02.2010
|
273
|
|
|
Рисунок 25 - Распределение времени работы АКП
Таблица -3.Статистика отказов и простоев АКП
|
Дата простоя
|
Продолжительность,ч
|
Дата простоя
|
Продолжительность,ч
|
|
04.01.2008
|
29
|
08.03. 2010
|
15
|
|
10.01.2008
|
6
|
24.03. 2010
|
6
|
|
29.01.2008
|
16
|
15.04.2010
|
4
|
|
07.02.2008
|
7
|
19.04.2010
|
6
|
|
14.02.2008
|
6
|
30.04. 2010
|
25
|
|
15.02.2008
|
4
|
12.05. 2010
|
7
|
|
21.02.2008
|
8
|
01.06. 2010
|
10
|
|
28.02.2008
|
5
|
13.06. 2010
|
6
|
|
07.03.2008
|
10
|
28.06. 2010
|
4
|
|
14.03.2008
|
5
|
05.07. 2010
|
15
|
|
21.03.2008
|
6
|
29.07. 2010
|
6
|
|
28.03.2008
|
4
|
07.08. 2010
|
12
|
|
04.04.2008
|
8
|
24.08. 2010
|
3
|
|
11.04.2008
|
3
|
05.09. 2010
|
5
|
|
20.04.2008
|
8
|
13.09.2010
|
24
|
|
25.04.2008
|
2
|
25.09. 2010
|
5
|
|
03.05.2008
|
5
|
14.10. 2010
|
4
|
|
08.05.2008
|
2
|
30.10. 2010
|
2
|
|
16.05.2008
|
7
|
12.11. 2010
|
13
|
|
23.05.2008
|
5
|
21.11. 2010
|
13
|
|
01.06.2008
|
6
|
09.12. 2010
|
9
|
|
14.06.2008
|
33
|
29.12. 2010
|
6
|
|
01.07.2008
|
16
|
07.01.2011
|
12
|
|
18.07.2008
|
4
|
19.01.2011
|
4
|
|
31.07.2008
|
18
|
01.02.2011
|
24
|
|
08.08.2008
|
5
|
13.02.2011
|
11
|
|
14.08.2008
|
8
|
26.02. 2011
|
12
|
|
28.08.2008
|
5
|
15.03.2011
|
2
|
|
29.08.2008
|
8
|
02.04. 2011
|
3
|
|
09.09.2008
|
2
|
19.04.2011
|
3
|
|
12.09.2008
|
4
|
28.04.2011
|
4
|
|
25.09.2008
|
2
|
14.05. 2011
|
11
|
|
03.10.2008
|
26
|
01.06. 2011
|
15
|
|
16.10.2008
|
28
|
17.06. 2011
|
2
|
|
24.10.2008
|
10
|
25.07. 2011
|
11
|
|
31.10.2008
|
8
|
16.08. 2011
|
10
|
|
14.11.2008
|
9
|
31.08. 2011
|
6
|
|
21.11.2008
|
2
|
10.09. 2011
|
7
|
|
04.12.2008
|
3
|
21.09. 2011
|
25
|
|
13.12.2008
|
32
|
03.10. 2011
|
7
|
|
18.12.2008
|
5
|
17.10.2011
|
19
|
|
24.12.2008
|
7
|
04.11. 2011
|
22
|
|
04.01. 2009
|
21
|
30.11. 2011
|
5
|
|
01.02. 2009
|
11
|
01.12. 2011
|
12
|
|
14.02. 2009
|
2
|
10.12. 2011
|
18
|
|
17.02.2009
|
6
|
02.01.2012
|
21
|
|
28.02. 2009
|
6
|
06.01. 2012
|
7
|
|
14.03. 2009
|
0
|
19.01. 2012
|
1
|
|
20.04. 2009
|
1
|
31.01. 2012
|
8
|
|
07.04. 2009
|
3
|
15.02. 2012
|
36
|
|
25.04. 2009
|
10
|
03.03. 2012
|
16
|
|
08.05. 2009
|
8
|
19.03.2012
|
13
|
|
25.05. 2009
|
7
|
07.04.2012
|
3
|
|
19.06. 2009
|
40
|
20.04.2012
|
27
|
|
07.07. 2009
|
8
|
06.05.2012
|
14
|
|
26.07. 2009
|
24
|
18.05.2012
|
20
|
|
06.08. 2009
|
33
|
06.06.2012
|
3
|
|
04.09. 2009
|
5
|
21.06. 2012
|
27
|
|
25.09.2009
|
5
|
05.07. 2012
|
22
|
|
03.10. 2009
|
9
|
21.07.2012
|
26
|
|
17.10. 2009
|
6
|
04.08.2012
|
2
|
|
31.10. 2009
|
8
|
22.08. 2012
|
6
|
|
14.11. 2009
|
7
|
18.09. 2012
|
30
|
|
23.11. 2009
|
1
|
02.10.2012
|
40
|
|
28.11.2009
|
8
|
11.10. 2012
|
6
|
|
12.12. 2009
|
4
|
13.10. 2012
|
14
|
|
09.01.2010
|
4
|
19.10. 2012
|
13
|
|
15.01. 2010
|
14
|
03.11. 2012
|
12
|
|
27.01. 2010
|
14
|
24.11. 2012
|
0
|
|
14.02. 2010
|
15
|
13
|
|
26.02. 2010
|
13
|
|
|

Рисунок 26 - Распределение продолжительности простоев АКП
При анализе и расчетах надежности одной из необходимых операций является
установление на основании статистических данных закона распределения
вероятностей наработки объекта до отказа или других случайных величин - времени
восстановления, числа отказов за некоторый период эксплуатации, срока службы и
других. При расчетах надежности металлургического оборудования в основном
используются следующие законы распределения: экспоненциальный, Вейбулла,
нормальный и гамма. При установлении закона распределения учитывают в основном
два фактора: форму теоретической кривой плотности распределения и природу
отказов.
Из выше сказанного с учетом критерия
Колмогорова-Смирнова выбираем нормальный закон распределения (чем меньше
критерий Колмогорова-Смирнова тем более подходит закон), все данные сведены в
таблицу.
Таблица 4 - Критерий Колмогорова-Смирнова и распределение статистики
|
Агрегат
|
Наименьший показатель
критерия Колмогорова-Смирнова
|
Распределение
|
|
1
|
Скраповоз
|
0,13
|
norm
|
|
2
|
Литейный кран
|
0,093
|
norm
|
|
3
|
Конвейер шихтоподачи
|
|
norm
|
|
4
|
НАС
|
0,141
|
norm
|
|
5
|
Кислородные технологии BSE
|
0.107
|
norm
|
|
6
|
Печь.Механизм подъема
портала
|
0,108
|
norm
|
|
7
|
Электрододержатели с
трансформатором
|
0,104
|
norm
|
|
8
|
АКП
|
0,076
|
norm
|
|
9
|
Газоочистка
|
0,157
|
norm
|
|
10
|
Сталевоз
|
0,07
|
norm
|
|
11
|
Газоотводящий тракт
|
0,115
|
norm
|
|
12
|
Поворотный стенд
|
0,137
|
norm
|
|
13
|
Литейный кран
|
0,172
|
norm
|
|
14
|
Шлаковоз
|
0,141
|
norm
|
Определив закон распределения, необходимо перейти от представления
статистических данных к теории вероятности формирования сложных технических
систем, из чего получаем математическое ожидание и дисперсию сроков службы
каждой машины, данные сведены в таблицу.
Таблица - 5.Математическое ожидание и дисперсия
|
Агрегат
|
Математическое ожидание
|
Дисперсия
|
|
1
|
Скраповоз
|
566,93
|
361,13
|
|
2
|
Литейный кран
|
361,04
|
258,82
|
|
3
|
Конвейер шихтоподачи
|
|
|
|
4
|
НАС
|
811,76
|
738,73
|
|
5
|
Кислородные технологии BSE
|
625,11
|
345,11
|
|
6
|
Печь.Механизм подъема
портала
|
365,2
|
254,6
|
|
7
|
Электрододержатели с трансформатором
|
479,78
|
353,43
|
|
8
|
АКП
|
291,8
|
132,5
|
|
9
|
Газоочистка
|
862,66
|
727,75
|
|
10
|
Сталевоз
|
271,97
|
150,38
|
|
11
|
Газоотводящий тракт
|
508,67
|
374,16
|
|
12
|
Поворотный стенд
|
513,84
|
472,2
|
|
13
|
Литейный кран
|
677,18
|
714,75
|
|
14
|
Шлаковоз
|
660,54
|
516,77
|
Основываясь на данных таблицы, строим графики математического ожидания и
дисперсии.
Рисунок 27 - Математическое ожидание каждого агрегата Δµ
=591 -величина разброса
математического ожидания
Рисунок 28 - Дисперсия каждого агрегата Δσ=606 - величина разброса дисперсии
2.3 Оценка работоспособности агрегатов
Все качественные различия объектов в природе, основываются или на
различном химическом составе, или на различных количествах и формах движения,
или на том и другом вместе взятом. Невозможно изменить качество какого-нибудь
объекта без прибавления или убавления материи и движения. Поэтому качественные
изменения в оборудовании могут происходить лишь путем количественного
прибавления или количественного убавления материи или движения. В механических
системах масса материала остается неизменной, что касается движения, то оно
является неотъемлемым атрибутом существования машины, при этом постоянно
меняющимся во времени. Движение, которое связано с возможностью поломки
оборудования, осуществляется и, следовательно, накапливается на структурном
уровне материала. Это позволяет утверждать, что под категорией количества нужно
понимать количество накопленного в оборудовании движения.
Процесс накопления движения протекает следующим образом. Начиная с
момента функционирования машины она совершает определенную работу, выраженную в
перемещении чего-либо с определенной силой. Все элементы системы передают это
движение друг другу в направлении от двигателя к исполнительному органу. Во
время передачи движения каждый элемент сам деформируется, накапливая в своем
материале внутренние смещения в виде смещения дислокаций, появления дилатонов,
движения трещин и т. д. Перемещаясь и скапливаясь на препятствиях, внутренние
неоднородности формируют повреждения. Таким образом, количество накопленного
движения - это и есть количество повреждений, возникших в процессе работы в
материале машины. Величина повреждения, или количество накопленного в материале
движения, является частью от общего перемещения машины, определяется работой
действия на элемент машины при передаче через него движения или, в конечном
итоге, количеством выполненной машиной работы аi. При этом относительный объем накопленного повреждения Vi. при законе накопления, близком к
линейному, равен относительному объему выполненной работы Аi = а/а*, где а*- максимальная работа
элемента машины до разрушения. В этом случае можно утверждать, что
относительное количество накопленного в элементе машины движения или, что одно
и то же, накопленного повреждения V определяется объемом выполненной машиной
работы. В связи с этим величину совершенной машиной работы А будем называть
количественным параметром системы, оценивающим объем возникших в элементе
машины внутренних движений повреждений.
Наличие количественного и качественного параметров машины дает
возможность сформировать меру процесса потери ее работоспособности. Под мерой в
данном случае подразумевается единство количества и качества. Это значит, что
качественная мера как таковая и количественная мера как мера количественного
изменения процесса связаны между собой и образуют меру процесса или
количественно-качественную меру. В таком случае количественно-качественная мера
может быть представлена как количественная, охарактеризованная качественной
мерой. Способность выполнять работу или вероятность того, что данная работа
будет выполнена, характеризует качество машины. Объем накопленных в машине
перемещений (повреждений), или, как это показано выше, объем выполненной работы
- это количественный показатель протекающих в машине процессов. Тогда
способность выполнить определенный объем работы или работоспособность М
проявляется в вероятности F
того, что при данном объеме накопленных движений или повреждений Vi. машина остается работающей, или,
что равнозначно, вероятность того, что данный объем работы А будет выполнен.
Тогда работоспособность определится как М=FA, а понятие работоспособности с позиции оценки ее величины
может быть сформулировано следующим образом: работоспособность машины - это
способность выполнить возложенный на нее объем работы А с вполне определенной
вероятностью F.
Зависимость работоспособности от времени, определяемая безразмерными
величинами F и A, также является безразмерной величиной. В этом случае удобно
и время представить в виде безразмерного отношения Т = t/t*, где t*-среднее значение максимального
времени непрерывного функционирования агрегата. Построение кривой
работоспособности начинается с нахождения зависимостей Q = Q(t) и А = A(t). Эти кривые
пересчитываются в зависимости с относительной временной координатой Т, т. е. в
зависимости Q = Q(T) и А = А(Т),
затем находится Р(Т) = 1-Q(T) и определяется мера
работоспособности М = Р(Т) А(Т). Характер изменения работоспособности имеет
параболическую форму с максимумом, ограничивающим степень рационального
использования машины. Во время эксплуатации агрегата мера его работоспособности
непрерывно меняется. Характер этого изменения позволяет судить о возможностях
машины и на основании этого решать целый ряд практически важных задач.
Таким образом, при рассмотрении теоретических вопросов надежности
технологического оборудования показано, что дальнейшее успешное решение
вопросов эксплуатационной надежности технологических линий при проектировании
требует новой критериальной базы.
Для построения кривой работоспособности М выполняется следующая
последовательность операций (рисунок 29-31):
. Построение по данным закона распределения (математического
ожидания, дисперсии и критерия Колмогорова-Смирнова) кривой надежности в
реальном времени;
. Построение кривой надежности в относительных единицах с
наложением кривой объема выполненной работы в относительных единицах;
. При помощи математических вычислений находим точку, в которой
работоспособность максимальна; строим график работоспособности в относительных
единицах.
Рисунок 29 - Постоение кривых надежности в реальном времени
Рисунок 30 - Постороение кривых надежности и объема выполненой работы в
относительных временных координатах
Рисунок 31 - Построение зависимости работоспособности от относительного
времени работы
Пример построения графика работоспособности АКП изображен на рисунке 32
Рисунок 32- Построение графика работоспособности АКП
Построив графики работоспособности каждого агрегата,
можно определить максимальный объем выполняемой работы агрегатом и в
относительных единицах, время работы агрегата до отказа. Работоспособность и
срок их оптимальной службы в относительных и абсолютных единицах, данные
сведены в таблицу 6.
Таблица -6. Показатели работоспособности
|
Агрегат
|
М
|
А(Т)
|
Т*
|
t
|
|
1
|
Скраповоз
|
0,18
|
0,43
|
1400
|
602
|
|
2
|
Литейный кран
|
0,18
|
0,43
|
900
|
387
|
|
3
|
Конвейер шихтоподачи
|
|
|
|
|
|
4
|
НАС
|
0,17
|
0,41
|
2400
|
984
|
|
5
|
Кислородные технологии BSE
|
0,25
|
0,5
|
1400
|
700
|
|
6
|
Печь.Механизм подъема
портала
|
0,19
|
0,44
|
900
|
396
|
|
7
|
Электрододержатели с
трансформатором
|
0,18
|
0,42
|
1200
|
504
|
|
8
|
АКП
|
0,25
|
0,5
|
600
|
300
|
|
9
|
Газоочистка
|
0,168
|
0,41
|
2400
|
984
|
|
10
|
Сталевоз
|
0,25
|
0,5
|
600
|
300
|
|
11
|
Газоотводящий тракт
|
0,176
|
0,42
|
1200
|
504
|
|
12
|
Поворотный стенд
|
0,16
|
0,4
|
1600
|
640
|
|
13
|
Литейный кран
|
0,168
|
0,41
|
2200
|
902
|
|
14
|
Шлаковоз
|
0,2
|
0,45
|
1800
|
810
|
Основываясь на данных таблицы, строим график
работоспособности каждого агрегата в относительных единицах и график
рационального срока службы агрегатов в относительных и абсолютных единицах
-группа агрегатов, подающих материалы в печь; 2-группа
агрегатов, перерабатывающих материалы в печи; 3-группа агрегатов, работающих с
продуктами.
Рисунок 33 - График работоспособность каждого агрегата
в относительных единицах
Рисунок 34 - График рационального срока службы
агрегатов в относительных единицах
Рисунок 35 -График рационального срока службы
агрегатов в абсолютных единицах
3. Организационная часть
.1 Организация надзора за гидрооборудованием на предприятии
Надзор за оборудованием осуществляется дежурным и эксплуатационным
персоналом. Для того, чтобы обеспечить постоянный контроль за работой
оборудования, дежурный персонал работает посменно.
Для содержания оборудования в исправном и работоспособном состоянии
необходимо:
1) инженерно-технологическому персоналу ремонтной службы цеха и
руководству механической службы периодически проверять состояние оборудования;
2) тщательно осматривать оборудование при передаче смены и устранять
неисправности во время смены;
) периодически проводить ревизии и ремонты оборудования.
Основное технологическое оборудование рассматривается ежесменно, как
эксплуатационным, так и дежурным персоналом.
Вспомогательное оборудование осматривается периодически, но не менее
одного раза в неделю.
Также оборудование должен осматривать:
· один раз в месяц - заместитель начальника цеха по
механическому оборудованию;
· два раза в месяц - механик цеха;
· еженедельно - механик участка, мастер.
Результаты осмотров и проверки необходимо записывать в агрегатный журнал
с указанием обнаруженных неисправностей со сроком их устранения.
Ревизии и ремонты оборудования необходимо производить в сроки,
предусмотренные графиком ППР, утвержденным главным инженером комбината.
Основными составляющими правил тех. эксплуатации
оборудования являются: комплекс организационно-технических мероприятий:
очистка, контроль технического состояния узлов, смазывание, крепление болтовых
соединений, замена некоторых составных частей, регулирование и т.д.,
направленных на предупреждение преждевременного износа узлов и деталей;
указания по техническому использованию механического оборудования, т.е.
эксплуатация оборудования в соответствии с его технической характеристикой, при
обеспечении режимов работы, рекомендуемых технической документацией завода -
изготовителя; указания по техническому обслуживанию и ремонту, направленные на
поддержание и восстановление исправности и работоспособности оборудования;
ответственность за исполнение требований настоящего по обеспечению правильного
технического использования, своевременного и качественного обслуживания и
ремонта оборудования несут руководители структурных подразделений, руководители
их технологических и механических служб в соответствии с возложенными на них
обязанностями, а также цеховой персонал - технический, дежурный, ремонтный;
общий контроль над выполнением требований возлагается на главного механика -
начальника ОГМ ОАО «ЕВРАЗ ЗСМК», периодический контроль - на главных
специалистов отдела главного механика (ОГМ).
Все подразделения общества при подготовке и организации
работ по обслуживанию и ремонту металлургического оборудования должны
руководствоваться следующей документацией:
Распоряжения (приказы) по комбинату, производству,
цеху о закреплении оборудования за бригадами, эксплуатационным и дежурным
персоналом на текущий год; о введении карт технического обслуживания
оборудования на рабочих местах на текущий год; о введении журналов приема-сдачи
смен; о назначении комиссии по проверке знаний у персонала, обслуживающего
агрегаты, машины, механизмы; о допуске к работе лиц, управляющих механизмами,
машинами (металлорежущими станками, передаточными тележками, автопогрузчиками и
т.д.); об анализе работы оборудования и оценке выполнения персоналом
производства, цеха ПТЭ за месяц; о наличии в цехе утвержденного списка неснижаемого
(аварийного) запаса узлов агрегатов, запчастей, сменного оборудования и
материалов; о соблюдении регламентирующих требований "Правил устройства и
безопасной эксплуатации грузоподъемных кранов".
По расследованию допущенных аварий: о привлечении
виновных в нарушении и невыполнении ПТЭ.
Графики ремонта оборудования (формы ОГМ: годовой -
форма №60, месячной - форма №32, оперативной - форма №53); осмотра оборудования
дежурными слесарями; обхода рабочих мест ИТР технологической службы по проверке
выполнения персоналом ПТЭ; проверки целостности цапф чугуновозных и
сталеразливочных ковшей методом дефектоскопии; прокачки узлов трения, не
имеющих централизованной системы подвода смазки; взятия проб масла для
лабораторного анализа из централизованных систем жидкой смазки.
Журналы: агрегатный журнал (форма №100 ОГМ); журнал
приемки- сдачи смен дежурными слесарями (форма №76 ОГМ); журнал приемки- сдачи
смен эксплуатационным персоналом.
Протоколы: периодической проверки знаний у персонала
правил технической эксплуатации и стандарта по обеспечению качественной работы
оборудования; совещаний по улучшению обслуживания и ремонту оборудования.
Акты: акты обследования технического состояния машин,
агрегатов; акт приема отремонтированных и модернизированных объектов; акты
расследования аварий; акты - предписания по комиссионным проверкам состояния
оборудования.
