Системы автоматизированного проектирования лекал и раскладок
Введение
Всего лишь сотню лет назад, умение вычерчивать
контуры деталей одежды, было окутано ореолом таинственности и являлось
предметом гордости. Это умение тщательно оберегали от посторонних глаз и
передавали по наследству от отца к сыну.
Время изменило отношение к ремеслу портного.
Изготовление одежды превратилось в индустриальное производство, а профессия
конструктора стала доступной и понятной. Открыты специальные учебные заведения,
где изучают науку конструирования одежды, создано немало руководств по технике
кроя. Однако профессия конструктора и в настоящее время несет в себе черты
загадочности. Это ли не загадка, когда из плоских деталей, странных очертаний,
получают удивительные по красоте модели одежды; то с четкими до
безукоризненности отточенными формами, то плавно струящиеся, с постоянно
меняющимся силуэтом в такт движений фигуры.
Не случайно говорят, что конструирование - это
искусство, обрамленное в рамки строгих расчетов. Если раньше искусством кроя
овладевали с сантиметровой лентой в руках, то теперь первым инструментом для
решения конструкторских задач стал компьютер. Компьютерные технологии появились
в швейном производстве не многим более двадцати лет назад.
Первые САПР решали чисто технические задачи по
выполнению однотипных, повторяющихся операций, например, равномерное увеличение
или уменьшение детали при переходе от одного размерного варианта к другому. У
швейников эту процедуру называют градацией лекал. Потом появились САПР,
способные выбирать решения из ряда альтернативных. Такой была САПР -
"Раскладка", выполняющая рациональное размещение деталей на ткани.
Эти системы умели манипулировать с объектами, ранее созданными человеком в
результате его творческой деятельности.
Успех современного швейного предприятия во
многом зависит от узнаваемости торговой марки, качества продукции и ее
себестоимости. Основными составляющими качества швейных изделий являются
лекала, материалы и технология изготовления. Приобрести качественные материалы
и оборудование в настоящее время не представляет особого труда. Намного сложнее
обеспечить качество лекал в широком диапазоне размеров и ростов, быструю
сменяемость ассортимента моделей.
Сегодня уже все понимают, что быстрое и
качественное решение проблем конструкторской подготовки без применения
компьютерных технологий и САПР практически не возможно.
Однако, многие не понимают, что не все САПР
обладают одинаковыми возможностями. Одни системы обеспечат решение проблем,
создадут условия для развития и совершенствования производства. Другие системы
не только не решат существующих проблем, но и добавят новые.
Выбор оптимальной САПР для предприятия является
жизненно важной задачей, во многом определяющей его будущее.
1.САПР «Ассоль»
САПР «Ассоль» - модульный программный комплекс,
который позволяет по эскизу, фотографии или образцу быстро и точно разработать
лекала моделей любой сложности. В системе можно конструировать изделия с
«нуля», вводить с дигитайзера готовые лекала и редактировать их, выполнять
градацию и раскладку, распечатывать чертежи конструкций, лекала, сетки
градации, раскладки, создавать сопроводительную текстовую документацию.
САПР «Ассоль» разработана в Московском
Физико-техническом институте. При ее создании использованы самые современные
информационные технологии и методы программирования в графической среде
AutoCad. Коллектив разработчиков имеет лицензию всемирно известной фирмы
Autodesk, создавшей графическую систему AutoCad.
С самого начала своей деятельности коллектив
«Ассоль» ставил перед собой задачу разработать лучшую, или хотя бы сравнимую с
ведущими мировыми аналогами, отечественную швейную САПР для отраслевых
предприятий.
По прошествии 10 лет можно сказать, что
последняя версия САПР «Ассоль» не только не уступают, но по системам 2D и 3D
конструирования построенным на базе графической среды AutoCad компании
Autodesk, превосходят САПР мировых производителей раскройного оборудования, а
также чисто швейные САПР отечественных и зарубежных разработчиков.
Систему «Фотодигитайзер» используемую для ввода
лекал в компьютер смогла повторить только одна компания из Бразилии, и то
спустя три года после презентации на крупнейшей выставке оборудования в Кельне
1MB 2003.
Только в 2006 на 1MB 2006 бразильская компания
Audasus, представила аналог, как инновационную разработку. Сейчас все
предприятия, приобретающие «Ассоль» для ввода лекал в компьютер используют
только фотодигитайзер.
Результаты работы автоматической раскладки не
уступают по времени и проценту использования лучшим зарубежным аналогом.
Однако и здесь «Ассоль» имеет преимущество, так
как отработали автоматическую подготовку раскройных карт и для ручного раскроя
и для раскройных комплексов, а зарубежные аналоги ориентированы исключительно
на подготовку раскройных карт для раскройных комплексов.
Можно выделить 2 основных фактора обеспечивших
создание наиболее мощной на сегодняшний день САПР для швейного производства.
Прежде всего это команда «Ассоль» состоит из
разработчиков: выпускников МФТИ, ученых и специалистов отрасли: конструкторов и
дизайнеров, отвечающих за тестирование и методическое сопровождение
программного обеспечения. Профессиональный уровень разработчиков позволяет
создавать ряд инновационных продуктов на стыке математики, физики и
промышленного дизайна. Среди них следует особо отметить совершенно новое
направление, которое не имеет аналогов в мире -параметрическое построение 3D
моделей и разверток лекал 3D-2D/
Второй исключительно важный фактор
успеха-удачный выбор в качестве графической платформы для САПР редактора
AutoCad компании Autodesk - признанного мирового лидера в области графических
систем.
В большинстве швейных САПР конструкторские
команды разрабатываются на основе графических редакторов собственной
разработки.
Исторически такого подхода придерживаются
зарубежные разработчики раскройного оборудования. Здесь основной задачей САПР
является обеспечение работы раскройного комплекса. Для этого мощный графический
редактор не нужен. Достаточно стандартного набора чертежных средств,
обеспечивающих выполнение трех следующих классических функций САПР: ввод в
компьютер с помощью дигитайзера комплекта лекал модели базового размера,
разработанного на бумаге; размножение лекал по заданному
росто-размерно-полнотному ряду, создание спецификаций, базы данных лекал;
выполнение раскладки с учетом заданных параметров, выдача на раскрой.
Отдельная программа должна обеспечивать расчет
трассы и управление раскроем.
Конструкторский модуль либо вообще не
рассматривается, либо функционально ограничен.
Сегодня, когда требуется быстро разрабатывать
новые коллекции, САПР со слабыми графическими возможностями не может обеспечить
решение этой задачи. Предприятие, купившее такую САПР, с высокой долей
вероятности будет разрабатывать новые модели в основном на столе и вводить их в
компьютер с дигитайзера, как и 10-15 лет назад.
Если в качестве платформы для САПР выбрать
универсальный графический редактор с необходимым и достаточным набором
графических возможностей и чертежных свойств, то в этом случае не надо думать,
сможет ли редактор реализовать новую команду или новые возможности
конструирования.
В силу своей «швейной некомпетентности»
разработчики «Ассоль» не стали разрабатывать свой графический редактор, а
остановили выбор на AutoCAD, что конкуренты вначале отмечали как недостаток. На
их взгляд AutoCAD обладал заведомо завышенными функциональными возможностями и
высокой точностью отображения графики. Именно теми качествами, которые дают
сегодня «Ассоль» очевидное конкурентное преимущество.
Благодаря AutoCAD, нам уже в конце 90-х удалось
реализовать передовые на то время методики конструирования и конструктивного
моделирования. Таких методик не было (да и сейчас имеются не в полном объеме) в
других САПР. Заметим, что уже тогда ведущие разработчики «Ассоль» имели статус
«авторизованных разработчиков компании Autodesk. Последние по примеру «Ассоль»
разработчики других САПР стали включать в свои системы базы данных размерных
признаков и модули построения базовых основ на типовые и индивидуальные фигуры.
А многие автоматические команды «Ассоль», такие, как построения рукавов и
воротников разных типов до сих пор не реализованы в других САПР.
Благодаря тому, что графический редактор AutoCAD
постоянно совершенствуется, мы смогли сосредоточиться на разработке и
совершенствовании системы конструирования, развивая свои программные средства и
свою САПР с учетом новых возможностей AutoCAD.
В прошлом году Центр АССОЛЬ прошел международную
сертификацию и стал партнером компании Autodesk в области САПР для легкой и
мебельной промышленности на российском и международном рынке САПР. Это
означает, что на сегодняшний день разработки «Ассоль» соответствую самым
высоким требованиям мирового лидера в области САПР, предъявляемым к отраслевым
САПР на базе AutoCAD.
.1Четыре уровня конструирования «Ассоль»
В системе «Ассоль» выделены четыре уровня
конструирования, учитывающие сложившуюся на предприятии специфику производства,
количество и частоту выпуска новых моделей, степень их сложности, уровень
подготовки конструкторов, инновационную составляющую предприятия.
.1.1 Базовое конструирование
Больше всего базовое конструирование подходит
для предприятий со стабильным ассортиментом или в качестве первой системы на
предприятии, когда у предприятия ранее не было САПР. Даже базовое
конструирование «Ассоль» но своим возможностям превосходит модули
конструирования «швейных» САПР. Почему это происходит уже подробно рассказано
выше.
С помощью базового конструирования предприятие
может решить задачи ввода всей актуатьной базы наработанных лекал, моделировать
на готовой базе, выполнять градацию и задавать свойства для программы
раскладки.
В базовой версии «Ассоль» можно достаточно
быстро строить чертежными средствами несложные модели с нуля. В системе
автоматизированы основные конструкторские операции - перевод и оформление
вытачек, создание складок, коническое и параллельно-коническое разведение деталей,
построение припусков на швы, оформление различных вариантов углов лекал,
расстановку надсечек и пр. Автоматически создается документация на модель:
отчеты по площадям, периметрам, длинам срезов, габаритным размерам лекал и пр.
Отчеты экспортируются в стандартный формат (Word, Excel, и др.). Одной кнопкой
выполняется компоновка деталей для вывода на печать или вырезающее устройство.
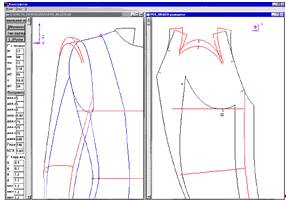
В «Ассоль» для ввода лекал используется
Фотодигитайзер, который позволяет быстро и точно вводить лекала в компьютер
(рис. 1). Применение этой технологии заменяет дигитайзер, сокращая денежные
затраты на оборудование на 1000-2000 долл.
Базовому конструированию легко обучить даже
специалиста ранее не знакомого с САПР.
.1.2 Расширенное конструирование
Расширенное конструирование включает все
средства модуля «Конструирование Базовое».
Кроме этого «Расширенное конструирование»
включает базы данных типовых фигур и параметрические базовые основы,
обеспечивающие автоматическое построение базовых конструкций для мужчин, женщин
и детей на типовые и индивидуальные фигуры но различным методикам
конструирования. А также большой набор параметрических команд конструктивного
моделирования для быстрого (0,5-2 час.) построения лекал базового размера
сложной модели «с нуля».
В командах конструктивного моделирования
используется уникальное сочетание автомагических расчетов и ручного режима при
оформлении модельных линий. Это позволяет широко применять данные команды в
различных условиях и для различных моделей.
.1.3 Визуальное параметрическое конструирование
на плоскости
Относительно новый конструкторский модуль.
Работает в производстве с 2006 г. Обеспечивав быстрое построение сложной модели
«с нуля» с автоматической записью последовательности построений и
автоматическую градацию одной кнопкой. Обеспечивает идеальное сопряжение срезов
при автоматической градации и автоматическое изменение всех лекал при внесении
изменений после отшива изделия. Включает все команды базового и расширенного
конструирования, которые автоматически записываются при проектировании. Отличие
от других параметрических швейных САПР в мощной графике, современном интерфейсе
и возможности быстрого внесения изменений в записанный сценарий. Параметрика
«Ассоль» -это комбинация визуального и аналитического методов параметрического
построения. Фактически, это новое поколение программного обеспечения,
разработанное с учетом последних достижений в области информационных
технологий. Дополнительные 20 мин. будут затрачены на анализ и ввод параметров,
которые позволят затем автоматически корректировать построения после отшива или
разработать варианты модельного решения изделия.
.1.4 Визуальное параметрическое конструирование
в пространстве на манекенах
Естественным развитием визуального
параметрического конструирования на плоскости стала разработка инновационной
технологии параметрического проектирования в пространстве и на плоскости,
которая может дать нашей швейной промышленности исключительные возможности по
качественной и быстрой разработке новых моделей. Она позволит многократно
повысить производительность труда модельера и конструктора. При этом
взаимодействие этих специалистов, а также весь процесс принятия новых моделей
на производстве значительно упрощается и удешевляется. По существу разработана
и предлагается аналог макетного метода проектирования на манекене, но на
манекене цифровом. Именно использование сканированных манекенов или
оцифрованных на 3D сканере фигур манекенщиков стандартного телосложения
позволяет уже сегодня применять АС 3D Parametric при массовом производстве
одежды. При использовании технологии «Ассоль» сначала проектируется на манекене
та форма и те конструктивные линии, которые хочется видеть, а потом получаются
точные лекала.
Визуальное параметрическое конструирование в
пространстве на манекенах
Рис.1.
Пример построения накладного объемного кармана
на городском рюкзаке сложной пространственной формы. Продемонстрирована
возможность варьирования объемной формы кармана и, соответственно, получаемых с
нее плоских разверток.

Рис. 2.
Пример визуализации разработанной модели с
использованием различных материалов. Здесь одна и та же модель сумки для
боулинга «изготовлена» из материалов различного цвета и рисунка, с кедерами по
швам или без них.
.2 Градация
После того, как комплект лекал на базовый I
размеро-рост создан, выполняется градация (техническое размножение) лекал по
размерам и ростам.
Существует два принципиальных подхода к
выполнению градации в автоматизированных системах: градация по нормам (по
схеме) и параметрическая градация. Каждый из этих подходов имеет свои сильные и
слабые стороны. Градация по схеме обычно предпочтительна при массовом
призводстве одежды, параметрическая при персонифицированном (на индивидуальные
фигуры). В САПР «Ассоль» реализованы оба подхода. Предлагается и компромиссный
вариант (также для массового производства) - градация методом группировки. Этот
вариант очень привлекателен для конструкторов, которые не имеют отработанных
схем градации «на все случаи жизни», и в то же время не хотят записывать
полноценные параметрические модели (поскольку это увеличивает затраты времени
на проектирование моделей в 1.5-3)
1.2.1 Работа с лекалами
В САПР «Ассоль» так же как и при обычном
проектировании моделей на бумаге, различаются состояния чертежа конструкции и
лекал изделия. При этом и чертеж, и лекала могут быть построены в системе «с
нуля» или введены с дигитайзера.
Чертеж конструкции представляет собой набор
определенным образом расположенных линий (графических примитивов). Линии
чертежа можно просто рисовать и редактировать на экране, получать при
выполнении команд полуавтоматического моделирования или ранее записанных
сценариев. Уникальность САПР «Ассоль» состоит в том, что все эти три режима
могут комбинироваться в произвольном порядке по желанию конструктора. Все
производимые в системе действия при необходимости могут отменяться на любое
число шагов.
На стадии разработки чертежа конструкции вес
основные детали изделия определенным образом совмещены па сетке базовых вертикалей
и горизонталей - это диктуется удобством восприятия и традицией. Детали могут
частично накладываться друг на друга, поэтому долевые нити будут располагаться
в разных направлениях. При проектировании на бумаге после разработки чертежа
конструкции следующим этапом работы является копирование деталей с чертежа,
построение припусков и вырезание лекал. Аналогии этих процессов можно найти и в
САПР «Ассоль», но значительная часть операций выполняется системой, а не
конструктором, за счет чего весь процесс сильно ускоряется.
Контуры деталей с основными монтажными
надсечками па них копируются с чертежа конструкции; при выполнении ряда
операций конструктивного моделирования копирование происходит автоматически.
После этого строятся припуски на швы. Величина припусков задается
пользователем. Существуют разные варианты оформления углов припусков:
продолжением линий припусков по касательной, прямоугольным уступом на ширину
припуска, зеркальным отображением относительно линии стачивания и др. При
построении припусков сразу к нескольким срезам (ко всему лекалу) все углы
автоматически оформляются по касательной. При желании их можно переоформить
одним из указанных способов или любым другим.
При вводе лекал с дигитайзера обычно вводят
внешний контур лекал, как более отработанный, а контуры без припусков (контуры
деталей в готовом виде) достраивают в системе (если это нужно для повышения
точности градации). При вводе с дигитайзера возможно два режима: когда вводятся
чертежи, эскизы, отдельные контуры деталей - как набор линий и когда вводятся
замкнутые контуры и из них сразу формируются лекала.
Обычно лекала определяются в системе после того,
как построены все
припуски
(или, наоборот, контуры без припусков). При этом происходит идентификация
внешнего контура лекала (срезов), контура без припусков (линий стачивания, или
контура детали в готовом виде), монтажных надсечек, внутренней разметки лекала
(вытачек, мест расположения настрочных деталей и т.п.), задаются направления
долевых. Процесс создания лекал в САПР «Ассоль» максимально автоматизирован.
Конструктор указывает на линию внешнего контура лекала, затем - контура без
припусков (если он есть), остальные линии обнаруживаются автоматически. Система
сама проверяет контуры лекал на замкнутость (стыковку линий на концах), и если
погрешности построения составляют меньше 0,5 мм, автоматически замыкает
контуры. Если концы линий, составляющих контур лекала, расходятся более чем на
па 0,5 мм, это место подсвечивается на экране, и конструктор исправляет ошибку
чертежными средствами. Созданное таким образом лекало, по аналогии ручного
конструирования, как бы вырезано. Теперь его можно перемещать, поворачивать,
масштабировать, зеркально отображать как целостный объект (при включенном
«Режиме лекал»). В то же время полностью сохраняется доступ к составляющим
лекало линиям (в «Режиме примитивов»).
На данной стадии наиболее удобно выполнять
проверку контуров лекал на сопряженность. Для этого конструктор указывает на
лекалах по две пары точек совмещения, и лекала складываются по линии стачивания.
Теперь можно исправить нестыковки (если они есть), а затем вернуть лекала в
исходное положение.
При необходимости часть контуров лекала можно
удалить, а затем нарисовать, ввести с дигитайзера или построить заново. Таким
образом можно, например, изменить ширину припуска на шов или исправить
конфигурацию контуров после отшива экспериментального образца.
В практике конструирования часто встречаются
ситуации, когда новые лекала создаются на основе уже существующих, а не на
основе чертежа конструкции. Во-первых, таким образом обычно разрабатываются
производные лекала (верхний воротник на основе нижнего, лекала подкладки и
клеевых прокладок на основе лекал верха и пр.). Во-вторых, значительная часть
новых моделей в массовом производстве создается путем более или менее
существенной трансформации лекал конструктивного прототипа.
В САПР «Ассоль» можно создать точную копию
указанного лекала, которую затем легко трансформировать с использованием
чертежных средств. Создаются также копии частей лекала, отделенных намеченной
пользователем линией отреза. По линии отреза можно задавать дополнительный
припуск на шов. Есть специальная команда для построения лекал подкладки. Она
трансформирует контуры лекал но схемам, которые создаются и записываются
конструктором в виде отдельных файлов, в каждом из которых находится лекало с
нормами фадации. Эта работа выполняется один раз. В дальнейшем конструктор
вызывает подходящую схему трансформации и применяет ее к указанному лекалу
сходной конфигурации.
1.2.2 Работа с лекалами
Рис. 1
Оформление лекал в САПР «Ассоль»:
а) исходный чертеж; б) детали с построенными
припусками; в), г), д) разные варианты оформления углов припусков.

