Разработка технологии изготовления колонны коробчатого сечения
Содержание
1. Специальная часть
.1 Назначение и описание колонны
коробчатого сечения и условия на ее приемку и изготовления
.2 Выбор и описание основного
материала и применяемых сварочных материалов их физических, химических, и
специальных свойств
.3 Выбор способа сборки и сварки,
технико-экономические обоснования
.4 Выбор и обоснование оборудования
и инструментов и приспособлений для сборки и сварки
. Расчетная часть
.1 Расчет режима сварки
.2 Разработка технологического
процесса изготовления колонны коробчатого сечения
.3 Оформление технологической
документации на изготовление колонны коробчатого сечения
.4 Расчеты подтверждающие
работоспособность и надежность колонны коробчатого сечения
. Контроль качества сборки и сварки
колонны коробчатого сечения
.1 Выбор метода контроля качества
сварных соединений колонны коробчатого сечения
.2 Выбор оборудования для контроля
качества колонны коробчатого сечения
. Техника безопасности при
изготовлении колонны коробчатого сечения
.1 Требования к персоналу (Сварочные
работы)
.2 Требования безопасности сварочных
работ колонны коробчатого сечения
Заключение
Библиографический список
Введение
В настоящее время из всех способов неразъемного
соединения материалов преимущественное применение имеет сварка. Она менее
трудоемка и позволяет значительно экономить металл. В частности, замена
клепаных соединений сварными позволяет уменьшить массу конструкции из
низкоуглеродистых сталей на 10-25% за счет уменьшения площадей поперечного
сечения в месте соединения. Важно, что сварочное оборудование для многих
массовых способов сварки отличается простотой устройства и обслуживания, а
дефекты сварных швов в большинстве случаев исправимы. Поэтому заклепочные
соединения вытесняются сваркой в транспортном машиностроении, автостроении, в
производстве котлов и др.
Балки коробчатого сечения сложнее в
изготовлении, чем двутавровые, но они имеют большую жесткость на кручение и
поэтому находят широкое применение в конструкциях крановых мостов. При большой
длине таких балок полки и стенки сваривают стыковыми соединениями из нескольких
листовых элементов.
Целью курсового проекта является разработать
технологию изготовления колонны коробчатого сечения.
Для достижения целей поставленные в курсовом
проекте были определены следующие задачи:
Выявить пути выбора оборудования, инструментов,
и приспособлений, параметров режима и технологии изготовления колонны
коробчатого сечения.
Провести расчеты, утверждающие работоспособность
и надежность технологии изготовления колонны коробчатого сечения.
Разработать и обосновать работу технологического
процесса и технологию изготовления колонны коробчатого сечения.
. Специальная часть
.1 Назначение и описание колонны коробчатого
сечения и технические условия на ее приемку и изготовления
В данном курсовом проекте рассчитывается и
проектируется колонна коробчатого сечения.
Колонной называется вертикальный стержень,
работающий на сжатие и передающий давление на фундамент (или на нижележащие
части сооружения, если колонна многоярусная).
Колонны широко применяются во всех видах
сооружений: в промышленном строительстве - в качестве элементов каркаса цехов и
опор рабочих площадок, в гражданском строительстве - в качестве вертикальных
элементов каркасов многоэтажных зданий и опор большепролетных покрытий, в
мостостроении - для опор эстакад и т. д.
Металлические колонны, как правило, выполняют из
стали. В качестве соединений для колонн применяют сварку.
Существует три типа колонн применяющихся в
каркасах зданий:
колонны постоянного сечения;
колонны переменного сечения (ступенчатые);
колонны раздельного типа.
Колонны постоянного сечения используются в
бескрановых зданиях и в зданиях с возможностью применения подвесных и мостовых
электрических грузоподъемных механизмов грузоподъемностью до 20т, как правило с
полезной высотой от уровня пола до низа стропильных ферм не более 12м.
Стержни колонн выполняют из одиночных
широкополочных двутавров или составляют из нескольких прокатных профилей,
составные стержни подразделяются на сквозные и сплошные. Сквозные в свою
очередь делятся на безраскосные, решетчатые и перфорированные.
По сечению колонны делятся на: сплошные колонны
наиболее часто представляют собой сварной или прокатный широкополочный двутавр,
где преимущество имеет сварной вариант за счет возможности подобрать
оптимальное сечение для обеспечения необходимой жесткости в колонне с
одновременной экономией материала; сквозные колонны - характерная
конструктивная схема представляет собой две ветви (из швеллеров, двутавров или
труб) связанные между собой решетками обеспечивающими совместную работу ветвей
стержня колонны.
Прямоугольные коробчатые профили применяют при
больших продольных усилиях и изгибе в обоих направлениях или при большой
свободной длине колонны, имеющей ограниченное поперечное сечение. Площадь
поперечного сечения в этих профилях можно регулировать путем изменения толщины
листа. Благодаря ровным наружным плоскостям возможно использование таких колонн
без облицовки. При больших нагрузках иногда рационально применять сплошной
квадратный профиль (сляб), который обладает высокой степенью огнестойкости при
небольших габаритных размерах. Сечение из двух спаренных швеллеров пригодно
только при относительно небольших нагрузках.
Технические условия на изготовление и приемку
колонны коробчатого сечения
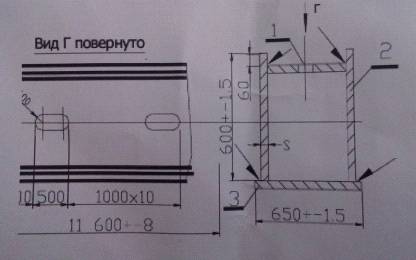
Рисунок 1 - Колонна коробчатого сечения
Технические условия указаны в таблице 1
Таблица 1 - Технические условия
|
Поз.
|
Наименование
|
Кол.
шт.
|
Материал
|
Толщина
стенки
|
|
1
|
Верхний
пояс
|
1
|
10ХСНД
|
10
|
|
2
|
Вертикальный
пояс
|
2
|
10ХСНД
|
10
|
|
3
|
Нижний
пояс
|
1
|
10ХСНД
|
10
|
Колонна работает в условиях статических
нагрузок
Допускаемые дефекты согласно РД
34.15.132-96 (Приложения П14)
Швы должны иметь сквозное проплавление
с хорошим формированием корня. Катеты швов равны половине толщины осивого
металла с допуском ±1 мм.
.2 Выбор и описание основного материала и
применяемых сварочных материалов их физических, химических, и специальных
свойств
Основные характеристики стали 10ХСНД указаны в
таблице 2
Таблица 2 - Основные характеристики стали 10ХСНД
|
Марка
|
10ХСНД
( другое обозначение 10ХСНД-Ш )
|
|
Заменитель
|
16Г2АФ
|
|
Классификация
|
Сталь
конструкционная низколегированная для сварных конструкций
|
|
Дополнение
|
Сталь
хромокремненикелевая с медью
|
|
Применение
|
Элементы
сварных металлоконструкций и различные детали, к которым предъявляются
требования повышенной прочности и коррозионной стойкости с ограничением массы
и работающие при температуре от -70 до 450 °С,
|
|
Аналоги
|
Известны
|
Химический состав стали 10ХСНД указан в таблице
3
Таблица 3 - Химический состав стали 10ХСНД
|
C
|
Si
|
Mn
|
Ni
|
S
|
P
|
Cr
|
N
|
Cu
|
As
|
|
до 0.12
|
0.8-1.1
|
0.5-0.8
|
0.5-0.8
|
до 0.04
|
до 0.35
|
0.6-0.9
|
до 0.08
|
0.4-0.6
|
до 0.08
|
Технологические свойства стали 10ХСНД указаны в
таблице 4
Таблица 4 - Технологические свойства стали
10ХСНД
|
Свариваемость
|
Без
ограничений
|
|
Флокеночувствительность
|
Не
чувствительна
|
|
Склонность
к отпускной хрупкости
|
Малосклонна
|
Механические свойства стали 10ХСНД указаны в
таблице 5
Таблица 5 - Механические свойства при Т=20 °С
стали 10ХСНД
|
Сортамент
|
Размер
|
Напр.