Правила и инструкции: «Правила устройства и безопасной
эксплуатации грузоподъемных кранов»; «Временное положение о техническом
обслуживании и ремонтах механического оборудования предприятий черной
металлургии» (ТОиР); положение о системе технического обслуживания
механического оборудования в производствах и цехах комбината; правила
технической эксплуатации механического оборудования;
производственно-технические инструкции по эксплуатации; «Правила безопасности
при ремонте оборудования на предприятиях черно металлургии».
На основании штатного расписания ежегодно
распоряжением начальника производства, цеха утверждается перечень рабочих мест,
на которые вводятся карты технического обслуживания оборудования. Перечень
рабочих мест согласовывается с отделом главного механика. Копия распоряжение
направляется главным специалистам ОГМ.
Согласно «Перечня» на рабочих местах вывешиваются
карты технического обслуживания (ТО) механизмов, составленные на основании ПТЭ
оборудования и производственно технических инструкции, разработанные
техническим бюро цеха.
В карте ТО должны быть: перечень и кинематические
схемы механизмов; карта смазки узлов трения механизма, машины; перечень работ,
проводимых при техническом обслуживании механизмов во время приемки-сдачи смены
и во время смены; перечень наиболее часто встречающихся или возможных
неисправностей и методы их устранения.
Все оборудование цехов разделено на участки. Ежегодно
распоряжением начальника цеха участки закрепляются за бригадами
эксплуатационного, ремонтного и дежурного персонала, который несет
ответственность за состояние и исправность оборудования в соответствии с
производственно-должностными инструкциями и картами ТО механизмов. На основании
имеющихся «Правил технической эксплуатации механического оборудования»,
паспортов машин (агрегатов), действующих производственно-технических инструкций
по эксплуатации агрегатов, заместителем начальника цеха по механическому
оборудованию составляются программы по изучению правил технической эксплуатации
механического оборудования для персонала, допускаемого к обслуживанию
агрегатов, машин и механизмов. Программы согласовываются с главным механиком
общества и утверждаются начальником производства, цеха.
Не реже одного раза в год для рабочих и не реже одного
раза в три года для ИТР проводится проверка знаний ПТЭ оборудования цеховой
комиссией. Результаты проверки знаний по ПТЭ оформляются протоколом. Состав
комиссии назначается распоряжением начальника производства, цеха.
В соответствии с картами технического обслуживания
механизмов рабочие места укомплектовываются необходимым инструментом,
приспособлениями, запасными частями, смазочными материалами и инвентарем.
.2 Организация ухода за оборудованием в цехе
Ежесменный контроль осуществляет в каждой сменной
бригаде старший мастер смены, мастер смены. Каждый из них ежесменно проверяет
не менее двух рабочих мест. Периодический контроль осуществляет механик цеха,
старший - мастер механик, мастер - механик с записью о состоянии оборудования в
агрегатном журнале, начальник участка, старший мастер, мастер участка, которые
проверяют каждое рабочее место не менее четырех раз в месяц по утвержденному
графику. Выборочный контроль осуществляют начальник (заместитель) производства,
цеха, который проверяет не только рабочие места, но и проведение ежемесячного и
периодического контроля состояния механического оборудования
инженерно-техническими работниками. С учетом установленного количества проверок
при ежесменном, периодическом контроле в цехе составляется график обхода
рабочих мест инженерно-техническими работниками технологической службы.
Проверка мест инженерно-техническими работниками механической службы
совмещается с графиком осмотра механического оборудования. При всех видах
контроля на рабочих местах проверяется: состояние механического оборудования;
наличие инструкций, карт ТО и выполнение их требований; наличие инструмента,
предусмотренного картами ТО; качество передачи смен, ведение журналов приемки-сдачи
смен, вахтенных журналов машинистов кранов. Начальник производства, цеха
главный специалист не реже одного раза в квартал в одном из подведомственных
цехов проверяет состояние дел по выполнению системы технического обслуживания
оборудования. Главный механик ОАО «ЕВРАЗ ЗСМК»: по годовому графику комплексной
проверки цехов комбината проверяет выполнение регламентированных требований
Положения ТОиР, ПТЭ оборудования и данного стандарта; еженедельно проводит
совещания с руководителями механослужб цехов по вопросам технического
обслуживания и ремонтов механического оборудованя.
В обязанности штаба ремонта входит в общее оперативное руководство,
контроль за соблюдением графика ремонта и технологии производства работ (см.
приложение). По каждому виду работ, выполняемых на объекты, составляются
следующие документа:
· смета или утвержденная спецификация, составленная на основании ведомости
дефектов (см. приложение) или технологической карты с указанием трудозатрат;
· договор на выполнение работ ремонтной бригадой;
· ведомость согласования договорной цены;
· график производства работ;
· протокол согласования договорной цены.
Ведомость дефектов на сметирование, составленная специалистами
структурных подразделений Общества в двух экземплярах, один из которых хранится
в подразделении, другой - в сметном бюро, подписывается руководителем
подразделения и утверждается директором по производству.
Технологические карты на ремонт механического, гидравлического,
энергетического, электрического оборудования разрабатывается специалистами
технического отдела дирекции по производству.
Сметные расчеты являются первичными документами для определения стоимости
производства работ на уровне фактических цен и составляются в соответствии с
действующей методикой.
При поручении выполнения ремонтной бригаде части работ из объема,
предусмотренного сметой, составляется выписка из сметы (наряд задание).
Для выполнения ремонтных работ бригада заключает с заказчиком договор по
установленной форме, который является основным правовым документом,
регулирующим взаимоотношения заказчика и ремонтные бригады.
Договор подписывается Директором по производству и членами ремонтной
бригады.
Организация управления ООО НСК строится по принципу четкого определения
функций планирования и подготовки производства, оперативно-технического
руководства ремонтами и учета ремонтных работ. Для подготовки и обслуживания
ремонтов, планирования и учета организуются следующие группы и бюро: механиков,
электриков, гидравликов, нормирования, планово-распределительное, бухгалтерия и
др.
В электросталеплавильном цехе все виды ремонтов (капитальные и текущие)
осуществляются ремонтными службами цеха и привлеченными силами из ремонтных
цехов и сторонних организаций. Общее руководство капитальными ремонтами
агрегатов в этом цехе осуществляет начальник ремонта (зам. Начальника цеха по
оборудованию).
Непосредственное обслуживание агрегата ковш-печь:
. Уход за механизмами агрегата : проверка течи рабочей жидкости
через уплотнения гидроцилиндра и соединений, проверка состояния крепления
свода, проверка болтовых соединений, проверка зазоров между направляющими стоек
и каретки.
. Уход за металлоконструкциями - очистка рабочей площадки.
. Уход за системой водоохлаждения: проверка температуры отходящей
воды и воды в напорной магистрали, осмотр соединений трубопроводов.
. Уход за вторичным токоподводом и электрододержателями: обдув
сжатым воздухом элементов изоляции узлов,проверка контактных соединений,
проверка сопротивления изоляции.
. Уход за системой гидропитания: проверка состояния трубопроводов,
проверка наличия воздуха в системе.удаление из системы, проверка надежности
крепления трубопроводов.
. Обслуживание водоохлаждаемого свода: визуальный контроль на
предмет повреждения труб, течи, износа шипов, восстановление шипов, частичная
очистка поверхности свода.
. Проверка выключателей свода, сигнализаций, блокировок.
. Проверка работы агрегата ковш-печь.
.3 Организация ремонтно-восстановительных работ
.3.1 Планирование ремонтов
Планирование ремонтов оборудования дает возможность
ритмично работать основному производству, равномерно загружать цехи завода по
ремонту металлургического оборудования, сторонние организации и получать
ремонтную продукцию требуемого качества и в установленные сроки.
Для проведения планово-предупредительных ремонтов (ППР)
(текущих и капитальных) в конце года (не позднее ноября месяца) заместители
начальников цехов (производств) по механическому оборудованию составляют проект
годового плана на ремонт всего эксплуатируемого механического оборудования.
Проекты планов ремонтов анализируются и
согласовываются на совещании у главного механика.
На основании утвержденных проектов планов заместитель
главного механика составляет годовой график ремонтов механического
оборудования. Годовой график ремонтов оборудования согласовывается и
подписывается главными специалистами и главным инженером ОАО «ЕВРАЗ ЗСМК»,
руководителями подрядных организаций и утверждается управляющим директором ОАО
«ЕВРАЗ ЗСМК».
Годовой график ремонтов является основным документом,
регламентирующим объем и сроки выполнения работ.
На основании годового графика ремонтов заместители
начальников цехов по механическому оборудованию составляют графики текущих
ремонтов, которые согласовываются с исполнителями работ и утверждаются главным
инженером.
.3.2 Периодичность, продолжительность и трудоемкость ремонтов
Периодичность остановок оборудования на текущие и
капитальные ремонты определяется сроком службы деталей и техническим состоянием
узлов и механизмов агрегата, а продолжительность остановок - временем,
необходимым для выполнения наиболее трудоемкой работы. Нормативная
продолжительность ремонтов определяет не календарное время простоя, а
фактическую общую длительность выполнения собственно ремонтных работ (исключая
работы по замене технологической оснастки, рабочего инструмента,
технологической перестройке, перевалке объекта и им подобные).
Для тепловых агрегатов (нагревательные, отпускные
печи) нормативная продолжительность плановых ремонтов включает время,
необходимое на отключение оборудования от энергоносителей, на остывание
объекта, а также на последующий разогрев и набор температуры с выходом на
рабочий режим.
Нормативная продолжительность остановок оборудования
на все виды плановых ремонтов установлена исходя из непрерывного в течение
суток производства ремонтных работ.
Значение нормативной трудоемкости ремонтов, определены
по тем ремонтным работам, которые выполняются в период простоя оборудования на
плановом ремонте и включают: разборку и сборку оборудования на месте проведения
ремонта со строповкой, расстроповкой и перестановкой узлов и деталей; замену
изношенных узлов, деталей, металлоконструкций и трубопроводов,
слесарно-пригоночных и другие работы, Работы, выполняемые непосредственно на
ремонтируемом оборудовании и предусмотренные технологией проведения ремонтов,
выполнение мероприятий, предусмотренных правилами техники безопасности и
пожарной безопасности.
Нормативная трудоемкость включает также время на
регламентированный отдых и личные надобности ремонтного персонала в период
выполнения ремонта.
В нормативной трудоемкости не учтены также затраты
труда: машинисты кранов; машинистов транспортных средств по доставке к месту
ремонта монтажных приспособлений, запасных частей, узлов, деталей и материалов;
на доставку оборудования в специализированный ремонтный цех и возвращение его
на место установки; на изготовление, восстановление и упрочнение узлов, деталей
и металлоконструкций, устанавливаемых взамен изношенных и вышедших из строя; на
ремонт технологических трубопроводов и коммуникаций с запорными устройствами;
на выполнение работ по устройству и ремонту фундаментов под оборудование; на
выполнение работ по ремонту (восстановлению) или замене огнеупорной кладки и
других каменных работ.
Затраты труда на выполнение перечисленных работ должны
планироваться дополнительно.
Нормативные трудоемкости установлены на полный объем
ремонтных работ, независимо от количества и квалификации исполнителей. В них
учитывается труд рабочих механослужбы всех профессий, участвующих в ремонте
(слесари монтажники, электросварщики, газорезчики и др.), а также
эксплуатационного персонала, привлекаемого для выполнения ремонтных работ.
3.3.3 Организация ремонта
Наиболее эффективной формой организации ремонтов
оборудования является рациональная централизация ремонтной службы. Под
рациональным уровнем централизации производства ремонтов понимается такое
распределение ремонтных работ между механическим персоналом цеха,
специализированными ремонтными цехами комбината и специализированными
ремонтными организациями, при котором соблюдаются следующие требования:
а) ремонтные работы выполняются в полном объеме;
б) качество ремонтных работ соответствует действующим
на комбинате стандартам или нормативно-техническим документам;
в) обеспечивается безотказная работа оборудования в
межремонтном периоде при условии соблюдения эксплуатационным персоналом правил
технической эксплуатации;
г) непроизводительные потери рабочего времени
ремонтного персонала организаций-исполнителей ремонтов минимальны.
Ремонтные работы между исполнителями ремонтов
распределяются следующим образом: сторонние организации выполняют капитальный
ремонт агрегатов, машин и механизмов, график проведения которых, утвержден
руководством организации; специализированные ремонтные цехи выполняют
капитальные и текущие ремонты оборудования, графики проведения которых,
утверждаются также управляющим директором; ремонтный персонал цеха (ремонтный,
обслуживающий, эксплуатационный) выполняет межремонтное техническое
обслуживание и организационно-техническую подготовку ремонтов, а также текущие
и капитальные ремонты оборудования, график проведения которых, утверждается
руководством комбината.
Для выполнения ремонта оборудования необходимы следующие документы:
1. Графики проведения ремонтов основного и вспомогательного
оборудования. В них вносят дату начала и продолжительность текущих и
капитальных ремонтов оборудования. Они составляются на год и утверждаются гл.
инженером комбината;
2. Ведомость дефектов содержит перечень узлов и основных
конструктивных элементов объекта с указанием выполняемых по ним ремонтных
работ. В ней также указываются машины. Узлы конструкции и детали, подлежащие
замене. Потребные для ремонта материалы и запасные части;
. Смета определяет стоимость ремонта и учитывает затраты на
изготовление деталей, приобретение материалов, стандартных изделий и готового
оборудования, а также затраты на производство сборочно-монтажных работ;
. Оперативные графики сетевые и линейные. В оперативном графике
приводится перечень всех ремонтных работ и последовательность их выполнения по
времени (сменам, суткам, часам). Составляются цехом-заказчиком совместно с
исполнителем ремонта. Составляются для текущего ремонта;
. Проект организации ремонта (ПОР) разрабатывается мероприятия по
выполнению ремонта, учитываются объем работ, сроки, исполнители, ответственные
за проведение работ, грузоподъемные средства и меры безопасности при проведении
ремонтно-монтажных, сварочных работ;
. Журналы приёмки и сдачи смены в них отмечают: неисправности и
дефекты оборудования, обнаруженные при приемке смены; выполненные за смену
работы по устранению дефектов; выполненные за смену работы по устранению
дефектов; продолжительность простоя оборудования из-за неисправности
оборудования;
. Агрегатные журналы они ведутся на все виды основного и
вспомогательного оборудования. И служат для систематического накопления данных
о техническом состоянии и работоспособности действующего оборудования в
процессе эксплуатации. Служат для установки характера и объема плановых
ремонтов и установления сроков службы узлов и деталей оборудования. Записи
вносятся в день осмотра и ревизии машины;
. Акт приёмки оборудования из ремонта. В акте подробно
перечисляются все выполненные работы по отдельным узлам и агрегатам, дается
оценка качества выполненных работ, указываются сроки выполнения работ по плану
и фактически, выносится решение о приемки оборудования в эксплуатацию после
опробования на холостом ходу;
. Наряд-допуск. При проведении ремонтов, для обеспечения
безопасной работы механического оборудования и повышения ответственности лиц,
управляющих механизмами и ремонтирующими их, применяют наряд-допуск и бирочную
систему. В наряде-допуске учитывают все меры по безопасной работе и особые
условия места работы. Ставят подписи выдающий наряд и персонал, участвующий в
ремонте.
.3.4 Текущий ремонт оборудования
Выполнение текущих ремонтов основывается на следующих документах:
ремонтная ведомость; ведомость дефектов; типовой проект организации работ
(ПОР); график ремонта; смета.
Ремонтная ведомость составляется техническим отделом,
бюро
производства цеха, подписывается главным механиком производства, заместителем
начальника цеха по механическому оборудованию, согласовывается с исполнителями
работ и утверждается главным механиком. В ремонтной ведомости оговаривается
объем текущих ремонтов оборудования и характер работ.
Типовые ППР разрабатываются на основании требований
отраслевого стандарта ОСТ 14-203-87, утверждаются главным инженером ОАО «ЕВРАЗ
ЗСМК», хранятся в архиве технического отдела, бюро производства цеха 5 лет.
Графики ремонтов составляются цехом-заказчиком
совместно с
исполнителями ремонтов, согласовываются с главным механиком «ЕВРАЗ ЗСМК» и
утверждаются главным инженером «ЕВРАЗ ЗСМК».
За 2 дня до остановки оборудования на текущий ремонт
исполнитель ремонта и заказчик проверяют наличие предусмотренных ремонтной
ведомостью запчастей, узлов, материалов, средств механизации и другое
непосредственно на ремонтной площадке.
Руководство ремонтными работами по текущим ремонтам
осуществляет заместитель начальника цеха по механическому оборудованию или
специалист сторонней организации, силами которой ведется ремонт.
Начальник цеха обязан останавливать оборудование на
плановый
ремонт в соответствии с графиком плановых ремонтов. Он несет ответственность за
своевременный вывод оборудования из эксплуатации для выполнения ремонтных
работ.
Контроль качества текущих ремонтов осуществляют
работники механослужб цехов (производств), главные специалисты ОГМ и
руководителе организаций, проводивших ремонт.
При текущих ремонтах выполняются следующие виды работ:
чистка и разборка механизмов; очистка от грязи, смазки и окалины узлов
оборудования; ревизия деталей и узлов оборудования; определение степени износа
деталей; замена быстроизнашивающихся деталей; выверка отдельных узлов; замена
смазки и уплотнений.
.3.5 Капитальный ремонт оборудования
Капитальный ремонт оборудования проводится для полного восстановления
первоначальных качественных характеристик оборудования.
К капитальным ремонтам приурочивается реконструкция,
модернизация и совершенствование оборудования, внедрение новой техники.
Остановка оборудования на капитальный ремонт ведется в
соответствии с годовым графиком ремонтов.
Приказом управляющего директора ОАО «ЕВРАЗ ЗСМК»
назначаются: начальник ремонта (это, как правило, начальник производства, цеха
или его заместитель), определяются производители ремонтных работ, в том числе
из состава подрядных организаций; комиссия по приемке оборудования из ремонта
под председательством главного инженера, в которую входят главные специалисты
ОАО «ЕВРАЗ ЗСМК», руководители производств, цехов и подрядных организаций.
За 6-10 месяцев до начала ремонта цех-заказчик должен
выдать: ведомость дефектов; заявки на комплектующие изделия, запасные части;
заказы на изготовление деталей, металлоконструкций; заявки на расходные
материалы, смазочные материалы.
Ответственность за своевременную подготовку цеха к
капитальному ремонту несет начальник цеха и его заместитель по механическому
оборудованию.
На все основные работы, подлежащие исполнению в
течение подготовительного периода, цехом-заказчиком разрабатывается график
подготовки к капитальному ремонту, согласованный с исполнителями работ.
Остановка объекта на капитальный ремонт до полного окончания подготовки к нему
запрещена. Металлоконструкции, оборудование и другие материалы внешней
поставки, необходимые для проведения капитального ремонта должны быть
доставлены на комбинат за месяц до проведения ремонта.
Начальник капитального ремонта должен постоянно
контролировать подготовку к ремонту и выполнение заявок и заказов.
Перед началом ремонтных работ заказчик обязан
обеспечить надежное отключение оборудования от сетей и коммуникаций, очистить
оборудование, освободить территорию и производственные площади цеха от
посторонних предметов для ремонта.
Вывод оборудования в капитальный ремонт производится
по наряду-допуску, который выдает начальник ремонта, заместитель начальника
цеха по механическому оборудованию цеха-заказчика исполнителю работ.
При капитальном ремонте выполняются следующие виды
работ: ремонт или частичная замена базовых деталей; полная замена изношенных
узлов и деталей; выверка и регулировка оборудования; ремонт фундаментов;
устраняются дефекты, выявленные как в процессе эксплуатации, так и при
проведении текущих ремонтов; реконструкция отдельных узлов и модернизация всей
машины; регулировка и испытание всей машины.
После проведения капитального ремонта оборудование
должно
быть принято с оформлением приемо-сдаточного акта, который подписывается и
утверждается после опробования оборудования.
На больших по объему ремонтах (технологические линии,
крупные агрегаты и т.д.) приемка оборудования ведется по промежуточным актам,
на основании которых комиссией составляется общий акт на все оборудование.
Эксплуатация оборудования без его приемки актом категорически запрещена.
Пуск агрегатов в эксплуатацию осуществляется после
изъятия нарядов-допусков начальником ремонта или его заместителем. Если при
приемке оборудования комиссией обнаружены дефекты ремонта, его к эксплуатации
не принимают, исполнители ремонта обязаны устранить обнаруженные дефекты без
дополнительной оплаты.