Рис. 2.
Схема построения лекала подкладки верхней части
рукава по лекалу верха.
Градация по нормам
В чистом виде градация по нормам предполагает
наличие хорошо отработанных схем для размножения всех основных и производных
лекал. В случае отсутствия или неполноты схемы конструктор в той или иной мере
применяет градацию методомгруппировки. Рассмотрим сначала простую градацию по
нормам. Базовый комплект лекал для градации должен быть правильно подготовлен.
В принципе, обязательным элементом лекал является только внешний контур. Все
другие элементы (контуры без при пусков, внутренние контуры и надсечки)
добавляются по мере надобности. Контур без припусков на лекалах нужен для
повышения точности градации - при его наличии в производных размеро-ростах
легче проверить сопряженность срезов по длинам. Для простых изделий или в том
случае, когда схема хорошо отработана, можно его не создавать вообще или
удалить перед выполнением градации. Внутренние контуры обычно присутствуют
только на лекалах-оригиналах или на вспомогательных лекалах.
Первым шагом при градации является задание
росто-размерной группы.
Конструктор сначала выбирает ассортиментную
группу (одежда, головные уборы, обувь), а заем потребителей (мужчины, женщины,
мальчики, девочки). В выбранной группе задаются параметры базового комплекта
-рост и размер, а также диапазоны ростов и размеров, на которые должна
производиться градация. Потом по мере необходимости эти диапазоны могут быть
расширены. Для головных уборов и обуви градация осуществляется только по
размерам (без ростов).
На лекалах создаются оси градации, которые чаще
всего совпадают с направлением долевых, но они могут быть ориентированы и
иначе.
С помощью команды «Задание сопряженности длинам»
можно указать контуры лекал, длина которых будет проверяться в производных
размеро-ростах. В первую очередь это делается для ответственных узлов с разной
конфигурацией соединяемых срезов (пройма - окат, горловина - воротник и т.п.).
Следующим этапом является присвоение норм
градации. В САПР «Ассоль» могут использоваться т.н. индивидуальные (безымянные)
и модельные (именованные) нормы градации. Модельные нормы можно присваивать
сразу нескольким точкам, и они всегда будут размножаться одинаково.
В зависимости от места хранения информации о
нормах различаются стандартные нормы, которые записываются в общую для всех
моделей базу данных, и произвольные, связанные с конкретными файлами моделей.
Нормы могут быть как регулярными (с одинаковыми
межразмерными и межростовыми приращениями на всем диапазоне нерегулярными
(приращение задается на каждом шаге отдельно). Нерегулярные нормы применяются
относительно редко - при размножении на очень большой диапазон размеров, а
также при градации конструктивно-декоративных элементов «через размер».
Помимо команд непосредственного присвоения норм
- «Стандартная норма» и «Произвольная норма» в системе имеются команды для
копирования норм из точки в точку, копирования набора норм с лекала на лекало,
команды расчета пропорциональных норм двумя способами - по длине контура и по
проекциям на оси координат. Есть команда для пересчета норм относительно
указанной точки, которая позволяет по-разному совмещать размноженные лекала на
сетке, а также команда для поворота оси градации, с помощью которой можно
задавать приращения вдоль контура детали (например, приращения по ростам для
линии низа цельнокроеного рукава).
Нормы обычно задаются только для основных точек,
нормы для промежуточных точек система рассчитывает автоматически, после чего
конструктор при желании может их изменить.
Средства САПР «Ассоль» позволяют не только
присваивать нормы по известной схеме, но и рассчитывать приращения для точек,
которые в схеме отсутствуют и не могут быть рассчитаны пропорционально.
Наиболее простым и удобным для этого является метод группировки, или задание
норм графическим способом.
.2.3 Градация методом группировки
Градация методом группировки может выполняться
для комплекта целиком или для нескольких отдельных точек, которые отсутствуют в
схеме градации. Для градации полного комплекта метод группировки применяют
относительно редко: либо при отсутствии на предприятии схем градации, либо для
очень сложных моделей (с нетиповым расположением членений, покроем рукава,
отличным от втачного, драпировками), либо тогда, когда изделия разрабатываются
муляжным методом. Градация методом группировки отдельных точек на модельных
линиях наиболее эффективна и удобна, поскольку позволяет избежать сложных
расчетов. Ниже мы рассмотрим это на конкретном примере. В первом случае чертеж
конструкции изделия разрабатывается в двух размерах - обычно в базовом и в
самом большом. Лекала создаются только в базовом комплекте. В большом размере
достаточно скопировать с чертежа контуры деталей и совместить их с лекалами
базового комплекта. После этого все нормы на контурах лекал без припусков
присваиваются с помощью команды «Графическое задание нормы», а на внешние
контуры и па производные лекала полученные нормы затем просто копируются.
Аналогичным образом можно ввести с дигитайзера
два комплекта лекал разных размеров и выполнить команду «Графическое задание
норм» для базового.
В том случае, когда нужно определить приращения
для небольшого числа точек, технология градации методом группировки несколько
иная, В этом случае выполняется моделирование на лекалах с уже присвоенными
нормами.
Рассмотрим в качестве примера расчет норм для
отлетной кокетки полочки, цельнокроеной со спинкой. Нормы градации полочки, а
также всех конструктивных точек спинки, за исключением кокетки, уже присвоены
по известной схеме (нормы на кокетке автоматически рассчитаются
пропорционально, но нас это не устраивает). Сначала нужно рассчитать нормы для
разметки расположения кокетки на полочке. Для точек на контуре лекала это
делается с помощью команды «Пропорциональные нормы», для угла кокетки - с
помощью команды «Пропорциональные нормы но осям». После этого выполняется
градация спинки и полочки на крайний размер. Отображение базового размера на
экране отключается, остается только результат градации. Пропорционально
размноженная кокетка спинки удаляется, а на ее место копируются контуры кокетки
с полочки (команды «Копировать» и «Выровнять»). Именно так должна выглядеть
кокетка спинки в крайнем размере. Теперь остается снова включить базовый
комплект, удалить рассчитанные системой нормы на кокетке спинки и вместо них
присвоить нормы с помощью команды «Графическое задание нормы», а затем
скопировать их на припуски. Повторная градация спинки показывает полную
идентичность контуров кокетки, скопированной с полочки, и полученной в
результате градации.
Аналогичным образом рассчитывают нормы при
нетиповом расположении вытачек, на декоративных членениях, производных лекалах
(клеевых прокладках, обтачках) и пр. Данный способ определения норм гораздо
удобнее и нагляднее сложных расчетов с использованием переносов и поворотов
осей градации, которые предлагаются в литературе и которые вынуждены
использовать конструкторы при выполнении градации по нормам в других САПР.
Здесь также в полной мере используется уникальная особенность САПР «Ассоль» -
возможность редактирования и даже сложного моделирования размноженных комплектов
лекал.
Для работы с размноженными комплектами
предлагается целый набор команд, позволяющих включать и выключать отображение
комплектов на экране, менять цвет комплекта, снимать отдельные лекала и
комплекты целиком с общей сетки, записывать размноженные комплекты в виде
отдельных файлов. Для эксклюзивных моделей можно отредактировать каждый
размноженный размер по результатам экспериментального отшива образца и
сохранить модель в таком виде.
Для большего удобства выполнения градации в
системе также предусмотрен ряд сервисных команд: включение, выключение и
изменение вида маркеров конструктивных точек, показ на лекалах имен присвоенных
в точках модельных норм, показ схем градации по размерам и ростам, которые
затем можно выводить па печать и многое другое.
Градация методом группировки
Рис. 3.
Определение норм градации цельнокроеной кокетки
с использованием метода группировки:
а) исходные данные; б) результат.
.2.4 Параметрическая Градация
Альтернативный способ градации лекал одной
кнопкой - подразумевает автоматическое простраивание каждого размера
параметрически записанной модели "с нуля"
Параметрическая градация используется в модуле
ИНТЕРАКТИВНАЯ ПЛРЛМЕТРИКА, который на данный момент реализует самой передовой
подход к разработке новых моделей.
Использование параметрической градации не
требует проверки сопряженности срезов.
Параметрический способ построения обеспечивает
автоматическое изменение всех производных лекал при внесении изменений в
конструкцию.
Расширенное конструирование
Включает все средства модуля Конструирование
базовое
Включает базы данных типовых фигур.
Обеспечивает автоматическое построение базовых
конструкций для мужчин, женщин и детей на типовые и индивидуальные фигуры по
различным методикам конструирования.
Обеспечивает автоматическое выполнение ряда
приемов конструктивного моделирования плечевой одежды. При моделировании
применяется уникальное сочетание автоматических расчетов (обеспечивающих
контроль сопряженности деталей) и ручного режима при оформлении всех важнейших
модельных линий.
Сокращает время разработки первичного комплекта
лекал до 0,5-2 часов.
ИНТЕРАКТИВНАЯ ПАРАМЕТРИКА
Включает все средства модуля Конструирование
базовое, Конструирование с автоматической записью последовательности построений,
Автоматическая градация записанных построений на выбранные роста и размеры
одной кнопкой, Перевод отработанных лекал, введенных в компьютер в
параметрический вид и их автоматическая градация, Автоматическое изменение всех
производных лекал при внесении изменений в конструкцию.
Система автоматизированного проектирования
"Ассоль" универсальная система для проектирования одежды,
кожгалантерейных изделий, обуви, мягкой мебели и пр.
Модульность системы позволяет подобрать наиболее
оптимальную конфигурацию САПР с учетом потребностей конкретного предприятия.
Работает с любым стандартным
оборудованием(плоттеры, каттеры, дигитайзеры).
«Ассоль» установлена на предприятиях 50-ти
городов России и стран СНГ.
Универсальные модули, не имеющие равноценных
аналогов в мире:
Автоматическая раскладка лекал - раскладывает на
1-3% лучше опытного раскладчика. Обеспечивает круглосуточную работу.
Цифровой дизайн: виртуальный "отшив"
изделия в других тканях без изготовления образцов, используя фотографии изделия
и тканей.
"Фотодигитайзер" - экономичная
технология ввода лекал в компьютер при помощи цифрового фотоаппарата.
Конфигурации САПР "Ассоль"
Модульность системы позволяет подобрать наиболее
оптимальную конфигурацию САПР с учетом потребностей конкретного предприятия, будь
ТО производство одежды, головных уборов, обуви, кожгалантереи и т.п.
для
ОДЕЖДЫ:
-Реализация всех известных подходов к
проектированию лекал на
плоскости.
Универсальные средства для размножения и
раскладки лекал.
Оптимизация подготовки раскройного производства:
снижение расхода ткани.
Вввод бумажных лекал в компьютер.
.3 Раскладка
Подсистема раскладки и до сегодняшнего дня
является важнейшей составляющей САПР одежды. Ее совершенство в значительной
мере (наряду с мастерством раскладчика и особенностями самих изделий)
определяет процент межлекальных выпадов при раскрое. В свою очередь, сокращение
выпадов хотя бы на 1-2% дает немедленный и явный экономический эффект.
Подготовка к раскладке
Раскладка лекал в САПР "Ассоль" может
выполняться перед градацией лекал (для базового размеро-роста) или после нее
(для всех размеро-ростов).
И в том, и в другом случае перед тем, как делать
раскладку, пользователь обязательно заполняет базу данных лекал, разделяя
лекала модели на комплекты (лекала верха, подкладки, клеевых материалов и т.д.)
и задавая для каждого лекала его свойства в раскладке (симметричность,
парность, количество одинаковых деталей, допустимый угол отклонения от долевой,
разрешение или запрещение поворота детали на 90º).
Затем подготовленные лекала записываются в файл
и загружается программа раскладки. В отличие от прочих подсистем САПР
"Ассоль", подсистема раскладки является не приложением AutoCAD, a
самостоятельной программой. Ее рабочее окно разделено на две области: в нижней
части располагаются неразложенные лекала, в верхней -формируется раскладка. В
самом верху окна, как обычно, располагаются падающее меню и панель инструментов
для вызова команд пользователем.
Сразу после вызова программы - окно пустое.
Работа над новой раскладкой начинается с задания пользователем параметров
материала (ткани, трикотажа), на котором производится раскладка, и выбора
комплектов лекал, которые требуется разложить. Можно также загрузить раскладку,
которая выполнялась ранее, и продолжить работу над ней.
При раскладке в САПР "Ассоль"
учитываются следующие параметры материала: ширина, длина (понимается длина
раскладки; перед началом работы обычно не задается), наличие ворса (есть или
нет), наличие, вид и величина раппорта рисунка (полоски, клетки), способ
настилания (лицом вниз, лицом вверх, лицом к лицу, в сгиб, трубкой). Есть
возможность секционной раскладки (расстояние до разрезов задается).
Некоторые параметры материала могут быть
изменены уже в процессе выполнения раскладки (чаще всего требуется изменить
длину и ширину).
Далее производится выбор комплектов лекал,
которые нужно разложить. В САПР "Ассоль" можно делать как одно-, так
и многокомплектные раскладки (без ограничения числа комплектов). В
многокомплектных раскладках могут участвовать одинаковые или разные размеро-роста
одной или нескольких разных моделей. Для того, чтобы комплекты было легко
различать на экране, они отображаются разным цветом (по выбору пользователя).
Особенно удобно, что комплекты можно заменять,
убирать и добавлять в процессе выполнения раскладки. Например, при раскладке
лекал верха пальто с цельнокроеным рукавом получились очень большие
межлекальные выпады. Эти выпады заполняются мелкими лекалами отделки из другой
модели пальто, лекалами головных уборов и т.п.
В САПР "Ассоль" можно также заменять комплекты
в уже готовой раскладке, быстро получая целые семейства раскладок с одинаковым
расположением деталей на разные сочетания размеро-ростов (затем их можно
редактировать, добиваясь идеально плотной укладки деталей в каждой раскладке).
Раскладка лекал в САПР может вестись в ручном,
полуавтоматическом и автоматическом режимах. В САПР "Ассоль", в
отличие от ряда других систем, предусмотрены все три режима.
.3.1Ручной способ раскладки
В ручном режиме раскладчик лекал выполняет на
экране компьютера практически ту же работ)', что и на столе. Качество и
скорость выполнения раскладки в этом случае зависит, во-первых, от мастерства
раскладчика и, во-вторых, от удобства пользовательского интерфейса подсистемы
раскладки. Ручная раскладка на компьютере выполняется лишь немногим быстрее,
чем на столе (в 1,5-2 раза) - за счет облегчения работы с лекалами.
Экономический эффект достигается, в основном, за счет сокращения
производственных площадей: раскладчик не занимает стол в раскройном цехе. У
раскладки лекал на компьютере есть и еще одно неоспоримое преимущество - она
позволяет обеспечить жесткий контроль за расходом материала.
Набор команд, используемых для ручной раскладки,
относительно невелик (по сравнению с градацией и конструированием). Он
практически одинаков во всех существующих системах и мало изменился со времени
появления первых САПР. Зато современный, хорошо продуманный пользовательский
интерфейс САПР "Ассоль" облегчает вызов команд, ускоряет их
выполнение и превращает процесс раскладки лекал в подобие увлекательной
компьютерной игры.
Команды можно вызывать тремя способами:
с помощью меню (падающих и плавающего
курсорного);
с помощью кнопок на панели инструментов;
нажатием "горячих клавиш" на
клавиатуре.
Последний способ - наиболее быстрый, им обычно
пользуются опытные раскладчики. На этапе освоения системы, пока пользователь
еще не запомнил все "горячие клавиши", команды вызываются с помощью
меню или кнопок.
Сам процесс раскладки происходит следующим
образом. Лекала из выбранных для раскладки комплектов поочередно переносятся на
материал. Двигаются они мышью (быстрое перемещение на большое расстояние) или с
помощью клавиатуры (точная подгонка). При движении лекала система отслеживает
пересечение кромки полотна и контуров других лекал, что позволяет придвигать
лекала "до упора" друг к другу и к краю материала. Контроль
пересечений можно отключить, и тогда лекало перемещается как бы над полотном
или ВЫНОСИТСЯ за границу раскладки (можно также "сбросить" его в
нижнюю область окна, где находятся неразложенные лекала). Двигать можно как
одно, так и сразу несколько лекал - они выделяются щелчком мыши (контур
выделенных лекал меняет цвет). Можно также объединить лекала в группу, которая
будет выделяться и двигаться как единое целое (это удобно для мелких, компактно
уложенных лекал).
Пользователь может поворачивать лекала (группы
лекал) на 180°, 90°, на небольшой угол в пределах допустимого отклонения от
направления долевой, а также зеркально отображать относительно горизонтали и
вертикали. Система при этом отслеживает соблюдение параметров отдельных лекал и
раскладки в целом, страхуя раскладчика от возможных ошибок. Например, при
наличии ворса поворот на 180º
выполняется только для всего комплекта лекал; при зеркальном отображении одного
из двух парных лекал второе также заменяется на свою зеркальную копию и т.п.
В условиях производства одна и та же модель
изделия часто изготавливается из тканей с различной усадкой. В этом случае все
или некоторые детали выкраиваются с дополнительным припуском, а затем
осноравливаются. САПР "Ассоль" позволяет создавать дополнительный
припуск заданной ширины непосредственно в подсистеме раскладки и, если нужно,
изменять его.
Есть возможность также разрезать детали по
прямой линии с заданным припуском на шов (создавать надставки подборта, пояса и
т.п.).
Как и в подсистемах конструирования и градации,
в подсистеме раскладки САПР "Ассоль" существует механизм пошаговой
отмены команд.
Сервисные команды раскладки позволяют
увеличивать и уменьшать изображение на экране, просматривать информацию о
каждом лекале и раскладке в целом, выводить па печать данные о раскладках.
.3.2 Полуавтоматический способ раскладки
Полуавтоматический режим раскладки может быть
реализован двумя способами. При первом способе пользователь вручную размешает
на материале часть лекал (наиболее крупных или наиболее сложной конфигурации),
после чего остальные лекала раскладываются системой автоматически. При другом
способе сначала все лекала раскладываются в автоматическом режиме, а затем
получившиеся раскладки просматриваются пользователем и, если нужно,
редактируются. В САПР "Ассоль" пользователь может применять любой из
этих способов - на свое усмотрение.
.3.3 Автоматический способ раскладки
При автоматической раскладке функции
пользователя сводятся к заданию параметров материала и выбору комплектов для
раскладки. В САПР "Ассоль" перед автоматической раскладкой можно при
необходимости объединить часть лекал в группы и задать дополнительные припуски
(на усадку, подгонку рисунка и т.п.).
Далее система все делает сама, предлагая в
результате один или несколько наиболее оптимальных вариантов раскладки.
Автоматическая раскладка в САПР "Ассоль" способна выполняться в т.н.
фоновом режиме, то есть одновременно на том же компьютере пользователь может
делать что-то еще.
Автоматически лекала раскладываются обычно
гораздо быстрее, чем вручную. Тем не менее, автоматический режим раскладки
лекал есть далеко не во всех САПР, и даже при его наличии в системе им не
всегда пользуются на предприятиях.
Проблема состоит в том, что ни одна автоматическая
раскладка не может превзойти опытного раскладчика по минимизации межлекальных
выпадов. Математическая задача максимально плотного размещения плоских фигур
произвольной конфигурации внутри прямоугольной области с переменной длиной
одной из сторон в общем виде до сих пор не решена. Решают ее только методом
последовательного перебора вариантов. Но перебор всех возможных вариантов занял
бы слишком много времени - даже при современном быстродействии компьютеров.
Например, количество вариантов раскладки для комплекта всего лишь из 5 разных
деталей при соблюдении направления ворса равен 260, для того же комплекта без
соблюдения направления ворса - 520. а с учетом возможных поворотов лекал на
малые углы (в пределах допустимого отклонения от заданного направления долевой)
их количество возрастает практически до бесконечности.
Поэтому для быстрого получения приемлемых
результатов в алгоритмах автоматической раскладки всегда учитывают априорную
информацию о том, как обычно работает раскладчик - человек. Например, первыми
укладываются наибольшие по площади или периметру лекала, лекала с прямыми
срезами размешаются вдоль кромок и т.п. От того, насколько полно и грамотно
учитывается в алгоритме такого рода информация, зависит качество получаемых
раскладок и то, насколько быстро работает программа.
Очевидно, что при больших объемах производства
экономия ткани на раскладке даже в 1-3% быстро окупает затраты на внедрение
САПР. Недаром крупные западные фирмы - разработчики САПР - тратят большие
средства на совершенствование алгоритмов автоматической раскладки. Но стоят эти
программы - "оптимизаторы раскладок" - недешево и большинству
отечественных предприятий не по карману.
Среди относительно недорогих профессиональных
швейных САПР, пользующихся наибольшим спросом на отечественном рынке, только
САПР "Ассоль" предлагает автоматическую раскладку, которая успешно
применяется на ряде предприятий. Программа постоянно совершенствуется. В
настоящее время она несколько уступает по скорости работы лучшим западным
"оптимизаторам", но также дает приемлемые для массового производства
проценты межлекальных выпадов.
Программа последовательно перебирает разные
варианты раскладок. Она останавливается либо по указанию пользователя, либо по
истечении заданного на поиск раскладки интервала времени, либо при достижении
определенного процента межлекальных выпадов. Далее система предлагает либо один
наилучший вариант, либо несколько вариантов. При желании пользователь может
дополнительно редактировать полученные раскладки вручную (полуавтоматический
режим).
.3.4 Печать готовых раскладок
Готовые раскладки записываются в файл (для
дальнейшего использования) и распечатываются в натуральную величину на
плоттере.
Печать осуществляется на любом современном
плоттере: целиком или по частям, в зависимости от формата плоттера. Наиболее
удобный вариант - использование широкого плоттера, который позволяет
распечатывать раскладки целиком (ширина бумаги до 160 см), но можно
использовать и существенно более дешевые плоттеры формата АО (ширина до 92 см)
или А1 (ширина до 62 см), оснащенные рулонной подачей бумаги. В этом случае
раскладка склеивается из двух или трех продольных полос. Вспомогательные
разметки, которые наносятся системой при печати, помогают совмещать склеиваемые
полосы абсолютно точно. Бумажные раскладки накладываются на верхний слой
настила, раскрой производится по напечатанным контурам лекал. Возможно также
подключение системы к раскройному автомату.
Прошедшие выставки, в частности, «XVIII-я
Федеральная оптовая ярмарка товаров и оборудования легкой и текстильной
промышленности», показали возросший интерес к САПР среди производителей
кожгалантерейных изделий и спортивных аксессуаров.
До последнего времени на отечественном рынке
практически не было предложений по специальному программному обеспечению для
данной категории пользователей. Попытки внедрить чисто швейные САПР оказались
недостаточно эффективными. В лучшем случае систему предлагается использовать
для ввода лекал в компьютер и их раскладки. Однако, раскладка здесь также имеет
свою специфику - и требует специализированных команд.
Предлагаемая Вашему вниманию специализированная
конфигурация САПР «Ассоль» для проектирования и подготовки к раскрою
кожгалантерейных изделий и спортивных аксессуаров, разработана в тесном
контакте с производителями этой продукции.
.4 Подсистема «Технический эскиз» в САПР
«Ассоль»
В данной подсистеме представлены средства,
позволяющие автоматизировать создание технических эскизов (ТЭ), сохранив стиль
и требования к созданию проектно-конструкторской документации ТЭ, принятой на
конкретном предприятии.
Чем точнее ТЭ, тем легче потом выполнить
конструирование, согласовать и без искажений воспроизвести в материале
изначальный замысел художника. Наибольшую информацию для конструктора дает
изображение изделия на фигуре базового размеро-роста в масштабе, в 2-4-х
ортогональных проекциях: спереди, сзади, справа и слева (для сложных
асимметричных моделей), с соблюдением реальных пропорций, размеров и взаимного
расположения всех модельных особенностей. С помощью подсистемы САПР «Ассоль»
любой конструктор может быстро и без особых усилий создавать такие эскизы.
При создании ТЭ в САПР «Ассоль» используются
методы проектирования, описанные в предыдущих сообщениях. Эскиз (как
технический, гак и творческий) можно просто нарисовать с применением чертежных
средств, ввести с дигитайзера или сканера. Нарисованные или введенные элементы
(абрис фигуры, силуэты, детали, конструктивно-декоративные элементы, отдельные
линии) используются для комбинаторного синтеза эскизов. Однако наибольшую гибкость,
удобство и скорость при создании ТЭ обеспечивает комплексное использование
параметрических сценариев в сочетании с комбинаторикой и чертежными Средствами.
Например, абрис фигуры и силуэт изделия строятся параметрически, часть
модельных особенностей наносится с использованием комбинаторного синтеза
(типовые элементы), часть - рисуется (фантазийные и редко встречающиеся
элементы).
.4.1 Параметрика
При создании ТЭ требуется строить абрисы фигур и
силуэтов изделий, включающие в себя большое число сложных криволинейных
контуров, которые зависят от размерных признаков выбранной фигуры. В этом
случае использование записанных сценариев особенно актуально. Например, один
раз записав построение ТЭ пиджака с рельефами из проймы на спинке и полочке,
можно менять параметры: длину изделия, ириталенность, расположение рельефов,
расположение и форму карманов и. т. д., и автоматически получать различные
варианты ТЭ пиджака на выбранные фигуры.
В подсистему «Технический эскиз» включены
сценарии построения абрисов мужских, женских, детских фигур в трех проекциях:
спереди, сзади и слева. Для построения фигуры используется база данных (БД)
размерных признаков типовых фигур мужчин, женщин и детей по ОСТ, в которую
также добавлены проекционные размерные признаки. Величины всех размерных
признаков можно корректировать с учетом измерений конкретной фигуры, получая в
результате ее изображение на ТЭ.
При желании любой пользователь достаточно просто
и быстро может внести изменение в сценарии построения, например, добавить вид
справа или записать свой вариант построения фигур.
В подсистему также включены сценарии построения
различных силуэтов изделий (прямой, полуприлегающий, трапеция и т. п.). Силуэты
строятся с учетом толщины пакета изделия и с учетом данных о распределении
прибавок на свободу (зазоры между контурами фигуры и одежды регулируются через
параметры). При формировании графического образа узла пройма-рукав применяется
отведение руки фигуры в сторону па различные углы (угол отведения задается как
параметр) - с тем, чтобы изобразить данный узел наиболее информативно (в виде
гладкой формы без складок).
Предлагаемые файлы сценариев построения силуэтов
могут быть дополнены до полного ТЭ изделия путем записи линий членений,
контуров воротников, карманов и пр.
Таким образом, на предприятии создается своя
уникальная база параметрических ТЭ, которая может постоянно пополняться, в
соответствии с требованиям моды и потребностями производства.
Параметрически записанные ТЭ очень удобны для
работы с индивидуальным заказчиком, и вообще в тех случаях, когда нужно
увидеть, как будет выглядеть проектируемая модель на фигурах различного
размера, роста и полноты.
.4.2 Комбинаторный синтез технического эскиза
Комбинаторный синтез ТЭ из графических
элементов, хранящихся в ранее сформированной базе данных (БД) не является
чем-то принципиально новым. Данный подход давно применяется при проектировании
спецодежды, курток, мужских сорочек.
САПР «Ассоль» содержит средства, позволяющие
просто и элегантно решать все вопросы комбинаторного синтеза моделей. Прежде
всего, это развитые средства создания базы данных моделей, типовых и
унифицированных деталей, сценариев. База данных САПР «Ассоль» строится с
применением файловой структуры Windows, позволяющей легко реализовать, а в
нужный момент - изменить любую, самую сложную иерархическую структуру БД, а
также задавать имена папок и файлов БД любой длины с применением русских
символов. Для быстрого поиска необходимой информации в САПР «Ассоль»
используются средства поиска и сортировки но ключевым словам и по времени
создания модели. А средства предварительного просмотра содержимого файлов
чертежей позволяют быстро просматривать БД и выбирать графические элементы по
их внешнему виду. Запись новых графических элементов в БД гак же является
предельно простой и удобной.
Также эффективно в САПР «Ассоль» решаются
вопросы гибкой сборки ТЭ при комбинаторном синтезе. Известно, что сборка ТЭ из
неизменных но форме и размерам элементов целесообразна только для тех
ассортиментных групп, в которых по преимуществу применяются типовые и
унифицированные детали и узлы. Сформированный таким образом эскиз не отражает
всего разнообразия конструктивных решений, свойственных, например, женскому
платью или пальто.
Графические элементы при комбинаторном синтеза в
САПР «Ассоль» не являются неизменными. При этом осуществляется автоматическая
«подгонка» вставляемых линий к уже построенным элементам ТЭ. Кроме этого любой
графический элемент после вставки может быть отредактирован или даже полностью
перерисован - чертежными средствами.
Свободное рисование при формировании
технического эскиза.
Применение чертежных средств при формировании
технического эскиза позволяет отображать на нем любые фантазийные элементы,
которые нет смысла ни записывать параметрически, ни заносить в БД
комбинаторного синтеза из-за их редкой встречаемости (возможно, они
присутствуют в одной единственной модели).
При рисовании используются те же команды
создания и редактирования линий, что и при конструировании. А при наличии
графического планшета с ручкой (в дополнение к мыши) возможно применение
специальной команды «Эскиз». С помощью этой команды любые линии - логотипы,
узоры вышивки, рукописный текст - рисуются как на бумаге.
Если выясняется, что какой-либо фантазийный
элемент все же повторяется еще в какой-то модели, можно просто скопировать его
из одного эскиза в другой через буфер обмена Windows.
Примеры построения технических эскизов
Рис. 1. Пример построения абрисов фигур: а) Две
типовые фигуры: 170-92-96 и 158-104-112 б) Типовая и индивидуальная фигуры с
одинаковым значением ведущих размерных признаков 170-92-96
.4.3Примеры построения технических эскизов
Рассмотрим подробно процесс создания нескольких
технических эскизов для женской одежды.
Выберем фигуру, на которую будет строится ТЭ.
Выбор фигуры для построения ТЭ осуществляется так же. как и при
конструировании. Фигура выбирается пользователем по трем ведущим размерным
признакам из Базы данных типовых фигур, общей для всей системы. Затем
вызывается команда параметрического построения, в окне выбора файлов выбирается
файл сценария для построения определенного вида фигуры - в данном случае
«ЖЕНСКАЯ.SCR». Дальнейшее построение выполняется автоматически. На рис. 1, а
представлены результаты построения абриса на фигуры 170-92-96 и 158-100-112.
В том случае, если нужно осуществить построение
на конкретную фигуру» в Базе данных фигур выбирается ближайшая типовая фигура,
а зачем ее размерные признаки корректируются с учетом измерений индивидуальной
фигуры, после чего также автоматически строится абрис. На рис. 1, б
представлены абрисы двух фигур: типовой и индивидуальной с одинаковыми
значениями ведущих размерных признаков 164-96-100. У индивидуальной фигуры по
сравнению с типовой увеличены плечевой диаметр и высота линии талии, уменьшена
высота груди, изменено значение размерных признаков, характеризующих осанку-
(положение корпуса, глубина талии I и II).
После того, как получен абрис фигуры, выбирается
файл сценария для построения силуэта изделия. На рис. 2, а представлено два
силуэта, построенных с применением сценариев «ПОЛУПРИЛЕГАЮЩИЙ KJIACCИKA.SCR» и
«ПРИТАЛЕННЫЙ СКРУГЛЕННОЕ ПЛЕЧО-SCR». Эти два силуэта различаются не только
степенью прилегания в области груди, талии, бедер и низа, но также формой
плечевой линии и углом отведения рукава до получения гладкой формы под проймой.
Первый силуэт - полуприлегающий, с ярко выраженным переходом от прямой линии
плеча к отвесно расположенному рукаву; при построении сразу же намечается линия
проймы. Второй силуэт - Х-образный со скругленной формой плечевой линии, мягко
переходящей в верхний контур наклонно расположенного рукава, что характерно для
покроев реглан, цельно кроенный, комбинированный. При таком силуэтном решении
пройма может иметь различную конфигурацию и поэтому строится позже.
А) 
Б) 
Рис.2.
Примеры построения силуэтов изделий: а) силуэты,
построенные с использованием двух разных параметрических сценариев б) силуэты
построенные с использованием одного и того же сценария, но с разными
параметрами построения.
На рис. 2, а приведено два разных силуэта,
полученных с применением одного и того же сценария «ПОЛУПРИЛЕГАЮЩИЙ
KJIACCИKA.SCR», но с разными параметрами построения. Они различаются по длине
изделия (на 25 см), ширине плеча (1.5 см), а также величине зазоров между
контурами фигуры и изделия на уровне линии талии, ширине изделия и рукава
внизу.
После того, как силуэт построен, осуществляется
нанесение модельных линий. На рис.3 модели женских платьев (халатов) построены
с использованием комбинаторики. В качестве исходного взят силуэт, полученный
при выполнении сценария «ПОЛУПРИЛЕГАЮЩИЙ КЛАССИКА.SCR». Блоки членений,
карманов и воротников вставлены командой «Вставить блок». При вставке линий
рельефов применено масштабирование. После вставки блоки линий рельефов
расчленены на исходные примитивы, нижние концы рельефов удлинены до низа
изделия командой «Удлинить», верхние концы - подредактированы ручками для
точного совпадения с линиями плеча (проймы). Воротник и карманы вставлены без
масштабирования, невидимые линии удалены командами «Стереть» и «Обрезать».
Построение ТЭ каждой модели (всех трех видов, на рисунках представлен только
вид спереди) заняло порядка 5 минут.

