Средства защиты от механического травмирования
Содержание
Введение
. Краткие
сведения о производственной деятельности РФЯЦ-ВНИИЭФ
. Основные
сведения о технологическом процессе заточки режущего инструмента
. Описание
технологического процесса
. Основное
производственное оборудование на участке заточки
. Анализ
вредных и опасных производственных факторов
. Результаты
аттестации рабочих мест по условиям труда
. Средства
защиты от механического травмирования
.1 Осмотр и
испытания шлифовальных кругов
.2 Защитные
устройства
.3 Средства
индивидуальной защиты от механического травмирования
.
Производственная санитария
.1
Микроклимат
.3 Вибрация
.3 Освещение
.3.1 Расчет
искусственного освещения
.4
Производственный шум
.4.1 Расчет
шума
.5 Вентиляция
.5.1 Расчет
концентрации пыли на участке заточки режущего инструмента
.
Электробезопасность
. Пожарная
безопасность
. Экология
.
Технико-экономическое обоснование
.1
Экономический эффект замены люминесцентных светильников на светодиодные
. Перспективы
развития абразивной заточки режущего инструмента
Заключение
Список литературы
Введение
В настоящее время проблема безопасности на производстве является одной из
самых актуальных, несмотря на то, что с каждым годом применяется все более
технологичное оборудование и совершенные средства защиты. Главная причина
производственного травматизма в подавляющем большинстве случаев - человеческий
фактор [1]. Но так же, на мой взгляд, нельзя не учитывать недостаточное
внимание к охране труда на малых предприятиях и низкий контроль за соблюдением
техники безопасности во вспомогательных процессах больших производств. К таким
процессам относится заточка режущего инструмента. В опытном цехе 1805
конструкторского бюро (КБ-2) РФЯЦ-ВНИИЭФ значительное количество работ,
связанных с резанием, сверлением и фрезерованием. Для данных технологических
процессов необходим всегда остро и качественно заточенный инструмент, а поэтому
процесс заточки является не менее важным. Операции заточки и доводки
существенно влияют на качество режущего инструмента и, соответственно, на
качество и производительность обработки деталей на станках [2]. В научной
литературе существует множество книг по этой теме, но вопрос безопасности и
охраны труда в них не поднимается или раскрыт недостаточно. В данном дипломном
проекте отражены основные вредные и опасные производственные факторы при
заточке режущего инструмента, а так же способы минимизации их влияния на
работников и расчет их эффективности. Цель работы - улучшить условия труда и
повысить безопасность на участке заточки режущего инструмента. Задачи:
разработать меры защиты от таких вредных факторов, как шум, абразивная пыль,
вибрация, а так же опасных факторов - поражение электрическим током,
пожароопасность, разрыв абразивного круга и т.д. Источниками для диплома
являются различные нормативные документы (ГОСТы, СНиПы, СанПиНы и др.), учебная
и научная литература, статьи из журналов и интернета. Основным документом,
которым необходимо руководствоваться при разработке мер защиты данного
процесса, является ПОТ Р М-006-97 "Межотраслевые правила по охране труда
при холодной обработке металлов"[5].
заточка режущий защита травмирование
1. Краткие
сведения о производственной деятельности РФЯЦ-ВНИИЭФ
Федеральное государственное унитарное предприятие "Российский
Федеральный ядерный центр - Всероссийский научно-исследовательский институт
экспериментальной физики" (ФГУП РФЯЦ-ВНИИЭФ) входит в состав
Государственной корпорации по атомной энергии "Росатом" и является
градообразующим предприятием.
Основанный в 1946 году институт внес определяющий вклад в создание
ядерного и термоядерного оружия в СССР, ликвидацию атомной монополии США.
Деятельность института обеспечила достижение мирового ядерного равновесия в
годы "холодной войны", удержала человечество от глобальных военных
конфликтов.
В настоящее время данное предприятие является крупнейшим
научно-техническим центром России, который успешно решает оборонные, научные и
народнохозяйственные задачи. Основной задачей было и остается обеспечение
надежности и безопасности ядерного оружия.
РФЯЦ-ВНИИЭФ обладает мощной расчетной, экспериментальной, испытательной,
технологической и производственной базой, что позволяет оперативно и
качественно решать возлагаемые на него задачи. Расчетно-экспериментальная база
включает в себя уникальные исследовательские установки, диагностические
комплексы, системы сбора, обработки и передачи информации. В институте
интенсивно ведутся работы по повышению технических характеристик ядерного
оружия, его эффективности, безопасности и надежности.
В состав ядерного центра входят несколько институтов: теоретической и
математической физики, экспериментальной газодинамики и физики взрыва, ядерной
радиационной физики, лазерно-физических исследований, научно-технический центр
высоких плотностей энергии, а также конструкторские бюро и тематические центры,
объединенные общим научным и административным руководством.
В современных условиях, когда действует Договор о всеобъемлющем
запрещении ядерных испытаний, основные направления исследований по решению
ядерно-оружейных задач сосредоточены в расчетно-теоретических, конструкторских
и экспериментальных подразделениях института.
Предприятие ведет работы по целому ряду наукоемких направлений в
интересах народного хозяйства страны. Это работы в областях: нефте- и
газодобывающей промышленности, безопасности атомной энергетики, создания систем
безопасности для особо опасных производств, применения взрывных технологий,
интенсификации добычи и переработки полезных ископаемых, защиты природы,
ресурсосбережения, медицинской техники, огранки бриллиантов и др.
Высокий научно-технический потенциал позволяет РФЯЦ-ВНИИЭФ расширять
сферу исследований и разработок и быстро осваивать новые области высоких
технологий, получать научные результаты мирового уровня, проводить уникальные
фундаментальные и прикладные исследования.
Институт успешно работает по следующим направлениям:
- научно-техническое сопровождение ядерного арсенала России,
повышение эффективности, безопасности и надежности ядерных боеприпасов;
- исследования физических процессов, протекающих при ядерном и
термоядерном взрывах;
- определение радиационной стойкости техники специального
назначения;
- комплексное математическое моделирование физических процессов
с использованием современных высокопроизводительных вычислительных систем;
- конструкторское проектирование сложных технологических
систем;
- гидродинамика быстрых процессов, физика и техника взрыва,
управление взрывными процессами;
- изучение термодинамических, кинетических и прочностных
свойств вещества при динамическом воздействии, высоких и сверхвысоких
давлениях;
- создание специальных средств автоматики;
- ядерно-физические исследования и радиационная физика;
- создание ядерных исследовательских реакторов, ускорительной
техники и иных многоцелевых аппаратурных комплексов, проведение на них
специальных исследований;
- физика высоких плотностей энергии и высокотемпературной
плазмы;
- сверхсильные магнитные поля;
- инерциальный термоядерный синтез и изучение возможности
достижения управляемого термоядерного синтеза;
- физика лазеров и взаимодействия лазерного излучения с
веществом;
- технологии создания новых материалов;
- разработка и внедрение современных средств учета и контроля
ядерных материалов;
- охрана окружающей среды, экологический мониторинг;
- исследования в области атомной энергетики, в том числе по
безопасности атомной энергетики, а также по проблеме трансмутации радиоактивных
отходов и создания безопасной экологически чистой ядерной энергетики;
- исследования по ядерной безопасности, аварийным ситуациям и
их последствиям;
- научно-техническое сопровождение международных договоров по
ограничению ядерных вооружений и нераспространению ядерного оружия;
- разработки неядерных вооружений;
- разработки в интересах народного хозяйства.
В настоящее время в РФЯЦ-ВНИИЭФ работают около 18 тыс. человек, половина
из которых ученые и специалисты, в том числе академики РАН, доктора и кандидаты
наук.
2.
Основные сведения о технологическом процессе заточки режущего инструмента
Обработка металла резанием является одним из основных способов
изготовления деталей любых форм и размеров. Для разных видов резания
применяются свои типы режущего инструмента: точение и строгание - резцы,
сверление - сверла, фрезерование - фрезы. Каким бы ни был инструмент, со
временем под действием деформаций и трения он изнашивается, т.е. теряет
технологические свойства, падает производительность и качество обработки,
возрастает нагрузка на узлы станка и расход инструмента. Одним из самых
распространенных видов износа является абразивный, при котором материал
царапается и срезается твердыми частицами. Наименее выраженными являются
адгезионный (сваривание частиц материалов) и диффузионный (проникание атомов
одного тела в другое, находящееся с ним в контакте) износы. Кроме того, участки
инструмента, на которые действуют более высокие нагрузки и температуры изнашиваются
быстрее по сравнению с менее напряженными. Заточка позволяет вернуть свойства
режущего инструмента. Ее выполняют на специальных шлифовальных станках с
помощью абразивных кругов.
Основное назначение процесса заточки режущего инструмента [2]:
обеспечить заданные оптимальные геометрические параметры режущей части
инструмента, способствующие повышению его стойкости, точности и
производительности обработки;
обеспечить шероховатость заточенных поверхностей на инструменте в
заданных пределах, обеспечивающих качество обработанной поверхности и
уменьшение износа инструмента;
сохранить режущие свойства, присущие инструментальному материалу,
обеспечив минимально допустимые изменения в поверхностных слоях инструмента,
связанные со структурными превращениями, появлением внутренних напряжений и
трещин;
способствовать экономичной эксплуатации инструмента.
Согласно требованиям ПОТ Р М-006-97 в опытном цехе 1805 КБ-2 имеется
отдельный участок для заточки режущего инструмента.
3.
Описание технологического процесса
В качестве примера рассмотрим процесс заточки твердосплавного резца,
изображенного на рисунке 3.1.
Рисунок 3.1 - Общий вид твердосплавного резца
Типовой технологический процесс заточки и доводки твердосплавного резца
показан в таблице 3.1 [2].
Таблица 3.1 - Технологический процесс заточки и доводки резца.
|
Операция
|
Содержание операции
|
Абразивный и алмазный инструмент (материал - зернистость -
твердость - связка)
|
Параметр шероховатости заточенной поверхности Ra, мкм
|
|
Абразивная заточка (при припуске 0,4 мм и более)
|
Заточить главную и вспомогательную задние поверхности по
державке
|
24А - (40, 25) - (СМ2, С1) - К5
|
5 - 1,25
|
|
Заточить переднюю поверхность под углом γ
+ (1 - 2)º
|
63С - (40, 25) - (СМ2, С1, С2) - К5
|
2,5 - 0,63
|
|
Заточить главную и вспомогательную задние поверхности под
углами α + (2 - 3)º, α1
+ (2 - 3)º
|
63С - (50, 40, 25) - (СМ2, С1, С2) - К5
|
|
|
Алмазная заточка (при припуске 0,1 - 0,3 мм)
|
Заточить переднюю поверхность под углом γ
|
АС4, АС6 - (125/100; 100/80; 80/63) - М1, МВ1, Б156, Б1
|
0,63 - 0,1
|
|
Заточить главную и вспомогательную задние поверхности под
углами α и α1
|