Акт приемки из ремонта механического оборудования
утверждается главным механиком, а металлургических агрегатов - главным
инженером. Оценка качества выполнения ремонтных работ указывается в акте по
приемке оборудования из ремонта в целом (хорошо, удовлетворительно, неудовлетворительно).
Акты хранятся в техническом отделе, бюро производства,
цеха: отделе главного механика и главной бухгалтерии Общества в течение 5 лет.
Принудительно остановку и пуск в работу машин и
механизмов проводить в следующем порядке:
а) главные специалисты ОГМ остановку машин и
механизмов оформляют предписанием об остановке оборудования. Предписание, в
котором указывается наименование оборудования, время и причина остановки,
составляется в 2-х экземплярах. Один экземпляр за подписью главного специалиста
ОГМ вручается начальнику производства, цеха для исполнения, второй экземпляр
остается у лица его выдавшего для контроля. Аналогичная запись о причине
остановки делается в агрегатном журнале или паспорте остановленной машины
(механизма), с которой должен быть ознакомлен главный механик производства,
заместитель начальника цеха по механическому оборудованию под их личную
подпись. За исключением аварийных ситуаций, угрожающих разрушению оборудования,
здоровью или жизни людей - в этом случае оборудование останавливается
немедленно;
б) начальник цеха на основании уведомления об
остановке оборудования и выяснения причин остановки издает в цехе распоряжение
на устранение неисправностей и наложение взысканий на виновных работников;
в) после устранения неисправностей начальник цеха
направляет главному механику копию распоряжения со сроками устранения
выявленных нарушений и письмо с просьбой о разрешении пуска в работу
остановленного оборудования, если работа агрегата возможна. По устранению
нарушения направляют об этом на имя главного механика уведомление;
г) главный механик организует специалистами отдела
повторную проверку технического состояния оборудования и принимает решение о
пуске машины (агрегата) в работу;
д) специалисты отдела главного механика, проверив
техническое состояние остановленного оборудования и, убедившись в его
исправности, делают разрешающую запись в агрегатном журнале или паспорте.
3.4 Порядок смазки механизмов агрегата ковш-печь
В механизмах агрегата предусмотрена комбинированная
система смазки -маслёнками и закладная. Применяемые смазки, периодичность
подачи и смены смазки указаны в таблице 7.
Таблица-7. Порядок смазки
|
№
|
Наименование
мест,подлежащих смазке
|
Смазочный материал
|
Периодичность и способ
смазки
|
|
1
|
Ролики направляющие
|
Циатим-201
|
1 год ручная
|
|
2
|
Устройство для верхней
продувки металла
|
Циатим-201
|
1 год Ручная
|
|
3
|
Устройство для измерения
температуры
|
Циатим-201
|
1 месяц ручная
|

Рисунок 37-Схема смазки роликов направляющих

Рисунок 38- Схема смазки устройства для верхней
продувки металла
Рисунок 39 - Схема смазки устройств для взятия проб и
измерения температуры металла
4. Экономическая часть
На агрегате «ковш-печь» в ЭСПЦ существует необходимость замены
гидравлических аппаратов в системе. Мероприятием предусмотрена замена
гидравлического распределителя с электромагнитным управлением на регулируемый
пропорциональный распределитель, во время капитального ремонта агрегата
«ковш-печь». Это позволит сократить расходы на ремонтах свода АКП, уменьшить
горячие простои из-за неисправности, а также уменьшить затраты на запасные части.
.1 Расчет стоимости модернизации оборудования без проведения
дополнительных работ
Таблица -8. Расчет стоимости деталей для реализации модернизации
|
Наименование элементов
оборудования
|
Стоимость ед., руб.
|
Кол-во ед.
|
Сумма, руб.
|
|
Распределитель Parker
|
45570
|
1
|
45570
|
|
ИТОГО:
|
45570
|
Проектное мероприятие предусматривает модернизацию оборудования, которая
будет производиться во время ремонта.
Стоимость оборудования, рассчитывается по формуле:
Км = СВВ + Зтр + Зпр (42)
где СВВ - стоимость элементов оборудования, руб.;
Зтр - затраты на транспортные расходы, руб.;
принимаем 6% от стоимости оборудования;
Зпр - затраты на проектно-конструкторские работы, руб.;
принимаем 2% от цены оборудования.
Зстр=0,06·45570=2734,2руб;
Змонт=0,02·45570=911,4руб;
Км = 45570+2734,2+911,4=49215,6 руб;
.2 Расчет инвестиций в оборотные средства
Расчет инвестиций в оборотные средства рассчитывается как изменение
норматива незавершенного производства, с учетом норматива запасных частей на
вновь вводимое оборудование.
Норматив незавершенного производства записывается по формуле:
 (43)
(43)
где
Зн.п. - продолжительность не завершенного производства, 0,66 сут.
Сц
- цеховая себестоимость производства продукции, руб;
Кн.р.
- коэффициент нарастания расходов.
 руб;
руб;
 руб;
руб;
 ,
,
Норматив
запаса заменяемых однотипных деталей для группы машин и механизмов, руб.:
Нд= с.д.
с.д. Цд) (44)
Цд) (44)
где
m - количество однотипных деталей в группе
оборудования, сут.;
 с.д. -
коэффициент неравномерности ремонтов;
с.д. -
коэффициент неравномерности ремонтов;
Цд
- стоимость детали, руб.
Нд=
Инвестиции
в оборотные средства рассчитываются:
∆Н=Нн.п.2.
- Нн.п.1 + Нз (45)
∆Н=92119117-89538943+36456=2616630руб.
Расчет общей величины инвестиций, К, руб., на реализацию предлагаемой
модернизации оборудования рассчитывается по формуле:
К=Км+∆Н (46)
К=49215,6+2616630=2665845,6 руб.
Расчет затрат на заработную плату ремонтных бригад производится с учетом
того, что работает одна ремонтная бригада из 5 человек.
.3 Расчёт выпуска продукции
Выпуск продукции В, т/год, рассчитывается по формуле:
В
= Р Тф (47)
Тф (47)
где Р - производительность оборудования, т/сут или т/ч;
Тф - фактическое время работы оборудования, сут/год или ч/год.
Для оборудования непрерывного действия Тф рассчитывается по формуле:
 (48)
(48)
где
Тн - номинальное время работы, сут./год;
Тт.п.
- текущие простои, ч, для станапримем 4% к номинальному времени.
 (49)
(49)
где
Тк - календарное время работы, сут./год;
Тк.р.
- капитальный ремонт сут./год;
Тн = 365- 6=359 сут./год,
Тф1 = 359- 14,36=344,6 сут./год,
Тт.п.1=4% Тн = 4%359
=14,36
Тн = 4%359
=14,36
Тт.п.2=
Тт.п.1- ( Тт.п.10,4)=14,36 - (14,360,4)=8,61
Тф2=Тн
- Тт.п.2= 359- 8,61=350,4сут./год,
В1=3400344,6=1171640 т/год.
В2=3500350,4=1226400 т/год.
.4 Расчет себестоимости продукции по базовому и проектному варианту
Расчет проектного варианта себестоимости рассчитывается по формуле:
С2
= (50)
(50)
где
В2 - выпуск продукции по проектному варианту, т/год;
В1
- выпуск продукции по базовому варианту, т/год;
Кр
- коэффициент увеличения выпуска продукции,
а
и в - доля условно-постоянных и условно-переменных затрат в себестоимости
продукции, выраженная в долях единицы, принимаем по данным цеха а=70%, в=30%.
Кр= (51)
(51)
Кр== 
Себестоимость
по базовому варианту берется по цеховым данным.
Результаты
расчета сводим в таблицу в
Таблица
- 9. Расчет себестоимости продукции по базовому и проектному вариантам
рельсобалочного цеха
|
Наименование статей затрат
|
Норма расхода на тонну
|
Цена руб./т
|
Сумма, руб.
|
|
|
|
Базовый вариант
|
Проектный варант
|
|
1)Задано: Сталь
|
|
|
|
|
|
Сталь 1т
|
|
|
40000
|
40000
|
|
Отходы: Флюс
|
0,07
|
2000
|
140
|
140
|
|
Окалина, свар.шлак
|
0,06
|
2000
|
120
|
120
|
|
Итого отходов
|
|
|
260
|
260
|
|
Задано за вычетом отходов
|
1
|
|
39740
|
39740
|
|
I.Расходы по переделу
|
|
|
|
|
|
1)Энергетические затраты
|
|
|
|
|
|
электроэнергия(1000квт.ч)
|
|
|
14,12
|
13,21
|
|
Вода 1 в/п (куб.м)
|
|
|
8,68
|
8,12
|
|
пар
|
|
|
5,03
|
4,68
|
|
кислород (куб.м)
|
|
|
61,39
|
57,41
|
|
сжатый воздух (1000 куб.м)
|
|
|
3,47
|
3,24
|
|
Итого
|
|
|
92,69
|
86,66
|
|
2)Фонд заработной платы
|
|
|
20,79
|
19,43
|
|
3)Отчисления на соц.нужды
|
|
|
7,54
|
7,0
|
|
4)Сменное оборудование
|
|
|
68,89
|
64,5
|
|
5)затраты на ремонт, всего
|
|
|
83,36
|
78,0
|
|
6)Транспортные услуги цехов
|
|
|
15,02
|
14,0
|
|
7)Охрана труда
|
|
|
14,2
|
13,26
|
|
8)Содержание основных фондов
|
|
|
10,92
|
10,3
|
|
9)Прочие расходы
|
|
|
48,6
|
45,6
|
|
Расходы по переделу
|
|
|
362
|
338,8
|
|
Цеховая себестоимость
|
|
|
40102
|
40078,8
|
.5 Расчет экономии затрат от снижения себестоимости продукции
 (52)
(52)

.6 Экономия затрат на ремонтах за год при увеличении ремонтного цикла или
межремонтного периода
По данным ЭСПЦ за 2011 год структура ремонтного цикла ППР имеет вид: К -
11Т - К - 11Т - К;
Межремонтный период составляет 29 суток ;
Ремонтный цикл составил 365 суток.
Количество ремонтов (n) в
год по базовому и проектному вариантам рассчитывается по формуле:
 , (53)
, (53)
где
Д1 - срок службы элементов оборудования до мероприятия, сут.;
Д2
- срок службы элементов оборудования после мероприятия, сут.;
Д1
= 365 сут.
Д2
= 730 сут., 1095 сут.

Соответственно
и затраты на ремонты снизятся пропорционально уменьшению числа ремонтов и их
стоимости рассчитываются по формуле:
 (54)
(54)

где
Эр - экономия затрат на ремонт при увеличении ремонтного цикла и межремонтного
периода соответственно, руб.;
Зр
- затраты на один ремонт составляет 50% от стоимости самой машины, руб;
Ар
- количество единиц оборудования данной группы, машин или механизмов в цехе,
узлов в оборудовании, подлежащих ремонту.
Согласно
статистическим данным интернет портала «TIU.ru»
за 2011 - 2013 гг, стоимость составляет:
Водоохлаждаемый
свод для АКП = 2 700 000 рублей
.7 Общая экономия текущих затрат
Общая экономия текущих затрат Эобщ, руб., рассчитывается по формуле:
Эобщ=
Эр+  (55)
(55)
Эобщ=
Эр +  руб
руб
Эобщ=
940600 руб
.8 Расчет показателей эффективности инвестиций
Срок окупаемости инвестиций рассчитывается по формуле:
 (56)
(56)

где
Трок- расчетный срок окупаемости инвестиций, лет
К
- инвестиции, руб.;
Эоб
(Эуг) - экономия текущих затрат, руб.;
.9 Финансирование инвестиций
Финансирование инвестиций производится за счет банковского кредита.
Величина процентов за весь срок использования кредита З, руб., рассчитываются
по формуле:
 ; (57)
; (57)
где,
К - общая сумма инвестиций, руб.
Д
- срок пользования кредитом, лет, принимаем Д=Ток,
С
- годовая процентная ставка за кредит, %, примем 12%.
 руб.
руб.
 (58)
(58)

5. Безопасность и экологичность проекта
.1 Безопасность
.1.1 Анализ условий труда в цехе
Производство продукции в ЭСПЦ сопряжено с рядом опасных и вредных
факторов, которые приводят к травмам, потере трудоспособности, профессиональным
заболеваниям, именно поэтому один раз в три года проводится аттестация рабочих
мест по условиям труда. Аттестация проводится в целях оценки условий труда на
рабочих местах и выявления вредных и опасных производственных факторов.
Таблица - 10. Фактическое состояние условий труда на рабочих местах ЭСПЦ
|
№
|
Код
|
Наименование
|
ПДК, ПДУ предельно
допустимый уровень
|
Фактический уровень
производственного фактора
|
Величина отклонения
|
Класс условий труда,
степень вредности и опасности
|
Продолжительность
воздействия
|
|
1
|
4.51
|
Вибрация локальная
|
112 дб
|
117 дб
|
5дб
|
3,1
|
6
|
|
2
|
2.01
|
Соединение пыли
|
2 мг/м
|
10 мг/м
|
8 мг/м
|
3,2
|
6
|
|
3
|
4.50
|
Уровень шума
|
80 дБа
|
88 дБа
|
8 дБа
|
3,1
|
8
|
|
4
|
4.6.201
|
Температура воздуха
|
20-25 град
|
7 град
|
-13-18
|
3,1
|
8
|
|
5
|
4.65
|
Интенсивность теплового
излучения
|
Не бол.140 Вт/м
|
120 Вт/м
|
нет
|
1
|
12
|
|
6
|
4.68
|
Искусственное освещение
|
200 Лк
|
170 Лк
|
30 Лк
|
3,1
|
12
|
|
7
|
5.05
|
Рабочая поза
|
Свободная
|
Свободная
|
нет
|
1
|
12
|
|
8
|
5.08.2
|
Степень сложности
|
Обработка
|
Обработка
|
нет
|
2
|
12
|
|
9
|
5.09.2
|
Число объектов
одновременного наблюдения
|
До 5
|
4
|
нет
|
1
|
12
|
|
10
|
5.11
|
Нагрузка на слуховой
анализатор
|
Разборчивость слов от 70 до
90%
|
75%
|
нет
|
2
|
12
|
|
11
|
5.12.1
|
Значимость ошибки
|
Дополнительные усилия со стороны
руководства
|
Дополнительные усилия со
стороны руководства
|
нет
|
2
|
12
|
|
12
|
5.14
|
Режим работы
|
12 часов
|
12 часов
|
нет
|
3,1
|
12
|
|
13
|
Сменность работы
|
Двухсменная
|
двухсменная
|
нет
|
3,1
|
12
|
Проанализировав данные таблицы по степени отклонения фактических уровней
факторов рабочей среды и трудового процесса от нормативов, условия на рабочем
месте можно отнести к классу 3.3 ( вредные условия труда), а условия по
травмоопасности к классу 1 ( оптимальный ), также можно сделать вывод, что в
соответствии с ГОСТ12.1.00.5-88 - запыленность, ГОСТ12.1.00.3-83 - шум,
ГОСТ12.1.012-90 - вибрация, ГОСТ12.1.005-88 - температура воздуха и СниП
23-05-95 - освещение на рабочих местах в цехе превышает допустимый уровень.
.1.2 Мероприятия, направленные на улучшение условий труда
Проектом предусматривается замена в гидросистеме агрегата «ковш-печь»
гидравлического распределителя цилиндра подъема свода АКП с электромагнитным
управлением на пропорциональный управляемый распределитель. Это позволит
уменьшить количество ремонтов свода и его элементов. Тем самым увеличим срок
службы оборудования и значит уменьшим возможность случайных травм рабочих при
ремонте этого оборудования. Кроме того, проект предусматривает необходимость
принятия предупреждающих мер, направленных на обеспечение безопасных условий
труда. Эти меры сводятся к использованию спецодежды и индивидуальных средств
защиты, применению оградительных устройств, блокирующих устройств, средств
сигнализации, поддержанию рабочих мест в чистоте и исправности, обучению всех
трудящихся безопасным приемам работы и строгому соблюдению трудящимися правил
техники безопасности и производственной санитарии.
.1.3 Пожаро- и взрывобезопасность
Согласно НПБ 105-03 ЭСПЦ по пожаро - и взрывобезопасности относится к
категории “Г” (помещения, в которых материалы находятся в горячем расколенном
состоянии, в процессе обработки которых выделяется тепло и свет).
Таблица -11. Перечень пожароопасных мест в ЭСПЦ
|
№ п.п.
|
Наименование помещений и
мест
|
Характер опасности
|
Категория производства
|
|
1
|
Паротерапевтический
комплекс
|
Наличие сгораемых
материалов
|
В
|
|
2
|
Склад красок
|
Наличие сгораемых
материалов
|
В
|
|
3
|
НАС
|
Возможна утечка масла
|
В
|
|
4
|
Маслоподвалы
|
Возможна утечка масла
|
В
|
|
5
|
Помещение гидроприводов
упоров
|
Возможна утечка масла
|
В
|
|
6
|
Маслотоннели
|
Возможна утечка масла
|
В
|
|
7
|
Маслостанции разливочного
пролета, ОСКЗ, ОНРС
|
Возможна утечка масла
|
В
|
|
8
|
Камеры трансформаторов
|
Возможна утечка масла
|
В
|
|
9
|
Трансформаторные подстанции
|
Возможна утечка масла,
загорание изоляции кабелей
|
В
|
|
10
|
Электропомещения цеха
|
Наличие сгораемых
материалов
|
В
|
|
11
|
Парогенераторная
|
Возможна утечка газа
|
В
|
|
|
|
|
|
|
|
Меры противопожарной защиты можно разделить на пассивные и активные:
· Пассивные меры сводятся к архитектурно-планировочным
решениям. При проектировании здания необходимо предусмотреть удобство подхода и
проникновения в помещения пожарных подразделений, снижение опасности
распространения огня между этажами, отдельными помещениями и зданиями,
конструктивные меры, обеспечивающие незадымляемость зданий, противопожарные
разрывы, преграды для распространения огня, выполнение конструкция здания из
трудногорючих материалов и т. д.
· Активные меры заключаются в создании автоматической пожарной
сигнализации, установке систем автоматического пожаротушения, снабжении
помещений первичными средствами пожаротушения и др.
К средствам тушения пожаров относятся огнетушители, емкости с водой,
ящики с песком и т. п. Огнетушители в зависимости от применяемого в них
огнетушащего вещества подразделяются на пять классов: водные, пенные,
углекислотные, порошковые, хладоновые. На производстве применяются
воздушно-пенные огнетушители марок ОВП-5, ОВП-10, ОВП-100, ОВПУ-250. Они
заряжены б % водным раствором пенообразователя, давление в корпусе
огнетушителей создается углекислым газом, находящимся в специальных баллонах.
Воздушно-механическая пена образуется в раструбе, где раствор, выходящий из
корпуса, интенсивно перемешивается с воздухом.
Средствами защиты при пожаре являются средства защиты органов дыхания от
вредных веществ и дыма :респираторы, противогазы, самоспасатели.
.2 Экологичность проекта
За время выплавки стали в электропечах, особенно при вдувании кислорода,
температура металла повышается до 3000ºС, происходят различные химические
реакции, сопровождающиеся образованием газа. Этот газ содержит продукты
выгорания электродов, испарения, железа, кремнезема, глинозема и других
веществ, содержащихся в металле. Из электропечи газы выделяются во время
загрузки шихты, в процессе плавки и слива стали в ковш. Газ, выделяющийся из
печи, имеет следующий примерный состав: 15-25% оксида углерода; 5-11% диоксида
углерода; 0,5-3,5% водорода; 3,5-10% кислорода; 61-72% азота. Температура газа
на выходе из печи составляет 1800-2000ºС. Газ взрывоопасен из-за наличия в
нем СО, поэтому перед очисткой СО дожигается в специальном устройстве.
Концентрация пыли в газе может изменяться в широких пределах: от 2 до 10г/м3
без продувки кислородом и от 14 до 100 г/м3 при продувке им, причем
запыленность газов зависит от объема подсоса в зоне дожигания. Пыль состоит из
оксидов железа, кремния, алюминия, марганца, кальция. Вынос ферромагнитной пыли
из печи составляет 2,5-10 кг на 1т стали. Около 75% всего количества пыли
образуется в течение первой половины плавки, пыль мелкодисперсная. При
электросталеплавильном производстве из-за трудности улавливания около 40%
образовавшегося запыленного газа поступает непосредственно в атмосферу цеха.