|
sB
|
sT
|
d5
|
y
|
KCU
|
Термообр.
|
|
-
|
Мм
|
-
|
МПа
|
МПа
|
%
|
%
|
кДж
м2
|
-
|
|
Лист,
ГОСТ 19282-73
|
5-9
|
-
|
540
|
400
|
19
|
-
|
-
|
-
|
|
Прокат,
ГОСТ 6713-91
|
-
|
-
|
510-685
|
390
|
19
|
-
|
290
|
-
|
Физические свойства стали 10ХСНД указаны в
таблице 6
Таблица 6 - Физические свойства стали 10ХСНД
|
Т
|
Е
10-5
|
А
10
|
λ
|
P
|
C
|
R 10
|
|
Град
|
МПа
|
1/Град
|
lВт/(м·град)
|
кг/м3
|
Дж/(кг·град)
|
Ом·м
|
|
20
|
-
|
-
|
40
|
-
|
-
|
-
|
|
100
|
1.97
|
-
|
39
|
-
|
-
|
-
|
|
200
|
2.01
|
-
|
38
|
-
|
-
|
-
|
|
300
|
1.95
|
-
|
36
|
-
|
-
|
-
|
|
400
|
1.88
|
-
|
34
|
-
|
-
|
-
|
|
500
|
1.8
|
-
|
31
|
-
|
-
|
-
|
|
600
|
1.69
|
-
|
29
|
-
|
-
|
-
|
|
700
|
1.56
|
-
|
-
|
-
|
-
|
-
|
|
800
|
1.35
|
-
|
-
|
-
|
-
|
-
|
|
900
|
1.25
|
-
|
-
|
-
|
-
|
-
|
|
Т
|
Е
10-5
|
А
10
|
λ
|
P
|
C
|
R 10
|
Сварочная проволока
Для сварки своей стали я использую проволоку
марки СВ08Г2С. Проволока должна быть хорошо очищена от ржавчины, жиров, грязи и
не иметь резких перегибов, затрудняющих ее подачу.
Данная проволока предназначена для сварки
низколегированных сталей, относящихся к группе 1 с классом прочности до К54.
Использование данной проволоки снижает риск «залипания» электрода и уменьшает
интенсивность разбрызгивания металла. Обеспечивается возможность работы с
различными видами сварочного оборудования.

Рисунок 2 - Сварочная проволока
Характеристика сварочной проволоки СВ08Г2С
указана в таблице 7
Таблица 7 - Характеристика сварочной проволоки
СВ08Г2С
|
Сопротивление
разрыву временное
|
от
500 МПа
|
|
Текучесть
предельная
|
400
МПа
|
|
Удлинение
(относительное)
|
От
18%
|
|
Вязкость
(ударная)
|
От
50 Дж/См2 при t°
= 20 °С
|
Сварочный флюс
Сварочный флюс - один из важнейших элементов,
определяющих качество металла шва и условия протекания процесса сварки.
Материал, используемый при сварке для защиты зоны сварки от атмосферного
воздуха, обеспечения устойчивости горения дуги, формирования поверхности
сварного шва и получения заданных свойств наплавленного материала.
Для изготовления колонны коробчатого сечения я
выбрал сварочный флюс марки АН-60 / АН-60М.
Назначение сварочного флюса АН-60:
Сварочно-технологические свойства: Устойчивость
дуги хорошая, разрывная длина дуги до 11 мм, формирование шва хорошее,
склонность к образованию пор и трещин низкая, отделимость шлаковой корки
хорошая, при сварке корневых швов в разделке удовлетворительная.
Технологические свойства флюса:
Устойчивость дуги хорошая, разрывная длина дуги
до 11 мм, формирование шва хорошее, склонность к образованию пор и трещин
низкая, отделимость шлаковой корки хорошая, при сварке корневых швов в разделке
удовлетворительная.
Технологические свойства флюса указаны в таблице
8
Таблица 8 - Технологические свойства флюса
|
Цвет
зерен
|
Серый
с оттенками желтого или коричневого цвета
|
|
Размер
зерен
|
0.35-4
мм
|
|
Строение
зерен
|
Пемзовидное
|
|
Объемная
масса зерен
|
0.8-1.1
кг/дм 3
|
Химический состав флюса АН-60 указан в таблице 9
Таблица 9 - Химический состав флюса АН-60
|
SiO2
|
MnO
|
MgO
|
CaF2
|
CaO
|
Fe2O3
|
S
|
P
|
|
42,5-46,5
|
37-41
|
0,5-3
|
5-8
|
3-11
|
<0,9
|
<0,09
|
<0,1
|
Металлургические свойства АН-60: Высококремнистый
высокомарганцовистый оксидный флюс с химической активностью Аф = 0,75-0,8.
При сварке на повышенных скоростях кремне-и
марганце-восстановительные процессы протекают сравнительно медленно. В
результате наплавленный металл в значительной степени обогащен мелкодисперсными
оксидными включениями. Содержание кислорода в металле шва в составляет 0,05%.
Данные для применения АН-60: Постоянный или
переменный ток до 1800А, Vсвmax до 220 м/ч; Uхх источника питания 70 В; сушка
при Т= 400 0С, 2 ч.
Рекомендуемые проволоки для сварки под флюсом
АН-60: СВ08Г2С , Св- 08А, Св-08ГА, Св- 08ХМ, Св-10НМА.
Технология изготовления флюса АН-60: Плавлением
в дуговых печах, грануляцией мокрым способом.
Химический состав наплавляемого металла указан в
таблице 10
Таблица 10 - Химический состав наплавленного
металла
|
C
|
Si
|
Mn
|
Cr
|
Mo
|
S
|
P
|
|
0,06-0,10
|
0,12-0,30
|
0,35-0,60
|
0,90-1,20
|
0,50-0,70
|
≤0,025
|
≤0,03
|
Механические свойства наплавленного металла:
Временное сопротивление разрыву, МПа - 580-600; Относительное удлинение не
более - ≥23
.3 Выбор способа сборки и сварки,
технико-экономические обоснования
колонна коробчатый сечение сварка
Для изготовления колонны коробчатого сечения я
выбрал способ сборки при помощи кондуктора для сборки стержней коробчатого
сечения.
При большой длине таких колонн, полки и стенки
сваривают стыковыми соединениями из нескольких листовых элементов.
Рисунок 3 - Изготовление колонны коробчатого
сечения: а - сечение колонны; б - установка боковых стенок; в - сварка
внутренних швов.
Сначала на стеллаж укладывают верхний пояс
(полку), расставляют и приваривают к нему диафрагмы. Такая последовательность
определяется необходимостью создания жесткой основы для дальнейшей установки и
обеспечения прямолинейности боковых стенок, а также их симметрии относительно
верхнего пояса. После приварки диафрагм устанавливают, прижимают (рис. 3, б) и
прихватывают боковые стенки. Затем собранный П - образный профиль кантуют и
внутренними угловыми швами приваривают стенки к диафрагмам (рис. 3, в). Сборку
заканчивают установкой нижнего пояса. Сварку поясных швов осуществляют после
завершения сборки и ведут наклонным электродом без поворота в положение «в
лодочку». Это объясняется тем, что для колонны коробчатого сечения подрез у
поясного шва менее опасен, поскольку в колоннах коробчатого сечения
сосредоточенные силы передаются с пояса на стенку не непосредственно, а главным
образом через поперечные диафрагмы.
