Цех окраски изделий с краскоприготовотельным отделением
МИНИСТЕРСТВО РОССИЙСКОЙ ФЕДЕРАЦИИ ПО
ДЕЛАМ ГРАЖДАНСКОЙ ОБОРОНЫ, ЧРЕЗВЫЧАЙНЫМ СИТУАЦИЯМ И ЛИКВИДАЦИИ ПОСЛЕДСТВИЙ
СТИХИЙНЫХ БЕДСТВИЙ
Академия Государственной
противопожарной службы
Кафедра пожарной безопасности
технологических процессов
Курсовой проект
по дисциплине «Пожарная безопасность
технологических процессов»
Тема: Цех окраски изделий с
краскоприготовотельным отделением
Исполнитель
слушатель ИЗиДО, ФЗО, 6Б курс, учебная группа 52116
сержант внутренней службы Семенов А.А.
Москва 2015
Содержание
1. Исходные данные
2. Краткое описание технологического процесса
. Анализ пожаро - взрывоопасных свойств веществ,
обращающихся в производстве
. Оценка пожаро - взрывоопасности среды внутри
аппаратов при их нормальной работе
. Пожаровзрывоопасность аппаратов, при эксплуатации
которых возможен выход горючих веществ наружу без повреждения их конструкции
. Анализ возможных причин повреждения аппаратов,
разработка необходимых средств защиты
. Анализ возможности появления характерных
технологических источников зажигания
. Возможные пути распространения пожара
. Расчет категории производственного помещения по
взрывопожарной и пожарной опасности
Выводы
Литература
1. Исходные данные
|
Смеситель-растворитель с
мешалкой и водяным обогревом.
|
|
Диаметр, м.
|
2,2
|
|
Высота, м.
|
2,5
|
|
Температура рабочая, °С
|
5
|
|
Давление, МПа
|
0,12
|
|
Защита дыхательных линий
|
Предохранительный клапан с
ОП
|
|
Насос центробежный
циркуляционный.
|
|
Давление, МПа
|
0,5
|
|
Температура, °С
|
50
|
|
Диаметр линии, мм
|
65
|
|
Вид сальниковых уплотнений
|
СУ
|
|
Диаметр вала, мм
|
45
|
|
Производительность, л/мин
|
80
|
|
Окрасочная камера
пульверизационная на два рабочих места
|
|
Длина, м
|
5
|
|
Ширина, м
|
4
|
|
Высота, м
|
3
|
|
Диаметр шланга подачи
эмали, мм
|
19
|
|
Давление эмали, МПа
|
0,6
|
|
Производительность
распыления, л/мин
|
29
|
|
Кратность вентиляции, 1/ч
|
25
|
|
Улавливание краски
|
Сухой фильтр
|
|
Помещение цеха
|
|
Длина, м
|
90
|
|
Ширина, м
|
30
|
12
|
|
Скорость воздуха, м/сек
|
0,2
|
|
Кратность вентиляции, 1/ч
|
2
|
|
Расстояние до задвижек, м
|
6
|
|
Привод задвижек
|
Ручной
|
|
Ограничение растекания
краски, % от площади пола
|
Нет
|
|
Площадь остекления, м2
|
26
|
|
Позиция на рис.
|
Наименование аппаратов
|
Режим работы
|
Размеры
|
|
|
Р, МПа
|
Т, °С
|
D или L, м
|
Н, м
|
|
3
|
Смесители-растворители
|
0,12
|
50
|
2,2
|
2,5
|
|
8
|
Насос циркуляционный
|
0,5
|
50
|
-
|
-
|
|
12
|
Окрасочная камера
|
-
|
20
|
5х4
|
3
|
2. Описание
технологического процесса в цехе окраски изделий с краскоприготовительным
отделением
Окрасочный цех автомобилестроительного и тракторостроительного заводов
предназначен для окраски и сушки металлических деталей машин. Перед окраской
поверхность окрашиваемых деталей очищают от коррозии и обезжиривают.
Необходимое количество лакокрасочного материала приготавливается в
краскоприготовительном отделении цеха путем разбавления полуфабрикатов эмалей
растворителем 646 при окраске автомобильных деталей и растворителем Р-5 при
окраске тракторных деталей.
