|
+48
град. по Цельсию
|
НазваниеКомментарий
|
|
|
I/O
|
Аналоговые,
цифровые, релейные, 120 VAC, дешифратор доступен
|
|
Поддержка
промышленной шины
|
Interbus-S, ProfiBus, Profinet, CC
Link, DeviceNet и
Ethernet IP
|
|
Сеть
|
Ethernet FTP/NFS
|
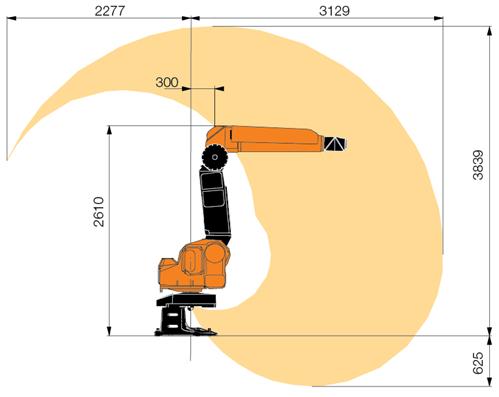
Рисунок 2.9 - Рабочая зона промышленного робота
) Печь Yta
VTR/C.250.
Гнутье стекла (моллирование).
Моллирование (гнутье) стекла - технология
формования криволинейных изделий из листового стекла при высоких температурах.
Моллирование производится в специально
оборудованной плоской тоннельной печи с использованием управляемых керамических
электронагревателей и опорных поверхностей (матрицы, формы), на которые
устанавливается стеклянное полотно. При равномерном нагревании стекло при
температуре 600-700 °C становится пластичным и постепенно деформируется под
действием собственного веса, принимая форму опорной поверхности, сохраняя при
этом гладкость поверхности. После этого этапа стекло контролируемо охлаждается
под струей сжатого воздуха. В процессе гнутья может использоваться закалка
стекла, что существенно повышает его механическую прочность и снижают риск
термошока. Также возможно изготовление гнутого триплекса (многослойного стекла)
и наклейка пленки безопасности.

Рисунок 2.10 - Печь для моллирования Yta
VTR/C.250.
Особенности конструкции:
· Моллирование глубиной до 800 мм,
независимо от габаритов печи;
· Возможность фьюзинга (спекание)
стекла в случаях применения дополнительных подставок;
· Возможность монтирования
дополнительных ванн для повышения производительности, вплоть до автоматической
линии;
· Автоматическая панель управления
Мод. UCM 3.88, позволяющая сохранять до 20 программ моллирования;
· Управление и контроль температуры на
каждом из трех участков печи;
· Антикоррозийная обработка внутренней
части печи. Участки, на которые падает основная нагрузка, обшиты нержавеющей
сталью толщиной 3-4 мм;
· Внутренняя поверхность с покрытием
'OPENSYSTEM', изготовленным из керамического волокна. Поверхность обработана
специальным отвердительным составом. Выдерживает температуру до 1260°.
Печь:
· Стальная трубчатая конструкция,
обшитая листовой прессованной сталью;
· Антикоррозийная обработка внутренней
части печи. Участки, на которые падает основная нагрузка, обшиты нержавеющей
сталью толщиной 3-4 мм;
· Внешние защитные устройства. Внешняя
поверхность покрыта тремя слоями краски;
· Вентиляционные отверстия по
периметру печи.
Камера нагрева:
· Внутренняя поверхность с покрытием
"OPENSYSTEM", изготовленным из керамического волокна. Поверхность
обработана специальным отвердительным составом. Выдерживает температуру до
1260°;
· Внешнее покрытие изготовлено из
алюминия;
· Каналы воздушной вентиляции в
стенках камеры;
· Камера нагрева не деформируется под
воздействием высоких температур и расширения. Устройство камеры позволяет
снизить затраты на электроэнергию, а также позволяет сохранять температуру
внутри камеры на постоянном уровне.
Дверца печи:
· Автоматическое открытие и закрытие
«крышки» осуществляется электродвигателем с электронно-механическим
устройством;
· Благодаря специальному защитному
устройству исключается возможность непроизвольного закрытия дверцы.
Наблюдение за осуществлением операций.
Охлаждение:
· Наблюдение за осуществлением
операций производится через специальные окошки, расположенные по периметру;
· Предусмотрены специальные отверстия
для охлаждения печи.
Нагревательная установка:
· Многочисленные нагревательные
элементы, защищенные специальными кварцевыми трубками, обеспечивают одинаковую
температуру на всех участках печи;
· Благодаря наличию 3 участков нагрева
возможно осуществление различных видов обжига;
· Высокое качество нагревательных
элементов и материалов, из которых они изготовлены, гарантируют долгий слог
службы оборудования и высокое качество гнутья.
Автоматическая панель управления Мод. UCM 3.88:
· Компьютер для создания 20 программ
обработки (каждая из которых, в свою очередь, включает 30 шагов);
· Каждый шаг может выполняться при
различной температуре. Например, при установке первой температуры на отметке
500°С и времени нагрева 60 мин (первый шаг), температура в печи достигнет
отметки 500° через 60 мин (1 шаг), то есть через 30 мин после начала закалки
температура будет равна 250° и т.д.;
· Каждая из созданных программ
обработки сохраняется под определенным номером и может быть вызвана повторно
набором соответствующего номера. На мониторе появится номер выбранной
программы, время, прошедшее с момента ее запуска, шаг, осуществляемый в
настоящий момент, температура печи, температура, установленная компьютером в
данный момент, график выполнения текущей программы гнутья. Перед каждым
включением печи проводятся автоматические тесты состояния печи;
· Компьютер управляет циклом
охлаждения, следуя различным заранее установленным этапам;
· Память компьютера обеспечивает
аналитический просмотр последнего выполненного цикла закаливания;
· Печь управляется автоматически.