Для изготовления колонны коробчатого сечения я
использовал автоматическую сварку под флюсом.
Автоматическая сварка под слоем флюса это
высокопроизводительный способ сварки, который применяется для быстрой и
качественной сварки за один проход продолжительных швов, длиной от нескольких
метров и толщиной свариваемых кромок до 30 мм.
При автоматической сварке под флюсом
автоматизированы все операции:. возбуждение и поддержание горения
дуги;. подача сварочной проволоки;. перемещение проволоки вдоль
свариваемых кромок с заданной скоростью;. защита дуги и сварочной ванны
от действия воздуха (дуга горит под слоем флюса);. прекращение сварки и
заварка кратера в конце шва.
Данный способ сварки обеспечивает высочайшее
качество сварного шва при правильно настроенном режиме. Шов получается идеально
гладкий и ровный, это обеспечивает автоматическая равномерная подача проволоки
и непрерывная скорость сварки. Использование больших сварочных токов до 1250 А
обеспечивает сплошной и глубокий провар. Зона сварки надежно защищена от
воздействия воздуха слоем расплавленного флюса, что гарантирует отсутствие пор,
включений и других внутренних дефектов.
Производительность автоматической сварки в 5 -
10 раз выше по сравнению с ручной. Коэффициент полезного использования тепла
дуги для плавления электродного и основного металла при сварке под флюсом
составляет 90 - 95%, а при ручной сварке не превышает 80%.
Технико-экономические показатели способа
Максимальная скорость сварки однофазной дугой
под флюсом при удовлетворительном формировании шва - 75 м/ч. Производительность
механизированной сварки под флюсом 6.50-21 кг/ч. Коэффициент наплавки 15-19
г./(А.ч). Потери на угар и разбрызгивание составляют 1-2%. При точном
соблюдении технологического процесса сварки на выбранном оборудовании мы
изготавливаем конструкции, отвечающие всем нормам и требованиям чертежа на
данное изделие. Применение механизированных сборочно-сварочных приспособлений
облегчает труд сварщика, повышает производительность.
.4 Выбор сварочного оборудования, инструментов,
и приспособлений
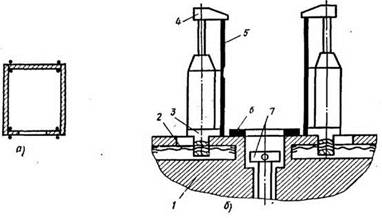
Рисунок 4 - Кондуктор для сборки колонн
коробчатого сечения: а - сечение стержня; б - схема кондуктора.
Сварочный инвертор
Для изготовления своей сварной конструкции я
выбрал сварочный источник инверотного типа «БИЗОН 205ПН».
Сварочный инвертор БИЗОН-205ПН - это компактное
устройство, которое применяется как профессиональными сварщиками в условиях
строительной площадки или цеха. С помощью данного устройства можно осуществить
быстрое, а главное качественное сварное соединение металлических деталей ММА
методом (ручная дуговая сварка штучным электродом). Аппарат отличается высоким
качеством сборки, что является гарантией не только его долгого срока службы, но
и безопасности оператора.
Рисунок 5 - Сварочный инвертор «БИЗОН 205ПН»
Преимущества
) Диапазон рабочих температур - от +10 до
+40 0С;
) Возможна работа в сетях с пониженным
напряжением (до 160 В);
) Род тока - переменный;
) Максимальная потребляемая мощность -
6.3 кВА;
) Максимальный потребляемый ток - 26 А;
) Коэффициент мощности - 0.85;
) КПД - 85%;
) Толщина свариваемого металла - от 1.5
до 20 мм.
Технические характеристики БИЗОН 205ПН:
) Max ток - А 200
) Max мощность - кВт 5.3
) Напряжение - В 160-230
) Количество постов - 1
) Min ток - А 40
) Диаметр электр/провол - мм 1.6-4.0
) Степень защиты - IP21S
Для изготовления колонны коробчатого сечения я
выбрал сварочный трактор АДФ-1002
Автомат АДФ-1002 типа 2ТС-17С предназначен для
автоматической дуговой сварки под флюсом тавровых соединений конструкций из
углеродистых и легированных сталей двумя наклонными электродами. Автомат
осуществляет приварку к ортотропным плитам рёбер жёсткости типа полосы или
рёбер жёсткости трапециевидного профиля высотой от 160 мм до 360 мм.

Рисунок 6 - Сварочный трактор АДФ-1002
Автомат в процессе работы передвигается по
изделию. Сварка осуществляется на постоянном токе плавящимися электродами под слоем
флюса прямолинейными швами.
Автомат комплектуется блоком управления и двумя
источниками питания - сварочными выпрямителями. Изменение скорости подачи
проволоки и скорости сварки производится ступенчато - при помощи сменных
шестерён в редукторных приводах. Трактор может поставляться как с полным
комплектом сменных шестерён, так и с шестернями, сопрягаемые пары которых
рассчитаны на скорости подачи проволоки и скорости перемещения трактора,
необходимые конкретному потребителю.
Поставляется с блоком управления для источника
питания типа ВДУ-1202 или ТДФЖ-1002
Сварочный трактор состоит из следующих основных
частей:
) тележки, включающей в себя:
электродвигатель, подающий механизм с распределительным валом, ходовой механизм
с цепными передачами и ведущими колёсами;
) двух сварочных головок, каждая из
которых включает в себя: правильное и подающее устройства, изогнутый
мундштук-токоподвод; механизм корректировки положения электрода, обеспечивающий
наклон и смещение токоподвода относительно шва;
) набора копирующих устройств;
) двух бункеров для флюса с
флюсоподводами;
) двух устройств для размещения
электродной проволоки;
) пульта управления.
В тракторе изменены элементы конструкции,
которые реализуют следующие его преимущества по сравнению с существующими аналогами:
) усовершенствована электрическая схема,
позволяющая оператору оптимально управлять подачей электродных проволок и
работой трактора в целом;
) модернизирована мотор-редукторная
часть, в частности усилены места соединений вала электродвигателя с входными
элементами редуктора заднего моста и редуктора подающего механизма;
) увеличена твёрдость червяков;
) прошлифованы витки их зубьев для
уменьшения потерь, связанных с трением;
) улучшена регулировка зацепления
червячных пар;
) усилена выходная часть редуктора
подающего механизма;
) в редукторе заднего моста применена
торцевая муфта, не допускающая проскальзывания.
Краткие технические характеристики указаны в
таблице 11
Таблица 11 - Краткие технические характеристики:
|
Наименование
параметра
|
Норма
|
|
Номинальный
ток
|
1000
|
|
Номинальное
напряжение питающей трехфазной сети (В)
|
380
|
|
Номинальная
частота питающей сети (Гц)
|
50
|
|
Номинальный
режим работы ПВ, не менее
|
100
|
|
Диаметр
сплошной электродной проволоки (мм)
|
2-5
|
|
Диапазон
регулирования скорости подачи электродной проволоки (м/ч)
|
60-362
|
|
Диапазон
регулирования скорости сварки (м/ч)
|
12-120
|
|
Предельный
угол наклона сварочной головки к плоскости перпендикулярной шву
|
45
|
|
Масса
электронной проволоки в кассете (кг)
|
15
|
|
Масса
ленточного электрода в кассете (кг)
|
10
|
|
Емкость
бункера для флюса (дм)
|
6
|
|
Средний
срок службы (лет)
|
5
|
|
Установленный
ресурс до капитального ремонта (ч)
|
7500
|
|
Габаритные
размеры (мм): -Длина -Ширина -Высота
|
-
716 346 526
|
|
Габаритные
размеры АДФ-1002-1 У3 для сварки ленточным электродом (мм): -Длина -Ширина
-Высота
|
-
950 370 730
|
|
Габаритные
размеры блока управления (мм): -Длина -Ширина -Высота
|
-
460 375 322
|
|
Масса
автомата без электродной проволоки, флюса и источника питания (кг)
|
45
|
|
Масса
блока управления (кг)
|
30
|
|
Суммарная
масса серебра (г)
|
25,0114
|
. Расчетная часть
.1 Расчет режима сварки
Режимы сварки под флюсом имеют основные и
дополнительные параметры. К основным относят: ток, его род и полярность,
напряжение дуги, диаметр электродной проволоки, скорость сварки. Дополнительные
параметры режима - вылет электродной проволоки, состав и строение флюса
(плотность, размеры частиц), положение изделия и электрода при сварке.