Для окраски автомобильных деталей используется эмаль ХВ-16, серо-голубая
(ТУ 6-10-1301−78). Состав, % от массы: сухой остаток 25,5; летучая часть:
бутилацетат 10, ацетон 28, толуол 20, ксилол 42. Температура вспышки менее -2
°С (о. т.); температура самовоспламенения 541°С; температурные пределы
распространения пламени: нижний -7 °С, верхний 19 °С.
Для окраски тракторных деталей используется эмаль НЦ-132П
(свет-ло-серая). Состав, % от массы: сухой остаток 35,5; летучая часть:
бутил-ацетат 12,5, этилацетат 7, ацетон 5, изобутанол 20,5, этанол 40.
Температура вспышки -1 °С (з. т.), 10 °С (о. т.); температура воспламенения 10
°С, температура самовоспламенения 395 С.
Технологические процессы приготовления готового состава красок, а также
процессы подготовки деталей, их окраска и сушка одинаковы как на автомобильном,
так и на тракторном заводах. Поэтому ниже приведена схема (рис. 2) и дано
описание технологического процесса, общего для цеха окраски автомобильных и
тракторных деталей.
Процесс приготовления краски заключается в следующем. В
краскоприготовительное отделение цеха насосом 1 подается необходимое
количество растворителя, которое отмеривается мерником 2 и сливается в
лопастный аппарат-растворитель 3. Одновременно в аппарат-растворитель 3
из емкости (мерника) 4 подается эмаль ХВ-16 или эмаль НЦ-132П.
В аппарате 3 при непрерывной работе мешалки и при подогреве его горячей
водой (до температуры 40 °С на автомобильном заводе и до 50 °С на тракторном
заводе) происходит растворение и разбавление полуфабриката до требуемого
готового состава эмали. Приготовленная эмаль из аппарата 3 забирается
центробежным насосом 5, продавливается для очистки от твёрдых частичек
через фильтр 6 и поступает в расходные емкости 7.
Из емкостей 7 эмаль поступает в циркуляционную линию, в которой
она непрерывно циркулирует за счет работы насоса 8 по кольцевой линии 9 до
окрасочной камеры 12 и обратно.
Процесс окраски и сушки деталей. Подлежащие окраске металлические
детали поступают из соседних цехов в помещение цеха окраски. Здесь детали
навешивают на конвейер 10 и он доставляет их в камеру для механической и
химической очистки от грязи и коррозии и для обезжиривания (на схеме не
показана). Химическая очистка осуществляется слабыми водными растворами
фосфорной кислоты и ПАВ (поверхностно-активных веществ).
После очистки и промывки деталей водой конвейер доставляет их в камеру
сушки обезжиренных деталей (на схеме не показана). Очищенные и высушенные
детали поступают в окрасочную камеру 12 через открытые проемы в торцовых
стенах. Камера имеет два рабочих места для окраски изделий
пистолетом-краскораспылителем (пульверизатором). К каждому пульверизатору по
гибкому рукаву 13 подводится эмаль от циркуляционного кольца 9, а
по отдельному рукаву − сжатый воздух. Производительность пульверизатора,
диаметр краскоподводящего шланга и давление в шланге приведены в табл. 4 и 5.
Окрасочная камера имеет вытяжную вентиляцию. Отсасываемый воздух при выходе из
камеры очищается от частичек краски, проходя через гидрофильтр.
Размеры окрасочной камеры, производительность пистолетов-распылителей и
все другие данные приведены в табл. 4 и 5. Стены окра-сочной камеры очищаются
от осевшей эмали медными скребками раз в не-делю, после каждой рабочей смены.
После окраски детали поступают на сушку в сушильную камеру 14. Сушильная
камера терморадиационного типа с электро- или газообогревательными закрытыми
панелями. Максимальная температура обогреваемой поверхности панели в камере
авто-мобильного завода 300 °С, в камере тракторного завода − 400 °С.