Запись программ обработки в компьютер производится следующим образом: компьютер
последовательно задает оператору простые вопросы, которые отражаются на экране
панели управления.
Оснащение и функции панели управления мод. UCM
3.88:. Программируемый терморегулятор P.I.D. мод. TC 88: установлен на
машине. Память на 20 программ (каждая программа включает 30 шагов);
· Включение вспомогательных функций
при выполнении каждого шага;
· Просмотровое устройство со всеми
данными по выполняемой программе обработки;
· Монитор LCD (240 х 128 pixel) для
отображения данных, графиков и изображений;
· Вход для удаленных подключений
(телесервис, принтеры и т.д.);
· Постоянный контроль состояния
термоэлемента;
· Автоматическая диагностика
внутренних параметров;
· Автоматическая диагностика
подключения основной электронной аппаратуры;
· Диагностика ввода данных программы
закаливания;
· Буферная батарея длительного
действия для запоминания введенных данных;
· Упрощенный ввод данных программ
обработки;
· Электронный ключ для блокировки
основных функций;
· Считывание программы во время
выполнения цикла обработки.. Контроль за избыточной температурой.. Запись
температуры и внутренняя проверка.. Предусмотрено частичное открытие
«крышки» в автоматическом режиме.. Основной выключатель.. Все
электрические элементы оснащены выключателями с сигнальной лампочкой.. Рычажной
привод для управления «крышкой» печи.. «Крышка» печи приводится в
движение при помощи сервомоторов.. Сигнальная сирена, срабатывающая при
движении «крышки».
Сигналы о неполадках поступают при помощи аудио-
и видеосигналов с соответствующим номером ошибки.
) Шлифовальный станок СШЛС 6.06

Рисунок 2.11 - Ленточный шлифовальный станок
СШЛС 6.06
Ленточный шлифовальный станок СШЛС предназначен
для применения на малых и средних предприятиях, работающих на рынке обработки
стекла и производства мебели.[2]
Система натяжения шлиф. ленты имеет ручную и
автоматическую подстройку, защиту от мощных динамических ударов при обрыве
ленты, смену направления движения шлиф ленты. Станок комплектуется системой
увлажнения ленты, упором для режима полирования и повышения производительности
обдирки.
Таблица 2.7 - Технические характеристики СШЛС
6.06
|
Параметр
|
Значение
|
|
Производительность
при толщине стекла 5 мм Шлифование Полирование
|
430
пог м в смену 60 пог м в смену
|
|
Мин.
размер прямоугольной детали
|
100
х 100 мм
|
|
Макс.
размер прямоугольной детали
|
2000
х 1000 мм
|
|
Мин.
размер круглой детали
|
D 100 мм
|
|
Мин.
размер отверстия
|
D 390 мм
|
|
Макс.
размер круглой детали
|
D 1000 мм
|
|
Макс.
толщина детали
|
20
мм
|
|
Длина
кольца шлифовальной ленты
|
1830
мм
|
|
Ширина
шлифовальной ленты
|
От
30 до 100 мм
|
|
Скорость
движения шлифовальной ленты
|
От
2 до 30 м/с
|
|
Направление
движения шлифовальной ленты
|
Реверсируемое
|
|
Угол
обработки кромки
|
90, +45 и -45 град.
|
|
Мощность
двигателя привода
|
1500
Вт
|
|
Мощность
пылесоса
|
1300
Вт
|
|
Мощность
опрыскивателя
|
110
Вт
|
|
Потребляемая
мощность
|
2200
Вт
|
|
Габаритные
размеры станка
|
640
х 500 х1600
|
|
Габаритные
размеры со столом
|
1800
х 900 х 1600 мм
|
|
Вес
со столом СКВП-1
|
130
кг
|
|
Электроподключение
(заземление обязательно)
|
3
х 380V,
50
Гц
|
2.5 Составление
операционной карты
В технологическом процессе производства
автомобильных стекол производятся следующие операции и переходы:
) Листы стекла вручную укладываются на стол
раскроя;
) Режущая головка проходит по контуру
автомобильного стекла;
) Стекло продвигается по транспортеру на стол с
газовой горелкой;
) Горелка проходит по контуру автомобильного
стекла;
) Манипулятор опускает захватное устройство,
отделяет стекло от листа;
) Манипулятор передвигается к шлифовальному
станку;
) Шлифование стекла;
) Манипулятор передвигается к печи;
) Манипулятор опускает стекло на форму и
отпускает его;
) Печь задвигается в лер, герметизируется и
нагревает стекло.
) Стекло охлаждается сжатым воздухом в печи.
) Стекло вручную складируется.
2.6 Выводы
В данном разделе описывается технология
изготовления автомобильных стекол, подбор технологического оборудования по
техническим параметрам.
На данном этапе проектирования для каждой операции
закреплено оборудование, представленное в каталогах производителей.
РАЗДЕЛ 3. КОНСТРУКТОРСКАЯ ЧАСТЬ
3.1 Описание объекта
автоматизации
Флоат-стекло:
В настоящее время наиболее распространенный тип
стекла, получаемый с помощью флоат-метода, при котором стекло при выходе из
печи плавления выливается на поверхность расплавленного олова и дальше в виде
непрерывной ленты поступает через зону охлаждения на дальнейшую обработку.
Флоат-стекло характеризуется исключительной ровностью и отсутствием оптических
дефектов. Наибольший размер получаемого стекла, как правило, составляет 5100 -
6000 мм х 3210 мм, при этом толщина листа может быть даже меньше двух
миллиметров и достигать 25 мм. Получаемое стекло может быть прозрачным,
окрашенным или с покрытием (стекла с покрытиями типа On-line).
Стекло с одной линии, на выходе подвергается
контролю, и после него по качеству подразделяется на марки М1, М2, М3 и т.д.