Критерием оптимального выбора режимов служит
максимальная производительность процесса сварки при условии получения требуемых
геометрических размеров поперечного сечения шва, регламентированных ГОСТ
14771-76 и достаточно низких потерь металла на угар и разбрызгивания.
Выбор режима сварки зависит от толщины
свариваемого металла, типа сварного соединения и положения шва в пространстве.
К основным параметрам режима сварки относятся:
) сила сварочного тока (Iсв, А);
) напряжение на дуге (Uс,В);
) диаметр электродной проволоки (d эл,
мм);
) вылет электрода (Lэл, мм);
) скорость сварки (Vс, м/ч).
Произведем расчет режимов сварки:
Определяем расчетную длину проплавления по
формуле:
Hp=(0,4÷1,1)K (1)
где, К-катет шва, мм.
К=4 мм=0,75*4 мм=3 мм.
Площадь поперечного сечения шва за один проход
принимаем:н=26 г/см3
Определяем диаметр электродной проволоки по
формуле:
эл=4√hp±0.05 hp (2)
эл=4√12мм+0,05
* 4 =1,8+0,5мм=2,3 мм
Принимаем
среднее значение диаметра электродной проволоки dэл=2,3 мм.
Производим
расчет скорости сварки по формуле:
υсв
=Кv(hp1.75 / ℓ3.36) (3)
ℓ=К√2
где
Кv - коэффициент, учитывающий скорость сварки;
ℓ-ширина
шва, мм.
Кv=1120
ℓ=12*√2=16,8
мм;
υсв
=1120*(121 /16,83 мм)=33,6 м/ч.
Принимаем
скорость сварки 34 м/ч.
Определяем
силу сварочного тока по формуле:
св=Ki
(hp1.31 /ℓ1.07) (5)
где
Ki - коэффициент, учитывающий плотность ток
принятые
числовые значения=460св=460*(122 /16,81 )=234,6 А
Принимаем
силу сварочного тока - 234 А
Определяем
напряжение сварочной дуги по формуле:св=16+0,05*Iсв
св=16+0,05*234А=27,7
В
Принимаем
Uсв=27,7 В
Определяем
вылет электродной проволоки по формуле:
ℓэл=10*dэл
±2*dэл (6)
ℓэл=10*2,3+2*2,3=41,1мм+3,2мм=44,3
мм
ℓэл=10*2,3
- 2*2,3=32,2мм-3,2мм=29 мм
Определяем
скорость подачи электродной проволоки по формуле:
Υэл=0,53*Iсв/dэл+6,94*10-4(Iсв/dэл3)
(7)
эл
=0,53*235/2,3+6,94*10-4 (235/2,3-4)=58,7 м/ч
Принимаем
υэл =59 м/ч
Определяем
оптимальный расход подачи флюсы по формуле:
=3,3*10-3
*Iсв0,75 (8)
=3,3*10-3
*2351=0,7 л/мин.
Штучное
время определяется по формуле:
Тшт=(Тнш*L+Тви)К1-n
(9)
где
Тшт - время, связанное со швом, мин- длина шва, м.
Тви
- время связанное с изделием, мин.
К
- коэффициент, учитывающий условия работы
Принятые
числовые значения символов
Тви
= 0,7 мин.= 1,600 мм.
Тнш
=11мин.
К1-n
= 1,2
Тшт=(11*1,600+0,7)1,2=21,9
мин
Определяем
норму времени на сварку изделия по формуле:
Нвр
= Тшт +Тпз/n (10)
где
Тпз - подготовительно - заключительное время, мин.- количество изделий, шт.
Тпз
=10200 мин= 600 шт
Нвр
= 21,9+10200/600=38,9 мин.
Для
различных методов сварки норма Нэ(кг) электродов и электродной проволоки
определяется произведением удельной норм расхода qэ (кг/м) на длину шва L (м).
Нэ=qэ*ℓ,кг
(11)
Нэ=0,46*1,600=0,736
кг
Удельную
норму расходов материалов определяем по формуле:
э=Кр*mn
(12)
где,
Кр - коэффициент расхода, учитывающий потери электродной проволоки;- масса
наплавленного металла, кг/м.э=1,15*0,4=0,46
Массу
наплавленного металла определяем по формуле:
mn
= ρ*Fн*10-3,
кг/м (13)
где
ρ
- плотность
наплавленного металла шва, г/см3 ;
ρ=7,8
Fн
- площадь поперечного сечения, 2 мм
Принятые
числовые значения Кр=1,15.= 7,8*51,7*10-3=0,4кг/м
Определяем
основное время сварки по формуле:
= Fн*ρ*60/Iсв*αн
(14)
где
αн -
коэффициент наплавки, г/А*ч.= 51,7*7.8*60/235*8=8.4мин = 823,68
Расчет
массы наплавленного металла
=
FL (15)
8
= 0,9*129,6*7,85 = 915,6 (г);общ = 2215,6 + 915,6 = 2131,22 (кг) = 130 (г).
.2
Разработка технологического процесса изготовления сварной балки
|
Наименования
и краткое содержание операции
|
Оборудование
и инструменты для сборки и сварки
|
|
Зачистка
металла: основной металл очищают от ржавчины, масла, влаги, рыхлого слоя
окалины. Допускается зачистка не всей части поверхности кромок шириной 30-40
мм. Особенно тщательно зачищают торцы свариваемых кромок сварной колонны.
|
Дробеметная
машина VSB 2500
|
|
Правка
металла: правку стали производят в холодном состоянии. При этом устраняют
общие и местные неровности, волнистость кромок. Правку мелких листовых
деталей после резки на гильотинном или пресс-ножницах выполняют на листе
металла 25-30 мм. Детали раскладывают в один слой, и лист с деталями
пропускают между валками правильно - гибочной машины до полного выправления
металла.
|
Машина
правильно-гибочная МПГ 920
|
|
Разметка
металла: разметкой называют процесс вычеркивания детали на материале в
натуральную величину с нанесением линей сгибов, вырезов и центров отверстий.