Сушильная камера имеет вытяжную вентиляцию. Объем камеры и общая площадь
одновременно высушиваемых деталей указаны в табл. 5. При сушке окрашенной
поверхности автомобильных деталей выделяются пары ЛВЖ, входящих в эмаль ХВ-16 и
растворитель 646, а при сушке тракторных деталей выделяются пары ЛВЖ, входящих
в эмаль НЦ-132П и растворитель Р-5. Высушенные детали конвейером подаются на
разгрузочную площадку и далее отвозятся тележками в сборочные цехи.
Смеситель-растворитель 3, баки готовой эмали 7, насос
циркуляционный размещены в отдельном помещении. Доставка эмали в
красконагнетательные баки цеха окраски производится централизованно по
трубопроводу. Вместимость красконагнетательных баков 0,1 м3, они установлены
около окрасочных камер.
аппарат пожар взрывоопасный производство
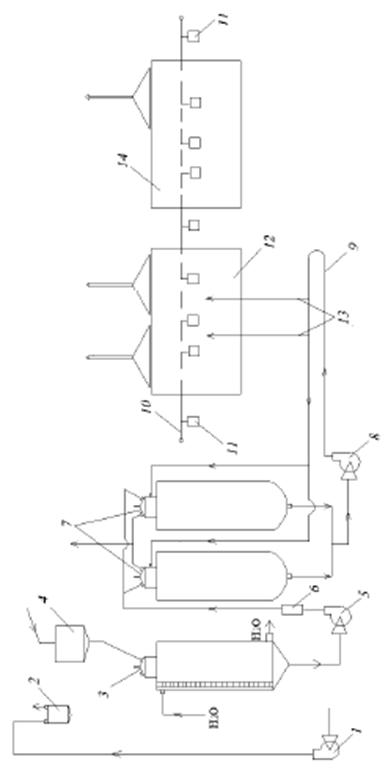
Рис. 1 Схема технологического процесса окраски изделий
3. Анализ пожаро-взрывоопасных свойств веществ, обращающихся
в производстве
Ацетон- C3H6O, легковоспламеняющаяся жидкость. Мол. масса 58,08; плотн.
при 20°С 790,8 кг/м3 ; т. плав. -95,35°С; т. кип. 56,5°С; lg p=6,37551-1281,721/(237,088+Т); тепл. образов. -217,57
кДж/моль; тепл. сгор. -1821,38 кДж/моль, растворимость в воде неограниченная;
т. вспышки - 18 °С
(з.т.), -9°С (о.т.); т.
воспл. -5 °С; т.самовоспл.
535°С в воздухе; конц. пределы распр. пл.
2,7-13% (об); макс. давл. взрыва 572 кПа; БЭМЗ 1,04 мм.
Бензол- C6H6, легковоспламеняющаяся бесцветная
жидкость. Мол. масса 78,11; плотн. 873,68 кг/м3 при 25 °С; т. плавл. 5,5 °С, т. кип. 80,1 °С; плотн. пара по воздуху 2,77; lg p=5,61391-902,275/(178,099+Т) при температуре от -20 до 6 °С; тепл. сгор. -3169,4 кДж/моль;
тепл. образов. 82,9 кДж/моль; растворимость в воде 0,18% (масс.) при 25 °С; т. всп. -11 °С; т. самовоспл. 560 °С; конц. пределы распр. пл. 1,43-8,0%
(об.); темп. пределы распр. пл. : нижн. -15 °С, верхн. 13 °С; макс. давл. взрыва 882 кПа.
Глифталевая смола- легковоспламеняющаяся жидкость. Состав, % (масс): нелетучие
42,8, ксилол 57,2. Т. всп. 16 °С; т. воспл. 17 °С;
т. самовоспл. 454°С;
темп. пределы распл. пл.: нижн. 26 °С, верхн 51 °С.
Нитроэмаль НЦ-132Ц- легковоспламеняющаяся вязкая жидкость. Содержание сухого
остатка 27% (масс.) ; т. всп.: 24 °С (з.т.), 29 °С (о.т.); т. воспл. 29 °С; т. самовоспл. 294 °С; нижн. конц. предел. распр. пл. 1,64% (масс.) при 36 °С; темп. пределы распр. пл.: нижн. 22
°С, верхн. 53 °С.