Чем меньше цифра в марке стекла - тем оно качественнее, а значит им можно
остеклять более сложные объекты и конструкции. На марки стекло делится по
следующим параметрам:
· физические свойства;
· оптические свойства;
· количество дефектов (на единице
поверхности);
· отклонение по толщине (стекло
одинаковой толщины лучше режется).
Изготовление стекла происходит на основе
флоат-процесса: расплавленная стекломасса непрерывно подается из ванной печи на
расплав олова. Находясь на нем, стекло формируется по толщине и ширине. Затем
стекло поступает в печь отжига, где оно проходит процесс охлаждения. После
отжига лента стекла разрезается по размерам для дальнейшей отгрузки. Сам
процесс изготовления стекла - непрерывный.
В зависимости от назначения стекло выпускается
толщиной от 2 до 10 мм. Марок от М1 до М7, с коэффициентом преломления около
1,5, коэффициентом светопропускания - 0,81:0,89.
Благодаря использованию в составах различных
химических соединений, стекла обладают различными свойствами, что позволяет
создавать оптические эффекты (игра света в едва заметных гранях, создания
эффекта оплывшего от времени стекла). Стекло бывает как бесцветным, так и
цветным, а также матированным. Толщина стекла обычно находится в пределах от 4
до 6мм.
) Окрашенное стекло
Окрашенное в массе стекло получают добавлением в
расплав стекольной массы различных минералов. Наиболее распространёнными
являются серый, зелёный и бронзовый цвета. Однако возможно изготовление стекла
других цветов. Окрашенные стёкла известны как солнцезащитные, так как они
поглощают значительную часть тепловой и световой энергии солнечного света.
) Узорчатое стекло
Узорчатые стекла обычно получают методом
машинной прокатки. При этом на одной или на обеих поверхностях стекла остается
желаемый рисунок. Узорчатые стекла подходят к самым разнообразным вариантам
внутреннего остекления, поскольку позволяют найти интереснейшие варианты
применения.
) Закалённое стекло
Закалённое стекло - это листовое стекло,
подвергнутое термической обработке ради обеспечения безопасного характера
разрушения (при разрушении образуются мелкие осколки неспособные травмировать
людей) и повышения механической прочности. Предел прочности закаленного стекла
при изгибе более чем в 4 раз выше, чем у обычного листового стекла.
Коэффициенты пропускания, поглощения, отражения после закаливания практически
не изменяются.
Готовые закаленные стекла нельзя резать и
сверлить, поэтому при необходимости перед закалкой в стекле предварительно
делают требуемые вырезы и отверстия. Наиболее уязвимым местом закаленного
стекла являются его кромки, поэтому при монтаже конструкций необходимо
оберегать его торцы от ударов и царапин.
)Армированное стекло
Армированное стекло - это стекло с металлической
сеткой, безопасное и пожаростойкое. При пожаре оно может треснуть, но
распространению огня стекло помешает. Осколки стекла удерживаются на месте
арматурой.
Большой недостаток армированного стекла - это
его хрупкость, так как полости находящиеся внутри стекла снижают его прочность
в несколько раз.
) Триплекс
Триплекс - это стекло, состоящее из 2-х или
более слоев, «склеенных» между собой полимерной пленкой. Толщина «триплекса»
обычно не менее 7 мм. Триплекс снижает опасность разлетающихся осколков,
способствует защите помещения от воздействия ультрафиолетовых лучей,
обеспечивает звукоизоляцию. К недостатками триплекса можно отнести его высокую
стоимость и большую массу.
Область применения многослойного стекла во
многом сходна с областями применения закаленного. В связи с тем, что
ламинированное стекло обладает более высокими прочностными характеристиками, по
сравнению с обычным, и не выпадает из рамы при разрушении, его используют в
зонах повышенного риска:
· балконное остекление,
· стеклянные полы и ступени лестниц,
· детали мебели и стеклянные
столешницы,
· все виды наружного ограждения,
· пуленепробиваемое стекло,
· потолочное остекление.
3.2 Разработка
устройства для захвата стекла
) Вакуумный захват Festo
VAS-100
Вакуумным захватом удерживаются перемещаемые
объекты с гладкими воздухонепроницаемыми поверхностями. Изготавливается из
нитриловой резины, которая практически не оставляет следов на полированной
поверхности.
Рисунок 3.1 - Вакуумный захват Festo
VAS
Таблица 3.1 - Характеристики
|
ПараметрЗначение
|
|
|
Диаметр
вакуумной присоски, мм
|
100
|
|
Конструкция
|
Канал
вакуума сверху, круглый, стандартный
|
|
Вакуумный
канал
|
G 1/4
|
|
Тип
монтажа
|
Ввинчиваемая
резьба
|
|
Номинальный
размер, мм
|
10
|
|
Эффективный
диаметр присоски, мм
|
85
|
|
Твердость
по Шору
|
73
|
|
Усилие
отрыва при вакууме 70%
|
397
|
|
Вес
|
138
|
) Рама сварная из круглого металлического
профиля 36 мм.
Таблица 3.2 - Труба холоднодеформированная
тонкостенная ГОСТ 8733-74, 8734-75
|
Параметр
|
Значение
|
|
Диаметр
d, мм
|
36
|
|
Толщина
стенки, мм
|
1.0
|
|
Масса
1 м, кг
|
0.863
|
3.3 Выводы
В данном разделе рассматриваются различные
варианты изготовления заготовок. В данном случае наиболее простым решением
является изготовление флоат-стекла. Подобрано оборудование из каталога Festo
для пнвматического вакуумного захвата.
РАЗДЕЛ 4. ОХРАНА ТРУДА
4.1 Разработка системы
управления охраной труда на предприятии по изготовлению автомобильных окон
) Политика предприятия в области охраны труда
Администрация предприятия заявляет о приоритете
жизни и здоровья работников предприятия и берет на себя полную ответственность
за создание на рабочих местах в каждом структурном подразделении надлежащих,
безопасных и здоровых условий труда.