АС4, АС6 - (125/100; 100/80; 80/63) - М1, МВ1, Б156, Б1
|
|
|
Алмазная заточка лунок и порожков
|
Заточить стружколомающий порожек или лунку
|
АС4, АС6 - (125/100; 100/80; 80/63) - М1, МВ1, Б156, Б1
|
0,63 - 0,32
|
|
Алмазная доводка (при припуске 0,05 - 0,1 мм)
|
Довести переднюю поверхность по фаске с углом γф
|
АС2, АС4 - (63/50; 50/40; 40/28) - Б1, КБ, БП2
|
0,32 - 0,08
|
|
Довести главную заднюю поверхность по фаске с углом α
|
|
|
|
Довести вершину резца по радиусу или дополнительной режущей
кромке
|
|
|
В общем виде заточка резцов состоит из 4 основных стадий: обработка
державки по задним поверхностям, черновая заточка, чистовая заточка и доводка.
Черновая заточка осуществляется кругами из карбида кремния или электрокорунда
на керамической связке средней и среднемягкой твердости. Она необходима для
снятия большего припуска с меньшим засаливанием круга и меньшей потерей
абразивного материала. Чистовая заточка и доводка производятся кругами из
синтетических алмазов с мелкой зернистостью. Причем на стадии чистовой заточки
в основном используется металлическая связка, т.к. снижается стоимость
обработки, а на стадии доводки - бакелитовая, которая обеспечивает более
высокий класс чистоты поверхности [3]. Они необходимы для придания инструменту
определенных геометрических параметров и величины шероховатости поверхности.
Целью заточки является доводка режущей кромки инструмента до
определенного радиуса. Он варьируется от долей до нескольких сот микрометров.
Для данного твердосплавного резца радиус режущей кромки равняется 10 мкм
(рисунок 3.2).
Рисунок 3.2 - Радиус режущей кромки твердосплавного резца
4.
Основное производственное оборудование на участке заточки
На участке заточки режущего инструмента размещены в ряд 6 заточных
станков. По углам располагаются 2 пылеуловителя циклического типа с двумя
ступенями очистки. Планировка изображена на рисунке 4.1.
Характеристики оборудования:
Обдирочно-шлифовальный станок 3M634
Кол-во кругов 2
Число оборотов, об/мин 1398
Мощность, кВт 2,6
Масса, кг .450
Габариты, мм 900х600х1200
Кол-во 1
Станок для алмазной заточки резцов 3622Д
Кол-во кругов -1
Число оборотов, об/мин 2540
Мощность, кВт 0,75
Масса, кг 460
Габариты, мм 560х800х1280
Кол-во 1
Точильно-шлифовальный станок 3Б633
Кол-во кругов 2
Число оборотов, об/мин 1440
Мощность, кВт 2,2
Габариты, мм 810х610х1280
Кол-во 1
Точильно-шлифовальный станок ТШ-1
Кол-во кругов 2
Число оборотов, об/мин 1430
Мощность, кВт 2
Масса, кг 117
Габариты, мм 544х942х1108
Кол-во 2
Точильно-шлифовальный станок ТШ-2
Кол-во кругов 2
Число оборотов, об/мин 1500
Мощность, кВт 2
Масса, кг 112
Габариты, мм 610х470х1340
Кол-во 1
Пылеуловитель "Пума 800"
Производительность, мЗ/ч 800
Степень очистки, % 98
Максимальная конц. пыли, мг/мЗ 400
Масса, кг 50
Габариты, мм 600х600х1600
Число оборотов, об/мин 2730
Аэродинамическое сопротивление, Па 1400
Кол-во 2
Все станки, кроме 3622Д являются универсальными, т.е. применяются для
обработки различных видов режущего инструмента. Станок 3622Д используется
только для алмазной заточки и доводки поверхностей резцов.
1 - Станок для алмазной заточки резцов 3622Д; 2 - Обдирочно-шлифовальный
станок 3М634; 3 - Точильно-шлифовальный станок 3Б633; 4 - Точильно-шлифовальный
станок ТШ-1; 5 - Точильно-шлифовальный станок ТШ-2; Пылеуловитель "Пума
800".
Рисунок 4.1 - Планировка комнаты заточки режущего инструмента
5. Анализ
вредных и опасных производственных факторов
На рабочих местах заточника присутствует множество вредных и опасных
производственных факторов. Они регламентируются ГОСТ 12.0.003-74 ССБТ
"Опасные и вредные производственные факторы. Классификация".
Физические факторы, присутствующие на участке заточки режущих
инструментов:
- повышенное значение напряжения в электрической цепи,
замыкание которой может произойти через тело человека;
- вращающийся шлифовальный круг, разрыв шлифовального круга,
отрыв эльборосодержащего слоя от корпуса круга, отрыв сегментов от корпуса
инструмента.
- повышенная запыленность воздуха рабочей зоны абразивной
пылью;
- повышенная температура поверхностей обрабатываемых
инструментов;
- повышенный уровень шума на рабочем месте;
- повышенный уровень вибрации станка и инструмента при заточке;
- недостаточная освещенность рабочей зоны;
- острые кромки, заусенцы и шероховатость на поверхностях
инструментов;
- повышенный уровень статического электричества на
пылеуловителях;
- пониженная контрастность;
- повышенная пульсация светового потока от люминесцентных ламп;
Химические факторы, присутствующие на участке заточки режущих
инструментов:
- абразивная пыль;
- аэрозоль минерального масла.
Психофизиологические факторы, присутствующие на участке заточки режущих
инструментов:
- статические перегрузки;
- монотонность труда.
Все факторы наглядно представлены на рисунке 5.1.
Рисунок 5.1 - Опасные и вредные факторы при заточке режущего инструмента
6.
Результаты аттестации рабочих мест по условиям труда
Результаты аттестации рабочих мест на участке заточки режущего
инструмента приведены в таблицах 6.1 и 6.2.
Таблица 6.1 - Оценка условий труда по степени вредности и опасности
факторов производственной среды и трудового процесса.
|
Наименование факторов производственной среды и трудового
процесса
|
Класс условий труда
|
|
Химический
|
2
|
|
Биологический
|
-
|
|
Аэрозоли преимущественно фиброгенного действия
|
-
|
|
Шум
|
3.2
|
|
Инфразвук
|
-
|
|
Ультразвук воздушный
|
-
|
|
Вибрация общая
|
2
|
|
Вибрация локальная
|
2
|
|
Неионизирующие излучения
|
-
|
|
Ионизирующие излучения
|
-
|
|
Микроклимат
|
2
|
|
Световая среда
|
2
|
|
Тяжесть труда
|
3.1
|
|
Напряженность труда
|
2
|
|
Общая оценка условий труда по степени вредности и (или)
опасности факторов производственной среды и трудового процесса
|
3.1
|
Таблица 6.2 - Фактическое состояние условий труда по факторам
производственной среды и трудового процесса.
|
№ п/п
|
Код факто-ра
|
Наименование производственного фактора, единица измерения
|
Дата проведения измерения
|
ПДК, ПДУ, допустимый уровень
|
Фактический уровень фактора
|
Продолжительность воздействия (часы/%)
|
Класс условий труда, степень вредности и опасности
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
|
1.
|
|
Шум
|
|
|
|
до 8,2 ч.
|
2
|
|
4.50
|
Эквивалентный уровень звука, дБА
|
15.04.2013
|
80
|
?
|
до 8,2 ч.
|
3.2
|
|
|
Максимальный уровень звука, дБА
|
15.04.2013
|
107
|
115
|
до 8,2 ч.
|
3.2
|
|
2.
|
|
Вибрация
|
|
|
|
|
|
|
|
Локальная вибрация, м/с2
|
15.04.2013
|
2
|
1,5
|
до 8,2 ч.
|
2
|
|
|
Общая вибрация, м/с2
|
|
0,1
|
0,07
|
До 8,2 ч
|
2
|
|
2.
|
|
Микроклимат
|
|
|
|
до 8,2 ч.
|
|
|
|
4.62
|
Температура воздуха, °С
|
17.04.2013
|
18-27
|
20
|
до 8,2 ч.
|
1
|
|
|
4.63
|
Скорость движения воздуха, м/с
|
17.04.2013
|
0,4
|
0.2
|
до 8,2 ч.
|
2
|
|
|
4.64
|
Влажность воздуха, %
|
17.04.2013
|
40-60
|
50
|
до 8,2 ч.
|
2
|
|
3.
|
|
Общая оценка по освещению
|
|
|
|
до 8,2 ч.
|
2
|
|
|
4.67
|
Естественное освещение
|
15.04.2013
|
≥ 0,5
|
0,7
|
до 8,2 ч.
|
2
|
|
|
4.68
|
Освещенность рабочей поверхности, Лк
|
15.04.2013
|
300
|
580
|
до 8,2 ч.
|
2
|
|
4.
|
2.00
|
Химический фактор
|
|
|
|
|
|
|
2.001
|
Пыль абразивная
|
15.04.2013
|
6
|
4
|
до 8,2 ч.
|
2
|
|
5.
|
5.00
|
Тяжесть трудового процесса
|
12.12.2013
|
см. Приложение 3
|
до 8,2 ч.
|
3.1
|
|
6.
|
6.00
|
Напряженность трудового процесса
|
12.12.2013
|
см. Приложение 2
|
до 8,2 ч.
|
2
|
|
7.
|
|
Травмоопасность
|
12.12.2013
|
см. Приложение 4
|
до 8,2 ч.
|
2
|
Выполняются работы в особых условиях труда или выполняются в особых
условиях труда, связанных с наличием чрезвычайных ситуаций нет ;
Оценка условий труда по травмоопасности 2 (см. Приложение 4);
(класс условий труда по травмоопасности)
Оценка условий труда по обеспеченности СИЗ рабочее место
соответствует требованиям обеспеченности СИЗ (см. Приложение 5).
Более подробно результаты аттестации приведены в Приложениях 1 - 5.
7.
Средства защиты от механического травмирования
Основным опасным фактором при заточке инструментов является вращающийся
шлифовальный круг. Высокая частота вращения (до 2500 об\мин) создает
достаточную центробежную силу для разрыва круга при незначительном дефекте, и
как следствие может привести к серьезным травмам. Поэтому перед началом работы
требуется осмотреть абразивный инструмент на наличие повреждений и испытать на
прочность. При заточке так же могут появляться различные микродефекты, как на
шлифовальном круге, так и на затачиваемом инструменте, защитой от которых
служит предохранительный кожух и экран. Кроме того, дополнительную опасность
несет попадание рукавов одежды или рукавиц под вращающийся инструмент, поэтому
необходима спецодежда с манжетами, прилегающими к запястьям.
Перед допуском к работе заточника проводятся следующие мероприятия:
) Медобследование. Необходимо получить положительное заключение от всех
требуемых врачей-специалистов.
) Вводный инструктаж. Его проводит инженер по охране труда со всеми вновь
принимаемыми на работу. О проведении вводного инструктажа делают запись в
журнале регистрации вводного инструктажа.
) Первичный инструктаж. Проводится на рабочем месте непосредственным
руководителем работ.
) Стажировка от 2 до 14 смен, в зависимости от квалификации работника.
) Проверка знаний.
) Приказ о допуске к самостоятельной работе.
Рабочее место заточника должно соответствовать требованиям ГОСТ
12.2.033-78 "ССБТ. Рабочее место при выполнении работ стоя. Общие
эргономические требования". Организация рабочего места и конструкция
оборудования не обеспечивает наклон корпуса тела работающего вперед менее чем
на 15°. Для оптимального положения выбирается высота подставки для ног при
нерегулируемой высоте рабочей поверхности. В этом случае высоту рабочей
поверхности устанавливают по номограмме, приведенной на рисунке 7.1 для
работающего ростом 1800 мм. Оптимальная рабочая поза для работающих более
низкого роста достигается за счет увеличения высоты подставки для ног на
величину, равную разности между высотой рабочей поверхности для работающего
ростом 1800 мм и высотой рабочей поверхности, оптимальной для роста данного
работающего.
Так же для обеспечения удобного подхода к станку предусмотрено
пространство для стоп размером не менее 530 мм по ширине.
В соответствии с ПОТ Р М-006-97 оборудование подвергается периодическим
техническим осмотрам и ремонтам в сроки, предусмотренные графиками,
утвержденными начальником цеха. Остановленное для осмотра, чистки или ремонта
оборудование отключается от технологических трубопроводов и энергоносителей.
При осмотре, чистке, ремонте и демонтаже оборудования их электроприводы
обесточиваются, приводные ремни снимаются и на пусковых устройствах
вывешиваются плакаты: "Не включать - работают люди" (рисунок 7.2).
При необходимости, в соответствии с Правилами техники безопасности при
эксплуатации электроустановок потребителей (ПТЭЭП), питающий кабель
электродвигателя должен быть заземлен, а зона ремонта ограждена с установкой
предупреждающих или запрещающих знаков или плакатов.
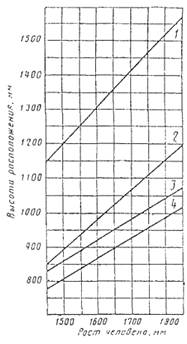
- средства отображения информации; 2 - высота рабочей поверхности при
легкой работе; 3 - при работе средней тяжести; 4 - при тяжелой работе
Рисунок 7.1 - Номограмма зависимости средств отображения информации и
высоты рабочей поверхности от роста человека