Смола ПН-1 полиэфирная- легковоспламеняющаяся жидкость. Состав, % (масс.):
основное вещество 69,4, стирол 30,6. Плотн. 1140 кг/м3; т. всп. 33 °С; т. самовоспл. 434 °С; темп. пределы распр. пл.: нижн. 33
°С, верхн. 57 °С.
4. Оценка пожаровзрывоопасности среды внутри аппаратов при их
нормальной работе.
Насос подачи растворителя-ацетона центробежный - среда в аппарате негорючая, т.к.
отсутствует паровоздушное пространство.
Смесители-растворители - проверим пожаровзрывоопасность среды внутри
смесителя.
js=PS/PA
PS=103*10(А-В/(С+Т))=103*10(6,37551-1281,721/(50+237,088))=77722
Па
js=jР=(77722/(0,1*106))*100%=78%
jВ³jР³jН
³78³2,7
Вывод: т.к. jР
не лежит в пределах между jН и jВ , то в
аппарате находится негорючая среда.
|
Наименование аппарата
|
Рабочая температура
|
ВТПВ
|
НТПВ
|
Заключение о
пожароопасности
|
|
Насос подачи
растворителя-ацетона центробежный
|
ацетон
|
50 °С
|
-20 °С
|
6 °С
|
Непожароопасен
|
|
Смесители-растворители
|
ацетон
|
50 °С
|
-20 °С
|
6 °С
|
Непожароопасен
|
5. Пожаровзрывоопасность аппаратов, при эксплуатации которых
возможен выход горючих веществ наружу без повреждения их конструкции
Смесители растворителя - являются «дышащими аппаратами». Определим
количество горючих паров, выходящих из «дышащего аппарата» за один цикл
«большого дыхания».
Gs=Vж*(Рр/(tp+273))*js*m/8314,31
ж=(pd2/4)*h*0,9=(3,14*2,22/4)*2,5*0,9=8,55
м3s=8,55*(0,12*106/(50+273))*0,78*58,08/8314,31=17,3
кг/цикл
Определим объем взрывоопасной зоны вблизи места выхода паров (газа).
Vв= (Gs*Кб/jн)*103
Кб=10 - коэффициент безопасности
Vв=17,3*10/2,024=85,5
м3.
Vt=V0*(Tp/T0)*(P0/Pобщ)=22,4*(323/273)*(101325/120000)=22,378
м3/моль
jн*=m*jн/Vt=58,08*0,78/22,378=2,024 кг/м3
При эксплуатации смесителей растворителей в помещении может
образовываться взрывоопасная зона в объеме равном 85,5 м3 в результате выхода
горючих паров ацетона из смесителя наружу без повреждения их конструкции.
Для предотвращения образования взрывоопасной концентрации в объеме помещения
для смесителей растворителей следует предусмотреть:
·
устройство
системы улавливания и утилизации паров;
·
вывести
дыхательные трубы за пределы помещения.
Центробежные насосы подачи растворителя работают под давлением и являются
герметичными аппаратами. Утечка горючего вещества из насоса возможна через
капиллярные каналы в прокладках, сальниках, сварных швах и других местах в
аппарате или трубопроводе.
Определение интенсивности утечки ацетона из насоса.
J=4,44*10-7dk(Pp*rж)1/2=4,44*10-7**0,04*(0,5*106*790,8)1/2=3,53*10-4 кг/с
Q=J*t=3,53*10-4*3600=1,27 кг
Vв= V0*(Тр/Т0)*(Р0/Робщ)=22,4*(323/273)*(101325/0,5*106)=5,37
м3/моль
jн*=58,08*0,78/5,37=8,44 кг/м3
V=Q*2/jн*=1,27*2/8,44=0,3 м3.
Для уменьшения количества испаряющейся жидкости из насоса предлагается:
·
замена
сальниковых уплотнений вала на безсальниковые;
·
уствойство
систем местных отсосов;
·
установка системы
обнаружения взрывоопасных концентраций.
6. Анализ причин возможных повреждений аппаратов, разработка
необходимых мер защиты
Одной из причин повреждения аппаратов является образование в них
повышенных давлений. Так в смесителе-разбавителе давление может повышаться
из-за увеличения интенсивности закачки компонентов (дыхательная система не
будет успевать выбрасывать паровоздушную смесь). При работе смесителей
необходим контроль за состоянием теплообменной поверхности. Нужно
систематически осуществлять очистку теплообменной поверхности от отложений
краски. При интенсивной откачке краски из смесителя, а также при неисправности
дыхательной линии в аппарате может образовываться вакуум.