Рис. 3. Примеры ТЭ женских платьев, полученных
методом комбинаторики.

Рис. 4. Примеры ТЭ женских платьев, полученных
методом свободного рисования.
Модели платьев на рис. 4 построены на том же
силуэте с использованием свободного рисования. Фигурные линии горловины, низа
рукава, линии «годе», драпировки нарисованы с применением команды «Сплайн».
Линии обтачек на левой модели получены с помощью команд «Подобие» и «Растянуть
в точку». Симметричные элементы построены командой «Зеркало». Для поиска формы
линий использовалось также редактирование по точкам - «ручками». Построение ТЭ
каждой модели заняло порядка 7 минут.
Рис. 5. Пример ТЭ жакета, полученного с
использованием параметрического сценария, с нанесенными основными размерами.
На рис.5 представлена модель жакета с рукавом
реглан и рельефными линиями, переходящими в линию кармана. Модель целиком
записана параметрически и включена в подсистему в качестве учебного примера -
сценарий «ЖАКЕТ РЕГЛАН.SCR». В данный сценарий включен как фрагмент упомянутый
выше сценарий «ПРИТАЛЕННЫЙ СКРУГЛЕННОЕ ПЛЕЧО-SCR», но построения не
заканчиваются созданием силуэта, а продолжаются дальше: до получения
законченного технического эскиза модели. Данный эскиз мгновенно перестраивается
на разные типовые и индивидуальные фигуры. Варьируя параметры построения можно
получить целую серию моделей, различающихся габаритными размерами, длиной
изделия и рукава, положением рельефов, углом отведения рукава, величиной
прогиба линии реглана и пр.
Получение с технического эскиза информации для
конструирования.
После того, как ТЭ сформирован и утвержден,
конструктор анализирует его и начинает строить чертеж конструкции данной
модели.
При этом с ТЭ может быть получена достаточно
полная информация о проектируемой модели. В САПР «Ассоль» имеется развитый
инструментарий для измерения расстояний, длин, углов, а также для нанесения
этих размеров на рисунок, с тем чтобы их можно было распечатать и включить
соразмеренный графический документ в комплект проектно-конструкторской
документации.
При нанесении размеров на рис.5, использованы
команды «Линейный
размер» и «Параллельный размер», которые
измеряют расстояние по прямой между указанными точками - они позволяют
определить общие габаритные размеры изделия. Для более точного измерения длины
по криволинейному контуру используются команды «Длина линии», «Расстояние по
линии». Результаты точных измерений можно также вывести в табличную форму с
помощью команды «Табель мер».
При измерении ТЭ с высокой степенью точности
определяются размеры и конфигурации элементов, не претерпевающих проекционных
искажений, то есть лежащих в плоскости, параллельной плоскости проекции. Не
имеют проекционных искажений, и поэтому непосредственно измеряются на эскизе
длины силуэтных линий изделия: на виде спереди - плечевой линии, контуров
рукава от верхней и нижней точек оката до линии низа, боковой силуэтной линии
изделия; на виде сбоку - длина изделия сзади, от шейной точки до низа и пр.
Другие параметры: величина и распределение
прибавок к обхватам груди, талии, бедер, ширина изделия по линии низа форма и
расположение членений и т.п. могут быть оценены, исходя из измерений на двух
проекциях (виде спереди и сбоку) и размерных признаков фигуры.
Например, ширина изделия на уровне груди, талии
и бедер; ширина рукава под проймой и внизу могут быть приближенно определены по
формуле расчета длины половинной дуги эллипса через измеренную ширину изделия
на заданном конструктивном уровне на виде спереди и виде сбоку.
В итоге конструктор получает достаточно полную
количественную информацию о проектируемой модели, которая согласуется с
художником до разработки лекал и изготовления образца. Конечно, нельзя
рассчитывать, что таким образом будут полностью исключены изготовление, примерки
и уточнение макетов и опытных образцов, но количество уточнений и переделок, а
значит, время на запуск модели в производство, значительно сократится.
Поскольку ТЭ рисуется в натуральную величину,
отдельные элементы эскиза - контуры воротника, карманов, некоторые модельные
линии могут быть скопированы с эскиза непосредственно в чертеж конструкции.
Подбор колористического решения
После того как технический эскиз сформирован,
его можно передать в программу «Ассоль-Дизайн», где осуществляется выбор ткани
и оптимальных колористических решений для дайной модели. На цветной вклейке
приведен вариант закрашивания эскизов, представленных на рис.3. Команда
«Закрасить эскиз» передает эскизы в программу «Ассоль-Дизайн» таким образом,
что невидимые контуры фигуры убираются, а области закрашивания (каждая из
которых соответствует определенной детали изделия) формируются автоматически.
.5 Программа «Ассоль-Дизайн»
Сфера применения «Ассоль-Дизайн» весьма
разнообразна: выбор материалов при производстве персонифицированной одежды;
составление заказов на закупку материалов и фурнитуры на предприятиях (в том
числе материалов, выставленных производителями тканей на интернет-сайтах);
быстрое создание новых колористических решений в любых отраслях дизайна:
одежды, мебели, драпировок, интерьера и т.п.; помощь клиенту в магазинах
тканей; создание виртуальных каталогов в Интернете.
Программа решает несколько важных задач:
формирование библиотеки моделей и тканей;
формирование колористических решений моделей на
этапе разработки технического предложения;
создание виртуальной коллекции моделей с
фотореалистическим качеством
формирование библиотеки моделей и тканей.
Программа «Ассоль-Дизайн» предлагает удобные
средства для заполнения и активного использования базы данных моделей и базы
данных тканей. «Ассоль-Дизайн» работает с фотографиями моделей и текстурами
материалов. Поддержка стандартных форматов графических файлов позволяет
использовать ткани, фотографии или эскизы моделей как введенные в компьютер,
так и созданные в других компьютерных программах (Paint, Photoshop, Corel Draw,
AutoCAD и т.д.). Структура базы данных обеспечивает максимальную гибкость
работы в локальных компьютерных сетях и глобальной сети Internet.
Общепринятые способы ввода моделей и образцов
тканей в компьютер - через сканер или цифровой фотоаппарат.
Ввод через сканер.
Для того чтобы ввести ткань в компьютер, образец
(или фотографию ткани из печатного каталога) сканируют. Ткани с крупным
рисунком могут быть отсканированы но частям, а полученные фрагменты совмещены в
графическом редакторе. Для ввода модели в компьютер сканируют фотографию или
эскиз.
Ввод с использованием цифрового фотоаппарата.
Цифровой фотоаппарат позволяет непосредственно
сфотографировать образец изделия на фигуре, быстро просмотреть результаты на
компьютере (без промежуточных этапов проявки и печати), выбрать наилучший. Для
ткани с крупным рисунком, не помещающимся в рабочей области сканера, а также
для ткани с явно выраженной фактурой (ворс, букле, мех, ткани с сильным блеском
и т.п.) также удобнее пользоваться цифровым фотоаппаратом.
При вводе в базу данных следует добиваться,
чтобы на экране компьютера ткань выглядела так же, как вводимый образец. Явные
искажения цвета и тона устраняются в графическом редакторе (Photoshop).
Обработка изображений моделей в «Ассоль-Дизайн».
Фотография или эскиз модели выбираются из базы
данных, и на них создаются области закрашивания. Каждая область обычно
соответствует детали или группе деталей. Области можно объединять в группы,
определять порядок следования при закрашивании, отключать и т.д.
Для того чтобы отобразить реальное направление
нитей ткани, для каждой области создается объемная сетка. Рисуются основные
горизонтальные и вертикальные направляющие (условный уток и основа), по ним
автоматически строится сетчатый каркас объемной формы, который пользователь
может корректировать. Затем построения сохраняются для дальнейшего
использования. Вся процедура обработки изображения занимает 10 - 20 минут.
Следующим этапом является нанесение на модель
ткани. Ткань для указанной пользователем области выбирается из базы данных, и
накладываются на изображение модели строго по сформированной сетке. Наложенные
рисунки можно двигать, масштабировать, поворачивать «по косой», регулировать
глубину теней - в реальном времени. Можно также наложить гладкокрашенную ткань,
выбрав цвет из палитры или захватив любой оттенок с экрана.
Можно создать неограниченное количество
колористических решений выбранной модели и записать их в базу данных
результатов для дальнейшего использования.
Программа работает в многооконном режиме: на
экране одновременно могут отображаться обрабатываемая модель, базы данных
тканей, моделей, список рабочих инструментов (меню). Размеры и расположение
окон варьируются по желанию пользователя.
Закрашивание эскизов и создание виртуальных
коллекций.
Художник, нарисовав один эскиз и введя его в
компьютер, может с помощью «Ассоль-дизайн» очень быстро подготовить варианты
эскизов модели из разных тканей и предложить их на рассмотрение художественному
совету, руководству предприятия или заказчикам - на выбор.
После того, как в экспериментальном цехе
изготовлен образец изделия, его можно сфотографировать с разных сторон, и в
программе «Ассоль-Дизайн» наложить на полученные фотографии другие рисунки
тканей. Таким образом, будет получена целая галерея фотографий модели в
различных вариантах тканей. Это позволяет не изготавливать лишних образцов без
необходимости.
Полученные результаты могут быть использованы в
любых компьютерных программах для создания рекламных или демонстрационных
материалов. Таким образом, «Ассоль-Дизайн» дает пользователям возможность
издавать каталоги собственных моделей с минимальными затратами, за рекордно
короткие сроки.
Моделирование в «Ассоль-Дизайн».
Данная программа не является графическим
редактором, то есть она не позволяет рисовать или вставлять новые элементы,
редактировать контуры деталей и т.п. Для этого существуют такие программы, как
Photoshop.
«Ассоль-Дизайн» дает возможность на имеющейся
форме изделия нарисовать декоративные членения деталей и накладывать на
получившиеся участки разную ткань. В результате получаются изображения большого
количества разных моделей на одной конструктивной основе. Это особенно
актуально для мягкой мебели, спортивной одежды, сорочек, детского платья и т.п.
Легкость обучения.
Любой, даже незнакомый с компьютером
пользователь может за несколько часов обучится работе с программой. За 20 минут
в базу данных вносится любая фотография - будь то модель одежды, предмет мебели
или интерьер. Затем за считанные секунды меняется ткань всей модели или
отдельных ее частей, добавляются новые элементы. Результаты выглядят как
настоящие. Даже зная, что модель была «одета» на компьютере, при взгляде на
виртуальную коллекцию, практически невозможно определить оригинал.
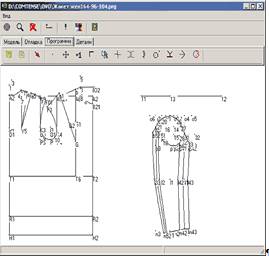
2. САПР «Комтенс»
ООО "Комтенс" было основано в 1992
году. Основным видом деятельности является разработка и поставка программных и
технических средств системы автоматизированного проектирования (САПР) лекал и
раскладок швейного и трикотажного производства.
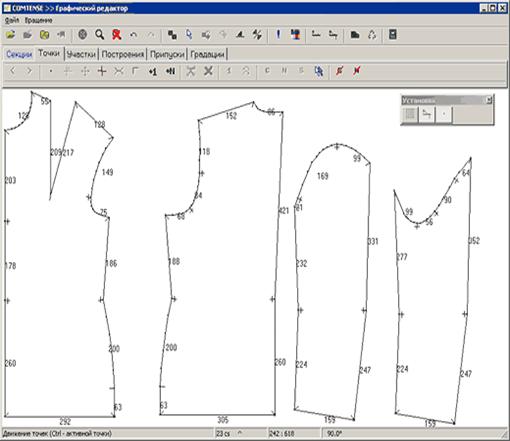
Разработка и развитие программного обеспечения
САПР ведется с начала 80-х годов. Результатом многолетней работы коллектива
разработчиков стал полнофункциональный инструмент, обеспечивающий комплексную
автоматизацию подготовительно-раскройного производства, радикально упрощающий
процесс проектирования лекал и раскладок. САПР КОМТЕНС широко используется в
индивидуальном и серийном швейном (трикотажном) производстве, а также
эффективно применяется в производстве мягкой мебели, игрушек, автомобильных
сидений, кожгалантереи.
КОМТЕНС наладил широкие производственные связи с
рядом фирм Италии, Германии, Бельгии, Китая и является их авторизованным
представителем на Российском рынке. Это позволяет предложить потенциальным
клиентам целостный проект автоматизации конструкторско-технологической
подготовки предприятия, обеспечить пользователей САПР высокопроизводительными и
надежными техническими средствами, гарантийным и постгарантийным обслуживанием
системы.
Постоянно совершенствуя свои
продукты, КОМТЕНС вносит вклад в развитие швейного производства. С применением
САПР КОМТЕНС <#"866146.files/image012.jpg">
При работе с 3-х мерным изображением
модели одновременно осуществляется оценка ее внешнего вида в целом и узлов в
отдельности, обеспечивается возможность отображения их на экране в различных
ракурсах. Программа позволяет строить изделия как на условно-типовую фигуру,
так и на фигуру с отклонениями, разрабатывать силуэт одежды, производить поиск
пропорций и новых форм, задавать положения швов на объемном изображении
изделия.
Лекала, спроектированные в СТАПРИМ,
передаются в САПР КОМТЕНС, где конструктор задает припуски на швы, осуществляет
градацию и, при необходимости, вносит в лекала модельные особенности.
Построение базовых конструкций в
компьютере обеспечивает возможность автоматического расчета правил градации.
Достаточно построить лекала в 2-х размерах и передать их в САПР КОМТЕНС,
правила градации будут рассчитаны автоматически.
2.1.2 Построение на плоскости
Данный подход предполагает
использование плоскостных методик построения лекал для создания базовой
конструкции изделия в компьютере. При помощи специальной программы методика
записывается в виде формализованной последовательности действий. Процесс
описания осуществляется графически в виде последовательности шагов, при этом
конструктор не должен обладать знаниями специального языка построения лекал.
Параметрическое описание отдельных элементов конструкции позволяет в дальнейшем
вносить изменения в значения размерных признаков и прибавок и таким образом
получать лекала изделий заданного размера.
Набор готовых программ построения
(брюки, юбки, жакеты) поставляются вместе с программным обеспечением САПР
КОМТЕНС.
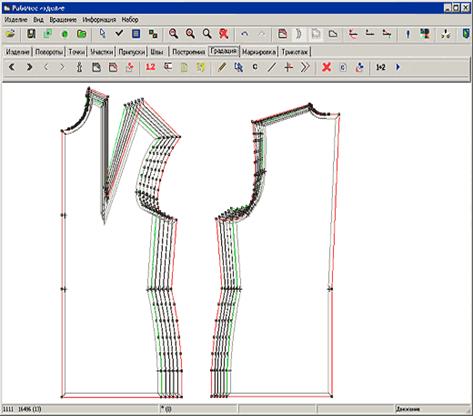
.2 Конструктивное моделирование и
градация
Конструктивное моделирование - одна
из наиболее востребованных функций в разработке лекал одежды. Особенно часто
она используется в случаях, когда на одной базовой основе конструкции создается
коллекция моделей одежды. В серийном производстве одежды возникает
дополнительно задача градации лекал по размерам и роста, это длительная и
трудоемкая процедура.
Особенностью программного
обеспечения САПР КОМТЕНС является свойство интегрированной градации - система
автоматически пересчитывает правила градации в процессе конструктивного
моделирования. Видоизменяя лекала только одного (базового) размера, конструктор
автоматически модифицирует лекала всех размеров изделия.
Другой отличительной особенностью
программы являются так называемые динамические швы. Включение / отключение
припусков на швы осуществляется нажатием одной кнопки. Это свойство программы
позволяет конструктору оперативно использовать в работе лекала как с припуском
на шов, так и без припуска, что существенно упрощает контроль сопряжения лекал
в процессе моделирования.
Наличие в САПР развитых
инструментальных средств конструктивного моделирования в сочетании с
рассмотренными выше особенностями системы позволяет значительно повысить
производительность конструкторов, ускорить и упростить процесс разработки и
подготовки изделий к выпуску.
.2.1 Конструктивное моделирование
Конструктивное моделирование в САПР
КОМТЕНС реализовано в виде набора инструментальных графических средств, позволяющих
производить геометрические операции с точками, линиями и секциями лекал,
включая:
видоизменение кривых и положения
отдельных точек деталей;
членение деталей на секции;
построение отрезков прямых и
лекальных кривых заданной длины;
добавление и удаление точек;
повороты и зеркальное преобразование
секций деталей;
объединение секций в детали.
При помощи графических операций
осуществляется создание и видоизменение основных, производных и вспомогательных
лекал. Функции конструктивного моделирования обеспечивают построение швов и
припусков заданного размера, оформление углов швов, задание стандартных и
направленных надсечек, частичный или полный перевод вытачек, параллельное и
коническое разведение лекала и т.п.
.2.2 Градация
Градация лекал - набор операций,
обеспечивающих техническое размножение лекал по размерам и ростам. Конструктор
задает конструктивные точки на лекалах и правила размножения в этих точках,
лекала произвольного размера строятся автоматически. Отличительной особенностью
САПР КОМТЕНС является то, что градация реализована как функция конструктивного
моделирования. Это означает, что при выполнении любой операции конструктивного
моделирования программа автоматически перестраивает градацию. Это многократно
снижает трудоемкость градации и часто позволяет полностью отказаться от
использования в экспериментальном цехе специализированного рабочего места по
градации лекал
.2.3 Прототипы
Прототипы - технология построения
лекал изделий с учетом особенностей и размеров индивидуальной фигуры. Для
создания прототипов используются базовые основы, построенные в программе Ab
obo. Построение базовой основы производится с использованием размерных
признаков конкретного размера, далее создается взаимосвязь между деталями базы
и модельной конструкции. Затем производится моделирование предварительно
построенной базовой основы, строятся производные лекала.
После завершения построения
модельной конструкции и оформления лекал, можно внести изменения в размерные
признаки, использованные при построении базовой основы. Модельная конструкция
автоматически перестроится в соответствии с введенными изменениями в базовую
конструкцию.
Данный подход эффективно применяется
при проектировании одежды по индивидуальным заказам и повышает готовность
предприятий, вышедших на традиционный рынок специальной и корпоративной одежды
к изготовлению изделий различной сложности, новой моды, из различных
материалов, на любую фигуру, в соответствии с требованиями заказчика.
.3. Раскладка
Раскладка- программа, обеспечивающая
построение рациональной схемы раскроя лекал на материале в соответствии с
используемыми технологическими ограничениями. Задаются условия раскладки:
ширина материала, вид настилания (в разворот, в сгиб, трубкой), припуск-зазор
между деталями, раппорт рисунка и набор размещаемых лекал, - это могут быть
лекала одного или нескольких комплектов. Лекала располагают на материале таким
образом, чтобы отходы при раскрое были минимальны и при этом выполнялись все
технологические ограничения.
Процесс раскладки лекал в компьютере
осуществляется в автоматическом и полуавтоматическом режимах. Используемые в
САПР "КОМТЕНС" функции автоматической раскладки AutoNester позволяют
добиться результатов, сравнимых по качеству с качественно выполненной ручной
раскладкой, при существенно меньших затратах времени, значительно облегчая труд
раскладчика, повышая производительность и эффективность его работы что, в
конечном итоге, дает ощутимый экономический выигрыш. Функции раскладчика
сводятся к формированию задания на раскладку, контролю результатов и внесению
изменений в раскладку (при необходимости) для учета специфических требований
раскроя. В полуавтоматическом режиме, например, имеются возможности разрезания
деталей в раскладке с автоматическим добавлением припуска на шов, создания
секций, размещения деталей в сгиб.
Программа раскладки отличается
простотой и гибкостью. На любом из этапов построения раскладки возможен переход
из одного режима проектирования в другой без потери наработанных результатов,
например, "мелкие" детали могут быть добавлены в раскладку на
завершающем этапе построения и автоматически размещены в свободных частях
раскладки. Важно отметить, что на любом из этапов проектирования раскладки
любые начальные условия могут быть изменены, это обеспечивает значительное
уменьшение затрат времени при необходимости перестроения готовой раскладки.
Используемая в программе раскладки
новая технология автоматического уплотнения раскладок - ShapeShifter, позволяет,
не меняя схемы размещения, добиться улучшения качественных результатов
раскладки (в среднем на 1-2%) за счет локального перемещения лекал в раскладке.
При автоматической раскладке ShapeShifter используется на завершающей стадии
проектирования раскладки. В полуавтоматическом режиме может применяться на
любой из стадий проектирования для облегчения поиска оптимального решения и
ускорения процесса построения раскладки.
Одним из дополнительных преимуществ
использования ShapeShifter является возможность оперативной автоматической
"подгонки" раскладок при небольших изменениях ширины раскраиваемого
материала (1-5 см), что исключает незапланированный расход материала и
позволяет быстро перестроить раскладку в случае, когда ширина материала меньше
ширины раскладки.
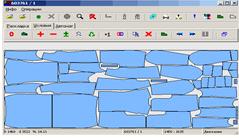
.4 Раскрой
Раскрой материала - завершающий
процесс подготовительного производства. От качества получаемого кроя
существенно зависит производительность сборочных операций в швейных цехах.
Использование САПР позволяет в значительной степени снизить трудозатраты
раскроя и повысить его точность.
В настоящее время большинство