При заготовке нескольких одинаковых деталей из размечают по шаблону с
допуском на резку.
|
Штангенциркуль
STURM 2030-01-250
|
|
Резка:
для резки преимущественно применяют гильотинные, угловые и сортовые ножницы
для резки балок и швеллеров снабженные различными приспособлениями. Широко
применяют кислородную и плазменную резку. Кислородную резку следует выполнить
механизированными способами-автоматами и переносными полуавтоматами. Так как
колонна коробчатого сечения является ответственной несущей конструкцией,
высота неровностей реза после машинной газовой резки должна быть не более 0,3
мм, в противном случае необходимы продольные кромки колонны.
|
Газовый
резак 62-5F Баллон с кислородом и керосином.
|
|
Подготовка
кромок под сварку: подготовка кромок состоит в ровной обрезке и разделке их
по определенной форме в зависимости от толщины металла. Для разделки кромок
используют механическую обработку: токарную, строгание, фрезерование, обрезку
на гильотинных ножницах. Зачистку кромок выполняют механическими способами:
пескоструйным, дробеструйным, металлическими щетками, абразивными кругами или
химическим способом.
|
2-паллетный
фрезерный станок с ЧПУ ARES S 500 Металлическая щетка Абразивный круг
|
|
На
стеллаж укладывают верхний пояс (полку), расставляют и приваривают к нему
диафрагмы. Такая последовательность определяется необходимостью создания
жесткой основы для дальнейшей установки и обеспечения прямолинейности боковых
стенок, а также их симметрии относительно верхнего пояса. После приварки
диафрагм устанавливают, прижимают и прихватывают боковые стенки. Затем
собранный, П - образный профиль кантуют и внутренними угловыми швами
приваривают стенки к диафрагмам.  а
- сечение стержня; б - схема кондуктора. Сборку заканчивают установкой
нижнего пояса. Сварку поясных швов осуществляют после завершения сборки и
ведут наклонным электродом без поворота в положение «в лодочку». Это
объясняется тем, что для колонны коробчатого сечения подрез у поясного шва
менее опасен, поскольку в колоннах коробчатого сечения сосредоточенные силы
передаются с пояса на стенку не непосредственно, а главным образом через
поперечные диафрагмы. а
- сечение стержня; б - схема кондуктора. Сборку заканчивают установкой
нижнего пояса. Сварку поясных швов осуществляют после завершения сборки и
ведут наклонным электродом без поворота в положение «в лодочку». Это
объясняется тем, что для колонны коробчатого сечения подрез у поясного шва
менее опасен, поскольку в колоннах коробчатого сечения сосредоточенные силы
передаются с пояса на стенку не непосредственно, а главным образом через
поперечные диафрагмы.
|
Кондуктор
для сборки колонн коробчатого сечения
|
|
Сварка:
это наиболее производственны способ электродуговой сварки, его применяют для
прямолинейных стыковых швов длиной более 500 мм. Сварку производят голой
электродной проволокой. Автоматическую сварку стыковых швов можно вести в
один проход с двухсторонним формированием шва с помощью сварки под флюсом.
Под однопроходную сварку с двухсторонним формированием шва детали должны быть
собраны с зазором обеспечивающим свободное прохождение ножа, крепящего ползун
сварочного инвертора БИЗОН 205ПН. Поясные швы должны выполняться
автоматической сваркой с плавным переходом швов к основному металлу. При
выполнении сварных швов соединяющих верхний пояс со стенкой, должен
обеспечиваться полный провар стенки на всю ее толщину. Все сварные швы должны
быть не прерывными. Поясные швы выполняют в положении «в лодочку».
|
Сварочный
источник инверторного типа БИЗОН 205ПН Сварочный трактор АДФ-1002 Сварочный
флюс АН-60 Сварочная проволока СВ08Г2С
|
.3 Оформление технологической документации на
изготовление колонны коробчатого сечения, указанно в приложении 2
.4 Расчеты, подтверждающие работоспособность и
надежность колонны коробчатого сечения
Подбор сечения.
Наименьшая высота определяется:
=Rl/(fn/ l) (16)
=расчетное сопротивление
Для стали 10ХСНД=2400 кгс=12м=1200см =0,6 см=
2400*1200/(1,2/600)=144см=1440мм
Приняв =0,7 будем иметь для верхнего пояса
относительно высоты балкиост= 1,3 (17)
тр=Mx (18)
тр=2860000/(2400*0.7)=1702опт = 1,3 =69см=690 мм
Выбираем hст= 65смст=12 (19)ст=0,6 * 12=13731 ≈13700
б=hст/2 (20)
б=1702*65/2=55315 ≈55300
Площадь верхнего пояса:
в.п=(Jб - Jст) (21)
в.п= (55300-13700) / (2)=14,8
Для нижнего пояса
н.п= Mx/R (22)
н.п= 2860000/2400=1191
б= Wн.п*hст/2 (23)
б= 1191*65/2=38707,5 ≈38708
н.п= (Jб - Jст) (24)
н.п=(38708- 13700) / (2)=11,8
Применяем сечения балки, верхний пояс 200 х
10мм, нижний пояс 150х10мм, стенка 650х6мм.
= Fв.п+ Fн.п+Fст (25)
=20*1+15*1+65*0,6=74
∆y= [(Fв.п- Fст)*(hст/2+ /2)]/F (26)
∆y =(20-15)*33/79=2,2 см
Проверка общей устойчивости.
[8,4ḈEJyh1/(Jб )]=1,35 (27)
[0,43-0,065](2n-1)h (28)= Jв.п/ Jy (29)
= 1300/1584=0.82
=hст+/2+/2 (30)
=65+1/2+1/2=66 см=29.3-0,5=28,5 см
[0.43-0.065 (2*0.82-1)*66=17.9
.5*29.3+17.9=3.25 см
=Y∑b /3 (31)
=1.26 (25)/3=22.8
[(Jв.п*Jн.п * Jy)+0.04Jk]/Jy (32)
[(1300*282*66*66/1584)+0.04*22.6]/1584=841
[8.4*1.35*2.1* 1584*28.5/ (51457 * 2400)]
3.25=0.72
/(1.1Wxв.п) (33)
/(1,1*0,72*1756)=2013 кгс
Проверка устойчивости балки
Расчетную вертикальную нагрузку от края
определим без учета коэффициента
=n =1,1*8,7=10,7 тс
Для первого отсека нагрузка.
А=P(5.125+3.625+0.125)/6=1.48p=1.48*10.5=17.8тс=1.02A
(34)=1.02*17.8=18.2 тс=1.03A*0.875
(35)=1.03*17.8*0.875=16.1тс*м
*hв.п/Jx
(36)
*29.3/51457=0.91тс
,47тс/(hст)
(37)
,2/(0,6*65)= 0,47 тс/hст=1,2/0,65=1,85>0.8
Так как a/hст> 0.8 и ≠0 то проверку
производим дважды, причем в формуле принимаем для принимаем расчетную высоту
стенки.
y=2*28.3=56.6см=2.25 * 65=3.6 (38)
.92 = 3.92 тс/см
Где
.75 + (0.245*1.6)/2=3.92
при 0,5 a =0.5*120/65=0.9 y=3.6
(1.25+ 0.95) (39)
(1.25+ 0.95) = 1.3 тс
Для третьего отсека:
A=P (1.775+3.275)/6=10.3*0.832=8.7 тс=1.02*8.7=8.9
тс=1.03A*2.725=1.03*8.7*2.725=24.5
тс*м
2450*29,3/51457=1,39 тс
,47 тс
,9/(0,6*65) = 0,23 тс
Проверка, так же как и для первого отсека,
должна производиться дважды. Критические напряжения остаются те же.
Первая проверка:
.35<0.9
Вторая проверка:
,35<0.9
Сечения ребер жесткости принимаем 65х6 см
По данным справочников :/ =65/6; 11<15
Проверка поясных швов. Поясные швы толщиной
hш=6мм выполнены автоматом (β=1)
(2βhш) (42)
(2,1*0,6)=284кгс< 1500 кгс
Проверка опорных ребер. Торцовые опорные ребра
имеют сечение 150х8мм.
/(15*0.8)=1950 кгс<3200 кгс
Проверяем устойчивость опорной стойки.ст=15*0.8+15*0.6=21=0.8
* 13=225
.26см
,5hp=65/3.26=20 (43)
/3.26=20
.97
/(2*0.6*64)=1148 кгс <2100 кгс
Толщина швов прикрепления торцового ребра к
стенке hш=6см, сварка ручная.