В соответствии с требованиями Закона Украины
"Об охране труда", других законодательных и нормативно-правовых актов
в области охраны труда политика предприятия в области охраны труда базируется
на принципах:
а) Соблюдать требования законодательства и другие
требования в области охраны труда, действующие на территории Украины.
б) Постоянно улучшать условия труда на рабочих
местах, проводить работу по выявлению и устранению опасностей на рабочих
местах.
в) Постоянно прогнозировать опасности
производственных процессов, оценивать связанные с ними риски:
повышенный риск выхода из строя оборудования,
отработавшего нормативный срок эксплуатации;
повышенный риск простудных заболеваний
вследствие изменения температурного режима на рабочих местах;
и проводить мероприятия по снижению уровня
рисков и контролю над ними.
г) Внедрять на предприятии новые современные
технологии, модернизировать используемое технологическое оборудование,
обеспечивающих безопасность условий и охраны труда и высокую
производительность.
д) Проводить обучение и повышение квалификации
работников для обеспечения профессиональной компетентности, понимания их роли и
ответственности в вопросах создания безопасных и здоровых условий труда.
е) Доводить до каждого работника индивидуальные
обязанности по охране труда, ликвидации возможных аварийных ситуаций и
выполнению мероприятий, направленных на уменьшение потенциальных рисков
несчастных случаев и инцидентов на производстве и профессиональных заболеваний.
Руководство предприятия берет на себя
ответственность за предоставление средств и ресурсов, обеспечивающих реализацию
данной политики, и обязуется поддерживать деятельность в области охраны
здоровья и безопасности труда в ежедневной работе.
) Планирование мероприятий в области управления
охраной труда и улучшения условий труда
Функция прогнозирования и планирования работ по
охране труда имеет решающее значение в системе управления охраной труда.
Планирование работы по охране труда делится на перспективное, текущее и
оперативное.
Перспективное планирование вмещает наиболее
важные, трудоемкие и долгосрочные мероприятия, выполнение которых, как правило,
требует совместной работы нескольких подразделений предприятия. Возможность
выполнения мероприятий перспективного плана должно быть подтверждено
обоснованным расчетом необходимого материально-технического обеспечения и
финансовых затрат с указанием источников финансирования. Основной формой
перспективного планирования работы по охране труда есть разработки комплексного
плана предприятия относительно улучшения состояния охраны труда.
Текущее планирование осуществляется в пределах
календарного года через разработку соответствующих мероприятий в разделе
"Охрана труда" коллективного договора.
Оперативное планирование работы по охране труда
осуществляется по итогам контроля состояния охраны труда в структурных
подразделениях и на предприятии в целом. Оперативные мероприятия по устранению
выявленных недостатков отмечаются непосредственно в приказе по предприятию,
который выдается по итогам контроля, или в плане мероприятий, как приложение к
приказу.
Целью планирования мероприятий по охране труда в
организации является разработка на предстоящий период комплекса мероприятий на
ее обеспечение для различных уровней системы управления охраной труда,
включающих:
соответствие условий труда требованиям
законодательства и иных нормативных правовых актов;
основные элементы системы управления охраной
труда в организации;
непрерывное совершенствование деятельности по
охране труда.
Планирование должно включать в себя процессы и
виды деятельности, которые связаны с выявленными опасностями и рисками, а также
техническое обслуживание, эксплуатацию и ремонт оборудования, гарантирующие
выполнение соответствующих нормативных требований охраны труда путем:
установления и обеспечения выполнения процедур,
направленных на устранение отклонений от концепции, цепей и задач в области
охраны труда;
установления и обеспечения использования методов
выявления (идентификации) опасностей и оценки рисков, связанных с работой
оборудования, используемым сырьем, комплектующими, услугами, получаемыми и
используемыми организацией, информирования поставщиков и подрядчиков о
соответствующих требованиях;
разработки и использования методов
проектирования оснащения рабочих мест, производственных процессов, оборудования
с учетом требований эргономики, обеспечивая исключение или снижение
производственного риска непосредственно в месте его проявления.
Планирование предусматривает также разработку
мер по постоянной корректировке документов системы управления охраной труда в
соответствие с изменением законодательства и государственных требований. Такие
меры предусматривают в соответствующих планах и программах по улучшению условий
труда (планирование), учитывают при выполнении функций "организация
работ", "обучения и мотивация персонала" и реализуют
непосредственно в производственном процессе.
Планирование начинают после доведения информации
об условиях труда (о результатах аттестации рабочих мест по условиям труда) до
соответствующих подразделений, которые анализируют ее, разрабатывают
необходимые меры, согласовывают их с другими подразделениями и представляют на
утверждение руководству организации. Оформляют планирование мероприятий в виде
приказов, распоряжений, планов-графиков и программ. Важно, чтобы все
планируемые мероприятия были обеспечены необходимыми ресурсами и
контролировалось их своевременное исполнение.
) Внедрение и функционирование системы
управления
Реализацию функций управления охраной труда в
рамках организации осуществляют при управлении производственным процессом или
услугой. Обеспечение охраны труда может быть реализовано только при выполнении
всех функций управления.
Для организации работы по
охране труда следует определять исполнителей всех мероприятий обеспечения
охраны труда, а для их выполнения разрабатывать необходимые регулирующие
документы или процедуры.
Управление охраной труда
осуществляют на предприятии в целом - работодатель; в структурном подразделении
- руководитель структурного подразделения; на рабочем месте - непосредственный
руководитель работ.
Функциональные обязанности
руководителей служб предприятия:
Отдела кадров:
- организация предварительного
медосмотра при поступлении на работу;
определение контингента,
подлежащего периодическим медицинским осмотрам;
профессиональный отбор работающих
отдельных специальностей;
определение перечня тяжелых
работ с вредными или опасными условиями труда;
- ознакомление поступающих на
работу с льготами и компенсациями по условиям труда.