предприятий, использующих САПР, применяют технологии раскроя по бумаге или
автоматический раскрой.
Для раскроя по бумаге используют
зарисовку раскладки на бумаге в натуральную величину. Для получения такой
зарисовки используют широкоформатные плоттеры.
<#"866146.files/image018.jpg">
На крупных предприятиях наряду с
раскроем по бумаге может использоваться раскрой с помощью автоматических
раскройных установок (АРУ).
В САПР КОМТЕНС имеется специальная
программа оптимизации и расчета трасс раскроя для автоматических раскройных
установок, поддерживающая стандарт ISO. Программа позволяет задать
последовательность и направление раскроя, исключить раскрой отдельных деталей и
отдельных участков, точки врезки, выезды в кромку. Оптимизированная трасса
раскроя транслируется в управляющий файл.
В промышленности САПР КОМТЕНС
используется совместно с раскройными комплексами TopCut (F.K. Group),
InvesCut-2(3) (Investronica), Topaz и Diamond (Investronica), Texcut
(Kuris-Wastema), E95 (Lectra), GTxl (Gerber).
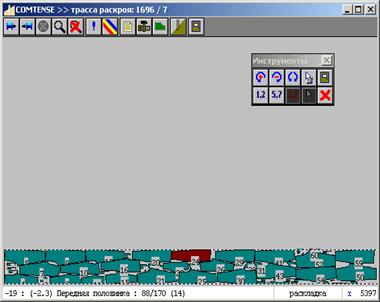
.5 Работа с базой лекал
Данные о лекалах структурированы и
хранятся в САПР КОМТЕНС по моделям. Пользователю обеспечен удобный и интуитивно
понятный доступ к лекалам. Для поиска конкретного лекала достаточно задать код
модели, размер изделия и наименование лекала. Геометрическая и текстовая
информация о лекалах и раскладках (длины срезов, площади) и качественные
характеристики раскладок доступны пользователю САПР на любом из этапов
проектирования. Пользователю предоставлены широкие возможности по фильтрации,
архивации и переносу данных.
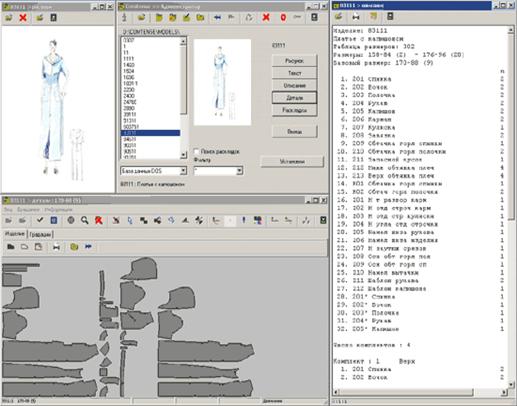
.6 Конвертор
Конвертор- Для ряда зарубежных САПР
таких как Novocut, Lectra, Investronica, Gerber, разработан конвертор,
позволяющий импортировать лекала и раскладки в формат САПР КОМТЕНС. В модуле
реализован ввод и вывод лекал в стандартном формате формате DXF AAMA.
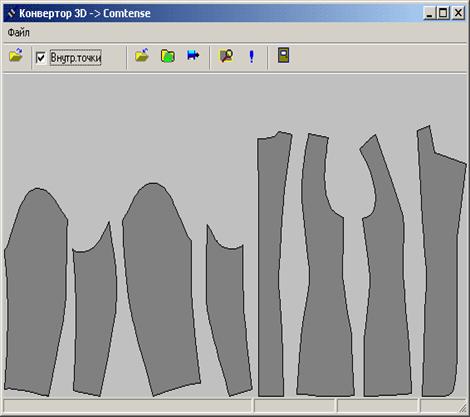
.7 Нормирование сырья
Функции программного обеспечения
нормирования сырья:
Расчет нормы расхода сырья для
кроеных изделий;
Создание накопительной информации
расхода полотна по раскладкам;
Расчет нормы расхода сырья для
купонных и полурегулярных изделий верхнего трикотажа с учетом переплетений;
Расчет средневзвешенных норм расхода
сырья по модели в целом;
Расчет вспомогательных материалов:
ниток, беек, кружев и т.д.
.8 Расчет куска
Расчет куска - блок программ для
расчета (формирования минимального остатка), учета кусков на складе и подбора и
расчета фурнитуры. На основе имеющихся раскладок, плана выпуска изделий и
наличия кусков ткани она позволяет распределить куски по настилам с
минимальными остатками.
В программе присутствуют следующие
алгоритмы распределения:
распределение раскладок по кускам
«на 1 настилочный стол», куски ткани подбираются на каждый настил полностью;
распределение раскладок по кускам
«на 2 или 3 настилочных стола», при этом каждый кусок разбивается не более чем
на 2 или 3 настила.
Без снижения эффективности
распределения, применение программы "Расчет куска" позволяет снизить
трудоемкость работы с кусками ткани в раскройном цехе.
Программа позволяет рассчитывать
различные ткани, учитывать способ настилания, печатать различные виды
накладных, паспортов кусков.
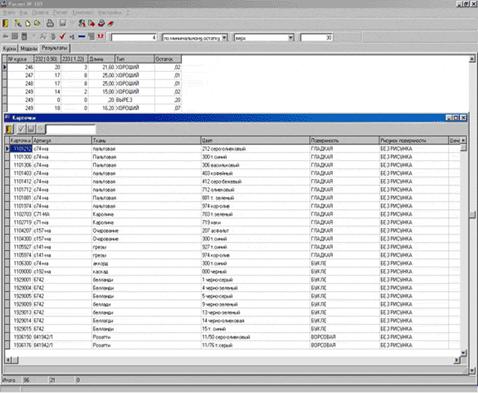
.9 Технологическая
последовательность
Программа "АРМ Технолог"
предназначена для автоматизации работы технологов экспериментального и швейного
цехов швейного производства и позволяет решить следующие задачи:
составление технологической
последовательности изготовления швейных изделий;
нормирование времени выполнения
операций;
расчет стоимости отдельных операций
и технологической последовательности в целом;
разбиение технологической
последовательности на организационные операции в соответствии с тактом
процесса;
составление индивидуальных заданий
рабочим на основе технологической последовательности;
расчет расхода швейных ниток.
Составление технологической
последовательности (ТП) изготовления швейных изделий в программе возможно 3-мя
способами:
С помощью модификации существующей
ТП на однотипное изделие.
"Быстрый" набор ТП из
операций и узлов, имеющихся в Базе Данных.
Последовательный набор ТП с
возможностью одновременного пополнения Базы Данных технологических операций.
Нормирование времени выполнения
операции основано на использовании существующих методик, доработанных с учетом
требований современного производства. Оно позволяет технически обосновать время
выполнения операции, разделяя общее время на составляющие части, доступные для
анализа и коррекции.
В расчете стоимости операций
возможно изменять стоимость секунды не только в зависимости от «разряда
операции», но и от вида работ (ручные, машинные, автоматические, ВТО и т.д.).
Разбиение технологической
последовательности на организационные операции может проводиться автоматически
(желаемый результат достигается путем настройки исходных параметров), вручную и
комбинированным способом. Эффективность работы автомата разбиения определяется
гибкостью настройки исходных параметров.
Составление индивидуальных заданий
рабочим на основе технологической последовательности может осуществляться
аналогично разбиению по такту процесса, но с учетом некоторых особенностей
«небольшого» производства.
На основе неделимых операций в
программе могут быть сформированы организационные. Для этого предусмотрен
специальный режим, при котором используются средства оперативного контроля с
возможностью фильтрации и сортировки неделимых операций. Это позволяет
минимизировать ошибки и упростить сам процесс формирования ТП.
В настоящее время программа
применяется на трикотажных фабриках и швейных предприятиях (Ассортимент:
мужские брюки, корсетные изделия, пальто, спецодежда).
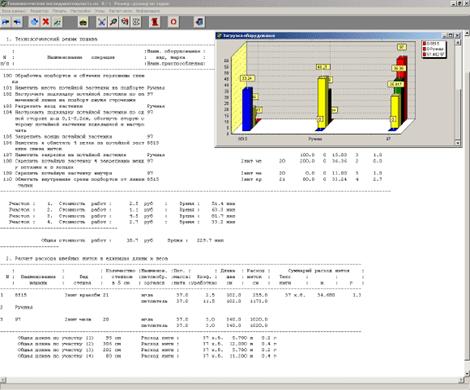
.10 Управление швейным цехом
контроль выпуска партий (в том числе
малых) изделий;
оптимизация размещения
технологических (неделимых) или организационных операций по имеющимся рабочим
местам;
повышение производительности труда
швей за счет рационального распределения работ.
Программа имеет специальный раздел
планирования швейного производства. Входной информацией здесь является план
выпуска изделий на заданный срок (обычно 2-3 месяца). Пользователь, обычно это
руководитель производства, на основе заданного плана проводит анализ общего
времени выполнения и времени загрузки имеющегося оборудования. Далее план
разделяется по требуемым критериям на этапы - разделы плана, и передается
мастеру в цех для формирования сменных заданий швеям. Сменное задание
представляет собой перечень работ для каждого работника. По окончании смены
листки-задания с проставленным фактом собираются, и результаты работ вносятся в
программу.
Программа позволяет:
оперативно вносить изменения в
разделы плана: добавлять или удалять отдельные изделия, изменять их выход;
отслеживать состояние исполнения
любого изделия;
накапливать информацию о
производительности труда каждого работника и использовать ее при составлении
сменных заданий.
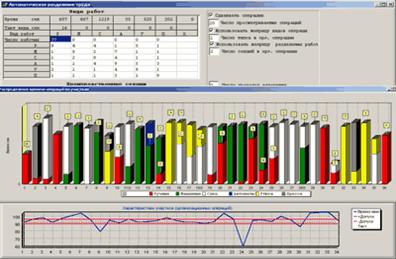
3. САПР «Грация»
.1 История развития САПР
Первыми в мире приступили к
автоматизации процессов в легкой промышленности американцы. Они создали
автоматизированную раскройную установку (АРУ) для порезки настилов ткани специальным
ножом без предварительной разметки по заданной программе. Путь к широкому
промышленному использованию и признанию не был простым. Разработчики около пяти
лет безуспешно убеждали предприятия легкой промышленности в эффективности и
перспективности этого подхода. И только однажды им удалось уговорить одно
автомобильное предприятие попробовать установку при раскрое материалов для
сидений. Результат превзошел все ожидания. Только после этого комплекс начали
использовать и предприятия легкой промышленности. Следует отметить, что
большинство современных САПР очень сильно похожи на американскую систему
"Гербер".
В России первая САПР для легкой
промышленности была разработана совместно специалистами отдела математического
моделирования и оптимального проектирования Института проблем машиностроения АН
Украины и Проектно-конструкторского бюро автоматизированных систем управления
текстильной и легкой промышленности в Москве. Система разрабатывалась на базе
АРМ СМ-4.
Специалисты Института разработали
программное обеспечение проектирования раскладок (САПР).
Специалисты ПКБ разрабатывали
Автоматизированную Раскройную Установку (АРУ) для раскроя лазерным лучом.
В 1988 году система
демонстрировалась на ВДНХ СССР. САПР была отмечена "Золотой медалью"
поскольку реализованная программа автоматического проектирования раскладок
превосходила все известные в мире программы.
Разработанная система удовлетворяла
необходимым требованиям, но не получила, и не могла получить, широкого
распространения, поскольку АРМ СМ-4 было фондируемой техникой. Их выделялось
1-2 на все Министерство легкой промышленности.
Нормальное развитие САПР началось с
появлением в 90-х годах в нашей стране IBM PC компьютеров.
Полученные результаты не пропали
даром. На их основе были разработаны известные САПР - "Грация" и
"Комтенс".
Основы «Грации» закладывались более
тридцати лет назад. В 1972 году в Институте проблем машиностроения АН Украины
был создан отдел математического моделирования и оптимального проектирования.
Его возглавил один из учеников академика В.Л. Рвачева, профессор Ю.Г. Стоян.
Под его руководством разработаны теория и математические методы геометрического
проектирования. В рамках этой теории задача построения раскладки формулируется
и решается как задача оптимального размещения геометрических объектов в
заданной области. Уже в 1977 году была создана программа автоматического
построения секционных раскладок для раскроя трикотажных полотен, построены в
компьютере и нарисованы в натуральную величину на плоттере реальные оптимальные
раскладки. Использование специальных математических методов отличает «Грацию»
от зарубежных и отечественных систем.
Разработка системы велась для
предприятий, которым не досталось закупленных в то время правительством за
рубежом нескольких десятков САПР с целью перевооружения предприятий легкой
промышленности. Разработка «Грации» велась в тесном сотрудничестве со
специалистами предприятий. Это позволило учитывать особенности российского
производства и создавало предпосылки для дальнейшего развития и совершенствования.
В 1991-1993 гг. были разработаны и
установлены системы на предприятиях Киева, Бердичева, Коростеня, Чернигова,
Архангельска, Воронежа, Калуги.
Результаты были очень хорошие.
В 1994 г. Открылось новое
направление использования «Грации» - замена работающих на предприятиях
зарубежных САПР.
На Курском трикотажном комбинате с
1989 года работала испанская система "Инвестроника", включающая
Дигитайзер, Плоттер и АРУ из 4 раскройных столов. Установили «Грацию»,
подключили все оборудование и организовали параллельную работу систем. Одну и
ту же работу можно было выполнить по одной и по другой системе. Какая система и
чем лучше, говорили результаты работы. Оценивались два основных показателя -
время подготовки от ввода лекал с дигитайзера, градации, построения раскладок и
создания программы порезки настила на АРУ, и процент использования материала.
При выполнении пятидесяти реальных заданий время выполнения по «Грации»
сократилось в два с половиной раза, и использование материала повысилось на два
процента. Все новые изделия стали готовить к запуску в производство по
«Грации», а созданные ранее по мере необходимости постепенно переведены в
«Грацию».
Несмотря на полученные результаты
сравнения систем, которые являлись несомненным успехом, главный инженер
комбината Галина Ивановна Ильина говорила: "Это все хорошо, поддерживается
массовость производства, но, ни та, ни другая система не автоматизирует
конструкторскую подготовку. Ввод лекал с дигитайзера, графическое моделирование
и градация лекал с помощью норм приращений не способствуют повышению качества
изделий и расширению ассортимента, а являются просто необходимой работой по
"оцифровке" лекал для построения раскладок.
Как показало время, это совершенно
справедливо. Более того, такое положение дел сохранилось до сих пор в
большинстве зарубежных и российских систем.
Со временем были проведены сравнения
и заменены другие системы.
Система "Майкродэйнемикс"
десять лет работает на Нижегородском швейном ЗАО "МАЯК". Предприятие
производит одежду для внутреннего рынка и выполняет заказы инофирм по
поставляемым ими лекалам. Весной 1999г. для выполнения договора с немецкой
фирмой потребовалось существенно сократить сроки подготовки моделей к запуску.
Прежде, чем заменить САПР "Майкродэйнемикс", специалисты подробно ознакомились
с известными зарубежными и отечественными системами и выбрали
"Грацию". После этого время подготовки к запуску заказа немецкой
фирмы сократилось более чем в четыре раза. Проектирование собственных изделий
на предприятии ведется с использованием нового подхода, а выполнение заказов
инофирм - по традиционной схеме, с использованием дигитайзера.
Проведенное сравнение с системой
"Лектра" в сентябре 1999г. в Новосибирском ОАО "СИНАР"
показало, что возможности "Грации" значительно шире, а
производительность в несколько раз выше.
На Нижегородском швейном ЗАО
"ВОСХОД" была заменена английская система "Сайбрид".
Выяснилось, что "Грация"
позволяет по-новому организовать процесс разработки и подготовки к запуску
новых моделей, так как при ее использовании отпадает необходимость не только в
конструкторе, выполняющем градацию лекал, но зачастую, и в
операторе-раскладчике лекал. Это возможно благодаря тому, что разработка
раскладок лекал в системе выполняется значительно быстрее и проще, чем в
наиболее известных САПР, а применение в программах математических методов
геометрического проектирования гарантирует автоматическое выполнение всех
задаваемых технологических требований к раскладке. Кроме того, разработка
раскладки лекал конструктором создает условия для корректировки конструкции
модели с целью достижения максимального использования материала без снижения
качества изделия.
Таким образом, при замене зарубежных
САПР на "Грацию" первое время осуществляется принцип параллельной
работы двух систем, при котором к "Грации" подключается имеющееся
периферийное оборудование. Для совершенствования работы по заказам с фирмами,
использующими другие САПР, разработана достаточно простая структура данных для
представления хранящейся в них информации о моделях в цифровом виде, передачи их
по системе Интернет и использования в "Грации".
Для уточнения ситуации с
автоматизацией конструкторской подготовки мы провели семинар ведущих
специалистов. Пригласили главного конструктора и главного инженера Харьковского
дома моды и Московского дома моды трикотажных изделий на комбинат, где вместе
со специалистами комбината основательно обсудили эти вопросы.
Установили, что конструкторская
подготовка включает в себя решение следующих задач:
.Разработка изделия в базовом
размере - построение базовой конструкции (БК) по используемой методике
конструирования и построение модельной конструкции (МК).
.Построение лекал нужных размеров,
ростов и полнот.
.Построение лекал модели на
индивидуальную фигуру.
.Внесение изменений при изменении
свойств материалов, прибавок, конструктивных решений, направлений моды.
Применяемые системы не решают в
полной мере ни одну из поставленных задач. Они предполагают следующую схему
работы.
В базовом размере лекала изделия
строятся на картоне вручную и вводятся в компьютер с помощью дигитайзера. Или
строятся непосредственно в компьютере с применением графических приемов
моделирования.
Основной, непреодолимый, недостаток
обоих способов состоит в том, что они не могут обеспечить взаимосвязь деталей
по построению. Построили лекала, отшили образец, изменили линию проймы -
необходимо внести соответствующие изменения во все сопрягаемые и производные
лекала.
Построение лекал нужных размеров и
ростов может производиться двумя разными способами:
Построением лекал в каждом размере и
росте индивидуально.
Градацией - получением из лекал
базового размера и роста с помощью градации, заданием норм приращений в
конструктивных точках.
Первый способ обеспечивает качество
изделий в каждом размере, но является трудоемким. Второй подход ускоряет
процесс построения лекал, но является приближенным и приводит к изменению
балансовых характеристик, сопряжения деталей и ухудшению качества изделий. Чем
дальше нужный размер отстоит от базового, тем больше будут искажения.
Основной, труднопреодолимый
недостаток градации это ухудшение качества изделий в других размерах.
Построение лекал модели на
индивидуальную фигуру надо выполнять отдельно.
После изменения прибавок и
конструктивных решений необходимо перестроить практически все лекала.
Специалисты «Грации» пришли к выводу,
что устранить имеющие место недостатки при решении задач конструкторской
подготовки не возможно, не выходя за рамки графических подходов.
В сентябре 1995 года была поставлена
задача разработки системы автоматизации конструкторской подготовки, которая
удовлетворяла бы следующим основным требованиям:
.Осуществляла комплексную
автоматизацию всех задач конструкторской подготовки.
.Позволяла работать по любой
методике конструирования, совокупности методик или собственной оригинальной
методике.
Вся творческая работа выполняется
Конструктором, вся техническая, рутинная работа выполняется системой.
Конструктор строит любое изделие по любой методике конструирования в Базовом
размере. Система быстро и точно выполняет решение всех задач конструкторской
подготовки - строит лекала заданных размеров, ростов и полнот, строит лекала на
индивидуальную фигуру с учетом размеров и осанки; перестраивает все лекала при
изменении значений прибавок и конструктивных решений.
Разработка системы велась в тесном
сотрудничестве специалистов предприятий и учебных заведений. Это позволило
создать систему, удовлетворяющую требованиям науки и практики.
Специалисты учебных заведений
формируют замечания и пожелания по совершенствованию и развитию системы. Такое
взаимодействие позволило создать систему, удовлетворяющую требованиям науки и
практики.
Принимая участие в международных
конкурсах молодых модельеров, убедились, что создать хорошую коллекцию совсем
не просто. Надо иметь знания, умение и дар божий. Но еще сложнее (или важнее)
сделать ее достоянием людей, организовать производство изделий. Предложенные в
"Грации" средства автоматизации позволяют сократить путь от замысла
до реализации, оставляют автору творческую работу, а всю техническую, рутинную
выполняет система.
.2 О компании «Грация»
Основой разработки программ «Грации»
послужили результаты фундаментальных исследований в области математических
методов геометрического проектирования. Первая программа построения оптимальных
раскладок для раскроя трикотажных полотен была создана в 1977 году.
Использование специальных
математических методов обеспечивает автоматическое выполнение геометрических и
технологических ограничений, высокую скорость и точность принимаемых решений.
В «Грации» предложен новый подход к
автоматизации конструирования и реализована высокая компьютерная технология
комплексной автоматизации задач конструкторской подготовки.
Реализованный только в «Грации»
полуавтоматический режим проектирования раскладок позволяет разумно сочетать
опыт Раскладчика и быстродействие Компьютера, строить экономичные и
технологичные раскладки.
В «Грации» автоматизированы не
только процессы проектирования и подготовки производства швейных изделий, но и
задач Учета, Планирования и Управления.
Эти особенности выгодно отличают
«Грацию» от аналогичных программ отечественных и зарубежных разработчиков.
«Грация» с успехом работает на 135
крупных и малых швейных, трикотажных и меховых предприятиях, в Домах моделей и
Дизайн-студиях при разработке собственных моделей и выполнении заказов инофирм,
ВС, МВД и МЧС.
Используется при обеспечении
учебного процесса и проведении исследовательских работ в 35 ВУЗах, 22 колледжах
и 7 лицеях России, Украины, Белоруссии, Молдовы и Казахстана.
На базе ведущих ВУЗов созданы 10
региональных Центров «Грации» для оказания методической помощи специалистам
предприятий в освоении системы.
.3 Состав САПР «Грация»
Подсистема «Дизайн»
Предназначена для автоматизации
работ Дизайнера, или Художника-модельера. Для создания им образа изделия в виде
эскиза, рисунка или фотографии, формирования цветового решения.
Для создания эскиза или рисунка
изделия подключаются графические редакторы PhotoShop, CorelDraw или другие по
выбору Дизайнера.
Дизайнер может также выполнить эскиз
или рисунок вручную и ввести в компьютер с помощью сканера.
Также можно представить образ
изделия в виде фотографии, взятой из каталога или полученной с помощью
цифрового фотоаппарата.
Во всех случаях важно, что
информация представляется в виде файла в цифровом виде. Файлу присваивается имя
будущего изделия, он включается в базу данных моделей и становится доступным
для просмотра специалистам на всех последующих этапах разработки изделия.
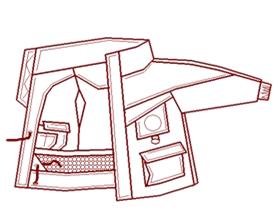