Рисунок 7.2 - Знак "Не включать - работают люди"
Поверхности станков, защитных устройств, органов управления, станочных
принадлежностей и приспособлений не должны иметь острых кромок и заусенцев,
способных травмировать работающего.
Для экстренной остановки оборудование оснащено кнопками "Стоп"
красного цвета с грибовидным толкателем, находящимися на панели управления
Возврат кнопки в исходное положение не должен приводить к пуску станка.
Рабочее направление вращения шпинделя абразивного станка указывается
хорошо видимой стрелкой, помещенной на защитном кожухе абразивного круга [5].
Согласно ст.223 Трудового Кодекса РФ работники обеспечиваются аптечкой
для оказания первой помощи пострадавшим от несчастного случая. Аптечка выдается
одна на участок в соответствии с ПОТ Р М-006-97 и вывешивается на видном месте
под знаком "Аптечка первой помощи" (рисунок 7.3)

Рисунок 7.3 - Знак "Аптечка первой помощи"
Состав аптечки для участка заточки режущего инструмента определяется
согласно Приказу Минздравсоцразвития РФ от 05.03.2011 №169н "Об
утверждении требований к комплектации изделиями медицинского назначения аптечек
для оказания первой помощи работникам". Он указан в таблице 7.1.
Таблица 7.1 - Оснащение аптечки.
|
№ п/п
|
Наименование
|
Нормативный документ
|
Форма выпуска, (размеры)
|
Количество
|
|
1
|
Изделия медицинского назначения для временной остановки
наружного кровотечения и перевязки ран
|
|
1.1
|
Жгут кровоостанавливающий
|
ГОСТ Р ИСО 10993-99
|
|
1 шт.
|
|
1.2
|
Бинт марлевый медицинский нестерильный
|
ГОСТ 1172-93
|
5 м х 5 см
|
1 шт.
|
|
1.3
|
Бинт марлевый медицинский нестерильный
|
ГОСТ 1172-93
|
5 м х 10 см
|
1 шт.
|
|
1.4
|
Бинт марлевый медицинский нестерильный
|
ГОСТ 1172-93
|
5 м х 14 см
|
1 шт.
|
|
1.5
|
Бинт марлевый медицинский стерильный
|
ГОСТ 1172-93
|
5 м х 7 см
|
1 шт.
|
|
1.6
|
Бинт марлевый медицинский стерильный
|
ГОСТ 1172-93
|
5 м х 10 см
|
2 шт.
|
|
1.7
|
Бинт марлевый медицинский стерильный
|
ГОСТ 1172-93
|
5 м х 14 см
|
2 шт.
|
|
1.8
|
Пакет перевязочный медицинский индивидуальный стерильный с
герметичной оболочкой
|
ГОСТ 1179-93
|
|
1 шт.
|
|
1.9
|
Салфетки марлевые медицинские стерильные
|
ГОСТ 16427-93
|
Не менее 16см x 14 см N10
|
1 уп.
|
|
1.10
|
Лейкопластырь бактерицидный
|
ГОСТ Р ИСО 10993-99
|
Не менее 4 см х 10 см
|
2 шт.
|
|
1.11
|
Лейкопластырь бактерицидный
|
ГОСТ Р ИСО 10993-99
|
Не менее 1,9 см х 7,2 см
|
10 шт.
|
|
1.12
|
Лейкопластырь рулонный
|
ГОСТ Р ИСО 10993-99
|
Не менее 1 см х 250 см
|
1шт.
|
|
2
|
Изделия медицинского назначения для проведения
сердечно-легочной реанимации
|
|
2.1
|
Устройство для проведения искусственного дыхания
"Рот-Устройство-Рот" или карманная маска для искусственной
вентиляции лёгких "Рот-маска"
|
ГОСТ Р ИСО 10993-99
|
|
1 шт.
|
|
3
|
Прочие изделия медицинского назначения
|
|
3.1
|
Ножницы для разрезания повязок по Листеру
|
ГОСТ 21239-93
|
|
1 шт.
|
|
3.2
|
Салфетки антисептические из бумажного текстилеподобного
материала стерильные спиртовые
|
ГОСТ Р ИСО 10993-99
|
Не менее 12,5 x 11 см
|
5 шт.
|
|
3.3
|
Перчатки медицинские нестерильные, смотровые
|
ГОСТ Р ИСО 10993-99, ГОСТ Р 52238-2004, ГОСТ Р 52239-2004,
ГОСТ 3-88
|
Размер не менее М
|
2 пары
|
|
3.4
|
Маска медицинская нестерильная 3-слойная из нетканого
материала с резинками или с завязками
|
ГОСТ Р ИСО 10993-99
|
|
2 шт.
|
|
3.5
|
Покрывало спасательное изотермическое
|
ГОСТ Р ИСО 10993-99, ГОСТ Р 50444-92
|
Не менее 160 x 210 см
|
1 шт.
|
|
4
|
Прочие средства
|
|
4.1
|
Английские булавки стальные со спиралью
|
ГОСТ 9389-75
|
не менее 38 мм
|
3 шт.
|
|
4.2
|
Рекомендации с пиктограммами по использованию изделий
медицинского назначения аптечки для оказания первой помощи работникам
|
|
|
1 шт.
|
|
4.3
|
Футляр или сумка санитарная
|
|
|
1 шт.
|
|
4.4
|
Блокнот отрывной для записей
|
ГОСТ 18510-87
|
формат не менее А7
|
1 шт.
|
|
4.5
|
Авторучка
|
ГОСТ 28937-91
|
|
1 шт.
|
7.1 Осмотр
и испытания шлифовальных кругов
Каждый круг, полученный от завода-изготовителя, с базы или со склада,
должен быть проверен на отсутствие трещин, выбоин и других видимых дефектов. В
соответствии с ГОСТ 12.3.028-82 "Система стандартов безопасности труда.
Процессы обработки абразивным и эльборовым инструментом. Требования
безопасности" отсутствие трещин проверяется легким простукиванием круга
(по торцу) деревянным молотком массой 150 - 200 г. [4]. Круг без трещин,
подвешенный на деревянный или металлический стержень, при простукивании должен
издавать чистый звук. Если звук дребезжащий, то круг бракуется.
Перед установкой на заточной или шлифовальный станок круги диаметром 150
мм и более, а скоростные круги диаметром 30 мм и более испытываются на
прочность при вращении со скоростью, указанной в таблице 7.2 [4].
Испытания проводятся на специальных испытательных стендах, стоящих
отдельно от основного производства (рисунок 7.4). Они устанавливаются на
прочный фундамент. Стенд должен иметь камеру для защиты от осколков круга при
его разрыве, которая изготавливается из стали, а так же блокировку, исключающую
включение стенда при открытой камере и открывание камеры во время испытания
[5]. В помещении вывешивается инструкция по проведению испытаний. Испытывает
круги специально обученный персонал.
Таблица 7.2 Испытательная скорость шлифовальных кругов.
|
Вид инструмента
|
Наружный диаметр инструмента, мм
|
Рабочая скорость инструмента (νp), м/с
|
Испытательная скорость инструмента (νи), м/с
|
|
Шлифовальные круги на керамической и органической связках,
в том числе эльборовые и лепестковые, а также фибровые шлифовальные диски
|
≥ 150
|
≤ 40
|
1,5νp
|
|
≥ 30
|
От 40 до 80
|
|
|
|
От 80 до 120
|
1,4νр
|
Продолжительность вращения кругов при этих испытаниях должна быть не
менее: диаметром до 150 мм - 1,5 мин на керамической связке, 3 мин на
органической и металлической связках; диаметром более 150 мм - 3 мин на
керамической связке, 5 мин на органической и металлической связках[4].
Рисунок 7.4 - Общий вид испытательного стенда для абразивных кругов
Круги, подвергавшиеся какой-либо механической переделке, химической
обработке или не имеющие в маркировке указаний о допустимой рабочей скорости,
испытываются в течение 10 мин при скорости, превышающей рабочую на 60%.
На каждом испытанном круге ставится отметка об испытании. Отметка
содержит порядковый номер круга по книге испытаний, дату испытаний и подпись
(или условный знак) ответственного за испытание лица. Отметка делается краской
или специальным ярлыком. Применение круга без отметки не допускается [3]. Так
же после установки кругов на станок их необходимо подвергнуть вращению
вхолостую согласно таблице 7.3 [4].
Таблица 7.3 - Время вращения вхолостую перед началом работы
|
Диаметр круга, мм
|
Время вращения, мин
|
|
< 150
|
1
|
|
От 150 до 400
|
2
|
|
> 400
|
5
|
7.2
Защитные устройства
Согласно ГОСТ 12.3.028 - 82 шлифовальные круги ограждают специальными
предохранительными кожухами. Их крепление должно быть надежным и удерживать
сегменты инструмента при разрыве.
Кожух круга изготовляется из стали или ковкого чугуна, обладающих
необходимой прочностью. Толщина стенок кожуха должна быть не тоньше 4-36 мм
в зависимости от размеров круга и материала кожуха. В соответствии с ПОТ Р
М-006-97 кромки защитных кожухов, обращенные к кругу у зоны их раскрытия,
должны окрашены в желтый сигнальный цвет. Внутренние поверхности кожухов так же
окрашиваются в желтый цвет.
Расположение и наибольшие допустимые углы раскрытия защитного кожуха
зависят от типа станка и условий работы. Для кругов, применяемых на обдирочных
и точильных станках, открытая часть должна быть не более 90°, причем угол
раскрытия по отношению к горизонтальной линии не должен превышать 65° (рисунок
7.5, а). При необходимости располагать деталь или затачиваемый инструмент ниже
оси круга допускается увеличивать угол раскрытия до 125° с установкой кожуха
согласно рисунку 7.5, б. На круглошлифовальных, резьбошлифовальных,
плоскошлифовальных, обдирочно-заточных и некоторых других станках кожухи имеют
постоянное крепление. На универсально-заточных станках применяют сменные защитные
кожухи с передней стенкой.
При установке круга требуется выдерживать зазор между кругом и боковой
стенкой кожуха в пределах 10-15 мм. Зазор между внутренней
поверхностью кожуха и поверхностью нового круга должен составлять не менее 3-5%
от диаметра круга, для кругов диаметром менее 100 мм - не меньше 3 мм,
а для кругов диаметром свыше 500 мм - не больше 25 мм.
Зазор между периферией круга и передней кромкой козырька на неподвижном кожухе
не должен превышать 6 мм, что обеспечивает меньшую вероятность
ранения в случае разрыва круга (рисунок 7.5, б).
а) для кругов на обдирочных и точильных станках, б) для тех же станков
при расположении затачиваемого инструмента ниже оси круга, в) для кругов на
плоскошлифовальных станках, г) для кругов на обдирочных станках с качающейся
рамой, д) для кругов с подвижным кожухом.
Рисунок 7.5 - Расположение и наибольшие углы раскрытия защитного кожуха
при различных условиях работы
Для передвижных кожухов угол раскрытия над горизонтальной плоскостью,
проходящей через ось шпинделя станка, не должен превышать 30°. Если по условиям
работы кожух имеет больший угол, то в соответствии с ГОСТ 12.3.028 - 82
необходимо устанавливать передвижные козырьки, служащие для уменьшения
раскрытия кожуха (рисунок 7.6). Так же они необходимы при износе круга, т.к.
возрастает вероятность вылета его осколков из кожуха. Козырьки должны плавно
перемещаться во время установок и прочно закрепляться во время работы круга.
Запрещается перемещать козырьки в процессе шлифования. К ним предъявляются
следующие требования:
козырек должен перемещаться и закрепляться в разных положениях;
ширина козырька должна быть больше ширины кожуха;
толщина козырька меньше толщины кожуха не допускается [3].
Подручники применяются на обдирочно-заточных и заточных станках для
поддержки затачиваемого инструмента или шлифуемой детали. Подача на круг при
работе с подручниками осуществляется вручную. Размеры площадки подручника
должны обеспечивать устойчивое положение затачиваемого инструмента.
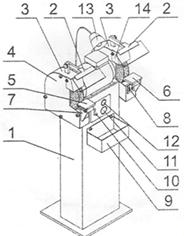
- Тумба, 2 - Кронштейн для защитного экрана, 3 - Кожух, 4 - Крышка, 5, 6
- Подручник, 7, 8 - Кронштейн для подручника, 9 - Коробка, 10 -
Электрооборудование, 11 - Кнопка "Стоп", 12 - Кнопка
"Пуск", 13 - Светильник, 14 - Козырек.
Рисунок 7.6 - Составные части точильно-шлифовального станка ТШ-1
Зазор между рабочей поверхностью круга и краем подручника допускается не
менее половины толщины шлифуемой детали, но не более 3 мм. По
мере срабатывания круга подручник переставляется и устанавливается в требуемом
положении.
Верхняя точка касания затачиваемого инструмента с поверхностью круга
должна находиться в горизонтальной плоскости, проходящей через ось шпинделя
станка, или может быть несколько выше ее, но не более чем на 10 мм.
Такое положение подручника устанавливается перед началом работы. Перестановка
подручника допускается только после полной остановки круга. После каждой
перестановки подручник следует надежно закреплять в установленном положении
[3].
Шлифовальные и заточные станки с горизонтальной осью вращения круга,
предназначенные для обработки вручную и без подвода СОЖ (стационарного
исполнения, на тумбе и настольные), оснащаются защитным экраном для глаз из
безосколочного материала толщиной не менее 3 мм.
Экран по отношению к кругу располагается симметрично. Ширина экрана
должна быть больше высоты круга не менее чем на 150 мм. Конструкцией экрана
необходимо предусматривать поворот вокруг оси для регулирования его положения в
зависимости от величины обрабатываемой детали и износа шлифовального круга в
пределах 20°, исключая полное его откидывание. Поворот экрана на угол более 20°
требуется сблокировать с пуском шпинделя станка.
Внутренние поверхности дверей, закрывающих движущиеся элементы станков
(шестерни, шкивы и т.п.) и требующих периодического доступа при наладке, смене
ремней и т.п., и способных при движении травмировать работающего, окрашиваются
в желтый сигнальный цвет.
С наружной стороны ограждений наносится предупреждающий знак опасности по
ГОСТ 12.4.026, изображенный на рисунке 7.7. Под знаком устанавливается табличка
с поясняющей надписью: "При включенном станке не открывать!".

Рисунок 7.7 - Знак "Внимание. Опасность"
Для предотвращения травмирования во время работы с открытыми (или
снятыми) ограждениями установлена блокировка, автоматически отключающая станок
при открывании (снятии) ограждений [5].
.3
Средства индивидуальной защиты от механического травмирования
При невозможности использования стационарного защитного экрана следует
применять защитные очки или защитные козырьки, закрепленные на голове рабочего
[4].
Защитные очки предлагается использовать типа ЗП с трехслойным стеклом и
прямой вентиляцией (рисунок 7.8). Предложение обусловлено следующим: они
защищают глаза работника со всех сторон от воздействия твердых частиц, а три
слоя стекла выдерживают одиночные удары энергией 1,2 Дж [6], что согласно
формуле кинетической энергии  примерно соответствует частице массой 1 г, летящей со
скоростью 50 м/с.
примерно соответствует частице массой 1 г, летящей со
скоростью 50 м/с.

Рисунок 7.8 - Очки защитные с прямой вентиляцией (ЗП)
Очки испытываются на прочность на стенде (рис. 7.11), где на стекло
свободно падает стальной шар массой 0,1 кг с высоты 1,2 м. Стекло укладывается
на деревянный макет головы и фиксируется, между ними размещается лист резины
толщиной 1,5 мм. Если после трех ударов стекло удержалось в корпусе и под ним
нет осколков, то оно считается прошедшим испытание [6].
Кроме того, участок оснащен знаком безопасности "Работать в защитных
очках" (рисунок 7.9)
В качестве средств защиты рук применяются рукавицы или перчатки,
отвечающие требованиям ГОСТ 12.4.010-75 "ССБТ. Средства индивидуальной
защиты. Рукавицы специальные. Технические условия". Исходя из условий
работы, предлагается использовать рукавицы с основанием и накладками из
двунитка льнокапронового с эластичной продержечной лентой (рисунок 7.10),
стягивающей рукавицы у запястья для предотвращения попадания манжеты под
вращающийся круг. Защитой от острых кромок и заусенцев служит
упругодемпфирующая прокладка (см. раздел 8.2). Рукавицы изготавливаются по ГОСТ
29122-91 "Средства индивидуальной защиты. Требования к стежкам, строчкам и
швам".

Рисунок 7.9 - Знак "Работать в защитных очках"
Рисунок 7.10 - Рукавица защитная с эластичной продержечной лентой
В соответствии с СО153-34.03.603-2003 "Инструкция по применению и
испытанию средств защиты, используемых в электроустановках" перед
каждым применением очки и рукавицы должны быть осмотрены с целью контроля
отсутствия механических повреждений.
Во избежание запотевания стекол очков при продолжительной работе
внутреннюю поверхность стекол следует смазывать специальной смазкой.
- поворотное устройство; 2 - макет головы; 3 - испытываемые очки; 4 -
резиновая прокладка; 5 - станина; 6 - штанга; 7 - держатель; 8 - шар
Рисунок 7.11 -
Стенд для испытания защитных очков
8.
Производственная санитария
.1
Микроклимат
Состояние здоровья человека, его работоспособность в значительной степени
зависят от микроклимата на рабочем месте.
Согласно ГОСТ 12.1.005 - 88 "ССБТ. Общие санитарно-гигиенически
требования к воздуху рабочей зоны" [8] микроклимат производственных
помещений - это метеорологические условия внутренней среды этих помещений,
которые определяются действующими на организм человека сочетаниями температуры,
относительной влажности, скорости движения воздуха и теплового излучения.
Микроклимат на участке заточки режущего инструмента соответствует
требованиям СанПиН 2.2.4.548-96 "Гигиенические требования к микроклимату
производственных помещений" для категории работ IIа, связанных с постоянной ходьбой, перемещением мелких (до 1
кг) изделий или предметов в положении стоя или сидя и требующие определенного
физического напряжения (175 - 232 Вт). Оптимальные и допустимые показатели
микроклимата для данного технологического процесса приведены в таблице 8.1.
На участке заточки режущего инструмента поддерживаются оптимальные
показатели микроклимата за счет общеобменной вентиляции и отопления. Радиальные
вентиляторы пылеуловителей влияют на скорость движения воздуха незначительно и
ей можно пренебречь.
Таблица 8.1 - Оптимальные и допустимые показатели микроклимата
|
Период года
|
Категория работ
|
Температура t, ºС
|
Относительная влажность φ, %
|
Скорость воздуха V, м/с
|
|
|
оптима- льная
|
допус- тимая
|
оптимальная
|
допустимая
|
оптма- льная
|
допус- тимая
|
|
Холодный tвозд < 10
ºС 
|
II а
|
19 - 21
|
17 - 23
|
40-60
|
15-75
|
0,2
|
≤0,4
|
|
Теплый tвозд > 10
ºС
|
II а
|
20 - 22
|
18 - 27
|
40-60
|
60 при 27 ºС
|
0,2
|
0,2-0,4
|
В соответствии с СанПиН 2.2.4.548-96 измерения показателей микроклимата в
целях контроля их соответствия гигиеническим требованиям проводятся в холодный
период года - в дни с температурой наружного воздуха, отличающейся от средней
температуры наиболее холодного месяца зимы не более чем на 5 °С, в теплый
период года - в дни с температурой наружного воздуха, отличающейся от средней
максимальной температуры наиболее жаркого месяца не более чем на 5 °С [5].
Измерения проводятся на каждом из рабочих мест. Температуру и
относительную влажность воздуха измеряют психрометрами. Могут использоваться
также приборы, позволяющие раздельно измерять температуру и влажность воздуха.
Для определения температуры на участке заточки применяется ртутный термометр с
вложенной стеклянной шкалой по ГОСТ 28498-90 "Термометры жидкостные стеклянные.
Общие технические требования. Методы испытаний" (рисунок 8.1). Цена
деления - 1 оС. Погрешность измерений не превышает ±1о С.