Отдела снабжения:
обеспечение подразделений
предприятия средствами защиты, контроля и сигнализации.
Бухгалтерия:
- выплата работнику возмещения
вреда, причиненного трудовым увечьем;
осуществление обязательного
страхования работников от временной
нетрудоспособности вследствие заболевания, а также от несчастных случаев на производстве
и профессиональных заболеваний.
Отдела главного механика:
обеспечение безопасности
эксплуатируемого производственного оборудования;
обеспечение безопасного
состояния эксплуатируемых зданий и сооружений.
Нормативной основой управления
охраной труда на предприятии по разливу и укупорке минеральной воды являются:
Конституция Украины, Законы
Украины "Об охране труда", "Об общеобязательном государственном
страховании от несчастного случая на производстве и профессионального
заболевания, которые послужили причиной потери трудоспособности", Кодекс
законов Украины о труде, законодательные акты Верховной Рады Украины, указы в
распоряжения Президента Украины, постановления, распоряжения Кабинета Министров
Украины, приказы Госпромгорнадзора; а информационной основой - материалы
статистической отчетности, коллективный договор и соглашение по охране труда,
предписания и материалы проверки органов надзора, материалы расследования
несчастных случаев и профессиональных заболеваний.
) Контроль в области охраны
труда
Текущий контроль выполнения
плановых мероприятий по охране труда представляет собой непрерывную
деятельность по проверке выполнения мероприятий коллективных договоров, планов
мероприятий по улучшению и оздоровлению условий труда, направленных на обеспечение
охраны труда, профилактику опасностей, рисков в мероприятие по внедрению
системы управления охраной труда.
Текущий контроль на предприятии
содержит необходимые для обеспечения профилактических мероприятий по охране
труда, и включает;
контроль выполнения мероприятий
конкретных планов, установленных критериев результатов деятельности и целей;
систематическую проверку
производственных систем, помещений, цехов и оборудования;
контроль производственной
среды, включая организацию труда;
контроль состояния здоровья
работников, где это целесообразно, путем соответствующих медицинских осмотров,
в том числе периодических, для раннего выявления признаков и симптомов
нарушения здоровья с целью определения эффективности профилактических и
контрольных мер;
оценку соответствия
национальным законам и иным нормативным правовым актам, коллективным
соглашениям и другим обязательствам по охране труда, принятыми на себя
организацией.
Если на рабочем месте во время
контроля выявлены одна или несколько возможных причин для возникновения
несчастного случая, то рассмотрение этих недостатков должно проводиться с
наиболее жесткими требованиями к виновному ладу.
С целью укрепления трудовой
дисциплины и недопущения производственного травматизма на предприятии
ежеквартально проводятся мероприятия по контролю знаний работников в области
охраны труда.
) Анализ системы управления
охраной труда со стороны руководства
Оценка состояния охраны труда и
результатов профилактической работы на предприятии осуществляется за принятыми
показателями. Как источник исходной информации используются:
акты о несчастных случаях,
отчетах о производственном травматизме;
паспорта санитарно-технического
состояния условий труда и карты условий труда на рабочих местах, материалы
аттестации рабочих мест;
журналы оперативного контроля
за состоянием охраны труда структурного подразделения;
акты в предписания проверок
состояния охраны труда;
акты о нарушениях водителями
правил дорожного движения службы ГИБДД.
Обобщенные данные о состоянии
охраны труда и результаты профилактической работа подготавливаются начальником
структурного подразделения и подлежат обязательному рассмотрению и анализу на
всех уровнях управления предприятия.
Для повышения ответственности
работников за соблюдение требований нормативных актов по охране труда
используются талоны предупреждения, изъятие и выдача которых осуществляется
соответственно существующему на предприятии порядку.
4.2
Оценка и анализ условий труда на рабочем месте сотрудников предприятия по
изготовлению автомобильных окон
) Анализ помещений
Территория предприятия включает
контрольно-пропускной пункт, двухэтажное здание офиса, одноэтажное
производственное здание, склад материалов и готовой продукции, одноэтажное
здание котельной, ремонтно-механическая мастерская, здание подсобного назначения.
Структура включает в себя
следующие отделы в подразделения:
общее руководство - 3 человека;
служба технического
обслуживания и ремонта производственного оборудования - 4 человека;
отдел материально-технического
снабжения - 5 человек;
рабочие основного цеха - 10
человек;
водители - 4 человека;
бухгалтерия - 2 человека;
планово-экономический отдел - 3
человека;
отдел кадров - 2 человека;
юрист - 1 человек;
охрана - 4 человека;
секретарь -1 человек.
Всего на предприятии работает
39 человек.
В таблице 4.1 приведены
фактические и нормативные значения рабочего помещения для персонала.
Таблица 4.1 − Фактические
и нормативные значения рабочего помещения
|
Наименование
показателей
|
Размерность,
ед. измерения
|
Фактическое
значение
|
Нормативные
требования
|
Нормативный
документ
|
|
Административный
|
|
Высота
помещения
|
м
|
2,6
|
2,5
|
СН
245-71
|
|
Площадь
на одного работающего
|
м2
|
5,3
|
4,5
|
СН
245-71
|
|
Объём
на одного работающего
|
м3
|
18,6
|
15
|
СН
245-71
|
|
Основной
|
|
Высота
помещения
|
м
|
3,5
|
2,6
|
СНиП-69-78
|
|
Площадь
помещения
|
м2
|
100
|
14
|
СНиП-69-78
|
Таким образом, на основе
фактических значений, можно сделать вывод о том, что значения соответствуют
нормативным.