Подсистема «Дизайн» содержит также
программу, которая помогает руководителю отдела перспективных разработок
планировать, координировать и оценивать работу творческого коллектива, в состав
которого входят Дизайнеры, Конструкторы и Технологи.
Основным понятием является
Коллекция, ее название и автор. Коллекция состоит из Моделей. В плане
разработки каждой модели содержатся данные - Дизайнер, Конструктор, Технолог,
дата выдачи задания, срок сдачи.
Первым шагом разработки является
составление технического описания изделия. Его составляют вместе Дизайнер,
Конструктор и Технолог в процессе уточнения и согласования требований к
изделию, особенностей конструкции и технологии изготовления.
Учет выполненных работ ведется
автоматически. После приемки модели она переходит в разряд готовых моделей.
Предложенная и реализованная в
системе компьютерная технология позволяет не только автоматизировать отдельные
этапы работ, но и обеспечивает органичную связь между ними, создавая удобную
среду для организации творческого процесса.
Подсистема «Конструирование и
моделирование»
Данная подсистема реализует высокую
компьютерную технологию создания новых моделей с использованием любой из
существующих методик конструирования: ЕМКО СЭВ, ЦОТШЛ, Мюллера, Гриншпана,… или
собственной оригинальной методики, а также моделирования на основе уже
разработанной модели.
Она ни в чем не ограничивает
возможности Конструктора, оставляет творческую работу ему, а выполнение
технической, рутинной работы поручает системе.
Суть предложенной технологии состоит
в том, что конструктор записывает процесс построения с помощью операторов в
виде последовательности действий - алгоритма. При выполнении записанных
действий система производит вычисления и графические построения.
Предложенная и реализованная в САПР
«Грация» высокая компьютерная технология проектирования позволяет быстро и
качественно решить все задачи конструкторской подготовки:
разработать любое изделие по любой
методике конструирования, совокупности методик или собственной оригинальной
методике в базовом размере;
строить в автоматическом режиме
лекала нужных размеров и гарантировать качество изделий во всех размерах и
ростах;
точно и быстро строить лекала модели
на индивидуальные фигуры с учетом размеров и осанки;
быстро перестраивать лекала при
изменении свойств материала, прибавок и направлений моды;
перестраивать лекала модели на
другие размерные типологии населения - европейцев, американцев, азиатов;
автоматически формировать табель
измерений и спецификацию лекал.
Конструктор разрабатывает изделие в
одном размере, а Система быстро и точно выполняет решение всех перечисленных
выше задач.
Последовательность этапов работ при
создании лекал Базового размера такая:
Конструктор определяется с методикой
конструирования и формирует в системе ее информационную базу:
.Задает размеро-ростовые признаки. В
«Грации» введены таблицы типовых размерных признаков, которые конструктор может
использовать, корректировать или создать новую таблицу размерных признаков.
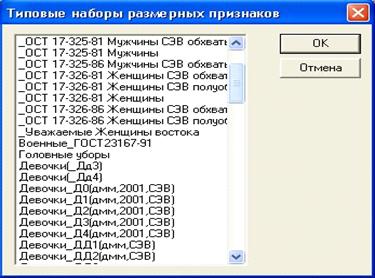
.Задает значения прибавок, припусков
и других расчетных величин, которые используются в построении (эти величины
могут задаваться и позже в процессе построения)
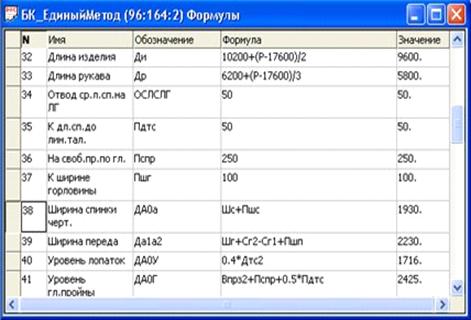
В подсистеме «Конструирование и
моделирование» экран монитора разделен на две части:
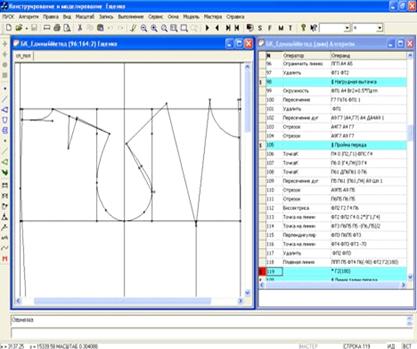
Окно алгоритма - где конструктор с
помощью операторов описывает процесс построения и приемы моделирования.
Окно чертежа - где система
отображает выполнение операторов и осуществляет соответствующие построения.
Все действия конструктора
записываются с помощью операторов. Совокупность операторов позволяет записать и
выполнить любое действие конструктора. Для удобства использования все операторы
по своему функциональному назначению разделены на 5 групп: действия с точками,
действия с линиями, графические действия, действия с деталями, действия по
структуре алгоритма.
При создании оператора (например,
поставить точку, провести линию или выполнить любое другое действие)
конструктору помогает Мастер, который последовательно подсказывает какие
действия, объекты и данные нужно указать для выполнения оператора.
Таким образом, для творческой работы
в «Грации» от конструктора требуется только знать, как его замыслы реализуются
вручную на бумаге, а как это построить в «Грации» поможет мастер-помощник.
САПР «Грация» является полностью
открытой системой, которая позволяет создавать любые изделия по любым методикам
с «нуля» и далее моделировать на их основе.
В отличие от графического,
аналитическое конструирование позволяет записать и выполнить взаимосвязь
деталей по построению. При внесении изменений в построение обеспечивается
автоматическое внесение соответствующих корректировок во все сопрягаемые и
производные участки.
Необходимо отметить, что есть 2 вида
взаимосвязи по построению. Первый вид взаимосвязи по построению характеризуется
тем, что при построении одной секции учитывается длина другой секции, например,
при построении оката, его длина зависит от длины проймы. Второй вид взаимосвязи
позволяет учитывать в построении не только длину определенного участка, а и
форму, например при построении оката учитывается не только длина проймы, но и
используются соответствующие участки проймы.
Важная и сложная задача размножения
лекал решается в «Грации» автоматически быстро и точно, в результате повторного
выполнения алгоритма с соответствующими значениями размерных признаков, то есть
путем перестроения, а не градации. В каждом размере и росте строится и
запоминается форма лекал. Это занимает от нескольких секунд до пары минут в
зависимости от сложности построений, количества деталей, заданного количества
размеров и комплектации компьютера.
При этом в каждом размерном варианте
сохраняется взаимосогласованность элементов конструкции: проймы и оката рукава,
воротника и горловины и т.д.
Особенности построения в каждом
размере можно учитывать или закладывать с помощью условного оператора «если…,
то…, иначе…». Например, при построении юбки в зависимости от суммарного
раствора вытачки на заднем полотнище необходимо строить одну или две вытачки. Задав
такое условие, система в каждом размере автоматически соблюдает выполнение
заданного условия и реализует построение правильного конструкторского решения.
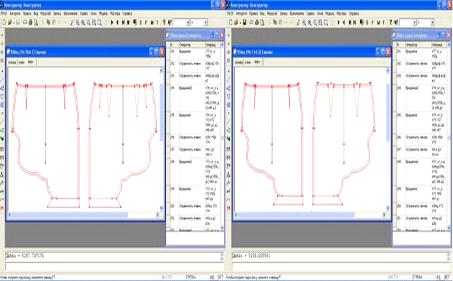
Более детально рассмотрим решение
одной из наиболее важных и трудоемких задач - Размножение.
Как правило, распространен следующий
порядок работы:
для некоторого (базового) размера и
роста разрабатывается базовая конструкция, наносятся модельные особенности
(переносятся вытачки, создаются линии членения, рельефы и т.д.), осуществляется
добавка на шов, ставятся монтажные рассечки и т.д. Лекала других размеров и
ростов получают из лекал базового размера и роста с помощью приращений по
размерам и ростам в конструктивных точках, т.е. с помощью градации. Так
происходит при работе вручную и при работе практически во всех существующих
САПР (лекала базового размера и роста разрабатываются вручную, затем вводятся с
дигитайзера, в компьютере задаются приращения по размерам и ростам и т.д.).
Возникает следующая проблема: в
базовом размере и росте все сшивается, сопрягается, выдерживаются все посадки.
В лекалах же, полученных с помощью межразмерных приращений, появляются
погрешности, начинают уплывать посадки, возникают различные нестыковки. Чтобы
этого не было при размножении, необходимо повторить весь процесс построения от
начала и до конца для каждого размера и роста, т.е. размножение должно
осуществляться путем перестроения, а не градации. Тогда все конструкторские
зависимости сохранятся во всех размерах и ростах, во всех размерах и ростах
сохранится посадка, сохранятся сопряжения, углы между линиями, совпадут длины
срезов и т.д.
Таким образом, размножение лекал
можно осуществить двумя способами: градацией и перестроением.
Градация - более простой и быстрый
способ, но он является приближенным, из-за чего серьезно страдает качество и
посадка лекал. Следует отметить, что градация не требует много время на
размножение, но в последствии затрачивается много времени, материалов и сил для
исправления и отладки модели в других размерах, особенно которые намного меньше
или больше базового размера.
Перестроение более трудоемкий
способ, который на размножение лекал требует намного больше времени, чем при
градации. Но в результате намного выигрывает качество лекал и посадка изделия.
Какой способ размножения применять,
руководство решает исходя из целевой потребительской группы, на которую
ориентирована выпускаемая продукция, стоимости изделия и возможности выпускать
качественную конкурентоспособную продукцию.
Задача внесения изменений в конструкцию
после отшива изделия, при изменении свойств материала, прибавок и направления
моды решается автоматически в течение нескольких минут в результате повторного
выполнения алгоритма с новыми значениями параметров и конструктивных решений.
Задача имеет важное значение поскольку в поисках рационального решения часто
приходится возвращаться на начальные этапы проектирования и вносить коррективы
в ранее выполненные расчеты и построения.
Возможность внесения изменений на
предыдущих этапах построения с сохранением построений и чертежа может быть
осуществлена только в Аналитической системе конструирования, а в графических и
параметрических системах приходиться возвращаться и строить все заново с
момента внесения изменений. Причина этому то, что в Аналитической системе
первична запись процесса построения (алгоритм), а в графических и
параметрических - при внесении изменений в построение чертеж и запись
построения (протокол) будут удалены и с момента внесения изменений придется все
строить заново.
САПР «Грация» позволяет записать и
выполнить взаимосвязь построения деталей, поэтому при внесении изменений в
построение одной детали соответствующие изменения автоматически будут внесены
во все сопрягаемые и производные детали во всех размерах и ростах. Например,
была увеличена ширина горловины спинки. Тогда система самостоятельно
скорректирует на эту же величину параметры сопрягаемых срезов деталей (полочки,
подборта, обтачки).
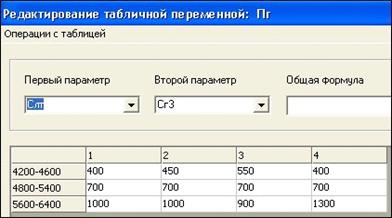
Очень часто в методиках встречается,
что значение прибавок и других расчетных величин для разных размеров различное.
В «Грации» предусмотрена возможность задания переменной величины в виде
таблице, при этом при построении модели в каждом размере система автоматически
будет выбирать из таблицы необходимое значение. Например, Прибавка по груди
принимает разные величины в зависимости от сочетания значений Обхвата груди и
Вида силуэта.
Возможность реализации модульного
проектирования значительно ускоряет работу. В процессе конструирования
отдельные функционально законченные процессы построения конструктивных узлов,
деталей, конструктивных элементов и линий - узлы «рукав-пройма», различные виды
рукавов, воротников, карманов, способы построения вытачек, рельефов -
конструктор может выделить в виде модулей, которые в дальнейшем могут быть
использованы при создании других моделей.
Разработанные одним конструктором
модули также эффективно могут использоваться другими конструкторами, что
позволяет значительно повысить производительность труда конструкторского
коллектива и поднять процесс на новый творческий уровень.
Интеллектуальные циклические
процессы разрабатываются на основе использования условного оператора «если …,
то …, иначе …» и оператора «переход по метке». Это открывает широкие
возможности в творческой деятельности. Позволяет направить процесс
проектирования по одному или другому пути в зависимости от выполнения или не
выполнения поставленного условия, описывать и автоматически разрешать
логические ситуации, добиваться выполнения условий. Например, если фактическая
посадка по окату рукава больше заданной на величину А, вернуться к началу
построения рукава, изменив ширину рукава на В». Цикл будет выполняться до
достижения значения посадки, удовлетворяющего поставленному условию.
С учетом разработок, выполненных на кафедре
КШИ Ивановской государственной текстильной академии и исследованных в
диссертации Суриковой О.В., в «Грацию» включена функция автоматического
оформления угловых участков лекал, которая избавляет конструктора от
необходимости последовательного проектирования элементов угловых участков лекал
и их последующей проверки и уточнения в целях достижения технологичности.
Функция автоматического построения
угловых участков лекал реализована в виде экранного меню с вариантами угловых
участков. Конструктору достаточно выбрать нужный вариант, и система
автоматически выполнит построение этого уголка в проектируемой детали.
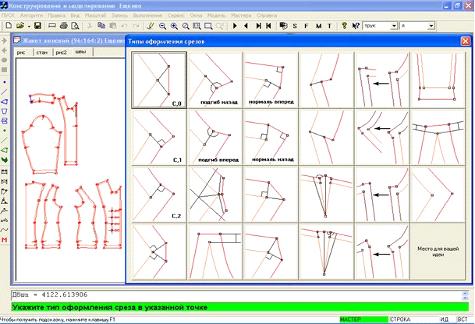
При оформлении рельефов и
декоративных линий значительно упрощают работу и позволяют построить любую сколь
угодно сложную кривую линию функции Графическая коррекция и Графическая
коррекция с сохранением заданной длины. Конструктор, используя графические
средства, корректирует нужную линию, а система запишет формулу ее построения и
повторит во всех размерах и ростах.
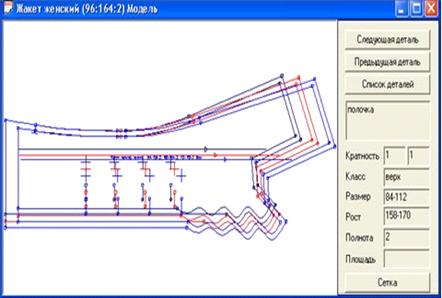
Предусмотрены специальные функции,
позволяющие быстро и удобно осуществить приемы моделирования, перенести
вытачки, проверить сопряжение срезов, построить обтачки, назначить свойства
деталей (класс, кратность, зеркальность и т.д.)
Механизм автоматического контроля и
корректировки сопряжений значительно повышает качество изделий в каждом
размере.
.По лини плеча совмещаются Спинка и
Полочка для проверки сопряжения проймы
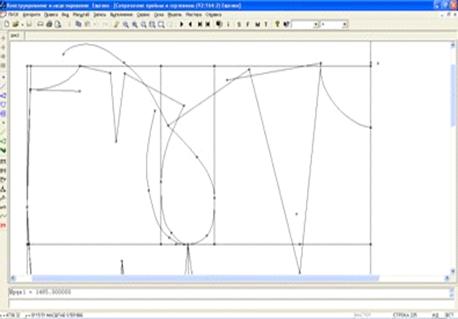
.Проводится новая единая линия
проймы, которая потом разделяется на два участка (спинки и полочки)
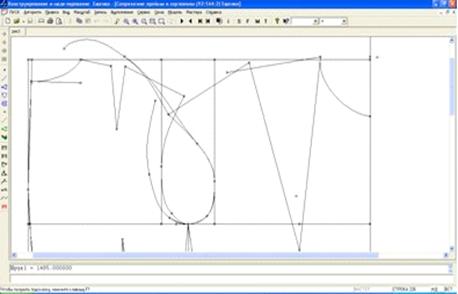
.Участок новой линии проймы
копируется на спинку и корректируются линии плеча на спинке и полочке
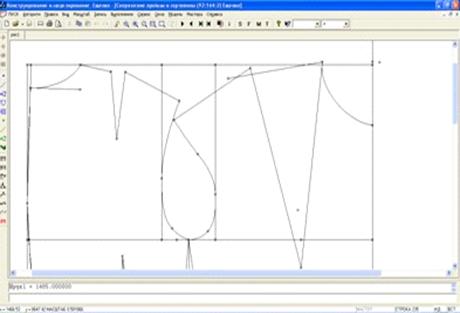
Такая коррекция сопряжения будет
автоматически выполняться в каждом размере и росте при перестроении лекал на
заданный диапазон размножения
Для проверки посадки и качества
модели конструктору необходимо составить таблицу контрольных измерений.
Измерение вручную контрольных величин во всех размерах и ростах требует очень
много времени и усилий. В САПР «Грация» конструктору достаточно только указать
какие величины или расстояния на чертеже необходимо измерить и система
автоматически проведет измерения во всех размерах и ростах. Например, можно
измерить длину оката, длину проймы и их разность (посадку)
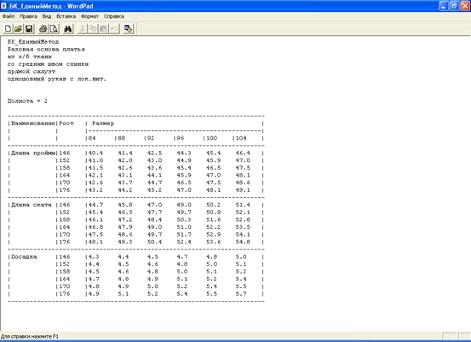
Задача построения лекал модели на
конкретную фигуру решается в течение минуты автоматически в результате
повторного выполнения алгоритма с учетом значений ее размерных признаков и
осанки. Применяется при выполнении индивидуальных и корпоративных заказов.
Особенно это актуально для Домов Мод, ателье, предприятий, которые выполняют
пошив по индивидуальным заказам, одежды для персонала, командной спортивной
формы и т.д.
Таблица контрольных измерений во
всех размерах и ростах и спецификация лекал модели формируются автоматически
после задания измеряемых величин и мест измерения.
Подсистема «Конструирование и
Моделирование» эффективна для малых и крупных предприятий при производстве
меховых изделий, детской, специальной, форменной и спортивной одежды, головных
уборов, рюкзаков, палаток, кожгалантереи и т.п.
На сегодняшний день система впитала
в себя опыт работы со специалистами многих десятков предприятий, Домов Моделей,
учебных заведений и продолжает развиваться и совершенствоваться.
Подсистема «Индивидуальные и
корпоративные заказы»
Данная подсистема предназначена для
ведения базы данных обмеров клиентов, автоматического перестроения лекал
созданных моделей на конкретные фигуры с учетом их размеров и осанки.
Подсистема позволяет вести
компьютерный Каталог моделей. Отшитая модель одевается на манекенщицу или
манекен соответствующего размера и фотографируется цифровым фотоаппаратом.
Система приводит в соответствие размеры фотографии и манекенщицы и заносит в
Каталог. Это обеспечивает удобство и наглядность при демонстрации заказчикам
имеющихся моделей.
При создании таблицы обмеров Клиента
снимают обычно 9-20 обмеров, а остальные берутся из таблиц типовых размерных
признаков, которые уже введены в систему. В настоящее время размерные признаки
Клиента могут быть быстро и точно сняты бесконтактным методом с помощью
Бодисканера.
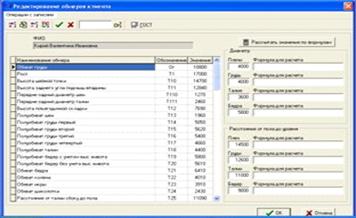
Размерные признаки клиента заносятся
в базу данных.
Войдя в Каталог, клиент имеет
возможность увидеть, как модель будет смотреться на манекенщице и на его
фигуре.
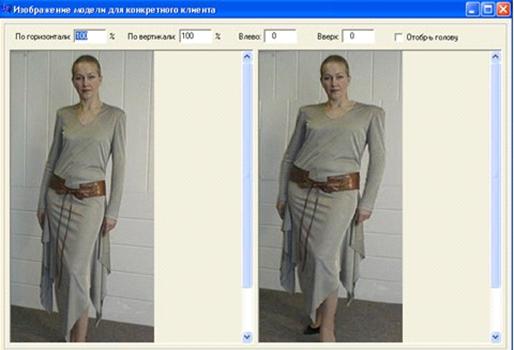
Построение лекал выбранной в
Каталоге модели осуществляется в подсистеме «Конструирование и Моделирование»
автоматически в результате выполнения алгоритма построения выбранной модели по
размерным признакам Клиента с сохранением посадки и модельных особенностей.
Предоставляется также возможность
учета финансовых данных по каждому заказу.
Использование подсистемы
«Индивидуальные и корпоративные заказы» особенно эффективно для Ателье,
Дизайн-студий, Домов Мод, конструкторов-индивидуалов при создании лекал на
индивидуальные фигуры, униформы для персонала фирм, командной спортивной
одежды.
Подсистема «Технология изготовления»
Предназначена для создания и ведения
баз данных оборудования, специальностей, тарифных ставок, справочника неделимых
и организационных операций, составления технологических последовательностей,
схем разделения труда, расчета времени и стоимости изготовления.
Эта подсистема предоставляет
технологам швейных предприятий универсальный инструмент для автоматизации
рабочего места, позволяющий ускорить работу, сделать ее более удобной и
наглядной независимо от ассортимента изделий.
По мере необходимости вносятся
данные в такие базы данных, как Ассортимент изделий, Специальности,
Квалификационные разряды и повременные расценки, Оборудование. Для швейного
оборудование можно задавать особенности швов для последующего автоматического
расчета расхода ниток на изделие.
Далее создается Справочник неделимых
операций. Каждая неделимая имеет общий формат - поля для заполнения.
Из неделимых операций для каждого
ассортимента изделий формируются блоки поузловой обработки.
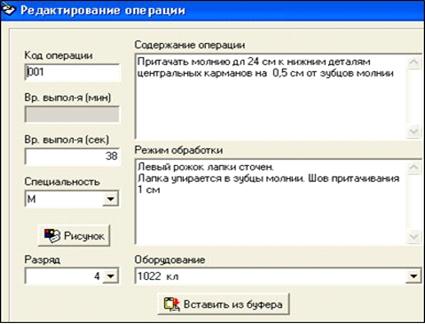
Следующим этапом является создание
Технологической последовательности изготовления конкретного изделия с
использованием неделимых операций и блоков поузловой обработки.
Технологическая последовательность
может быть распечатана в удобном формате или передана в Word или Excel.
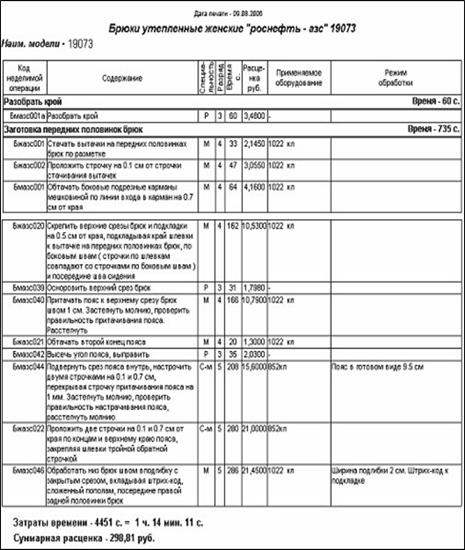
Если изделие изготавливается
поточным методом, составляется Схема разделения труда.
Из неделимых операций и блоков
поузловой обработки формируются организационные операции.
Предоставлена возможность
группировки неделимых операций по виду оборудования, по времени выполнения,
величине такта.
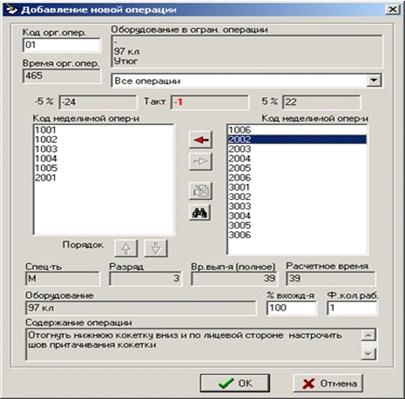
Схема разделения труда может быть
распечатана в удобном формате или передана в Word или Excel.
После составления Схемы разделения
труда, автоматически создаются График согласованности, Сводка оборудования,
сводка рабочей силы, Сводная ведомость для начисления заработной платы.
График согласованности наглядно
отражает степень загруженности организационный операций, выявить отклонения
длительности организационных операций для принятий оптимальных корректирующих
решений.
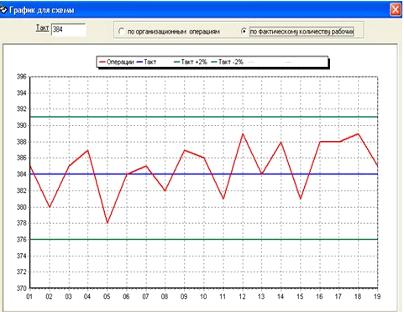
Сводка оборудования отображает
задействованность и нагрузку оборудования.
Сводная ведомость работ отражает
данные по каждой организационной операции в потоке и служит для начисления
рабочим заработной платы.
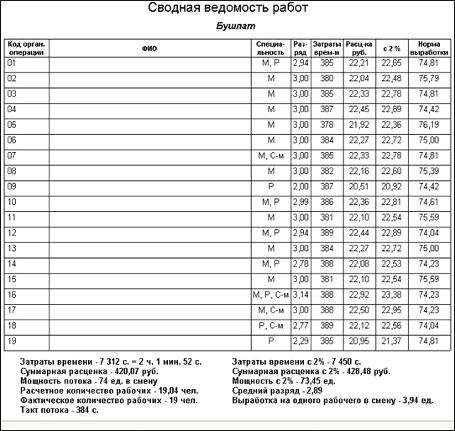
Подсистема «Технология изготовления»
полностью автоматизирует рабочее место технолога и создает удобную среду
составления технологической последовательности, схемы разделения труда и
расчета заработной платы, учета расхода ниток, определения потребности в
оборудовании, возможности оперативной корректировки потока с целью устранения
«узких мест».
Необходимо также отметить, что
подсистема «Технология изготовления» взаимосвязана с подсистемами
«Конструирование и Моделирование» и «Диспетчеризация». Изменения в одной из
подсистем автоматически учитываются в расчетах в других подсистемах.
Подсистема «Раскладка»
Подсистема «Раскладка» предназначена
для проектирования оптимальных раскладок лекал в соответствии с указанными в
Задании на раскладку требованиями и пожеланиями Раскладчика в ручном,
автоматическом и полуавтоматическом режиме.
Основу процессов проектирования
раскладок составляют математические методы геометрического проектирования,
которые обеспечивают автоматическое выполнение геометрических и технологических
ограничений, высокую точность и скорость построения.
Формируется «Задание на раскладку»,
в котором указываются участвующие в Раскладке Модели, размеры, роста и полноты,
кратность, класс лекал. Вид полотна, Направление ворса, Ширина полотна,
Межлекальное расстояние, Ширина кромки, Тип настила, Метод раскладки. Также
могут задаваться Величина усадки, Величина раппорта, Полосы брака, Перерезы,
Секции и другие параметры раскладки.
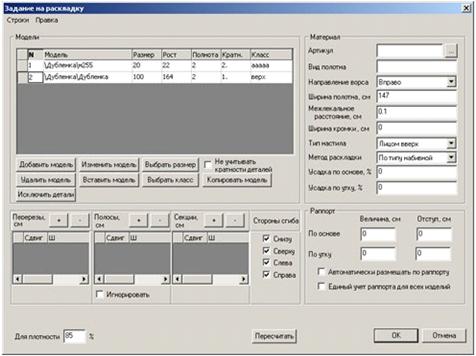
Система может рассчитать какие
размеры и роста моделей лучше сочетаются в одной раскладке.
Реализованы три основные режима
проектирования Раскладок.
.Автоматический. Все лекала с учетом
заданных технологических ограничений раскладываются в автоматическом режиме
(без участия раскладчика). Этот способ является наиболее быстрым и удобным, но
не всегда обеспечивает технологичность раскладок, не учитывает многолетний опыт
Раскладчика.
.Ручной. Все лекала раскладываются
раскладчиком в удобном интерфейсе. В этом режиме затрачивается больше времени,
но предоставляются все возможности для построения не только экономичных, но и
технологичных раскладок. Учитывается многолетний опыт Раскладчика, особенности
применяемого раскройного оборудования, рисунка ткани и другие трудно
формализуемые условия.
.Полуавтоматический режим. Часть
лекал по своему усмотрению укладывает Раскладчик, а остальные укладываются в
автоматическом режиме. Раскладчик в любой момент может поменять расположение
лекал и перейти в автоматический режим. Этот режим позволяет использовать опыт
Раскладчика и быстродействие Компьютера. Вместе они быстрее построят
экономичную и технологичную раскладку, чем каждый из них в отдельности.
Реализация этого режима базируется
на использовании специальных математических методов геометрического
проектирования, очень сложна, и, несмотря на высокую эффективность получаемых
раскладок, этот режим отсутствует в большинстве отечественных и зарубежных
систем.
При переходе в Автоматический режим
появится окно «Автопоиск», в котором отражается процесс перебора вариантов
размещения деталей: сколько всего вариантов, какой вариант строится, какой
вариант на этот момент наилучший, показатели наилучшего варианта, сколько
прошло времени с начала перебора и сколько осталось. Наилучший вариант
размещения деталей отображается на экране.
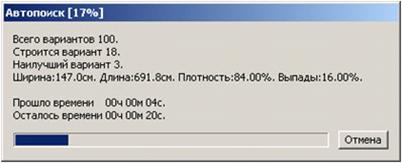
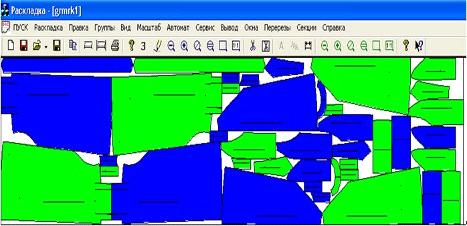
В Подсистеме «Раскладки»
предоставлены широкие возможности работы с отдельными лекалами: вращение,
разрезание, сгиб, выход за кромку, увеличение. Можно задавать горизонтальные и
вертикальные полосы брака, перерезы, секции, объединять лекала в группы.
Реализованы 5 способов
проектирования раскладок с учетом особенностей рисунка ткани.
Учтены все разумные пожелания
специалистов предприятий и учебных заведений.
Построенную раскладку можно вывести
на широкоформатный или узкий плоттер. При выводе широкой раскладки на узкий
плоттер она автоматически разбивается на несколько полос с учетом ширины
бумаги, выводятся отдельные полосы и склеиваются. При этом погрешность на 7
метрах не превышает 0,5 миллиметра. Стоит узкий плоттер в 3-4 раза дешевле и
работает практически с любой бумагой.
Напечатанная на бумаге в натуральную
величину раскладка (рисовка) используется в качестве разметки (намеловки) при
раскрое настила.
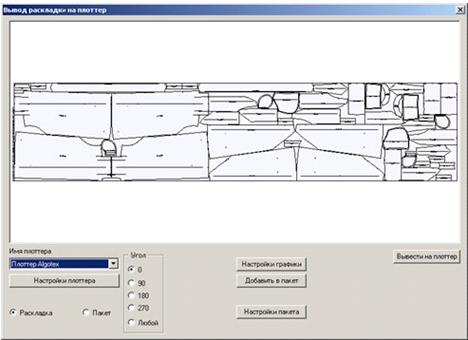
На основе раскладки может быть
подготовлена программа порезки настила на Автоматизированной Раскройной
Установке зарубежного или отечественного производства.
Качество Раскладок является одним из
основных факторов экономного использования материалов, что непосредственно
влияет на себестоимость производимых изделий и конкурентоспособность продукции.
Но построенная Раскладка должна быть
не только Экономичной, но Технологичной,учитывать разнооттеночность ткани,
рисунок, особенности применяемого раскройного оборудования и другие трудно
формализуемые факторы.
САПР "Грация"
предоставляет возможность использовать для этого наиболее эффективный режим
построений раскладок - полуавтоматический, который позволяет использовать опыт
Раскладчика и быстродействие Компьютера.
Подсистема «Складской учет»
Данная подсистема предназначена для
ведения Учета основных и вспомогательных материалов, фурнитуры, а также готовой
продукции.
Склад основных и вспомогательных
материалов
Позволяет вести полный
документальный учет прихода и расхода основных и вспомогательных материалов, а
также заносить детальную информацию о рулонах и кусках.
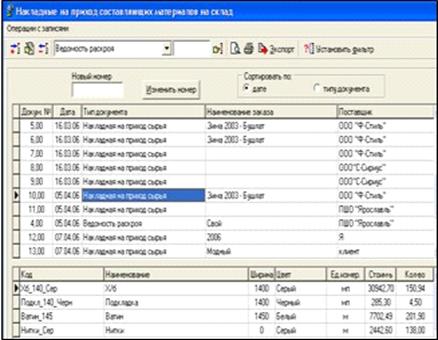
Склад готовой продукции
Обеспечивает удобное и точное
ведение учета поступления на склад и отгрузки готовых изделий.
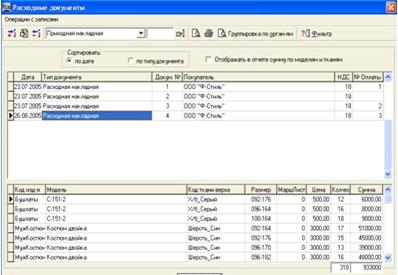
Диаграмма наличия изделий на складе
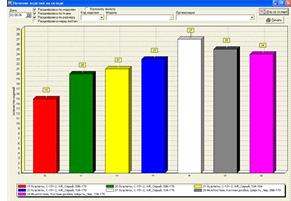
Подсистема «Складской учет»
позволяет организовать на предприятии полный и точный учет поступления и расходов
основных и вспомогательный материалов, фурнитуры, готовой продукции и на
практике подтвердила эффективность использования.
Подсистема «Планирование»
Данная подсистема обеспечивает
взаимосвязь всех подсистем, учет выполненных работ и координацию всех этапов
подготовки производства.
Подсистема позволяет осуществлять
управление следующими этапами:
Конфекционные карты
Для моделей назначаются основные и
вспомагательные материалы, фурнитура. При этом можно задавать расход отдельно
для каждого размера и роста.
Например, в маленьком размере
требуются 3 пуговицы, а в большом размере 4 пуговицы, требуются молнии
различной длины.
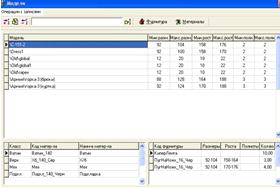
План выпуска
Задается план выпуска изделия
каждого размеро-роста
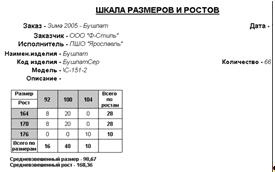
Информация о созданных раскладках
Система предоставляет информацию о
созданных раскладках. Раскладки можно отсортировать: по дате создания, по
моделям, по виду материала и по авторам.
Информация о степени готовности
модели к запуску в производство
Предоставлена возможность получить
информацию о степени готовности изделия к производству: какие этапы выполнены,
для каких классов материалов раскладки созданы, а для каких - нет.
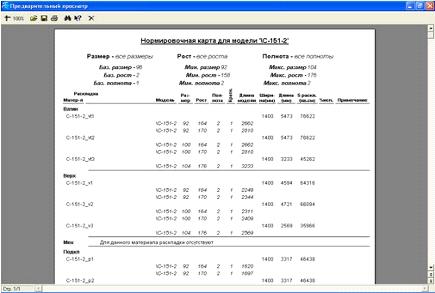
Определение стоимости модели
Когда основные этапы подготовки
производства выполнены, Производится расчет производственных затрат, включающих
расход и стоимость основных и вспомогательных материалов, фурнитуры и стоимости
изготовления