Рисунок 8.1 - Термометр ртутный стеклянный
Испытания термометров проводятся один раз в год при нормальных условиях.
Термометры проверяются на соответствие требованиям ГОСТ 28498-90. Определение
погрешности термометров и положения отметки 0 оС проводится по ГОСТ
8.279 "ГСИ. Термометры стеклянные жидкостные рабочие. Методика
проверки".
Для измерения скорости воздушного потока применяется крыльчатый
анемометр, соответствующий требованиям ГОСТ 6376-74 "Анемометры ручные со
счетным механизмом. Технические условия (рисунок 8.2). Цена деления - 0,1 м/с.
Погрешность измерений не более 0,1 м/с.
Анемометр испытывается один раз в год на соответствие требованиям ГОСТ
6376-74.
Рисунок 8.2- Анемометр ручной крыльчатый
Влажность воздуха определяется электрическим гигрометром.
8.3
Вибрация
Производственная вибрация нормируется в соответствии с СН
2.2.4/2.1.8.566-96 "Производственная вибрация, вибрация в помещениях жилых
и общественных зданий" [9] и делится на общую и локальную. При работе на
заточном станке на работника действуют как локальная так и общая вибрация.
Локальная передается от шлифовального круга через затачиваемую деталь на руки
работника, а общая - через пол на опорно-двигательный аппарат, что может
привести к такому профзаболеванию как виброболезнь, при этом нарушается
кровообращение сначала в руках, а затем в остальных частях тела, возникают боли
в кистях, онемение рук. Наиболее значимые виды влияния вибрации на организм
человека показаны на рисунке 8.3. Вредное воздействие вибрации увеличивается
при переутомлении и мышечном напряжении [10].
При заточке вибрация относится к категории 3а (Технологическая вибрация,
воздействующая на человека на рабочих местах стационарных машин или
передающаяся на рабочие места, не имеющие источников вибрации) [9].
Вероятность появления виброболезни прямопропорциональна стажу работы и
уровню вибрации. Она представлена на рисунке 8.4.
Основными средствами защиты работника от вибрации являются снижение ее
уровня на станке и вибродемпфирование. Снижение уровня вибрации достигается
балансировкой шлифовального круга, а вибродемпфирование - оснащением
виброзащитными рукавицами.
На заточном участке уровень вибрации не превышает норму, но учитывая
усугубляющие факторы, такие как время работы заточника, статическая рабочая
поза, мышечное напряжение, сопутствующий шум, необходимо принять меры,
снижающие ее воздействие.
Согласно ПОТ Р М-006-97 к работе, связанной с воздействием вибрации
допускаются лица не моложе 18 лет, прошедшие медицинский осмотр.
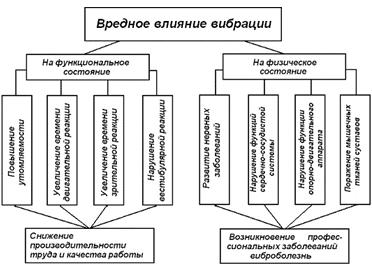
Рисунок 8.3 - Составные части негативного влияния вибрации на человека.
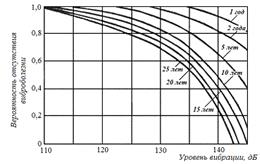
Рисунок 8.4 - Вероятность отсутствия виброболезни при различном стаже
работы и уровне вибрации.
При неуравновешенности заточных кругов, работающих при больших окружных
скоростях возникает вибрация, ускоряющая износ шпинделя и подшипников станка,
возникает опасность разрыва круга, ухудшается качество обработки, повышается
расход круга, увеличивается вредное воздействие на работника и т. д. В связи с
этим все круги диаметром более 125 мм и высотой более 8 мм должны
балансироваться перед установкой на станок. Вследствие относительно небольшой
высоты круги подвергаются только статической балансировке.
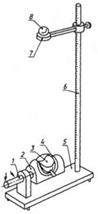
Чаще круги балансируют на простейших приспособлениях, отличающихся друг
от друга главным образом характером опор для установки оправки с надетым кругом
(рисунок 8.5).
а) с двумя параллельными валиками, б) с опорными ножами, в) с
двумя парами вращающихся дисков.
Рисунок 8.5 -
Станки для статической балансировки шлифовальных кругов
Для выявления статической неуравновешенности круг вместе с фланцами
монтируют на балансировочной оправе и устанавливают на опорах приспособления
так, чтобы он мог свободно поворачиваться относительно оси вращения. Если круг
статически не уравновешен, он установится тяжелой частью вниз.
Согласно ГОСТ 3060-86 "Круги шлифовальные. Допустимые
неуравновешенные массы и метод их измерения" [7] измерение
неуравновешенных масс следует выполнять методом сравнения с массой грузов.
Шлифовальный круг устанавливают на направляющие станка для статической
балансировки с помощью балансировочной оправки и легким толчком придают кругу
медленное вращение. После остановки круга с оправкой отмечают верхнюю точку его
периферии и прикрепляют к ней зажим. Затем поворачивают круг с зажимом вручную
на 90° и посредством зажима крепят грузы к его наружной поверхности. Путем
подбора грузов приводят круг к состоянию, при котором он после ряда легких
толчков устанавливается в разных положениях. Масса грузов и зажима определит
неуравновешенную массу круга.
При контроле неуравновешенности после поворота круга на 90° устанавливают
грузы с массой (с учетом зажимов), равной допустимой неуравновешенной массе по
таблицам из ГОСТ 3060-86.
Если под действием этого груза круг остается в покое или будет вращаться,
опуская груз вниз, то круг удовлетворяет требованиям данного класса
неуравновешенности, если груз будет подниматься, то круг не отвечает
требованиям данного класса неуравновешенности.
Неуравновешенность обычно устраняется добавлением противовеса со стороны
"легкого" места. Это достигается перемещением специальных
балансировочных грузиков ("сухариков"), размещаемых во фланцах или в
специальных приспособлениях и устройствах [7].
Балансировка абразивного круга позволяет снизить уровень общей вибрации
до минимальных значений.
Виброзащитные рукавицы должны выбираться в соответствии с ГОСТ
12.4.002-97 "ССБТ. Средства защиты рук от вибрации". Основной
конструктивной частью является упругодемпфирующая прокладка, размещенная между
подкладкой и основанием в виде секций и закрепленная строчкой. Ее толщина может
быть 5 или 8 мм и выбирается в зависимости от вида работ и силы нажатия руки на
инструмент. В случае заточки режущего инструмента вибрация не превышает
допустимых значений, поэтому предлагается прокладка толщиной 5 мм. Она так же
защищает руки рабочего от травмирования острыми кромками и заусенцами.
8.3
Освещение
На участке заточки применяется боковое естественное освещение.
Из-за недостатка освещенности на данном участке используют искуственное
освещение, создаваемое люминесцентными лампами белого света.
Основным способом защиты от недостаточного освещения является соблюдение
норм освещенности, установленных по СНиП 23-05-95 "Естественное и
искусственное освещение" [11].
Минимальное допустимое значение КЕО определяется разрядом работы: чем
выше разряд, тем больше минимально допустимое значение КЕО. Для работы III разряда (высокой точности) при
боковом естественном освещении минимальный КЕО - 1,2%.
Размер объекта различения определяет характеристику работы и ее разряд.
Размер объекта менее 0,15 мм соответствует работе наивысшей точности (I
разряд), при размере 0,15-0,3 мм - работе очень высокой точности (II разряд);
от 0,3 до 0,5 мм - работе высокой точности (III разряд); при размере более 5 мм
- грубой работе [11]. При заточке режущего инструмента заточник должен доводить
кромку инструмента до определенного радиуса, обычно 0,5 мм. А радиус
стружколомающего порожка - около 0,3 мм [2].
Не менее важным показателем системы освещения является контраст объекта с
фоном. Контрастом К называется разница между яркостями объекта Lо и
фона Lф, отнесенная к яркости фона. Он определяется по формуле К =
(Lо - Lф)/ Lф, где яркость Lф - это
отношение величины отраженного от поверхности светового потока Фотр
к величине этой поверхности.
Нормы освещенности при искусственном освещении устанавливают величину
минимально допустимой освещенности Еmin. Для производственных
помещений она зависит от разряда работы и контраста объекта с фоном. Разряды
работы делят на четыре подразряда в зависимости от характеристики фона и
контраста между объектами различения и фоном. Например, для работы III разряда (высокой точности)
устанавливаются значения минимальной освещенности, приведенные в таблице 8.2.
Таблица 8.2 - Нормы освещенности по СНиП 23-05-95
|
Характеристика зрительной работы
|
Наименьший размер объекта различения, мм
|
Разряд зрительной работы
|
Подразряд зрительной работы
|
Контраст объекта с фоном
|
Характеристика фона
|
Освещение Emin,
лк
|
|
|
|
|
|
|
При комбинированной системе освещения
|
При системе общего освещения
|
|
|
|
|
|
|
всего
|
в том числе общего
|
|
|
Высокой точности
|
От 0,3 до 0,5
|
III
|
а
|
малый
|
темный
|
2000
|
200
|
500
|
|
|
|
б
|
малый средний
|
средний темный
|
1000 750
|
200 200
|
300 200
|
|
|
|
в
|
малый средний большой
|
светлый средний темный
|
750 600
|
200 200
|
300 200
|
|
|
|
г
|
средний большой
|
светлый средний
|
400
|
200
|
200
|
Разряд зрительных работ для заточника принимается как IIIв, т.к. фон (абразивный круг) и
контраст (между кругом и затачиваемым инструментом) средние, а наименьший
объект различения - стружколомающий порожек диаметром 0,3 мм. Значит
Нормируемое искусственное освещение - 300 лк.
Газозарядные лампы получили наибольшее распространение на производстве, в
организациях и учреждениях, прежде всего, из-за значительно большей светоотдачи
(40-110 лм/Вт) и срока службы (8000-12000 ч). Подбирая сочетание инертных газов,
паров металла, заполняющих колбы ламп, и люминофора, можно получить свет
практически любого спектрального диапазона: красный, зеленый, желтый и т.д. Для
освещения в помещениях наибольшее распространение получили люминесцентные лампы
дневного света, колба которого заполнена парами ртути. Свет, излучаемый такими
лампами, близок по своему спектру к солнечному свету.
Газозарядные лампы наряду с преимуществом перед лампами накаливания
обладают и существенными недостатками. Прежде всего, пульсация светового потока,
которая искажает зрительное восприятие и отрицательно воздействует на зрение.
Пульсации освещенности обусловлены малой инерционностью излучения газоразрядных
ламп, световой поток которых пульсирует при переменном токе промышленной
частоты. Эти пульсации неразличимы при фиксировании глазом неподвижной
поверхности, но легко обнаруживаются при рассматривании движущихся предметов.
Это явление носит название стробоскопического эффекта. Практическая опасность
стробоскопического эффекта состоит в том, что вращающиеся части механизмов
могут показаться неподвижными, вращающимися с более медленной скоростью, чем в
действительности, или в противоположном направлении. Это может стать причиной
травматизма. Пульсации освещенности вредны и при работе с неподвижными поверхностями,
вызывая утомление зрения и головную боль. В соответствии с ПОТ Р М-006-97
должны быть приняты меры для исключения стробоскопического эффекта. Ограничение
пульсаций до безвредных значений достигается равномерным чередованием питания
ламп от различных фаз трехфазной сети, специальными схемами подключения. К
недостаткам газозарядных ламп относятся также следующие их особенности:
длительность разгорания, зависимость работоспособности от температуры
окружающей среды, создание радиопомех.
Для лучшего использования светового потока ламп и ограничения
ослепленности искусственные источники света устанавливают в осветительной
арматуре. Применение ламп без арматуры не допускается. Для регулирования
светового потока в осветительной арматуре используется рассеяние светового
потока (лампа устанавливается в прозрачном материале, рассеивающем и создающем
диффузный (рассеянный) световой поток; диффузоры поглощают некоторое количество
излучаемой световой энергии, что снижает общий коэффициент полезного действия,
однако при этом исключается ослепляющее воздействие источника света) (рисунок
8.6) [12];
Рисунок 8.6 - Рассеяние светового потока
На участке заточки режущего инструмента размещены 8 светильников типа
ЛСП24-2х40-101 с люминесцентными лампами (рисунок 8.7).
Рисунок 8.7 - Светильник ЛСП24-2х40-101
Габариты светильника указаны в таблице 8.3.
Таблица 8.3 - Габариты светильника ЛСП24-2х40-101
|
Размеры, мм
|
Масса, кг
|
|
L
|
B
|
H
|
H1
|
|
|
1300
|
257
|
580
|
185
|
5,6
|
В каждом светильнике по две лампы ЛБ40 мощностью 40 Вт (рисунок 8.8)
Рисунок 8.8 - Лампа ЛБ 40
Характеристики ламп ЛБ40 приведены в таблице 8.3.
|
Наименование
|
Мощность, Вт
|
Ток, А
|
Напряжение, В
|
Габаритные размеры
|
Световой поток, лм
|
Срок службы, час
|
|
|
|
|
D
|
L1
|
L
|
|
|
|
ЛБ40
|
40
|
0,43
|
103
|
38
|
1213
|
1199
|
3120
|
12000
|
Схема расположения светильников на участке заточки режущего инструмента
изображена на рисунке 8.9.
В данном дипломном проекте предлагается установить вместо люминесцентных
ламп светодиодные. Их выбор осуществляется из расчета требуемой освещенности от
одной лампы, представленного в разделе 8.3.1.
Для освещения зоны обработки станки оснащены светильниками местного
освещения с непросвечивающими отражателями по ГОСТ 15597-82 "Светильники
для производственных зданий. Общие технические условия"
Конструкция кронштейна для светильника местного освещения обеспечивает
фиксацию светильника во всех требуемых положениях без дополнительных операций
по его закреплению. Подводка электропроводов к светильнику осуществляется
внутри кронштейна. Открытая проводка не допускается. Конструкция узлов и
шарниров кронштейна должна исключать перекручивание и перетирание проводов и
попадание на них стружки и применяемых при обработке жидкостей (эмульсии, масла
и др.).
Кроме искусственного рабочего на участке заточки имеются следующие виды
освещения:
Аварийное освещение - для продолжения работы при аварийном отключении
рабочего освещения. Для аварийного освещения используются лампы накаливания,
для которых применяется автономное питание электроэнергией. Светильники
функционируют все время или автоматически включаются при аварийном отключении
рабочего освещения. Подключение других токоприемников к сети аварийного
освещения запрещается.
Эвакуационное освещение - для эвакуации людей из помещения при аварийном
отключении рабочего освещения. Эвакуационное освещение должно обеспечивать
освещенность пола основных проходов и лестниц не менее 0,5 лк [11].
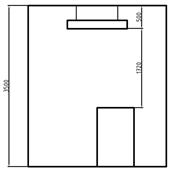
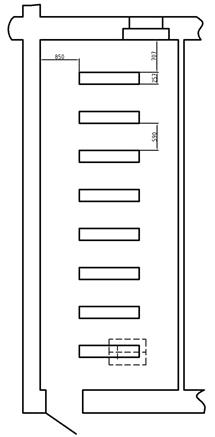
Рисунок 8.9 - Схема расположения светильников на участке заточки режущего
инструмента
Не реже одного раза в три месяца, светильники общего освещения очищаются
от пыли и грязи. Работа производится электротехническим персоналом при
отключенном напряжении. Перегоревшие лампы, разбитая или поврежденная арматура
немедленно заменяются.
Обслуживание осветительных установок, проведение в них оперативных
переключений, организация и выполнение ремонтных, монтажных или наладочных
работ должны производиться специально подготовленным персоналом с
квалификационной группой по электробезопасности не ниже третьей. Для удобства и
безопасности работ на высоте должны использоваться специальные приспособления
(лестницы-стремянки, передвижные подъемники и др.), отвечающие требованиям
безопасности.
Проверка освещенности на рабочих поверхностях, вспомогательных площадях и
в проходах должна производиться регулярно, но не реже одного раз в год [5].
8.3.1
Расчет искусственного освещения
Расчет производится методом светового потока (коэффициента
использования). Необходимый световой поток Фл от одного светильника
рассчитывается по формуле:
 (1)
(1)
где Ен - нормированная минимально-допустимая освещенность
(лк);
S -
площадь освещаемого помещения (м2);
z -
коэффициент неравномерности освещения, который зависит от типа ламп (для
люминесцентных - 1,1);
k -
коэффициент запаса, учитывающий запыление светильников и снижение светоотдачи в
процессе эксплуатации (1,3 - 1,8);
Nc - число светильников в помещении;
g - коэффициент затенения при наличии крупногабаритного оборудования,
затеняющего рабочее пространство;
h - коэффициент использования светового потока ламп, зависящий от типа
светильника, коэффициентов отражения потолка, стен и пола, высоты подвеса
светильников, размеров помещения.
Ен = 300 лк;
S = A × B, где А и В - длина и ширина помещения, м,
S =
7,6 × 3 = 22,8 м2;
z =
1,1;
k =
1,8 (с учетом запыленности от 1 до 5 мг/м3);
Nc = 8;
g = 1;
Для определения коэффициента использования ламп необходимо найти индекс
помещения по формуле:

где Нс - высота подвеса светильников над рабочей поверхностью.
Подставляем в формулу (2) известные значения:
По СНиП 23-05-95 определяем h:
Светильник группы 1; коэффициент отражения потолка 0,7; стен - 0,5; пола
- 0,3; индекс помещения 1,25;
h = 0,52.
Подставляя полученные данные в формулу (1) получаем:

Так как в светильнике 2 лампы, то для одной необходимый световой поток
равен 1628 лм. Фактически световой поток лампы 3120 лм, что в 2 раза больше.
Можно уменьшить количество светильников или заменить их на аналоги с меньшей
мощностью.
Аналогом ЛБ40 является светодиодная лампа Т8. Ее характеристики показаны
в таблице 8.5.
Таблица 8.5 - Технические характеристики светодиодной лампы Т8
|
Наименование
|
Мощность, Вт
|
Световой поток, лм
|
|
Светодиодная лампа Т8
|
18
|
1600
|
Отклонение от расчетного светового потока допускается от - 10% до + 20%.

Отклонение в пределах нормы.
8.4
Производственный шум
Шум - это беспорядочные звуковые колебания в атмосфере. Ухо человека
способно воспринимать упругие колебания в частотном диапазоне от 20 Гц до 20
кГц.
Он оказывает влияние на весь организм человека. Шум с уровнем звукового
давления до 30-35 дБ привычен для человека и не беспокоит его. Повышение этого
уровня до 40-70 дБ создает значительную нагрузку на нервную систему, вызывая
ухудшение самочувствия, и при длительном действии может быть причиной неврозов.
Воздействие шума с уровнем свыше 75 дБ может привести к потере слуха -
профессиональной тугоухости. При действии шума высоких уровней (более 140 дБ) возможен
разрыв барабанных перепонок, контузия, а при еще более высоких (более 160 дБ) и
смерть.
Шумовое воздействие проявляется медленно прогрессирующим снижением слуха.
У некоторых лиц серьезное шумовое повреждение слуха может наступить в первые
месяцы воздействия, у других - потеря слуха развивается постепенно, в течение
всего периода работы на производстве [12].
Так же шум влияет на производительность труда. При уровнях шума свыше 80
дБа увеличение его на каждые 1-2 дБа вызывает снижение производительности не
менее чем на 1% [13]. Это ведет к значительным экономическим потерям.
Результаты воздействия повышенного производственного шума показаны ниже
(таблица 8.6) [12].
Таблица 8.6 - Воздействие шума на слух работающих
|
Показатели
|
Эквивалентный уровень звука, дБ
|
|
80
|
90
|
90
|
90
|
100
|
100
|
100
|
110
|
110
|
110
|
|
Стаж работы, лет
|
25
|
5
|
15
|
25
|
5
|
15
|
25
|
5
|
15
|
25
|
|
Доля заболевших тугоухостью, %
|
0
|
4
|
14
|
17
|
12
|
37
|
43
|
26
|
71
|
78
|
Согласно СН 2.2.4/2.1.8.562-96 на участке заточки допускаются уровни
звукового давления, указанные в таблице 8.7.
Расчет шума производится при теоретической работе всех источников шума,
находящихся в помещении. Он включает [13]:
определение уровней звукового давления L в расчетной точке до осуществления мероприятий по снижению
шума;
определение требуемого снижения уровней звукового давления ΔLтр в расчетной точке;
выбор мероприятий, обеспечивающих требуемое снижение уровней звукового
давления;
расчет и проектирование, выбор типа и размеров шумоглушащих,
звукопоглощающих и звукоизолирующих конструкций.
Основными способами защиты рабочего от шума являются его снижение в
источнике и на пути распространения. Первый путь очень сложный, дорогой и не
всегда приносит ожидаемый результат, поэтому обычно используют второй. На пути
распространения шум снижается следующими методами: организационные,
звукоизоляция, звукопоглощение, дистанционное управление из звукоизолирующих
кабин. На участке заточки режущего инструмента возможна установка
звукоизолирующих экранов между оборудованием и акустическая обработка
помещения.
Таблица 8.7 - Предельно допустимые уровни звукового давления и
эквивалентный уровень звука в производственных помещениях
|
Вид трудовой деятельности
|
Уровни звукового давления, дБ, в октавных полосах со
среднегеометрическими частотами, Гц
|
Эквивалентный уровень звука, дБа
|
|
31,5
|
63
|
125
|
250
|
500
|
1000
|
2000
|
4000
|
8000
|
|
|
Выполнение всех видов работ на постоянных рабочих местах в
производственных помещениях и на территории предприятий
|
107
|
95
|
87
|
82
|
78
|
75
|
73
|
71
|
69
|
80
|
Зоны с уровнем шума более 80 дБА согласно ПОТ Р М-006-97 обозначаются
знаками безопасности (рисунок 8.10).

Рисунок 8.10 - Знак "Работать в защитных наушниках"
Работающих в этих зонах необходимо снабжать средствами индивидуальной
защиты. Они выбираются в соответствии с ГОСТ Р 12.4.255-2011 "ССБТ.
Средства индивидуальной защиты органов слуха. Общие технические требования.
Механические методы испытаний". На участке заточки режущего инструмента
используются противошумные наушники (рисунок 8.11). Они испытываются на акустическую
эффективность согласно ГОСТ Р ЕН 13819-2-2011 "ССБТ. Средства
индивидуальной защиты органов слуха. Акустические методы испытаний".
Акустическую эффективность каждой чашки наушников измеряют в третьоктавных
полосах с определенными среднегеометрическими частотами. Опорная площадка,
приведенная на рисунке 8.12, должна быть закреплена на установке для проведения
акустических испытаний.
- пластмассовый корпус; 2 - стекловата; 3 - уплотняющие прокладки; 4 -
съемные чехлы из пленки и фланели
Рисунок 8.11 - Противошумные наушники
Рисунок 8.12 - Конструкция опорной площадки для испытания противошумных
наушников
8.4.1
Расчет шума
Рассчитаем уровни звукового давления L, дБ на рабочем месте у станка алмазной заточки резцов 3622Д.
Наибольшее влияние на уровень шума будет оказывать оборудование в радиусе
5rmin, где rmin - расстояние до акустического центра
ближайшего источника шума, но в расчете учитываются все станки и пылеуловители.
Их шумовые характеристики занесены в таблицу 8.8. Рабочее место находится на
расстоянии 0,5 м от акустического центра станка.
Таблица 8.8 - Шумовые характеристики оборудования на участке заточки
режущего инструмента.
|
Наименование оборудования
|
Уровни звукового давления, дБ, в октавных полосах со
среднегеометрическими частотами
|
|
63
|
125
|
250
|
500
|
1000
|
2000
|
4000
|
8000
|
|
3622Д
|
103
|
96
|
91
|
88
|
85
|
83
|
81
|
80
|
|
3М634
|
83
|
79
|
82
|
83
|
88
|
83
|
82
|
84
|
|
3Б633
|
71
|
81
|
88
|
91
|
90
|
83
|
82
|
78
|
|
ТШ-1
|
81
|
82
|
85
|
86
|
87
|
82
|
81
|
71
|
|
ТШ-2
|
81
|
82
|
85
|
86
|
87
|
82
|
81
|
71
|
|
ПУМА 800
|
93
|
97
|
95
|
94
|
91
|
84
|
81
|
75
|
Октавные уровни звукового давления в помещении с несколькими источниками
шума определяем по формуле:

где Lwi - октавный уровень звуковой мощности i-го источника, дБ;
c - коэффициент, учитывающий влияние ближнего поля в тех случаях, когда
расстояние r меньше удвоенного максимального
габарита источника (r < 2lmax) для i-го источника (принимаем по рисунку 8.12);
Ф - фактор направленности источника шума (табл. 8.9);
W - пространственный угол излучения источника, рад. (табл. 8.9);
r -
расстояние от акустического центра источника шума до расчетной точки, м;
k -
коэффициент, учитывающий нарушение диффузности звукового поля в помещении
(табл. 8.10); В - акустическая постоянная помещения, м2;
m -
число источников шума, ближайших к расчетной точке (ri < 5rmin);
n -
общее число источников шума в помещении.
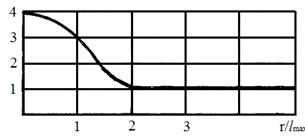
Рисунок 8.12 - Определение коэффициента c
Таблица 8.9 - Определение фактора направленности шума
|
Условия излучения
|
W, рад
|
Ф
|
|
В пространство - источник на колонне в помещении, на мачте,
трубе
|
4p
|
1
|
|
В полупространство - источник на полу, на земле, на стене
|
2p
|
2
|
|
В ¼ пространства - источник в
двухгранном углу (на полу близко от одной стены)
|
p
|
4
|
|
В 1/8 пространства - источник в трехгранном углу (на полу
близко от двух стен)
|
p/2
|
8
|
Таблица 8.10 - Определение коэффициента k
|
aср
|
k
|
|
0,2
|
1,25
|
|
0,4
|
1,6
|
|
0,5
|
2,0
|
|
0,6
|
2,5
|
Рассчитываем уровень звукового давления в октавной полосе 63 Гц.
3622Д:
Lwi = 103 дБ;/lmax = 0,5/1,28 = 0,39;
Согласно графику на рисунке 8.9 c = 3,8;
Ф = 8, W = p/2, т.к. станок стоит на полу близко
от двух стен; r = 0,5 м;
aср определяется
по формуле:
где А - эквивалентная площадь звукопоглощения, м2; Sобщ - общая площадь всех ограждающих
поверхностей, м2.
А рассчитывается по формуле:

где ai - коэффициент звукопоглощения i-й поверхности (таблица 8.11);
Si - площадь i-й поверхности, м2.
Таблица 8.11 - Коэффициенты звукопоглощения материалов поверхностей
|
Материалы поверхностей
|
ai(63 Гц)
|
|
Пол помещений типа 2 - с большим количеством оборудования
на единицу площади
|
0,15
|
|
Продолжение таблицы 8.11
|
|
|
Стены оштукатуренные, окрашенные клеевой краской
|
0,01
|
|
Потолок оштукатуренный, окрашенный клеевой краской
|
0,01
|
|
Оконный переплет застекленный
|
0,15
|
Подставляем значения в формулу (5):

Теперь нам известны все компоненты из формулы (4):
Определяем k по табл. 8.10: k = 0,5.
В определяем по формуле:
Все данные для формулы (6) найдены ранее:
Аналогично для остальных станков:
3М634:
Lwi = 83 дБ;
r/lmax = 1,5/1,2 = 1,25;
c = 2,5;
Ф = 4, W = p, т.к. станок стоит на полу близко от
одной стены;
r =
1,5 м;
3Б633:
Lwi = 71 дБ;
r/lmax = 2,5/1,28 = 1,95;
c = 1,1;
Ф = 4, W = p, т.к. станок стоит на полу близко от
одной стены;
r =
2,5 м;
ПУМА 800:
Lwi = 93 дБ;
r/lmax = 1,5/1,6 = 0,94;
c = 3,1;
Ф = 8, W = p/2, т.к. пылеуловитель стоит на полу
близко от двух стен;
r =
1,5 м;
Остальное оборудование находится на расстоянии больше 5rmin, поэтому для них необходимо знать
только уровни звукового давления:
ТШ-1 - 81 дБ, ТШ-2 - 81 дБ.
Подставляя полученные значения в формулу (3), получаем:
Аналогично рассчитываем уровни звукового давления для остальных октавных
полос:
L(125)
= 115,4 дБ;
L(250)
= 110,9 дБ;
L(500)
= 108,5 дБ;
L(1000)
= 105,6 дБ;
L(2000)
= 102,6 дБ;
L(4000)
= 100,5 дБ;
L(8000)
= 99,3 дБ.
Очевидно, что уровни звукового давления значительно превышают допустимые
нормы, поэтому следует принять все необходимые меры защиты, а именно установка
акустических экранов между станками и акустическая обработка помещения
звукопоглощающей облицовкой.
Требуемое снижение уровня звукового давления в расчетной точке
определяется как разность между фактическим уровнем звукового давления L и допустимым уровнем Lдоп:

Допустимые октавные уровни звукового давления указаны в таблице 8.12.
Таблица 8.12 - ПДУ звукового давления в октавных полосах частот
|
Среднегеометрическая частота
|
63
|
125
|
250
|
500
|
1000
|
2000
|
4000
|
8000
|
|
Уровень звукового давления
|
95
|
87
|
82
|
78
|
75
|
73
|
71
|
69
|
Рассчитываем требуемое снижение уровня звукового давления для октавной
полосы с частотой 63 Гц, подставляя значения в формулу (7):

Аналогично определяется требуемое снижение звукового давления для других
октавных полос:






Для снижения шума между станками необходимо установить стальные экраны с
панелями жесткости (размер ячеек между ребрами не более 1х1 мм), так как они
обладают хорошей звукоизоляцией при минимальной толщине. Так же рекомендуется
звукопоглощающая облицовка помещения. Но даже при работе на одном станке
уровень звукового давления превышает норму, поэтому работников обязательно
оснащают шумозащитными наушниками.
8.5
Вентиляция
Вентиляция является эффективным средством обеспечения комфортных или
допустимых параметров воздуха в помещениях.
Вентиляцией называется организованный регулируемый воздухообмен,
обеспечивающий удаление из помещения воздуха и подачу на его место свежего. На
данном участке применяется смешанная система вентиляции
Смешанная система вентиляции является сочетанием элементов местной и
общеобменной вентиляции. Местная система удаляет вредные вещества из кожухов и
укрытий машин. Однако часть вредных веществ через неплотности укрытий проникает
в помещение. Эта часть удаляется общеобменной вытяжной вентиляцией [12].
При работе на шлифовально-заточных станках выделяется большое количество
абразивной пыли, поэтому во все кожухи шлифовальных кругов встраиваются местные
отсосы. Общий вид такой конструкции представлен на рисунке 8.13. С помощью
местной вентиляции необходимые условия создаются на отдельных рабочих местах.
Местная вытяжная локализующая вентиляция - основной метод борьбы с вредными
выделениями заключается в устройстве и организации отсосов от укрытий [12].
- абразивный круг, 2 - кожух, 3 - магистральный воздуховод.
Рисунок 8.13 - Местная вытяжная вентиляция на шлифовально-заточном станке
Местный отсос присоединяется к магистрали, которая ведет в пылеуловитель.
На рассматриваемом участке размещены два пылеуловителя ПУМА 800
производительностью 800 м3/ч (рис.8.14).
К одному из них подсоединены 3 станка с 5 абразивными кругами, ко второму
- 3 станка с 6 абразивными кругами (рис 8.15). В пылеуловителе воздух очищается
от пыли посредством двух ступеней: циклон и рукавный фильтр. После очистки
воздух поступает обратно в помещение, что позволяет значительно сэкономить на
приточной вентиляции и нагревании приточного воздуха. Недостатком циклической
системы является недостижимость 100% очистки. У пылеуловителя ПУМА 800 она
составляет 98%, а значит 2% пыли возвращается в воздух рабочей зоны. Согласно
ГОСТ 12.1.005-88 "ССБТ. Общие санитарно-гигиенические требования к воздуху
рабочей зоны" ПДК абразивной пыли (электрокорунд, карбид кремния) 6 мг/м3,
что при малых объемах комнаты (≈ 80 м3) достигается достаточно
быстро.
Пылеуловители сблокированы со станками для исключения их работы при
выключенной местной вытяжной вентиляции.
Очистка воздуховодов производится не реже одного раза в 6 месяцев
согласно ПОТ Р М-006-97.
Кроме того, имеется общеобменная вентиляция производительностью 350 м3/ч.
Она предназначена для обеспечения заданных параметров микроклимата, а так же
удаления абразивно-металлической пыли, не удаленной пылеуловителями. В
соответствии со СНиП 2.04.05-91 "Отопление, вентиляция и
кондиционирование" расход наружного воздуха в помещении не должен быть
меньше 60 м3/ч на человека. Т.е. одновременно к работе на участке
допускается не более 5 человек.
- выходной патрубок пылеуловителя; 5 - верхняя рукавная решетка; 6 -
корпус пылеуловителя; 7 - фильтровальный рукав; 8 - нижняя рукавная решетка; 9
- выходной патрубок циклона; 10 - корпус циклона; 11 - пылесборник; 12 -
встряхивающий механизм фильтра; 13 - входной патрубок пылеуловителя.
Рисунок 8.14 - Общий вид пылеуловителя ПУМА 800
Рисунок 8.15 - Схема местной вытяжной вентиляции на участке заточки
режущего инструмента
.5.1
Расчет концентрации пыли на участке заточки режущего инструмента
Концентрацию абразивно-металлической пыли в помещении при заточке
режущего инструмента определяем по формуле:

где m - масса абразивно-металлической
пыли, выделяющаяся за 20 минут работы, г;
Кмо - коэффициент эффективности местного отсоса;
Кп - коэффициент очистки пылеуловителя;
V -
объем помещения, м3;
N -
коэффициент неравномерности распределения пыли;
Р - коэффициент оседания пыли.
Находим m по формуле:
где М - массовое выделение пыли, г/с;
t -
время работы.
M
определяется по справочным данным [18], указанным в таблице
Таблица 8.13 - Массовое выделение пыли заточных станков
|
Вид оборудования
|
Диаметр круга, мм
|
Выделяющееся вещество, г/с
|
|
Заточные станки
|
|
Пыль абразивная
|
Пыль металлическая
|
|
100
|
0,004
|
0,006
|
|
150
|
0,006
|
0,008
|
|
200
|
0,008
|
0.012
|
|
250
|
0,011
|
0,016
|
|
300
|
0,013
|
0,021
|
|
350
|
0,016
|
0,024
|
|
400
|
0,019
|
0,029
|
|
450
|
0,022
|
0,032
|
|
500
|
0.024
|
0,036
|
|
550
|
0,027
|
0,040
|
Возьмем станок ТШ-1 с диаметром абразивного круга 250 мм.


Подставляя полученные данные в формулу (9), получаем:

Коэффициент эффективности местного отсоса находится в диапазоне от 0,95
до 0,995 [18]. Возьмем среднее 0,975.
Коэффициент очистки пылеуловителя определяется из паспорта на
оборудование. У пылеуловителя ПУМА 800 он равняется 0,98.
Объем помещения V:

Так как пыль скапливается преимущественно в нижней половине помещения,
вводится коэффициент неравномерности распределения N, равный 1,5;
Коэффициент оседания абразивно-металлической пыли равен 0,2 [19], то есть
4/5 всей пыли сразу оседает.
Подставляем все значения в формулу (8):

Концентрация пыли не превышает ПДК (6 мг/м3), а значит,
безопасна для работников.
9.
Электробезопасность
Все оборудование на участке подключено к трехфазной пятипроводной сети
частотой 50 Гц с заземленной нейтралью. Ее схема представлена на рисунке 9.1.
Участок относится к классу П-IIа в
соответствии с Правилами устройства электроустановок (ПУЭ).
Рисунок 9.1 - Электрическая схема пятипроводной сети на участке
Нулевой рабочий проводник N
служит для питания светильников в помещении.
Над каждым станком вывешены их названия и характеристики, а так же
таблички с номинальным напряжением (рисунок 9.2)

Рисунок 9.2 - Табличка "Напряжение 380 В"
Станки и пылеуловители относятся к I классу защиты согласно ГОСТ 12.2.007.0-75 "ССБТ.
Изделия электротехнические. Общие требования безопасности", т.к. имеют
рабочую изоляцию и элемент для заземления. Провод, присоединяющий оборудование
к источнику питания имеет заземляющую жилу и вилку с заземляющим контактом.
Электрическая схема станков ТШ-1 и ТШ-2 представлена на рисунке 9.3.
Рисунок 9.3 - Электрическая схема станков ТШ-1 и ТШ-2
Основной причиной поражения работников электрическим током является
касание корпуса станка, находящегося под напряжением вследствие нарушения
изоляции проводки. Воздействие тока на организм зависит от электрического
сопротивления тела человека. Оно варьируется в диапазоне от 1000 до 100000 Ом.
В расчетах всегда принимается минимальное 1000 Ом.
Действие тока на человека отражено в таблице 9.1.
Таблица 9.1 - Действие тока на человека в зависимости от его силы
|
Сила тока, мА
|
Действие
|
|
0,6 - 1,5
|
Порогово-ощутимый
|
|
10 - 15
|
Неотпускающий
|
|
50
|
Повреждение внутренних органов
|
|
100
|
Остановка сердца
|
Как видно, при касании токоведущей части в таких условиях ток будет
смертельным, поэтому необходимо принять все возможные меры для защиты
работников от его воздействия.
Согласно ПУЭ токоведущие части электроустановки не должны быть доступны
для случайного прикосновения, а доступные прикосновению открытые и сторонние
проводящие части не должны находиться под напряжением, представляющим опасность
поражения электрическим током в нормальном режиме работы электроустановки, а
также при повреждении изоляции.
Поражение человека электрическим током возможно при его контакте с
нетоковедущими частями станка, оказавшимися под напряжением в результате
нарушения изоляции. В этом случае снизить ток, протекающий через тело человека
можно либо за счет увеличения электрического сопротивления цепи (применение СИЗ
и СКЗ), либо за счет уменьшения потенциала корпуса и увеличения потенциала
земли, т.к. напряжение прикосновения равняется:
Для защиты от поражения электрическим током на участке заточки
применяются следующие технические меры защиты:
электрическая изоляция;
контроль и профилактика повреждения изоляции;
защита от случайного прикосновения к токоведущим частям;
защитное заземление, зануление и защитное отключение;
применение индивидуальных защитных средств.
Защита от случайного прикосновения к токоведущим частям практически во
всех электрических сетях до 1000 В обеспечивается изоляцией.
Сопротивление изоляции каждого ее участка не допускается менее 0,5 МОм на
фазу. Испытания изоляции проводятся в соответствии с Правилами технической
эксплуатации электроустановок потребителей. Их осуществляют не менее двух
работников повышенным напряжением сети. Результаты испытания повышенным
напряжением считаются удовлетворительными, если при приложении полного
испытательного напряжения не наблюдалось скользящих разрядов, толчков тока
утечки или плавного нарастания тока утечки, пробоев или перекрытий изоляции, и
если сопротивление изоляции, измеренное мегаомметром, после испытания осталось
прежним.
Если характеристики изоляции резко ухудшились или близки к браковочной
норме, то выясняется причина ухудшения изоляции и принимаются меры к ее
устранению. Если дефект изоляции не выявлен или не устранен, то сроки
последующих измерений и испытаний устанавливаются начальником цеха с учетом
состояния и режима работы изоляции [14].
Для дополнительной защиты от прямого прикосновения в электроустановках
напряжением до 1 кВ согласно требованиям ПУЭ используется защитное
автоматическое отключение питания.
Защитное автоматическое отключение питания осуществляется посредством
автоматического размыкания цепи или нескольких фазных проводников.
Характеристики защитных аппаратов автоматического отключения и параметры
защитных проводников должны быть согласованы, чтобы обеспечивалось
нормированное время отключения поврежденной цепи защитно-коммутационным
аппаратом в соответствии с номинальным напряжением питающей сети. В
электроустановках, где применено автоматическое отключение питания, выполняют
уравнивание потенциалов для снижения напряжения прикосновения до отключения
подачи тока.
На участке заточки применяются дифференциальные автоматические
выключатели (ДАВ). Схема дифференциального автомата основана на защите цепей от
коротких замыканий и перегрузок, а также защита людей от поражения
электрическим током при касании к токоведущим частям (рисунок 9.4).
ДАВ состоит из быстродействующего автоматического выключателя и
устройства защитного отключения, который реагирует на разность токов в прямом и
обратном направлениях.
Если изоляция электропроводки не повреждена и отсутствует касание
человека к токоведущим частям, значит в сети отсутствует ток утечки. Значит
токи в прямом и обратном проводниках нагрузки равны. Эти токи наводят в
магнитном сердечнике трансформатора тока ДАВ равные, но встречно направленные
магнитные потоки. В результате чего ток во вторичной обмотке равен нулю и не
вызывает срабатывание чувствительного элемента - магнитоэлектрической защелки.
Рисунок 9.4 - Схема работы ДАВ
При возникновении утечки, например: при прикосновении человека к фазному
проводнику, баланс токов и магнитных потоков нарушается, во вторичной обмотке
появляется ток небаланса, который вызывает срабатывание магнитоэлектрической
защелки, воздействующей в свою очередь на механизм расцепителя автомата с
контактной системой.
Для осуществления периодического контроля работоспособности ДАВ
предусмотрена цепь тестирования. При нажатии кнопки "Тест"
искусственно создается отключающий дифференциальный ток. Срабатывание аппаратов
защиты означает, что оно в целом исправно [15].
Принцип защитного заземления основан на выравнивании потенциалов корпуса
станка и земли для уменьшения напряжения прикосновения. Защитное заземление на
заточных станках осуществляется посредством заземляющих болтов. Они соединяют
заземляющий провод, идущий к магистрали заземления, с корпусом станка. Схема
заземления в сети с изолированной нейтралью приведена на рисунке 9.5. При
хорошей изоляции сопротивление фаз равно 40000 Ом, поэтому ток Iз будет безопасным для человека. В соответствии с ГОСТ
12.2.007.0-75 заземляющий болт выполняется из металла, стойкого в отношении
коррозии, или покрыт металлом, предохраняющим его от коррозии, и контактная
часть не должна иметь поверхностной окраски. Возле болта наносится нестираемый
при эксплуатации знак заземления, который изображен на рисунке 9.6.
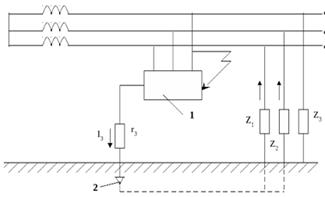
- заземленное оборудование; 2 - заземлитель; Iз - ток замыкания на землю; Z1, Z2, Z3 - сопротивления фаз; rз - сопротивление защитного заземления.
Рисунок 9.5 - Принципиальная схема защитного заземления в сети с
изолированной нейтралью

Рисунок 9.6 - Знак "Заземление"
Болт изготавливается по ГОСТ 21120-75 "Зажимы электротехнические.
Зажимы заземляющие и знаки заземления. Конструкция и размеры". Общий вид
заземляющего болта изображен на рисунке 9.7.
Рисунок 9.7 - Заземляющий болт
Из средств индивидуальной защиты применяются деревянные трапы согласно
ПОТ Р М-006-97 "Межотраслевые правила по охране труда при холодной
обработке металлов". В зависимости от участка и вида работ рассчитывают их
размеры и выбирают материал согласно ГОСТ 8486-86 "Пиломатериалы хвойных
пород. Технические условия". На участке заточки используются трапы,
изображенные на рисунке 9.8.
Дополнительную опасность представляет накопление статических зарядов на
корпусе пылеуловителя, который соединен с корпусом станка посредством
металлического воздуховода. Величина тока при разрядке не велика, но разряд
вызывает рефлекторное движение руки, что может привести к ее попаданию под
вращающийся круг.
Для защиты от статического электричества запрещается эксплуатировать
пылеуловители без заземления.
Рисунок 9.8 - Трап деревянный
На всем электрооборудовании имеются знаки "Опасность поражения электрическим
током" в соответствии с ГОСТ Р 12.4.026-2001 (рисунок 9.9)

Рисунок 9.9 - Знак "Опасность поражения электрическим током"
Согласно Правилам технической эксплуатации электроустановок потребителей
(ПТЭЭП) эксплуатацию электроустановок должен осуществлять подготовленный
электротехнический персонал с I
группой по электробезопасности. Заточники в обязательном порядке проходят
обучение и вводный инструктаж по электробезопасности в соответствии с ПОТ Р
М-016-2001 "Межотраслевые правила по охране труда при эксплуатации
электроусановок". В него так же входят приемы освобождения пострадавшего
от действия электрического тока, оказания первой помощи пострадавшим. По
окончании обучения проводится проверка знаний, по результатам которой выдаются
удостоверения по электробезопасности. Повторную проверку знаний проходят не
реже одного раза в год. Один раз в месяц проводится повторный инструктаж.
Планово-предупредительный ремонт оборудования производится специальным
ремонтным персоналом с группой по электробезопасности не ниже III, который так же проходит проверки
знаний и инструктажи.
10.
Пожарная безопасность
В соответствии с НПБ 105-03 "Определение категорий помещений, зданий
и наружных установок по взрывопожарной и пожарной опасности" помещение
участка относится к категории Г по взрывопожарной опасности. В нем размещаются
станки с горючесмазочными материалами в редукторах, при работе нагреваются
абразивные круги и затачиваемые инструменты, возможно появление искр. Согласно
правилам противопожарного режима в РФ (ППР) на двери помещения имеется табличка
с обозначением категории помещения и класса по электробезопасности. Она
изображена на рисунке 10.1.