Расчетная длина шва:
-1=64 см
/(2*0,6*64)=304 кгс< 1500 кгс
Проверка прогиба. Для определения прогиба
принимаем наибольшее напряжение, возникающее от нормативной вертикальной
нагрузки:
/l=l/(hn*1.1)=2095*600
(67*1.2*1.1)=1/800<1/600
. Контроль качества сборки и сварки
.1 Выбор метода контроля качества сварных
соединений, колонны коробчатого сечения
Для проверки качества сварных соединений колонны
коробчатого сечения был выбран приемочный контроль сварочных соединений.
Проводится с целью предупреждения несоответствия
качества сварного шва (наплавки) и сварного соединения, выполненных при
изготовлении сварных конструкций и при исправлении дефектов требованиям и
правил, стандартов, техусловий, нормативнотехнической документации, рабочих
чертежей и др.
Контроль на этом этапе включает в себя:
) неразрушающий контроль (физические
методы);
) контроль с разрушением (лабораторные
методы).
Контроль качества сварных соединений конструкций
надлежит осуществлять методами, указанными в таблице 12
Таблица 12 - Контроль качества сварных
соединений и конструкций
|
Методы
контроля
|
Тип
конструкций, объем контроля
|
|
Внешний
осмотр с проверкой геометрических размеров и формы швов
|
Все
типы конструкции в объеме 100%
|
|
Контроль
швов неразрушающими методами (радиографическим, ультразвуковым или др.) в
соответствии с ГОСТ 3242-79
|
Все
типы конструкций в объеме не менее 0,5 % длины швов, а также конструкции,
методы и объемы контроля, которых предусмотрены дополнительными правилами или
чертежами КМ
|
|
Механические
испытания контрольных образцов
|
Конструкции,
для которых требования механических свойств сварных соединений предусмотрены
чертежами КМ
|
|
Металлографические
исследования макрошлифов на торцах швов контрольных образцов или на торцах
стыковых швов сварных соединений
|
Конструкции,
для которых требования механических свойств сварных соединений предусмотрены
чертежами КМ
|
Трещины всех видов и размеров в швах сварных
соединений конструкций не допускаются и должны быть устранены с последующей
заваркой и контролем.
По внешнему виду качество сварных соединений
конструкций должно удовлетворять требованиям таблице 13.
Таблица 13 - Качество сварных соединений и
конструкций по внешнему виду
|
Элементы
сварных соединений, наружные дефекты
|
Требования
к качеству, допустимые размеры дефектов
|
|
Поверхность
шва
|
Равномерно-чешуйчатая,
без прожогов, наплывов, сужений и перерывов. Плавный переход к основному
металлу (следует оговорить в чертежах КМ и КМД)
|
|
Подрезы
|
Глубина
- до 5 % толщины свариваемого проката, но не более 1 мм
|
|
Дефекты
удлиненные и сферические одиночные
|
Глубина
- до 10% толщины свариваемого проката, но не более 3 мм. Длина - до 20% длины
оценочного участка
|
|
Дефекты
удлиненные сферические в виде цепочки или скопления
|
Глубина
- до 5 % толщины свариваемого проката, но не более 2 мм. Длина - до 20% длины
оценочного участка Длина цепочки или скопления - не более удвоенной длины
оценочного участка
|
|
Дефекты
(непровары, цепочки и скопления пор) соседние по длине шва
|
Расстояние
между близлежащими концами - не менее 200 мм
|
|
Швы
сварных соединений конструкций, возводимых или эксплуатируемых в районах с
расчетной температурой ниже минус 40 °С и до минус 65 °С включ.
|
|
|
Непровары,
несплавления, цепочки и скопления наружных дефектов
|
Не
допускаются
|
|
Подрезы
|
Глубина
- не более 0,5 мм при толщине свариваемого проката до 20 мм и не более 1 мм -
при большей толщине Длина - не более удвоенной длины оценочного участка
|
|
Вдоль
усилия
|
|
|
Местные
поперек усилия
|
|
Контроль швов сварных соединений конструкций
неразрушающими методами следует проводить после исправления недопустимых
дефектов, обнаруженных внешним осмотром.
Контролю должны подлежать преимущественно места
с признаками дефектов и участки пересечения швов. Длина контрольного участка
должна быть не менее 100 мм.
По результатам радиографического контроля швы
сварных соединений конструкций должны удовлетворять требованиям таблицы 14.
Таблица 14 - Результаты радиографического
контроля
|
Элементы
сварных соединений, внутренние дефекты
|
Требования
к качеству, допустимые размеры дефектов
|
|
Соединения,
доступные длины сварки с двух сторон, соединения на подкладках
|
|
|
Не
провары в корне шва
|
Высота
- до 5 % толщины свариваемого проката, но не более 2 мм Длина - не более
удвоенной длины оценочного участка
|
|
Соединения
без подкладок, доступные для сварки с одной стороны
|
|
|
Не
провар в корне шва
|
Высота
- до 15% толщины свариваемого проката, но не более 3 мм
|
|
Удлиненные
и сферические дефекты
|
|
|
Одиночные
|
Высота
- не более значений h
|
|
Образующие
цепочку или скопление
|
Высота
- не более 0,5h* Длина - не более длины оценочного участка
|
|
Удлиненные
|
Протяженность
- не более отношения (S / h)
|
|
Не
провары, цепочки и скопления пор, соседние по длине шва
|
Расстояние
между близлежащими концами не менее 200 мм
|
|
Суммарные
в продольном сечении шва
|
Суммарная
площадь на оценочном участке - не более S*
|
|
Швы
сварных соединений конструкций, возводимых или эксплуатируемых в районах с
расчетной температурой ниже минус 40 °С до минус 65 °С включ., а также
конструкций, рассчитанных на выносливость
|
Не
допускаются
|
|
Не
провары, несплавления, удлиненные дефекты, цепочки и скопления дефектов
|
Высота
- не более 0,5 h
|
|
Одиночные
сферические дефекты
|
Расстояние
между соседними дефектами - не менее удвоенной длины оценочного участка
|
По результатам ультразвукового контроля швы
сварных соединений конструкций должны удовлетворять всем требованиям. В швах
сварных соединений конструкций, возводимых или эксплуатируемых в районах с
расчетной температурой ниже минус 40 °С до минус 65 °С включительно а также
конструкций, рассчитанных на выносливость, допускаются внутренние дефекты,
эквивалентная площадь которых не превышает половины значений допустимой
оценочной площади. При этом наименьшую поисковую площадь необходимо уменьшать в
два раза. Расстояние между дефектами должны быть не менее удвоенной длины
оценочного участка.
В соединениях, доступных сварке с двух сторон, а
также в соединениях на подкладках суммарная площадь дефектов на оценочном
участке не должна превышать 5% площади продольного сечения сварного шва на этом
участке.
В соединениях без подкладок, доступных сварке
только с одной стороны, суммарная площадь всех дефектов на оценочном участке не
должна превышать 10% площади продольного сечения сварного шва на этом участке.
В случае обнаружения недопустимого дефекта следует выявить его фактическую
длину, дефект исправить и вновь проконтролировать. При повторном выявлении
дефекта контролю подлежит все сварное соединение.
Контроль непроницаемости швов сварных соединений
следует, как правило, производить пузырьковым или капиллярным методами в
соответствии с ГОСТ 3242-79 (под непроницаемостью следует понимать способность
соединения не пропускать воду или другие жидкости). Величина разрежения при
пузырьковом методе должна быть не менее 2500 Па (250 мм вод. ст.).
Продолжительность контроля капиллярным методом должна быть не менее 4 ч при
положительной и менее 8 ч при отрицательной температуре окружающего воздуха.