Определение потребности в материалах
и фурнитуре
Предоставляется возможность
определения количества и стоимости основных вспомогательных материалов,
необходимых для выполнения производственной программы.
Калькуляция
Система на основе материальных и
производственных затрат и накладных расходов позволяет рассчитать себестоимость
и отпускную цену изделия.

Карты кроя
Карты кроя несут информацию о
моделях, которые были раскроены, в каком количестве и из каких тканей.
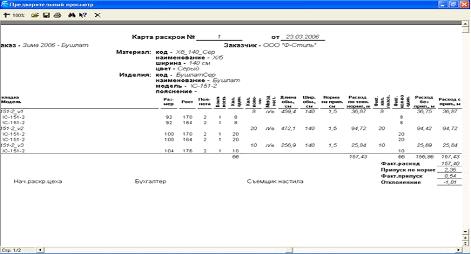
Информация о настилах
Специальный механизм осуществляет
расчет для минимизации остатков при настилании, выбирает те рулоны и куски
ткани, которые дают меньше остатков для выбранных раскладок.
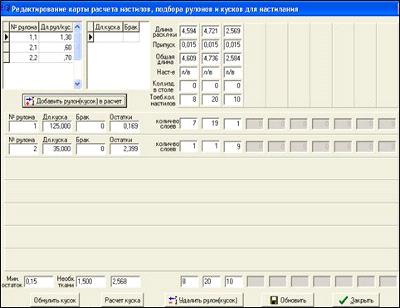
Полная информация о сроках и
результатах выполнения отдельных этапов работ содержится в маршрутных листах.
Подсистема «Планирование»
обеспечивает связь всех подсистем. Изменение информации в одной подсистеме
обеспечивает автоматическое изменение соответствующей информации в других
подсистемах и позволяет оперативно рассчитать все производственные показатели.
Подсистема «Управление предприятием»
Данная подсистема предназначена для
оперативного обеспечения руководства предприятия всей необходимой информацией
для принятия эффективных управленческих решений. Управление включает 3 основных
направления информации:
Анализ производственно-хозяйственной
деятельности
Планирование ассортимента
выпускаемых изделий
Планирование производства
Анализ производственно-хозяйственной
деятельности содержит информацию о динамике бизнес-процессов, финансовых
потоках, результатах выполнения прошлых и текущих заказов.
Диаграмма отражает информацию о
динамике производства и реализации.
Показывает какое количество изделия
было произведено, отгружено и оплачено за интересующий период времени.
Эта информация очень актуальна для
формирования оптимального плана выпуска изделий на очередной период.
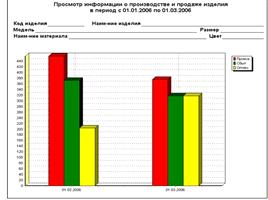
Планирование ассортимента
выпускаемых изделий базируется на результатах анализа
производстенно-хозяйственной деятельности за определенный период и состоит в
формировании перечня перспективных моделей.
Планирование производства также
базируется на результатах анализа производстенно-хозяйственной деятельности за
определенный период и заключается в формировании плана выпуска конкретных
изделий в каждом размере.
.4 Преимущества использования САПР
«Грация»
. Полная автоматизация
конструкторской подготовки, обеспечение быстрой сменяемости моделей при
безупречном качестве изделий во всех размерах и ростах:
создание непосредственно в
компьютере чертежа изделия, базовой и модельной конструкции по любой методике в
одном размере;
быстрое и точное построение системой
чертежа изделия, основных и производных лекал в требуемом диапазоне размеров,
ростов и полнот с учетом типологии населения (европейцы, американцы, азиаты);
автоматический контроль и
корректировка сопряжения деталей во всех размерах и ростах и формирование
табеля мер;
оперативное изменение ассортимента
при изменении направлений моды, автоматическое перестроение при изменении
прибавок, рельефов, перераспределении вытачек;
мгновенное перестроение лекал
серийной модели на индивидуальную фигуру при выполнении индивидуальных и
корпоративных заказов;
наличие 20 оригинальных способов
оформления угловых участков деталей, разработанных специалистами ИГТА;
реализация интеллектуальных и
циклических процессов проектирования;
возможность посмотреть до отшива
изделия как оно будет выглядеть во всех размерах и обеспечить гармоничное
восприятие изделия во всех размерах и ростах за счет корректировки параметров и
изменения пропорций;
обеспечение преемственности работы
конструкторов - процесс создания модели понятен и доступен для использования и
изменения другим конструкторам;
передача всей конструкторской и
технологической документации по электронной почте обеспечивает организацию
моделирующего центра в одном месте, а производств - в других;
возможность проектирования изделий в
3-х мерном пространстве, оценки качества изделия в статическом и динамическом
состояниях.
. Эффективная программа построения
экономичных и технологичных раскладок:
поддерживает сочетание ручного,
автоматического и полуавтоматического режимов с учетом рисунка материала,
способа настилания, дефектов и технологических ограничений;
открывает возможности для
плодотворного сочетания опыта раскладчика и быстродействия компьютера,
экономичности и технологичности;
стимулирует проектирование раскладок
самими конструкторами;
обеспечивает экономию времени и
материалов.
. Наличие среды для эффективного
взаимодействия Дизайнера, Конструктора, Технолога и выполнения этих работ одним
человеком.
4. Периферийное и специальное
технологическое оборудование
В программном обеспечении САПР
предусмотрен простой и доступный пользователю механизм подключения широкого
спектра периферийного и специального технологического оборудования: плоттеров
<#"866146.files/image068.jpg">
Относительно недавно Algotex стал выпускать
плоттеры серии Stream. Плоттеры серии Stream разработаны в партнерстве с фирмой
Hewlett-Packard и отличаются, прежде всего, типом используемых печатающих
головок. На данный момент выпускается модель с шириной 183 см. Плоттеры этой
серии несколько дешевле плоттеров StreamJet, используют стандартные картриджи
HP (#45) и на сегодняшний день являются одним из лучших решений для вывода
лекал и раскладок на малых предприятиях.
Плоттер Stream 180:
|
Максимальная
ширина печати
|
183
см
|
|
Скорость
печати
|
66(33)
м2/час
|
|
Погрешность
|
+/-
0.001 мм/м
|
|
Потребляемая
мощность
|
|
|

|
.1.2 Плоттеры фирмы JETLINK
Плоттеры серии JETLINK функционально полностью
соответствуют плоттерам Algotex. Плоттеры используют печатающие головки HP
(картридж #45) и при относительно невысокой цене обладают достаточно высокой
производительностью и надёжностью. Выпускается модели с шириной области печати
183, 205 и 240 см.
Плоттеры серии Jetlink:
|
|
Jetlink
180
|
Jetlink
205
|
Jetlink
240
|
|
Максимальная
ширина печати
|
182
см
|
205
см
|
240см
|
|
Максимальнвя
длина раскладки
|
50
м
|
|
Скорость
печати
|
42
м2/час
|
|
Разрешение
|
150
dpi
|
|
Бумага
|
40-120
г/м2
|
|
Потребляемая
мощность
|
|
|

|
4.1.3 Плоттеры фирмы MUTOH
Одними из лучших, с точки зрения надежности, в
швейном производстве зарекомендовали себя плоттеры, производимые фирмой Mutoh.
Это многофункциональная, скоростная и надежная техника. Важные достоинства
плоттеров MUTOH - низкие эксплуатационные расходы за счет использования
недорогих расходных материалов: шариковых ручек, карандашей, а также возможность
резки по бумаге.
|
Модель
|
Технические
характеристики
|
Область
применения
|
|

|
DrafStation
RJ-900
|
Струйный
4-х цветный (4x110мл) плоттер с рулонной подачей. Ширина бумаги 210-1080 мм
(A0). Максимальное разрешение: 1440x2880dpi. Поддержка команд: HP-GL,
HP-GL/2, HP-RTL
|
Зарисовка
отдельных лекал, сеток градаций, карт, чертежей, полноцветной графики
|
|

|
Ultima
SC-1400D
|
Перьевой
плоттер с рулонной подачей и ручной сменой инструмента. Максимальная ширина
бумаги 1400мм, максимальная площадь рисунка 1200мм x 12м. Скорость рисования
до 1000 мм/сек. Приёмная корзина для бумаги.
|
Вырезка
лекал из бумаги (типа "крафт"), винила, зарисовка лекал и сеток
градаций в натуральную величину, зарисовка раскладок по частям.
|
Плоттеры для вырезки лекал из картона
Технология раскроя раскладок по бумажным
зарисовкам существенно снижает потребность предприятий в картонных лекалах.
Если, тем не менее, требуется вырезка лекал из картона, используют специальные
режущие пл Относительно недавно начали поставлять режущие плоттеры серии RP-TM
(Китай). Эти плоттеры позволяют производить зарисовки и резку с использованием
широкого спектра материалов, таких как картон, пластик, кожа, фольга. В швейном
производстве плоттеры используются для изготовления осноровочных и намеловочных
лекал из картона.
Высокая скорость и точность резки достигаются за
счет использования вакуумного прижима разрезаемого материала к столу плоттера.
По сравнению с конкурентами плоттеры RP-TM отличает надежность.
|
Характеристики
|

|
|
Рабочая
область (модели 1209, 1509 и 1512)
|
900x1200
мм 900x1500 мм 1200x1500 мм
|
|
|
Максимальная
толщина картона
|
2.5
мм
|
|
|
Скорость
резки макс./средн.
|
600/350
мм/сек
|
|
|
Механическое
разрешение
|
0.005
мм
|
|
|
Интерфейс
|
RS-232,
IEEE1284
|
|
Дигитайзеры
В САПР Комтенс имеются мощные
программные средства <#"866146.files/image074.jpg">
Рабочая
область
|
1200x900
мм
|
0.254
мм
|
|
Разрешение
|
100-1000
lpi
|
|
Интерфейс
|
RS-232C
|
|
Тип
указателя
|
16-кнопочный
курсор
|
|
Упаковочные
размеры
|
127x16x160
см (дигитайзер) 73x24x87 см (подставка)
|
В качестве относительно недорогой альтернативы
импортным дигитайзерам предлагается дигитайзер УВГ1-01. При меньшей стоимости,
он обладает характеристиками, обеспечивающими достаточно точный ввод лекал
Дигитайзер УВГ1-01
|
Рабочая
область
|
1170x810мм
|

|
Дигитайзеры Numonics серии ACCUGRID
|

|
|
A90
3648
|
A110
4460
|
|
Рабочая
область
|
1200x900
мм
|
1500x1100мм
|
|
Разрешение
|
100
линий/мм
|
100
линий/мм
|
|
Точность
|
0.254
мм
|
|
Интерфейс
|
RS-232C,
USB
|
|
Тип
указателя
|
16-кнопочный
курсор
|
.3 Автоматические раскройные установки
Одним из достоинств САПР Комтенс
является возможность использования широкой гаммы периферийного и специального
технологического оборудования: плоттеров
<#"866146.files/image077.jpg">
Характеристики АРУ F.K Group серии
TopCut (модель 7.5):
|
|
Стандартная
конфигурация
|
|
Максимальная
толщина настила (в сжатом виде)
|
75
мм
|
|
Максимальная
ширина рабочей области
|
180
см
|
200
см
|
220
см
|
|
Длина
рабочей области
|
160
см
|
200
см
|
270
см
|
|
Полная
ширина основания
|
2.73
м
|
2.93
м
|
3.13
м
|
|
Полная
длина основания
|
4.675
м
|
5.325
м
|
6.585
м
|
|
Максимальная
скорость кроя
|
48
м/мин
|
|
Расход
сжатого воздуха 8 бар
|
200
л/мин (н.у.)
|
|
с
системой охлаждения
|
300
л/мин (н.у.)
|
|
Средняя/максимальная
потребляемая мощность
|
15/25
кВт (1турбина)
|
.3.2 TopCut 3
Модель с максимальной толщиной настила 3 см
оптимальна для производств, кроящих средние партии изделий, а также для кроя
тканей с пропиткой, плохо пропускающих воздух, таких как плащевые.

Характеристики АРУ F.K Group TopCut 3:
|
|
Стандартная
конфигурация
|
|
Максимальная
толщина настила (в сжатом виде)
|
30
мм
|
|
Максимальная
ширина рабочей области
|
180
см
|
200
см
|
220
см
|
|
Длина
рабочей области
|
160
см
|
200
см
|
270
см
|
|
Полная
ширина основания
|
2.73
м
|
2.93
м
|
3.13
м
|
|
Полная
длина основания
|
4.675
м
|
5.325
м
|
6.585
м
|
|
Максимальная
скорость кроя
|
48
м/мин
|
|
Расход
сжатого воздуха 8 бар
|
200
л/мин (н.у.)
|
|
с
системой охлаждения
|
300
л/мин (н.у.)
|
|
Средняя/максимальная
потребляемая мощность
|
10/15
кВт (1турбина)
|
.3.3 TopCut0-30
Раскройная установка TopCut0-30 позиционируется
как решение для предприятий среднего масштаба. Обладает практически всеми
технологическими преимуществами раскройных установок старшей серии, такими как
система регулировки вакуума и пневматическая система заточки ножа.