Рисунок 10.1 - Табличка с обозначением категории помещения и класса по
электробезопасности
В РФЯЦ-ВНИИЭФ действует система трехступенчатого контроля для поддержания
требуемого уровня пожарной безопасности [16].
Первую ступень проводят ежедневно на рабочих местах перед началом работ.
Осуществляет контроль мастер заточного участка, имеющий в подчинении
работников-заточников. На первой ступени контроля пожарной безопасности
проверяют:
выполнение мероприятий по устранению нарушений, выявленных предыдущей
проверкой;
состояние и правильность размещения противопожарного оборудования;
состояние проходов;
соблюдение работниками правил пожарной безопасности при работе на
станках;
исправность приточной и вытяжной вентиляции, местных отсосов,
пылеулавливающих устройств;
соблюдение правил безопасности при работе с СОЖ;
наличие и соблюдение работниками инструкций по пожарной безопасности;
наличие предупреждающих надписей и знаков безопасности;
ведение журналов по закрытию помещений после окончания работы.
Результаты проверки на первой ступени заносят в журнал замечаний и
предложений по охране труда.
Вторую ступень контроля осуществляет комиссия, возглавляемая начальником
цеха, не реже раза в месяц. На ней проверяют результаты работы первой ступени
контроля, состояние путей эвакуации, уголков пожарной безопасности, проведение
инструктажей и выполнение приказов органов Госпожнадзора и руководителей
РФЯЦ-ВНИИЭФ по вопросам пожарной безопасности.
Третью ступень проводит не реже раза в квартал пожарно-техническая
комиссия КБ-2 совместно с представителями пожарной части. Проверяет результаты
работ первой и второй ступени контроля, техническое состояние и содержание
всего здания в соответствии с требованиями нормативной документации по пожарной
безопасности. По результатам составляется акт с планом мероприятий по устранению
выявленных нарушений.
Согласно ОНТП 10-99 "Определение категорий помещений и зданий
предприятий по взрывопожарной и пожарной опасности. Противопожарные
требования" в помещениях категории Г средствами извещения о пожаре могут
служить ручные (кнопочные) пожарные извещатели, поэтому установка
автоматической пожарной сигнализации и установок пожаротушения необязательна.
Так же в соответствии с ППР расстояние от возможного очага возгорания до
огнетушителя должно быть не больше 40 м. Нормы оснащения порошковыми и
углекислотными огнетушителями приведены в таблице 10.1.
Так же в выборе огнетушителей следует руководствоваться НПБ 166-97
"Пожарная техника. Огнетушители. Требования к эксплуатации" [21].
Эффективность использования определенных огнетушителей приведена в таблице.
Для тушения электроустановок запрещается использовать воздушно-пенные и
водные огнетушители.
Таблица 10.1 - Нормы оснащения помещений ручными порошковыми и
углекислотными огнетушителями.
|
Категория помещения
|
Предельная защищаемая площадь, м²
|
Класс пожара
|
Порошковые огнетушители л / кг
|
Углекислотные огнетушители л / кг
|
|
|
|
2/2
|
5/4
|
10/8
|
2/2
|
3(5)
|
5(8)
|
|
А, Б, В (горючие газы и жидкости)
|
200
|
А
|
-
|
2 +
|
1 ++
|
-
|
-
|
-
|
|
|
В
|
-
|
2 +
|
1 ++
|
-
|
-
|
-
|
|
|
С
|
-
|
2 +
|
1 ++
|
-
|
-
|
-
|
|
|
D
|
-
|
2 +
|
1 ++
|
-
|
-
|
-
|
|
|
(Е)
|
-
|
2 +
|
1 ++
|
-
|
2 ++
|
2 ++
|
|
В
|
400
|
А
|
4 +
|
2 ++
|
1 +
|
-
|
2 +
|
2 +
|
|
|
D
|
-
|
2 +
|
1 ++
|
-
|
-
|
-
|
|
|
(Е)
|
2 ++
|
-
|
1 +
|
4 +
|
2 ++
|
2 ++
|
|
Г
|
800
|
В
|
-
|
2 ++
|
1 +
|
-
|
-
|
-
|
|
|
С
|
4 +
|
2 ++
|
1 +
|
-
|
-
|
-
|
|
Г, Д
|
1800
|
А
|
4 +
|
2 ++
|
1 +
|
-
|
-
|
-
|
|
|
D
|
-
|
2 +
|
1++
|
-
|
-
|
-
|
|
|
(Е)
|
2 +
|
2 ++
|
1 +
|
4 +
|
2 ++
|
2 ++
|
|
Общественные здания
|
800
|
А
|
8 +
|
4 ++
|
2 +
|
-
|
4 +
|
4 +
|
|
|
(Е)
|
-
|
4 ++
|
2 +
|
4 +
|
2 ++
|
2 ++
|
Примечания к таблице 10.1:
. Для порошковых огнетушителей и углекислотных огнетушителей приведена
двойная маркировка: старая маркировка по вместимости корпуса, л/ новая
маркировка по массе огнетушащего состава, кг. При оснащении помещений
порошковыми и углекислотными огнетушителями допускается использовать
огнетушители как со старой, так и с новой маркировкой.
. Знаком "++" обозначены рекомендуемые к оснащению объектов
огнетушители, знаком "+" - огнетушители, применение которых
допускается при отсутствии рекомендуемых и при соответствующем обосновании,
знаком "-" - огнетушители, которые не допускаются для оснащения
данных объектов.
Таблица 10.2 - Эффективность применения огнетушителей
в зависимости от класса пожара и заряженного ОТВ.
|
|
О Г Н Е Т У Ш И Т Е Л И
|
|
Класс пожара
|
Водные
|
Воздушнопенные
|
Порошковые
|
Углекислотные
|
Хладоновые
|
|
|
Р
|
М
|
Н
|
С
|
|
|
|
|
A
|
+++
|
++
|
++
|
+
|
++ 2)
|
+
|
+
|
|
B
|
-
|
+
|
+1)
|
++1)
|
+++
|
+
|
++
|
|
C
|
-
|
-
|
-
|
-
|
+++
|
-
|
+
|
|
D
|
-
|
-
|
-
|
-
|
+++ 3)
|
-
|
|
E
|
-
|
-
|
-
|
-
|
++
|
+++ 4)
|
++
|
Примечания к таблице 10.2:
Знаком +++ отмечены огнетушители, наиболее эффективные при тушении
пожара данного класса; ++ огнетушители, пригодные для тушения пожара
данного класса; + огнетушители, недостаточно эффективные при тушении
пожара данного класса; - огнетушители, непригодные для тушения пожара данного
класса.
Класс возможного пожара определяется из ИСО 3941 - 77 "Пожары.
Классификация":
класс А - пожары твердых веществ, основном органического
происхождения, горение которых сопровождается тлением (древесина, текстиль,
бумага); класс В - пожары горючих жидкостей или плавящихся твердых
веществ; класс С - пожары газов; класс D - пожары металлов и их
сплавов; класс Е - пожары, связанные с горением электроустановок.
На участке заточки возможно горение станков и ГСМ, следовательно классы
пожаров В и Е.
Исходя из вышеуказанных таблиц, для помещения заточного участка
необходимо два порошковых огнетушителя по 5 л или один на 10 л. Наиболее
подходящим является огнетушитель ОП-10. Его характеристики отражены в таблице
10.3.
Таблица 10.3 - Технические характеристики порошкового огнетушителя ОП-10.
|
Масса заряда, кг
|
Рабочее давление, мПа
|
Длина выброса, м
|
Время работы, сек
|
Габариты, мм
|
Масса, кг, не более
|
|
10±0,5
|
1,4±0,2
|
4
|
15
|
170×650
|
14,5
|
Принцип действия этого огнетушителя основан на выталкивании порошка
сжатым газом.
Согласно НПБ 166-97 не допускается использовать на
защищаемом объекте огнетушители и заряды к ним, не имеющие сертификат пожарной
безопасности. Они должны вводиться в эксплуатацию в полностью заряженном и
работоспособном состоянии, с опечатанным узлом управления запорно-пускового
устройства. На каждый огнетушитель, установленный на объекте, заводят паспорт,
наносят краской порядковый номер, записывают в "Журнал учета проверки наличия
и состояния огнетушителей".
Перед введением огнетушителя в эксплуатацию он
подвергается первоначальной проверке, в процессе которой производят внешний
осмотр, проверяют комплектацию огнетушителя и состояние места его установки
(заметность огнетушителя или указателя места его установки, возможность
свободного подхода к нему), а также читаемость и доходчивость инструкции по
работе с огнетушителем. В ходе проведения внешнего осмотра необходимо обращать
внимание на:
наличие вмятин, сколов, глубоких царапин на корпусе,
узлах управления, гайках и головке огнетушителя;
состояние защитных и лакокрасочных покрытий;
наличие четкой и понятной инструкции;
наличие опломбированного предохранительного
устройства;
исправность манометра или индикатора давления (если он
предусмотрен конструкцией огнетушителя), наличие необходимого клейма и величину
давления в огнетушителе закачного типа или в газовом баллоне;
массу огнетушителя, а также массу ОТВ в огнетушителе
(последнюю определяют расчетным путем);
состояние гибкого шланга (при его наличии) и
распылителя ОТВ (наличие механических повреждений, следов коррозии, литейного
облоя или других предметов, препятствующих свободному выходу ОТВ из
огнетушителя);
состояние ходовой части и надежность крепления корпуса
огнетушителя на тележке (для передвижного огнетушителя), на стене или в
пожарном шкафу (для переносного огнетушителя).
Если в ходе проверки обнаружено несоответствие
какого-либо параметра огнетушителя требованиям действующих нормативных
документов, необходимо устранить причины выявленных отклонений параметров и
перезарядить огнетушители.
Не реже одного раза в 5 лет каждый огнетушитель и
баллон с вытесняющим газом разряжаются, корпус огнетушителя полностью очищается
от остатков ОТВ, производятся внешний и внутренний осмотр, а также
гидравлическое испытание на прочность и пневматические испытания на
герметичность корпуса огнетушителя, пусковой головки, шланга и запорного
устройства.
Запрещается:
эксплуатировать огнетушители при появлении вмятин,
вздутий или трещин на корпусе огнетушителя, на запорно-пусковой головке или на
накидной гайке, а также при нарушении герметичности соединений узлов
огнетушителя или при неисправности индикатора давления;
производить любые работы, если корпус огнетушителя
находится под давлением вытесняющего газа или паров ОТВ;
заполнять корпус закачного огнетушителя вытесняющим
газом вне защитного ограждения и от источника, не имеющего предохранительного
клапана, регулятора давления и манометра;
наносить удары по огнетушителю или по источнику
вытесняющего газа;
производить гидравлические и пневматические испытания
огнетушителя и его узлов вне защитного устройства, предотвращающего разлет
осколков и травмирование обслуживающего персонала в случае разрушения
огнетушителя;
При тушении пожара порошковыми огнетушителями
необходимо учитывать возможность образования высокой запыленности и снижения
видимости очага пожара в результате образования порошкового облака.
При тушении электрооборудования при помощи порошковых
огнетушителей необходимо соблюдать безопасное расстояние (не менее 1 м) от
распыливающего сопла и корпуса огнетушителя до токоведущих частей [21].
Расположение огнетушителей, пожарного оповещателя, а
так же кнопки для включения пожарного оповещателя обозначается знаками в
соответствии с НПБ 160-97 "Цвета сигнальные. Знаки пожарной
безопасности". Они изображены на рисунках 10.2, 10.3 и 10.4
соответственно.

Рисунок 10.2 - Знак "Огнетушитель"

Рисунок 10.3 - Знак "Звуковой оповещатель пожарной
тревоги"

Рисунок 10.4 - Знак "Кнопка включения установок
пожарной автоматики"
Так как тушить электроустановки и ГСМ водой запрещается, необходимо на
видном месте вывесить знак "Запрещается тушить водой" (рис.10.5).

Рисунок 10.5 - Знак "Запрещается тушить водой"
Помещение находится на цокольном этаже административного здания, поэтому
необходимо исключить распространение огня по вертикали. Для этого в потолке
участка оборудуются противопожарные перекрытия. Согласно СНиП 2.01.02-85
"Противопожарные нормы" они выполняются без проемов и отверстий. На
заточном участке применены перекрытия 2-го типа с пределом огнестойкости REI60, что по ГОСТ 30247.0-94
"Конструкции строительные. Методы испытаний на огнестойкость. Общие
требования" соответствует пределу огнестойкости 60 минут по потере несущей
способности, целостности и теплоизолирующей способности, независимо от того,
какое из трех предельных состояний наступит ранее.
В соответствии с ППР вывешена табличка с номером телефона для вызова
пожарной охраны. Она изображена на рисунке 10.6.
Рисунок 10.6 - Табличка с номером телефона для вызова пожарной охраны
Перед началом работы заточники обязательно проходят обучение мерам
пожарной безопасности: противопожарный инструктаж и пожарно-технический минимум
в соответствии с "Нормами по пожарной безопасности "Обучение мерам
пожарной безопасности". Повторный инструктаж проводится не реже одного
раза в год. По окончании обучения работнику выдается удостоверение и делается
запись в журнале учета проведения инструктажей по пожарной безопасности.
11.
Экология
На участке заточки режущего инструмента образуется семь видов отходов:
масло машинное отработанное;
отработанные абразивные круги;
абразивно-металлическая пыль;
ветошь обтирочная замасленная;
отработанный и бракованный режущий инструмент (лом стальной);
люминесцентные лампы (ртутные).
Абразивные круги и абразивно-металлическая пыль вывозятся с места хранения
на полигон твердых бытовых отходов (ТБО) один раз в месяц или по мере
накопления лимита, указанного в таблице 11.1. Они относятся к третьему классу
опасности. ПДК абразивно-металлической пыли в воздухе рабочей зоны [8].
Обтирочная ветошь заменяется по мере замасливания и так же вывозится на
полигон.
Отработанное масло сливается в специальный закрытый бак емкостью 5 м3
(4,5 т), а затем передается в стороннюю организацию на утилизацию один раз в
месяц или по мере накопления лимита.
Люминесцентные ртутные лампы так же вывозятся на склад управления
снабжением и сбытом (УСиС) для дальнейшей передачи в стороннюю организацию.
Ртуть относится к I классу
опасности. ПДК в воздухе рабочей зоны 0,01 мг/м3.
Таблица 11.1 - Лимиты накопления отходов в цехе.
|
Наименование отхода
|
Лимит накопления в цехе, т
|
|
Отработанные абразивные круги
|
0,03
|
|
Абразивно-металлическая пыль
|
0,1
|
|
Ветошь обтирочная замасленная
|
0,03
|
|
Отработанное машинное масло
|
4,5
|
|
Смазочно-охлаждающая жидкость
|
0,2
|
|
Лом стальной
|
5,5
|
|
Люминесцентные лампы
|
0,02
|
Начальник цеха и специалисты в обязательном порядке проходят обучение по
курсу "Подготовка специалистов в области охраны окружающей среды".
12.
Технико-экономическое обоснование
.1
Экономический эффект замены люминесцентных светильников на светодиодные
В результате расчета было выявлено, что количество светильников можно
сократить или заменить их на менее мощные. Рассчитаем сколько средств при этом
сэкономит предприятие.
Годовой расход на электроэнергию рассчитывается по формуле:

где p - тариф, руб/кВт×ч; Р - мощность светильника; n - количество светильников; h - количество рабочих часов в сутки, w - количество рабочих дней в году.
Для начала определим, сколько потратит организация на электроэнергию, не
заменяя светильники.
Подставив значения в формулу (10) находим расходы за первый год:

Учитывая повышение тарифов каждый год на ~15%, считаем расходы на 4 следующих года:




Всего затраты на электроэнергию за 5 лет составят:
N =
6374 + 7335 + 8435 + 9700 + 11154 = 42998 руб.
Далее находим годовые расходы после замены светильников:





Всего затраты:

Расходы на обслуживание светильников до замены:
Ресурс лампы ЛБ40 равен 12000 часов. Необходимое количество ламп в год:
где b - количество ламп в помещении.