Применяются следующие системы для улавливания, отвода и очистки газов
электропечей: устройство фонарей и вытяжных шахт в крыше цеха, через которые
попавший в цех газ удаляется естественным путем; установка над электропечью
зонта, полностью перекрывающего свод печи; секционный отсос, представляющий
укрытие из нескольких секций, присоединенных к вытяжному газоходу. Газ,
выходящий через зазоры между электродами и сводом печи, удаляется с помощью
отсосов; отвод газа непосредственно из-под свода печи, в котором делают
специальное отверстие, через которое при помощи водоохлаждаемого патрубка,
соединенного с газоотводящим газопроводом, отсасывают газ; отвод газа из-под
свода печи через патрубок с разрывом газового потока; полное укрытие печи,
позволяющее улавливать газы, выделяющиеся при загрузке, плавке и сливе металла.
В настоящее время для очистки газа от пыли используются тканевые фильтры,
в них используются термостойкие фильтровальные ткани (выдерживают температуру
140-250ºС) из волокна лавсана, оксалона и др.
Одно из основных условий, позволяющих снизить выбросы вредных веществ,
правильное, квалифицированное ведение технологических процессов в
электросталеплавильном производстве. При этом решающая роль принадлежит
рабочим, осуществляющим процесс выплавки и разливки стали (сталеварам, их
подручным, разливщикам стали). Работа по обслуживанию сталеплавильных агрегатов
требует от них усиленного внимания, так как возникновение определенных
признаков указывает на возможные изменения в технологическом процессе,
предаварийные ситуации, изменения внешней производственной среды. Эти рабочие
должны быть в состоянии постоянной готовности к различным неожиданно
возникающим экстремальным отклонениям в ходе технологического процесса и уметь
быстрыми и квалифицированными действиями предотвратить аварии и внезапные
выбросы вредных веществ
Рисунок 40 - Газоочистка с обратным универсальным конусом
.3 Мероприятия по ликвидации чрезвычайных ситуаций
В таблице приведены опасности и риски металлургических объектов,
расположенных в ЭСПЦ, а также способы и средства их предотвращения.
Таблица - 12. ПЛА
|
№
|
Наименование аварии
|
Возможное развитие аварий,
последствий, в т.ч. за пределами Общества
|
Способы и средства
предотвращения аварий
|
Меры по локализации аварий
|
|
1
|
Уход жидкой стали из
электропечи
|
1.Задымленность, высокая
степень парообразования, запыленность, загазованность территории цеха. 2.При
попадании жидкой стали на влагу - взрывы различной силы. 3.Травмирование
обслуживающего персонала. 4.Возникновение возгорания.
|
1.Соблюдение межремонтных
периодов. 2.Визуальный осмотр печи перед каждой плавкой. 3.Установка датчиков
температуры на кожухе подины печи. 4.Соблюдение мер безопасности под
электропечью (отсутствие воды, масел и т.п.). 5.Безопасная остановка печи в
соответствии с инструкцией.
|
1.Аварийная остановка
электропечи. 2.Сообщение руководству цеха, диспетчеру завода, руководству
комбината. 3.Действия персонала согласно соответствую щей позиции ПЛА.
|
|
2
|
Уход жидкого металла в
днище ковша с разрушением сталевоза, чугуновоза и др.технических устройств
|
1.Задымленность
запыленность и, загазованность территории цеха. 2.При попадании жидкого
металла на влагу - взрывы различной силы. 3.Травмирование обслуживающего
персонала. 4.Возникновение возгорания.
|
1.Тщательный осмотр ковшей
перед их запуском в работу. 2.Соблюдение мер безопасности на путях
сталевозов, чугуновозов (чистота под печью, отсутствие воды, отсутствие атмосферных
осадков, отсутствие масла). 3.Соблюдение технологии кладки футеровки.
|
1.Аварийная остановка
электропечи. 2.Сообщение руководству цеха, диспетчеру завода, руководству
комбината. 3.Действия персонала согласно соответствую щей позиции ПЛА.
|
|
|
3
|
Разрушение печного
трансформатора, трансформатора АКОС
|
1.Возгорание масла в
приямке трансформатора, задымленность, загазованность помещения и рабочей
площадки электропечного отделения. 2.При обугливании резиновых уплотнений
произойдет развитие пожара с выбросом масла из бака трансформатора с его
воспламенением. 3.Отравление обслуживающего персонала продуктами горения и
окисью углерода.
|
1.Контроль за работой
электрооборудования в помещении трансформаторов. 2.Постоянные обходы
помещений трансформаторов электрослужбой сервисной компании. 3.Немедленное
исправление неисправностей электрооборудования и отступлений от правил ПУЭ
4.Работоспособность пожарной сигнализации. 5.Работоспособность генераторов
огнегасящего аэрозоля. 6.Работоспособность сухопроводов тушения приямков и
камеры трансформатора.
|
1.Аварийная остановка печи
с отключением ОП-9. 2.Сообщить руководству комбината (главному инженеру,
главному электрику, главному энергетику) через диспетчера завода. 3.Сообщить
руководству цеха (начальнику цеха, зам. начальника цеха) 4.Действия персонала
в соответствии с позицией ПЛА 5.Персонал, не участвующий в ликвидации аварии,
вывести в безопасное место.
|
Заключение
Проблема надежности имеет два аспекта: первый-оценка надёжности, а второй
- её повышение. В первом случае определяется надежность конкретных деталей или
систем на основе исходных данных об их состоянии, полученных в результате
обработки фактических (статистических) данных. Во втором случае разрабатываются
конкретные мероприятия по повышению надежности оборудования и проводится
последующая оценка результатов их проведения с помощью соответствующих
показателей надежности.
Металлургическое оборудование, работающее в весьма тяжелых условиях
непрерывного производства, должно обеспечивать надежную работу с возможно большими
межремонтными периодами. Эта проблема решается на всех стадиях существования
оборудования - проектирования, изготовления, эксплуатации. Проблеме повышения
надежности металлургического оборудования уделяется все больше внимания,
показатели надежности закладываются в проекты, проводятся новые исследования.
На многих металлургических предприятиях, в проектных и научно-исследовательских
организациях созданы подразделения, занимающиеся вопросами надежности. Однако
создаваемое оборудование обычно не лишено некоторых недостатков, проявляющихся
в процессе эксплуатации и приводящих к его отказам и, как следствие, к
ухудшению технико-экономических показателей. Целью работы является выявление
причин возникновения этих недостатков и проведение соответствующих исследований,
которые позволят получить информацию для дальнейшего повышения надежности
оборудования.
Список использованной литературы
1.
Металлургия стали
/ Явойский, В.И., Кряковский, Ю.В., Григорьев, В.П. и др. - М.:Металлургия,
2010. - 584 с.
2.
Кудрин, В.А.
Металлургия стали. - М.: Металлургия, 2009. - 560 с.
3.
Технология
производства стали в современных конвертерных цехах / Колпаков, С.Ф., Старов,
Р.В., Смоктий, В.В. и др. - М.: Металлургия, 2011. - 464с.
4.
Емельянов, В.А.
Тепловая работа машин непрерывного литья заготовок. - М.: Металлургия, 2008. -
143 с.
5.
Лисиенко, В.Г.,
Самойлович, Ю.А. Теплотехнические основы технологии и конструирования машин
непрерывного литья заготовок.- Красноярск: Изд-во Красноярского ун-та, 2006. -
120 с.
6.
Сталеплавильное
производство. /Справочник, т.1. Под ред. А.М. Самарина М.: Металлургия, 2009. -
476 с.
Приложения
Приложение А
Таблица-А1 . Статистика работоспособности скраповоза
|
Срок службы
|
Работоспособность,ч
|
Срок службы
|
Работоспособность,ч
|
|
17.01-26.01.2008
|
163
|
13.08-22.09.2010
|
921
|
|
26.01-07.02.2008
|
257
|
22.09-24.10.2010
|
758
|
|
07.02-13.03.2008
|
781
|
24.10-08.11.2010
|
328
|
|
13.03-29.04.2008
|
1068
|
08.11-16.12.2010
|
898
|
|
29.04-07.05.2008
|
147
|
16.12-03.01.2011
|
397
|
|
07.05-11.06.2008
|
832
|
03.01-19.01.2011
|
370
|
|
11.06-26.07.2008
|
1070
|
19.01-25.02.2011
|
884
|
|
26.07-17.08.2008
|
483
|
25.02-06.03.2011
|
205
|
|
17.08-30.08.2008
|
315
|
06.03-29.03.2011
|
526
|
|
30.08-11.09.2008
|
247
|
29.03-14.04.2011
|
384
|
|
11.09-03.10.2008
|
530
|
14.04-18.05.2011
|
808
|
|
03.10-11.11.2008
|
890
|
18.05-27.06.2011
|
943
|
|
11.11-07.12.2008
|
610
|
27.06-17.07.2011
|
480
|
|
07.12-17.12.2008
|
214
|
17.07-18.07.2011
|
4
|
|
17.12.2008-29.01.2009
|
305
|
18.07-22.08.2011
|
839
|
|
29.01-03.02.2009
|
68
|
22.08-31.08.2011
|
182
|
|
03.02-15.03.2009
|
1004
|
31.08-21.09.2011
|
496
|
|
15.03-22.04.2009
|
846
|
21.09-04.10.2011
|
286
|
|
22.04.17.05.2009
|
563
|
04.10-19.10.2011
|
351
|
|
17.05-14.06.2009
|
599
|
19.10-24.11.2011
|
845
|
|
14.06-15.05.2009
|
693
|
24.11-24.12.2011
|
689
|
|
15.05-17.06.2009
|
752
|
24.12.2011-11.01.2012
|
401
|
|
17.06-03.07.2009
|
376
|
11.01-28.01.2012
|
366
|
|
03.07-07.08.2009
|
824
|
28.01-01.02.2012
|
76
|
|
07.08-09.09.2009
|
758
|
01.02-20.03.2012
|
864
|
|
09.09-24.09.2009
|
328
|
20.03-07.04.2012
|
384
|
|
24.09-26.10.2009
|
753
|
07.04-09.05.2012
|
751
|
|
26.10-10.11.2009
|
328
|
09.05-19.06.2012
|
967
|
|
10.11.2009-29.01.2010
|
1881
|
19.06-21.07.2012
|
728
|
|
29.01-03.02.2010.
|
18
|
21.07-13.08.2012
|
516
|
|
01.02-12.03.2010
|
1702
|
13.08-14.09.2012
|
750
|
|
12.03-21.04.2010
|
895
|
14.09-29.09.2012
|
320
|
|
21.04-25.04.2010
|
81
|
29.09-15.10.2012
|
376
|
|
25.04-15.05.2010
|
396
|
15.10-27.10.2012
|
272
|
|
15.05-01.06.2010
|
364
|
27.10-17.11.2012
|
463
|
|
01.06-27.07.2010
|
1352
|
17.11- 30.11.2012
|
294
|
|
27.07-13.08.2010
|
397
|
30.11-22.12.2012
|
483
|
|
|
22.12.2012
|
25
|
Рисунок А1 - Распределение времени работы скраповоза
Таблица -А2. Статистика отказов и простоев скраповоза
|
Дата простоя
|
Продолжительность,ч
|
Дата простоя
|
Продолжительность,ч
|
|
17.01.2008
|
29
|
13.08.2010
|
15
|
|
07.02.2008
|
11
|
24.10.2010
|
32
|
|
13.03.2008
|
36
|
08.11.2010
|
14
|
|
29.04.2008
|
45
|
16.12.2010
|
35
|
|
07.05.2008
|
8
|
03.01.2011
|
14
|
|
11.06.2008
|
34
|
19.01.2011
|
4
|
|
26.07.2008
|
45
|
25.02.2011
|
11
|
|
17.08.2008
|
21
|
06.03.2011
|
26
|
|
30.08.2008
|
41
|
29.03.2011
|
0
|
|
11.09.2008
|
11
|
14.04.2011
|
8
|
|
03.10.2008
|
22
|
18.05.2011
|
17
|
|
11.11.2008
|
14
|
27.06.2011
|
0
|
|
07.12.2008
|
26
|
17.07.2011
|
20
|
|
17.12.2008
|
31
|
18.07.2011
|
1
|
|
29.01.2009
|
52
|
22.08.2011
|
34
|
|
03.02.2009
|
52
|
31.08.2011
|
8
|
|
15.03.2009
|
42
|
21.09.2011
|
26
|
|
22.04.2009
|
37
|
04.10.2011
|
9
|
|
17.05.2009
|
25
|
19.10.2011
|
19
|
|
14.06.2009
|
27
|
24.11.2011
|
31
|
|
15.05.2009
|
24.12.2011
|
31
|
|
17.06.2009
|
32
|
11.01.2012
|
42
|
|
03.07.2009
|
16
|
28.01.2012
|
20
|
|
07.08.2009
|
34
|
01.02.2012
|
24
|
|
09.09.2009
|
32
|
20.03.2012
|
48
|
|
24.09.2009
|
15
|
07.04.2012
|
17
|
|
26.10.2009
|
32
|
09.05.2012
|
17
|
|
10.11.2009
|
15
|
19.06.2012
|
40
|
|
29.01.2010.
|
78
|
21.07.2012
|
36
|
|
01.02.2010
|
2
|
13.08.2012
|
18
|
|
12.03.2010
|
41
|
14.09.2012
|
40
|
|
21.04.2010
|
39
|
29.09.2012
|
8
|
|
25.04.2010
|
84
|
15.10.2012
|
16
|
|
15.05.2010
|
20
|
27.10.2012
|
41
|
|
01.06.2010
|
16
|
17.11.2012
|
18
|
|
27.07.2010
|
72
|
30.11.2012
|
45
|
|
|
22.12.2012
|
25
|
Рисунок А2- Распределение продолжительности простоев скраповоза
Таблица -А3. Статистика работоспособности литейного крана
|
Срок службы
|
Работоспособность,ч
|
Срок службы
|
Работоспособность,ч
|
|
03.01-27.01.2008
|
569
|
31.07-11.08.02010
|
222
|
|
27.01-03.02.2008
|
167
|
11.08-22.08.2010
|
253
|
|
03.02-13.03.2008
|
906
|
22.08-03.09.2010
|
276
|
|
13.03-18.03.2008
|
50
|
03.09-17.09.2010
|
323
|
|
18.03-18.04.2008
|
699
|
17.09-07.10.2010
|
455
|
|
18.04-20.04.2008
|
26
|
07.10-19.10.2010
|
271
|
|
20.04-10.05.2008
|
448
|
19.10-03.11.2010
|
292
|
|
10.05-19.05.2008
|
194
|
03.11-04.11.2010
|
36
|
|
19.05-13.06.2008
|
571
|
04.11-20.11.2010
|
383
|
|
13.06-11.07.2008
|
648
|
20.11-30.11.2010
|
237
|
|
11.07-21.08.2008
|
956
|
30.11-16.12.2010
|
358
|
|
21.08-17.09.2008
|
608
|
16.12-24.12.2010
|
176
|
|
17.09-30.09.2008
|
246
|
24.12-30.12.2010
|
110
|
|
30.09-15.10.2008
|
321
|
30.12-31.12.2010
|
42
|
|
15.10-26.10.2008
|
201
|
31.12.2010-25.01.2011
|
585
|
|
26.10-29.10.2008
|
69
|
25.01-28.01.2011
|
39
|
|
29.10-07.11.2008
|
213
|
28.01-18.02.2011
|
503
|
|
07.11-21.12.2008
|
1034
|
18.02-01.03.2011
|
220
|
|
21.12.2008-25.01.2009
|
796
|
01.03-26.03.2011
|
588
|
|
25.01-26.01.2009
|
12
|
26.03-18.04.2011
|
540
|
|
26.01-28.02.2009
|
791
|