Производственные факторы
(микроклимат, освещение, шум и т.п.) сведены и представлены в Приложении А.
|
Наименование
показателей
|
Единицы
измерения
|
Источники
образования факторов
|
Нормативные
требования
|
Фактические
значения
|
Нормативный
документ (ДСТУ, ГОСТ и т.д.)
|
Меры,
обеспечивающие нормативные требования
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
|
-временные
характеристики шума: постоянный
|
−
|
офисное
оборудование
|
−
|
|
−
|
−
|
|
-уровень
звука в наиболее шумных местах
|
дБ(А)
|
|
65
|
50
|
ДСН
3.3.6.037-99
|
Звукоизоляция,
окна помещения выходят во двор
|
|
Производственные
помещения
|
|
-характер
спектра шума: широкополосный
|
−
|
Работающее
производственное оборудование, насосная станция
|
−
|
|
−
|
|
-временные
характеристики шума: постоянный
|
−
|
Работающее
производственное оборудование, насосная станция
|
|
|
|
|
|
-уровень
звука в наиболее шумных местах
|
дБ(А)
|
|
80
|
75
|
|
Звукоизоляция
тех.оборудования, обеспечение рабочих звукоизолирующими наушниками.
|
|
Вибрация
|
|
Производственные
помещения
|
|
Среднегеометрические
частоты октавных полос (локальные)
|
Гц
|
Категория
1а: производственное оборудование
|
16
|
16
|
ДСН
3.3.3.039-99
|
технические
меры, введение оптимальных режимов труда, применение индивидуальных средств
защиты, а также лечебно-профилактические мероприятия
|
|
Виброскорость:
(локальная)
|
м/с∙10-2
дБ
|
−
|
1,4
109
|
1,4
109
|
ДСН
3.3.3.039-99
|
|
|
Виброускорение
(локальное)
|
м/с2
дБ
|
−
|
1,4
73
|
1,4
73
|
ДСН
3.3.3.039-99
|
|
|
Среднегеометрические
частоты октавных полос (общие)
|
Гц
|
Тип
а: производственное оборудование
|
16
|
16
|
ДСН
3.3.3.039-99
|
технические
меры, введение оптимальных режимов труда, применение индивидуальных средств
защиты, а также лечебно-профилактические мероприятия
|
|
Виброскорость:
(общие)
|
м/с∙10-2
дБ
|
−
|
0,2
56
|
0,2
56
|
ДСН
3.3.3.039-99
|
|
|
Виброускорение
(общие)
|
м/с2
дБ
|
−
|
0,2
92
|
0,2
92
|
ДСН
3.3.3.039-99
|
|
|
|
|
|
|
|
|
Таблица 1 − Общие производственные факторы
Приложение А
|
Наименование
показателей
|
Единицы
измерения
|
Источники
образования факторов
|
Нормативные
требования
|
Фактические
значения
|
Нормативный
документ (ДСТУ, ГОСТ и т.д.)
|
Меры,
обеспечивающие нормативные требования
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
|
-
фон
|
−
|
−
|
средний
|
средний
|
ДБН
В.2.5.28-2006
|
−
|
|
-
контраст
|
−
|
−
|
средний
|
средний
|
ДБН
В.2.5.28-2006
|
−
|
|
-
подразряд
|
−
|
−
|
в
|
в
|
ДБН
В.2.5.28-2006
|
−
|
|
Искусственное
освещение: - общее - комбинированное
|
лк
|
система
освещения
|
200
|
200
|
ДБН
В.2.5.28-2006
|
светильник
ОДР, лампы люминесцентные ЛБ80
|
|
лк
|
система
освещения
|
400
|
400
|
ДБН
В.2.5.28-2006
|
светильник
ОДР, лампы люминесцентные ЛБ80, ЛБ40
|
|
Естественное
освещение: боковое (КЕО) - количество окон - площадь окон
|
%
|
боковые
световые проемы
|
1,5
|
1,5
|
ДБН
В.2.5.28-2006
|
боковые
световые проемы, окраска стен
|
|
шт.
|
−
|
3
|
5
|
−
|
−
|
|
м2
|
−
|
18
|
30
|
−
|
−
|
|
Производственные
помещения
|
|
-
наименьший размер объекта различения
|
мм
|
−
|
Более
5
|
6
|
ДБН
В.2.5.28-2006
|
-
наименьший размер объекта различения
|
|
-
разряд
|
−
|
−
|
VI
|
VI
|
ДБН
В.2.5.28-2006
|
-
разряд
|
|
-
фон
|
−
|
−
|
Независимо
от характеристик фона и контраста объекта с фоном
|
Независимо
от характеристик фона и контраста объекта с фоном
|
ДБН
В.2.5.28-2006
|
−
|
|
-
контраст
|
−
|
−
|
|
|
ДБН
В.2.5.28-2006
|
−
|
|
-
подразряд
|
−
|
−
|
−
|
−
|
ДБН
В.2.5.28-2006
|
−
|
|
Искусственное
освещение: при системе общего освещения
|
лк
|
система
освещения
|
200
|
200
|
ДБН
В.2.5.28-2006
|
светильник
ОДР, лампы люминесцентные ЛБ80
|
|
Естественное
освещение: боковое (КЕО) - количество окон - площадь окон
|
%
|
боковые
световые проемы
|
1
|
1
|
ДБН
В.2.5.28-2006
|
боковые
световые проемы, окраска стен
|
|
шт.
|
−
|
3
|
10
|
−
|
−
|
|
м2
|
−
|
18
|
60
|
−
|
−
|
|
Шум
|
|
Административное
помещение
|
|
-
категория работ
|
-
Работа, выполняемая с часто получаемыми указаниями и акустическими сигналами;
работа, требующая постоянного слухового контроля; операторская работа по
точному графику с инструкцией; диспетчерская работа. Рабочие места в
помещениях диспетчерской службы, кабинетах и помещениях наблюдения и
дистанционного управления с речевой связью по телефону; машинописных бюро, на
участках точной сборки, на телефонных и телеграфных станциях, в помещениях
мастеров, в залах обработки информации на вычислительных машинах
|
|
-
характер спектра шума: широкополосный
|
−
|
офисное
оборудование
|
−
|
|
−
|
−
|
2) Микроклимат
В соответствии с действующими
"санитарных норм Микроклимат производственных помещений" № 4088-86,
на предприятиях должны поддерживаться оптимальные или допустимые параметры
микроклимата - температуры, относительной влажности, скорости движения воздуха
с учетом климатической зоны, периода года и тяжести выполняемых работ.