Контроль герметичности (под герметичностью
следует понимать способность соединения не пропускать газообразные вещества)
швов сварных соединений следует, как правило, производить пузырьковым методом в
соответствии с ГОСТ 3242-79. Сварные соединения, контролируемые при
отрицательной температуре окружающего воздуха, следует просушивать нагревом до
полного удаления замерзшей воды.
Механические испытания контрольных образцов
проводят при наличии требований в чертежах КМ к показателям прочности, пластичности
и вязкости металла шва и зоны термического влияния сварного соединения.
Требования к контрольным образцам и их сварке аналогичны требованиям к пробным
образцам (см. пп. 8.4, 8.7). Число контрольных образцов при механических
испытаниях должно быть не менее: на статическое растяжение стыкового соединения
- 2; на статическое растяжение металла шва стыкового, углового и таврового
соединений - по 3; на статический изгиб стыкового соединения - 2; на ударный
изгиб металла шва и зоны термического влияния стыкового соединения - 3; тип
образца и места надрезов должны быть указаны в чертежах КМ; на твердость (НВ)
металла шва и зоны термического влияния сварного соединения низколегированной
стали (не менее чем в четырех точках) - 1.
Металлографические исследования макрошлифов швов
сварных соединений следует проводить в соответствии с ГОСТ 10243-75*.
Обнаруженные в результате контрольных испытаний
недопустимые дефекты необходимо устранить, а участки шва с недопустимыми
дефектами вновь заварить и проконтролировать. Дефектные участки сварных швов
надлежит, как правило, удалять одним из способов: механизированной зачисткой
(абразивным инструментом) или механизированной рубкой. Допускается удаление
дефектов сварных соединений ручной кислородной резкой или воздушно-дуговой
поверхностной резкой при обязательной последующей зачистке поверхности реза
абразивным инструментом на глубину 1-2 мм с удалением выступов и наплывов. Все
ожоги поверхности основного металла сварочной дугой следует зачищать абразивным
инструментом на глубину 0,5-0,7 мм.
При удалении механизированной зачисткой
(абразивным инструментом) дефектов сварных соединений, корня шва и прихваток
риски на поверхности металла необходимо направлять вдоль сварного соединения:
при зачистке мест установки начальных и выводных планок - вдоль торцевых кромок
свариваемых элементов конструкций; при удалении усиления шва - под углом 40-50
° к оси шва. Ослабление сечения при обработке сварных соединений (углубление в
основной металл) не должно превышать 3% толщины свариваемого элемента, но не
более 1 мм.
При удалении поверхностных дефектов с торца шва
абразивным инструментом без последующей подварки допускается углубляться с
уклоном не более 0,05 на свободной кромке в толщину металла на 0,02 ширины
спариваемого элемента, но не более чем на 8 мм с каждой стороны. При этом
суммарное ослабление сечения (с учетом допустимого ослабления по толщине) не
должно превышать 5 %. После обработки торцов швов необходимо притупить острые
грани.
Исправление сварных соединений зачеканкой не
допускается.
Остаточные деформации конструкций, возникшие
после монтажной сварки, необходимо устранять термическим или термомеханическим
воздействием в соответствии с требованиями п. 4.2.
Методы и объемы неразрушающего контроля
элементов монтируемых конструкций приведены в дополнительных правилах разд. 4.
.2 Выбор оборудования для контроля качества
колонны коробчатого сечения
Для своей двутавровой балки я выбрал
Ультразвуковой дефектоскоп А1212 MАСТЕР.

Рисунок 7 - Ультразвуковой дефектоскоп А1212
MАСТЕР.
Ультразвуковой дефектоскоп А1212 МАСТЕР это
обновленный и модернизированный вариант дефектоскопа А1212 Мастер Профи. УЗ
дефектоскоп А1212 Мастер это современный, полностью цифровой, дефектоскоп
обеспечивающий реализацию типовых и специализированных методик ультразвукового
контроля, высокую производительность и точность измерений. Дефектоскоп А1212
МАСТЕР предназначен для поиска и оценки дефектов, в объектах из металлов и
пластмасс, с возможностью построения функции ВРЧ по 32-м точкам и использования
АРД - диаграмм.
Дефектоскоп А1212 Мастер имеет полностью
цифровой тракт, поэтому он имеет ряд отличительных функций, присущих только
приборам данного типа:
) АРД-диаграммы для совмещенных
преобразователей позволяют оператору видеть на экране три кривые, которые
соответствуют браковочному, контрольному и поисковому уровням контроля. Расчет
эквивалентной площади отражателя производится автоматически. Данная функция
позволяет оператору отказаться от ручных расчетов эквивалентной площади
дефектов и значительно увеличить производительность контроля.
) Цифровая ВРЧ обеспечивает регулировку
уровня сигнала по произвольной функции, задаваемой 32 узловыми точками.
Удаление, установка и изменение узловых точек производится в специальном режиме
ВРЧ. Целью настройки ВРЧ является получения на экране дефектоскопа А1212 Мастер
импульсов равной высоты от одинаковых отражателей, расположенных на различной
глубине, что позволит корректно оценить размеры дефектов по всей контролируемой
толщине объекта контроля.
) Сигнал типа RF (радиосигнал) -
возможность представления сигнала в недетектированном виде в реальном масштабе
времени, что позволяет подробно изучить фазы сигналов, производить контроль на
фоне больших структурных помех и разделять сигналы от близкорасположенных
отражателей.
) «ПОИСК» На экране дефектоскопа А1212
Мастер отображаются состояние аттенюатора, эхо-сигнал, результаты измерений
координат, уровни сигналов и основные параметры. В нижней части экрана с
помощью строки меню можно переключать режимы, выбирать способ показаний
сигнала, управлять стробами, устанавливать уровень компенсированной отсечки.
Измерить координаты и амплитуды эхо-сигналов можно как автоматическим, так и
ручным способом.
) «ЛУПА» Режим предполагает подробное
изучение формы эхо-сигнала. В нижнем окне отображается растянутый фрагмент,
соответствующий временному интервалу первого строба.
) «В-СКАН» В режиме реализовалась функция
построения сечения, которое можно увидеть в нижнем окне экрана. Сечение можно
дополнительно проанализировать, изменяя порог отсечки.
) «ОБЗОР» Режим позволяет видеть только
нужную информацию и какое-то одно значение, что способствует увеличению области
экрана, отведенную для отображения эхо-сигналов.
) «СТОП» Режим позволяет зафиксировать
наблюдаемые сигналы в памяти прибора. В этом режиме можно перемещать курсор и
измерять амплитуду остановленного сигнала в любой точке экрана. Этот сигнал
можно также сохранить в памяти дефектоскопа А1212 Мастер.
) «НАСТРОЙКИ» Наблюдая сигнал, в данном
режиме можно подстраивать параметры, которые выбираются в нижнем меню.
Технические характеристики ультразвуковой
дефектоскоп А1212 MАСТЕР:
Номинальные рабочие частоты ультразвука - 0.5 -
15МГц
Динамический диапазон - 100 дБ
Диапазон изменений интервалов времени 1 - 1200
мкс
Диапазон настройки на скорость ультразвука в
материале - 1000 - 15000м/с
Предел допускаемого значения основной абсолютной
погрешности измерения толщины X ±(0.01X+0.1) мм
. техника безопасности при изготовлении колонны
коробчатого сечения
.1 Требования к персоналу
Требования к персоналу, выполняющему сварочные
работы, устанавливаются в зависимости от выполняемых обязанностей, вида работ и
уровня ответственности сварных конструкций.
Аттестация сварщиков и специалистов сварочного
производства проводится в соответствии с ПБ 03-273-99 .