18.04-16.05.2011
|
656
|
|
28.02-08.03.2009
|
160
|
16.05-04.06.2011
|
438
|
|
08.03-24.03.2009
|
376
|
04.06-14.07.2011
|
936
|
|
24.03-07.04.2009
|
320
|
14.07-15.07.2011
|
47
|
|
07.04-08.04.2009
|
32
|
15.07-18.07.2011
|
70
|
|
08.04-09.04.2009
|
35
|
18.07-30.08.2011
|
1025
|
|
09.04-28.04.2009
|
455
|
30.08-20.09.2011
|
461
|
|
28.04-01.05.2009
|
53
|
20.09-01.10.2011
|
488
|
|
01.05-17.05.2009
|
286
|
01.10-17.10.2011
|
158
|
|
17.05-01.06.2009
|
341
|
17.10-19.10.2011
|
37
|
|
01.06-07.06.2009
|
65
|
19.10-24.11.2011
|
849
|
|
07.06-24.06.2009
|
388
|
24.11-15.12.2011
|
469
|
|
24.06-16.07.2009
|
511
|
15.12-21.12.2011
|
123
|
|
16.07-17.07.2009
|
26
|
21.12-01.01.2011
|
224
|
|
17.07-29.07.2009
|
287
|
|
|
|
29.07-03.08.2009
|
108
|
01.01-11.01.2012
|
239
|
|
03.08-17.08.2009
|
332
|
11.01-26.01.2012
|
350
|
|
17.08-23.09.2009
|
792
|
26.01-17.02.2012
|
518
|
|
23.09-21.10.2009
|
638
|
17.02-06.03.2012
|
400
|
|
21.10-04.11.2009
|
303
|
06.03-12.03.2012
|
104
|
|
04.11-29.11.2009
|
495
|
12.03-18.03.2012
|
138
|
|
29.11-10.12.2009
|
239
|
18.03-24.04.2012
|
143
|
|
10.12-31.12.2009
|
473
|
24.04-20.05.2012
|
582
|
|
31.12.2009-16.01.2010
|
363
|
20.05-28.05.2012
|
166
|
|
16.01-19.01.2010
|
45
|
28.05-07.06.2012
|
232
|
|
19.01-14.02.2010
|
621
|
07.06-23.06.2012
|
375
|
|
14.02-24.02.2010
|
233
|
23.06-24.07.2012
|
673
|
|
24.02-18.03.2010
|
493
|
24.07-13.08.2012
|
433
|
|
18.03-30.03.2010
|
210
|
13.08-16.09.2012
|
812
|
|
30.03-03.04.2010
|
95
|
16.09-29.09.2012
|
279
|
|
03.04-15.04.2010
|
239
|
29.09-24.10.2012
|
587
|
|
15.04-29.05.2010
|
1044
|
24.10-12.11.2012
|
404
|
|
29.05-02.06.2010
|
54
|
12.11-19.11.2012
|
152
|
|
02.06-19.06.2010
|
365
|
19.11-10.12.2012
|
498
|
|
19.06-17.07.2010
|
608
|
10.12-18.12.2012
|
171
|
|
17.07-31.07.2010
|
291
|
18.12.2012
|
29
|
Рисунок А3 - Распределение времени работы литейного крана
Таблица -А4. Статистика отказов и простоев литейного крана
|
Дата простоя
|
Продолжительность,ч
|
Дата простоя
|
Продолжительность,ч
|
|
03.01.2008
|
7
|
31.10.2010
|
42
|
|
27.01.2008
|
1
|
11.08.2010
|
11
|
|
03.02.2008
|
6
|
22.08.2010
|
12
|
|
13.03.2008
|
70
|
03.09.2010
|
13
|
|
18.03.2008
|
45
|
17.09.2010
|
25
|
|
18.04.2008
|
22
|
07.10.2010
|
17
|
|
20.04.2008
|
32
|
19.10.2010
|
68
|
|
10.05.2008
|
22
|
03.11.2010
|
12
|
|
19.05.2008
|
29
|
04.11.2010
|
1
|
|
13.06.2008
|
24
|
20.11.2010
|
3
|
|
11.07.2008
|
28
|
30.11.2010
|
26
|
|
21.08.2008
|
40
|
16.12.2010
|
16
|
|
17.09.2008
|
66
|
34
|
|
30.09.2008
|
39
|
30.12.2010
|
6
|
|
15.10.2008
|
15
|
31.12.2010
|
15
|
|
26.10.2008
|
3
|
25.01.2011
|
33
|
|
29.10.2008
|
3
|
28.01.2011
|
1
|
|
07.11.2008
|
22
|
18.02.2011
|
44
|
|
21.12.2008
|
44
|
01.03.2011
|
12
|
|
25.01.2009
|
36
|
26.03.2011
|
12
|
|
26.01.2009
|
1
|
18.04.2011
|
16
|
|
28.02.2009
|
32
|
16.05.2011
|
18
|
|
08.03.2009
|
8
|
04.06.2011
|
24
|
|
24.03.2009
|
16
|
14.07.2011
|
1
|
|
07.04.2009
|
16
|
15.07.2011
|
2
|
|
08.04.2009
|
13
|
18.07.2011
|
7
|
|
09.04.2009
|
1
|
30.08.2011
|
43
|
|
28.04.2009
|
19
|
20.09.2011
|
16
|
|
01.05.2009
|
122
|
01.10.2011
|
10
|
|
17.05.2009
|
19
|
17.10.2011
|
35
|
|
01.06.2009
|
79
|
19.10.2011
|
15
|
|
07.06.2009
|
20
|
24.11.2011
|
35
|
|
24.06.2009
|
17
|
15.12.2011
|
21
|
|
16.07.2009
|
22
|
21.12.2011
|
40
|
|
17.07.2009
|
1
|
15.12.2011
|
21
|
|
29.07.2009
|
12
|
01.01.2012
|
1
|
|
03.08.2009
|
4
|
11.01.2012
|
10
|
|
17.08.2009
|
96
|
26.01.2012
|
10
|
|
23.09.2009
|
34
|
17.02.2012
|
8
|
|
21.10.2009
|
33
|
06.03.2012
|
40
|
|
04.11.2009
|
105
|
12.03.2012
|
6
|
|
29.11.2009
|
25
|
18.03.2012
|
1
|
|
10.12.2009
|
31
|
24.04.2012
|
42
|
|
31.12.2009
|
21
|
20.05.2012
|
26
|
|
16.01.2010
|
27
|
28.05.2012
|
8
|
|
19.01.2010
|
3
|
07.06.2012
|
9
|
|
14.02.2010
|
7
|
23.06.2012
|
71
|
|
24.02.2010
|
35
|
24.07.2012
|
47
|
|
18.03.2010
|
78
|
13.08.2012
|
4
|
|
30.03.2010
|
1
|
16.09.2012
|
33
|
|
03.04.2010
|
49
|
29.09.2007
|
13
|
|
15.04.2010
|
12
|
24.10.2012
|
52
|
|
29.05.2010
|
42
|
12.11.2012
|
16
|
|
02.06.2010
|
43
|
19.11.20127
|
6
|
|
19.06.2010
|
64
|
10.12.2012
|
21
|
|
17.07.2010
|
45
|
18.12.2012
|
29
|
Рисунок А4 - Распределение продолжительности простоев литейного крана
Таблица -А5. Статистика работоспособности НАС
|
Срок службы
|
Работоспособность,ч
|
Срок службы
|
Работоспособность,ч
|
|
01.01-17.03.2008
|
1818
|
17.11.2009-01.01.2010
|
1056
|
|
17.03-11.05.2008
|
1278
|
01.01-14.03.2010
|
267
|
|
11.05-09.06.2008
|
661
|
14.03-13.04.2010
|
664
|
|
09.06-25.09.2008
|
2568
|
13.04-14.06.2010
|
1426
|
|
25.09-02.10.2008
|
166
|
14.06-19.06.2010
|
62
|
|
02.10-07.10.2008
|
112
|
19.06-21.07.2010
|
767
|
|
07.10-11.10.2008
|
91
|
21.07-17.08.2010
|
616
|
|
11.10-13.10.2008
|
42
|
17.08-04.09.2010
|
400
|
|
13.10-29.10.2008
|
383
|
04.09-11.10.2010
|
873
|
|
29.10-31.12.2008
|
1496
|
11.10-09.11.2010
|
664
|
|
31.12.2008-11.01.2009
|
216
|
09.11-14.11.2010
|
96
|
|
11.01-24.01.2009
|
310
|
14.11-15.11.2010
|
19
|
|
24.01-27.01.2009
|
67
|
15.11-19.11.2010
|
95
|
|
27.01-10.02.2009
|
333
|
19.11-24.12.2010
|
838
|
|
10.02-20.03.2008
|
896
|
24.12.2010-16.01.2012
|
552
|
|
20.03-16.04.2008
|
612
|
16.01-09.03.2011
|
1244
|
|
16.04-19.04.2009
|
46
|
09.03-19.05.2011
|
1692
|
|
19.04-03.05.2009
|
333
|
19.05-22.06.2011
|
814
|
|
03.05-05.05.2009
|
38
|
22.06-17.09.2011
|
2087
|
|
05.05-29.05.2009
|
574
|
17.09.2011-11.01.2012
|
2722
|
|
29.05-11.06.2009
|
288
|
11.01-17.04.2012
|
2215
|
|
11.06-02.08.2009
|
1236
|
17.04-18.07.2012
|
2130
|
|
02.08-12.08.2009
|
196
|
18.07-04.09.2012
|
1059
|
|
12.08-14.10.2009
|
1501
|
04.09-03.12.2012
|
2118
|
|
14.10-17.11.2009
|
765
|
03.12.2012
|
86
|
Рисунок А5 - Распределение времени работы НАС
Таблица -А6. Статистика отказов и простоев НАС
|
Дата простоя
|
Продолжительность,ч
|
Дата простоя
|
Продолжительность,ч
|
|
01.01.2008
|
30
|
17.11.2009
|
24
|
|
|
|
|
|
17.03.2008
|
42
|
01.01.2010
|
45
|
|
11.05.2008
|
35
|
14.03.2010
|
56
|
|
09.06.2008
|
24
|
13.04.2010
|
26
|
|
25.09.2008
|
2
|
14.06.2010
|
58
|
|
02.10.2008
|
8
|
19.06.2010
|
1
|
|
07.10.2008
|
5
|
21.07.2010
|
32
|
|
11.10.2008
|
6
|
17.08.2010
|
32
|
|
13.10.2008
|
1
|
04.09.2010
|
15
|
|
29.10.2008
|
16
|
11.10.2010
|
32
|
|
31.12.2008
|
48
|
09.11.2010
|
24
|
|
11.01.2009
|
2
|
14.11.2010
|
5
|
|
24.01.2009
|
5
|
15.11.2010
|
1
|
|
27.01.2009
|
3
|
19.11.2010
|
2
|
|
10.02.2008
|
16
|
24.12.2010
|
30
|
|
20.03.2008
|
36
|
16.01.2011
|
|
16.04.2009
|
26
|
09.03.2011
|
12
|
|
19.04.2009
|
3
|
19.05.2011
|
2
|
|
03.05.2009
|
10
|
22.06.2011
|
1
|
|
05.05.2009
|
2
|
17.09.2011
|
62
|
|
29.05.2009
|
24
|
11.01.2012
|
89
|
|
11.06.2009
|
12
|
17.04.2012
|
78
|
|
02.08.2009
|
44
|
18.07.2012
|
93
|
|
12.08.2009
|
11
|
04.09.2012
|
42
|
|
14.10.2009
|
51
|
03.12.2012
|
86
|
|
|
|
|
|
Рисунок А6 - Распределение продолжительности простоев НАС
Таблица -А7. Статистика работоспособности кислородных технологий BSЕ
|
Срок службы
|
Работоспособность,ч
|
Срок службы
|
Работоспособность,ч
|
|
16.01-29.01.2008
|
280
|
21.10-14.11.2010
|
561
|
|
29.01-14.03.2008
|
1044
|
14.11-27.11.2010
|
311
|
|
14.03-01.04.2008
|
396
|
27.11-17.12.2010
|
468
|
|
01.04-07.05.2008
|
849
|
17.12-20.12.2010
|
56
|
|
07.05-23.06.2008
|
1104
|
20.12.2010-03.01.2011
|
331
|
|
23.06-02.08.2008
|
195
|
03.01-29.01.2011
|
620
|
|
02.08-20.08.2008
|
411
|
29.01-16.02.2011
|
411
|
|
20.08-20.10.2008
|
1449
|
16.02-03.03.2011
|
358
|
|
20.10-24.11.2008
|
834
|
03.03-25.03.2011
|
523
|
|
24.11-12.12.2008
|
405
|
25.03-21.04.2011
|
636
|
|
12.12.2008-06.01.2009
|
592
|
21.04-09.05.2011
|
416
|
|
06.01-17.02.2009
|
1002
|
09.05-24.05.2011
|
359
|
|
17.02-13.03.2009
|
540
|
24.05-04.06.2011
|
255
|
|
13.03-01.04.2009
|
432
|
04.06-11.06.2011
|
164
|
|
01.04-08.05.2009
|
870
|
11.06-17.07.2011
|
862
|
|
08.05-24.06.2009
|
1105
|
17.07-26.08.2011
|
926
|
|
24.06-12.08.2009
|
1131
|
26.08-14.10.2011
|
1134
|
|
12.08-28.08.2009
|
383
|
14.10-15.11.2011
|
765
|
|
28.08-17.09.2009
|
466
|
15.11-18.12.2011
|
760
|
|
17.09-12.11.2009
|
1327
|
18.12-21.12.2011
|
47
|
|
12.11-19.12.2009
|
842
|
21.12.2011-03.01.2012
|
307
|
|
19.12.2009-10.01.2010
|
523
|
03.01-09.01.2012
|
132
|
|
10.01-02.02.2010
|
534
|
09.01-18.02.2012
|
959
|
|
02.02-23.02.2010
|
495
|
18.02-13.03.2012
|
526
|
|
23.02-14.03.2010
|
454
|
13.03-16.04.2012
|
815
|
|
14.03-26.03.2010
|
274
|
16.04-15.05.2012
|
628
|
|
26.03-17.05.2010
|
1239
|
15.05-17.06.2012
|
770
|
|
17.05-04.06.2010
|
384
|
17.06-05.08.2012
|
1171
|
|
04.06-13.06.2010
|
204
|
05.08-02.09.2012
|
651
|
|
13.06-05.07.2010
|
520
|
02.09-24.10.2012
|
1223
|
|
05.07-25.08.2010
|
1200
|
24.10-18.11.2012
|
564
|
|
25.08-29.08.2010
|
816
|
18.11-13.12.2012
|
594
|
|
29.08-10.09.2010
|
284
|
13.12.2012
|
20
|
Рисунок А7 - Распределение времени работы кислородных технологий BSЕ
Таблица - А8.Статистика отказов и простоев кислородных технологий BSЕ
|
Дата простоя
|
Продолжительность,ч
|
Дата простоя
|
Продолжительность,ч
|
|
16.01.2008
|
32
|
21.10.2010
|
15
|
|
29.01.2008
|
12
|
14.11.2010
|
1
|
|
14.03.2008
|
36
|
27.11.2010
|
12
|
|
01.04.2008
|
15
|
17.12.2010
|
16
|
|
07.05.2008
|
24
|
20.12.2010
|
5
|
|
23.06.2008
|
45
|
03.01.2011
|
4
|
|
02.08.2008
|
21
|
29.01.2011
|
21
|
|
20.08.2008
|
15
|
16.02.2011
|
2
|
|
20.10.2008
|
6
|
03.03.2011
|
5
|
|
24.11.2008
|
27
|
25.03.2011
|
12
|
|
12.12.2008
|
8
|
21.04.2011
|
16
|
|
06.01.2009
|
6
|
09.05.2011
|
1
|
|
17.02.2009
|
36
|
24.05.2011
|
9
|
|
13.03.2009
|
24
|
04.06.2011
|
4
|
|
01.04.2009
|
18
|
11.06.2011
|
2
|
|
08.05.2009
|
23
|
17.07.2011
|
34
|
|
24.06.2009
|
45
|
26.08.2011
|
42
|
|
12.08.2009
|
1
|
14.10.2011
|
3
|
|
28.08.2009
|
14
|
15.11.2011
|
32
|
|
17.09.2009
|
17
|
18.12.2011
|
25
|
|
12.11.2009
|
46
|
21.12.2011
|
5
|
|
19.12.2009
|
5
|
03.01.2012
|
12
|
|
10.01.2010
|
18
|
09.01.2012
|
1
|
|
02.02.2010
|
9
|
18.02.2012
|
26
|
|
23.02.2010
|
2
|
13.03.2012
|
1
|
|
14.03.2010
|
14
|
16.04.2012
|
14
|
|
26.03.2010
|
9
|
15.05.2012
|
22
|
|
17.05.2010
|
48
|
17.06.2012
|
5
|
|
04.06.2010
|
12
|
05.08.2012
|
21
|
|
13.06.2010
|
8
|
02.09.2012
|
25
|
|
05.07.2010
|
24
|
24.10.2012
|
36
|
|
25.08.2010
|
24
|
18.11.2012
|
6
|
|
29.08.2010
|
4
|
13.12.2012
|
20
|
|
10.09.2010
|
8
|
|
|
Рисунок А8- Распределение продолжительности простоев кислородных
технологий BSE
Таблица - А9.Статистика отказов и простоев механизма подъема портала печи
|
Дата простоя
|
Продолжительность,ч
|
Дата простоя
|
Продолжительность,ч
|
|
|
07.06.2008
|
1
|
16.11.2010
|
27
|
|
|
12.06.2008
|
5
|
20.11.2010
|
3
|
|
|
13.06.2008
|
35
|
24.12.2010
|
34
|
|
|
18.07.2008
|
3
|
03.01.2011
|
4
|
|
|
25.07.2008
|
6
|
17.01.2011
|
19
|
|
|
03.08.2008
|
8
|
04.02.2011
|
12
|
|
|
29.09.2008
|
54
|
19.02.2011
|
|
|
17.10.2008
|
14
|
07.03.2011
|
6
|
|
|
25.10.2008
|
12
|
16.03.2011
|
18
|
|
|
18.11.2008
|
19
|
11.04.2011
|
16
|
|
|
27.11.2008
|
8
|
25.04.2011
|
11
|
|
|
03.12.2008
|
5
|
16.05.2011
|
14
|
|
|
08.12.2008
|
4
|
17.05.2011
|
1
|
|
|
15.12.2008
|
7
|
02.06.2011
|
53
|
|
|
29.12.2008
|
17
|
30.06.2011
|
4
|
|
|
07.01.2009
|
6
|
14.07.2011
|
6
|
|
|
24.01.2009
|
16
|
27.07.2011
|
10
|
|
|
27.01.2009
|
2
|
17.08.2011
|
22
|
|
|
03.02.2009
|
7
|
24.08.2011
|
4
|
|
|
15.02.2009
|
14
|
01.09.2011
|
3
|
|
|
27.02.2009
|
13
|
29.09.2011
|
18
|
|
|
12.03.2009
|
22
|
25.10.2011
|
46
|
|
|
21.03.2009
|
8
|
03.11.2011
|
27
|
|
|
26.03.2009
|
4
|
08.11.2011
|
1
|
|
|
01.04.2009
|
7
|
29.11.2011
|
19
|
|
|
05.04.2009
|
3
|
17.12.2011
|
25
|
|
|
18.04.2009
|
5
|
02.01.2012
|
16
|
|
|
22.04.2009
|
12
|
07.01.2012
|
4
|
|
|
19.05.2009
|
27
|
24.01.2012
|
7
|
|
|
24.06.2009
|
36
|
13.02.2012
|
18
|
|
|
30.06.2009
|
4
|
25.02.2012
|
14
|
|
28.06.2009
|
25
|
01.03.2012
|
22
|
|
16.07.2009
|
42
|
12.03.2012
|
11
|
|
11.08.2009
|
33
|
07.04.2012
|
48
|
|
29.08.2009
|
18
|
29.04.2012
|
13
|
|
16.09.2009
|
22
|
06.05.2012
|
7
|
|
19.10.2009
|
23
|
01.06.2012
|
53
|
|
24.11.2009
|
56
|
19.06.2012
|
5
|
|
16.12.2009
|
22
|
14.07.2012
|
18
|
|
19.12.2009
|
3
|
04.08.2012
|
28
|
|
11.03.2010
|
57
|
30.08.2012
|
23
|
|
19.04.2010
|
38
|
10.09.2012
|
2
|
|
02.06.2010
|
43
|
17.09.2012
|
13
|
|
15.07.2010
|
45
|
11.10.2012
|
15
|
|
11.08.2010
|
24
|
27.10.2012
|
16
|
|
19.10.2010