Системы вентиляции и отопления
предприятий по изготовлению автомобильных окон должны соответствовать
требованиям СНиП 2.04.05-91 "Отопление, вентиляция и
кондиционирование", специфике отрасли и обеспечивать наличие допустимого
уровня вредных веществ в воздухе рабочей зоны производственных помещений
согласно ГОСТ 12.1.005-88 "ССБТ.
При использовании системы
кондиционирования воздуха параметры микроклимата в производственных помещениях
должны соответствовать СНиП 2.04.05.91 и СП 4416-87.
Содержание вредных веществ в
воздухе производственных помещений не должно превышать утвержденных предельно
допустимых концентраций.
Для предупреждения
возникновения и попадания в воздух производственных помещений вредных веществ
необходимо строго соблюдать параметры технологического процесса.
Все производственные и
вспомогательные помещения предприятий, за исключением холодных хранилищ,
котельных, трансформаторной подстанции, должны отапливаться. Все отопительные
приборы должны быть доступны для очистки от пыли.
Оборудование, паропроводы,
трубопроводы горячей воды и другие источники конвекционного и лучистого тепла
должны иметь теплоизоляцию, на поверхности которой температура не должна
превышать 45 град.С.
Оборудование, в процессе
использования которого выделяется влага, пыль, должно быть герметизированное
или оборудовано местными вентиляционными устройствами.
На основании таблицы можно
сделать вывод о том, что все значения соответствуют оптимальным, как в
административном, так и в производственных помещениях.
) Производственное освещение
Проанализировав данные таблицы,
можно сделать вывод о том, что все значения соответствуют оптимальным. Это
связано с тем, что предприятие заботится о своих сотрудниках, об их условиях
труда, и поэтому своевременно и на основании определенных расчетов закупает и
размещает осветительные приборы. Правильно спроектированное и выполненное
производственное освещение улучшает условия зрительной работы, снижает
утомляемость, способствует повышению производительности труда, благотворно
влияет на производственную среду, оказывая положительное психологическое
воздействие на работающего, повышает безопасность труда и снижает травматизм.
) Шум
Эквивалентные уровни шума на
рабочих местах не должны превышать 80 дБА. Уровень шума в производственных
помещениях должен быть в пределах норм, установленных "Санитарными нормами
допустимых уровней шума на рабочих местах" № 3223-85.
При проектировании,
реконструкции и эксплуатации производственных помещений, в которых размещается
оборудование, генерирующий шум и дает вибрацию, должны осуществляться
мероприятия по защите рабочих от его вредного воздействия:
Оборудование помещений
звукоизоляционными материалами;
Использование амортизирующих
приборов при монтаже оборудования;
Оборудование должно быть
оснащено приборами, которые гасят вибрацию;
Индивидуальные средства защиты.
Как видно из таблицы уровень
шума соответствует оптимальным значениям.
При работе в условиях длительного
шумового воздействия, люди испытывают раздражительность, головные боли,
головокружение, снижение внимания, повышенную утомляемость, понижение аппетита,
боли в ушах и т. д. Под воздействием шума снижается концентрация внимания,
нарушаются физиологические функции, появляется усталость в связи с повышенными
энергетическими затратами и нервно-психическим напряжением, ухудшается речевая
коммутация. Все это снижает работоспособность человека и его
производительность, качество и безопасность труда.
) Вибрация
В своей деятельности
предприятие использует высокотехнологическое оборудование, которое вызывает
локальную и общую вибрации. В профилактике вредного воздействия вибрации
ведущая роль, на предприятии принадлежит техническим и
организационно-техническим мероприятиям: создание новых инструментов и машин,
вибрация которых не должна превышать допустимых величин; автоматизация
процессов, их дистанционное управление.
Ослабление локальной вибрации и
передачи вибрация на пол достигается средствами виброизоляции и
вибропоглощения, использованием пружинных я резиновых амортизаторов, прокладок
и др. Для уменьшения вибрации, передаваемой на рабочие места, применяются
специальные амортизирующие сиденья, площадки с пассивной пружинной изоляцией,
резиновые, поролоновые и другие виброгасящие настилы.
На предприятия налажен
планово-предупредительный ремонт оборудования. Ручные машины, находящиеся в
эксплуатации, не реже одного раза в 6 месяцев проверяются на соответствие их
вибрационных параметров паспортным данным.
К работе с вибрирующими
машинами и оборудованием допускаются лица не моложе 18 лет, получившие
соответствующую квалификацию и сдавшие технический минимум по правилам
безопасности выполнения работ. Рабочие, подвергающиеся в процессе трудовой
деятельности воздействию вибрации, подлежат предварительным и периодическим
медосмотрам.
В целях профилактики
неблагоприятного воздействия вибрации работающие должны пользоваться средствами
индивидуальной защиты: перчатками, рукавицами, спецобувью согласно ГОСТ 12.010
- 75 «ССБТ. Средства индивидуальной защиты рук от вибрации. Общие технические
требования» и ГОСТ 12.4.024-76 «Обувь специальная виброзащитная».
Важным направлением
профилактики вибрационной болезни является внедрение рационального режима труда
и отдыха: регламентированные перерывы, ограничение времени контакта с
вибрирующими машинами и др.
) Электробезопасность помещения
На предприятии имеется большая
база электроприборов, так как всё производственное оборудование является
электроустановками, а соответственно это вызывает большую электроопасность.