Стоимость одной лампы - 40,5 руб.;
Стоимость утилизации одной лампы - 20 руб.;
Стоимость работ по замене лампы - 0 руб.;
Итого затраты за 5 лет:
N =
2,63 × 5 × (40,5 + 20) = 796 руб.
Расходы на обслуживание светильников после замены:
Ресурс лампы Т8 равен 50000 часов. Необходимое количество ламп в год:

Стоимость одной лампы - 295 руб.;
Стоимость светильника под светодиодные лампы - 350 руб.;
Стоимость утилизации одной лампы - 0 руб.;
Стоимость работ по замене светильника - 2000 руб.;
Итого затраты за 5 лет:
N = 16×295 + 0,63 × 5 × 295 + ((350+2000) × 8) = 24449 руб.
Общие затраты выносим в таблицу 12.1:
Таблица 12.1 - общие затраты
|
ЛСП 2х40-101
|
Т8
|
|
Потребление электроэнергии одним светильником, Вт
|
80
|
36
|
|
Кол-во Светильников, N
|
8
|
8
|
|
Потребление электроэнергии N светильников, кВт
|
0,64
|
0,288
|
|
Кол-во часов работы в сутки, Т, часов
|
8,00
|
8,00
|
|
Потребление электроэнергии в сутки при работе Т часов в
сутки N светильников, кВт
|
5,12
|
2,304
|
|
Стоимость кВт\ч, руб
|
5,04
|
5,04
|
|
Стоимость кВт\ч на 2-ой год, руб(+15%)
|
5,8
|
5,8
|
|
Стоимость кВт\ч на 3-ий год, руб(+15%)
|
6,67
|
6,67
|
|
Стоимость кВт\ч на 4-ыйгод, руб(+15%)
|
7,67
|
7,67
|
|
Стоимость кВт\ч на 5-ый год, руб(+15%)
|
8,82
|
8,82
|
|
Расход на покупку светильников
|
|
Стоимость светильника, руб
|
0,00
|
350
|
|
Общая стоимость светильников, руб
|
0,00
|
2800
|
|
Расход на электроэнергию
|
|
Расход на электроэнергию 1-ый год, руб
|
6374
|
2868
|
|
Расход на электроэнергию 2-ой год, руб
|
7335
|
3301
|
|
Расход на электроэнергию 3-ий год, руб
|
8435
|
3796
|
|
Расход на электроэнергию 4-ый год, руб
|
9700
|
4365
|
|
Расход на электроэнергию 5-ый год, руб
|
11154
|
5019
|
|
Общий расход на электроэнергию за 5 лет, руб
|
42998
|
19349
|
|
Расход на замену старых светильников на новые
|
|
Стоимость замены старого светильника на новый, руб
|
0,00
|
2000
|
|
Количество светильников требуемых к замене, шт
|
8
|
|
Общий расход на замену старых светильников на новые, руб
|
0,00
|
16000
|
|
Расходы на обслуживание светильников
|
|
Ресурс лампы, часов
|
12000
|
50000
|
|
Кол-во ламп необходимых в год, шт
|
2,63
|
0,63
|
|
Стоимость одной лампы, руб
|
40,5
|
295
|
|
Стоимость утилизации одной лампы, руб
|
20,00
|
0,00
|
|
Кол-во ламп в светильнике, шт
|
2
|
2
|
|
Стоимость обслуживания светильников за 5 лет, руб
|
796
|
24449
|
|
Общая сумма расходов за 5 лет, руб
|
|
ИТОГО:
|
43794
|
43798
|
Как видно из таблицы, итоговые расходы за 5 лет равны, значит 5 лет -
срок окупаемости проекта по замене люминесцентных светильников ЛСП 2х40-101 на
светодиодные Т8. Потом предприятие будет экономить каждый год примерно 15
тыс.руб.
13.
Перспективы развития абразивной заточки режущего инструмента
Основными недостатками заточки инструмента абразивными кругами являются
низкая производительность процесса, невозможность его автоматизации, а так же
зависимость качества заточки от квалификации работника. Каждая стадия
осуществляется на разных станках с различными материалами и величиной зерен
кругов. Кроме того, большое количество вредных и опасных факторов затрудняет
обеспечение безопасности персонала, что в свою очередь влечет к возрастанию
производственного риска и высоким экономическим затратам на средства защиты.
Электролитно-плазменная обработка металла - наиболее современный способ
заточки и доводки режущего инструмента [17]. Эти два процесса происходят
одновременно, поэтому время и количество установок резко сокращаются.
В электролитно-плазменной технологии обрабатываемое изделие является
анодом, к нему подводится положительный потенциал от источника питания, а
катодом является рабочая ванна (рисунок 13.1).
Заточка достигается путем подбора соответствующего рабочего напряжения,
подходящего состава электролита и угла погружения в электролит инструмента.
Одновременно с этим происходит полировка, снятие заусенцев и очистка
поверхности от загрязнений.
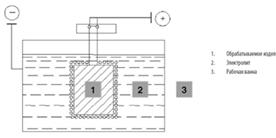
Рисунок 13.1 - Схема электролитно-плазменной обработки
Обработка металлов происходит в водных растворах солей низкой
концентрации (2-6%) в области напряжений 200-350 В и плотностей тока 0,2-0,5
А/см2, длительность полировки 2-5 минут. Вокруг обрабатываемого
изделия образуется тонкая (50-100 мкм) паро-плазменная оболочка (рисунок 13.2),
в которой протекает сложный комплекс физико-химических процессов (пленочное
кипение в электрическом поле, теплоперенос, ионизация паров, движение
электрических зарядов). Газовая оболочка обладает проводимостью, поскольку в
результате электролитических процессов в приэлектродной области, она насыщается
ионами водорода, растворенных солей и металлов. Вблизи микровыступов на
обрабатываемой поверхности изделия напряженность электрического поля возрастает
до 105 В/см и на этих участках поверхности возникают импульсные
искровые разряды, во время которых выделяется значительная энергия, оплавляющая
вершины выступов.
Рисунок 13.2 - Паро-плазменная оболочка
В зависимости от приложенного напряжения при прохождении электрического
тока через водный раствор электролита наблюдаются различные режимы
электрических процессов вблизи анода. Первый режим обычный электролиз, при
котором происходит перенос ионов металла и наблюдается газовыделение в зависимости
от состава электролита и материала электродов, и описывается классической
электрохимией. С повышением напряжения на электродах до 60-70 В устанавливается
переходный или коммутационный режим, когда вокруг активного электрода (анода)
периодически, с частотой порядка 100 Гц, образуется паро-плазменная оболочка,
приводящая к запиранию тока в течение 10-4 с.
При напряжении более 200 В вокруг анода образуется устойчивая
паро-плазменная оболочка, характеризующаяся малыми колебаниями тока при
U=const. В этой области напряжений (200-350 В) происходит процесс
электролитно-плазменной обработки. По всей обрабатываемой поверхности
происходят импульсные электрические разряды. Совместное воздействие на
поверхность детали химически активной среды и электрических разрядов приводит к
возникновению эффекта полирования и очистки поверхности изделий.
Преимущества Электролитно-плазменной обработки:
Экологичность. Используются экологически безопасные водные растворы солей
аммония низкой концентрации (2-6%). Для утилизации отработанных электролитов не
требуются специальные очистные сооружения.
Безопасность. Низкий риск производственных травм.
Экономическая эффективность. Возможна полная автоматизация и
одновременная обработка нескольких инструментов, высокая скорость обработки.
Технологичность. Низкая материалоемкость, низкий процент брака,
отсутствие множества стадий, минимальная достижимая шероховатость поверхности Ra = 0,02 мкм.
Малое влияние на материал инструмента. Температура процесса до 90о,
отсутствует силовое воздействие.
Обработка металла электролитно-плазменным методом позволяет сэкономить
материальные и трудовые ресурсы и повысить производительность труда.
Технологический процесс удовлетворяет санитарным нормам и позволяет решить
существенную социальную проблему по значительному улучшению условий труда
рабочих и обеспечению безопасной работы обслуживающего персонала.
Заключение
Целью данного дипломного проекта является улучшение условий труда на
участке заточки режущего инструмента. Для достижения указанной цели был
поставлен ряд задач.
При решении задачи уменьшения шума произведен расчет уровня шума на
участке, который показал значительное превышение нормы, предложены меры защиты,
такие как шумопоглащающие экраны, акустическая облицовка и применение
шумозащитных наушников.
При решении задачи недостаточности освещения произведен расчет
необходимого количества светильников на участке, приведены рекомендации к
замене люминесцентных ламп на светодиодные и показана выгода предприятия при
этом.
При решении задачи запыленности воздуха рабочей зоны рассчитана
концентрация абразивно-металлической пыли в помещении при существующей системе
местной вытяжной вентиляции. Расчет показал, что норма не превышена.
Был изучен процесс заточки режущего инструмента, выявлены опасные и
вредные факторы, рассмотрены и показаны все основные средства зашиты
работников, а так же мероприятия по обеспечению безопасности.
Таким образом, цель дипломного проекта достигнута - условия труда на
участке заточки режущего инструмента улучшены.
Список
литературы
Карнаух Н.Н.
Опыт управления охраной труда и промышленной безопасностью в ООО
"Проктер энд Гэмбл - Новомосковск" / Н.Н. Карнаух, А.С. Артамонов,
С.Е. Шамишев // Безопасность жизнедеятельности - 2004. - № 10. - С. 12-21.
Попов, С.А.
Заточка и доводка режущего инструмента / С.А. Попов - Москва: Высшая школа,
1986.
Попов, С.А.
Заточка режущего инструмента / С.А. Попов, Л.Г. Дибнер, А.С. Каменкович. -
Москва: Высшая школа, 1970.
ГОСТ 12.3.028
- 82. Система стандартов безопасности труда. Процессы обработки абразивным и
эльборовым инструментом. Требования безопасности. - Взамен ГОСТ 12.2.001-74;
Введ. 01.01.83 - Москва: Изд-во стандартов, 2001. - 14 с.
ПОТ РМ 006 -
97. Межотраслевые правила по охране труда при холодной обработке металлов. -
Введ. 01.10.98 - Санкт-Петербург: ЦОТПБСП, 2003.
ГОСТ Р
12.4.013 - 97. Система стандартов безопасности труда. Очки защитные. Общие
технические условия. - Введ. 01.07.98 - Москва: Изд-во стандартов, 2005.
ГОСТ 3060 -
88. Круги шлифовальные. Допустимые неуравновешенные массы и метод их измерения.
- Взамен ГОСТ 3060 - 75; Введ. 01.01.88 - Москва: Изд-во стандартов, 1986.
ГОСТ 12.1.005
- 88. ССБТ. Общие санитарно-гигиенически требования к воздуху рабочей зоны. -
Взамен ГОСТ 12.1.005-76; Введ. 01.01.89 - Москва: Стандартинформ, 2006.
СН
2.2.4/2.1.8.566 - 96. Производственная вибрация, вибрация в помещениях жилых и
общественных зданий. - Введ. 31.10.96.
Петровский,
Б.В. Популярная медицинская энциклопедия / Б.В. Петровский - Москва: Советская
энциклопедия, 1979.
СНиП 23 - 05
- 95. Естественное и искусственное освещение. -Взамен СНиП II-4-79; Введ.
01.01.96 - Москва: Изд-во стандартов, 2003.
Белов, С.В.
Безопасность жизнедеятельности и защита окружающей среды (техносферная
безопасность): учебник / С.В. Белов - 2-е изд., испр. и доп. - Москва: Изд-во
Юрайт, 2011 - 680 с.
Трунова И.Г.,
Елькин А.Б., Смирнова В.М. Выбор и расчет средств защиты от шума и вибрации:
учеб. пособие по выполнению дипломных, курсовых и практических работ для
студентов / И.Г. Трунова, А.Б. Елькин, В.М. Смирнова; НГТУ им. Р.Е. Алексеева.
- Нижний Новгород, 2012. - 116 с.
Девисилов
В.А. Охрана труда: учебник / В.А. Девисилов. - 5-е изд., перераб. и доп. - М.:
ФОРУМ, 2012. - 512 с.
Защитное
отключение. Устройство защитного отключения: портал [Электронный ресурс]. -
Режим доступа:
http://www.builderclub.com/statia/zashchitnoye-otklyucheniye-ustroystvo-zashchitnogo-otklyucheniya.
Дата обращения: 15.04.2015.
Промышленная
безопасность и экология: сборник материалов IX сессии школы-семинара. - Саров: ФГУП РФЯЦ-ВНИИЭФ, 2010. -
133 с.
Электролитно-плазменная
финишная полировка металла и полупроводников: портал [Электронный ресурс]. -
Режим доступа: http://plasmacraft.ru. Дата обращения: 09.05.2015.
Квашнин И.М.
Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация / И.М.
Квашнин. - Научное издание. - М.: АВОК-ПРЕСС, 2005. - 389 с.
ООО
"Эко-Технология+": Оседание пылей [Электронный ресурс]. - Режим
доступа: http://www.ecobest.ru/snip/folder-16/list-5.html. Дата обращения:
09.05.2015.