|
67
|
23.11.2012
|
37
|
|
|
|
|
|
|
Рисунок А9 - Распределение продолжительности простоев механизма подъема
свода печи
Таблица -А10. Статистика работоспособности механизма подъема свода печи
|
Срок службы
|
Работоспособность,ч
|
Срок службы
|
Работоспособность,ч
|
|
07.06-12.06.2008
|
119
|
24.12.2010-03.01.2011
|
213
|
|
12.06-13.06.2008
|
19
|
03.01-17.01.2011
|
317
|
|
13.06-18.07.2008
|
805
|
17.01-04.02.2011
|
389
|
|
18.07-25.07.2008
|
165
|
04.02-19.02.2011
|
396
|
|
25.07-03.08.2008
|
186
|
19.02-07.03.2011
|
339
|
|
03.08-29.09.2008
|
1360
|
07.03-16.03.2011
|
210
|
|
29.09-17.10.2008
|
378
|
16.03-11.04.2011
|
582
|
|
17.10-25.10.2008
|
178
|
11.04-25.04.2011
|
320
|
|
25.10-18.11.2008
|
540
|
25.04-16.05.2011
|
490
|
|
18.11-27.11.2008
|
197
|
16.05-17.05.2011
|
10
|
|
27.11-03.12.2008
|
136
|
17.05-02.06.2011
|
359
|
|
03.12-08.12.2008
|
115
|
02.06-30.06.2011
|
619
|
|
08.12-15.12.2008
|
164
|
30.06-14.07.2011
|
356
|
|
15.12-29.12.2008
|
329
|
14.07-27.07.2011
|
306
|
|
29.12.2008-07.01.2009
|
175
|
27.07-17.08.2011
|
494
|
|
07.01-24.01.2009
|
402
|
17.08-24.08.2011
|
146
|
|
24.01-27.01.2009
|
56
|
24.08-01.09.2011
|
164
|
|
27.01-03.02.2009
|
166
|
01.09-29.09.2011
|
669
|
|
03.02-15.02.2009
|
281
|
29.09-25.10.2011
|
582
|
|
15.02-27.02.2009
|
274
|
25.10-03.11.2011
|
146
|
|
27.02-12.03.2009
|
299
|
03.11-08.11.2011
|
93
|
|
12.03-21.03.2009
|
194
|
08.11-29.11.2011
|
503
|
|
21.03-26.03.2009
|
112
|
29.11-17.12.2011
|
413
|
|
26.03-01.04.2009
|
116
|
17.12.2011-02.01.2012
|
335
|
|
01.04-05.04.2009
|
89
|
02.01-07.01.2012
|
104
|
|
05.04-18.04.2009
|
309
|
07.01-24.01.2012
|
404
|
|
18.04-22.04.2009
|
91
|
24.01-13.02.2012
|
449
|
|
22.04-19.05.2009
|
636
|
13.02-25.02.2012
|
270
|
|
19.05-24.06.2009
|
789
|
25.02-01.03.2012
|
82
|
|
24.06-30.06.2009
|
108
|
01.03-12.03.2012
|
242
|
|
30.06-28.06.2009
|
23
|
12.03-07.04.2012
|
589
|
|
30.06-16.07.2009
|
404
|
07.04-29.04.2012
|
480
|
|
16.07-11.08.2009
|
558
|
29.04-06.05.2012
|
155
|
|
11.08-29.08.2009
|
399
|
06.05-01.06.2012
|
569
|
|
29.08-16.09.2009
|
414
|
01.06-19.06.2012
|
379
|
|
16.09-19.10.2009
|
50
|
19.06-14.07.2012
|
595
|
|
19.10-24.11.2009
|
769
|
14.07-04.08.2012
|
462
|
|
24.11-16.12.2009
|
472
|
04.08-30.08.2012
|
596
|
|
16.12-19.12.2009
|
50
|
30.08-10.09.2012
|
217
|
|
19.12.2009-11.03.2010
|
|
10.09-17.09.2012
|
166
|
|
11.03-19.04.2010
|
831
|
17.09-11.10.2012
|
563
|
|
19.04-02.06.2010
|
994
|
11.10-27.10.2012
|
369
|
|
02.06-15.07.2010
|
989
|
27.10-23.11.2012
|
608
|
|
15.07-11.08.2010
|
579
|
|
|
|
11.08-19.10.2010
|
|
|
|
|
19.10-16.11.2010
|
581
|
|
|
|
16.11-20.11.2010
|
69
|
|
|
|
20.11-24.12.2012
|
789
|
|
|
Рисунок А 10- Распределение времени работы механизма подъема сода печи
Таблица- А11 . Статистика работоспособности электрододержателей с
трансформатором
|
Срок службы
|
Работоспособность,ч
|
Срок службы
|
Работоспособность,ч
|
679
|
17.04-29.05.2010
|
973
|
|
09.03-12.04.2008
|
511
|
29.05-17.07.2010
|
1086
|
|
12.04-24.05.2008
|
934
|
17.07-19.07.2010
|
1
|
|
24.05-29.05.2008
|
135
|
19.07-20.08.2010
|
711
|
|
29.05-30.07.2008
|
1422
|
20.08-03.09.2010
|
292
|
|
30.07-09.08.2008
|
170
|
03.09-14.11.2010
|
900
|
|
09.08-10.08.2008
|
14
|
14.11-15.11.2010
|
0
|
|
10.08-16.08.2008
|
137
|
15.11-16.11.2010
|
0
|
|
16.08-24.09.2008
|
892
|
16.11-24.12.2010
|
849
|
|
24.09-17.11.2008
|
461
|
24.12-30.12.2010
|
100
|
|
17.11-30.11.2008
|
246
|
30.12.2010-17.01.2011
|
422
|
|
30.11-12.12.2008
|
287
|
17.01-02.02.2011
|
354
|
|
12.12-19.12.2008
|
173
|
02.02-24.02.2011
|
525
|
|
19.12.2008-26.01.2009
|
927
|
24.02-26.03.2011
|
33
|
|
26.01-28.02.2009
|
782
|
26.03-18.04.2011
|
527
|
|
28.02-07.04.2009
|
897
|
18.04-24.06.2011
|
132
|
|
07.04-08.04.2009
|
11
|
24.06-16.07.2011
|
576
|
|
08.04-09.04.2009
|
23
|
16.07-17.07.2011
|
1
|
|
09.04-28.04.2009
|
436
|
17.07-28.08.2011
|
965
|
|
28.04-17.05.2009
|
659
|
28.08-20.09.2011
|
490
|
|
17.05-01.06.2009
|
304
|
20.09-02.10.2011
|
304
|
|
01.06-24.06.2009
|
515
|
02.10-19.10.2011
|
369
|
|
24.06-16.07.2009
|
507
|
19.10-24.11.2011
|
572
|
|
16.07-17.07.2009
|
15
|
24.11-16.01.2011
|
1211
|
|
17.07-29.07.2009
|
275
|
16.01-22.01.2012
|
63
|
|
29.07-03.08.2009
|
104
|
22.01-04.03.2012
|
940
|
|
03.08-16.08.2009
|
295
|
04.03-12.03.2012
|
149
|
|
16.08-12.09.2009
|
609
|
12.03-26.04.2012
|
1035
|
|
12.09-21.10.2009
|
871
|
26.04-26.05.2012
|
659
|
|
21.10-27.10.2009
|
123
|
26.05-06.06.2012
|
233
|
|
27.10-19.11.2009
|
544
|
06.06-19.07.2012
|
979
|
|
19.11-29.11.2009
|
228
|
19.07-26.07.2012
|
124
|
|
29.11-19.12.2009
|
474
|
26.07-16.08.2012
|
462
|
|
19.12.2009-16.01.2010
|
625
|
16.08-21.09.2012
|
741
|
|
16.01-19.01.2010
|
66
|
21.09-30.09.2012
|
168
|
|
19.01-24.02.2010
|
850
|
30.09-15.11.2012
|
1044
|
|
24.02-30.03.2010
|
777
|
15.11-13.12.2012
|
605
|
|
30.03-17.04.2010
|
411
|
|
|
Рисунок А11- Распределение времени работы электрододержателей с
трансформатором
Таблица -А12.Статистика отказов и простоев электрододержателей с
трансформатором
|
Дата простоя
|
Продолжительность,ч
|
Дата простоя
|
Продолжительность,ч
|
|
06.02.2008
|
56
|
17.04.2010
|
17
|
|
09.03.2008
|
33
|
29.05.2010
|
42
|
|
12.04.2008
|
32
|
17.07.2010
|
48
|
|
24.05.2008
|
42
|
19.07.2010
|
2
|
|
29.05.2008
|
5
|
20.08.2010
|
31
|
|
30.07.2008
|
61
|
03.09.2010
|
13
|
|
09.08.2008
|
9
|
14.11.2010
|
71
|
|
10.08.2008
|
1
|
15.11.2010
|
1
|
|
16.08.2008
|
6
|
16.11.2010
|
1
|
|
24.09.2008
|
38
|
24.12.2010
|
38
|
|
17.11.2008
|
53
|
30.12.2010
|
6
|
|
30.11.2008
|
13
|
17.01.2011
|
4
|
|
12.12.2008
|
12
|
02.02.2011
|
2
|
|
19.12.2008
|
7
|
24.02.2011
|
1
|
|
26.01.2009
|
2
|
26.03.2011
|
14
|
|
28.02.2009
|
2
|
18.04.2011
|
11
|
|
07.04.2009
|
13
|
24.06.2011
|
1
|
|
08.04.2009
|
1
|
17.07.2011
|
22
|
|
09.04.2009
|
1
|
16.07.2011
|
1
|
|
28.04.2009
|
19
|
28.08.2011
|
42
|
|
17.05.2009
|
18
|
20.09.2011
|
20
|
|
01.06.2009
|
14
|
02.10.2011
|
12
|
|
24.06.2009
|
23
|
19.10.2011
|
17
|
|
16.07.2009
|
22
|
24.11.2011
|
35
|
|
17.07.2009
|
1
|
16.01.2012
|
51
|
|
29.07.2009
|
12
|
22.01.2012
|
6
|
|
03.08.2009
|
4
|
04.03.2012
|
38
|
|
16.08.2009
|
13
|
12.03.2012
|
5
|
|
12.09.2009
|
26
|
26.04.2012
|
40
|
|
21.10.2009
|
39
|
26.05.2012
|
21
|
|
27.10.2009
|
6
|
06.06.2012
|
10
|
|
19.11.2009
|
2
|
19.07.2012
|
43
|
|
29.11.2009
|
10
|
26.07.2012
|
1
|
|
19.12.2009
|
20
|
16.08.2012
|
17
|
|
16.01.2010
|
27
|
21.09.2012
|
34
|
|
19.01.2010
|
3
|
30.09.2012
|
14
|
|
24.02.2010
|
35
|
15.11.2012
|
46
|
|
30.03.2010
|
4
|
13.12.20012
|
21
|
Рисунок А12 - Распределение продолжительности простоев
электрододержателей с трансформатором
Таблица -А13.Статистика работоспособности АКП
|
Срок службы
|
Работоспособность,ч
|
Срок службы
|
Работоспособность,ч
|
|
04.01-10.01.2008
|
115
|
26.02-08.03.2010
|
217
|
|
10.01-29.01.2008
|
450
|
08.03-24.03.2010
|
370
|
|
29.01-07.02.2008
|
176
|
24.03-15.04.2010
|
498
|
|
07.02-14.02.2008
|
161
|
15.04-19.04.2010
|
92
|
|
14.02-15.02.2008
|
18
|
19.04-30.04.2010
|
258
|
|
15.02-21.02.2008
|
140
|
30.04-12.05.2010
|
287
|
|
21.02-28.02.2008
|
160
|
12.05-01.06.2010
|
450
|
|
28.02-07.03.2008
|
163
|
01.06-13.06.2010
|
278
|
|
07.03-14.03.2008
|
158
|
13.06-28.06.2010
|
|
14.03-21.03.2008
|
163
|
28.06-05.07.2010
|
188
|
|
21.03-28.03.2008
|
162
|
05.07-29.07.2010
|
561
|
|
28.03-04.04.2008
|
164
|
29.07-07.08.2010
|
186
|
|
04.04-11.04.2008
|
160
|
07.08-24.08.2010
|
396
|
|
11.04-20.04.2008
|
213
|
24.08-05.09.2010
|
285
|
|
20.04-25.04.2008
|
112
|
05.09-13.09.2010
|
187
|
|
25.04-03.05.2008
|
190
|
13.09-25.09.2010
|
264
|
|
03.05-08.05.2008
|
115
|
25.09-14.10.2010
|
451
|
|
08.05-16.05.2008
|
190
|
14.10-30.10.2010
|
380
|
|
16.05-23.05.2008
|
161
|
30.10-12.11.2010
|
310
|
|
23.05-01.06.2008
|
187
|
12.11-22.11.2010
|
231
|
|
01.06-14.06.2008
|
330
|
22.11-09.12.2010
|
419
|
|
14.06-01.07.2008
|
351
|
09.12-29.12.2010
|
471
|
|
01.07-18.07.2008
|
392
|
29.12.2010-07.01.2011
|
210
|
|
18.07-31.07.2008
|
318
|
07.01-19.01.2011
|
276
|
|
31.07-08.08.2008
|
174
|
19.01-01.02.2011
|
308
|
|
08.08-14.08.2008
|
139
|
01.02-13.02.2011
|
264
|
|
14.08-28.08.2008
|
328
|
13.02-26.02.2011
|
301
|
|
28.08-29.08.2008
|
19
|
26.02-15.03.2011
|
396
|
|
29.08-09.09.2008
|
256
|
15.03-02.04.2011
|
430
|
|
09.09-12.09.2008
|
70
|
02.04-19.04.2011
|
405
|
|
12.09-25.09.2008
|
308
|
19.04-28.04.2011
|
213
|
|
25.09-03.10.2008
|
190
|
28.04-14.05.2011
|
380
|
|
03.10-16.10.2008
|
286
|
14.05-01.06.2011
|
397
|
|
16.10-24.10.2008
|
164
|
01.06-17.06.2011
|
393
|
|
24.10-31.10.2008
|
158
|
17.06-05.07.2011
|
430
|
|
31.10-14.11.2008
|
328
|
25.07-16.08.2011
|
493
|
|
14.11-21.11.2008
|
160
|
16.08-31.08.2011
|
350
|
|
21.11-04.12.2008
|
310
|
31.08-10.09.2011
|
234
|
|
04.12-13.12.2008
|
213
|
10.09-21.09.2011
|
257
|
|
13.12-18.12.2008
|
112
|
21.09-03.10.2011
|
287
|
|
18.12-24.12.2008
|
139
|
03.10-17.10.2011
|
329
|
|
24.12.2008-04.01.2009
|
257
|
17.10-04.11.2011
|
413
|
|
04.01-07.02.2009
|
603
|
04.11-30.11.2011
|
602
|
|
01.02-14.02.2009
|
325
|
30.11-01.12.2011
|
19
|
|
14.02-17.02.2009
|
70
|
01.12-10.12.2011
|
204
|
|
17.02-28.02.2009
|
258
|
10.12.2011-02.01.2012
|
534
|
|
28.02-14.03.2009
|
330
|
02.01-06.01.2012
|
75
|
|
14.03-20.04.2009
|
144
|
06.01-19.01.2012
|
305
|
|
20.04-07.04.2009
|
408
|
19.01-31.01.2012
|
287
|
|
07.04-25.04.2009
|
432
|
31.01-15.02.2012
|
352
|
|
25.04-08.05.2009
|
312
|
15.02-03.03.2012
|
348
|
|
08.05-25.05.2009
|
408
|
03.03-19.03.2012
|
368
|
|
25.05-19.06.2009
|
569
|
19.03-07.04.2012
|
419
|
|
19.06-07.07.2009
|
392
|
07.04-20.04.2012
|
309
|
|
07.07-26.07.2009
|
456
|
20.04-06.05.2012
|
357
|
|
26.07-06.08.2009
|
240
|
06.05-18.05.2012
|
274
|
|
06.08-04.09.2009
|
639
|
18.05-06.06.2012
|
448
|
|
04.09-25.09.2009
|
499
|
06.06-21.06.2012
|
357
|
|
25.09-03.10.2009
|
187
|
21.06-05.07.2012
|
333
|
|
03.10-17.10.2009
|
332
|
05.07-21.07.2012
|
362
|
|
17.10-31.10.2009
|
330
|
21.07-04.08.2012
|
310
|
|
31.10-14.11.2009
|
328
|
04.08-22.08.2012
|
430
|
|
14.11-23.11.2009
|
209
|
22.08-18.09.2012
|
618
|
|
23.11-28.11.2009
|
119
|
02.10-11.10.2012
|
176
|
|
28.11-12.12.2009
|
328
|
11.10-13.10.2012
|
42
|
|
12.12-26.12.2009
|
330
|
13.10-19.10.2012
|
130
|
|
26.12.2009-09.01.2010
|
332
|
19.10-03.11.2012
|
347
|
|
09.01-15.01.2010
|
140
|
03.11-24.11.2012
|
492
|
|
15.01-27.01.2010
|
298
|
24.11-05.12.2012
|
264
|
|
27.01-14.02.2010
|
418
|
05.12-23.12.2012
|
419
|
|
14.02-26.02.2010
|
273
|
|
|
Рисунок А13 - Распределение времени работы АКП
Таблица -А14. Статистика отказов и простоев АКП
|
Дата простоя
|
Продолжительность,ч
|
Дата простоя
|
Продолжительность,ч
|
|
04.01.2008
|
29
|
08.03. 2010
|
15
|
|
10.01.2008
|
6
|
24.03. 2010
|
6
|
|
29.01.2008
|
16
|
15.04.2010
|
4
|
|
07.02.2008
|
7
|
19.04.2010
|
6
|
|
14.02.2008
|
6
|
30.04. 2010
|
25
|
|
15.02.2008
|
4
|
12.05. 2010
|
7
|
|
21.02.2008
|
8
|
01.06. 2010
|
10
|
|
28.02.2008
|
5
|
13.06. 2010
|
6
|
|
07.03.2008
|
10
|
28.06. 2010
|
4
|
|
14.03.2008
|
5
|
05.07. 2010
|
15
|
|
21.03.2008
|
6
|
29.07. 2010
|
6
|
|
28.03.2008
|
4
|
07.08. 2010
|
12
|
|
04.04.2008
|
8
|
24.08. 2010
|
3
|
|
11.04.2008
|
3
|
05.09. 2010
|
5
|
|
20.04.2008
|
8
|
13.09.2010
|
24
|
|
25.04.2008
|
2
|
25.09. 2010
|
5
|
|
03.05.2008
|
5
|
14.10. 2010
|
4
|
|
08.05.2008
|
2
|
30.10. 2010
|
2
|
|
16.05.2008
|
7
|
12.11. 2010
|
13
|
|
23.05.2008
|
5
|
21.11. 2010
|
13
|
|
01.06.2008
|
6
|
09.12. 2010
|
9
|
|
14.06.2008
|
33
|
29.12. 2010
|
6
|
|
01.07.2008
|
16
|
07.01.2011
|
12
|
|
18.07.2008
|
4
|
19.01.2011
|
4
|
|
31.07.2008
|
01.02.2011
|
24
|
|
08.08.2008
|
5
|
13.02.2011
|
11
|
|
14.08.2008
|
8
|
26.02. 2011
|
12
|
|
28.08.2008
|
5
|
15.03.2011
|
2
|
|
29.08.2008
|
8
|
02.04. 2011
|
3
|
|
09.09.2008
|
2
|
19.04.2011
|
3
|
|
12.09.2008
|
4
|
28.04.2011
|
4
|
|
25.09.2008
|
2
|
14.05. 2011
|
11
|
|
03.10.2008
|
26
|
01.06. 2011
|
15
|
|
16.10.2008
|
28
|
17.06. 2011
|
2
|
|
24.10.2008
|
10
|
25.07. 2011
|
11
|
|
31.10.2008
|
8
|
16.08. 2011
|
10
|
|
14.11.2008
|
9
|
31.08. 2011
|
6
|
|
21.11.2008
|
2
|
10.09. 2011
|
7
|
|
04.12.2008
|
3
|
21.09. 2011
|
25
|
|
13.12.2008
|
32
|
03.10. 2011
|
7
|
|
18.12.2008
|
5
|
17.10.2011
|
19
|
|
24.12.2008
|
7
|
04.11. 2011
|