Раскрой настилов от однослойного до
многослойного с толщиной в сжатом виде до 30 мм
Гибкость в настройке режима кроя, позволяющая
кроить эластичную и жёсткую, тонкую и толстую ткань
Универсальна в применении - используется в
автомобильной, мебельной, швейной отраслях.
Износоустойчивое щёточное покрытие и система
автоматической регулировки уровня вакуума.
Характеристики АРУ F.K Group TopCut0-30:
|
Максимальная
толщина настила (в сжатом виде)
|
30
мм
|
|
Максимальная
ширина рабочей области
|
180
см
|
200
см
|
220
см
|
|
Полезная
длина кроя
|
320
см
|
420
см
|
520
см
|
|
Полная
ширина основания
|
266
cм
|
286
cм
|
306
cм
|
|
Полная
длина основания
|
500
cм
|
600
cм
|
700
cм
|
|
Максимальная
скорость кроя
|
48
м/мин
|
|
Расход
сжатого воздуха 8 бар
|
200
л/мин (н.у.)
|
|
с
системой охлаждения (доп.)
|
300
л/мин (н.у.)
|
|
Средняя/максимальная
потребляемая мощность
|
7/13
кВт
|
.3.4 TopCut0-30 + настил FK490Micro
В соединении с устройством для настилания
FK490Micro (поставляется отдельно), раскройная установка создаёт раскройный
комплекс, управляемый одним оператором.
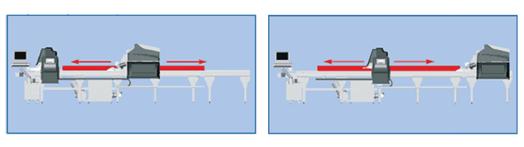
Основные характеристики:
Автоматическое или полу-автоматическое
настилание ткани без оператора
Выбор числа слоёв и длины настила. Максимальная
толщина настила - 6 см в несжатом виде
Само-регулирующееся натяжение ткани
Работа с рулонами диаметром до 40 см и массой до
30 кг
Габариты комплекса TopCut0-30 + FK490Micro:
|
|
Стандартная
конфигурация
|
|
Ширина
рабочей области
|
180
см
|
200
см
|
220
см
|
|
Полезная
длина кроя
|
320
см
|
420
см
|
520
см
|
|
Полная
ширина основания
|
266
см
|
286
см
|
306
см
|
|
Полная
длина основания
|
620
см
|
720
см
|
820
см
|
.4 Установка для настилания
Для настилания ткани мы предлагаем установки
серии 480 CNC производства компании F.K Group.
Основные свойства установок этой серии:
запатентованное устройство подачи ткани с
индивидуальным натяжением ремней конвейера
настилание без натяжения с компьютерным
управлением: от лайкры до джинсовой ткани, от джерси до технических тканей
возможность модернизации установки до более
старших моделей
сенсорный экран управления режимами настилания
широкий выбор приспособлений для всех режимов
настилания
низкое энергопоторебление и простота в
обслуживании.

Технические характеристики установок серии 480
CNC
|
Максимальная
ширина рабочей области
|
160
см
|
180
см
|
200
см
|
220
см
|
240
см
|
|
Максимальная
скорость настилания
|
85
м/мин
|
|
Максимальная
скорость возврата
|
100
м/мин
|
|
Максимальный
диаметр рулона
|
70
см
|
|
Максимальный
вес рулона
|
70
кг (опц. 200 кг)
|
|
Габариты
(модель 180см) ШxДxВ
|
300см
x 122см x 174см
|
|
Высота
стола
|
85/90
см
|
|
Масса
(модель 180см)
|
500
кг
|
|
Давление
сжатого воздуха
|
6
бар
|
|
Потребляемая
мощность
|
100/115/230V
±10% 50/60Hz 2,5 кВт
|
|
Шум
|
<80
ДБ
|
Заключение
Системы автоматизированного проектирования лекал
и раскладок созданы на базе передовых компьютерных технологий и предназначены
для конструкторско-технологической подготовки производства изделий в различных
отраслях. САПР широко используются в индивидуальном и серийном швейном
(трикотажном) производствах, а также эффективно применяются в производстве
автомобильных кресел и чехлов, мягкой мебели, игрушки, кожгалантереи, изделий
из меха.
Применение САПР позволяет повысить
производительность труда конструкторов и технологов более чем в 2 раза, за счет
этого существенно снизить трудоемкость и сроки разработки изделий, в среднем на
5% сократить расход материала, более чем в 3 раза сократить потребности
экспериментального цеха в производственных площадях.
Основные этапы конструкторско-технологической
подготовки швейных изделий в САПР включают: построение базовых конструкций
изделий, конструктивное моделирование, градацию лекал по размерам и ростам,
раскладку лекал, зарисовку лекал и раскладок на плоттере. Дополнительные этапы
присутствуют в каждом САПР, они различные, что позволяет предприятиям делать
свой выбор.
Отличительной особенностью САПР является высокая
степень автоматизации всех этапов подготовки производства, надежность
программного обеспечения, возможность использования стандартных типовых
решений, гибкость пользовательских настроек.
Предусмотрено решение специальных задач
подготовительного раскройного производства: расчет плана раскроя партии
изделий, составление технологической последовательности производства и
разделение труда.
Источники информации
Журнал
"Швейная промышленность" №2/2004.RU
Журнал
«Швейная промышленность» №5/97://www.comtense.ru/idx.htm.saprgrazia.com
Журнал
«ЛегПром Бизнес Директор» №5(55)Май'03 стр.6-7
Журнал
«В мире оборудования» №6(65) сентябрь 2006 стр.26-27
Журнал
«В мире оборудования»№5-6(10-11)май-июнь2001 стр.28-29
www.textile-press.ru
<#"866146.files/image082.gif">
В заключение хочется выразить надежду, что
данная публикация поможет Вам лучше ориентироваться в системах
автоматизированного проектирования и сделать выбор, который поможет поднять
Ваше производство на качественно новый, более высокий уровень.
Статья №3
Статья опубликована в «Швейная промышленность» №
4, 2005
Решение интеллектуальных задач конструирования
в САПР «Грация»
Сурикова О.В., Сурикова Г.И., Ахмедулова Н.И.,
Жерлупина А.Е.
Образовательное учреждение высшего
профессионального образования Ивановская государственная текстильная академия
Современный подход к проектированию одежды в
системе «Форма фигуры - Материал - Конструкция - Одежда» требует всестороннего
учета исходных параметров объектов системы и требований к их использованию при
разработке конструкции. Качество разработки базируется на глубоких знаниях и
большом опыте проектировщика-конструктора. При отсутствии в его распоряжении
функциональных взаимосвязей между входными и результирующими параметрами
системы и критериев оптимизации для промежуточных этапов проектирования
достижение желаемого результата возможно путем многократных проб и
корректировок.
Компьютерные технологии позволяют реализовать
системный принцип проектирования одежды, расширяют объем и возможности
использования исходной информации, повышают точность и ускоряют процесс
выполнения расчетных и графических процедур, освобождая проектировщика от
рутинных видов работ. Однако в современных системах автоматизированного
проектирования конструктор по-прежнему остается ядром процесса, генератором
логических выводов и принимаемых решений. А успех проекта во многом зависит от
его таланта и опыта.
На начальных этапах разработки новой модели
конструктору трудно предусмотреть все функциональные взаимосвязи между
параметрами системы и оценить целесообразность принимаемых решений. Затруднительность
обуславливается геометрической неопределенностью объекта проектирования и
сложностью процесса преобразования плоского текстильного материала с
анизотропными показателями свойств в неразвертываемую объемную поверхность
деталей и узлов изделия. Поэтому, несмотря на использование компьютерной
техники, труд конструктор по-прежнему остается многовариантным и не
застрахованным от ошибок и неудач.
Выходом из этой ситуации является внедрение
систем с элементами искусственного интеллекта. Такие системы позволяют
организовывать ветвящиеся процессы с многоальтернативным результатом,
направленным на достижение оптимальных сочетаний свойств объектов системы не
только на конечном этапе, но и на промежуточных стадиях. Системная организация
внутрипроцессного прогнозирования результатов проектных действий позволяет
предостеречь конструктора от нерациональных действий.
Такими возможностями обладает система
автоматизированного проектирования одежды - САПР «Грация». Принципы ее
построения и функционирования позволяют решать задачи не только технического,
но и интеллектуального плана. Удобный интерфейс, развитая сеть поддерживающих
(подстраховывающих и подсказывающих) функций, реализация принципов наследования
и саморегулирования, а также открытость системы, создают широкие перспективы
для ее использования в системном проектировании одежды
Отличительной особенностью «Грации» является
использование алгоритма, представляющего собой своеобразную форму записи
процедур проектирования. Каждая строка алгоритма являет собой команду для
выполнения системой того или иного действия. Набор команд и последовательность
их выполнения определяют маршрут проектирования. Проектировщик видит на экране
одновременно и алгоритм, и результат действий системы по каждой выполняемой
строке этого алгоритма.
По мере выполнения команд рождается чертеж
конструкции, происходит формирование лекал, реализуются последовательные
операции по проверке сопряженности срезов деталей, по оценке соответствия
конструкции условиям равновесного положения изделия на фигуре.
Содержание алгоритма конструктор формирует сам в
соответствии с условиями и задачами проектирования, используя при этом удобные
команды экранного меню в так называемом режиме «Мастеров». Система направляет
конструктора по необходимой последовательности формирования команды. Каждая
записанная команда, мгновенно реализуется на экране в виде очередного
построенного элемента конструкции изделия. Режим «Мастеров» не только сокращает
время на разработку алгоритма, но превращает труд по его созданию в увлекательный
процесс формирования стратегии проектирования.
Наличие алгоритма позволяет воспроизводить по
нему процесс разработки конструкции не ограниченное число раз, и каждый раз
конструкция будет простраиваться в автоматическом режиме. Построение будет
выполнено не только для размера, принятого за исходный при разработке
алгоритма, но и для любого другого размерного или ростового варианта фигуры.
При этом отпадает надобность в таком трудоемком технологическом этапе как
градация лекал.
Кроме того, единожды созданный алгоритм
обеспечивает возможность реализации модульного принципа проектирования
коллекций моделей на одной конструктивной основе (рис.1,а), а также получения
по нему многоальтернативных решений объемно-силуэтных форм (рис.1,б). Для
перехода от одной модели к другой достаточно изменить численные значения
входных параметров в таблице исходных данных. Перестроения конструкции
происходят мгновенно без каких-либо дополнительных действий конструктора.
Но особенно широкие возможности в создании ветвящихся
процессов открывает использование в алгоритме условного оператора «Если»,
который направляет процесс проектирования по одному или другому руслу в
зависимости от выполнения или не выполнения поставленного условия. Так решена
задача автоматического построения по одному алгоритму конструкций с различным
количеством вытачек по линии талии.

Рис. 1. Разработка коллекций моделей по одному
алгоритму
Решение основано на оптимизации расчета
растворов и расположения вытачек. Введение в структуру алгоритма критерия
оптимизации параметров вытачек позволяет реализовать функциональную взаимосвязь
параметров объемно-силуэтного решения с формой поверхности фигуры потребителя и
со свойствами материалов.
В традиционном конструировании количество
вытачек и их параметры связывают только с величиной суммарного раствора вытачек
(Sвыт),
который определяют разностью проектируемой ширины изделия на двух смежных
уровнях. При этом ограниченная база исходных данных не позволяет в полной мере
учесть характер распределения обхватов фигуры и формы изделия на переднюю и
заднюю части. А отсутствие критериев внутриоперационной проверки и оптимизации
параметров системы зачастую приводят неправильному распределению общей ширины
на детали, к нарушению поперечного баланса конструкции и к последующему дефекту
посадки на фигуре потребителя.
К примеру, при построении конструкции юбок
авторами рекомендовано проводить распределение общей ширины изделия на переднюю
и заднюю по расчетному коэффициенту соотношения размерных параметров фигуры
потребителя. Для выбора рационального решения в структуру алгоритма введено
дополнительное условие согласования растворов вытачек со свойствами материалов.
В результате при выполнении одного алгоритма система проводит расчеты заданных
соотношений и реализует построение конструкции юбки рациональному
альтернативному варианту: с одной вытачкой на каждой детали (рис.2 а), с одной
вытачкой на передней части и двумя вытачками на задней части (рис. 2,б) или с
двумя вытачками на передней и на задней частях (рис.2в). Выбор конструктивного
решения в алгоритме осуществляется с использованием условного оператора Если.
Рис. 2. Конструкции юбок, построенные
автоматически по одному алгоритму
Таким образом, для различных типов фигур и
различных величин конструктивных прибавок система автоматически, без участия
конструктора, проводит выбор и реализацию правильного конструктивного решения
С использованием САПР «Грация» на кафедре
конструирования швейных изделий Ивановской государственной текстильной академии
разработана компьютерная технология диагностирования и оптимизации
криволинейных линий в конструкции швейного изделия[1].
Разработанный алгоритм не только определяет возможность управления процессом создания
конструкции, но и является средством решения новых не традиционных задач
конструирования.
Установлено, что кривизна конструктивной линии в
одежде должна быть согласована с физическими возможностями материала изделия.
Для каждого материала существует свое предельно-возможное (критическое)
значение кривизны линии, которую материал может сформировать без образования
неустранимых дефектов: заминов, волн вдоль криволинейной линии. Исследованиями
выявлены показатели свойств материала, определяющие его способность к
формированию кривых линий. Найдены математические модели адекватно описывающие
причинно-следственные связи между кривизной линии и структурными изменениями,
возникающими в ткани при формировании линии. Полученные данные составили
информационную базу для разработанной технологии оптимизации конструктивных
линий при проектировании одежды.
Разработанный модуль оптимизации предназначен
для включения в общую структуру алгоритма построения конструкции изделия и
может быть использован неограниченное число раз для любых конструктивных линий.
Программа осуществляет процедуру проверки контролируемых параметров
конструктивных линий в исходной конструкции изделия, определяет перспективность
и направление оптимизации. Система реализует процедуру поиска оптимума по
принципу итерационного приближения по трехступенчатой схеме (рис. 3):
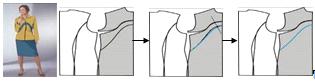
Рис. 4. Последовательность одного цикла
оптимизации конструктивной линии
формирование альтернативы (конструктивной линии
с измененным значением кривизны),
оценка альтернативы,
принятие решение о продолжении или прекращении
поиска.
Поиск проводится до момента достижения
оптимальной кривизны линии.
Разработанная программа [1]
обеспечивает согласование геометрических параметров конструктивных линий со
свойствами материала изделия.
Разработчики САПР «Грация» постоянно
усовершенствуют систему в части расширения функций, обеспечивающих
дополнительные удобства в работе. Так, в последней версии системы включена
функция «Супер идентификация», которая позволяет выделить цветом и
идентифицировать на чертеже имя объекта, указанного курсором в алгоритме. Или
при указании курсором объекта на чертеже - в алгоритме выделяется строка,
определяющая этот объект.
С учетом разработок, выполненных на кафедре КШИ [2],
в системное программное обеспечение Грации включена функция автоматического
построения угловых участков лекал, которая избавляет конструктора от
необходимости последовательного проектирования элементов угловых участков лекал
и их последующей проверки и уточнения в целях достижения технологичности.
Функция автоматического построения угловых
участков лекал реализована в виде экранного меню с вариантами угловых участков
(рис. 4). Конструктор курсором выбирает нужный вариант, и система автоматически
выполняет построение этого уголка в проектируемой детали.