Механические повреждения центробежного насоса вследствие увеличения
давления невозможно, так как при увеличении сопротивления в линии центробежный
насос, которым оборудована линия, начинает работать «вхолостую».
Характерной причиной повреждения аппарата может быть коррозия материала,
из которого он изготовлен. Для снижения коррозии необходимо подбирать
коррозионно-устойчивый материал и при расчете толщины стенок делить поправку на
коррозию.
. Анализ характерных источников зажигания, меры защиты
Рассматриваемый процесс производства не предусматривает использование
аппаратов с открытыми источниками огня.
Источниками огня могут быть искры от ударов и трений, перегрев
электромоторов вследствие их перегрузки, самовозгорание нитрокрасок. Искры от
ударов и трений образуются при повреждении вентиляторов и электромоторов, при
работе стальным инструментом. Во избежание воспламенения паровоздушной среды
следует предусмотреть вентиляторы и электромоторы во взрывозащищенном
исполнении, а также исключить применение в работе стольного инструмента.
Сильно нагретые поверхности аппаратов могущих привести к
самовоспламенению ацетона в производстве отсутствуют, так как рабочая
температура ацетона составляет 20°С, а температура самовоспламенения 535°С, что намного больше рабочей.
Тепловое проявление механической энергии возможно при перегреве
подшипников вентиляторов, двигателей и других быстровращающихся механизмов при
нарушении режима смазки, перекосах валов, загрязнении поверхности.
Определим максимальную температуру подшипника:
Тп=Тв+Q/aF,
где Тв-температура воздуха 323 °С;
Q-коэффициент
трения 0,15;
a-коэффициент теплоотдачи от поверхности цилиндра;
-поверхность теплообмена 0,08 м2.
a=11,63е0,0023*tn=13,8, где tn-рабочая температура подшипника 75 °С.
Qтр=paNdвалаn,
где N-сила, действующая на подшипник 4 кН;
n-частота
вращения вала 3 с-1
dвала=0,04
м
Тп=323+208=531 К
Так как максимальная температура нагрева подшипника составляет 531 К, что
более 66% от температуры самовоспламенения, следовательно подшипник будет
источником зажигания для обращающегося в насосе ацетона.
Чтобы избежать пожаровзрывоопасной ситуации следует вместо подшипников
качения применять подшипники скольжения, систематически проводить их
техническое обслуживание, контролировать температуру с помощью систем КМП и А.
Предотвратить перегрев подшипников позволяет система принудительной
смазки, устройство которых должно обеспечивать контроль наличия смазки, замену
отработанного масла свежим.
В процессе окраски изделий может возникать пожаровзрывоопасные ситуации
от короткого замыкания, при несоответствии электрооборудования, перегрузки
электросетей, при появлении переходных сопротивлений, в результате статических
разрядов.
. Возможные пути распространения пожара
Обращающийся в процессе окраски ацетон является ЛВЖ, то при аварии может
возникнуть пожар из-за возгорания разлившегося ацетона. Разлив может произойти
в помещении насосной, мерников, на трубопроводе, по которому осуществляется
транспортировка ацетона. В зависимости от характера, места и масштаба аварии
опасность для здания и аппаратов может быть различной.
При аварии или пожаре растекание возможно по территории или помещению.
Информации о мерах, предусмотренных для ограничения свободного растекания
жидкости, в исходных данных и в описании технологического процесса не
предусмотрено.
При пожаре огонь может распространяться по дыхательным линиям мерников
растворителя. Эти линии защищены огнепреградителями.
. Обоснование категории взрывопожарной опасности помещения
Определим категорию взрывоопасности помещения цеха. Наиболее опасной
ситуацией будет разрушение смесителя-растворителя с полным разливом жидкости.