Примечание - По ПБ 03-273-99 к специалистам
сварочного производства относятся: специалисты, чьи письменные или устные
указания являются обязательными для исполнения сварщиками при проведении
сварочных работ (мастера, прорабы и т.п.); специалисты, являющиеся
руководителями отдельных подразделений предприятия, обеспечивающих выполнение
сварочных работ, и чья подпись необходима и достаточна для использования на
предприятии документов, определяющих технологию проведения сварочных работ
(начальники отделов, лабораторий, секторов, технических бюро, руководители
рабочих групп и т.п.); специалисты, являющиеся руководителями службы сварки
предприятия (организации), чья подпись необходима и достаточна для утверждения
руководством предприятия (организации) руководящих и нормативных документов по
выполнению всех видов сварочных работ (главные сварщики, их заместители и
т.п.).
Руководство сварочными работами на опасных
производственных объектах осуществляют специалисты, аттестованные на II, III
или IV профессиональные уровни в соответствии с ПБ 03-273-99 и РД 03-495-02.
Перед допуском к работе сварщик выполняет сварку
допускных образцов. Сварку допускных образцов выполняют в тех же условиях
(пространственное положение сварных швов, диаметр и толщина свариваемых
деталей, основные и сварочные материалы, оборудование, технология сварки), что
и сварку производственных сварных соединений.
.2 Требования безопасности сварочных работ
колонны коробчатого сечения
Электросварочные посты и рабочие места сварщиков
должны удовлетворять требованиям ГОСТ 12.3.003-75 «ССБТ. Работы
электросварочные. Общие требования безопасности».
Электросварочные работы могут проводиться на
постоянных и временных местах. На постоянных, когда они выполняются в
специально оборудованных для этих целей цехах, мастерских, на участках или
открытых площадках. На временных, когда они выполняются непосредственно на
территории предприятия для ремонта оборудования, устройства приспособлений,
монтажа конструкций.
При выборе сварочного процесса нужно учитывать
связанные с ним опасные и вредные факторы, а именно: возможность поражения
электрическим током, выделение мелкодисперсной пыли и вредных газов,
интенсивность светового, инфракрасного, ультрафиолетового и рентгеновского
излучений, повышенные уровни шума и вибраций. При электросварке необходимо
исключить также возможность получения механических травм работающими. При
разработке технологических процессов сварки изделий следует предусматривать
наибольшую их механизацию и автоматизацию, а также использовать местную
вытяжную вентиляцию.
При сварке изделий массой более 20 кг необходимо
использовать грузоподъемные устройства. Места, где выполняют электросварочные
работы открытой дугой, необходимо ограждать несгораемыми ширмами, щитами и т.
д. Для ослабления контраста между яркостью сварочной дуги и освещенностью стены
помещения и оборудование цехов электросварки окрашивают в серый, желтый или голубой
тона с диффузным (рассеянным) отражением света. В рабочей зоне сварочных цехов
микроклимат должен соответствовать действующим санитарно-гигиеническим нормам
для помещений с незначительным тепловыделением при работах средней тяжести.
Дуговая сварка сосудов, находящихся под давлением, запрещается.
Электросварочные работы при отсутствии навеса во
время дождя или снега прекращаются. При выполнении сварочных работ должны
предусматриваться меры пожарной защиты. В стационарных условиях сварка открытой
дугой изделий малых и средних габаритов должна проводиться в кабинах, обшивка
которых выполняется из несгораемых материалов. Между обшивкой и полом
оставляется зазор не менее 50 мм, а при сварке в среде защитных газов - 300 мм.
Свободная площадь на один сварочный пост - не менее 3 м2. При электросварке
лицо и глаза закрывают щитком со светофильтрами.
Сварка относится к работам с повышенной
опасностью, что влечет за собой ряд требований, выполнение которых обязательно.
Основными опасными факторами при сварочных работах
являются:
опасность поражения электрическим током при
выполнении сварочных работ дуговой сваркой;
ожоги кожного покрова и органов зрения
излучающей энергией электрической дуги и брызгами расплавленного металла;
отрицательное воздействие на организм человека
газов, паров ч пыли, выделяющихся в процессе сварочных работ;
механический травматизм в процессе сборочных
работ и подготовке деталей к сварке;
взрывоопасность баллонов с горючим газом и
ацетиленовых генераторов;
пожарная опасность при всех огневых работах;
радиационное поражение при радиационном методе
контроля сварных соединений;
при монтажных работах появляется опасность,
связанная с работой на высоте.
В связи с вышеперечисленным к сварочным работам
допускаются только лица, достигшие 18-летнего возраста и прошедшие специальную
подготовку и медицинское обследование.
Заключение
В результате курсового проекта был разработан
технологический процесс сборки и сварки колонны коробчатого сечения, так же был
разработан пакет технологической документации в соответствии с требованиями;
Для изготовления колонны коробчатого сечения я
выбрал автоматизированный спосоь сварки при помощи такого оборудования:
сварочный автомат АДФ-1002, и источник инверторного типа БИЗОН 205ПН, и указал
характеристики данного оборудования.
Выбрал сварочные материалы: низколегированную
конструкционную сталь 15ХСНД применяемую для сварных конструкций, подробно
расписав ее состав и свойства. Из расходуемого сварочного материала я выбрал
варочный флюс АН-60 дав его характеристику и свойства в процентах, и сварочную
проволоку марки СВ08Г2С.
Разработал порядок сборки и сварки, произвёл
расчёты режимов сварки, расчеты подтверждающие работоспособность и надежность
конструкции.
Для сборки колонны я использовал кондуктор для
сборки колонн коробчатого сечения.
Для проверки контроля качества сварных
соединений я выбрал, приемочный контроль сварочных соединений и ультразвуковой
дефектоскоп А1212 МАСТЕР, рассмотрел подробно параметры прибора и
проанализировал основные функции, которые пригодятся в процессе проверки
сварных швов на дефекты и несоответствия с требованиями данного контроля.
Рассмотрел вопросы техники безопасности и
требование к персоналу.
Библиографический список
Л.П.
Шебеко, А.П. Яковлев. "Контроль качества сварных соединений"
Николаев,
Г. А. Сварные конструкции. Технология изготовления. Автоматизация производства
и проектирование сварных конструкций: Учебное пособие / Г.А Николаев, С. А.
Куркин, В. А. Винокуров. М.: Высшая школа, 1983. 204 с.
Волченко,
В. Н. Контроль качества: Учебное пособие / В. Н. Волченко. М.: Машиностроение,
1975. 328с.
Куркин,
С.А. Проектирование сварных конструкций в машиностроении / С. А. Куркин. М.:
Машиностроение, 1975. 340с.
Виноградов,
В. С. Технологическая подготовка производства сварных конструкций в
машиностроении / В. С. Виноградов. М.: Машиностроение, 1981. 224с.
Справочник
сварщика / под. ред. В.В. Степанова. - 2-е изд., перераб. и доп. - М. :
Машиностроение, 1983.
Бабенко,
Э.Г. Расчет режимов электрической сварки и наплавки : метод. пособие / Э.Г.
Бабенко, Н.П. Казанова. - Хабаровск : Изд-во ДВГУПС, 1999.
Гуляев,
А.П. Материаловедение : учеб. для вузов / А.П. Гуляев. - 6-е изд., перераб. -
М. : Металлургия, 1986.
Материаловедение
и технология материалов / В.Т. Жадан [и др.]. - М. : Металлургия, 1994. - 624
с.
Л.П.
Шебеко, А.П. Яковлев. "Контроль качества сварных соединений"
М.
Г. Бельфор, В. Е. Патон "Оборудование для дуговой и шлаковой сварки и
наплавки"
В.В.Овчинников,
Дефекты сварных соединений - М. Академия, 2010 - 64с.
Г.Г.Чернышов,
Сварочное дело. Сварка и резка металлов - М. Академия, -2010 - 496с.