22
|
|
04.01. 2009
|
21
|
30.11. 2011
|
5
|
|
01.02. 2009
|
11
|
01.12. 2011
|
12
|
|
14.02. 2009
|
2
|
10.12. 2011
|
18
|
|
17.02.2009
|
6
|
02.01.2012
|
21
|
|
28.02. 2009
|
6
|
06.01. 2012
|
7
|
|
14.03. 2009
|
0
|
19.01. 2012
|
1
|
|
20.04. 2009
|
1
|
31.01. 2012
|
8
|
|
07.04. 2009
|
3
|
15.02. 2012
|
36
|
|
25.04. 2009
|
10
|
03.03. 2012
|
16
|
|
08.05. 2009
|
8
|
19.03.2012
|
13
|
|
25.05. 2009
|
7
|
07.04.2012
|
3
|
|
19.06. 2009
|
40
|
20.04.2012
|
27
|
|
07.07. 2009
|
8
|
06.05.2012
|
14
|
|
26.07. 2009
|
24
|
18.05.2012
|
20
|
|
06.08. 2009
|
33
|
06.06.2012
|
3
|
|
04.09. 2009
|
5
|
21.06. 2012
|
27
|
|
25.09.2009
|
5
|
05.07. 2012
|
22
|
|
03.10. 2009
|
9
|
21.07.2012
|
26
|
|
17.10. 2009
|
6
|
04.08.2012
|
2
|
|
31.10. 2009
|
8
|
22.08. 2012
|
6
|
|
14.11. 2009
|
7
|
18.09. 2012
|
30
|
|
23.11. 2009
|
1
|
02.10.2012
|
40
|
|
28.11.2009
|
8
|
11.10. 2012
|
6
|
|
12.12. 2009
|
4
|
13.10. 2012
|
14
|
|
09.01.2010
|
4
|
19.10. 2012
|
13
|
|
15.01. 2010
|
14
|
03.11. 2012
|
12
|
|
27.01. 2010
|
14
|
24.11. 2012
|
0
|
|
14.02. 2010
|
15
|
05.12.2012
|
13
|
|
26.02. 2010
|
13
|
|
|
Рисунок А14 - Распределение продолжительности простоев АКП
Таблица -А15. Статистика работоспособности газоочистки
|
Срок службы
|
Работоспособность,ч
|
Срок службы
|
Работоспособность,ч
|
|
03.01-25.02.2008
|
1264
|
26.12.2010-06.02.2011
|
990
|
|
25.02-14.03.2008
|
398
|
06.02-15.03.2011
|
880
|
|
14.03-29.03.2008
|
348
|
15.03-18.05.2011
|
1522
|
|
29.03-16.04.2008
|
417
|
18.05-09.06.2011
|
510
|
|
16.04-01.05.2008
|
351
|
09.06-27.06.2011
|
424
|
|
01.05-29.05.2008
|
656
|
27.06-16.07.2011
|
445
|
|
29.05-30.06.2008
|
766
|
16.07-19.08.2011
|
808
|
|
30.06-22.07.2008
|
516
|
19.08-30.08.2011
|
240
|
|
22.07-10.08.2008
|
443
|
30.08-05.10.2011
|
862
|
|
10.08-15.08.2008
|
114
|
05.10-17.11.2011
|
1016
|
|
15.08-24.09.2008
|
948
|
17.11-10.12.2011
|
538
|
|
24.09-28.09.2008
|
86
|
10.12-28.12.2011
|
416
|
|
28.09-30.10.2008
|
767
|
28.12.2011-29.01.2012
|
756
|
|
30.10-16.11.2008
|
396
|
29.01-09.03.2012
|
934
|
|
16.11.2008-04.01.2009
|
1168
|
09.03-21.04.2012
|
1028
|
|
04.01-01.06.2009
|
3544
|
21.04-05.05.2012
|
319
|
|
01.06-19.07.2009
|
1139
|
05.05-20.06.2012
|
1093
|
|
19.07-08.11.2009
|
2673
|
20.06-18.07.2012
|
664
|
|
08.11-27.11.2009
|
447
|
18.07-10.08.2012
|
538
|
|
27.11.2009-02.03.2010
|
2278
|
10.08-30.09.2012
|
1208
|
|
02.03-11.03.2010
|
211
|
30.09-13.10.2012
|
300
|
|
11.03-12.07.2010
|
2941
|
13.10-28.11.2012
|
1090
|
|
12.07-20.09.2010
|
1674
|
28.11-24.12.2012
|
614
|
|
20.09-01.12.2010
|
1715
|
24.12-28.12.2012
|
91
|
|
01.12-26.12.2010
|
585
|
28.12.2012
|
2
|
Рисунок А15 - Распределение времени работы газоочистки
Таблица -А16 Статистика отказов и простоев газоочистки
|
Дата простоя
|
Продолжительность, ч
|
Дата простоя
|
Продолжительность,ч
|
|
03.01.2008
|
8
|
26.12.2010
|
18
|
|
25.02.2008
|
10
|
06.02.2011
|
8
|
|
14.03.2008
|
12
|
15.03.2011
|
14
|
|
29.03.2008
|
15
|
18.05.2011
|
18
|
|
16.04.2008
|
9
|
09.06.2011
|
8
|
|
01.05.2008
|
16
|
27.06.2011
|
11
|
|
29.05.2008
|
2
|
16.07.2011
|
8
|
|
30.06.2008
|
12
|
19.08.2011
|
24
|
|
22.07.2008
|
13
|
30.08.2011
|
2
|
|
10.08.2008
|
6
|
05.10.2011
|
16
|
|
15.08.2008
|
12
|
17.11.2011
|
14
|
|
24.09.2008
|
10
|
10.12.2011
|
16
|
|
28.09.2008
|
1
|
28.12.2011
|
12
|
12
|
29.01.2012
|
2
|
|
16.11.2008
|
8
|
09.03.2012
|
4
|
|
04.01.2009
|
8
|
21.04.2012
|
17
|
|
01.06.2009
|
13
|
05.05.2012
|
11
|
|
19.07.2009
|
15
|
20.06.2012
|
8
|
|
08.11.2009
|
9
|
18.07.2012
|
14
|
|
27.11.2009
|
2
|
10.08.2012
|
16
|
|
02.03.2010
|
5
|
30.09.2012
|
12
|
|
11.03.2010
|
11
|
13.10.2012
|
14
|
|
12.07.2010
|
6
|
28.11.2012
|
10
|
|
20.09.2010
|
13
|
24.12.2012
|
5
|
|
01.12.2010
|
15
|
28.12.2012
|
2
|
Рисунок А16 - Распределение продолжительности простоев газоочистки
Таблица -А17. Статистика работоспособности сталевоза
|
Срок службы
|
Работоспособность,ч
|
Срок службы
|
Работоспособность,ч
|
|
10.01-19.01.2008
|
214
|
19.05-28.05.2010
|
213
|
|
19.01-23.01.2008
|
92
|
28.05-06.06.2010
|
210
|
|
23.01-05.02.2008
|
307
|
06.06-24.06.2010
|
418
|
|
05.02-10.02.2008
|
116
|
24.06-10.07.2010
|
381
|
|
10.02-18.02.2008
|
187
|
10.07-25.07.2010
|
351
|
|
18.02-29.02.2008
|
256
|
25.07-06.08.2010
|
277
|
|
29.02-08.03.2008
|
184
|
06.08-26.08.2010
|
470
|
|
08.03-13.03.2008
|
115
|
26.08-03.09.2010
|
184
|
|
13.03-23.03.2008
|
224
|
03.09-19.09.2010
|
377
|
|
23.03-10.04.2008
|
426
|
19.09-05.10.2010
|
371
|
|
10.04-17.04.2008
|
165
|
05.10-22.10.2010
|
391
|
|
17.04-20.04.2008
|
66
|
22.10-06.11.2010
|
359
|
|
20.04-02.05.2008
|
279
|
06.11-13.11.2010
|
164
|
|
02.05-23.05.2008
|
502
|
13.11-28.11.2010
|
347
|
|
23.05-09.06.2008
|
392
|
28.11-19.12.2010
|
489
|
|
09.06-15.06.2008
|
135
|
19.12-31.12.2010
|
281
|
|
15.06-24.06.2008
|
208
|
31.12.2010-05.01.2011
|
111
|
|
24.06-09.07.2008
|
351
|
05.01-29.01.2011
|
570
|
|
09.07-14.07.2008
|
111
|
29.01-09.02.2011
|
246
|
|
14.07-22.07.2008
|
186
|
09.02-13.02.2011
|
92
|
|
22.07-02.08.2008
|
249
|
13.02-27.02.2011
|
331
|
|
02.08-06.08.2008
|
89
|
27.02-05.03.2011
|
143
|
|
06.08-17.08.2008
|
256
|
05.03-09.03.2011
|
83
|
|
17.08-07.09.2008
|
499
|
09.03-30.03.2011
|
503
|
|
07.09-23.09.2008
|
380
|
30.03-15.04.2011
|
366
|
|
23.09-13.10.2008
|
470
|
15.04-17.04.2011
|
34
|
|
13.10-16.10.2008
|
67
|
17.04-28.04.2011
|
262
|
|
16.10-01.11.2008
|
376
|
28.04-01.05.2011
|
66
|
|
01.11-26.11.2008
|
598
|
01.05-13.05.2011
|
279
|
|
26.11-30.11.2008
|
95
|
13.05-24.05.2011
|
250
|
|
30.11-03.12.2008
|
59
|
24.05-02.06.2011
|
207
|
|
03.12.2008-07.01.2009
|
826
|
02.06-15.06.2011
|
302
|
|
07.01-10.01.2009
|
67
|
15.06-29.06.2011
|
331
|
|
10.01-16.01.2009
|
138
|
29.06-10.07.2011
|
261
|
|
16.01-07.02.2008
|
523
|
10.07-16.07.2011
|
137
|
|
07.02-26.02.2009
|
448
|
16.07-29.07.2011
|
301
|
|
26.02-13.03.2009
|
354
|
29.07-03.08.2011
|
118
|
|
13.03-21.03.2009
|
185
|
03.08-16.08.2011
|
297
|
|
21.03-28.03.2009
|
162
|
16.08-28.08.2011
|
269
|
|
28.03-08.04.2009
|
261
|
28.08-14.09.2011
|
403
|
|
08.04-10.04.2009
|
44
|
14.09-20.09.2011
|
131
|
|
10.04-17.04.2009
|
158
|
20.09-02.10.2011
|
279
|
|
17.04-02.05.2009
|
355
|
02.10-19.10.2011
|
401
|
|
02.05-12.05.2009
|
231
|
19.10-05.11.2011
|
397
|
|
12.05-24.05.2009
|
280
|
05.11-13.11.2011
|
188
|
|
24.05-02.06.2009
|
214
|
13.11-24.11.2011
|
256
|
|
02.06-10.06.2009
|
191
|
24.11-06.12.2011
|
284
|
|
10.06-15.06.2009
|
113
|
06.12-13.12.2011
|
165
|
|
15.06-21.06.2009
|
131
|
13.12-29.12.2011
|
378
|
|
21.06-29.06.2009
|
184
|
29.12.2011-16.01.2012
|
413
|
|
29.06-11.07.2009
|
281
|
16.01-22.01.2012
|
132
|
|
11.07-12.07.2009
|
18
|
22.01-01.02.2012
|
232
|
|
12.07-19.07.2009
|
164
|
01.02-15.02.2012
|
322
|
|
19.07-08.08.2009
|
475
|
15.02-26.02.2012
|
257
|
|
08.08-25.08.2009
|
399
|
26.02-04.03.2012
|
190
|
|
25.08-4.09.2009
|
230
|
04.03-12.03.2012
|
191
|
|
4.09-05.10.2009
|
728
|
12.03-30.03.2012
|
422
|
|
05.10-13.10.2009
|
181
|
30.03-26.04.2012
|
633
|
|
13.10-18.10.2009
|
112
|
26.04-10.05.2012
|
329
|
|
18.10-04.11.2009
|
403
|
10.05-26.05.2012
|
371
|
|
04.11-15.11.2009
|
258
|
26.05-02.06.2012
|
159
|
|
15.11-27.11.2009
|
288
|
02.06-06.06.2012
|
93
|
|
27.11-09.12.2009
|
280
|
06.06-24.06.2012
|
415
|
|
09.12-16.12.2009
|
163
|
24.06-04.07.2012
|
227
|
|
16.12.2009-11.01.2010
|
615
|
04.07-19.07.2012
|
351
|
|
11.01-22.01.2010
|
255
|
19.07-26.07.2012
|
155
|
|
22.01-23.02.2010
|
19
|
26.07-08.08.2012
|
308
|
|
23.02-13.03.2010
|
414
|
08.08-16.08.2012
|
180
|
|
13.03-21.03.2010
|
187
|
16.08-21.09.2012
|
114
|
|
21.03-02.04.2010
|
286
|
21.09-30.09.2012
|
194
|
|
02.04-09.04.2010
|
164
|
30.09-07.10.2012
|
166
|
|
09.04-22.04.2010
|
305
|
07.10-22.10.2012
|
355
|
|
22.04-01.05.2010
|
204
|
22.10-15.11.2012
|
562
|
|
01.05-19.05.2010
|
426
|
15.11-13.12.2012
|
648
|
7
|
Рисунок А17 - Распределение времени работы сталевоза
Таблица -А18. Статистика отказов и простоев сталевоза
|
Дата простоя
|
Продолжительность,ч
|
Дата простоя
|
Продолжительность,ч
|
|
10.01.2008
|
2
|
19.05.2010
|
3
|
|
19.01.2008
|
4
|
28.05.2010
|
6
|
|
23.01.2008
|
5
|
06.06.2010
|
14
|
|
05.02.2008
|
4
|
24.06.2010
|
3
|
|
10.02.2008
|
5
|
10.07.2010
|
9
|
|
18.02.2008
|
8
|
25.07.2010
|
11
|
|
29.02.2008
|
8
|
06.08.2010
|
10
|
|
08.03.2008
|
5
|
26.08.2010
|
8
|
|
13.03.2008
|
16
|
03.09.2010
|
7
|
|
23.03.2008
|
6
|
19.09.2010
|
13
|
|
10.04.2008
|
3
|
05.10.2010
|
17
|
|
17.04.2008
|
6
|
22.10.2010
|
1
|
|
20.04.2008
|
9
|
06.11.2010
|
4
|
|
02.05.2008
|
2
|
13.11.2010
|
13
|
|
23.05.2008
|
16
|
28.11.2010
|
15
|
|
09.06.2008
|
9
|
19.12.2010
|
7
|
|
15.06.2008
|
8
|
31.12.2010
|
9
|
|
24.06.2008
|
9
|
05.01.2011
|
6
|
|
09.07.2008
|
9
|
29.01.2011
|
18
|
|
14.07.2008
|
6
|
09.02.2011
|
4
|
|
22.07.2008
|
15
|
13.02.2011
|
5
|
|
02.08.2008
|
7
|
27.02.2011
|
1
|
|
06.08.2008
|
8
|
05.03.2011
|
13
|
|
17.08.2008
|
5
|
09.03.2011
|
1
|
|
07.09.2008
|
4
|
30.03.2011
|
18
|
|
23.09.2008
|
10
|
15.04.2011
|
14
|
|
13.10.2008
|
5
|
17.04.2011
|
2
|
|
16.10.2008
|
8
|
28.04.2011
|
6
|
|
01.11.2008
|
2
|
01.05.2011
|
9
|
|
26.11.2008
|
1
|
13.05.2011
|
14
|
|
30.11.2008
|
13
|
24.05.2011
|
9
|
|
03.12.2008
|
14
|
02.06.2011
|
10
|
|
07.01.2009
|
5
|
15.06.2011
|
5
|
|
10.01.2009
|
6
|
29.06.2011
|
3
|
|
16.01.2008
|
5
|
10.07.2011
|
7
|
|
07.02.2009
|
8
|
16.07.2011
|
11
|
|
26.02. 2009
|
6
|
29.07.2011
|
2
|
|
13.03. 2009
|
7
|
03.08.2011
|
15
|
|
21.03. 2009
|
6
|
16.08.2011
|
19
|
|
28.03.2009
|
3
|
28.08.2011
|
5
|
|
08.04. 2009
|
4
|
14.09.2011
|
13
|
|
10.04. 2009
|
10
|
20.09.2011
|
9
|
|
17.04. 2009
|
5
|
02.10.2011
|
7
|
|
02.05. 2009
|
9
|
19.10.2011
|
11
|
|
12.05. 2009
|
8
|
05.11.2011
|
4
|
|
24.05. 2009
|
2
|
13.11.2011
|
8
|
|
02.06. 2009
|
1
|
24.11.2011
|
4
|
|
10.06. 2009
|
7
|
06.12.2011
|
3
|
|
15.06. 2009
|
13
|
13.12.2011
|
6
|
|
21.06. 2009
|
8
|
29.12.2011
|
19
|
|
29.06. 2009
|
7
|
16.01.2012
|
12
|
|
11.01. 2009
|
6
|
22.01.2012
|
8
|
|
12.07. 2009
|
4
|
01.02.2012
|
14
|
|
19.07. 2009
|
5
|
15.02.2012
|
7
|
|
08.08.2009
|
9
|
26.02.2012
|
2
|
|
25.08.2009
|
10
|
04.03.2012
|
1
|
|
4.09.2009
|
16
|
12.03.2012
|
10
|
|
05.10.2009
|
11
|
30.03.2012
|
15
|
|
13.10.2009
|
8
|
26.04.2012
|
7
|
|
18.10.2009
|
5
|
10.05.2012
|
13
|
|
04.11.2009
|
6
|
26.05.2012
|
9
|
|
15.11.2009
|
14
|
02.06.2012
|
3
|
|
27.11.2009
|
8
|
06.06.2012
|
17
|
|
09.12.2009
|
5
|
24.06.2012
|
13
|
|
16.12.2009
|
9
|
04.07.2012
|
9
|
|
11.01.2010
|
9
|
19.07.2012
|
13
|
|
22.01.2010
|
5
|
26.07.2012
|
4
|
|
23.02.2010
|
18
|
08.08.2012
|
12
|
|
13.03.2010
|
5
|
16.08.2012
|
6
|
|
21.03.2010
|
2
|
21.09.2012
|
22
|
|
02.04.2010
|
4
|
30.09.2012
|
2
|
|
09.04.2010
|
7
|
07.10.2012
|
5
|
|
22.04.2010
|
12
|
22.10.2012
|
14
|
|
01.05.2010
|
6
|
15.11.2012
|
24
|
|
|
13.12.20012
|
7
|
Рисунок А18- Статистика распределения продолжительности простоев
сталевоза
Таблица - А19.Статистика работоспособности газоотводящего тракта
|
Срок службы
|
Работоспособность,ч
|
Срок службы
|
Работоспособность,ч
|
|
27.01-01.02.2008
|
118
|
01.10-24.10.2010
|
549
|
|
01.02-15.02.2008
|
332
|
24.10-03.11.2010
|
226
|
|
15.02-26.02.2008
|
255
|
03.11-04.11.2010
|
16
|
|
26.02-03.03.2008
|
118
|
04.11-30.11.2010
|
624
|
|
03.03-08.03.2008
|
115
|
30.11-17.12.2010
|
403
|
|
08.03-30.03.2008
|
520
|
17.12.2010-02.01.2011
|
371
|
|
30.03-17.04.2008
|
411
|
02.01-15.01.2011
|
308
|
|
17.04-01.05.2008
|
237
|
15.01-22.02.2011
|
37
|
|
01.05-09.05.2008
|
180
|
22.02-01.03.2011
|
159
|
|
09.05-24.05.2008
|
01.03-30.03.2011
|
692
|
|
24.05-10.06.2008
|
393
|
30.03-16.04.2011
|
396
|
|
10.06-25.07.2008
|
1076
|
16.04-02.05.2011
|
375
|
|
25.07-10.08.2008
|
381
|
02.05-26.05.2011
|
569
|
|
10.08-01.09.2008
|
518
|
26.05-21.06.2011
|
604
|
|
01.09-19.09.2008
|
423
|
21.06-03.07.2011
|
275
|
|
19.09-26.10.2008
|
880
|
03.07-11.07.2011
|
192
|
|
26.10-20.11.2008
|
586
|
11.07-20.08.2011
|
954
|
|
20.11-14.12.2008
|
565
|
20.08-01.09.2011
|
285
|
|
14.12.2008-29.01.2009
|
43
|
01.09-03.09.2011
|
26
|
|
29.01-03.02.2009
|
88
|
03.09-18.10.2011
|
1079
|
|
03.02-26.02.2009
|
548
|
18.10-16.11.2011
|
685
|
|
26.02-15.03.2009
|
384
|
16.11-18.11.2011
|
43
|
|
15.03-19.04.2009
|
832
|
18.11-31.12.2011
|
1030