Рассчитаем избыточное давление взрыва:
DР=(Рmaх-Р0)*mZ/(Vсвrг.п.)*100/(СстКн)
где: Рmах-максимальное
давление взрыва стехиометрической газовой смеси в заданном объеме 900 кПа;
Р0-начальное давление 101 кПа;
m-масса
горючих газов или паров ЛВЖ или ГЖ, вышедших в результате аварии;
Z-коэффициент
участия горючего во взрыве 0,3;
Vсв-свободный
объем помещения, м3;
rг.п.-плотность газа при расчетной температуре, кг/м3.
rг.п.=М/(V0(1+0,00367*tр))=58,08/(22,4(1+0,00367*50))=2,57
кг/м3
Сст=100/(1+4,84*b)=100/(1+4,84*4)=4,9
b-стехиометрический коэффициент кислорода в реакции сгорания.
b=nc+(nн-nх)/4-n0/2=4
Кн-коэффициент, учитывающий негерметичность помещения.
Кн=3.
m=mp+mемк+mсв.окр.
m=WFuT
где: W-интенсивность испарения, кг/с*м2
Fu-площадь
испарения, м2; 1л на 1м2 Fu=2700
м2
Т=3600 с.
W=10-6h(МРн)1/2,
где: h=5,4;
Рн-давление насыщенного пара при расчетной температуре жидкости, 4,15 кПа
W=10-6*5,4*(58,08*4,15)1/2=8,38*10-5
m=8,38*10-5*2700*3600=814,5
кг.
DР=(900-101)*(814,5*0,3)/(25920*2,57)*100/(4,9*3)=199 кПа
Заключение: помещение цеха окраски относится к категории “А”, так как в
производстве участвует легковоспламеняющаяся жидкость с температурой вспышки -
20 °С, что менее 28
°С, и расчетным
избыточным давлением взрыва 199 кПа, что превышает 5 кПа.
Выводы:
Цех окраски автомобильных запчастей является повышенной
пожаровзрывоопасной категории “А”, так как в технологическом процессе
обращается ацетон и при аварийной ситуации при его розливе по помещению может
развиваться избыточное давление взрыва более 5 кПа.
В данной работе дан анализ пожарной опасности основных аппаратов цеха
окраски автомобильных деталей: смеситель-растворитель, насосы.
Установлено, что при нормальной работе смесителя-растворителя в
окрасочной камере взрывоопасные концентрации образовываться не могут.
Также в работе показаны возможные причины возникновения и пути
распространения пожара. Предложены соответствующие меры противопожарной защиты.
Основные результаты анализа пожарной опасности рассчитываемых аппаратов и
их противопожарной защиты отражены на прилагающийся карте пожарной опасности.
Литература
1. Федеральный Закон Российской Федерации от 22 июля 2008 г.
№ 123−ФЗ «Технический регламент о требованиях пожарной безопасности».
. ГОСТ 12.1.004-91. Пожарная безопасность. Общие требования.
. СП 12.13130.2009. Определение категорий помещений зданий и
наружных установок по взрывопожарной и пожарной опасности. − М.: ВНИИПО
МЧС России, 2009.
. Пожарная безопасность технологических процессов. Учебник /
С.А. Швырков, С.А. Горячев и др.; Под общ. ред. С.А. Швыркова. − М.:
Академия ГПС МЧС России, 2011.
. Пожарная безопасность технологических процессов. Ч. 2.
Анализ пожарной опасности и защиты технологического оборудования: Учебник /
С.А. Горячев, С.В. Молчанов, В.П. Назаров и др.; Под общ. ред. В.П. Назарова и
В. В. Рубцова. − М.: Академия ГПС МЧС России, 2007.
. Основы технологии, процессов и аппаратов
пожаровзрывоопасных производств: Учеб. пособие / С.А. Горячев, А.И. Обухов,
В.В. Рубцов, С.А. Швырков; под общ. ред. С.А. Горячева. - М.: Академия ГПС МЧС
России, 2002.
. Горячев С.А., Клубань B.C. Задачник по курсу «Пожарная
профилактика технологических процессов производств». − М.: ВИПТШ МВД
СССР, 1996.
. Пожаровзрывоопасность веществ и материалов и средства их
тушения / Под ред. А.Н. Баратова, А.Я. Корольченко. - М.: Химия, 1990.