Поэтому на этом предприятии уделяется особое внимание электробезопасности. На
предприятии расположены внутренние электроустановки в помещение повышенной
опасности. Повышение электробезопасности в установках достигается применением
систем защитного заземления, зануления, защитного отключения и других средств и
методов зашиты, в том числе знаков безопасности и предупредительных плакатов и
надписей. В системах местного освещения, в ручном электрифицированном
инструменте и в некоторых других случаях применяется пониженное напряжение.
) Пожарная безопасность
Пожарная безопасность должна обеспечиваться
посредством проведения организационных, технических и иных мероприятий,
направленных на предотвращение пожаров, обеспечение безопасности людей,
снижение возможных материальных потерь и уменьшение негативных экологических
последствий в случае их возникновения, создание условий для быстрого вызова
пожарных подразделений и успешного тушения пожаров.
Обеспечение пожарной безопасности предприятия
возлагается на руководителя, который:
· Разрабатывает комплексные меры по
обеспечению пожарной безопасности;
· Разрабатывает и утверждает
положения, инструкции, которые действуют в пределах предприятия;
· Организовывает обучение работников
правилам пожарной безопасности;
· Содержать в исправном состоянии
средства противопожарной защиты и связи;
· Проводить служебное расследование
случаев пожаров.
Территория предприятия должна постоянно
содержаться в чистоте и систематически очищаться от мусора, отходов
производства, тары и т. п. Запрещается устраивать свалки горючих отходов.
Дороги, проезды и проходы к зданиям, пожарному
инвентарю и средствам пожаротушения должны быть всегда свободными, содержаться
в исправном состоянии, зимой очищаться от снега.
Запрещается курение в производственных
помещениях, цехах, курение разрешается только в специально отведенных местах.
Эвакуационные пути и выходы должны содержаться
свободными, ничем не загромождаться и в случае возникновения пожара
обеспечивать безопасность во время эвакуации всех людей, находящихся в
помещениях зданий и сооружений.
Территория предприятия в темное время суток
должна освещаться.
Таким образом, проведя анализ
помещений и анализ производственных факторов предприятия можно сказать, что
практически все рассмотренные фактические значения показателей соответствуют
нормативным данным.
4.3
Выводы
На предприятии по изготовлению
автомобильных окон был проведен анализ управления охраной труда.
Главным мероприятием для
усовершенствования системы управления охраной труда на предприятии должно стать
увеличение заинтересованности в безопасности труда работниками. Для этого
необходимо проводить пропаганду вопросов охраны труда и материально поощрение,
либо наказание по вопросам выполнения норм и положений охраны труда.
Мероприятия по пропаганде
вопросов охраны труда:
) создание уголков, кабинетов
охраны труда;
) проведение дней охраны труда;
) демонстрирование учебных
фильмов по охране труда;
) проведение смотров,
семинаров;
) назначение лиц, ответственных
за содержание оборудования в безопасном состоянии;
) своевременное обучение
персонала, который обслуживает и использует оборудование.
Необходимо ввести систему
материального поощрения трудовых коллективов за работу без травм.
Материальное поощрение за
повышение уровня охраны труда должно осуществляться в форме премирования,
повышение надбавок, повышение разряда (для рабочих), повышение оклада (для
должностных лиц и специалистов), а также путем награждения подарками,
предоставление льготных путевок в санатории и дома отдыха. Виды материальных
поощрений определяются коллективным договором (соглашением, трудовым
договором).
Материальные санкции за
несоблюдение (нарушение, необеспечение) норм и требований охраны труда должны
осуществляться путем полного или частичного лишения или снижения размеров
надбавок, снижение оклада, перевода на менее ответственную и ниже оплачиваемую
работу.
Моральное поощрение работников
за достижения в обеспечении охраны труда должно осуществляться путем
награждения ведомственными знаками отличия, почетными грамотами, другими
ведомственными знаками, присвоение почетных званий, занесение на доску почета.
Разработка системы
стимулирования охраны труда, анализ и оценку ее эффективности осуществляет
служба охраны труда при участии кадровой службы с привлечением при
необходимости других служб предприятия. Система стимулирования охраны труда
должна быть отображена в Положении о премировании работников предприятия, а
также в коллективном договоре (соглашению предприятия).
Заключение
Целью настоящей работы является модернизация
существующего технологического процесса изготовления автомобильных окон. Для
достижения указанной цели был поставлен ряд задач.
При решении задачи анализа геометрических
параметров и свойств заготовки было установлено, что стекло растрескивается при
нагреве, что облегчает отделение отрезанной части от основного листа.
При выборе технологического оборудования
учитывались геометрические параметры заготовки, высота рабочей поверхности,
простота и удобство в эксплуатации.
При проектировании узла пневматического захвата
использовались продукция из каталога Festo,
рабочие чертежи, предоставленные на сайте производителя.
Таким образом, создана полуавтоматическая линия
по изготовлению автомобильных окон.
Библиографический
список
1.
Каталог Festo, http://www.festo.com/net/ru_ru/SupportPortal/default.aspx?cat=2;
.
Манипулятор ABB,
http://www05.abb.com/global/scot/scot241.nsf/veritydisplay/76ce3f10a6723ea7482576ba00472122/$file/IRB%205400%20process%20Datasheet.pdf;
.
Оборудование ЮТА,
<http://www.yta.ru/catalogue/stekloobrabotka/oborudovanie-italforni/oborudovanie-italforni_422.html>;
.
Производство стекла,
<http://mastter.ru/225-iz-chego-delajut-steklo.html>;
.
Флоат-стекло, <http://oknamodern.ru/100.php?c=60>;
.
Стол раскроя стекла, <http://www.8e.ru/print/26858.php>;
Похожие работы на - Улучшение показателей технологического процесса изготовления автомобильных стекол
|