Рис.4 Варианты технологичного решения угловых
участков лекал.
В настоящее время специалисты САПР «Грации»
разработали подсистему трехмерного проектирования, которая позволяет
генерировать объекты по трехмерным координатам и осуществлять манипуляции с
этими объектами в виртуальном трехмерном пространстве. Подсистема 3D является
продуктом совершенствования и развития системы 2D проектирования.
В системе 3D сохранена возможность использования
ее и для двухмерного проектирования параллельно с трехмерным. В рамках одного
алгоритма может происходить построение как двух, так и трехмерных объектов. В
изображение, создаваемое в трехмерном пространстве, можно копировать объекты чертежа,
созданные в системе 2D текущего алгоритма
Специалистами кафедры разработаны
параметрические модели поверхности фигур типового и нетипового телосложения,
которые нашли свое применение при разработке виртуальных изображений внешней
формы проектируемых изделий. Разработана компьютерная технология проектирования
объектов системы «Фигура - Манекен - Одежда», в которой учтены
объемно-пространственные взаимосвязи размерных характеристик фигур и одежды и
особенности ее формообразования [3].
По одному алгоритму в подсистеме 3D можно создавать разные объемные формы
изделий путем изменения исходных параметров (прибавок, коэффициентов
распределения формы и показателей жесткости материала) (рис.5).
В дополнении к имеющимся возможностям в
подсистеме 3D введена функция динамической манипуляции, позволяющая с помощью
мыши двигать генерированные трехмерные изображения параллельно и
перпендикулярно плоскости экрана, одновременно увеличивая или уменьшая его,
вращать изображения вокруг различных осей (рис. 6).
Удобство работы в САПР «Грация» как в 2D, так и
в 3D версиях обеспечено многообразием функций, доступных для использования,
простотой действий при выполнении проектных процедур, широтой задач предметной
области, решаемых с использованием САПР, краткостью
Рис.5. Различное объемное и конструктивное
решение юбок
Рис. 6. Изменение изображения юбки при
применении функции динамической манипуляции маршрутов в ветвящихся процессах,
наличием направляющих и предостерегающих функций и широким развитием средств
для снижения напряженности труда проектировщика. Все это позволяет проводить
качественное многовариантное проектирование, не ограничивая пути творческого
поиска формы и учитывая особенности телосложения потребителя и свойств
материалов.
Статья №4
КАК ВЫБРАТЬ САПР?
Вопрос простой и в то же время сложный.
Разобьем его на ряд вопросов и попробуем
ответить сначала на каждый из них.
. А зачем выбирать?
Компьютерные технологии медленно, но уверенно
покоряют все больше областей человеческой деятельности. На наших глазах
внедрялись единая система продажи билетов, 1С Бухгалтерия, исчезали печатающие
машинки и "Машбюро". Раньше трудно было представить, как это будет
работать, сейчас еще труднее представить, как без этого можно работать.
В связи с ощутимыми преимуществами компьютерных
технологий и доступностью компьютеров темпы их освоения неуклонно растут. В
области проектирования и производства одежды сейчас уже все понимают, что без
компьютерных технологий невозможно быть конкурентоспособным. Понимают это и
поставщики компьютерных технологий, или САПР. Они также активизируют свою
деятельность.
Поставщиков САПР можно разделить на две группы:
) отечественные разработчики САПР и
) дистрибьюторы, продавцы зарубежных САПР.
Раньше отечественные САПР не могли конкурировать
с зарубежными, поскольку последние были оснащены более совершенными
компьютерами, дигитайзерами, плоттерами и АРУ. Сейчас, когда есть возможность
приобрести любое оборудование, на первый план выходит программное обеспечение.
А в этой области отечественные программисты завоевали хорошие позиции в мире.
Отечественные разработчики развивают и совершенствуют системы с учетом
особенностей производства.
Дистрибьюторы же сосредоточили свои усилия на
продаже, на рекламе. При этом реклама часто бывает очень искусной, создает
весьма привлекательный образ продаваемой САПР, не всегда соответствующий
действительности. Поэтому руководству предприятия, решившему приобрести САПР,
бывает очень сложно разобраться в реальных преимуществах и недостатках той или
иной системы.
Между тем правильный выбор системы автоматизации
имеет для предприятия большое значение и во многом определяет его будущее.
Одна система позволит решить стоящие задачи,
поднять организацию производства на качественно новый уровень, обеспечить
конкурентоспособность и процветание.
Другая - не только не решит накопившихся
проблем, но и добавит новых. Будут потеряны время и деньги.
. Кто должен выбирать САПР?
В одних случаях выбирает Руководство
предприятия.
В других случаях выбирают Специалисты, которым
предстоит на ней работать.
В третьем случае выбрать систему поручают
наиболее разбирающимся в компьютерах и программных продуктах Программистам,
системным администраторам.
Во всех этих вариантах выбора присутствует в
значительной мере субъективизм и волюнтаризм. Для достижения объективности в
выборе системы должны принимать все эти категории специалистов, оценивать со
своей стороны.
Программисты оценивают интерфейс системы,
глубину проработки вопросов надежности хранения информации, администрирования и
восстановления системы после замены Window's компьютеров, оказания оперативной
помощи специалистам.
Специалисты оценивают уровень автоматизации
решения задач, удобство работы в системе. Руководство проводит всестороннюю
оценку - уровень решения отдельных задач, степень взаимосвязи между отдельными
этапами подготовки, комплексность решения задач - Планирование ассортимента
изделий, Конструкторская подготовка и Технология изготовления, План выпуска,
Диспетчеризация, Учет материалов и готовой продукции, Определение динамики
производства и реализации продукции.
. Как надо выбирать САПР?
Подготовить программу проведения эксперимента с
учетом своей специфики. Составить перечень подлежащих автоматизации процессов,
определить степень их важности и критерии эффективности. Не следует забывать,
что конструкторской подготовкой автоматизация проектирования и производства не
заканчивается. Очень важным этапом, в значительной степени определяющим
эффективность производства, является разработка раскладок лекал. Именно с
автоматизации этого процесса начинали первые САПР. Плохая программа разработки
раскладок лекал может обесценить все плюсы программы конструирования. Поэтому
при рассмотрении системы необходимо анализировать не только этап
конструирования, но и составления раскладок лекал. При этом нужно иметь в виду
и перспективы развития, т.е. если в данный период предприятие еще не готово
внедрить, например, компьютерные технологии на складе, такая необходимость
возникнет через некоторое время. При этом наибольшая эффективность достигается,
если все этапы связаны между собой в рамках одной системы и выходные параметры
одной подсистемы автоматически становятся входными для другой. Самым
рациональным является поэтапное приобретение и освоение подсистем одной САПР.
Пригласить на предприятие представителей
поставщика для проведения эксперимента. Проделать при участии специалистов
предприятия и поставщика все подлежащие автоматизации процессы проектирования,
изготовления, подготовки производства, учета, планирования и управления.
Обязательно вывести на печать результаты решения задач. Провести оценку уровня
автоматизации отдельных процессов, их взаимосвязи между собой и системы в
целом. При этом очень важно, чтобы результаты эксперимента оценивали совместно
руководство и специалисты предприятия, т.к. ответы на вопрос "всегда ли
совпадают интересы производства, руководства и трудящихся", бывают разные
- от "не всегда" до "никогда".
Проведя эксперимент на одной системе, даже при
благоприятном впечатлении от нее, не мешает повторить эксперимент на другой
системе и сравнить результаты. Будет полная и достоверная информация для
принятия правильного решения. Опыт показывает, что, если ознакомление начинают
с более совершенной системы, экономится значительное количество времени и сил.
Время, потраченное на подготовку и проведение эксперимента, окупается сторицей.
. Какие задачи должна решать современная САПР?
САПР должна комплексно автоматизировать и
поддерживать решение следующих задач.
а) Конструкторской подготовки
обеспечивать качество изделий во всех размерах,
ростах и полнотах,
обеспечивать быструю сменяемость моделей,
строить на индивидуальные фигуры при выполнении
индивидуальных и корпоративных заказов,
реагировать на изменения моды - перестаивать
лекала после изменения прибавок, коэффициентов усадки и конструктивных решений.
б) Поддерживать массовость производства -
решения этих задач осуществляется подсистемой Раскладки.
в) Задачи учета, планирования и управления.
. Какие ситуации представляют опасность?
Приведем наиболее часто используемые приемы,
когда на основании, в общем-то, верных утверждений делаются односторонние
"нужные" выводы.
Конструкторов готовят плохо, практику им
проходить негде, пока они научатся работать, пройдет много времени. У нас
интеллектуальная система, в ней накоплен большой опыт, построены по разным
методикам сотни базовых конструкций (БК), из которых конструкторы начинают
сразу строить модельные конструкции (МК).
На самом деле в большинстве своем это не
интеллектуальные системы, а просто закрытые системы[1]. Есть заготовки, из
которых можно строить изделия. Работа выполняется по принципу: что-то взял,
что-то сделал, как-то система проградировала, что-то получил. Так можно
создавать "ширпотреб". И создают. Это все равно, что из набора
"пазлов" складывать разные картинки, но для того, чтобы создать
настоящую картину, шедевр, придется потратить несравненно больше времени и сил,
постоянно подтачивая, подправляя, переделывая под свои цели стандартные
заготовки. Если руководитель ставит перед собой задачу производства
"ширпотреба", то он ее и решит. Если же руководитель ставит перед
собой задачу организовать гибкое производство оригинальных изделий,
гарантировать качество во всех размерах и ростах, в том числе и на конкретные
фигуры, быстро реагировать на изменения свойств материалов, технологии
изготовления, направлений моды, то с применением закрытых систем такую задачу
он не решит. В закрытой системе конструктор для того, чтобы сделать то, что он
хочет и так, как он хочет, должен прилагать значительно больше усилий, чем в
открытой [1]. Открытая система [2] предоставляет конструктору неограниченные
возможности. Он может творить, строить оригинальные изделия, по любой, в том
числе и собственной, методике, реализовать интеллектуальные процессы,
гарантировать качество изделий во всех размерах и ростах, строить на
индивидуальные фигуры и различные размерные типологии. При этом всю творческую
работу выполняет конструктор, а всю рутинную работу быстро и точно выполняет
система.
Опытные пожилые конструкторы неохотно и трудно
осваивают компьютер. Лучше сразу начинать работу по компьютерным технологиям с
молодыми специалистами.
Молодежь действительно быстрее осваивает приемы
работы на компьютере. Но не это главное. В открытой системе [3], где приемы
работы естественны и логичны, впервые работающий на компьютере специалист
осваивает компьютерную технологию за несколько дней. Суть состоит в том, что
система - это инструмент для конструктора. Она должна помогать ему, но не
ограничивать возможности. Опытный творческий конструктор быстро сообразит, что
закрытая система ему плохой помощник. А молодой конструктор будет рад работать
на любой системе. У него нет опыта, не с чем сравнивать. А пока он разберется,
что к чему, пройдет немало времени.
Значительным преимуществом открытой системы
является еще и то, что она позволяет формализовать, накапливать и передавать
знания и навыки опытного специалиста молодым, т.к. весь процесс создания новых
моделей записывается и остается в компьютере. Его можно не только
последовательно просмотреть на экране, но параллельно читать последовательность
и содержание всех производимых действий, а также распечатать, как методическое
руководство. В самых критических случаях, если заслуженный конструктор не хочет
работать за компьютером, можно создать тандем из опытного конструктора и
молодого специалиста, который будет оператором САПР, усваивая опыт и обогащая
им систему.
А теперь представим, в какое положение попадает
руководитель, заменяя творческого опытного конструктора на молодого неопытного
с примитивным инструментом для работы на компьютере.
Смотрите, как у нас все легко и просто делается.
Мы сами конструкторы и знаем, что конструктору надо. А когда систему
разрабатывают математики, чтобы работать в ней, надо быть математиком.
Это не соответствует действительности. По
открытой системе [4] с успехом работают сотни специалистов всех возрастов,
обучают специалистов в 25 ВУЗах, 17 колледжах и 5 лицеях России, Украины,
Белоруссии и Казахстана. Как было отмечено выше, процесс освоения высокой
компьютерной технологии проектирования швейных изделий в ней занимает несколько
дней. Немецкий философ Иммануил Кант сказал: "В любой науке столько
истины, сколько в ней математики". Достижения во многих областях деятельности
базируются на вкладе математики и математиков, даже в такой творческой области,
как музыка. Нотную грамоту придумал ведь не музыкант, а древнегреческий
математик и философ Пифагор. Закрытые системы также разработаны математиками,
только уровень разработки гораздо ниже, чем у открытой системы, поэтому обычный
конструктор не может сам создавать БК или корректировать ранее созданные.
Наполнение же для закрытых систем разрабатывалось либо конструкторами совместно
с программистами, либо специально подготовленными конструкторами.
Где лучше всего узнать о недостатках системы?
Конечно у конкурентов. Мы Вам покажем эти недостатки, но Вы им не говорите…
На первый взгляд все правильно и убедительно.
Обычно человек этому верит. О недостатках других систем можно слушать конкурентов,
но, естественно, все обязательно нужно проверить. А вот о достоинствах систем
узнавать у конкурентов - это просто нонсенс.
Сравнить системы очень просто: берем изделие,
строим на разных системах в базовом размере, размножаем по размерам. Кто
быстрей сделает, та система и лучше.
При этом часто берут готовую похожую БК или МК,
система подставит примерные нормы градации, и выдаст множество лекал во всех
размерах. Это все можно проделать и за 5 минут. А чтобы разобраться, что в
итоге получили, как лекала сопрягаются в разных размерах, как будет сидеть
изделие в разных размерах и соответствовать им, не хватит и нескольких дней.
Задачу конструкторской подготовки надо поставить четко и полно: построить
конструкцию изделия в базовом размере; измерить величину фактической посадки по
участкам оката, проверить, как можно ее изменить (например, при изменении
свойств материала); построить все необходимые лекала (верха, подкладки,
прокладок), проверить и откорректировать сопряжения лекал; отшить образец и
внести необходимые уточнения после примерки (или разобраться, как это можно
сделать, если в данном случае уточнений не потребовалось); построить лекала
нужных размеров, ростов и полнот; проверить сопряжения лекал во всех размерах,
создать табель мер и спецификацию, построить лекала на индивидуальные фигуры, а
если надо, перестроить и на другие типологии населения [5], например, на
немцев, американцев, азиатов.
Тестирование.
Сейчас большое распространение получило
проведение семинаров на базе поставщика. В процессе демонстрации возможностей
системы слушателей разделяют на тех, кто верит, и тех, кто проверит. Отбирают
"перспективных". Есть еще такой способ. Руководителю предприятия
сообщают: "Прежде, чем продать Вам систему, мы должны провести тестирование
Ваших специалистов". Приглашают специалиста на фирму, рассказывают,
показывают. Если специалист со всем соглашается, ему говорят: "Молодец,
умница, Вас ждет еще и вознаграждение…". А если специалист начинает
высказывать несогласие, ему говорят: "Жаль, Вы не подходите, не сможете
работать на этой системе". А руководителю предлагают прислать другого
специалиста.
Статья №5
Новые возможности совершенствования процессов
конструирования, предоставляемые САПР "Грация"
В предыдущих публикациях (1,2) подробно
рассказывалось о широких возможностях, предоставляемых конструктору
"Грацией", об основных проблемах, с которыми сталкивается
конструктор, о создании Центров компьютерных технологий проектирования одежды
для помощи в решении этих проблем. В настоящей статье приводятся примеры
использования "Грации" при анализе и уточнении методик
конструирования, при реализации процессa конструирования из гибких модулей, при
проектировании головных уборов как разверток объемной формы по ее проекциям и
сечениям.
Система "Грация" позволяет разрабатывать
конструкции изделий по любой методике, которую может описать конструктор. На
практике известные методики обычно не используются "в чистом виде",
так как не полностью удовлетворяют конструкторов. В "Грации" имеются
уникальные возможности для анализа и совершенствования методик конструирования:
запись, хранение и воспроизведение процесса
расчета и построения конструкции по любой методике в виде алгоритма;
присвоение любому параметру конструкции статуса
переменной, при этом автоматически вычисляется его значение;
задание любых значений прибавок, простое и
быстрое их изменение на любом этапе выполнения алгоритма с автоматическим
пересчетом и перестроением конструкции;
автоматическое выполнение алгоритма, расчет
переменных, занесенных в табель мер, для любого, задаваемого диапазона размеров
и ростов и распечатка их значений в виде таблиц;
введение любых размерных стандартов в базу
данных.
Были записаны процессы расчета и построения
основ конструкций женских плечевых изделий по различным методикам: ЕМКО СЭВ,
Единому методу конструирования ЦОТШЛ, МГАЛП, ДМ трикотажных изделий
"Сретенка", "Мюллер и сын". Для удобства сравнения были
выбраны минимально-необходимые прибавки, рекомендуемые ЕМКО, а прибавки в
других методиках задавались таким образом, чтобы все основы имели одинаковые
габариты по ширине стана и рукава, а также углубление проймы. Сопоставлялись
величины параметров для базового размера и для остальных размеров,
предусмотренных ОСТ, и оценивалось качество посадки макетов изделий на
манекенах типовых фигур (164-96-104 и 164-128-136).
При автоматическом выполнении алгоритмов расчета
и построения основ были выявлены некоторые недоработки методик, в частности
ошибки и недочеты в формулах; было установлено также, что методики требуют
доработки, особенно, для группы больших размеров.
В результате были выбраны предпочтительные
методики, и в них внесены уточнения, обеспечивающие хорошую посадку на типовых
фигурах всей шкалы размеров.
Система "Грация" позволяет реализовать
на принципиально новом уровне технологию модульного проектирования.Средством
для этого является возможность записи фрагментов или целых алгоритмов в виде
стандартных блоков, которые можно включать в различные вновь создаваемые
алгоритмы. Для использования блока достаточно указать его имя и параметры.
Модули (блоки) в "Грации" - гибкие, точнее, пластичные, т.к. они
описывают и реализуют процессы расчета и построения конструкции (или ее
элементов), а исходные данные (параметры) задаются конструктором в зависимости
от особенностей создаваемой модели. К настоящему времени в Московском центре
разработана и опробована новая технология проектирования из
"пластичных" модулей на примере конструирования женских жакетов.
Разработано и введено в базу большое количество
стандартных блоков, описывающих процессы построения базовых основ, различных
вариантов конструктивного моделирования деталей, построения производных
деталей. В системе стандартные блоки для удобства вводятся в отдельные папки,
для вызова блока в алгоритме записывается название папки, название блока,
значения параметров. Были созданы папки для построения основы стана и рукава,
моделирования основных деталей, разработки воротников, разработки производных
деталей. При построении основы параметры обычно даются не в тексте алгоритма, а
вносятся в исходные данные (специальные окна "формулы",
"прибавки", "таблицы"). Задав величины прибавок,
конструктор записывает в алгоритм модели: "Блок OSNOVAstan". Получив
эту команду, система рассчитывает и строит на экране чертеж спинки и полочки.
Если проектируемое изделие полуприлегающего или прилегающего силуэта, в
алгоритм записывается следующая команда: "Блок OSNOVAprital и четыре
параметра, задающих распределение суммарного раствора вытачек на линии талии.
Если спинка без среднего шва, первый параметр равен 0. Далее определяется,
требуется ли изменение формы и положения верхней вытачки на полочке, рельефы,
их вид и положение на деталях стана. Если требуется, в алгоритм записывается
блок из папки "MODPOL", для моделирования полочки и "MODSP"
для моделирования спинки. Форму рельефа конструктор может изменить по своему
усмотрению непосредственно на экране, используя операцию "графическая
коррекция". Параметры откорректированной линии система автоматически
вносит в алгоритм и повторит подобную форму линии в конструкции для всех
задаваемых размеров и ростов. Так же с помощью блоков строится рукав, борта,
воротник, обтачка горловины спинки в изделиях без воротника, подборт.
Разработанные одним конструктором блоки и алгоритмы понятны и доступны другим
конструкторам, могут использоваться и модифицироваться ими.
В качестве примера на рисунке 1 показана
распечатка с экрана монитора чертежа стана и воротника жакета с рельефами от
плечевого шва, а на рисунке 2 приведен алгоритм построения этого жакета и
зарисовки некоторых моделей, конструкции которых можно получить по
представленному алгоритму при задании различных значений параметров в блоках.
Алгоритмы легко пересылаются по электронной
почте, что позволяет разрабатывать модели в одном месте, а производить - в
других
Программа "Конструктор" системы
"Грация" как инструмент для записи и воспроизведения процессов
построения различных чертежей была применена для получения деталей головных
уборов. В настоящее время головные уборы нестандартной формы разрабатываются
различными макетными способами. Кроме сложности этих работ, значительные
проблемы возникают с градацией деталей, зачастую изделия разных размеров
существенно отличаются по форме. Поэтому при проектировании были применены
геометрические методы. Объемная форма создаваемого изделия задавалась
проекциями, на которые наносились линии членения (швы). Детали изделия
представляют собой развертки участков поверхности, ограниченные линиями
членения. Необходимые размеры деталей определялись с помощью сечений. На
рисунке 3 приведен эскиз и распечатка с экрана процесса проектирования кепки из
12 клиньев. На основе значений измерений головы человека строятся три ее
проекции, на которых вычерчивается вид спереди и сбоку будущего изделия,
строится вид сверху, на проекции наносятся линии швов и горизонтальных и
вертикальных сечений, по которым определяются размеры разверток деталей.
Геометрические методы задания объемных
поверхностей и получения их разверток обеспечивают высокую точность построения
деталей и сохранение заданной формы при изменении размера изделия.
Изготовленные образцы головных уборов и алгоритмы их построения
демонстрировались на XIV Федеральной оптовой ярмарке и вызвали большой интерес.
Статья №6
Автоматическая раскладка АССОЛЬ на производстве
- мнение руководителя
Ресурсосберегающие технологии, позволяющие
отечественным предприятиям повысить конкурентоспособность производимых товаров,
являются приоритетным направлением исследований Центра АССОЛЬ. Среди наших
разработок лидирующее положение по экономическому эффекту занимает технология
автоматической раскладки лекал. В настоящее время Автоматическую раскладку
АССОЛЬ успешно внедрили более десятка предприятий.
В этой статье своим опытом автоматизации
производства делится Татьяна Петровна Тевкун, руководитель отдела нормирования
сырья ОАО "ШАРМ". ОАО "ШАРМ" - крупный производитель
верхнего трикотажа популярной торговой марки "ТВОЕ". Для изготовления
моделей компания использует трикотаж собственного производства, имеет сеть
фирменных магазинов.
Татьяна Петровна, почему возник вопрос о
приобретении автоматической раскладки АССОЛЬ?
В 2002 г. на ОАО "ШАРМ" был установлен
программный комплекс САПР "АССОЛЬ", включающий подсистемы
конструирование и градация. Раскладки выполнялись на компьютере вручную. В
течение рабочего дня изготавливались раскладки в среднем на 3 модели (по четыре
раскладки на модель) в одном варианте.
С расширением и внедрением сложного,
современного верхнего ассортимента коллекции "ТВОЕ" встал вопрос
оптимизации раскройного производства, рационального использования
дорогостоящего сырья, оперативной и качественной разработки раскладок, замены
ручной раскладки на компьютере. С этой целью в 2003 г. был приобретен
программный комплекс "Автоматическая раскладка
лекал"+"Планировщик раскладок".
Были ли решены поставленные задачи?
С помощью данной программы удалось решить
следующие вопросы:
увеличилось количество вариантов разрабатываемых
раскладок, что позволило сделать выбор более рациональной раскладки по %
межлекальных отходов. Были пересмотрены в автоматическом режиме ранее
изготовленные раскладки вручную, что позволило сократить % межлекальных отходов
в среднем 1,2-2%;
появилась возможность увеличения % обновления
ассортимента до 80-90%. Своевременно и качественно разрабатываются раскладки в
среднем на 70 моделей сложного, многоцветного ассортимента (до 10 раскладок на
модель) ежемесячно;
не возникает проблемы пересмотра раскладок из-за
изменения параметров полотна (ширины, кромки) или конструкции какой-либо детали
комплекта лекал;
в автоматическом режиме создаются раскладки по
секциям, что позволяет увеличить производительность раскройного участка, учесть
его специфику;
работа ведется одним раскладчиком в ручном и
автоматическом режиме. Во вторую смену работает "Планировщик
раскладок". В среднем на составление раскладки на простую модель по
секциям (футболки, брюки) затрачивается 10-20 минут. На изготовление более
сложных раскладок по секциям (куртки, большим количеством деталей джемпера)
затрачивается от 20 до 45 минут;
оперативно получать любую справочную информацию
по лекалам. Давать рекомендации по изменению конструкции лекал, ширины полотна
соответствующей службе с целью получения экономичной раскладки.
Были ли какие-либо трудности на этапе внедрения?
На этапе внедрения особых трудностей не
возникало. Программа была освоена в короткий срок. В короткие сроки, оперативно
была проведена адаптация программы разработчиками конкретно до нашего
производства. Затем повлияло на удобство работы с раскладкой на этапе расчета
норм расхода сырья на единицу изделия, составлению обмеловок в натуральную
величину для закройного цеха.
Комментарии Центра АССОЛЬ
Регулярно проводимые Центром опросы
пользователей системы АССОЛЬ показывают высокую степень удовлетворенности
производственников результатами использования системы проектирования АССОЛЬ
особенно это относится к модулю Автоматической раскладки.
Такие результаты работы коллектива АССОЛЬ
достигнуты за счет применения передовых технологий и уникальных алгоритмов,
разработанных в нашем Центре. Немалая доля успеха технологий АССОЛЬ в том, что
наши специалисты работают в тесном контакте с предприятиями, изучают различные
особенности производства и постоянно совершенствуют систему. Центр АССОЛЬ
регулярно проводит семинары и Мастер-классы для специалистов и пользователей
АССОЛЬ. Большое внимание уделяется обеспечению оперативной поддержки
пользователей через Интернет.
На примере автоматической раскладки можно
показать динамику развития программного комплекса АССОЛЬ. В настоящее время
версия автомата обладает настройками, позволяющими обеспечить нюансы работы на
различных материалах и в различных производственных условиях. Ранее мы уже
писали о динамических разрезах, которые обеспечивают качественное ручное
вырезание длинных раскладок. Для трикотажных полотен не менее важным является механизм
интеллектуальной настройки зазоров, позволяющих автоматически регулировать
зазоры в зависимости от формы и кривизны, подходящих друг к другу контуров.
Реализован режим задания определенных положений лекал на полотне: "у
кромки", "в центре", "с допуском" и т.п. При
необходимости можно включить режим расположения лекал в раскладке "у
кромки" только определенным срезом. Настройки параметров алгоритма
выполняются очень просто и могут быть сохранены для повторного использования.
Естественно, поддерживается режим раскладки на тканях с рисунком, при этом
также можно контролировать положения отдельных лекал в раскладке. В последней
версии Автоматической раскладки реализован механизм создания в общем раскладке
групп дублирования для заданных лекал, которые затем идут под пресс.
Учитывая то, что текучесть кадров среди
раскладчиков велика, ответственность на этом производственном участке большая,
Автоматическая раскладка АССОЛЬ позволяет полностью избавить руководителей
предприятий от головной боли по данному вопросу.
Приложение 2
Инструкция для пользователя
информационно-справочной системой САПР для швейного производства.
«Информационно-справочная система САПР для
швейного производства» начинает свою работу с файла загрузки - gl.html. Этот
файл включает в себя кнопки, позволяющие осуществлять переход на страницы
следующих разделов (рис. 1):
Общие сведения о САПР
Источники информации
Мнения специалистов
Презентации
Разработчики
Оборудование

Рис. 1
В разделе «Общие сведения о САПР» описываются
общие сведения о современных швейных САПР.
«Виды САПР» включает в себя три подраздела (рис.
2).
Рис. 2
Подраздел «Ассоль» состоит из пяти пунктов:
. «Уровни конструирования» имеет четыре
подпункта:
в подпункте «Базовое конструирование»
описывается построение чертежей на базовом конструировании;
«Расширенное конструирование» описывает
построение чертежей на расширенном конструировании;
подпункт «Визуальное параметрическое
конструирование на плоскости»;
подпункт «Визуальное параметрическое
конструирование в пространстве на манекенах».
. «Градация», то есть техническое размножение,
имеет четыре подпункта:
подпункт «Работа с лекалами» описывает
построения лекала;
«Градация по нормам» рассказывает о схемах для
размножения всех основных и производных лекал;
подпункт «Градация методом группировки»;
«Параметрическая градация» описывает
альтернативный способ градации лекал одной кнопкой.
. «Раскладка» состоит из четырех подпунктов:
«Ручной способ раскладки»;
«Полуавтоматический способ раскладки»;
«Автоматический способ раскладки»;
«Печать готовых раскладок».
. Подсистема "Технический эскиз" в
САПР "Ассоль" рассказывает об автоматизированном создании технических
эскизов и состоит из трех подпунктов:
«Параметрика» описывает сценарии построения
абрисов мужских, женских, детских фигур в трех проекциях: спереди, сзади и
слева;
подпункт «Комбинаторный синтез технического
эскиза»;
«Примеры построения технических эскизов».
. Программа "Ассоль-Дизайн" описывает
о формирование библиотеки моделей и тканей, формирование колористических
решений моделей на этапе разработки технического предложения, создание
виртуальной коллекции моделей с фотореалистическим качеством.
Подраздел «Грация» состоит из восьми пунктов:
. Подсистема "Дизайн" описывает
предназначение автоматизации работ дизайнера, или художника-модельера. Для
создания им образа изделия в виде эскиза, рисунка или фотографии, формирования
цветового решения.
. Подсистема "Конструирование и
моделирование" описывает реализацию высокой компьютерной технологии
создания новых моделей с использованием любой из существующих методик
конструирования: ЕМКО СЭВ, ЦОТШЛ, Мюллера, Гриншпана или собственной
оригинальной методики, а также моделирования на основе уже разработанной
модели.
. Подсистема "Индивидуальные и
корпоративные заказы" описывает предназначение ведения базы данных обмеров
клиентов, автоматического перестроения лекал созданных моделей на конкретные
фигуры с учетом их размеров и осанки.
. Подсистема "Технология изготовления"
описывает предназначение создания и ведения баз данных оборудования,
специальностей, тарифных ставок, справочника неделимых и организационных
операций, составления технологических последовательностей, схем разделения
труда, расчета времени и стоимости изготовления.
. Подсистема "Раскладки" описывает
предназначение проектирования оптимальных раскладок лекал в соответствии с
указанными в задании на раскладку требованиями и пожеланиями раскладчика в
ручном, автоматическом и полуавтоматическом режиме.
. Подсистема "Складской учет"
описывает предназначение ведения учета основных и вспомогательных материалов,
фурнитуры, а также готовой продукции.
. Подсистема "Планирование" описывает
взаимосвязь всех подсистем, учет выполненных работ и координацию всех этапов
подготовки производства.
. Подсистема "Управление предприятием"
описывает предназначение оперативного обеспечения руководства предприятия всей
необходимой информацией для принятия эффективных управленческих решений.
Подраздел «Комтенс» состоит из одиннадцати
пунктов:
. САПР "КОМТЕНС" описывает сведения о
САПР «Комтенс».
. Пункт «Построение базовых конструкций лекал»
состоит из двух подпунктов:
«Построения в объёме»;
«Построения на плоскости».
. Пункт «Конструктивное моделирование и
градация» состоит из трех подпунктов:
«Конструктивное моделирование»;
«Градация»;
«Прототипы».
. Пункт «Раскладка» описывает программу,
обеспечивающая построение рациональной схемы раскроя лекал на материале в
соответствии с используемыми технологическими ограничениями.
. Пункт «Раскрой» описывает завершающий процесс
подготовительного производства.
. Пункт «Работа с базой лекал».
. Пункт «Конвертор».
. Пункт «Нормирование сырья».
. Пункт «Расчет куска» описывает блок программ
для расчета.
. Пункт «Технологическая последовательность»
описывает предназначение автоматизации работы технологов экспериментального и
швейного цехов швейного производства.
. Пункт «Управление швейным цехом» описывает
программу управления швейным цехом, использующая данные уже составленных и пронормированных
технологических последовательностей.
В разделе меню «Источники информации» также
имеются три пункта, в которых описывается литература и интернет сайты, которые
были использованы для создания проекта (рис. 3).

Рис. 3
В разделе «Мнения специалистов» помещены мнения
специалистов о САПР (рис. 4).
Рис. 4
Раздел «Презентации» позволяет просматривать
краткие презентации САПР, составленные учащимися.
В разделе «Разработчики» содержится информация
об авторах.
Раздел «Оборудование» описывает оборудования, с
которыми работает САПР и состоит из четырех пунктов:
. Пункт «Плоттеры».
. Пункт «Дигитайзеры».
. Пункт «Автоматические раскройные установки».
. Пункт «Установка для настилания».
Особых требований, по современным меркам, к
ресурсам компьютера приложение не предъявляет.
Для работы данного приложения необходимо наличие
на компьютере ОС Windows, Internet Explored или Opera, пакет Microsoft Office
2000, в котором должен присутствовать Microsoft PowerPoint и должен быть
установлен Macromedia Flash Player.
Приложение не очень требовательно к аппаратному
и программному обеспечению. Для нормальной работы достаточно компьютера с
процессором с частотой не ниже 300 МГц, объемом оперативной памяти не менее 32
Мбайт. Для комфортной работы приложения достаточно, чтобы монитор поддерживал
разрешение экрана 800х600 с частотой обновления 85 Гц. Также должно быть
наличие мыши и устройства для чтения компакт-дисков.