|
|
19.04-20.06.2009
|
722
|
31.12.2011-12.01.2012
|
288
|
|
20.06-07.07.2009
|
363
|
12.01-27.01.2012
|
353
|
|
07.07-30.07.2009
|
552
|
27.01-14.02.2012
|
418
|
|
30.07-19.09.2009
|
1202
|
14.02-16.03.2012
|
710
|
|
19.09-10.10.2009
|
500
|
16.03-03.04.2012
|
429
|
|
10.10-31.10.2009
|
499
|
03.04-19.06.2012
|
1822
|
|
31.10-30.11.2009
|
714
|
19.06-30.06.2012
|
243
|
|
30.11-26.12.2009
|
615
|
30.06-12.07.2012
|
285
|
|
26.12.2009-01.02.2010
|
881
|
12.07-22.08.2012
|
975
|
|
01.02-05.02.2010
|
72
|
22.08-10.09.2012
|
446
|
|
05.02-05.04.2010
|
1416
|
10.09-10.09.2012
|
19
|
|
05.04-19.06.2010
|
1785
|
10.09-14.10.2012
|
816
|
|
19.06-30.07.2010
|
960
|
14.10-17.11.2012
|
800
|
|
30.07-11.08.2010
|
278
|
17.11-10.12.2012
|
542
|
|
11.08-17.09.2010
|
882
|
10.12-28.12.2012
|
408
|
|
17.09-01.10.2010
|
323
|
28.12.2012
|
3
|
Рисунок А19- Распределение времени работы газоотводящего тракта
Таблица -А20. Статистика отказов и простоев газоотводящего тракта
|
Дата простоя
|
Продолжительность,ч
|
Дата простоя
|
Продолжительность,ч
|
|
27.01.2008
|
2
|
01.10.2010
|
3
|
|
01.02.2008
|
4
|
24.10.2010
|
14
|
|
15.02.2008
|
9
|
03.11.2010
|
8
|
|
26.02.2008
|
2
|
04.11.2010
|
0
|
|
03.03.2008
|
5
|
30.11.2010
|
5
|
|
08.03.2008
|
8
|
17.12.2010
|
13
|
|
30.03.2008
|
21
|
02.01.2011
|
4
|
|
17.04.2008
|
15
|
15.01.2011
|
1
|
|
01.05.2008
|
12
|
22.02.2011
|
9
|
|
09.05.2008
|
1
|
01.03.2011
|
4
|
|
24.05.2008
|
15
|
30.03.2011
|
12
|
|
10.06.2008
|
4
|
16.04.2011
|
9
|
|
25.07.2008
|
3
|
02.05.2011
|
7
|
|
10.08.2008
|
10
|
26.05.2011
|
20
|
|
01.09.2008
|
9
|
21.06.2011
|
13
|
|
19.09.2008
|
8
|
03.07.2006
|
0
|
|
26.10.2008
|
14
|
11.07.2011
|
6
|
|
20.11.2008
|
11
|
20.08.2011
|
3
|
|
14.12.2008
|
3
|
01.09.2011
|
22
|
|
29.01.2008
|
32
|
03.09.2011
|
1
|
|
03.02.2008
|
4
|
18.10.2011
|
11
|
|
26.02.2009
|
24
|
16.11.2011
|
5
|
|
15.03.2009
|
8
|
18.11.2011
|
2
|
|
19.04.2009
|
22
|
31.12.2011
|
0
|
|
20.06.2009
|
45
|
12.01.2012
|
7
|
|
07.07.2009
|
0
|
27.01.2012
|
14
|
|
30.07.2009
|
22
|
14.02.2012
|
10
|
|
19.09.2009
|
4
|
16.03.2012
|
3
|
|
10.10.2009
|
5
|
03.04.2012
|
26
|
|
31.10.2009
|
6
|
19.06.2012
|
21
|
|
30.11.2009
|
9
|
30.06.2012
|
3
|
|
26.12.2009
|
7
|
12.07.2012
|
9
|
|
01.02.2010
|
24
|
22.08.2012
|
10
|
|
05.02.2010
|
0
|
10.09.2012
|
5
|
|
05.04.2010
|
15
|
10.09.2012
|
0
|
|
19.06.2010
|
24
|
14.10.2012
|
16
|
|
30.07.2010
|
10
|
17.11.2012
|
10
|
|
11.08.2010
|
6
|
10.12.2012
|
24
|
|
17.09.2010
|
13
|
28.12.2012
|
3
|
Рисунок А20- Распределение продолжительности простоев газоотводящего
тракта
Таблица -А21. Статистика работоспособности поворотного стенда
|
Срок службы
|
Работоспособность,ч
|
Срок службы
|
Работоспособность,ч
|
|
05.01-12.03.2008
|
1469
|
27.02-11.03.2011
|
274
|
|
12.03-16.03.2008
|
21
|
11.03-17.03.2011
|
125
|
|
16.03-18.12.2008
|
10
|
17.03-16.04.2011
|
660
|
|
18.12.2008-02.01.2009
|
322
|
16.04-11.05.2011
|
578
|
|
02.01-07.03.2009
|
23
|
11.05-25.05.2011
|
309
|
|
07.03-11.06.2009
|
1428
|
25.05-16.06.2011
|
503
|
|
11.06-15.06.2009
|
67
|
16.06-17.06.2011
|
9
|
|
15.06-21.06.2009
|
99
|
17.06-22.08.2011
|
1458
|
|
21.06-30.08.2009
|
1530
|
22.08-30.08.2011
|
138
|
|
30.08-11.09.2009
|
215
|
30.08-14.09.2011
|
353
|
|
11.09-12.09.2009
|
0
|
14.09-27.09.2011
|
296
|
|
12.09-17.11.2009
|
1535
|
27.09-17.11.2011
|
1024
|
|
17.11-22.12.2009
|
805
|
17.11-09.12.2011
|
502
|
|
22.12.2009-17.02.2010
|
547
|
09.12.2011-28.01.2012
|
1193
|
|
17.02-19.03.2010
|
714
|
28.01-29.012012
|
20
|
|
19.03-04.04.2010
|
315
|
617
|
|
04.04-11.04.2010
|
148
|
25.02-03.03.2012
|
169
|
|
11.04-20.05.2010
|
903
|
03.03-28.05.2012
|
2013
|
|
20.05-16.06.2010
|
577
|
28.05-29.06.2012
|
743
|
|
16.06-20.06.2010
|
74
|
29.06-17.07.2012
|
447
|
|
20.06-24.07.2010
|
808
|
17.07-20.08.2012
|
787
|
|
24.07-12.08.2010
|
385
|
20.08-07.09.2012
|
416
|
|
12.08-26.08.2010
|
297
|
07.09-24.09.2012
|
404
|
|
26.08-19.10.2010
|
521
|
24.09-13.10.2012
|
449
|
|
19.10-20.11.2010
|
701
|
13.10-15.11.2012
|
750
|
|
20.11-05.12.2010
|
105
|
15.11-21.12.2012
|
850
|
|
05.12-07.12.2010
|
33
|
21.12-26.12.2012
|
98
|
|
07.12.2010-24.02.2011
|
346
|
26.12-29.12.2012
|
71
|
|
24.02-27.02.2011
|
35
|
|
|
Рисунок А21- Распределение времени работы подъемно-поворотного стенда
Таблица - А22.Статистика отказов и простоев подъемно-поворотного стенда
|
Дата простоя
|
Продолжительность,ч
|
Дата простоя
|
Продолжительность,ч
|
|
05.01.2008
|
26
|
27.02.2011
|
1
|
|
12.03.2008
|
65
|
11.03.2011
|
13
|
|
16.03.2008
|
10
|
17.03.2011
|
6
|
|
18.12.2008
|
1
|
16.04.2011
|
30
|
|
02.01.2009
|
13
|
11.05.2011
|
16
|
|
07.03.2009
|
60
|
25.05.2011
|
11
|
|
11.06.2009
|
48
|
16.06.2011
|
14
|
|
15.06.2009
|
5
|
17.06.2011
|
1
|
|
21.06.2009
|
40
|
22.08.2011
|
53
|
|
30.08.2009
|
62
|
30.08.2011
|
1
|
|
11.09.2009
|
11
|
14.09.2011
|
6
|
|
12.09.2009
|
21
|
27.09.2011
|
10
|
|
17.11.2009
|
4
|
17.11.2011
|
22
|
|
22.12.2009
|
31
|
09.12.2011
|
4
|
|
17.02.2010
|
46
|
28.01.2012
|
3
|
|
19.03.2010
|
32
|
29.01.2012
|
1
|
|
04.04.2010
|
13
|
25.02.2012
|
6
|
|
11.04.2010
|
7
|
03.03.2012
|
27
|
|
20.05.2010
|
26
|
28.05.2012
|
1
|
|
16.06.2010
|
21
|
29.06.2012
|
9
|
|
20.06.2010
|
1
|
17.07.2012
|
5
|
|
24.07.2010
|
31
|
20.08.2012
|
16
|
|
12.08.2010
|
16
|
07.09.2012
|
4
|
|
26.08.2010
|
13
|
24.09.2012
|
7
|
|
19.10.2010
|
42
|
13.10.2012
|
18
|
|
20.11.2010
|
25
|
15.11.2012
|
14
|
|
05.12.2010
|
13
|
21.12.2012
|
22
|
|
07.12.2010
|
2
|
26.12.2012
|
1
|
|
24.02.2011
|
36
|
29.12.2012
|
1
|
Рисунок А 22- Распределение продолжительности простоев поворотного стенда
Таблица - А23.Статистика отказов и простоев крана №5 механизма подъема
63т
|
Дата простоя
|
Продолжительность,ч
|
Дата простоя
|
Продолжительность,ч
|
|
22.06.2008
|
1
|
01.04.2011
|
18
|
|
17.08.2008
|
55
|
11.04.2011
|
10
|
|
24.11.2008
|
97
|
08.05.2011
|
27
|
|
22.12.2008
|
28
|
24.06.2011
|
46
|
|
23.12.2008
|
1
|
26.06.2011
|
2
|
|
13.04.2009
|
110
|
12.08.2011
|
46
|
|
19.04.2009
|
6
|
13.08.2011
|
1
|
|
03.08.2009
|
104
|
28.08.2011
|
15
|
|
09.11.2009
|
96
|
30.08.2011
|
2
|
|
10.11.2009
|
1
|
17.09.2011
|
17
|
|
17.12.2010
|
37
|
12.11.2011
|
55
|
|
02.02.2010
|
15
|
14.12.2011
|
32
|
|
17.03.2010
|
75
|
19.12.2011
|
5
|
|
12.05.2010
|
55
|
05.02.2012
|
46
|
|
12.06.2010
|
30
|
09.02.2012
|
4
|
|
24.09.2010
|
102
|
14.02.2012
|
5
|
|
02.10. 2010
|
8
|
03.04.2012
|
49
|
|
07.10. 2010
|
5
|
15.04.2012
|
12
|
|
12.10.2010
|
5
|
19.06.2012
|
64
|
|
13.10.2010
|
2
|
10.08.2012
|
51
|
|
29.10.2010
|
16
|
22.08.2012
|
12
|
|
31.12.2010
|
62
|
17.09.2012
|
25
|
|
08.01.2011
|
8
|
01.10.2012
|
14
|
|
15.01.2011
|
7
|
21.10.2012
|
20
|
|
17.02.2011
|
32
|
03.11.2012
|
12
|
|
19.02.2011
|
2
|
04.11.2012
|
1
|
|
13.03.2011
|
24
|
30.11.2012
|
26
|
|
|
17.12.2012
|
17
|
|
|
31.12.2012
|
14
|
Рисунок А23 - Распределение продолжительности простоев механизма 63т
подъема
Таблица - А24.Статистика работоспособности крана №5 механизма подъема 63т
|
Срок службы
|
Работоспособность,ч
|
Срок службы
|
Работоспособность,ч
|
|
22.06-17.08.2008
|
1295
|
11.04-08.05.2011
|
662
|
|
17.08-24.11.2008
|
2249
|
08.05-24.06.2011
|
1077
|
|
24.11-22.12.2008
|
575
|
24.06-26.06.2011
|
2
|
|
22.12-23.12.2008
|
20
|
26.06-12.08.2011
|
1102
|
|
23.12.2008-13.04.2009
|
2782
|
12.08-13.08.2011
|
2
|
|
13.04-19.04.2009
|
34
|
13.08-28.08.2011
|
359
|
|
19.04-03.08.2009
|
2682
|
28.08-30.08.2011
|
33
|
|
03.08-09.11.2009
|
2242
|
30.08-17.09.2011
|
430
|
|
09.11-10.11.2009
|
23
|
17.09-12.11.2011
|
1303
|
|
10.11-17.12.2009
|
863
|
12.11-14.12.2011
|
713
|
|
17.12.2009-02.01.2010
|
419
|
14.12-19.12.2011
|
88
|
|
02.01-17.03.20010
|
1065
|
19.12.2011-05.02.2012
|
1099
|
|
17.03-12.05.2010
|
1269
|
50
|
|
12.05-12.06.2010
|
665
|
09.02-14.02.2012
|
116
|
|
12.06-24.09.2010
|
2370
|
14.02-03.04.2012
|
451
|
|
24.09-02.10.2010
|
90
|
03.04-15.04.2012
|
959
|
|
02.10-07.10.2010
|
112
|
15.04-19.06.2012
|
1476
|
|
07.10-12.10.2010
|
115
|
19.06-10.08.2012
|
1158
|
|
12.10-13.10.2010
|
19
|
10.08-22.08.2012
|
237
|
|
13.10-29.10.2010
|
383
|
22.08-17.09.2012
|
588
|
|
29.10-31.12.2010
|
1472
|
17.09-01.10.2012
|
311
|
|
31.12.2010-08.01.2011
|
130
|
01.10-21.10.2012
|
466
|
|
08.01-15.01.2011
|
160
|
21.10-03.11.2012
|
268
|
|
15.01-17.02.2011
|
737
|
03.11-04.11.2012
|
12
|
|
17.02-19.02.2011
|
32
|
04.11-30.11.2012
|
623
|
|
19.02-13.03.2011
|
526
|
30.11-17.12.2012
|
406
|
|
13.03-01.04.2011
|
384
|
17.12-31.12.2012
|
319
|
|
01.04-11.04.2011
|
222
|
|
|
Рисунок А24 - Распределение времени работы крана №5 механизма подъема 63т
Таблица -А25.Статистика работоспособности шлаковоза
|
Срок службы
|
|
Срок службы
|
|
|
04.01-21.01.2008
|
378
|
12.09-11.10.2010
|
688
|
|
21.01-29.03.2008
|
1615
|
11.10-19.12.2010
|
1603
|
|
29.03-16.04.2008
|
386
|
19.12.2010-04.01.2011
|
326
|
|
16.04-18.04.2008
|
11
|
04.01-29.01.2011
|
585
|
|
18.04-04.05.2008
|
383
|
29.01-13.02.2011
|
335
|
|
04.05-19.07.2008
|
1785
|
13.02-26.02.2011
|
296
|
|
19.07-21.07.2008
|
36
|
26.02-30.03.2011
|
837
|
|
21.07-01.08-.2008
|
234
|
30.03-04.05.2011
|
829
|
|
01.08-22.08.2008
|
492
|
04.05-19.06.2011
|
1764
|
|
22.08-11.10.2008
|
433
|
19.06-16.08.2011
|
1367
|
|
11.10-24.11.2008
|
305
|
16.08-11.09.2011
|
548
|
|
24.11-22.12.2008
|
647
|
11.09-26.09.2011
|
336
|
|
22.12.2008-02.01.2009
|
208
|
26.09-30.10.2011
|
575
|
|
02.01-11.05.2009
|
212
|
30.10-24.11.2011
|
584
|
|
11.05-17.08.2009
|
2246
|
24.11-22.12.2011
|
607
|
|
19.08-23.09.2009
|
814
|
16.01-01.02.2012
|
337
|
|
23.09-09.11.2009
|
1089
|
01.02-07.03.2012
|
869
|
|
09.11-12.12.2009
|
746
|
07.03-11.05.2012
|
1520
|
|
12.12-31.12.2009
|
435
|
11.05-16.05.2012
|
143
|
|
31.12.2009-16.01.2010
|
382
|
16.05-27.06.2012
|
979
|
|
16.01-07.03.2010
|
346
|
27.06-03.07.2007
|
164
|
|
07.03-11.03.2010
|
42
|
03.07-08.08.2012
|
834
|
|
11.03-22.04.2010
|
740
|
08.08-19.09.2012
|
948
|
|
22.04-29.06.2010
|
1551
|
19.09-25.09.2012
|
70
|
|
29.06-17.07.2010
|
393
|
25.09-12.11.2012
|
1175
|
|
17.07-24.08.2010
|
872
|
12.11-17.11.2010
|
99
|
|
24.08-09.09.2010
|
355
|
17.11-17.12.2012
|
713
|
|
09.09-12.09.2010
|
63
|
|
|
Рисунок А25 - Распределение времени работы шлаковоза
Таблица - А26.Статистика отказов и простоев шлаковоза
|
Дата простоя
|
Продолжительность,ч
|
Дата простоя
|
Продолжительность,ч
|
|
04.01.2008
|
30
|
12.09.2010
|
8
|
|
21.01.2008
|
17
|
11.10.2010
|
29
|
|
29.03.2008
|
22
|
19.12.2010
|
34
|
|
16.04.2008
|
13
|
04.01.2011
|
15
|
|
18.04.2008
|
1
|
29.01.2011
|
1
|
|
04.05.2008
|
13
|
13.02.2011
|
16
|
|
19.07.2008
|
36
|
26.02.2011
|
3
|
|
21.07.2008
|
6
|
30.03.2011
|
11
|
|
01.08.2008
|
12
|
04.05.2011
|
36
|
|
22.08.2008
|
23
|
19.06.2011
|
1
|
|
11.10.2008
|
7
|
16.08.2011
|
52
|
|
24.11.2008
|
25
|
11.09.2011
|
24
|
|
22.12.2008
|
32
|
26.09.2011
|
1
|
|
02.01.2009
|
4
|
30.10.2011
|
16
|
|
11.05.2009
|
54
|
24.11.2011
|
65
|
|
17.08.2009
|
32
|
22.12.2011
|
28
|
|
19.08.2009
|
2
|
16.01.2012
|
23
|
|
23.09.2009
|
15
|
01.02.2012
|
19
|
|
09.11.2009
|
46
|
07.03.2012
|
16
|
|
12.12.2009
|
21
|
11.05.2012
|
1
|
|
31.12.2009
|
26
|
16.05.2012
|
5
|
|
16.01.2010
|
38
|
27.06.2007
|
4
|
|
07.03.2010
|
54
|
03.07.2012
|
6
|
|
11.03.2010
|
4
|
08.08.2012
|
36
|
|
22.04.2010
|
57
|
19.09.2012
|
74
|
|
29.06.2010
|
39
|
25.09.2012
|
1
|
|
17.07.2010
|
16
|
12.11.2010
|
45
|
|
24.08.2010
|
5
|
17.11.2012
|
7
|
|
09.09.2010
|
9
|
17.12.2012
|
63
|
Рисунок А26- Распределение продолжительности простоев шлаковоза
Приложение Б
а) б)
Рисунок Б1 - Графики работоспособности: а)газоотводящий тракт;
б)поворотный стенд
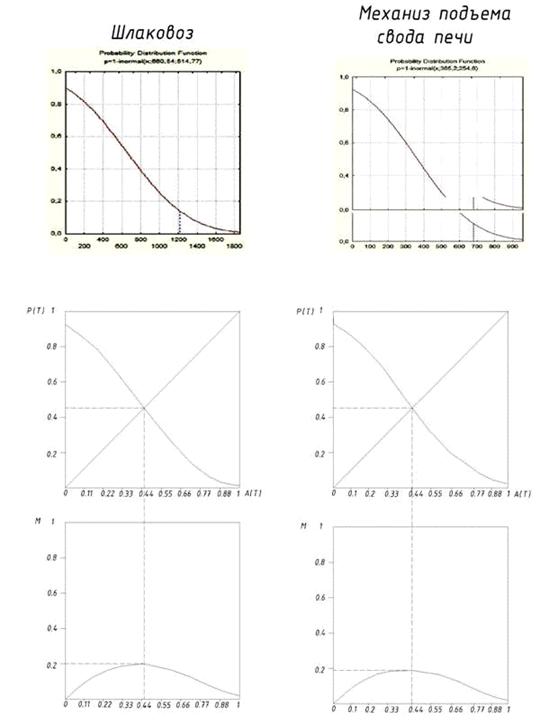
в) г)
Рисунок Б2 - Графики работоспособности: в)шлаковоз; г)механизм подъема

д) е)
Рисунок Б3 - Графики работоспособности: д)скраповоз; е)литейный кран
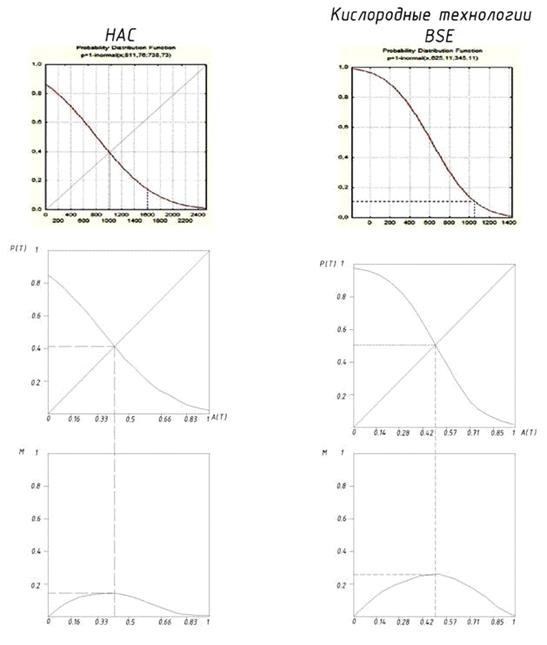
ж) з)
Рисунок Б4 - Графики работоспособности: ж) НАС; з)кислородные технологии
ВSE
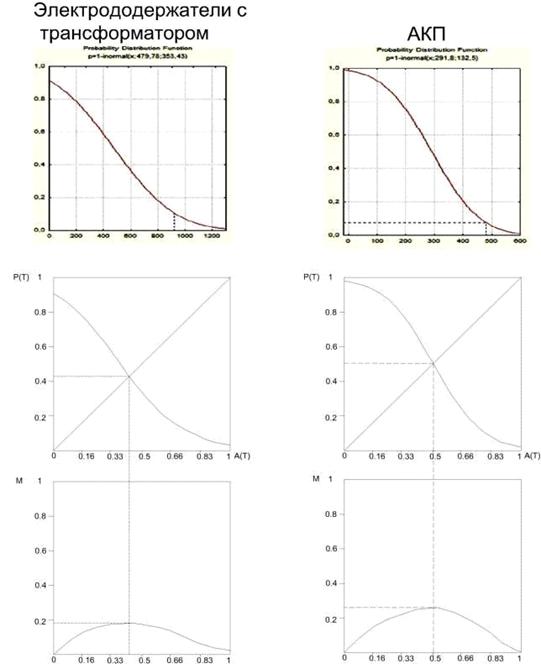
и) к) Рисунок Б5 - Графики работоспособности: и)электрододержатели с
трансформатором; к) АКП
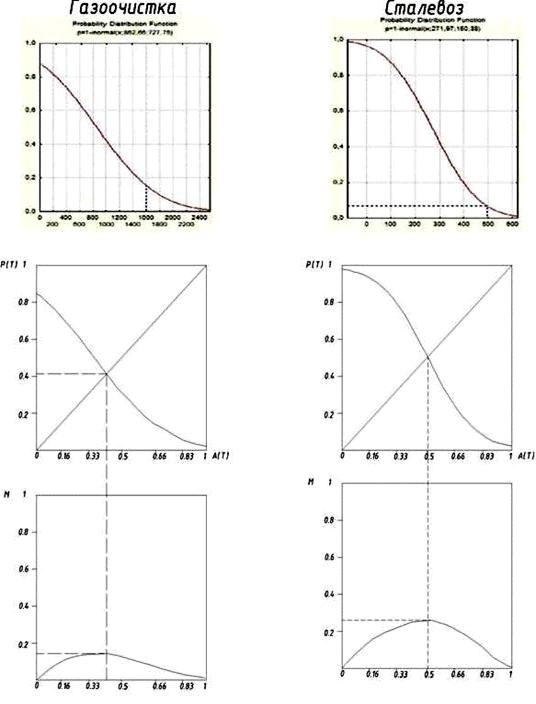
л) м)
Рисунок Б6 - Графики работоспособности: л)газоочистка; м)сталевоз

н)
Рисунок Б7 - Графики работоспособности: н)механизма подъема 63 т, кран №5